чем смазывать бур и редуктор?
За любым перфоратором, в том числе Bosch, Makita HR, Деволт, Зубр, Интерскол, необходимо бережно ухаживать. Чтобы он работал как можно дольше, применяют разные виды смазок: минеральные, синтетические и полусинтетические. Нужно знать не только, как подобрать нужный состав, но и как правильно смазывать перфоратор.
Содержание
- Зачем элементам перфоратора нужна смазка
- Какие детали в перфораторе нуждаются в смазке
- Хвостовики насадок
- Редуктор
- Патрон
- Особенности выбора масла
- Как часто нужно смазывать инструмент
- Как правильно смазать детали: алгоритм действий
Зачем элементам перфоратора нужна смазка
Внутри перфоратора есть много подвижных деталей, которые испытывают большие нагрузки. После нанесения смазки снижается трение, механизмы и узлы служат намного дольше. Зачем еще нужна смазка? При трении детали нагреваются, а смазочные вещества помогают отводить тепло. Составы задерживают металлическую пыль и частицы, которые образуются в результате трения, также
Составы задерживают металлическую пыль и частицы, которые образуются в результате трения, также
Какие детали в перфораторе нуждаются в смазке
Есть основные детали, которые нуждаются в обязательном профилактическом обслуживании.
Хвостовики насадок
Хвостовики рабочей оснастки инструмента промазывают всякий раз, когда предстоит их устанавливать. Перед этим тщательно протирают. При интенсивном использовании инструмента, надо смотреть и контролировать степень смазывания посадочного места насадки. Слишком много маслянистого состава наносить не надо. Почему этого нельзя делать? Смазка будет вытекать, разбрызгиваться из вращающегося патрона, в итоге окажется на рабочих поверхностях, которые трудно очистить.
Редуктор
После двигателя основным в перфораторе считается редуктор. Он работает в условиях постоянно меняющейся скорости вращения, сильного трения, повышенного нагревания, проникающих мелких загрязнений и пыли. После продолжительной эксплуатации на внутренние поверхности редуктора обязательно наносят смазывающий состав. Это позволит защитить валы и подшипники.
Патрон
У этой детали нет защитного покрытия. Перед тем как начать работать на посадочные поверхности под сменный инструмент вносят 1-2 г охлаждающего смазочного вещества. Иначе из-за ударных нагрузок и большого трения патрон поломается. Слой состава не даст мелким частицам и пыли проникнуть во внутреннее устройство.
Особенности выбора масла
Перед тем как смазывать перфораторы Бош следует выбрать подходящее масло. При его покупке надо обратить внимание на  Высококачественные составы стоят дорого, но экономить не стоит. За таким дорогостоящим инструментом как перфоратор надо ухаживать постоянно. Какие виды смазки и сколько можно использовать указано в инструкции. Если такой информации нет, наилучший состав помогут подобрать специалисты торговой точки или сервисного центра. В продаже есть универсальные составы для обрабатывания различных моделей перфораторов.
Высококачественные составы стоят дорого, но экономить не стоит. За таким дорогостоящим инструментом как перфоратор надо ухаживать постоянно. Какие виды смазки и сколько можно использовать указано в инструкции. Если такой информации нет, наилучший состав помогут подобрать специалисты торговой точки или сервисного центра. В продаже есть универсальные составы для обрабатывания различных моделей перфораторов.
Многие предпочитают применять графитовые смазки, которые имеют:
- высокое качество;
- неплохую вязкость;
- доступную цену.
При отсутствии смазки одноразово можно воспользоваться литолом или солидолом. Но они вызывают небольшое торможение вращающихся деталей и способствуют повышению нагрева инструмента во время работы. Желательно в ближайшее время купить специальный состав, убрать литол и нанести новый состав.
Перед тем как смазывать бур перфоратора нужно убедиться, что взятое масло подходит именно для него. Для смазки не годятся составы, используемые для редукторов. Для последних берут более жидкие средства, они должны заполнить свободные полости, полностью покрыть детали, которые между собой контактируют. При наличии в редукторе пластиковых элементов, используют силиконовую смазку. Она подходит для обработки патронов.
Для смазки не годятся составы, используемые для редукторов. Для последних берут более жидкие средства, они должны заполнить свободные полости, полностью покрыть детали, которые между собой контактируют. При наличии в редукторе пластиковых элементов, используют силиконовую смазку. Она подходит для обработки патронов.
Механизм передачи разрешается смазывать пластичными составами. Но не все инструменты при использовании средств такой консистенции будут бесперебойно работать. Более густые смеси подходят для уменьшения степени изнашивания хвостовых насадок. На упаковке отмечается их предназначение для обработки буров. При отсутствии таковых можно взять графитовые, но они хуже отводят тепло.
Производители электрических инструментов выпускают свои фирменные смазки. Также их изготовлением занимаются предприятия, которые специализируются на выпуске смазочных смесей.
К самым популярным относится продукция фирм:
- Bosch – для хвостовых насадок и редукторов.

- Makita – для обработки буров.
- Интерскол – для буров.
- Нанотек – для хвостовиков.
- Turmogrease – универсальные составы.
- Lubcon Thermoplex – для редукторов.
- Kress – для смазывания буров.
- PRORAB – для обработки посадочных мест хвостовых насадок.

Как часто нужно смазывать инструмент
От интенсивности пользования инструментом зависит частота смазки. Каждый пользователь должен сам смотреть, когда нужно провести обработку. При ежедневной эксплуатации детали нуждаются в частой смазке ( 1 раз в 3 месяца). При работе с перфоратором несколько раз в течение недели, хватит одного раза в год.
Как правильно смазать детали: алгоритм действий
Надо знать не только как правильно смазывать бур перфоратора, но и редуктор, патрон, подшипники.
Сначала подготавливают:
- смазочный состав;
- сухую чистую ткань;
- инструменты, необходимые для сборки редуктора.

В современных перфораторах имеется специальный отсек для заливки масла. В инструкции указано местонахождение этого отверстия и схема разборки. В него заливают требуемое количество масла, но перед этим промывают картер бензином или машинным маслом, хорошо высушивают. При отсутствии специального отверстия перфоратор разбирают, продувают.
Чтобы в дальнейшем ничего не перепутать, разборку фиксируют. К процедуре приступают после остывания инструмента. При нанесении охлажденной смазки на горячие поверхности электрический инструмент будет работать с перебоями. Старую смазку удаляют, так как в процессе трения шестерней образуется пыль и металлическая частички. Если не почистить и сверху нанести новое смазочное средство, эффекта от такой профилактики не будет. Все детали перфоратора тщательно осматривают. Там, где смазка отсутствует, наносить ее не надо. После нанесения приступают к сборке.
Смазка продлевает срок службы деталей и узловКак пользоваться смазкой для буров перфоратора? Если узел не смазывать, он перегреется и сломается, придется покупать новую оснастку и ремонтировать патрон. Смазку наносят в пазы, которые закреплены стопорными клиньями. Но вначале салфеткой протирают наружную часть, удаляя грязь и пыль. Для равномерного нанесения хватит 1 г. Смазывание проводят всякий раз, как меняют бур или другую оснастку.
Смазку наносят в пазы, которые закреплены стопорными клиньями. Но вначале салфеткой протирают наружную часть, удаляя грязь и пыль. Для равномерного нанесения хватит 1 г. Смазывание проводят всякий раз, как меняют бур или другую оснастку.
Состав уменьшает трение, продлевает ресурс хвостовой части, не дает проникнуть внутрь пыли и другому мусору, задерживая его на себе.
В то же время можно обработать сальник патрона, тогда он прослужит намного дольше, а также в него не сможет попасть пыль. Но нужно знать, что смазывают только патрон открытого типа. Если в перфораторе установлена закрытая система, обработку не делают.
В конструкции инструмента установлены подшипники скольжения, на которые приходятся высокие нагрузки. Чтобы они как можно дольше прослужили, в них вносят смазывающие вещества.
Только применение качественной смазки способствует повышению срока эксплуатации инструмента.
Как и чем правильно смазывать перфоратор
То, насколько долго прослужит перфоратор, во многом зависит от правильного ухода и соблюдения требований по эксплуатации. Один из основных этапов — это периодическая смазка инструмента и его основных компонентов.
Чем чаще и качественнее будет смазка, тем большей работоспособности и срока службы стоит ждать от электроинструмента. Обрабатывая его специальными составами, это сохраняет поверхности, снижает нагрузки и трение.
Но пользоваться первой попавшейся смазкой всё же не рекомендуется. Не исключено, что из-за неправильного выбора вы лишь спровоцируете скорый выход из строя агрегата. Поэтому нужно чётко понимать, как и чем нужно обрабатывать детали перфоратора
Содержание
- Понятие о перфораторной смазке
- Какие компоненты нужно смазывать
- Зона рабочей оснастки
- Патрон
- Редуктор
- Периодичность обработки
- Как правильно выбрать смазку
- Виды смазок и требования к ним
- Средства для буров
- Редукторные смазки
- Правила нанесения смазки
Понятие о перфораторной смазке
Перфораторной смазкой является маслянистое вязкое вещество, которое отличается жёлтым оттенком и специфическим запахом. Основным назначением средства является снижение силы трения между подвижными элементами агрегата в процессе его работы.
Основным назначением средства является снижение силы трения между подвижными элементами агрегата в процессе его работы.
Во время эксплуатации электроинструмента на смазку начинают попадать продукты износа, а также пыль и грязь. В итоге состав теряет свои эксплуатационные и физико-химические свойства. По этим причинам состав следует периодически обновлять. То есть смазывать заново, соблюдая все правила.
Если игнорировать эту рекомендацию, то прибор начнёт испытывать дефицит смазочного материала. В итоге возникнет перегрев, а затем и полный выход из строя. Но и избыточное количество вещества также несёт в себе угрозу. Скорость сверла падает, что отражается на эксплуатационных показателях.
Выбирая смазку, пользователь перфоратора должен обращать внимание на состав и на характеристики самого электроинструмента.
Какие компоненты нужно смазывать
Если заглянуть в инструкцию по применению, то здесь будет сказано, что периодической обработке смазочными составами подлежат 3 элемента устройства. Это необходимо для повышения эффективности работы прибора, а также для увеличения срока его службы.
Это необходимо для повышения эффективности работы прибора, а также для увеличения срока его службы.
К этим 3 элементам относят:
- рабочую оснастку;
- патрон;
- редуктор.
При этом у каждого компонента есть свои нюансы.
Зона рабочей оснастки
Включает в себя коронку и бур. Это элементы подвергаются повышенной нагрузке при работе. Именно с их помощью удаётся обработать твёрдые материалы и поверхности.
В большинстве инструкций говорится, что рабочая оснастка, а точнее хвостовик бура, должен смазывать при каждом применении. Если перфоратор работает в течение дня, мастер обязан периодически проверять наличие смазки в этом узле.
Не помешает заглянуть в руководство по эксплуатации конкретной модели перфоратора. Там указано в деталях, как именно осуществляется смазывание.
Чаще всего средство наносят на пазы, с помощью которых фиксируются стопорные крылья. Но перед добавлением средства сначала сухой салфеткой обязательно удаляются остатки старой смазки. Не забудьте удалить загрязнения и пыль. Далее уже наносится средство и равномерно распределяется по поверхности. Обычно более 1 грамма состава наносить не стоит.
Не забудьте удалить загрязнения и пыль. Далее уже наносится средство и равномерно распределяется по поверхности. Обычно более 1 грамма состава наносить не стоит.
Патрон
Теперь к вопросу об обработке смазочным материалом патрона перфоратора. Для поршня обязательно требуется смазка. Важно учитывать, что на новых инструментах патрон является сухим.
Так что перед введением в эксплуатацию необходимо нанести средство на место, куда устанавливается оснастка. При работе перфоратора именно на этом участке возникает наибольшее трение.
Редуктор
Элемент необходим для того, чтобы передавать крутящий импульс на патрон от электродвигателя.
Пиковая нагрузка на редуктор возникает именно во время работы на высоких скоростях. Сильно повышается температура, которая влияет на эффективность смазки. В итоге постепенно работоспособность смазки снижается, и её следует обновлять.
Для этого корпус следует разобрать, после чего равномерно нанести слой масла.
Если говорить о том, какую смазку предпочтительнее использовать конкретно для редуктора перфоратора, то тут оптимальным выбором будет фирменный состав. То есть смазка, предназначенная для конкретной марки электроинструментов. Большинство производителей предлагают соответствующие расходные материалы для обслуживания своих электрических приборов.
Периодичность обработки
Как уже говорилось, хвостовик бура правильно обрабатывать смазочным средством перед каждым применением инструмента. Что же касается периодичности общего обслуживания, то она зависит от интенсивности эксплуатации.
В условиях среднего уровня эксплуатации достаточно обновлять смазку на узлах перфоратора раз в год. Если же электроинструмент работает часто и в условиях повышенных нагрузок, тогда интервал между заменой смазки рекомендуется сократить до 6-9 месяцев.
 youtube.com/embed/oQzgEELYpUs?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
youtube.com/embed/oQzgEELYpUs?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>Как правильно выбрать смазку
Начинающие пользователи электроинструмента интересуются, чем нужно смазывать редуктор и другие элементы перфоратора. Здесь правильнее всего заглянуть в руководство по эксплуатации.
Именно в инструкциях производитель должен указывать, какую именно смазку следует использовать для перфоратора каждой модели.
До тех пор, пока гарантийный срок на прибор не закончился, нужно применять исключительно сертифицированные средства. В противном случае сервисный центр откажется от выполнения гарантийных обязательств.
И всё равно актуальным остаётся вопрос о том, какой смазкой предпочтительнее смазывать тот или иной перфоратор. Причина заключается в высокой стоимости оригинальных расходных материалов.
В качестве универсального средства можно представить масло, которое предназначено для дизельных моторов. Также распространёнными оказались составы с графитом в основе.
Также распространёнными оказались составы с графитом в основе.
Специальные смазки ещё можно заменить на обычный литол или солидол. Наибольшее распространение получил Литол-24.
Если составлять топ-10 среди смазок, которые отлично подойдут для смазки перфоратора, то здесь можно выделить продукцию следующих брендов:
- Makita;
- Bosch;
- Matabo;
- Al-Ko;
- Лесоруб Премиум;
- ВМПАвто;
- Patriot;
- Elitech;
- Зубр.
При этом важно учитывать, что для буров перфоратора и для редуктора применяются специальные виды смазок, которые отличаются друг от друга. Иными словами, смазка для бура не может применяться для обработки редуктора. А редукторные смазки не подходят для того, чтобы обслуживать бур.
Виды смазок и требования к ним
Для обеспечения бесперебойной и длительной работы необходимо знать не только о том, как смазывать инструмент, но и чем именно при этом можно пользоваться.
Применение одинаковой смеси для бура и редуктора запрещено. Иначе устройство быстро выйдет из строя.
Средства для буров
Покупая электроинструмент, специальная смазка, которой обрабатывают бур, должна идти в комплекте. Она отличается повышенной густотой.
Также в инструкции указывают, как правильно наносить средство на бур и с какой периодичностью это нужно делать.
Когда смазка из комплекта закончится, пользователь может перейти на продукцию другого производителя. Только не стоит забывать о гарантийном периоде. До его завершения лучше не рисковать и оставаться верным официальному средству.
При выборе аналога учитывайте, подходит ли состав для конкретной модели перфоратора и можно ли им обрабатывать именно бур.
Редукторные смазки
Если электроинструмент новый, то пока про замену или внесение смазки думать не требуется. С завода там достаточно смазки, чтобы инструмент спокойно отработал около 1 года. Но затем потребуется повторная обработка. В комплекте смазки для редуктора не предусмотрено. Зато есть оригинальные средства и аналоги, которые отлично подходят для таких задач.
В комплекте смазки для редуктора не предусмотрено. Зато есть оригинальные средства и аналоги, которые отлично подходят для таких задач.
Для редукторных смазок характерными являются следующие свойства:
- повышенная адгезия;
- влагостойкость;
- противостояние процессам коррозии и образованию ржавчины;
- сбор и отвод накапливающегося мусора;
- образование капель при повышенных температурах;
- восстановление эксплуатационных характеристик после нагрева и остывания.
Потенциально для смазки редуктора активно используемого перфоратора можно использовать литол, солидол, а также нигрол. Это достаточно эффективные консистентные составы. Но они скорее подходят как временный вариант, когда нет возможности воспользоваться полноценным средством для обработки редуктора перфоратора. Эти смазки являются более подходящим выбором при обслуживании бытовой техники и компонентов автомобиля.
 youtube.com/embed/qhZFh2Mm9nc?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
youtube.com/embed/qhZFh2Mm9nc?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>Правила нанесения смазки
Определитесь, чем именно будете смазывать свой перфоратор, а также подготовьте необходимое количество смазки.
Далее процедура выглядит следующим образом:
- Очистите инструмент от остатков пыли, грязи и прочего мусора. Это рекомендуется сделать до разборки, чтобы мусор с поверхностей не попал в более чувствительные узлы.
- Внимательно запомните, как именно располагаются компоненты электроинструмента. Сборку нужно выполнить строго в обратной последовательности. Важно, чтобы каждый компонент оказался на своём месте.
- Если вы только закончили работу перфоратором, нельзя сразу же приступать к смазке. Подождите, чтобы инструмент остыл. Иначе холодное масло, попавшее на горячие элементы прибора, могут спровоцировать проблемы и неполадки. Смазка попросту может не выполнять свои функции.
- Далее разберите перфоратор на компоненты. Редуктор и бур нужно извлечь, после чего промыть в чистом бензине и насухо протереть.
- Далее нанесите специальную смазку. Всё же лучшим решением будет фирменная смазка. Производитель разработал его специально для конкретного устройства. Фактически это гарантия того, что после обработки инструмент будет работать правильно.
- Завершив процедуру нанесения, соберите прибор в обратной последовательности.

Закончив обслуживания перфоратора, которое без особых проблем проводится своими руками, можно продолжать активную эксплуатацию. Правильно внесённая смазка не потребует замены еще 6-12 месяцев.
Как видите, можно самостоятельно смазать прибор и дальше его использовать по прямому назначению. Только учтите, что при длительном игнорировании правил обслуживания, а также при использовании несоответствующих требованиям смазок, перфоратор может выйти из строя. При сильном износе основных элементов даже фирменная смазка уже не поможет. Здесь потребуется уже более серьёзное вмешательство в виде ремонта, замены компонентов или даже покупки нового электроинструмента.
Здесь потребуется уже более серьёзное вмешательство в виде ремонта, замены компонентов или даже покупки нового электроинструмента.
Как часто смазываете и обслуживаете свой перфоратор? Каким средством пользуетесь? Считаете ли правильным применять фирменные средства? Или аналоги ничем не хуже?
Систематический выбор лучшей смазки для обеспечения надежности оборудования
Консистентная смазка является предпочтительным смазочным материалом для миллионов подшипников и элементов машин. Тем не менее, выбор состава и свойств пластичных смазок требует тщательного рассмотрения определенных рекомендаций для оптимальной работы и длительного срока службы.1,2
Сосредоточив внимание на смазке для подшипников, приведенные здесь рекомендации также могут быть полезны для других элементов машин. Помимо смазки, дополнительные потребности в смазке могут включать защиту от ржавчины, герметизирующие и противоизносные свойства. Как базовое масло, так и загуститель могут быть выбраны в широком диапазоне, чтобы соответствовать потребностям в подшипниках, а также в зубчатых колесах, шарнирах, муфтах, направляющих и других элементах машин.
Шариковые и роликовые подшипники. Из-за простоты конструкции, снижения требований к уплотнению и низких эксплуатационных расходов смазка обычно является первым выбором для смазывания малых и средних подшипников качения. К ним относятся электродвигатели, бытовая техника, станки, сельскохозяйственная и строительная техника, а также аксессуары для автомобилей и самолетов.
Подшипники скольжения и контакты скольжения. Консистентные смазки обычно смазывают сильно нагруженные поверхности скольжения при низких поверхностных скоростях до 10-20 футов в минуту и когда охлаждение не требуется. В применениях, связанных со смазкой землеройной техники, такой как экскаваторы и бульдозеры, консистентная смазка смазывает ряд цилиндрических подшипников скольжения (пальцевых втулок) и звеньев гусеницы, используемых в ходовой части этих чрезвычайно тяжелых машин, которые помогают продвигать их вперед.
Для обеспечения высокой несущей способности (статические, вибрационные и ударные нагрузки) требуется более толстая пленка, чем может обеспечить масло при умеренных скоростях. Другими факторами, влияющими на выбор смазки, являются низкие эксплуатационные расходы и ограниченное пространство для подачи смазочных материалов на опорные подшипники. В применениях, связанных с поверхностями подшипников скольжения, характеристики объемной смазки обычно определяют рабочие характеристики, при этом вязкость масла не играет такой доминирующей роли, как в шариковых и роликовых подшипниках.
Другими факторами, влияющими на выбор смазки, являются низкие эксплуатационные расходы и ограниченное пространство для подачи смазочных материалов на опорные подшипники. В применениях, связанных с поверхностями подшипников скольжения, характеристики объемной смазки обычно определяют рабочие характеристики, при этом вязкость масла не играет такой доминирующей роли, как в шариковых и роликовых подшипниках.
Поскольку многие опорные и упорные подшипники нуждаются в большем количестве смазки, смазка не всегда может удовлетворить их потребность в смазке. Смазка не подходит для подшипников большой паровой турбины-генератора в электростанции, где для охлаждения и смазки требуется более 1000 галлонов масла в минуту. В меньшем масштабе смазка также не способна удовлетворить потребности подшипников скольжения в автомобильных двигателях или промышленных электродвигателях и связанном с ними оборудовании.
Таблица 1. Классификация консистенции NLGI
Состав смазки
Смазка должна содержать масло того же типа и вязкости, которое обычно используется отдельно. Затем гелеобразующий агент выбирается из-за его легкости в компаундировании смазки, стабильности в широком диапазоне температур, водостойкости и механической стабильности при сдвиговом воздействии.
Затем гелеобразующий агент выбирается из-за его легкости в компаундировании смазки, стабильности в широком диапазоне температур, водостойкости и механической стабильности при сдвиговом воздействии.
Масла в смазках
Нефтяные минеральные масла используются более чем в 98 процентов существующих смазок. Из-за низкой скорости испарения, необходимой для максимального срока службы, в сочетании с полезностью до отрицательных температур, эти масла обычно выбирают в диапазоне вязкости SAE от 20 до 30 с вязкостью при 40°C (104°F) примерно от 100 до 130 сСт. Для многоцелевого заводского использования обычно выбирают масла с вязкостью от 150 до 220 сСт.
Этот выбор вязкости сбивает с толку общепринятая практика в производстве смазок для смешивания базовых масел с более высокой и низкой вязкостью для достижения желаемой вязкости. Например, для базового масла вязкостью 110 сСт при 40°C более легкое масло, используемое при смешивании, может иметь вязкость от 40 до 75 сСт, а более тяжелое – от 175 до 200 сСт.
Масла с более высокой вязкостью до 900 сСт при 40°C используются для низкоскоростных, сильно нагруженных опорных подшипников, зубчатых передач, муфт, шарниров и направляющих, работающих преимущественно в режимах граничной смазки. Обычно они смешиваются с противозадирными присадками для высокого контактного напряжения при относительно низких скоростях. Однако в традиционных шарикоподшипниках использование этих высоковязких масел обычно приводит к меньшей подвижности смазки, шумной работе, более высокому крутящему моменту, более короткому сроку службы и ограниченному низкотемпературному диапазону.
Менее вязкие масла с вязкостью при 40°C в диапазоне от 25 до 50 сСт в специальных смазках позволяют работать при более низких температурах и более свободно подавать масло к сепараторам и поверхностям подшипников качения, что обеспечивает более высокие скорости шарикоподшипников. В качестве долгосрочного эффекта более быстрое испарение этого масла с более низкой молекулярной массой ускоряет высыхание смазки, что сокращает долгосрочный срок службы смазки при повышенных температурах.
Синтетические масла используются в одном-двух процентах текущего производства смазок, где их более высокая стоимость оправдана необычными температурами ниже примерно от -18 до -29.°C (от 0 до -20°F) или выше примерно от 116 до 127°C (от 240 до 260°F) или другие требования, которые не всегда удовлетворяются обычными минеральными маслами. В то время как синтетические углеводороды (ПАО) и жидкости на основе сложных эфиров производят наибольшие объемы, используются почти все синтетические жидкости.
Рис. 1. Рекомендации по интервалам смазки подшипников для мягких условий эксплуатации
Загустители
Обычными агентами, используемыми для гелеобразования фазы смазочного масла, являются мыла жирных кислот лития, кальция, натрия и алюминия в концентрациях от 6 до 20 весовых процентов. Литиевые мыла являются водостойкими, а их первоначальный предельный диапазон рабочих температур от 110 до 125 °C (от 230 до 257 °F) был увеличен до 150–175 °C (от 302 до 347 °F) за счет введения порции низкотемпературных материалов. органическая кислота молекулярной массы в качестве комплексообразователя при создании мыла. С момента их появления в 1942, широкий ассортимент литиевых мыл расширился, составив сегодня 72% всего рынка.
органическая кислота молекулярной массы в качестве комплексообразователя при создании мыла. С момента их появления в 1942, широкий ассортимент литиевых мыл расширился, составив сегодня 72% всего рынка.
Различные немыльные, неплавящиеся порошки все чаще используются для работы при высоких температурах. Порошки полимочевины с низким уровнем шума стали обычным выбором для высококачественных смазок для электродвигателей. Их механическая стабильность в сочетании с неплавкостью делает их подходящими для использования в шарикоподшипниках малых и средних электродвигателей, которые часто должны работать в широком диапазоне температур без повторной смазки.
Смазка на основе полимочевины также может удовлетворять потребности в высоких температурах в печах и конвейерах на сталелитейных заводах и железных дорогах, а также в судостроении до примерно 175°C (347°F). Мелкие частицы бентонитовой глины также используются в смазках на основе минеральных масел и синтетических углеводородных смазках, которые используются в ВМС США и на атомных электростанциях.
Добавки
Химические присадки, подобные тем, которые используются в смазочных маслах, включаются в смазки для улучшения стойкости к окислению, защиты от ржавчины и износостойкости. Амины, фенольные смолы и ингибиторы окисления серы в концентрации от 0,1 до 1,0% продлевают как срок хранения, так и срок эксплуатации. Хотя большинство смазок обеспечивают некоторую внутреннюю защиту от ржавчины, присадки обычно используются для усиленной защиты от воды и соляного тумана.
Противозадирные присадки не требуются для большинства применений шарикоподшипников, но необходимы различные присадки серы и фосфора для минимизации износа при низких скоростях и колебательных нагрузках в сталепрокатных станах, зубчатых передачах, втулках и контактах скольжения, включающих граничную смазку. В качестве наполнителей для экстремальных условий граничной смазки также добавляют твердые порошки дисульфида молибдена, графита, оксида цинка и талька.
Типовые свойства и стендовые испытания
Хотя прямая корреляция с эксплуатационными характеристиками часто затруднена, следующие процедуры испытаний полезны для предварительной оценки потенциальных смазок.
Температура каплепадения (ASTM D566 и D2265)
Температура, при которой капля жира упадет из нижнего отверстия нагретого испытательного тигля, обычно отражает переход из полутвердого состояния в жидкое. Как правило, максимально допустимая температура смазки по крайней мере на 25–50°F ниже этой точки каплепадения.
Потери при испарении (ASTM D972 и D2595)
Потеря масла из смазки при высоких температурах может привести к преждевременному затвердеванию и потере смазывающих свойств, так как более летучая (более низкая вязкость) часть минерального масла в смазке испаряется. Это высокотемпературное испарение постепенно увеличивается для компонентов минерального масла, поскольку их вязкость падает ниже вязкости приблизительно 75 сСт при 40°C.
Испарение 2 % за 22 часа при 100°C (212°F) является общим пределом спецификации для смазок премиум-класса на основе минеральных масел и составляет до 0,4 % для синтетических масел.
Кровотечение (Федеральный метод испытаний 321. 2)
2)
Процент масла, отделившегося от образца смазки, помещенного в проволочный конус, обычно измеряют через 30 часов при 100°C. Часто желателен диапазон от 2 до 5 процентов. Отсутствие кровотечения характеризует смазку, которая не обеспечивает достаточного смазывания поверхностей подшипников качения, что может привести к шумной работе. Чрезмерное кровотечение приводит к утечке и сокращению срока службы смазки.
Устойчивость к окислению (ASTM D942)
Смазка подвергается воздействию чистого кислорода при давлении 110 фунтов на кв. дюйм при температуре 99°C в «бомбе» в течение от 100 до 500 часов. Снижение давления кислорода является предварительным показателем срока службы смазки при длительном хранении, предварительно смазанных подшипниках и при эксплуатации при высоких температурах. Максимальный перепад давления в бомбе может быть указан в диапазоне от 3 до 25 фунтов на квадратный дюйм за 100 часов и от 25 до 50 фунтов на квадратный дюйм за 500 часов.
Износостойкость и противозадирные свойства (ASTM D2509, D2266 и D2596)
Тест Timken (ASTM D2509) нагружает испытательный образец из науглероженной стали на вращающуюся чашку конического роликоподшипника под серией нагрузок, чтобы получить «нормальную» и предельную «зачетную» нагрузку. Типичные допустимые нагрузки в 40 фунтов для многоцелевых смазок варьируются до 60 фунтов для некоторых противозадирных смазок.
Типичные допустимые нагрузки в 40 фунтов для многоцелевых смазок варьируются до 60 фунтов для некоторых противозадирных смазок.
Как износостойкость, так и противозадирные свойства можно оценить в аналогичных испытаниях с четырьмя шариками, используя стальной шариковый подшипник с вращающимся верхом диаметром полдюйма, нагруженный на гнездо из трех стационарных шариков, погруженных в испытательную смазку.
Испытание на износ ASTM D2266 измеряет диаметр пятна на неподвижных шариках после одного часа работы с нагрузкой 40 кг. Следы износа варьируются примерно от 0,4 до 0,6 мм при 1200 об/мин при 75°C (167°F). АСТМ D2596 оценивает свойства противозадирных присадок путем увеличения ступеней нагрузки до схватывания в месте сварки, которое колеблется от 400 до 500 кгс.
Тестер линейного колебательного трения (SRV) заставляет стальной шарик колебаться на диске, непрерывно регистрируя коэффициент трения. Частота испытаний, ход, температура, материал и форма образца могут варьироваться для имитации полевых условий. Предельная нагрузка при заедании является полезной мерой противозадирных и противозадирных свойств смазки.
Предельная нагрузка при заедании является полезной мерой противозадирных и противозадирных свойств смазки.
Срок службы смазки шарикоподшипников (ASTM D336 и D1741)
Были разработаны различные специальные испытания на срок службы шарикоподшипников при повышенных температурах для имитации автомобильных колесных подшипников, подшипников электродвигателей, военных частей и другого оборудования. ASTM D3336 эксплуатирует смазанные шарикоподшипники 204 (диаметр 20 мм) при 10 000 об/мин при повышенной температуре либо до отказа, либо до указанного времени работы.
Результаты при таких высоких скоростях и температурах могут ввести в заблуждение: недостаточный слив масла или чрезмерное выделение каналов могут привести к преждевременному выходу из строя долговременной смазки NLGI Grade 3, которая в противном случае была бы идеальной для уплотнений и низкоскоростных подшипников.
ASTM D1741 использует шариковый подшипник 306 (диаметр 30 мм) при 3600 об/мин для оценки срока службы смазки при 125°C (257°F) для подшипников электродвигателей и аналогичных промышленных применений. Срок службы 10 000 часов можно ожидать при использовании литиевых и полимочевинных смазок класса 2 премиум-класса.
Срок службы 10 000 часов можно ожидать при использовании литиевых и полимочевинных смазок класса 2 премиум-класса.
Выбор согласованности
Жесткость смазки является основным фактором при выборе смазки. Он измеряется по глубине стандартного конуса, погруженного в смазку при температуре 25°C (77°F) после 60 ходов плунжера из перфорированной стальной пластины (ASTM D217).
Это обработанное проникновение является основой для классификации консистенции в таблице 1, разработанной Национальным институтом смазочных материалов (NLGI). Также указаны приблизительный предел текучести и соответствующая высота самонесущей нагрузки, ожидаемые для смазки в каждом диапазоне проникновения.
Три самых мягких сорта смазки — 000, 00 и 0 — являются полужидкими при комнатной температуре. Их применение ограничено централизованными системами смазки и многорядными коническими роликоподшипниками, коробками передач и подобными устройствами, чтобы свести к минимуму утечку смазки, обеспечивая при этом готовый поток для обновления пленок смазки.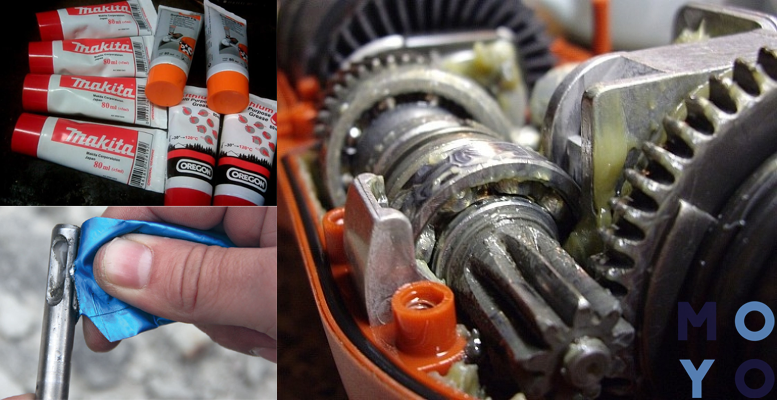 С другой стороны, сорта 5 и 6 представляют собой смазки для твердого кирпича, которые иногда используются в виде блоков для таких применений, как коробки подшипников скольжения в вагонетках печей и бумагоделательных машинах.
С другой стороны, сорта 5 и 6 представляют собой смазки для твердого кирпича, которые иногда используются в виде блоков для таких применений, как коробки подшипников скольжения в вагонетках печей и бумагоделательных машинах.
Наиболее распространены смазки Grade 2. Они мягкие и маслянистые, чтобы обеспечить потребности в смазке большинства подшипников, но при этом обладают достаточной жесткостью, чтобы избежать механического взбалтывания, которое может разрушить их гелевую структуру. Более жесткая смазка класса 3 используется во многих предварительно набитых шарикоподшипниках с двойным уплотнением, где смазка удерживается в непосредственной близости от перемешивающего действия комплекта шариков.
Этот сорт также используется в больших подшипниках, где глубина поддерживаемой смазки превышает 13 см (1,2 дюйма) и когда возникает вибрация. В больших полостях для смазки смазка класса 2 имеет тенденцию скапливаться во вращающемся шаровом или роликовом узле, вызывая взбалтывание и механическое разрушение структуры смазочного геля.
Кажущаяся вязкость смазки при низких скоростях сдвига ниже 10 с-1 (разделительный зазор в дюймах, деленный на скорость поверхности в дюймах/секунду) приблизительно равна значению текучести, деленному на скорость сдвига. Эта кажущаяся вязкость быстро падает по мере увеличения скорости сдвига примерно до 1000 с-1. Тогда статически жесткая смазка имеет кажущуюся вязкость, примерно в 1,5-2 раза превышающую вязкость базового масла в шариковых и роликовых подшипниках, где скорость сдвига достигает 1 000 000 с-1.
Факторы срока службы пластичной смазки
В течение продолжительного периода эксплуатации содержание масла в смазке медленно рассеивается за счет ползучести, испарения и окисления. По мере высыхания смазка затвердевает и темнеет с потерей смазывающей способности.
Для продления срока службы в премиальных и многоцелевых смазках наряду с их обычным ингибитором коррозии необходим ингибитор окисления. Обычные противоизносные и противозадирные присадки в этих смазках значительно сокращают срок службы при окислении и, соответственно, требуют более частого повторного смазывания в шариковых и роликовых подшипниках.
Прежде чем использовать пластичную смазку для общего использования, необходимо провести пробные испытания в реальных условиях. Эти испытания должны проводиться в тяжелых условиях, включая высокую температуру, водяные брызги, чрезмерное уплотнение в подшипнике или смешивание с существующей смазкой.
Высокая потеря мощности, сильное повышение температуры, утечка, износ или шумная работа указывают на неадекватную работу. Во время эксплуатации периодические проверки на предмет высыхания смазки, повышенной кислотности или потемнения цвета должны вызывать вопросы относительно долговечности.
Шариковые и роликовые подшипники
Срок службы консистентных смазок премиум-класса для шарикоподшипников в умеренных условиях эксплуатации с температурой до 70°C обычно составляет от 40 000 до 45 000 часов с 10 процентами отказов. В течение этого периода примерно половина первоначального содержания масла в смазке теряется, что приводит к необходимости замены смазки, поскольку трение и шум в подшипнике медленно увеличиваются по мере приближения выхода из строя. Для максимальной надежности интервал повторной смазки должен быть сокращен примерно до половины этого времени.
Для максимальной надежности интервал повторной смазки должен быть сокращен примерно до половины этого времени.
При температуре подшипника выше 70°C (158°F) срок службы смазки (L) в часах имеет тенденцию к снижению в 1,5 раза на каждые 10°C (18°F) увеличения по следующей схеме, также показанной на рис. 11: 3:
Лог L = -2,60 + 2450/(273 + С)
Срок службы подшипника при любой температуре также падает примерно вдвое по сравнению с уравнением 1, поскольку коэффициент скорости DN подшипника (мм диаметра отверстия подшипника «D» × обороты вала «N») увеличивается до диапазона от 250 000 до 300 000. При превышении этой «предельной скорости» консистентной смазки центробежный сброс смазки с поверхностей подшипников и необходимость более быстрого пополнения смазочной пленки на контактных поверхностях приводят к неустойчивой работе и короткому сроку службы.
Подшипники скольжения и другие контакты скольжения
Консистентная смазка для тяжелых условий эксплуатации используется для штифтов, втулок, контактов скольжения, а также подшипников скольжения, испытывающих ударные нагрузки, частые пуски и остановки или изменение направления. В таких случаях смазка обеспечивает более толстую смазочную пленку, чем масло, и защищает от износа при граничной смазке.
В таких случаях смазка обеспечивает более толстую смазочную пленку, чем масло, и защищает от износа при граничной смазке.
Обычно используется пластичная смазка класса 2 с вязкостью базового масла в диапазоне от 150 до 220 сСт при 40°C (104°F). Базовые масла с более высокой вязкостью, противозадирные присадки и твердые присадки используются при низких скоростях, высоких нагрузках и высоких температурах.
Смазка, используемая в подшипнике скольжения, должна периодически пополняться. Частота, необходимая для повторного смазывания, зависит от смазывающей способности смазки, ее термической стабильности и скорости образования продуктов износа. Температура подшипника оказывает наибольшее влияние на срок службы смазки. Как и в случае шарикоподшипников, более высокие температуры увеличивают скорость потери масла из структуры смазки в результате окисления, утечки и испарения.
При высыхании смазка густеет и теряет способность распределяться в подшипнике и пополнять граничные пленки. На рис. 1 показано рекомендуемое время непрерывной работы для таких устройств, как подшипники скольжения в сельскохозяйственных и строительных машинах, в зависимости от температуры подшипника.4
На рис. 1 показано рекомендуемое время непрерывной работы для таких устройств, как подшипники скольжения в сельскохозяйственных и строительных машинах, в зависимости от температуры подшипника.4
Еще одной проблемой тяжелонагруженных строительных машин является их колебательный характер работы – состояние, которое может быть более тяжелым, чем непрерывные однонаправленные скорости, типичные для большинства машин. Здесь могут возникнуть проблемы с истиранием или истиранием. Эксперименты показывают, что коэффициент трения может внезапно увеличиться после нескольких циклов без предупреждения.
Компьютерное моделирование методом конечных элементов и лабораторные эксперименты показывают, что после нескольких циклов контактная температура может внезапно увеличиться до значений, превышающих значения, при которых становится неизбежным разрушение из-за задира или заклинивания. Внезапное увеличение может быть вызвано износом защитного слоя, попаданием частиц износа в контакт или внезапным изменением внешних источников, таких как удар.
Колебательные скорости при низких амплитудах и высокой частоте также могут ограничивать поступление смазки в контакт, вызывая фреттинг-отказ, а также ложное бринеллирование.
В то время как консистентная смазка нецелесообразна при поверхностной скорости от 10 до 20 футов/мин, этот предел расширяется за счет систем непрерывной подачи, использующих полужидкие марки NLGI 00, 0 или 1. Как правило, количество смазки, достаточное для покрытия поверхности контакта слоем смазки толщиной 0,07 мм (0,003 дюйма) каждый час, должно быть достаточным.
Каталожные номера
1. М.М. Хонсари и Э. Р. Бусер. Прикладная трибология, проектирование и смазка подшипников . Wiley Book Co. 2001.
2. «Пошаговый подбор смазки». Журнал смазки машин . сент.-окт. 2005.
3. Э. Р. Бузер. «Жизнь масел и смазок». Справочник по трибологии . п. 1018-1028, CRC Press. 1997.
4. В.А. Глейзер, К.Ф. Дюфран. «Новые методы проектирования подшипников скольжения с пограничной смазкой». Конструкция машины . п. 207-213. 6 апреля 1978 г.
Конструкция машины . п. 207-213. 6 апреля 1978 г.
Об авторе
Об авторе
Смазать или потерять
Рисунок 1Объект
Многие переменные влияют на износ инструмента при штамповке. Вот лишь некоторые из них:
- Смазочные свойства.
- Нанесение смазочных материалов и контроль.
- Материал.
- Инструменты.
Свойства смазки
В большинстве операций по обработке металлов давлением смазочные материалы используются для защиты инструментов и деталей от чрезмерного износа, вызванного задирами, царапинами, задирами, сваркой и истиранием.
Смазочные материалы действуют путем образования смазочных пленок между двумя поверхностями скольжения, находящимися в контакте друг с другом. Когда эти металлические поверхности рассматриваются под увеличением, пики и впадины становятся очевидными даже на тонко отшлифованных поверхностях.
Смазочная пленка должна предотвращать повреждение сопрягаемой поверхности неровностями (пиками) на двух поверхностях, находящихся в скользящем контакте друг с другом. В штампах для штамповки металла это обычно достигается смешанной пленочной смазкой. Некоторые области матрицы находятся в гидродинамической или полнопленочной смазке; другие области работают в условиях граничной пленки; а самые сложные станции высокого давления иногда работают с химическими противозадирными (EP) пленками.
При гидродинамической или полнопленочной смазке две поверхности полностью разделены пленкой жидкости без контакта между неровностями. Это условие может измениться при изменении скорости в режимах пуска и останова или если давление и температура превышают прочность пленки смазки.
В этой точке неровности могут соприкасаться, поэтому требуется смазка граничной пленки. Некоторые присадки добавляются в смазочные материалы для обработки металлов давлением, чтобы обеспечить граничную пленочную смазку. Добавки адсорбируются на поверхности металла и предотвращают повреждение сопрягаемых поверхностей неровностями.
Добавки адсорбируются на поверхности металла и предотвращают повреждение сопрягаемых поверхностей неровностями.
Сотни различных присадок различной химической прочности, форм и классов качества используются для обеспечения граничной пленочной смазки. Эти добавки включают сложные эфиры, мыла, жирные кислоты, полимеры, животные жиры, растительные масла и рыбий жир.
Граничные смазки работают до определенной температуры и давления, затем граничная присадка разрушается и металл контактирует с металлом. Рабочая температура зависит от типа и количества используемой добавки и ее взаимодействия с другими добавками.
В этом месте требуется противозадирная смазка. Три противозадирные присадки, используемые в смазочных материалах для обработки металлов давлением, представляют собой соединения хлора, серы и фосфора. Эти соединения образуют химическую пленку, которая снижает коэффициент трения и предотвращает повреждения. Эта пленка эффективна в определенном диапазоне температур, в зависимости от того, какое из трех противозадирных соединений используется.
Доступно множество добавок с использованием этих трех элементов, вступающих в реакцию с широким выбором субстратов. Разработчики рецептур смазочных материалов могут выбирать из множества граничных и противозадирных присадок для разработки смазочных материалов для защиты поверхностей скольжения в диапазоне температур и давлений.
При штамповке обычно используются четыре семейства химических смазочных материалов, и в каждом семействе химических веществ доступны тысячи составов. Как правило, семейства смазочных материалов можно классифицировать от самых тяжелых условий эксплуатации (в том, что касается защиты инструмента) до самых легких условий эксплуатации следующим образом:
- Комбинированные масла (для самых тяжелых условий эксплуатации)
- Макроэмульсии (растворимые масла)
- Химические растворы (синтетика)
- Исчезающие масла (для самых легких условий эксплуатации)
Порядок в этом списке становится обратным, когда эти химические группы оцениваются для простоты использовать в производстве. Тогда лучшим выбором становятся исчезающие масла, потому что они испаряются и не оставляют следов, а затем химические растворы, потому что их легко чистить и использовать во вторичных операциях. Затем идут макроэмульсии и компаундированные масла.
Тогда лучшим выбором становятся исчезающие масла, потому что они испаряются и не оставляют следов, а затем химические растворы, потому что их легко чистить и использовать во вторичных операциях. Затем идут макроэмульсии и компаундированные масла.
Проблемы износа инструмента при стандартных операциях штамповки обычных металлов могут быть решены путем использования продукта для более тяжелых условий эксплуатации в том же семействе химических веществ или перехода на семейство для более тяжелых условий эксплуатации, например, от макроэмульсии до компаундированного масла.
Уменьшение износа инструмента и увеличение срока службы штампа в более сложных операциях формовки и волочения, при более высоких скоростях, при больших объемах производства и при работе с прочными материалами обычно требуют совместных инженерных усилий производителя смазочного материала и пользователя.
Как правило, химик-разработчик и технический персонал должны оценивать более одной комбинации добавок и уровней обработки для получения точек данных. Затем эта информация используется для рекомендации наилучшего смазочного материала с точки зрения производительности и стоимости.
Затем эта информация используется для рекомендации наилучшего смазочного материала с точки зрения производительности и стоимости.
Применение и контроль смазочных материалов
Даже самая качественная смазка не предотвратит износ инструмента, если она не попадет на инструмент, когда это необходимо. Физические характеристики смазки и операции обработки металлов давлением определяют используемый метод нанесения.
Пять наиболее часто используемых систем нанесения:
- Роликовая установка для нанесения покрытий.
- Капельный.
- Безвоздушное распыление.
- Микрометрический туман.
- Циркуляционный поток.
Ниже приведены примеры этих методов нанесения.
Износ инструмента может быть уменьшен в сложных операциях трансферного пресса, в которых используются водорастворимые системы заливки, путем нанесения с помощью роликового устройства для нанесения покрытий или капельным методом высоковязкого компаундированного масла типа EP на заготовку, поступающую в пресс-форму. Смешанное масло снижает износ инструмента на натяжных кольцах на станциях каплеобразования.
Смешанное масло снижает износ инструмента на натяжных кольцах на станциях каплеобразования.
Простым и эффективным способом увеличения срока службы инструмента на пробивном и перфорационном оборудовании является смазывание нижней части полосы. Износ пуансона происходит на обратном ходе, после того как пуансон прорывается и металл пружинит обратно на пуансон. Использование роликового устройства для нанесения покрытий или системы распыления для нанесения смазки на нижнюю часть полосы позволяет пуансону повторно смазывать себя перед возвратом.
Системы безвоздушного распыления подходят для нанесения смазочных материалов на прогрессивные штампы или инструменты для переноса. Их можно активировать для нанесения смазки на верхнюю или нижнюю часть ложи или только на станцию или инструмент, которые в этом нуждаются. Этот метод нанесения помогает увеличить срок службы выдавливающих пуансонов, калибровочного инструмента, стружечных пуансонов и встроенных метчиков.
Деталь, показанная на рис. 1 (вместе с изношенным экструзионным пуансоном), была обработана валковым нанесением тяжелого компаундированного масла. Масло выдавливалось из пуансона, и пуансон заедал, в конце концов заварился и сломался в выдавленном отверстии.
1 (вместе с изношенным экструзионным пуансоном), была обработана валковым нанесением тяжелого компаундированного масла. Масло выдавливалось из пуансона, и пуансон заедал, в конце концов заварился и сломался в выдавленном отверстии.
На эту станцию методом безвоздушного распыления было нанесено маловязкое компаундированное масло с присадками для граничной пленки, обеспечивающими хорошее проникновение и противозадирную присадку. Новая смазка проникла в экструзионный пуансон и обеспечила достаточную смазку для обратного хода.
Современные системы распыления с микрометрическим распылением подходят для нанесения смазочных материалов на высокоскоростные штампы для штамповки узкого материала. Контролируемое тонкое покрытие смазкой может быть нанесено на верхнюю и нижнюю часть полосы. Потеря смазки даже на несколько минут на высокоскоростной штамповочной матрице может привести к повреждению инструмента на тысячи долларов. Датчики могут быть встроены в систему смазки для автоматического отключения пресса в случае падения давления или низкого уровня жидкости.
Чистота смазочных материалов, используемых в рециркуляционных системах затопления, имеет большое значение. Металлические штампы для штамповки генерируют металлические частицы и оксиды металлов. Если оставить их накапливаться в жидкости, эти абразивные частицы и оксиды рециркулируют обратно в инструмент, что приводит к износу абразивного инструмента. Большинство рециркулируемых смазочных материалов должны быть отфильтрованы с размером частиц от 15 до 25 микрон.
Необходимо установить контроль для водорасширяемых смазочных материалов, чтобы обеспечить стабильный срок службы и производительность инструмента. В рециркуляционных системах изменяется концентрация смазок на водной основе, а стабильность эмульсии может быть ослаблена рядом факторов, в том числе микробами и солями жесткой воды. Если их не остановить, эти изменения могут повлиять на износ инструмента и общую производительность жидкости.
Многие продукты можно контролировать с помощью двух простых тестов: проверки рН с помощью индикаторной бумаги или ручного рН-метра и проверки концентрации с помощью рефрактометра. Контроль рециркуляционных жидкостей, резервуаров с премиксами и восстановленных смазочных материалов может быть установлен с помощью контрольного листа.
Контроль рециркуляционных жидкостей, резервуаров с премиксами и восстановленных смазочных материалов может быть установлен с помощью контрольного листа.
Материалы
Материал, поступающий в инструмент, должен быть проверен на наличие грязи, окалины, ржавчины, песка от операций полировки, копоти от отжига и других видов загрязнения, которые могут способствовать износу инструмента.
Когда на склад поступает тяжелое масло, смазка должна работать на этой поверхности масла. Это может быть проблемой для безмасляных химических растворов, потому что эти продукты должны достигать поверхности металла, чтобы обеспечить смазку, но имеют тенденцию всплывать с масляной поверхности. Роликовая установка для нанесения покрытий помогает нанести химический раствор через масляное покрытие.
Некоторые материалы образуют частицы или оксиды при обработке в штампах. Смазочные материалы с хорошими промывающими и проникающими свойствами могут помочь предотвратить накопление этих абразивных частиц и оксидов на инструментах. Системы распыления также помогают содержать инструмент в чистоте.
Системы распыления также помогают содержать инструмент в чистоте.
Эмпирическое правило заключается в том, чтобы металлические штампы работали как можно холоднее. Это верно для всех сталей, алюминия и желтых металлов.
Исключением из этого правила являются некоторые марки нержавеющей стали, которые быстро твердеют при нагартовании, например, 302 и 304.
Когда эти сплавы обрабатываются водорасширяемыми смазками, деталь охлаждается после каждого перемещения инструмента, что приводит к упрочнению детали и ускоренному износу инструмента. Эти сплавы должны работать с компаундированными маслами типа EP, которые могут работать при очень высоких температурах. Получение масла и штамповки до температуры и поддержание детали в горячем состоянии помогает уменьшить деформационное упрочнение.
Инструментальная оснастка
Несоосность или отклонение пресса или оснастки может привести к износу инструмента, который иногда невозможно предотвратить с помощью смазочных материалов. Пресс-штанга должна быть параллельна спереди назад и из стороны в сторону, а матрица должна быть установлена в прессе так, чтобы усилие для изготовления детали было сосредоточено под рамой.
Пресс-штанга должна быть параллельна спереди назад и из стороны в сторону, а матрица должна быть установлена в прессе так, чтобы усилие для изготовления детали было сосредоточено под рамой.
Матрица должна быть жесткой, начиная с опорной пластины и заканчивая набором и компонентами матрицы. Это особенно важно при работе с высокопрочным материалом.
При штамповке по рельсам рельсы должны быть расположены правильно, чтобы предотвратить отклонение, а штамп должен быть промаркирован таким образом, чтобы рельсы каждый раз располагались одинаково. Нередко очень большие штампы имеют изношенные направляющие штифты, что может привести к смещению верхнего и нижнего штампов.
Истирание или износ инструмента только на одной стороне штампа иногда можно исправить, вставив инструмент внутрь. После ослабления верхнего штампа оператор использует формируемый материал для центрирования штампа, а затем фиксирует штамп на месте.
Материал инструмента всегда должен отличаться от обрабатываемого металла, чтобы облегчить смазку и продлить срок службы инструмента.