Как правильно паять паяльником – обзор техники пайки
Пайка является технологической операцией, позволяющей получить неразъемное соединение элементов из разных материалов, что обеспечивается введением припоя с относительно низким температурным режимом плавления.
Существует несколько правил, объясняющих, как правильно паять паяльником и получить высокий результат при работе с таким инструментом.
Виды паяльников
Ручной инструмент, используемый в лужении и пайке, позволяет нагревать детали и флюс, а также расплавляет припой с последующим его нанесением на участки контактов спаиваемых элементов.
Основные виды паяльников представлены несколькими конструкциями:
- Инструмент с нихромовым нагревателем в виде проволочной спирали, пропускающей переменные сетевые или постоянные/переменные токовые величины низкого напряжения. Современные модели отличаются контролем температурного режима нагрева наконечника при помощи встроенного термодатчика.
 Конструкция прибора может дополняться специальными изоляторами, снижающими тепловые потери и увеличивающими теплопередачу.
Конструкция прибора может дополняться специальными изоляторами, снижающими тепловые потери и увеличивающими теплопередачу. - Инструмент с керамическим стержневым нагревателем, срабатывающий в процессе подведения на контактную группу напряжения. Данный вид относится к категории наиболее совершенных приборов, отличающихся быстротой нагрева и длительным эксплуатационным сроком, а также имеющим широкий диапазон регулирования температурных показателей и уровня мощности.
- Индукционный инструмент осуществляет нагрев посредством катушечной части индуктора, а жало характеризуется наличием ферромагнитного покрытия, что способствует получению магнитного поля и разогреву сердечника. Поддерживание необходимого температурного режима на жале осуществляется в автоматическом режиме и не требует наличия термодатчика или какого-либо управляющего электронного устройства.
- Импульсный инструмент работает при нажатии и удержании в таком положении специальной кнопки «Пуск», чем и обусловлен практически мгновенный нагрев жала до оптимальных рабочих температурных показателей. Отечественные конструкции этого типа характеризуются наличием схемы, в которой медный проводной наконечник представляет собой часть электрической цепи, содержащей также частотный преобразователь и высокочастотный трансформатор. Наиболее современные импульсные модели обладают регулировкой по мощности и температурным показателям, что позволяет одинаково успешно паять мелкие электронные элементы и достаточно крупногабаритные детали.
- Газовый инструмент относится к категории практичных и автономных устройств, а в качестве теплового источника для достаточного прогрева наконечника служит сгораемый газ, которым заправляется прибор. Отсутствие насадки позволяет использовать такой вид паяльника в качестве традиционной газовой горелки.
- Автономный аккумуляторный инструмент характеризуется небольшими показателями мощности, поэтому применяется преимущественно в пайке наиболее мелких электронных элементов.
 Конструкция прибора может дополняться специальными изоляторами, снижающими тепловые потери и увеличивающими теплопередачу.
Конструкция прибора может дополняться специальными изоляторами, снижающими тепловые потери и увеличивающими теплопередачу. Отечественные конструкции этого типа характеризуются наличием схемы, в которой медный проводной наконечник представляет собой часть электрической цепи, содержащей также частотный преобразователь и высокочастотный трансформатор. Наиболее современные импульсные модели обладают регулировкой по мощности и температурным показателям, что позволяет одинаково успешно паять мелкие электронные элементы и достаточно крупногабаритные детали.
Отечественные конструкции этого типа характеризуются наличием схемы, в которой медный проводной наконечник представляет собой часть электрической цепи, содержащей также частотный преобразователь и высокочастотный трансформатор. Наиболее современные импульсные модели обладают регулировкой по мощности и температурным показателям, что позволяет одинаково успешно паять мелкие электронные элементы и достаточно крупногабаритные детали.Особняком стоят так называемые паяльные станции, предназначенные, как правило, для выполнения больших по объемам и частых работ, связанных с пайкой.
Безусловно, крупный термовоздушный и инфракрасный паяльный инструмент не способен расцениваться в качестве достойного конкурента традиционным бытовым электрическим паяльникам, но обладает множеством преимуществ использования:
- нагрев области пайки выполняется посредством горячей воздушной струи, которая выбрасывается соплом паяльной станции;
- стандартный температурный режим сфокусированного воздушного прогрева составляет порядка 100-500 °C;
- в зависимости от вида воздушного давления приборы могут быть представлены турбинными и компрессорными станциями.
В паяльных станциях инфракрасного типа нагрев осуществляется под воздействием ИК-излучения при длине волны в пределах 2-10 мкм.
В популярных до недавнего времени старых паяльниках, нагреваемых на обычном открытом огне, сегодня отпала необходимость, тем не менее, выполненная своими руками простейшая конструкция иногда вполне может послужить заменой дорогостоящему оборудованию.
Разновидности припоев и флюсов
Припои — материалы, используемые в пайке и обладающие температурным режимом плавления ниже, чем данные показатели у соединяемых металлов. С этой целью применяются оловянные, свинцовые, кадмиевые, медные, никелевые, серебряные и некоторые другие виды сплавов:
С этой целью применяются оловянные, свинцовые, кадмиевые, медные, никелевые, серебряные и некоторые другие виды сплавов:
- мягкие припои с температурным режимом плавления в пределах 300 °C представлены оловянно-свинцовыми сплавами, сурьмянистыми припоями для пайки оцинкованных или цинковых элементов, оловянно-свинцово-кадмиевыми припоями для пайки сверхчувствительных к перегревам изделий, оловянно-цинковыми и бессвинцовыми припоями;
- твердые припои с температурным режимом плавления выше 300 °C представлены, как правило, медно-цинковыми, медно-фосфористыми и серебряными припоями с разными видами добавок.
Флюсы — органические и неорганические вещества или смеси, позволяющие удалять оксиды со спаиваемой поверхности, защищающие ее от негативного воздействия внешней среды и активно понижающие поверхностное натяжение, а также заметно улучшающие распространение жидкого припоя:
- в зависимости от температурного интервала активности все смеси и вещества представлены низкотемпературными и высокотемпературными флюсами;
- в зависимости от природы растворителя используемые флюсы бывают водными и неводными;
- в зависимости от природы активатора, которым определяется действие, флюсы могут быть кислотными, канифольными и галогенидными, гидразиновыми и фторборатными, анилиновыми и стеариновыми, а также боридно-углекислыми;
- в зависимости от механизма действия флюсы выполняют защитные или химические функции, оказывают электрохимическое и реактивное действие;
- в зависимости от агрегатного состояния в пайке используются флюсы твердого, жидкого и пастообразного типа.

Самым простым и доступным в работе дешевым видом флюса, имеющим низкий ток утечки, является канифоль сосновая. Такой химически пассивный тип флюса находит очень широкое применение и обладает умеренной растворимостью в спиртах с глицерином.
К самым известным, высококачественным и популярным, но достаточно дорогостоящим флюсам зарубежного происхождения относятся IF-8001 Interflux, IF-8300 BGA Interflux, IF-9007 Interflux BGA и FMKANC32-005.
Вспомогательные материалы
Вспомогательные материалы представлены компонентами, которые не входят непосредственно в образуемые паяные соединения, но принимают участие в его образовании:
- паяльные флюсы — вспомогательные материалы, удаляющие оксиды с поверхности паяемых материалов и припоя, а также предотвращающие их образование;
- стоп-пасты и стоп-покрытия — вспомогательные материалы, используемые для подготовки поверхности конструктивных элементов и наносимые на паяемые участки, где нежелательным является применение жидкого припоя;
- припои — вспомогательные материалы, представленные специальными тугоплавкими или легкоплавкими сплавами, что зависит от входящих в состав металлов.
Синтетические клеи и ацетоны, используемые чаще всего в электромонтажных работах, относятся к пожароопасным и вредным вспомогательным веществам, поэтому их применение потребует неукоснительного соблюдения противопожарных и санитарно-гигиенических норм.
Основные вспомогательные материалы для пайки представлены припоями и флюсами, а также газовыми средами, облегчающими нанесение стоп-материалов на покрытия.
Температура пайки
Температурный режим пайки является одним из наиболее важных моментов при выполнении работы пайщиком, и оказывает непосредственное влияние на качество соединений металлов. При этом данный показатель должен превышать аналогичные показатели полного тинольного расплавления.
| Тип используемого припоя | Химический состав | Температурный режим плавления | ||
| Цинк | Медь | Серебро | ||
| ПМЦ-36 | 64 | 36 | – | 825 оС |
| ПСр-10 | 37 | 53 | 10 | 830 оС |
| ПСр-45 | 25 | 30 | 45 | 730 оС |
| ПМЦ-54 | 46 | 54 | – | 880 оС |
| ПСр-25 | 35 | 40 | 25 | 780 оС |
| ПСр-70 | 4 | 26 | 70 | 780 оС |
 В то же время все спаиваемые элементы должны прогреваться более сильно.
В то же время все спаиваемые элементы должны прогреваться более сильно.Подготовка паяльника к работе
Первое включение нового паяльника в электрическую сеть сопровождается выделением из корпуса дыма, что обусловлено выгоранием лака и жиров, попавших в инструмент в процессе сборки или консервации. Именно по этой причине первое включение осуществляется в хорошо вентилируемых помещениях или на улице.
Жалу приобретенного паяльника необходимо при помощи паяльника придать оптимальную и удобную форму, поэтому конец его прогревается и отковывается. В результате такой несложной процедуры происходит максимальное уплотнение меди и продлевается общий срок эксплуатации инструмента.
Самыми часто используемыми и универсальными являются угловое жало и «на срез», а несколько реже применяется в работе ножевидная форма.
Подготовка деталей к пайке
Очистка загрязненных поверхностей производится механическими или химическими способами:
- первый вариант предполагает зачистку поверхности при помощи напильника, металлической щетки, шлифовального круга или шкурки, а также применение пескоструйных аппаратов с последующим обдуванием струей сжатого воздуха;
- второй вариант основан на удалении жировых загрязнений, ржавчины и окалины бензином, трихлорэтиленом и различными щелочами с обязательной последующей промывкой под горячей и холодной водой.

Окалину и ржавчину требуется удалять в процессе протравливания раствором серной кислоты, после чего изделие промывается, а на труднодоступные участки наносится флюс. Пайка сложных узлов предполагает их фиксацию при помощи шпилек, болтов или специальных приспособлений.
Поверхности, которые не должны иметь припоя после выполнения пайки, требуется покрыть водной пастой на основе графита или мела.
Лужение
При отсутствии на жале паяльника специального защитного покрытия в обязательном порядке выполняется процесс лужения или покрытия его тонким оловянным слоем. С этой целью жало паяльника доводится до рабочей температуры, после чего окунается в канифоль, а полностью расплавленный припой аккуратно и тщательно растирается по поверхности наконечника. Также можно смочить кусок материи в растворе на основе хлористого цинка и протереть ей нагретое паяльное жало, после чего втереть в поверхность смесь из расплавленного припоя и каменной поваренной соли.
Также можно смочить кусок материи в растворе на основе хлористого цинка и протереть ей нагретое паяльное жало, после чего втереть в поверхность смесь из расплавленного припоя и каменной поваренной соли.
Процесс лужения нового паяльника
Лужение позволяет защитить устройство от коррозийных изменений и необоснованно быстрого износа, поэтому выполняется в процессе первого же включения инструмента после того, как перестанет выделяться дым.
Техника пайки паяльником
Существует несколько основных способов пайки при помощи паяльника, которые отличаются технологическим решением:
- низкотемпературная пайка может осуществляться в ручном и полуавтоматическом режиме, с использованием волны жидкого припоя или в процессе погружения в емкость, наполненную расплавленным припоем;
- высокотемпературная пайка выполняется с применением газовых горелок и высокочастотных токов, а также в процессе экзотермических работ.
Разные виды паяльников
Основные этапы пайки включают в себя подготовку деталей, обработку с применением флюса или лужение, прогрев спаиваемых деталей и тщательное нанесение припоя на участок пайки. Достаточно востребована так называемая пайка без применения припоя. Например, спаивание титана и меди не требует вспомогательных материалов, а базируется на таком явлении, как контактное плавление.
Достаточно востребована так называемая пайка без применения припоя. Например, спаивание титана и меди не требует вспомогательных материалов, а базируется на таком явлении, как контактное плавление.
Холодная пайка является дефектом и характеризуется отсутствием образования прочного паяного соединения, поэтому обладает зернистостью структуры и тусклым цветом.
Пайка с канифолью
Колофонская смола, представленная хрупким и стекловидным аморфным веществом темного красного или светлого желтого цвета, широко применяется в качестве флюса.
Самым простейшим является СКФ, или спирто-канифольный флюс, который максимально прост в работе.
Прогретый паяльник опускается в канифоль и покрывается припоем, который наносится на спаиваемые поверхности.
Установленные в нужном положении детали спаиваются в процессе работы с ними паяльным жалом, покрытым припоем с канифолью.
Пайка с кислотой
Ортофосфорная кислота часто применяется в пайке как флюс для соединения углеродистых или низколегированных сталей, никелевых и медных сплавов. Механизм действия заключается в растворении оксидной пленки металлов, припое и дальнейшем разрыхлении с всплытием на поверхность флюса.
Механизм действия заключается в растворении оксидной пленки металлов, припое и дальнейшем разрыхлении с всплытием на поверхность флюса.
Применение ортофосфорной кислоты является предпочтительным при соединении более сложных материалов, чем серебро и медь.
Меры безопасности при пайке
При эксплуатации инструмента для пайки предусматриваются мероприятия, препятствующие поражению током и газовыми смесями, расплавленными солями и металлами.
Использование индукционной пайки предполагает соблюдение правил безопасности при эксплуатации любых электротермических приборов.
В процессе пайки обязательно применяются специальные средства для индивидуальной защиты глаз, органов дыхания и кожных покровов.
Работа с взрыво- и пожароопасными вспомогательными материалами требует особо строгого соблюдения техники безопасности.
Заключение
Пайка является востребованным и абсолютно безопасным процессом только при соблюдении всех соответствующих технологических правил и определенных мер предосторожности.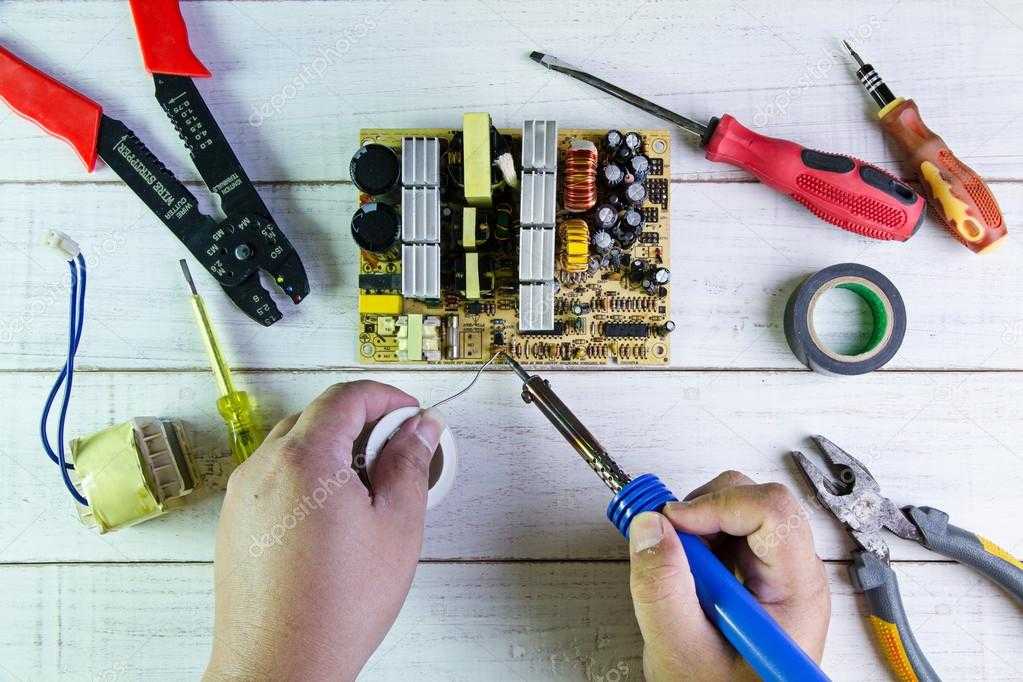 Для получения качественной пайки важно не только грамотно подойти к выбору инструмента и вспомогательных материалов, но также учитывать принцип работы паяльника и способы подготовки поверхностей.
Для получения качественной пайки важно не только грамотно подойти к выбору инструмента и вспомогательных материалов, но также учитывать принцип работы паяльника и способы подготовки поверхностей.
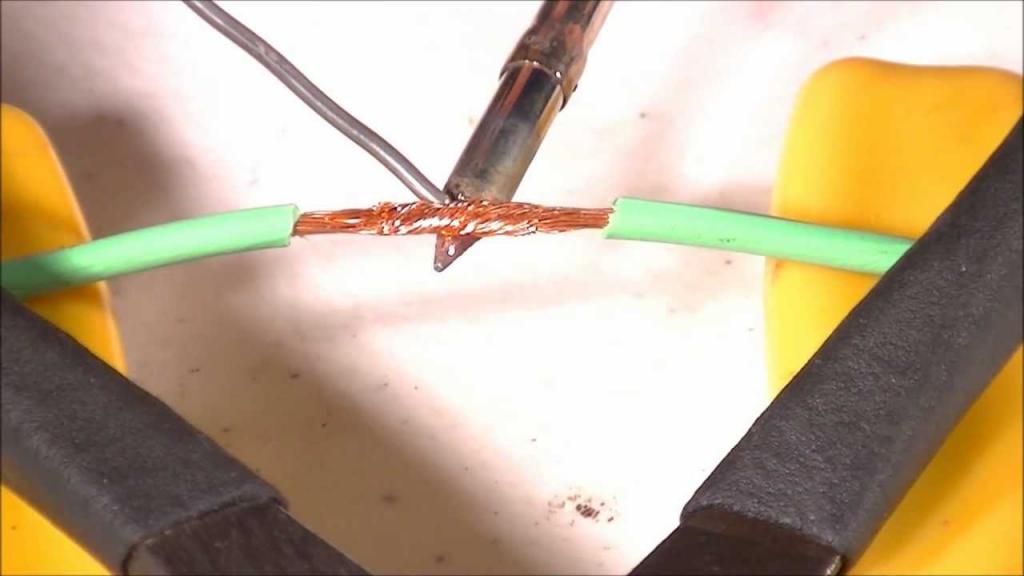
Как научиться паять паяльником провода с нуля: технология пайки своими руками
Радиолюбители рано или поздно сталкиваются с пайкой. Это ответственный процесс, к проведению которого нужно подойти с особой тщательностью, чтобы добиться действительно качественного результата. Пайка является тем делом, мастерство в котором приходит с опытом, и здесь нужно не только знать основы, но и тренироваться в выполнении различных соединений. Работа будет сложнее, если она ведется с тонкими соединениями. Рассматривая методику «как научиться паять паяльником», начинайте с самых простых способов.
Подготовка к пайке
Для подготовки к процессу купите все необходимые материалы, которые пригодятся в дальнейшем. Для каждой отдельной пайки потребуется свой набор инструментов и расходных материалов. Для обучения не рекомендуется брать слишком дорогие вещи. Достаточно стандартных припоев и обыкновенного инструмента, чтобы освоить основы данного дела. Если смотреть на уроки «как научиться паять паяльником с нуля», там все будет объясняться на предельно простых и общедоступных материалах.
Для обучения не рекомендуется брать слишком дорогие вещи. Достаточно стандартных припоев и обыкновенного инструмента, чтобы освоить основы данного дела. Если смотреть на уроки «как научиться паять паяльником с нуля», там все будет объясняться на предельно простых и общедоступных материалах.
Ответственным моментом как для любительской, так и для профессиональной пайки является подготовка материалов. Жало паяльника необходимо зачистить от следов предыдущего использования, также оно должно иметь подходящую форму. Если эти условия не будут соблюдены, то качество соединения сильно пострадает, не говоря уже о том, что спаять детали не получится вообще.
Выбор паяльника и зачистка жала
Зачистка места пайки и обработка участков от окисления – важные элементы подготовки. Хоть это и не имеет прямого отношения к технологии «как правильно паять паяльником провода с канифолью», но без предварительной подготовки не удастся добиться даже удовлетворительных результатов. Если говорить о более сложных соединениях, там все сопутствующие процессы займут больше времени и окажутся более важными, чем сама пайка.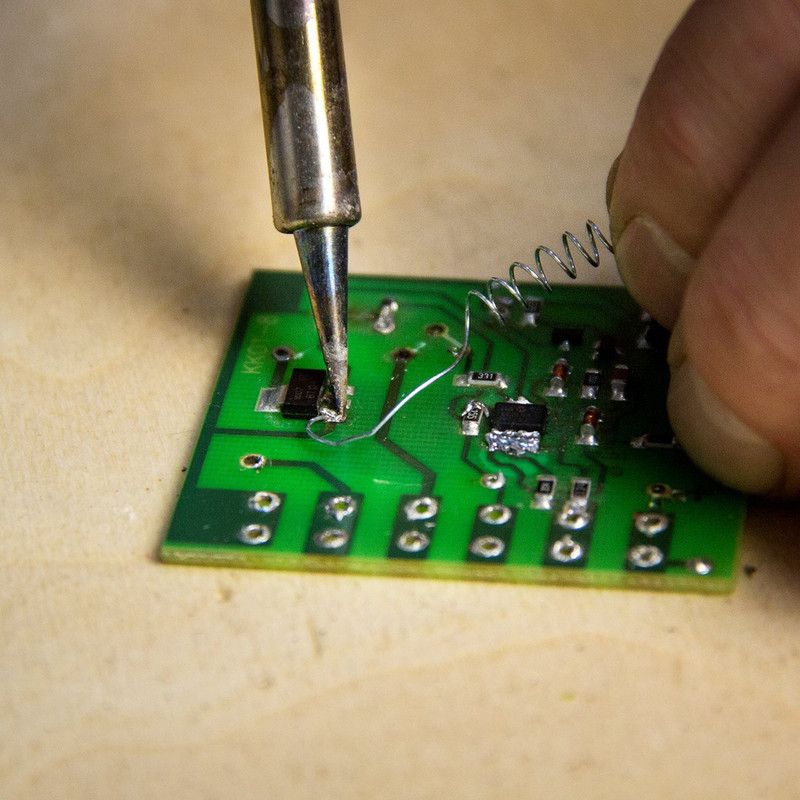 Главной задачей подготовительного процесса является создание условий, в которых соединению не будет мешать ничего лишнего.
Главной задачей подготовительного процесса является создание условий, в которых соединению не будет мешать ничего лишнего.
Минимальный набор для пайки
Главный инструмент здесь – паяльник. Более продвинутые мастера могут использовать паяльные станции, но принцип проведения процедуры от этого не меняется. Для обучения подойдут практически любые модели достаточной мощности. Если инструмент будет с возможностью регулировки температуры – это станет дополнительным преимуществом. В ином случае – нужно подбирать подходящий паяльник с номинальной мощностью.
Минимальный набор для пайки микросхем
Вторым обязательным элементом минимального набора является припой. Рассматривая самые простые уроки на тему «как научиться паять паяльником для чайников», можно отметить указания по выбору припоя и советы, как с ним обращаться. На рынке предложено много универсальных вариантов, которые подойдут для начинающих. Они не сильно дорогие, поэтому можно сразу взять несколько для пробы. Иногда приходится постигать все на собственном опыте, а не по таблицам подбора. Припой служит для непосредственного соединения проводов. Он расплавляется и наносится на нужный участок. После остывания образуется прочное неразъемное соединение.
Иногда приходится постигать все на собственном опыте, а не по таблицам подбора. Припой служит для непосредственного соединения проводов. Он расплавляется и наносится на нужный участок. После остывания образуется прочное неразъемное соединение.
Флюсы становятся завершением набора, но они не менее важны для работы с паяльником. С их помощью происходит защита от окисления и других негативных для пайки вещей. Без флюса не удастся ровно покрыть поверхность проводников. При пайке приходится учитывать некоторые особенности флюса. Есть специальные руководства по тому, как правильно паять паяльником провода с кислотой, канифолью и прочими видами флюса. Все это касается уже более сложных операций, тогда как для начала все особенности будут выглядеть практически одинаково.
Выбор флюса и припоя для пайки
Технология пайки паяльником
Вопросами «как правильно паять паяльником провода на наушниках» и «как создавать прочие виды соединений» задаются многие, кто столкнулся с необходимостью простого ремонта проводов.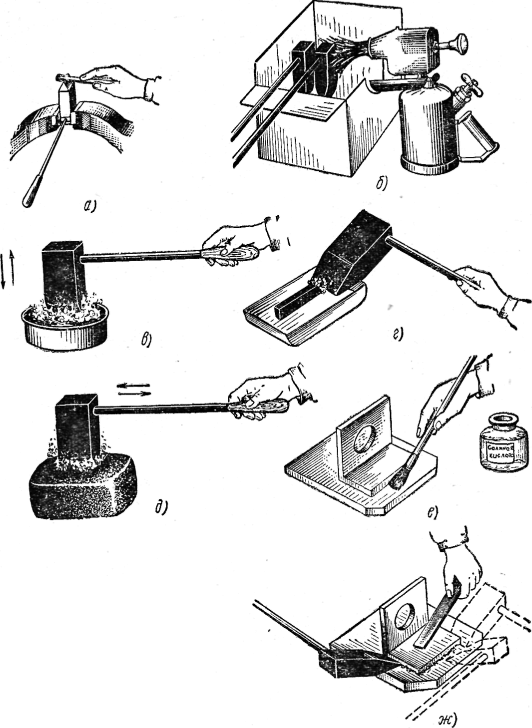 В таких случаях действительно проще обойтись своими силами, чем обращаться к мастеру. Первым делом нужно убедиться в чистоте поверхности и наличии подходящей заточки.
В таких случаях действительно проще обойтись своими силами, чем обращаться к мастеру. Первым делом нужно убедиться в чистоте поверхности и наличии подходящей заточки.
Следующим шагом является лужение жала. Для этого инструмент нужно включить в сеть и прогреть до максимальной температуры. После этого зачищенное жало погружается в канифоль. Затем, пока оно еще не остыло, его погружают в припой. Материал должен обволакивать основную рабочую часть инструмента.
Лужение жала паяльника
«Важно!
Далее нужно убедиться, что на проводах нет ржавчины, грязи, лака, жира и других лишних веществ.»
Соединяемые детали должны быть полностью чистыми. На поверхность соединяемых проводов наносится выбранный флюс. Разогретым паяльником нужно взять небольшое количество припоя, помещающееся на жале, и переместить его на участок соединения. Несмотря на кажущуюся простоту, здесь требуется навык, чтобы сделать это ровно и четко. Припой не всегда нормально берется и растекается.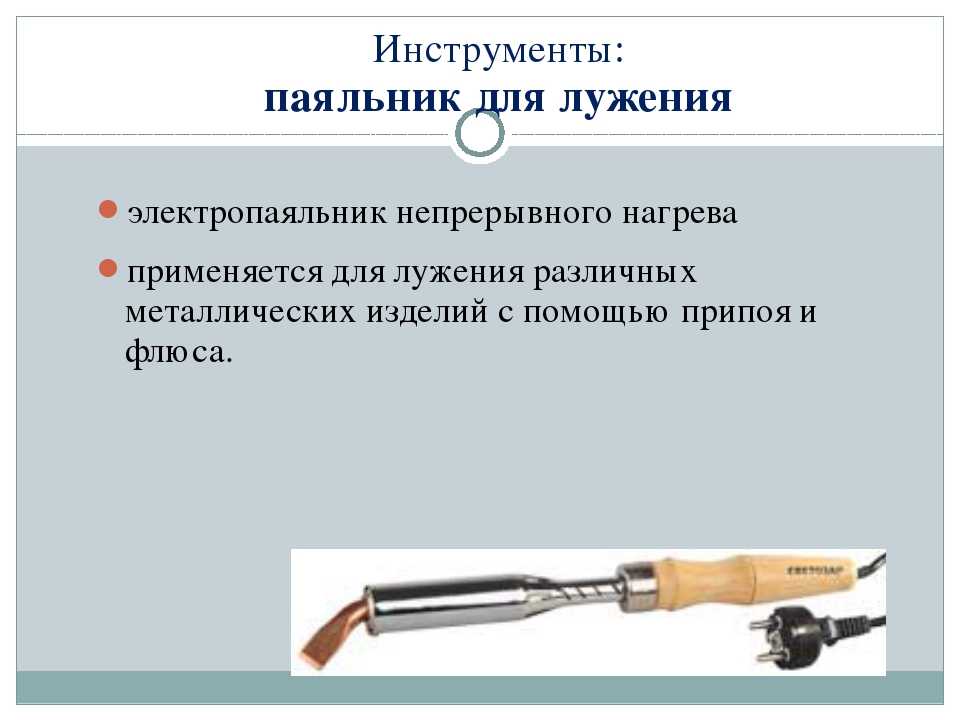 Проблемы с температурой, неподходящим флюсом и прочими компонентами всегда усложняют работу.
Проблемы с температурой, неподходящим флюсом и прочими компонентами всегда усложняют работу.
Жало паяльника с припоем подносится к месту соединения и прикладывается всей лопаткой. Новички часто стараются сделать это слишком аккуратно и переворачивают жало над проводами, чтобы припой стек, или подносят жало боком, что не позволяет материалу нормально стекать вниз.
Нанесение припоя на провод
После нанесения припоя инструмент нужно сразу же убрать от места пайки. У профессионалов процесс проходит достаточно быстро. Просматривая уроки и обучаясь, как правильно паять паяльником для чайников, можно не спешить, так как опыт приходит со временем. Качественно выполненная пайка не имеет трещин, наплывов и шероховатостей. Это ровные блестящие контакты.
Советы по пайке
Новичкам нужно усвоить несколько основных советов, которые помогут повысить качество работы:
- Не стоит начинать обучение с алюминиевых деталей. Они одни из самых сложных, так как на их поверхности очень быстро образуется окислительная пленка. Чтобы избежать проблем, нужны тщательная подготовка и обработка.
- Рекомендовано внимательно следить за температурой разогрева, так как у каждого припоя своя отметка плавления. Если жало будет слабо разогрето, то соединения не получится, а слишком высокая температура приводит к закипанию припоя, что также негативно влияет на общий результат.
- Вне зависимости от вида металла, с которым ведется работа, флюс наносится непосредственно перед пайкой, чтобы он не высох и не растекся.
- Чтобы повысить качество, для каждого металла подбирается свой флюс, максимально схожий по свойствам с соединяемыми проводами. Это увеличит крепость и долговечность соединения.
 Они одни из самых сложных, так как на их поверхности очень быстро образуется окислительная пленка. Чтобы избежать проблем, нужны тщательная подготовка и обработка.
Они одни из самых сложных, так как на их поверхности очень быстро образуется окислительная пленка. Чтобы избежать проблем, нужны тщательная подготовка и обработка.Заключение
На первых этапах обучения важно понять сам принцип создания соединения. Он практически одинаков во всех случаях. Для мастера главным моментом является подбор подходящей температуры и прочих режимов. Освоив начальные этапы на самых простых вещах, потом уже можно рассматривать особенности, как правильно паять паяльников провода к плате, как заменять контакты на микросхемах и как запаивать трещины на металлических изделиях.
Освоив начальные этапы на самых простых вещах, потом уже можно рассматривать особенности, как правильно паять паяльников провода к плате, как заменять контакты на микросхемах и как запаивать трещины на металлических изделиях.
С самого начала нужно усвоить принципы качественного соединения, чтобы потом на основе этого развиваться. Только усвоив основу, сколько бы времени это не заняло, стоит продвигаться дальше.
Техника пайки – Производитель электроники
Техника пайки – Первая инженерная технология !!!
Технология пайки Из бронзового века Пайка используется в украшениях, инструментах и оружии, а ювелиры Древнего Египта знали, как соединять золото более 5000 лет назад. «Эпоха пайки» наступила, когда было открыто олово как металл для пайки – и это было 4000 лет назад! Самым впечатляющим достижением Пайки можно назвать Древние римляне , спаяли водопроводные трубы длиной 400 км из свинца со швами, выдерживающими 18 Атм, и соорудили печи и кадки из бронзы.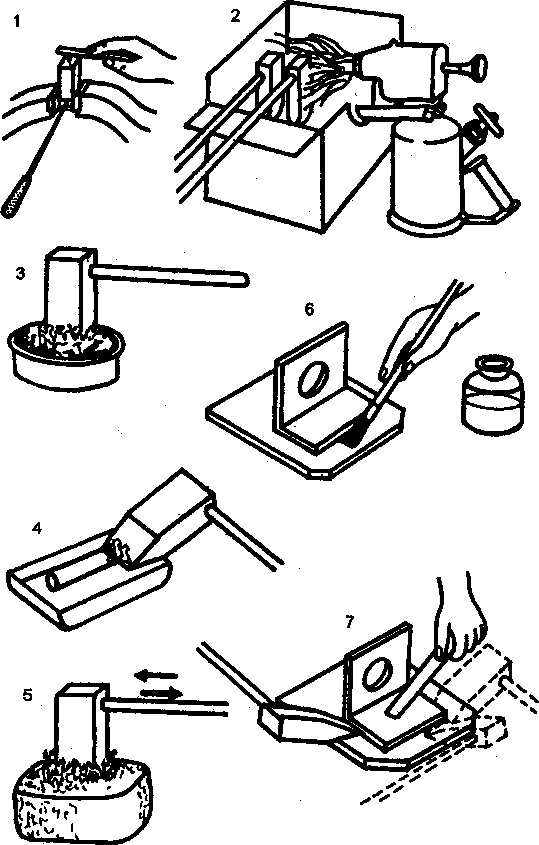 С тех пор мировая технология пайки пошла вверх.
С тех пор мировая технология пайки пошла вверх.
РЕКЛАМА
Технология пайки
Основные методы пайки Принцип:
Пайка печатных платПайка — это метод, при котором два или более металлических изделия соединяются вместе путем плавления и заливки присадочного металла (припоя) в соединение, причем присадочный металл имеет температура плавления ниже, чем у соседнего металла. Пайка отличается от сварки тем, что при пайке не происходит расплавления заготовок.
Поток всего процесса пайки – Среда для пайки
Припой можно использовать двумя разными способами. Припой относится к сплаву (вещество, состоящее из двух или более металлов), который обычно представляет собой длинную тонкую проволоку в катушках или трубках. Припой, глагол, означает соединение двух кусков металла в так называемом паяном соединении . Итак, паяем припоем!
Среда для пайки ПроцессМатериалы для пайки (Среда для пайки) доступны во многих различных сплавах для различных применений.
 Некоторые из применений припоя:
Некоторые из применений припоя:- Эвтектический сплав 63% олова и 37% свинца – электронная сборка
- Сплав олово-свинец 60/40: Сантехника, механическая сборка и другие применения
- Олово – цинковый сплав : Алюминиевое соединение
- Свинец – серебряный сплав: Для температур выше комнатной
- Сплав кадмия и серебра: для прочности при высоких температурах
- Цинк – алюминиевый сплав: алюминий и коррозионная стойкость
- Олово – серебряный сплав: электроника
- Олово – сплав висмута: электроника
Выводы для пайки
Традиционно припой состоял в основном из свинца (Pb), олова (Sn) и некоторых других микроэлементов. Этот припой известен как свинцовый припой. Но было обнаружено, что свинец очень опасен для здоровья окружающей среды, а пары, образующиеся в процессе пайки свинцом, могут вызвать опасные заболевания, такие как рак, у оператора. К сожалению, свинец также является очень полезным металлом, и он был выбран в качестве основного металла для пайки из-за его низкой температуры плавления и способности создавать отличные паяные соединения.
С неблагоприятным воздействием свинцового припоя введение таких правил, как Европейская директива RoHS (Директива об ограничении использования опасных веществ), может привести к картине.
Глобальные правила и исключения в отношении использования бессвинцовых материалов:
13 февраля 2003 г. в Европейском союзе (ЕС) был принят закон о бессвинцовых продуктах с датой вступления в силу 1 июля 2006 г. С этой даты электронные продукты запрещены. (за исключением тех, на которые распространяются исключения) могут быть изготовлены или отправлены в ЕС, если они содержат свинец.
В некоторых продуктах свинец не подпадает под действие RoHS. Например, свинец в припое для серверов, систем хранения и массивов хранения. Свинец в припое для оборудования сетевой инфраструктуры для коммутации, сигнализации, передачи, а также сетевого управления для телекоммуникаций. Свинец в электронных керамических деталях, таких как пьезоэлектронные устройства. Свинец в припоях с высокой температурой плавления, таких как оловянно-свинцовые припои, содержащие более 85 мас.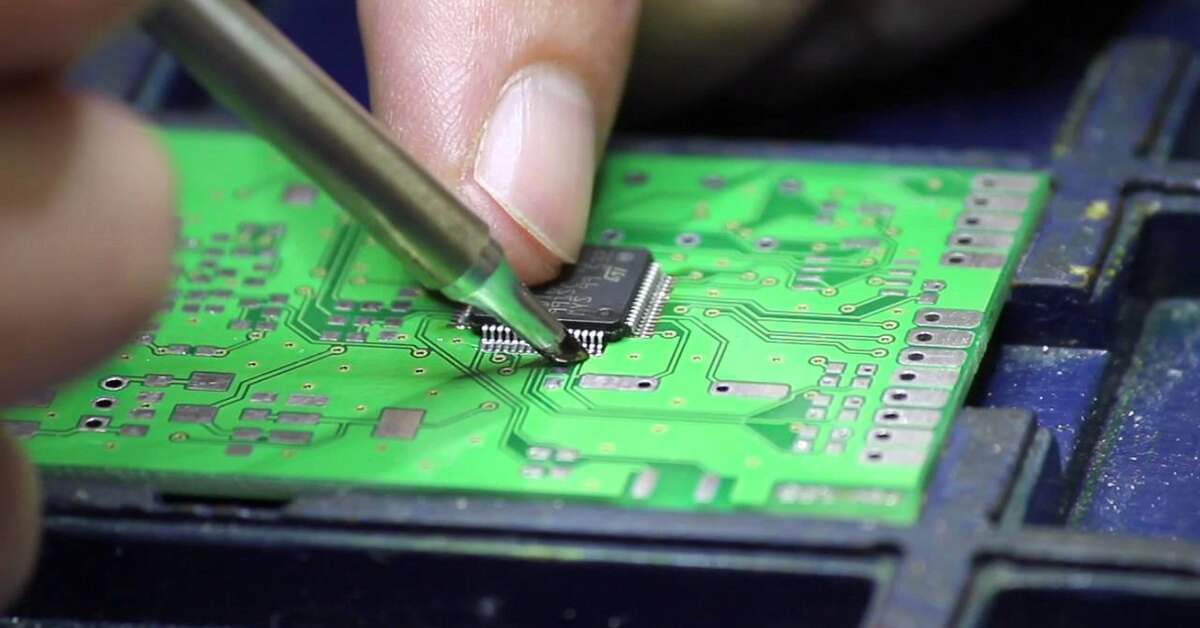 % Pb.
% Pb.
Но есть исключения из правил RoHS, такие как – контрольно-измерительные приборы и медицинское оборудование в связи с их сложностью, надежностью и требованиями длительного проектирования и жизненного цикла.
- Разрешен медный сплав, содержащий до 4% свинца по весу.
- Свинец в припоях с высокой температурой плавления (т. е. припои на основе свинца, содержащие 85% по весу или более свинца).
- На серверы, коммутаторы, маршрутизаторы, узлы сотовой связи и другое телекоммуникационное оборудование, составляющие глобальные системы Интернета и телефонии, не распространяются ограничения на содержание свинца.
- Кадмий в солнечных панелях — тонкопленочные фотоэлектрические модули на основе теллурида кадмия (CdTe) в фотоэлектрических панелях прямо разрешены RoHS для содержания неограниченного количества кадмия, даже несмотря на то, что содержание кадмия ограничено во всей другой электронике. Исключение для солнечных панелей было в первоначальном регламенте RoHS от 2003 г. , и оно было дополнительно расширено 27 мая 2011 г.
- Ограниченное количество ртути в люминесцентных и других лампах, где это необходимо для их работы, включает RoHS
 , и оно было дополнительно расширено 27 мая 2011 г.
, и оно было дополнительно расширено 27 мая 2011 г.Китайское правительство недавно приступило к официальному оформлению версии RoHS с датой внедрения без использования свинца 1 июля 2006 г. Окончательный вариант закона планировалось опубликовать в конце 2003 г. которые в настоящее время не соответствуют требованиям, должны соответствовать требованиям RoHS. например компьютерные серверы. IBM объявила о решении RoHS для соединений с высоким содержанием свинца, которые когда-то считались постоянным исключением. Бессвинцовая технология упаковки » Поставщики контрольно-измерительных приборов также начали производить продукты, соответствующие требованиям RoHS, несмотря на то, что устройства этой категории не подпадают под действие директивы RoHS 9.0007
Бессвинцовый припой
Использование LF (бессвинцового) припоя было медленным в течение почти десяти лет, пока Япония не начала движение за бессвинцовую бытовую электронику примерно в 2000 году. Ассоциация производителей трикотажной электроники, которая позволила осуществить масштабный сдвиг в масштабах всей отрасли, Андерсон сказал, что японское стремление к бессвинцовой бытовой электронике вскоре распространилось на другие страны, включая закон Европейского Союза 2006 года, запрещающий использование свинца в электронных компонентах.
Ассоциация производителей трикотажной электроники, которая позволила осуществить масштабный сдвиг в масштабах всей отрасли, Андерсон сказал, что японское стремление к бессвинцовой бытовой электронике вскоре распространилось на другие страны, включая закон Европейского Союза 2006 года, запрещающий использование свинца в электронных компонентах.
Учитывая международный характер электронной промышленности, производство бессвинцовой бытовой электроники стало глобальным по доверенности, что ознаменовалось заметным ростом количества лицензий на использование бессвинцовых припоев. Только в период с 2008 по 2011 год лицензионные отчисления от бессвинцовых лицензий выросли на 105 процентов.
Недавнее достижение бессвинцового припоя отражает ключевую роль, которую он играет в оказании помощи компаниям в эффективном и ответственном производстве популярных электронных продуктов, которые произвели революцию в области связи в 21 9 году.0083 ст в.
Бессвинцовая паяльная паста и продукты
Бессвинцовый припой очень похож на свой этилированный аналог, за исключением того, что, как следует из названия, он не содержит свинца. Вместо этого он состоит в основном из олова и других металлов, таких как серебро и медь. Этот припой обычно маркируется символом RoHS, чтобы потенциальные покупатели знали, что он соответствует стандарту.
Вместо этого он состоит в основном из олова и других металлов, таких как серебро и медь. Этот припой обычно маркируется символом RoHS, чтобы потенциальные покупатели знали, что он соответствует стандарту.
Директива RoHS направлена на ограничение использования 6 опасных материалов при производстве электрических и электронных устройств, а именно:
- Свинец
- Меркурий
- Кадмий
- Шестивалентный хром
- Полибромированные бифенилы
- Полибромдифениловый эфир
Результат этой директивы для электронной промышленности сильно различается в зависимости от конечного использования продукта и целевого рынка сбыта. Общая цепочка поставок от отдельных компонентов до производства голых печатных плат сместилась с рынка, в основном основанного на оловянно-свинцовых сплавах, на рынок, который обслуживает почти исключительно бессвинцовые покрытия. Результатом стало ограниченное предложение, а в некоторых случаях и полный отказ от компонентов с оловянно-свинцовым покрытием. По сути, это вынудило производителей вносить изменения в конструкцию и технологические процессы продуктов, которые традиционно изготавливались на основе оловянно-свинцового сплава.
По сути, это вынудило производителей вносить изменения в конструкцию и технологические процессы продуктов, которые традиционно изготавливались на основе оловянно-свинцового сплава.
Основное различие между оловянно-свинцовыми и бессвинцовыми припоями с точки зрения доработки и ремонта заключается в температурах, необходимых для образования надлежащей интерметаллической связи. Для наиболее широко используемых сплавов олова и свинца, таких как Sn60 Pb40 или чаще Sn63 Pb37 (эвтектика), температура плавления составляет 361°F (183°C). Наиболее часто используемый бессвинцовый сплав Sn96.5 Ag3.0 Cu0.5, обычно называемый SAC 305, имеет температуру плавления от 422°F (217°C) до 428°F (220°C). Результирующее повышение температуры плавления приведет к уменьшению общего окна процесса и может изменить традиционно принятый внешний вид готового продукта.
Одним из основных различий между свинецсодержащими и бессвинцовыми пастами для пайки является «текучесть» припоя в его жидком состоянии. Свинцовосодержащий припой имеет более низкое поверхностное натяжение и имеет тенденцию слегка двигаться, чтобы прикрепиться к открытым металлическим поверхностям, которые касаются любой части жидкого припоя. Бессвинцовый припой, наоборот, имеет тенденцию оставаться на месте, где он находится в жидком состоянии, и прикрепляется к открытым металлическим поверхностям только там, где его касается жидкий припой. Это отсутствие «потока» — обычно рассматриваемое как недостаток, поскольку это может привести к более низкому качеству электрических соединений — может быть использовано для более плотного размещения компонентов, чем раньше, из-за свойств содержащих свинец припоев. Например, Motorola сообщает, что их новые методы сборки беспроводных устройств RoHS «…позволяют создавать устройства меньшего размера, тоньше и легче». Их телефон Motorola Q был бы невозможен без нового припоя. Бессвинцовый припой позволяет уменьшить расстояние между контактными площадками
Свинцовосодержащий припой имеет более низкое поверхностное натяжение и имеет тенденцию слегка двигаться, чтобы прикрепиться к открытым металлическим поверхностям, которые касаются любой части жидкого припоя. Бессвинцовый припой, наоборот, имеет тенденцию оставаться на месте, где он находится в жидком состоянии, и прикрепляется к открытым металлическим поверхностям только там, где его касается жидкий припой. Это отсутствие «потока» — обычно рассматриваемое как недостаток, поскольку это может привести к более низкому качеству электрических соединений — может быть использовано для более плотного размещения компонентов, чем раньше, из-за свойств содержащих свинец припоев. Например, Motorola сообщает, что их новые методы сборки беспроводных устройств RoHS «…позволяют создавать устройства меньшего размера, тоньше и легче». Их телефон Motorola Q был бы невозможен без нового припоя. Бессвинцовый припой позволяет уменьшить расстояние между контактными площадками
Добавлена технология бессвинцовой пайки, увеличивающая пиковую температуру и усложняющая матрица температуры, толщины и объема для бессвинцовых компонентов. Кроме того, время в пределах 5°C от фактической пиковой температуры изменено на 15 секунд.
Кроме того, время в пределах 5°C от фактической пиковой температуры изменено на 15 секунд.
Бессвинцовое воздействие на печатную плату и компоненты
В EMS есть четыре группы компонентов:
- Дискретные (микросхемные резисторы) корпуса
- Упаковки с выводами SMT (пластмассовая четверная плоская упаковка)
- BGA, пакеты в виде шариков (решетка из пластиковых шариков)
- Корпуса с металлизированными сквозными отверстиями (PTH).
Для компонентов, содержащих свинец из олова и свинца, обработка поверхности в основном имеет покрытие из олова и свинца. Для компонентов, не содержащих свинца, ведущими видами отделки поверхности являются покрытие Sn для компонентов с выводом SMT для изделий с коротким жизненным циклом (5 лет или менее) и матовое покрытие Sn с никелевым барьерным подслоем для продуктов с длительным сроком службы; Sn3 мас.% Ag0,5-1 мас.% Cu для компонентов, соединенных припоем; и либо Sn-пластина, либо Sn-погружение для компонентов PTH.
Создание лучшего припоя для новых рынков и более жестких испытаний
Поскольку бессвинцовый припой стал отраслевым стандартом, исследователи работают над версиями следующего поколения, в которых преодолены определенные недостатки исходного состава — например, тенденция паяных соединений к со временем становятся хрупкими из-за длительного воздействия высоких рабочих температур. Эти улучшения могут открыть новые возможности для внедрения. Растущий интерес к бессвинцовым продуктам в вооруженных силах США также может открыть новые рынки для бессвинцовых припоев и методов пайки в ближайшие годы. предсказано очень новое будущее, где электронная промышленность полностью исключит свинец из процесса EMS.
GREENPOXY 55
GREENPOXY 55 представляет собой эпоксидную систему с высоким процентным содержанием углерода из биомассы. Состав эпоксидной системы представляет собой компромисс между различными обычными характеристиками. «Традиционная» органическая химия предлагает широкий выбор сырья, в то время как «зеленое» сырье все еще редкость. GREENPOXY 55 представляет собой эпоксидную систему с одним отвердителем, в которой 55% молекулярной структуры имеют растительное (биомасса) происхождение. Таким образом, он содержит 55% «зеленого» углерода.
GREENPOXY 55 представляет собой эпоксидную систему с одним отвердителем, в которой 55% молекулярной структуры имеют растительное (биомасса) происхождение. Таким образом, он содержит 55% «зеленого» углерода.
Отвердитель GP 505 следует той же логике и содержит углерод из биомассы. GREENPOXY 55 имеет среднюю вязкость, позволяющую производить различные детали. Области применения:
- Ручное ламинирование инструментов или промышленных деталей
- Процессы RTM (инфузия, инъекция…)
- Накальная обмотка
- Горячий или холодный пресс
- Литье
- Склеивание
Температура и влажность на предприятии по сборке электроники
Для каждой сборки электроники очень важно иметь среду с контролируемой температурой и влажностью для любой среды сборки электроники. В идеале температура должна быть в диапазоне 70-77 F, а относительная влажность должна оставаться в диапазоне 35-65%. Отсутствие контроля влажности и температуры может повлиять на уровень дефектов при пайке волной припоя и поверхностном монтаже.
- Низкая влажность : Растворитель паяльной пасты испаряется быстрее, чем ожидалось, что приводит к высыханию пасты. Это создает плохое отделение от трафаретов и недостаточное количество дефектов паяных соединений.
- Низкая температура Вязкость пасты увеличивается, что ухудшает качество печати (раскатывание, отслоение и т. д.). Это может привести к недостаточным дефектам паяного соединения.
- Высокая влажность : Паяльная паста впитывает воду и может начать оседать, создавая дополнительные дефекты перекрытия. Паяльная паста впитывает воду и может иметь плохую коалесценцию, что приводит к дефектам припоя. Чувствительные к влаге компоненты, хранящиеся в этом месте, будут иметь более короткий срок годности, что может привести к дефектам и/или повреждению компонентов во время обработки. Избыточная вода, поглощаемая всей системой (платами, компонентами, пастой), может выделяться во время оплавления и увеличивать размер и количество пустот под компонентами BGA.
- Высокая температура : Вязкость паяльной пасты снижается, что может привести к избыточному смазыванию пасты, оседанию и т. д. Это может привести к образованию мостиков или дефектов припоя. Более высокие температуры на заводе вызывают дополнительное окисление припоя, плат и компонентов перед пайкой, а это означает, что при более высоких заводских температурах способность к пайке может быть нарушена.

Теги: пайка
Integrated Publishing – ваш источник военных спецификаций и учебных изданий
Администрация – Навыки, процедуры, обязанности и т. д. военного персонала
Продвижение – Военный карьерный рост книги и т. д.
Аэрограф/метеорология
– Метеорология
основы, физика атмосферы, атмосферные явления и др.
Руководства по аэрографии и метеорологии военно-морского флота
Автомобилестроение/Механика – Руководства по техническому обслуживанию автомобилей, механика дизельных и бензиновых двигателей, руководства по автомобильным деталям, руководства по деталям дизельных двигателей, руководства по деталям бензиновых двигателей и т.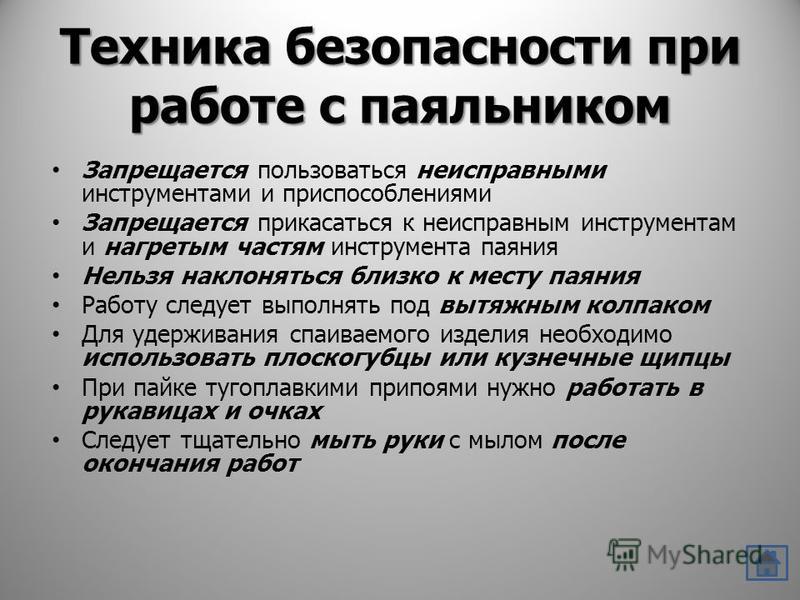 д.
д.
Автомобильные аксессуары |
Перевозчик, персонал |
Дизельные генераторы |
Механика двигателя |
Фильтры |
Пожарные машины и оборудование |
Топливные насосы и хранение |
Газотурбинные генераторы |
Генераторы |
Обогреватели |
HMMWV (Хаммер/Хамви) |
и т.д…
Авиация – Принципы полетов,
авиастроение, авиационная техника, авиационные силовые установки, справочники по авиационным частям, справочники по авиационным частям и т. д.
Руководства по авиации ВМФ |
Авиационные аксессуары |
Общее техническое обслуживание авиации |
Руководства по эксплуатации вертолетов AH-Apache |
Руководства по эксплуатации вертолетов серии CH |
Руководства по эксплуатации вертолетов Chinook |
и т.д…
Боевой – Служебная винтовка, пистолет
меткая стрельба, боевые маневры, органическое вспомогательное вооружение и т. д.
Химико-биологические, маски и оборудование |
Одежда и индивидуальное снаряжение |
Боевая инженерная машина |
и т. д…
д…
Строительство – Техническое администрирование,
планирование, оценка, планирование, планирование проекта, бетон, кирпичная кладка, тяжелый
строительство и др.
Руководства по строительству военно-морского флота |
Совокупность |
Асфальт |
Битумный корпус распределителя |
Мосты |
Ведро, Раскладушка |
Бульдозеры |
Компрессоры |
Обработчик контейнеров |
дробилка |
Самосвалы |
Землеройные машины |
Экскаваторы | и т. д…
Дайвинг – Руководства по водолазным работам и спасению различного снаряжения.
Чертежник – Основы, методы, составление чертежей, эскизов и т. д.
Электроника – Руководства по обслуживанию электроники для базового ремонта и основ. Руководства по компьютерным компонентам, руководства по электронным компонентам, руководства по электрическим компонентам и т. д.
Кондиционер |
Усилители |
Антенны и мачты |
Аудио |
Батареи |
Компьютерное оборудование |
Электротехника (NEETS) (самая популярная) |
техник по электронике |
Электрооборудование |
Электронное общее испытательное оборудование |
Электронные счетчики |
и т. д…
д…
Машиностроение – Основы и методы черчения, составление проекций и эскизов, деревянное и легкокаркасное строительство и т. д.
Военно-морское машиностроение |
Армейская программа исследований прибрежных бухт |
и т. д…
Еда и кулинария – Руководства по рецептам и оборудованию для приготовления пищи.
Логистика – Логистические данные для миллионов различных деталей.
Математика – Арифметика, элементарная алгебра, предварительное исчисление, введение в вероятность и т. д.
Медицинские книги – Анатомия, физиология, пациент
уход, оборудование для оказания первой помощи, фармация, токсикология и т. д.
Медицинские руководства военно-морского флота |
Агентство регистрации токсичных веществ и заболеваний
Военные спецификации – Государственные спецификации MIL и другие сопутствующие материалы
Музыка
– Мажор и минор
масштабные действия, диатонические и недиатонические мелодии, паттерны такта,
и т.