Для чего нужна паяльная кислота при пайки
Каждый, кто пробовал паять какие-либо вещи, отлично понимает, насколько важно применять флюс. Без него практически невозможно достичь хоть какого-либо нормального результата, не говоря уже о том, что большинство припоев даже не начнут плавиться без использования дополнительных расходных материалов. Таким образом, пытаясь ответить на вопрос, для чего нужна паяльная кислота, стоит понимать, что она является таким же флюсом, как и остальные материалы. Главной особенностью такого состава является большая активность. Если при помощи обыкновенной канифоли не удается добиться поставленного результата, то кислота зачастую помогает решить проблему.
Паяльная кислота для пайки
Многие слышали о ее существовании, но на своем опыте, так и не узнали, зачем нужна паяльная кислота. Несмотря на свою распространенность, чаще всего она применяется в профессиональной сфере, так как именно там встречаются сложные случаи, требующие тщательной подготовки. Данный материал поставляется в жидком виде и хорошо подходит при пайке мелких предметов. Кислота для пайки производится согласно следующему ГОСТу – 23178-78.
Данный материал поставляется в жидком виде и хорошо подходит при пайке мелких предметов. Кислота для пайки производится согласно следующему ГОСТу – 23178-78.
Зачем нужна паяльная кислота?
Вне зависимости от своей разновидности, основным предназначением данного материала является создание максимально приемлемых для спаивания условий. Чтобы достичь идеального результата, поверхность материала должна быть чистой, но видимая человеческому глазу чистота это еще не показатель. Здесь требуется, чтобы на поверхности не было даже тонких жировых пленок, а главное, окислов, которые могут создать неразрушимую пленку, что помешает нормальному сцеплению материалов. Температура плавления некоторых окислов значительно выше температуры плавления основного металла и пайки в целом, так что качество соединения при этом будет минимальным. Ярким тому примером является пайка алюминия.
Таким образом, основным фактором, для чего нужна паяльная кислота, является ликвидация всех лишних налетов. Применение помогает остановить возникновения окисла, так как некоторые металлы могут снова обрасти пленкой в течение нескольких секунд после механической очистки. Здесь же происходит химическая обработка, что является более надежным и востребованным способом.
Применение помогает остановить возникновения окисла, так как некоторые металлы могут снова обрасти пленкой в течение нескольких секунд после механической очистки. Здесь же происходит химическая обработка, что является более надежным и востребованным способом.
Еще одним эффектом, который дает паяльная кислота во время применения, является снижение натяжения расплавленного припоя. Это обеспечивает его более свободное распространение. При компоновке плат таким материалом не стоит пользоваться, так как есть риск повреждения мелких деталей. Особенно характерно данное условие при работе с концентрированной кислотой. Она относится к агрессивным средам, поэтому, когда предстоит выбор, каким припоем паять микросхемы, зачастую используют обыкновенную канифоль еловую.
Стоит также отметить, что кислота становится проводником, если будет пущен электрический ток. Это еще одна причина, по которой не стоит ее применять во время работы с микросхемами, так как она может вызвать замыкание, что приведет к серьезной поломке всего изделия. Особенно это заметно при недостаточно хорошем просушивании после пайки.
Особенно это заметно при недостаточно хорошем просушивании после пайки.
Преимущества
- Позволяет уничтожить практически любые окислы, которые образуются на металле;
- Сохраняет свое воздействие достаточно долго, что не позволяет повторно образовываться налетам и окислам;
- Может использоваться как в концентрированном виде, так и в растворенном, чтобы снизить агрессивность среды;
- Очень распространенным по тематическим магазинам и доступный флюс;
- Улучшает смачиваемость и растекаемость припоя по основному металлу.
Недостатки
- Среда является очень агрессивной, что подходит далеко не для всех вариантов пайки;
- Контакт с кислотой может быть опасен для здоровья человека, так что нужно следить, чтобы она не попала на слизистую оболочку;
- Работать с ее применением желательно в проветриваемых помещениях.
Виды паяльной кислоты
Разобравшись, для чего нужна паяльная кислота при пайке, стоит более подробно рассмотреть, какие бывают ее виды.
- Ортофосфорная – когда поверхность металла обрабатывается при помощи такого флюса, то на ней образуется защитная пленка. Она позволяет обеспечить защиту от образования окислов и прочих загрязнений.
Ортофосфорная паяльная кислота
- Соляная кислота – данный вид флюса является более сложным химическим составом. Она распространяется в небольших флаконах и имеет желтоватый оттенок. Жидкость обладает резким специфическим запахом, благодаря чему и требуется проветривание во время использования. Она более агрессивная, чем ортофосфорная и может разъедать кожный покров при попадании на него. Во время работы с ней нужно соблюдать особые меры предосторожности.
Паяльная кислота с соляной кислоты и цинка
Технология пайки
Теперь стоит рассмотреть основной процесс, для чего служит паяльная кислота, а именно как следует паять с ее помощью. Перед процессом поверхность металла очищается от грязи и ржавчины. Для этого понадобится напильник или наждак. Примерно по одной-две капли наносится на основной металл и припой.
Примерно по одной-две капли наносится на основной металл и припой.
«Важно!
Работу лучше вести в перчатках, чтобы случайные брызги не повредили кожу.»
Нанесение паяльной кислоты на металл
Ели кислота покрыла всю рабочую поверхность, то такого количества ее будет явно достаточно. Поверхность должна быть покрыта вся без пропусков, чтобы соединение было крепким по всей длине. Затем жалом раскаленного паяльника расплавляется припой и переносится на покрытую флюсом поверхность. Вначале все должно покрыться тонким слоем, чтобы обеспечить защитное лужение.
Данная процедура повторяется и с заготовкой, которую нужно припаять. После того, как две поверхности будут залужены, можно приступать к непосредственному их спаиванию. Для этого берется значительно большее количество припоя и соединяется на шве соприкосновения двух деталей. Как только металл припоя растекся и его толщина оказалось достаточно большой для надежного схватывания, следует прекратить какое-либо температурное воздействие и нужно дать остыть всей конструкции.
Для чего нужна паяльная кислота?
Каждый профессионал, да и любитель паяльного дела знает, для чего используется флюс. Благодаря нему материалы лучше плавится, что позволяет достичь желаемого результата. Не всегда это модно достичь с помощью канифоли, поэтому применяют другой расходный материал – паяльная кислота. Она помогает решить множество проблем за счет высокой активности состава.
Многие люди слышали о паяльной кислоте, однако не знакомы с ее характеристиками и особенностями. Она выпускается в жидком виде и используется при пайке мелких деталей, особенно при возникновении сложных ситуаций. Кислота производится в соответствии с нормативной документацией.
Для чего применяется паяльная кислота?
Существует множество видов, паяльная кислота служит для создания приемлемых условий для пайки. Для получения желаемого результата, следует очистить поверхность от ржавчины, жировых пленок и окислов, попадающие под глаз мастера, которые образуя неразрушимую пленку, мешает сцеплению металлических деталей. Температура пайки и плавления основного металла довольна низкая, чтобы убрать эту пленку, поэтому соединение будет непрочным. Этот процесс наглядно наблюдается при пайке алюминия.
Для получения желаемого результата, следует очистить поверхность от ржавчины, жировых пленок и окислов, попадающие под глаз мастера, которые образуя неразрушимую пленку, мешает сцеплению металлических деталей. Температура пайки и плавления основного металла довольна низкая, чтобы убрать эту пленку, поэтому соединение будет непрочным. Этот процесс наглядно наблюдается при пайке алюминия.
На основании этого, делается вывод, что паяльная кислота служит для разрушения поверхностного налета. Она не только очищает от него, но и предотвращает появление пленки после механической обработки. Кислота также служит для снижения напряжения припоя, он стает более текучим, и покрывает всю рабочую поверхность. Данный способ пайки является востребованным и надежным. Такой метод не стоит применять при работе с мелкими деталями, так как припой покрывает другие элементы и портит их. Особенно это проявляется при работе с концентрированной кислотой. Поэтому при изготовлении плат и микросхем пользуются канифолью.
Еще одной особенностью паяльной кислоты является хорошая проводимость электрического тока. При работе с микросхемами она может вызвать короткое замыкание, которое приведет к поломке всего изделия.
Достоинства кислоты
Среди преимуществ выделяют следующие:
- очищает рабочую поверхность от оксидной пленки;
- защищает металл от повторного появления налетов и окислов;
- может использоваться в концентрированном и растворенном виде, в зависимости от того, какой результат необходимо достичь;
- высокая доступность;
- улучшает текучесть припоя по основному металлу.
Отрицательные свойства
Кроме преимуществ, паяльная кислота обладает рядом недостатков:
- агрессивная среда подходит не для всех способов пайки;
- вещества являются опасными для здоровья человека, поэтому следует принять меры предосторожности;
- работать необходимо в проветренных помещениях.
Разновидность кислоты
Определив для чего нужно данное вещество, рассмотрим основные виды флюса.
1. Ортофосфорная кислота – на рабочей поверхности образуется специальная пленка, которая предотвращает возникновение окислов и защищает от других загрязнений.
2. Соляная кислота – имеет сложный химический состав. Продается в маленьких колбах. Распознать ее можно по желтоватому оттенку и резкому запаху. Она более агрессивная, чем предыдущий вид, поэтому при работе с ней следует соблюдать меры предосторожности. При попадании на кожу соляная кислота разъедает ее. Кроме того, пайка проводится в хорошо проветриваемом помещении.
Как осуществляется пайка?
Рассмотрим процесс пайки с применением паяльной кислоты подробнее. Перед ее началом поверхность металла очищается от ржавчины и другой грязи при помощи наждачной бумаги. Далее, несколько капель кислоты наносят на рабочую поверхность и припой.
Обратите внимание! Кислоту необходимо наносить в резиновых перчатках, чтобы не повредить кожу.
Если рабочая поверхность покрыта полностью и не имеется зазоров и пропусков, то данное количество флюса подобрано правильно. Оно обеспечит прочность конструкции. Разогретым концом паяльника расплавляется припой, который переносят на кислотное основание. Данные манипуляции также осуществляются с деталей, которую следует присоединить к основной поверхности. После проведенных подготовительных работ приступают к непосредственному соединению. Расплавленный припой наносится на место соприкосновения деталей, после чего дают все конструкции остыть.
Оно обеспечит прочность конструкции. Разогретым концом паяльника расплавляется припой, который переносят на кислотное основание. Данные манипуляции также осуществляются с деталей, которую следует присоединить к основной поверхности. После проведенных подготовительных работ приступают к непосредственному соединению. Расплавленный припой наносится на место соприкосновения деталей, после чего дают все конструкции остыть.
Флюс для пайки: кислоты, твердые вещества и растворители
Флюс состоит из двух основных ингредиентов: кислоты для удаления оксидов и вещества или веществ («твердых веществ») для покрытия поверхности и предотвращения доступа кислорода к поверхности после удаления оксидов. Жидкий флюс — это те же ингредиенты в растворителе.
Выбор флюса может быть самым важным решением, которое когда-либо будет приниматься на предприятии, занимающемся сборкой электроники. Правильный флюс может сэкономить огромные расходы, включая, помимо прочего, дефекты припоя, очистку и отказы продукта. Тем не менее, флюсы сложны, и правильный выбор включает в себя навигацию по химическому минному полю, осложненному иногда причудливой терминологией и, слишком часто, сомнительной маркетинговой практикой некоторых известных производителей флюсов.
Тем не менее, флюсы сложны, и правильный выбор включает в себя навигацию по химическому минному полю, осложненному иногда причудливой терминологией и, слишком часто, сомнительной маркетинговой практикой некоторых известных производителей флюсов.
Это вторая из трех частей объяснения флюсов: что они делают, как они это делают и какой из них лучше всего подходит для различных приложений. Если вы читали часть 1, значит, вы знакомы с основами флюса и готовы к особенностям выбора флюса, который значительно облегчит вашу жизнь при пайке. Если вы не читали часть 1 о флюсе для пайки, это действительно лучшее место для начала.
Течение припоя известно как смачивание и происходит только в том случае, если припой наносится на поверхность из чистого элементарного металла. Элементарный металл нестабилен и обладает энергией для притяжения припоя (межатомное притяжение). Однако окисленному металлу не хватает этой энергии, и он не допускает смачивания. За исключением золота, все поверхности компонентов окисляются, и этот оксид должен быть полностью удален, а раскисленная поверхность защищена от повторного окисления перед нанесением припоя. Удаление оксидов и предотвращение повторного окисления является ролью флюса.
Удаление оксидов и предотвращение повторного окисления является ролью флюса.
Флюс состоит из двух основных ингредиентов: кислоты для удаления оксидов и вещества или веществ («твердых веществ») для покрытия поверхности и предотвращения доступа кислорода к поверхности после удаления оксидов. Жидкий флюс — это те же ингредиенты в растворителе.
B журнал написан:
Джеймс А. (Джим) Смит, доктор философии ABD, президент Electronics Manufacturing Sciences, Inc.0002
Кислоты
Часть флюса, удаляющего оксиды, которые промышленность по причинам, утерянным в древности, настаивает на том, чтобы называть их «активаторами», почти всегда представляет собой кислоту либо непосредственно, либо в соединении, выделяющем кислоту при нагревании. . Для описания кислотности потока используется термин «активность». Чаще всего кислоты являются органическими (то есть содержат углерод). Неорганические кислоты (соединения водорода с неметаллами), такие как соляная или бромистоводородная, обладают исключительными свойствами удаления оксидов, но несовместимы с надежностью электроники; они оставляют высокопроводящие и вызывающие коррозию остатки, которые могут вызвать сбои в работе электрооборудования. Неорганические кислоты в форме галогенидов (обсуждаемые ниже) встречаются в некоторых флюсах для электроники, но в очень низких концентрациях и только в дополнение к большим количествам органических кислот.
Неорганические кислоты в форме галогенидов (обсуждаемые ниже) встречаются в некоторых флюсах для электроники, но в очень низких концентрациях и только в дополнение к большим количествам органических кислот.
Сила кислоты определяется содержанием в ней ионов водорода; больше ионов водорода соответствует большей кислотности. При раскислении (взаимодействии кислоты с оксидом металла, основанием) водород из кислоты соединяется с отщепленным от оксида кислородом с образованием воды, а другие элементы кислоты соединяются с металлом с образованием солей металлов. Более сильные кислоты обычно притягивают кислород с большей силой, чем более слабые кислоты. Большее притяжение означает, что более сильные кислоты обладают большей раскисляющей способностью (способны удалять большее количество оксидов быстрее, чем более слабые кислоты, и способны удалять оксиды из большего числа металлов, чем более слабые кислоты).
Сильные и слабые кислоты Давайте сделаем паузу, чтобы извиниться перед химиками за использование слов «сильный» и «слабый» применительно к кислотности. Для наших целей мы можем думать, что «сильные» кислоты просто более мощные, чем «слабые». Но химики не думают о силе действия, когда классифицируют кислоты как сильные или слабые. Для них сильными кислотами являются те, которые распадаются на составные части («ионизируются») при добавлении в воду. Слабые кислоты не ионизируются полностью, в отличие от сильных кислот. Эта специальная терминология вызывает значительную путаницу у нехимиков, когда лаборатории, проверяющие чистоту схемных узлов, сообщают, что отказы происходят из-за чрезмерного количества слабых кислотных остатков.
Для наших целей мы можем думать, что «сильные» кислоты просто более мощные, чем «слабые». Но химики не думают о силе действия, когда классифицируют кислоты как сильные или слабые. Для них сильными кислотами являются те, которые распадаются на составные части («ионизируются») при добавлении в воду. Слабые кислоты не ионизируются полностью, в отличие от сильных кислот. Эта специальная терминология вызывает значительную путаницу у нехимиков, когда лаборатории, проверяющие чистоту схемных узлов, сообщают, что отказы происходят из-за чрезмерного количества слабых кислотных остатков.
Водные растворы содержат водород в двух формах: ионы водорода [H + ][1] и ионы гидроксония [H 3 O + ]. Атом водорода (Н) состоит из одного протона и одного электрона. Ион водорода (H + ) — это просто протон (и его часто называют протоном, а не ионом водорода). Ионы водорода обладают высокой реакционной способностью и могут быть донорами протонов или реципиентами электронов в химических реакциях.
Растворы, содержащие больше H + , чем H 3 O + , являются кислотами, а растворы с меньшим количеством относительных ионов водорода являются основными. Концентрация H + выражается как pH, отрицательный логарифм ионов водорода на литр – pH = −log 10 [H + ], где [H + ] представляет собой концентрацию ионов водорода в молях (M ).[2] Шкала pH варьируется от 0 до 14, где 7,0 означает нейтральное значение.[3][4] Числа меньше 7,0 (более высокие концентрации H + ) являются кислыми, а более 7,0 — основными.
Это очень упрощенный взгляд на кислоты. На самом деле существует три разных определения кислоты, два из которых относятся исключительно к водороду, а третье определяет кислоту таким образом, что водород не требуется. Для наших целей туда идти не обязательно.
рН в зависимости от кислотного числа Люди, не являющиеся химиками, часто думают о силе кислоты с точки зрения рН, но по большей части рН не имеет значения, когда речь идет о потоке. По причинам, о которых мы поговорим позже, растворителем большинства жидких флюсов является спирт, а не вода, в то время как pH относится только к растворам на водной основе. Для растворов, не основанных на воде, соответствующей мерой прочности является «кислотное число», количество миллиграммов гидроксида калия (основания), необходимое для нейтрализации грамма кислого вещества. Для целей, которые здесь имеют значение, кислоты работают одинаково в водных и неводных растворах; отличается только система измерения кислоты.
По причинам, о которых мы поговорим позже, растворителем большинства жидких флюсов является спирт, а не вода, в то время как pH относится только к растворам на водной основе. Для растворов, не основанных на воде, соответствующей мерой прочности является «кислотное число», количество миллиграммов гидроксида калия (основания), необходимое для нейтрализации грамма кислого вещества. Для целей, которые здесь имеют значение, кислоты работают одинаково в водных и неводных растворах; отличается только система измерения кислоты.
«Сила» кислоты зависит от концентрации ионов водорода. Более низкая концентрация (содержание по общему объему) кислоты будет иметь более низкий pH или кислотное число, чем более высокая концентрация той же кислоты. Это важно в отношении использования очень реакционноспособных галогенидов в потоках электроники, обсуждаемых ниже.
Флюс с нейтральным pH Доступны флюсы с маркировкой «нейтральный pH», в том числе флюсы некоторых известных марок. И они чрезвычайно эффективны для удаления оксидов, способных раскислять некоторые из наименее поддающихся пайке металлов.[5] Как что-то «нейтральное» (что, в конце концов, означает нереактивное) может удалять оксиды? Ответ, конечно же, заключается в том, что они не являются «нейтральными» при всех температурах.
И они чрезвычайно эффективны для удаления оксидов, способных раскислять некоторые из наименее поддающихся пайке металлов.[5] Как что-то «нейтральное» (что, в конце концов, означает нереактивное) может удалять оксиды? Ответ, конечно же, заключается в том, что они не являются «нейтральными» при всех температурах.
Нейтральные потоки бывают двух видов. Первый остается нейтральным соединением, но при нагревании образует кислоты. Кислоты очень сильные и поэтому отлично подходят для раскисления. Но образуются высокопроводящие и вызывающие коррозию ионные остатки, которые необходимо удалять после пайки.
Второй тип начинается с высокой кислотности, но нейтрализуется реакцией с кислородом при высоких температурах. Проблема в том, что бывают ситуации, когда не весь флюс достигает температуры нейтрализации и любой флюс в полостях или под компонентами вытесняет воздух (и кислород), необходимый для нейтрализации.
Оба типа нейтрального флюса требуют смывания после пайки. Остатки водорастворимы и могут быть удалены водой , если вода может достичь остатков . Это не точно. Флюс имеет низкое поверхностное натяжение, что позволяет ему проникать в труднодоступные места. На самом деле очень важна способность флюса попадать в те пространства, которые требуют раскисления. Но вода имеет очень высокое поверхностное натяжение и не может достичь потока в полостях. Кроме того, водопроводная вода, как и флюс, содержит проводящие и потенциально вызывающие коррозию ионы, которые снижают надежность. Для очистки должна использоваться вода, из которой удалены ионы («деионизированная» вода). Но поверхностное натяжение деионизированной воды больше, чем поверхностное натяжение водопроводной воды, что увеличивает вероятность того, что промывочная вода не достигнет всех остатков флюса.
Это не точно. Флюс имеет низкое поверхностное натяжение, что позволяет ему проникать в труднодоступные места. На самом деле очень важна способность флюса попадать в те пространства, которые требуют раскисления. Но вода имеет очень высокое поверхностное натяжение и не может достичь потока в полостях. Кроме того, водопроводная вода, как и флюс, содержит проводящие и потенциально вызывающие коррозию ионы, которые снижают надежность. Для очистки должна использоваться вода, из которой удалены ионы («деионизированная» вода). Но поверхностное натяжение деионизированной воды больше, чем поверхностное натяжение водопроводной воды, что увеличивает вероятность того, что промывочная вода не достигнет всех остатков флюса.
Раскисление является эндотермической химической реакцией и происходит быстрее при более высоких температурах. Хотя некоторые сильные кислоты могут удалять некоторые оксиды при комнатной температуре, все кислоты работают быстрее при нагревании, а кислоты во флюсе электроники обычно не начинают работать, пока не нагреются. Минимальная температура, при которой кислота начинает работать, называется «температурой активации». Температура активации часто находится в диапазоне 150°F/65°C, но это только начальная точка.
Минимальная температура, при которой кислота начинает работать, называется «температурой активации». Температура активации часто находится в диапазоне 150°F/65°C, но это только начальная точка.
Во многих случаях флюсовые кислоты изначально представляют собой инертные соединения при комнатной температуре. Они должны быть нагреты, чтобы разрушиться и сформировать кислоты.
Несколько слов о галогенидах Хотя флюсы в основном основаны на кислотах для удаления оксидов, некоторые также содержат небольшие количества галогенидов металлов для усиления действия кислоты. Хлорид натрия (поваренная соль) является обычным галогенидом, хотя и не обнаруженным во флюсе. Во флюсе используются только соединения хлора и брома, но есть несколько возможностей, и нет никакого способа узнать, какой галогенид находится во флюсе. Когда галогенид сталкивается с водой (один из побочных продуктов раскисления, когда водород кислоты соединяется с кислородом из оксида), он разделяется на ион металла и анион галогена, обычно либо хлорид, либо бромид.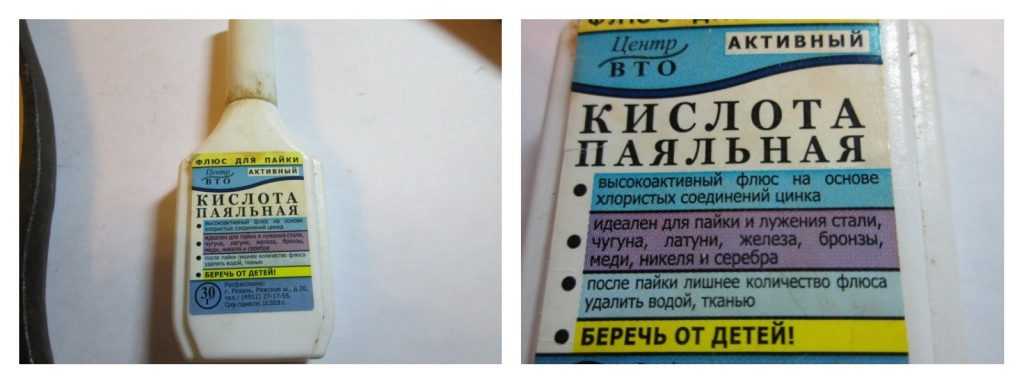 Интересно, что галоген является основанием, подобным оксиду металла, а не кислотой, но он энергично атакует оксид. Почему и как? Ответ не ясен. Ученые до сих пор спорят о причине, по которой галогены атакуют оксид металла (возможно, потому, что галоген является более сильным основанием, чем оксид, но это не доказано).
Интересно, что галоген является основанием, подобным оксиду металла, а не кислотой, но он энергично атакует оксид. Почему и как? Ответ не ясен. Ученые до сих пор спорят о причине, по которой галогены атакуют оксид металла (возможно, потому, что галоген является более сильным основанием, чем оксид, но это не доказано).
Известно, что небольшое количество галогена (от разложения галоида) усиливает работу флюсовых кислот. Также известно, что галогены несут сильный электрический заряд, который в больших количествах разрушает электронные схемы. Чтобы флюс считался не содержащим галогенидов в соответствии с J-STD-004B, действующей системой классификации, флюс должен содержать менее 0,05% галогенида по объему (то есть для жидкого флюса объем без учета растворителя). Это очень сложный уровень, и большинство флюсов, подходящих для использования в производстве надежных продуктов, не соответствуют статусу безгалогенных. Однако флюсы высокой надежности содержат менее 0,5% галогенидов по объему.
В идеальном мире использование сильных кислот и галогенидов не привело бы к негативным последствиям. Однако наш мир не идеален, и как кислота, так и галогениды создают серьезные проблемы с надежностью. Кислотные и галогенидные остатки являются ионными, и их остатки после пайки называются «ионными загрязнениями». Ионные означает, что они являются электрическими проводниками и потенциально коррозионными. В целом, хотя и не абсолютно, проводимость и коррозионная активность увеличиваются с увеличением силы кислоты или основания.
Проводящие остатки могут позволить электрическому току течь между не общими проводниками («утечка тока»), а не через схему. Большинство сборок электроники могут допустить некоторую утечку тока, но все сборки имеют ограничения, которые легко превышаются ионными или анионными остатками относительно мягких флюсов. Более высокие уровни ионов (больший ионный заряд и/или большее количество ионного материала) могут способствовать образованию дендритов. И даже более высокие уровни ионов могут вызвать коррозию.
И даже более высокие уровни ионов могут вызвать коррозию.
Флюсы для электроники классифицируются как низко-, средне- или высокоактивные (обозначаются L, M и H) на основе проводимости и коррозионной активности их остатков после пайки. Правила изложены в отраслевом документе J-STD-004B, выпущенном торговой ассоциацией IPC. Коррозионную активность определяют, нанося флюс на тонкий слой меди на стеклянной пластине и наблюдая, проникает ли флюс через медь и насколько сильно, оставляя только стекло. (Там, где медь удалена, можно увидеть сквозь стеклянную подложку.) С проводимостью сложнее.
Процедура определения электропроводности довольно сложна, но, по сути, и очень в целом, шаги следующие: гребенчатый узор из тонких следов, расположенных на расстоянии 0,020 дюйма или 0,508 мм друг от друга).
Образец для проверки проводимости с гребенчатым рисунком (IPA-B-24)
- Пропустите образцы через печь оплавления, настроенную на нормальную рабочую температуру, или через волну припоя
- Очистить некоторые из обработанных купонов
- очищенных и неочищенных купонов
- Поместите чистые и неочищенные купоны в климатическую камеру при температуре 40°C и относительной влажности 90%
- Flux проходит тест, если:
- SIR не падает ниже 100 МОм в любой точке и
- SIR не падает ниже 1000 МОм через 96 часов до завершения испытания и
- Дендриты (электрические мостики между необычными проводниками, образованные миграцией положительно заряженных ионов металла, мигрирующих к отрицательно заряженному проводнику) не образуются
Флюсы, образцы которых прошли испытание на проводимость без очистки и не прорывают какую-либо зону покрытия при испытании медным зеркалом, классифицируются как низкоактивные (L). Некоторые флюсы средней активности (M) пробивают до 50% площади покрытия медного зеркала, но могут пройти испытание на проводимость без очистки, но большинство из них требуют очистки для прохождения испытания на проводимость. Потоки H пробивают более 50% площади покрытия медного зеркала и требуют очистки для прохождения теста на проводимость. Флюсы, которые не могут пройти тест на электропроводность, сильнее H и не подходят для использования в электронных узлах.
Некоторые флюсы средней активности (M) пробивают до 50% площади покрытия медного зеркала, но могут пройти испытание на проводимость без очистки, но большинство из них требуют очистки для прохождения испытания на проводимость. Потоки H пробивают более 50% площади покрытия медного зеркала и требуют очистки для прохождения теста на проводимость. Флюсы, которые не могут пройти тест на электропроводность, сильнее H и не подходят для использования в электронных узлах.
Тест на проводимость имеет несколько критических недостатков. Самое главное, нагревание флюса в печи для оплавления или в системе для пайки волной припоя может нейтрализовать органические кислоты. При достаточной температуре (150°C и выше) в присутствии кислорода (воздух, который нас окружает) органические кислоты окисляются и становятся нейтральными. Другими словами, флюсовые кислоты могут быть нейтрализованы перед проведением испытаний проводимости и дендритов. Сторонники процедуры классификации утверждают, что флюс превысит температуру нейтрализации во время нанесения припоя. Критики (включая меня) отмечают, что это никоим образом не гарантируется. Например, флюс, который не находится в контакте с паяльником, может никогда не нагреться выше комнатной температуры. Флюс, попавший в полости или под компоненты поверхностного монтажа, вытесняет кислородсодержащий воздух и не окисляется независимо от температуры, в которой они находятся. Существуют и другие сценарии, при которых флюс не достигает температуры нейтрализации. Еще больше замутняя воду, группа флюсов использует соединения, изначально нейтральные, но образующие очень сильные кислоты при достижении достаточно высокой температуры, которая может быть больше пиковой температуры при обработке исследуемых образцов.
Критики (включая меня) отмечают, что это никоим образом не гарантируется. Например, флюс, который не находится в контакте с паяльником, может никогда не нагреться выше комнатной температуры. Флюс, попавший в полости или под компоненты поверхностного монтажа, вытесняет кислородсодержащий воздух и не окисляется независимо от температуры, в которой они находятся. Существуют и другие сценарии, при которых флюс не достигает температуры нейтрализации. Еще больше замутняя воду, группа флюсов использует соединения, изначально нейтральные, но образующие очень сильные кислоты при достижении достаточно высокой температуры, которая может быть больше пиковой температуры при обработке исследуемых образцов.
При выборе флюса рекомендуется начать с рейтинга J-STD-004B; это экономит много времени, которое в противном случае могло бы быть потрачено на оценку совершенно неподходящих флюсов. Однако сохранность флюса в чистом виде (не нагретом) также необходимо учитывать . Многие флюсы, квалифицируемые J-STD-004B как низкоактивные, имеют подозрительно высокие кислотные числа, и не весь этот флюс в каждой области печатной платы будет подвергаться значительному нагреву во время пайки. К сожалению, информация о проводимости потока перед нагревом обычно отсутствует.
К сожалению, информация о проводимости потока перед нагревом обычно отсутствует.
Проводимость остатков флюса имеет огромное значение. Отказы происходят, когда слишком много электричества предпочитает протекать через остатки кислоты между не общими проводниками, а не по схеме. Степень утечки тока «слишком велика» зависит от требуемой точности используемого продукта и среды, в которой продукт должен работать. (Проблемы с ионным загрязнением возрастают по мере увеличения влажности. Сборка, находящаяся в пустыне, будет гораздо меньше подвержена ионному загрязнению, чем такая же сборка в болоте.)
Еще немного о галогенидах Галогениды имеют особое значение в классификации флюсов. Поскольку остатки галогенидов обладают высокой электропроводностью и вызывают коррозию, флюсы, содержащие галогениды, классифицируются отдельно от флюсов, не содержащих галогенидов («не содержащие галогенидов»). Флюсы, содержащие галогениды, также классифицируются по процентному содержанию галогенидов. Только флюсы, содержащие менее 0,05 % галогенидов по объему (исходя из содержания флюса без растворителя), могут быть классифицированы как не содержащие галогенидов. Галогенные флюсы с низкой активностью содержат менее 0,5% галогенидов по объему. Предельное содержание галогенидов для галогенидных флюсов средней активности составляет менее 2,0%. Высокоактивные галогенидные флюсы содержат 2% или более галогенидов. Это приводит к шести уровням активности: L0, L1, M0, M1, H0 и h2, где 0 означает отсутствие галогенов и 1 — содержание галогенидов в указанных пределах.
Только флюсы, содержащие менее 0,05 % галогенидов по объему (исходя из содержания флюса без растворителя), могут быть классифицированы как не содержащие галогенидов. Галогенные флюсы с низкой активностью содержат менее 0,5% галогенидов по объему. Предельное содержание галогенидов для галогенидных флюсов средней активности составляет менее 2,0%. Высокоактивные галогенидные флюсы содержат 2% или более галогенидов. Это приводит к шести уровням активности: L0, L1, M0, M1, H0 и h2, где 0 означает отсутствие галогенов и 1 — содержание галогенидов в указанных пределах.
Необходимо удалить оксиды, иначе припой не будет смачиваться. Однако удаление оксидов само по себе недостаточно. Если кислород может достичь раскисленной поверхности, новые оксиды будут мгновенно образовываться, а поверхностная энергия будет потеряна. В дополнение к удалению оксидов флюс должен создавать барьер, предотвращающий доступ кислорода к вновь раскисленному металлу до тех пор, пока не будет нанесен припой. Вот где на помощь приходят твердые вещества.
Вот где на помощь приходят твердые вещества.
У производителей флюсов есть свой жаргон, например, «активаторы» вместо кислот. Традиционный, но все более редкий жаргон для твердых тел — «носитель», предположительно потому, что кислоты переносятся твердыми телами. «Твердые вещества» более точно отражают роль материала в обеспечении барьера против кислорода.
Роль твердых веществ Твердые вещества существуют только для предотвращения доступа кислорода к раскисленному металлу во время нанесения припоя. Это все. Они не удаляют оксиды. Они не токопроводящие. Они не вызывают коррозии. Они составляют гораздо больший процент объема флюса, чем кислоты. Любые видимые остатки флюса после пайки являются остатками твердых частиц; кислоты не видно. Однако, как известно контрактным производителям, их клиенты не разбираются в науке о пайке и хотят отказаться от сборок с видимыми остатками. (В зависимости от природы твердых частиц они могут вызвать такие проблемы, как загрязнение штифтов испытательного приспособления или нарушение надлежащей адгезии конформного покрытия, но сами по себе они не влияют на целостность продукта. В случае конформного покрытия замена материалов покрытия часто может устранить проблема адгезии.) Из-за давления со стороны неосведомленных клиентов многие контрактные производители приняли рецептуры флюсов, которые не оставляют видимых остатков, и, конечно же, производители флюсов создали новые рецептуры для удовлетворения спроса на невидимые твердые частицы.
В случае конформного покрытия замена материалов покрытия часто может устранить проблема адгезии.) Из-за давления со стороны неосведомленных клиентов многие контрактные производители приняли рецептуры флюсов, которые не оставляют видимых остатков, и, конечно же, производители флюсов создали новые рецептуры для удовлетворения спроса на невидимые твердые частицы.
Исторически во всех флюсах для электроники использовалась канифоль[4] для твердых частиц. Канифоль получают из сока некоторых сосен после испарения большинства летучих компонентов (среди прочих производных образуется скипидар). Любой, кто имел дело с рождественской елкой, хорошо знаком с одним свойством канифоли — она очень липкая (до тех пор, пока все оставшиеся летучие вещества не испарятся, после чего канифоль на ощупь и действует очень похоже на полиуретан, хотя эти два материала очень разные химически).
Диск изготовлен из той же канифоли, что и флюс.
Музыканты используют его со струнными инструментами.

Канифоль обладает двумя свойствами, которые делают ее идеальной для использования в электронных флюсах. Во-первых, он выдерживает температуры пайки без разрушения, гарантируя, что раскисленная поверхность остается защищенной от кислорода. Во-вторых, что еще более важно, он гидрофобный (отталкивает влагу). Канифоль инкапсулирует кислоты в среде без влаги, что сводит к минимуму проводимость и коррозию. (Все неприятные последствия ионного загрязнения требуют некоторой влажности. Сопротивление утечке тока снижается по мере увеличения влажности.)
Канифоль в естественном состоянии содержит очень мягкую органическую кислоту, абиетиновую. Кислота недостаточно сильна, чтобы удалить многие оксиды, кроме оксида олова. Во флюсы, пригодные для производства, добавляют более сильные кислоты, но канифоль в спирте без дополнительных кислот по-прежнему продается для использования с лужеными деталями. (Согласно устаревшему стандарту MIL для флюса канифоль в спирте обозначается как «Тип R». )
)
Канифоль неполярна и не растворяется в воде, которая является полярной.[5] Попытка смешать канифоль с водой приводит к липкой массе (не технический термин, а точное описание). Мощные растворители, такие как трихлорэтан, которые в прошлом были очень эффективны для удаления остатков канифоли, теперь запрещены из-за проблем с окружающей средой и здоровьем. Ни один доступный в настоящее время растворитель не может сравниться с трихлорэтаном по способности удалять канифоль, а доступные растворители дороги. Он предназначен для того, чтобы оставить его на схеме после пайки.
Основная проблема канифоли — ее видимость. После пайки выделяется коричневый осадок. Остаток безвреден (хотя кислота, содержащаяся в канифоли, может быть проблемой, но только в том случае, если используется неправильная сила флюса), но слишком часто неосведомленные люди интерпретируют его как признак плохой надежности. Операторы пайки часто тратят много времени и усилий на удаление видимой канифоли после пайки, что является пустой тратой ресурсов. «Очистка» щеткой или тряпкой и растворителем после ручной пайки мало что дала, за исключением того, что остатки флюса распределились по большей площади, что сделало их менее заметными.
«Очистка» щеткой или тряпкой и растворителем после ручной пайки мало что дала, за исключением того, что остатки флюса распределились по большей площади, что сделало их менее заметными.
Количество остатка, остающегося после пайки, определяется концентрацией твердых частиц во флюсе. Чтобы избежать неприятного количества остатков канифоли, нужно избегать флюсов с высокой концентрацией канифоли. Поскольку они были разработаны для ранних версий пайки волной припоя, где избыток припоя, например мостов, можно было предотвратить за счет высокой концентрации канифоли (в некоторых случаях 40% и более), многие канифольные флюсы, которые до сих пор широко используются, содержат во много раз больше твердых веществ, чем необходимо. для сегодняшней пайки. Темно-коричневый жидкий флюс не дает преимуществ, компенсирующих время и деньги, необходимые для удаления остатков после пайки. Сегодня большинство производителей флюсов предлагают жидкие канифольные флюсы с низким содержанием твердых частиц (менее 5% по объему), которые не оставляют значимого остатка.
Эти флюсы идентичны, за исключением концентрации канифоли, но флюс слева не требует очистки после пайки.
Припой с порошковой проволокой оставляет остатки. Содержание флюса по умолчанию в проволочном припое составляет около 3% по весу, что соответствует очень большому количеству по объему. Использование припоя с содержанием флюса около 1% устраняет основной источник видимого остатка канифоли. Флюс внутри припоя в любом случае не дает большой пользы.[6]
СмолаНедостатком канифоли для производителей флюса является получение прибыли. Канифоль есть канифоль, независимо от этикетки производителя флюса. На фундаментальном уровне нет существенной разницы между одним брендом и другим. Но замена твердых веществ материалом, отличным от канифоли, позволяет дифференцировать продукт и дает возможность несколько повысить цену и прибыль.
Одним из материалов, используемых вместо канифоли, являются смолы. И это становится сложно.
Кембриджский словарь определяет смолу как «густое, липкое вещество, производимое некоторыми деревьями и становящееся желтым и твердым после сбора, или любое из различных подобных веществ, получаемых в результате химического процесса для использования в промышленности». Мы уже обсуждали материал в первой части этого определения: канифоль. А некоторые смолы, очищенные от канифоли, имеют свойства, очень похожие на канифоль. Но другие смолы не имеют отношения к канифоли; они являются результатом химического синтеза. Канифоль есть канифоль, но смолы имеют много форм, и, поскольку ни один производитель не раскрывает свои запатентованные ингредиенты, невозможно узнать, какая смола используется в каком-либо конкретном флюсе на основе смолы.
Водорастворимые твердые вещества (органический флюс) Заказчики контрактных производителей (или внутренние заказчики интегрированных компаний с собственным производством) часто отказываются от сборок с видимыми остатками флюса. Видимые остатки представляют собой безвредные остатки твердых веществ и не являются проблемой надежности, в отличие от невидимого ионного загрязнения, оставленного кислотами, но большинство аудиторов поставщиков ничего не знают о процессе. Самый простой способ успокоить неосведомленных клиентов — заменить видимые твердые вещества (канифоль или некоторые смолы) бесцветными твердыми веществами. Гликоли являются одними из самых популярных заменителей.
Видимые остатки представляют собой безвредные остатки твердых веществ и не являются проблемой надежности, в отличие от невидимого ионного загрязнения, оставленного кислотами, но большинство аудиторов поставщиков ничего не знают о процессе. Самый простой способ успокоить неосведомленных клиентов — заменить видимые твердые вещества (канифоль или некоторые смолы) бесцветными твердыми веществами. Гликоли являются одними из самых популярных заменителей.
Гликоли бесцветны и растворимы в воде. Они оставляют очень мало видимых следов после пайки и, в отличие от канифоли, при необходимости могут быть удалены промывкой водой. Отсутствие видимости и способность удаляться водой (в отличие от дорогостоящих химикатов, необходимых для удаления канифоли) делает эти флюсы очень популярными среди контрактных производителей, а также компаний, производящих для собственного использования, но не обладающих достаточными знаниями, чтобы понять, почему остатки канифоли сами по себе не означают плохой надежности (или что отсутствие видимых остатков в случае твердых веществ, таких как гликоли, не обязательно свидетельствует о высокой надежности).
Доступны флюсы внутри проволочного припоя, смешанные с частицами припоя в паяльной пасте, в виде гелей или паст, а также в виде жидкостей. Особенностью, которая отличает жидкий флюс от других форм, является растворитель.
Наиболее распространенным растворителем является спирт. На самом деле не имеет значения, какой алкоголь используется; все они ведут себя одинаково. Две характеристики делают спирт идеальным растворителем флюса:
- Низкое поверхностное натяжение, позволяющее флюсу проникать в труднодоступные места, где может потребоваться удаление оксидов, и
- Высокое давление паров (сила, превращающая жидкость в пар без тепла), что приводит к быстрому высыханию спирта без использования тепла, необходимого для активации флюса и расплавления припоя
Спирты представляют собой летучие органические соединения (ЛОС), которые могут быть канцерогенными, способствуют образованию смога и действуют как парниковые газы. Ограничения по летучим органическим соединениям в некоторых регионах, особенно в некоторых частях Калифорнии, не позволяют использовать флюсы на спиртовой основе. Альтернативой спирту является вода, которая уступает спирту по четырем основным параметрам:
Ограничения по летучим органическим соединениям в некоторых регионах, особенно в некоторых частях Калифорнии, не позволяют использовать флюсы на спиртовой основе. Альтернативой спирту является вода, которая уступает спирту по четырем основным параметрам:
- Высокое поверхностное натяжение, поэтому плохое проникновение в труднодоступные места, включая сквозные отверстия с покрытием
- Очень низкое давление пара, поэтому небольшая склонность к высыханию после нанесения
- Очень высокая скрытая теплота парообразования. Для удаления испаряющейся воды требуется нагрев до 212°F/100°C, энергия, которая в противном случае использовалась бы для активации флюса и плавления припоя, и
- Разбрызгивание при соприкосновении горячего утюга с флюсованной заготовкой или попадание флюсовой сборки в волну припоя
На водной основе не то же самое, что на водорастворимой. Водорастворимый означает, что остатки флюса после испарения растворителя растворяются в воде. Остатки многих флюсов на спиртовой основе (за исключением флюсов, содержащих канифоль и некоторые смолы) растворимы в воде.
Остатки многих флюсов на спиртовой основе (за исключением флюсов, содержащих канифоль и некоторые смолы) растворимы в воде.
Скоро
В электронной книге «Флюсы для пайки» объясняются категории флюсов в соответствии с J-STD-004B. В заключение будут даны рекомендации по выбору флюса, наиболее подходящего для нужд продукта.
[1] Ионы водорода H+ фактически связаны с кислородом в форме OH – , известной как гидроксид, но водород ведет себя как отдельный ион, и химики называют гидроксид ионами водорода.
[2] M представляет количество молей на литр воды, где 1 моль = 602 214 076 000 000 000 000 000
[3] Литр чистой воды при 25°C содержит 1 × 10 -7 M ионов водорода и такое же количество ионов гидроксония. (1 × 10 -7 М) x (−log 10 ) = 7.
[4] «Нейтральный» — это фактически движущаяся цель, зависящая от температуры. Нейтральная вода при 25°C имеет pH 7,0. При 0°C нейтральный pH равен 7,4, тогда как нейтральный pH при 50°C равен 6,63.
[5] В части 1 я определил «пригодность к пайке» как сложность удаления оксида с поверхности. Другими словами, прочность флюса, необходимая для раскисления детали.
[6] У всех производителей флюсов есть свои собственные запатентованные рецепты, которые они охраняют так же, как кока-кола скрывает свою формулу. Помимо нескольких общих ингредиентов, таких как канифоль или изопропиловый спирт, большинство ключевых добавок держатся в секрете. В паспорте безопасности одного производителя флюса указано: «Освобождение от коммерческой тайны находится на рассмотрении [Комиссии по рассмотрению информации об опасных материалах] для одного или нескольких ингредиентов в этом продукте».
Бесфлюсовая пайка
Проблемы, связанные с использованием флюса
Традиционно использование флюса было необходимой частью пайки. Флюс помогает удалить оксиды из припоя металлов, улучшая общую смачиваемость припоя, необходимую для высококачественных паяных соединений. Однако использование флюса имеет свои недостатки:
Однако использование флюса имеет свои недостатки:
- Флюс может выделять газ в процессе оплавления, создавая пустоты припоя.
- Флюс оставляет осадок, который необходимо удалить после оплавления. Если не очистить должным образом остатки флюса, они могут стать кислотными и снизить надежность устройства.
- Для флип-чипов и BGA-компонентов остатки флюса могут задерживаться между межсоединениями, блокируя недостаточный поток. Это приводит к неполному заполнению пустот и снижает надежность
Муравьиная кислота заменяет потребность во флюсе поток.
Как работает оплавление муравьиной кислотой при бесфлюсовой пайке?
Химия, связанная с оплавлением муравьиной кислоты, представляет собой двухэтапный процесс:
Step 1 : Metal formate is created (between 150C – 200C)
Performined Reflow
Complile Is Acidulized может быть Acplired Accodiled Acidulized Accidulized Is Accorliled Is Accorliled Is Accorliled Is Accorliled Oncorpilited, но Acoplired Oncorpilited, но Acoplired Oncorpilited, но Acoplired Oncorpilited, но Acpliled Is Performiled.