Капитальный ремонт токарного станка с ЧПУ 16А20Ф3
Токарный станок с ЧПУ 16А20Ф3 предназначен для токарной обработки деталей типа тел вращения в замкнутом полуавтоматическом цикле. Станок предназначен для токарной обработки наружных (диаметром до 400 мм) и внутренних поверхностей деталей (длиной до 1000 мм) со ступенчатым и криволинейным профилем в осевом сечении.
Станок оснащается системой ЧПУ NC-201M (Балт-Систем). Обеспечивает движение формообразования (число одновременно управляемых координат равно двум), изменение значений подач, переключение частот вращения шпинделя, индексацию резцовой головки и нарезание резьбы по программе. Станки 16А20Ф3 могут комплектоваться съемными инструментальными головками с 6, 8 и 12 позиционными резцедержателями с горизонтальной осью поворота.
Высокопрочная станина, выполненная литьем из чугуна марки СЧ20 с термообработанными шлифованными направляющими обеспечивают длительный срок службы и повышенную точность обработки.
 Привод главного движения, включающий главный двигатель 11кВт и шпиндельную бабку обеспечивает наибольший крутящий момент до 800 Нм. Высокоточный шпиндель с отверстием 55мм (по заказу 64 мм), позволяющий обрабатывать детали из пруткового материала, зона обработки может быть оснащена как линейной накладкой, так и револьверной головкой. Надежная защита шарико-винтовых пар обеспечивает долговечность работы механизмов перемещения по координатам X и Z. Станок оснащается системами ЧПУ и электроприводами, как отечественного производства, так и производства зарубежных фирм.
Привод главного движения, включающий главный двигатель 11кВт и шпиндельную бабку обеспечивает наибольший крутящий момент до 800 Нм. Высокоточный шпиндель с отверстием 55мм (по заказу 64 мм), позволяющий обрабатывать детали из пруткового материала, зона обработки может быть оснащена как линейной накладкой, так и револьверной головкой. Надежная защита шарико-винтовых пар обеспечивает долговечность работы механизмов перемещения по координатам X и Z. Станок оснащается системами ЧПУ и электроприводами, как отечественного производства, так и производства зарубежных фирм.|
Общий вид станка |
Общий вид станка |
Вид с торца |
|---|
|
Автоматическая 8-и позиционная головка |
Электроавтоматика |
Электроавтоматика |
|---|
|
Станок до ремонта |
Станок до ремонта |
Станок до ремонта |
|---|
| Технические характеристики станка 16А20Ф3 | Параметры |
|---|---|
| Наибольший диаметр, изделия, устанавливаемого над станиной, мм |
500 |
| Наибольший диаметр обрабатываемого изделия над станиной, мм |
320 |
| Наибольший диаметр, обрабатываемого изделия над суппортом, мм |
200 |
| Наибольшая длинна, устанавливаемого изделия в центрах, мм |
1000 |
| Наибольшая длина, обрабатываемого изделия при 8-ми позиционной головке, мм |
750 |
| Диаметр отверстия в шпинделе, мм |
55 |
| Наибольший ход суппорта, поперечный, мм |
210 |
| Наибольший ход суппорта, продольный, мм |
905 |
| Максимальная скорость быстрых перемещений, продольных, мм/мин |
15000 +-6% |
| Максимальная скорость быстрых перемещений, поперечных, мм/мин |
7500 +-6% |
| Пределы частот вращения шпинделя, об/мин |
20. ….2500 ….2500 |
| Количество одновременно управляемых координат |
2 |
| Точность позиционирования, мм |
0,01 |
| Повторяемость, мм |
0,03 |
| Минимальная скорость рабочей подачи, продольной, мм/мин |
10 |
| Минимальная скорость рабочей подачи, поперечной, мм/мин |
5 |
| Количество позиций инструментальной головки |
8 |
| Мощность электродвигателя главного движения, кВт (номинальная) |
11 |
| Суммарная мощность всех электродвигателей, кВт |
21,4 |
| Габаритные размеры без шкафа ЧПУ |
|
| (ДхД (с транспортером стружкоудаления)хШхВ), мм |
3700х5160х3000х2100 |
| Масса станка (без ЧПУ и транспортера стружкоудаления), кг |
4100 |
- < Назад
- Вперёд >
16А20Ф3 Станок токарный патронно центровой с числовым программным управлением (ЧПУ).
 Паспорт, схемы, характеристики, описание
Паспорт, схемы, характеристики, описаниеСтанок 16А20Ф3 используется для тонкой обработки деталей типа тел вращения в замкнутом полуавтоматическом цикле.
Комплектация электро-, гидро-, пневмооборудования, тип управляющей системы и приводов выбирается по согласованию с заказчиком.
В качестве двигателей главного движения используются асинхронными двигателями с частотным регулированием. Программа перемещений инструмента, управление главным приводом и вспомогательные команды вводятся в память системы управления с клавиатуры пульта оператора, а так же с кассеты внешней памяти и могут корректироваться с пульта оператора УЧПУ с визуализацией на панели цифровой индикации. Станок 16А20Ф3 оснащен транспортером стружкоудаления, обеспечивающим свободный ход стружки. Станок может выпускаться в специальном и специализированном исполнении. Область применения станка 16А20Ф3: мелкосерийное и серийное производство.
Техническая характеристика станка 16А20Ф3
| Наибольший диаметр заготовки, устанавливаемой над станиной, мм | 500 |
| Наибольший диаметр заготовки, обрабатываемой над станиной, мм | 320 |
| Наибольший диаметр заготовки, обрабатываемой над суппортом, мм | 200 |
| Наибольшая длина обрабатываемой заготовки, мм: при 6-позиционной инструментальной головке при 8-позиционной инструментальной головке при 12-позиционной инструментальной головке | 900 750 850 |
| Наибольшая длина заготовки, устанавливаемой в центрах, мм | 1000 |
| Диаметр цилиндрического отверстия в шпинделе, мм | 55 |
| Количество управляемых /одновременно управляемых координат | 2/2 |
| Дискретность задания перемещений, мм | 0,001 |
| Наибольший ход суппорта, мм: продольный / поперечный | 905 / 210 |
| Пределы частот вращения шпинделя, об/мин | 20…2500 |
| Максимальная рекомендуемая скорость рабочей подачи, мм/мин: продольной поперечной | 2000 1000 |
| Максимальная скорость быстрых перемещений , мм/мин: продольных поперечных | 15000 7500 |
| Количество позиций инструментальной головки | 8 (6 или 12 по заказу) |
| Мощность главного привода, кВт | 11 |
| Габариты станка (*-с транспортером стружкоудаления), мм | 3700 (5160*) х 2260 х 1650 |
| Масса станка (без транспортера стружкоудаления), кг | 4000 |
Сведения о производителе токарного станка с ЧПУ 16А20Ф3
Производитель токарного станка с ЧПУ 16А20Ф3 — Московский станкостроительный им. А.И. Ефремова, основанный в 1857 году.
А.И. Ефремова, основанный в 1857 году.
Первые универсальные токарно-винторезные станки с коробкой скоростей впервые в СССР начали выпускаться на Московском станкостроительном им. А.И. Ефремова в 1932 году и получили наименование ДИП-200, ДИП-300, ДИП-400, ДИП-500 ( ДИП
— Догнать И Перегнать), где 200, 300, 400, 500 — высота центров над станиной.
По мере совершенствования конструкции станков завод выпускал все более современные модели — 1А62, 1К62, 16К20, МК6056.
Станки, выпускаемые Московским станкостроительным заводом Красный пролетарий, КП
- 1А62
— станок токарно-винторезный универсальный Ø 400 - 1К62
— станок токарно-винторезный универсальный Ø 400 - 1К62Б
— станок токарно-винторезный универсальный повышенной точности Ø 400 - 1К282
— станок токарный восьмишпиндельный вертикальный Ø 250 - 1К620
— станок токарно-винторезный универсальный с вариатором Ø 400 - 1К625
— станок токарно-винторезный облегченный с повышенной линией центров Ø 500 - 16А20Ф3
— станок токарный с ЧПУ Ø 400 - 16Б20П
— станок токарно-винторезный повышенной точности Ø 400 - 16К20
— станок токарно-винторезный универсальный Ø 400 - 16К20М
— станок токарно-винторезный механизированный Ø 400 - 16К20П
— станок токарно-винторезный повышенной точности Ø 400 - 16К20Ф3
— станок токарный с ЧПУ Ø 400 - 16К20Ф3С32
— станок токарный с ЧПУ Ø 400 - 16К20Т1
— станок токарный с оперативным управлением Ø 500 - 16К25
— станок токарно-винторезный облегченный с повышенной линией центров Ø 500 - 162
— станок токарно-винторезный универсальный Ø 420 - 1730
— станок токарный многорезцовый копировальный полуатомат Ø 410 - ДИП-40 (1Д64)
— станок токарно-винторезный универсальный Ø 800 - ДИП-50 (1Д65)
— станок токарно-винторезный универсальный Ø 1000 - ДИП-200
— станок токарно-винторезный универсальный Ø 400 - ДИП-300
— станок токарно-винторезный универсальный Ø 630 - ДИП-400
— станок токарно-винторезный универсальный Ø 800 - ДИП-500
— станок токарно-винторезный универсальный Ø 1000 - МК6046, МК6047, МК6048
— станок токарно-винторезный универсальный Ø 500 - МК6056, МК6057, МК6058
— станок токарно-винторезный универсальный Ø 500 - МК-3002
— станок токарный настольный Ø 220
Схема электрическая станка 16А20Ф3С39 с ЧПУ НЦ-31
Ниже приводится эскиз одной страницы схемы электрической принципиальной токарно-винторезного станка 16А20Ф3С39.
Скачать бесплатно схему электрическую принципиальную токарно-винторезного станка 16А20Ф3С39 в хорошем качестве можно по ссылке расположенной ниже.
Скачать документацию по электроприводам на токарно-винторезный станок 16А20Ф3С39 в хорошем качестве можно по ссылке расположенной ниже.
Общий вид токарного станка с ЧПУ 16А20Ф3
Фото токарного станка с ЧПУ 16а20ф3
Фото токарного станка с ЧПУ 16а20ф3
Фото токарного станка с ЧПУ 16а20ф3
Фото токарного станка с ЧПУ 16а20ф3
Назначение и область применения
Токарный патронно-центровой станок с ЧПУ 16А20Ф3 предназначен для наружной и внутренней обработки средних по размеру заготовок диаметром до 400 мм и длиной 1000 мм. На оборудовании вытачивается ступенчатый и криволинейный профиль со смещением относительно оси вращения. Весь цикл обработки проходит в автоматическом режиме.
Модель 16А20Ф3 выполняет наружную и внутреннюю обработку:
- точение цилиндрических поверхностей в одной оси и со смещением;
- элементы, имеющие конические, сферические и другие сложные профили;
- сверление по торцу и радиусу;
- расточку;
- нарезку резьбы.


Патронно-центровой станок с ЧПУ 16А20Ф3 предназначен для чистовой обработки сложнопрофильных деталей. На нем производят коленвалы, шатуны, серьги и другие изделия единичные и большими партиями.
Узнайте, чем так хорош универсальный токарно-карусельный станок 1516.
Расположение составных частей станка 16А20Ф3
Расположение основных узлов станка 16а20ф3
Расположение основных узлов станка 16а20ф3
| # | Наименование | Обозначение | ||
| 16А20Ф3С15 | 16А20Ф3С32 | 16А20Ф3С39 | ||
| 1 | Основание с транспортером стружкоудаления | 16К20Ф.013000.000 | ||
| 2 | Станина | 16К20Т1.010000.000 | ||
| 3 | Суппортная группа | 16К20Т1.054000.000 | ||
| 4 | Передача ВГК продольного перемещения | 16К20Т1. 159000.000 159000.000 | ||
| 5 | Опора левая винта продольного перемещения | 16К20Т1.072000.000 | ||
| 6 | Патрон механизированный с электромеханическим приводом | 16К20Ф.092000.000 | ||
| 7 | Ограждение неподвижное | 16А20Ф3.268000.000 | ||
| 8 | Ограждение подвижное | 16А20Ф3.265000.000 | ||
| 9 | Бабка шпиндельная | 16А20Ф3.025000.000 | ||
| 10 | Шкаф управления для станка | 16А20ФЗ.180000 | 16А20Ф3.447000 | 16А20ФЗ.192000 |
| 11 | Головка автоматическая 8-и позиционная | УГ9326.000000 | ||
| 12 | Ограждение суппортной группы | 16А20Ф3.267000.000 | ||
| 13 | Бабка задняя | 16А20Ф3.035000.000 | ||
| 14 | Электромеханический привод пиноли задней бабки | 16А20Ф3. 037000.000 037000.000 | ||
| 15 | Разводка коммуникаций | 16А20Ф3.112000.000 | ||
| 16 | Пульт управления станком | 16А20Ф3.513000 | 16А20Ф3.510000 | 16А20Ф3.509000 |
| 17 | Кронштейн пульта управления | 16А20Ф3.511000.000 | ||
| 18 | Опора правая продольного перемещения | 16К20Т1.073000.000 | ||
| 19 | Станция смазки шпиндельной бабки | 16К20Т1.241000.000 | ||
| 20 | Установка моторная | 16К20Т1.157000.000 | ||
| 21 | Ограждение задней зоны | |||
| 22 | Привод поперечного перемещения | 16K20Tl.486000.000 | ||
| 23 | Передача ВГК поперечного перемещения | 16К20Т1.158000.000 | ||
| 24 | Короб в составе узла | 16А20Ф3.447000.000 | ||
Расположение органов управления токарным станком 16А20Ф3
Расположение органов управления токарным станком 16а20ф3
Перечень органов управления токарным станком 16А20Ф3
- Панель управления станка
- Рукоятка установки диапазона частоты вращения шпинделя
- Рукоятка ручного перемещения (подвод — отвод) поперечного суппорта
- Панель контроля работы приводов Размер 2М-5-21
- Пульт управления работой станка
- Рукоятка зажима задней бабки на станке
- Панель управления транспортером стружкоудаления
- Рукоятка ручного перемещения (влево — вправо) продольной каретки
- Клавиатура УЧПУ
- Педаль управления подводом и отводом пиноли задней бабки (сдвоенная)
- Педаль управления зажимом и разжимом патрона (сдвоенная)
- БОСИ блок отображения символьной информации. Визуализация программы обработки, коррекции инструмента
- Рукоятка зажима пиноли задней бабки
 Визуализация программы обработки, коррекции инструмента
Визуализация программы обработки, коррекции инструментаКинематическая схема токарного станка с ЧПУ 16А20Ф3
Кинематическая схема токарного станка 16а20ф3
Кинематическая схема станка приведена на рис. 21. Кинематические схемы автоматической головки и транспортера стружкоудаления приведены в руководствах по эксплуатации на них.
Механизм главного движения станка
На станке установлена шпиндельная бабка 16А20Ф3.025. (рис. 22), имеющая три диапазона с соотношением 1,25:1; 1:2; 1:5,8; переключаемые вручную. Диапазон частот вращения и положения рукоятки указаны в табл. 18.
Допустимые значения дисбаланса при обработке изделия при различных частотах вращения приведены в табл. 19.
Значения мощности и крутящего момента на шпинделе при различных частотах вращения приведены в табл. 20.
Шпиндель станка смонтирован в коническом двухрядном и однорядном подшипниках. Подшипники регулируются на заводе-изготовителе станка и не требуют регулировки в процессе эксплуатации.
Регулировка положения оси шпиндельной бабки на станине производится двумя винтами (рис.23).
Смазка шпиндельной бабки осуществляется от станции смазки, смонтированной на основании станка. Для обеспечения возможности резьбонарезания на шпиндельной бабке устанавливается датчик резьбонарезания 1 (см. рис. 22). Для выборки зазора в зацеплении шестерен 2, 3 привода датчика следует повернуть эксцентриковый фланец 4.
В качестве привода главного движения используется частотнорегулируемый асинхронный электродвигатель с диапазоном регулирования с постоянной мощностью 1500…4500 об/мин (1000…3500 при двигателях постоянного тока производства Болгарии).
Передача вращения от электродвигателя на первый вал шпиндельной бабки осуществляется поликлиновым ремнем 2240Л20 с передаточным отношением 115:257 (160:257 в случае применения электродвигатель постоянного тока производства НРБ).
Основание станка представляет собой жесткую отливку. На основании устанавливаются станина, электродвигатель главного движения, станции смазки направляющих каретки и шпиндельной бабки. Используются основания двух типов:
Используются основания двух типов:
- с окном для схода стружки и проемом для установки транспортера стружкоудаления, который вводится с правой стороны;
- без окна, разделенное по вертикали в средней части сплошной перегородкой, в этом случае средняя часть основания служит сборником для стружки и СОЖ, отсек в нижней правой части основания служит резервуаром СОЖ, сзади с правой стороны основания установлен насос СОЖ.
Паспорт станка 16А20Ф3С39
Данное руководство по эксплуатации «Паспорт станка 16А20Ф3С39» содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации универсального токарно-винторезного станка 16А20Ф3. Содержание данной документации:
- ОБЩИЕ СВЕДЕНИЯ ОБ ОБОРУДОВАНИИ
- ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ И ХАРАКТЕРИСТИКИ
- КОМПЛЕКТНОСТЬ
- УКАЗАНИЯ МЕР БЕЗОПАСТНОСТИ
- СОСТАВ ОБОРУДОВАНИЯ
- ПОРЯДОК УСТАНОВКИ
- УСТРОЙСТВО И РАБОТА ОБОРУДОВАНИЯ И ЕГО СОСТАВНЫХ ЧАСТЕЙ
- ГИДРО- И ПНЕВМОСМАЗОЧНАЯ СИСТЕМА
- ПОРЯДОК РАБОТЫ
- УКАЗАНИЯ ПО ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ, ЭКСПЛУАТАЦИИ И РЕМОНТУ
- ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ ИХ УСТРАНЕНИЯ
- ОСОБЕННОСТИ РАЗБОРКИ И СБОРКИ ПРИ РЕМОНТЕ
- СВЕДЕНИЯ ПО ЗАПАСНЫМ ЧАСТЯМ
- ГАРАНТИИ ИЗГОТОВИТЕЛЯ
Скачать паспорт токарно-винторезного станка 16А20Ф3С39 (54 листа) в отличном качестве можно по ссылке расположенной ниже. Так как данный станок построен с использованием устройства ЧПУ НЦ-31, то в дополнению к этому паспорту необходима различная документация по УЧПУ НЦ-31.
Так как данный станок построен с использованием устройства ЧПУ НЦ-31, то в дополнению к этому паспорту необходима различная документация по УЧПУ НЦ-31.
16А20Ф3 Конструкция токарного станка
Станина станка
Станина станка имеет коробчатую форму с поперечными ребрами П-образного профиля, закаленные шлифованные направляющие. На станине станка устанавливаются: шпиндельная бабка, каретка, привод продольной подачи, задняя бабка.
Для базирования каретки на станине передняя направляющая имеет форму неравнобокой призмы, задняя направляющая — плоская. Задняя бабка базируется на станине по малой задней призматической направляющей и по плоскости на передней направляющей.
Привод продольного перемещения
Привод продольного перемещения (рис. 24, 25) включает шариковую передачу винт-гайка качения, опоры винта, приводной электродвигатель постоянного тока или асинхронный двигатель с частотным регулированием, а также датчик обратной связи, соединенные с винтом через муфты, на станках 16Л20ФЗС39 с приводом «Размер 2М-5-21» используется датчик, встроенный в асинхронный двигатель. В приводе предусмотрена дополнительная передача на валик ручного перемещения, используемый для перемещения каретки при окраске, консервации и расконсервации отключенного станка.
В приводе предусмотрена дополнительная передача на валик ручного перемещения, используемый для перемещения каретки при окраске, консервации и расконсервации отключенного станка.
Привод поперечного перемещения
Привод поперечного перемещения включает:
- шариковую передачу
- винт-гайка качения
- опору винта
- приводной электродвигатель постоянного тока или асинхронный с частотным регулированием
- датчик обратной связи, соединенные с винтом через муфты
На станках 16А20ФЗС39 с приводом «Размер 2М-5-21» используется датчик, встроенный в асинхронный электродвигатель. В приводе предусмотрена дополнительная передача на валик ручного перемещения суппорта при окраске, консервации или расконсервации отключенного станка.
На станках без датчика эта передача и валик, не устанавливаются, суппорт следует перемещать ключом за головку винта, ввернутого в торец винта поперечного перемещения.
Головка автоматическая универсальная
На станках используется 6-, 8- и 12-позиционная автоматическая универсальная головка с горизонтальной осью поворота с инструментальным диском на 6 радиальных и 3 осевых инструмента (6-позиционная) или на 8 блоков под радиальные или осевые инструменты (8-позиционная) или на 12 под радиальные инструменты и блоки под осевые инструменты, комбинируемые при наладке на деталь (12-позиционная). Описание головки см. в руководстве по эксплуатации на головку. Сверху D головке предусмотрен кран регулирования подачи СОЖ, поворачиваемый при наладке станка.
Описание головки см. в руководстве по эксплуатации на головку. Сверху D головке предусмотрен кран регулирования подачи СОЖ, поворачиваемый при наладке станка.
Задняя бабка
При помощи рукоятки 7, эксцентрикового вала 1, прижимной планки 4 и системы рычагов задняя бабка закрепляется на станине. Если рукоятка 7, отведенная в заднее положение, не обеспечивает достаточный прижим бабки к станине, то нужно посредством регулирования винтами 3 и 6 при отпущенных контргайках 2 и 5, изменяя положение прижимной планки 4, установить необходимое усилие прижима. Перемещение пиноли осуществляется приводом электромеханического перемещения пиноли от головки ЭМГ51.
Станки в исполнении для ГПМ оснащаются приводом перемещения пиноли с контролем положения пиноли, для этого на задней бабке установлены конечные выключатели, которые срабатывают при перемещении пиноли и дают сигналы о положении пиноли в автоматическом цикле работы станка с роботом.
При отсутствии или неправильной установке детали пиноль проходит рабочее положение, кулачок освобождает конечный выключатель, команда на продолжение автоматического цикла не выдается.
Кулачки управления конечными выключателями установлены на поворотном валике, соединенном с винтом перемещения пиноли через передачу червяк — косозубая шестерня и имеют возможность регулировки применительно к конкретной детали.
Кулачок положения «отвод» пиноли обычно не регулируется, кулачок «поджим» пиноли устанавливается так, чтобы конечный выключатель срабатывал на 2 мм до конца поджима детали. Допустимое осевое усилие на центр задней бабки — 10 кН (1000 кгс).
Ограждение — неподвижное, щитового типа со съемными щитками с задней стороны станка и переднее ограждение — подвижное с прозрачным экраном для наблюдения, закрывает зону резания.
С целью контроля положения ограждения установлены конечные выключатели, которые дают сигналы для работы станка в автоматическом цикле с роботом. В крайних положениях ограждения предусмотрено замедление перемещения.
Рекомендации по установке и использованию патронов
Для контроля положения тяги на передней бабке установлены на кронштейне 12 бесконтактные конечные выключатели 13, которые дают сигналы о положении подвижного кольца 11 и тяги привода кулачков патрона в автоматическом цикле работы станка с роботом.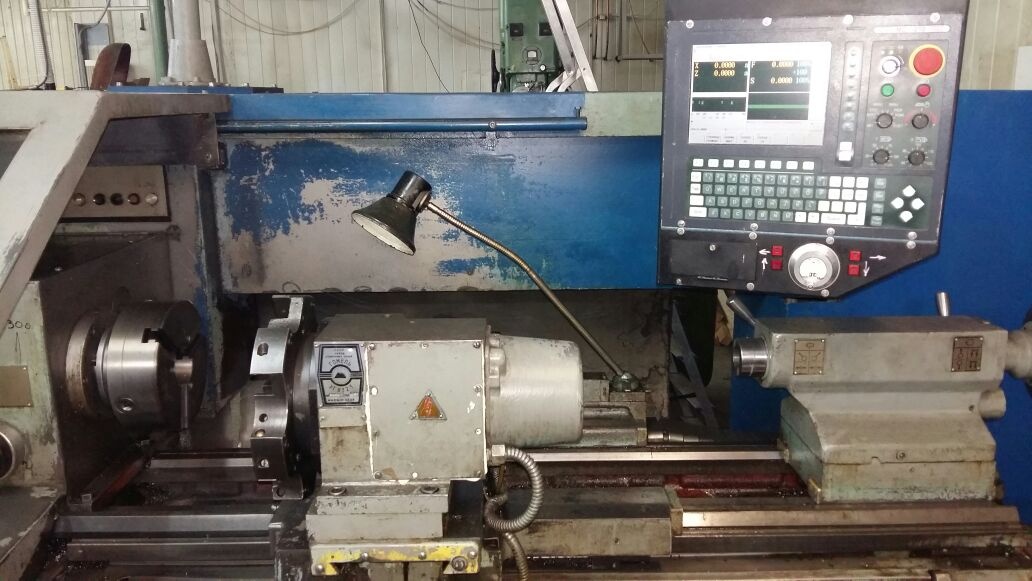
Моторная установка
Двигатель главного привода (асинхронный с частотным регулированием или постоянного тока) монтируется на плите (рис. 29), закрепляемой тремя винтами на основании станка. Для вертикального перемещения плиты при одевании и натяжении ремня используется тяга 3 с гайками 2.
Привод индикатора контакта
На станках в исполнении для встраивания в ГПМ по особому заказу устанавливается индикатор контакта типа БВ-427100 000-07. Индикатор 1 (рис. 30) закрепляется на поворотном кронштейне 2, поворачиваемом в горизонтальное рабочее или вертикальное отведенное положение рейкой-штоком 3 гидроцилиндра 4. Поворот рычага в рабочее положение ограничивается упором 5. Приход рычага в рабочее и отведенное положение контролируется бесконтактными электропереключателями. Сигнал, получаемый от индикатора контакта при касании о рабочую кромку инструмента, поступает в УЧПУ при работе в режиме с автоматической привязкой инструмента. При опускании рычага он откидывает подпружиненную поворотную дверцу 6, предохраняющую индикатор контакта от стружки при работе станка.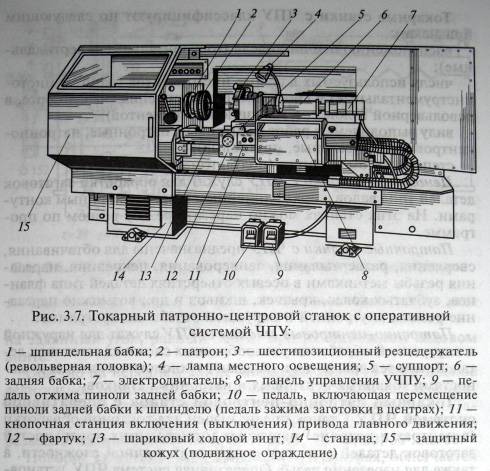 В зависимости от исполнения электросхемы станка вместо бесконтактных электропереключателей могут быть установлены микропереключатели серии МП-1000.
В зависимости от исполнения электросхемы станка вместо бесконтактных электропереключателей могут быть установлены микропереключатели серии МП-1000.
Суппортная группа
Конструкция суппортной группы отличается применением комбинированных поперечных направляющих — левой наклонной, правой — прямоугольной и покрытием рабочих поверхностей продольных направляющих каретки и поперечных направляющих суппорта антифрикционным составом, например, УП5221 производства НПО «Пластполимер» (г. Донецк Ворошиловградской области). Антифрикционное покрытие обеспечивает постоянство коэффициента трения при малых и высоких скоростях рабочих перемещений, что способствует повышению точности позиционирования и стабильности и точности обработки.
Пульт управления
Пульт управления смонтирован на поворотном кронштейне 5, закрепляемом на основании станка и поворачивается оператором при наладке станка в удобное для него положение, в зависимости от длины обрабатываемого изделия. На пульте смонтированы панели с органами управления станком, а также клавиатура УЧПУ (на откидной панели), вычислительный блок и оперативное запоминающее устройство внешней памяти УЧПУ «Электроника НЦ-31» или блок отображения символьной информации УЧПУ 2Р22 или УЧПУ МС2101. Органы управления на панелях (см. выше), работа с клавиатурой описана в сопроводительной документации на УЧПУ и инструкциях по программированию. При транспортировке станка, перерывах в работе, останове на обеденный перерыв и т. д., следует поднимать откидную панель в верхнее, закрытое положение и запирать ее на замок, предусмотренный в конструкции пульта. После отладки управляющей программы необходимо повернуть пульт и поворотный кронштейн в сторону от станка так, чтобы при отводе продольной каретки станка в крайнее правое положение и поперечного суппорта в крайнее отведенное положение суппорт и корпус автоматической головки не могли задеть о пульт управления.
Органы управления на панелях (см. выше), работа с клавиатурой описана в сопроводительной документации на УЧПУ и инструкциях по программированию. При транспортировке станка, перерывах в работе, останове на обеденный перерыв и т. д., следует поднимать откидную панель в верхнее, закрытое положение и запирать ее на замок, предусмотренный в конструкции пульта. После отладки управляющей программы необходимо повернуть пульт и поворотный кронштейн в сторону от станка так, чтобы при отводе продольной каретки станка в крайнее правое положение и поперечного суппорта в крайнее отведенное положение суппорт и корпус автоматической головки не могли задеть о пульт управления.
Конструкция машины, паспорт
Конструкция модели 16А20Ф3 имеет свои особенности. В комплект станка входят сменные инструментальные головки с поворотной осью и количеством резцедержателей 6, 8, 12. На высокой станине, отлитой из чугуна марки СЧ20 термообработанные направляющие повышенной износостойкости. По ним перемещается суппорт и задняя бабка.
Шпиндель получает крутящий момент от главного привода через коробку скоростей и зубчатое зацепление. На нем устанавливается патрон для крепления заготовки. При работе с прокатом, после отрезки готовой детали заготовка перемещается в рабочую зону автоматически.
Инструментальный диск имеет гнезда для нескольких резцов, в зависимости от модели. В продольном направлении он перемещается вместе с суппортом. Поперечное движение обеспечивается приводом, расположенным под корпусом револьверной головки. Коробка подач располагается в фартуке. Она имеет свой электропривод. Одновременно включается не более 2 перемещений.
Важно!
С целью безопасности все вращающиеся и движущиеся узлы имеют ограждения с концевыми выключателями. Станок не начнет работать, пока все щитки не займут свое место.
Паспорт токарного станка можно бесплатно скачать по ссылке – Паспорт токарного патронно-центрового станка с числовым программным управлением 16А20Ф3.
Технические характеристики станка 16А20Ф3
| Наименование параметра | 16К20Ф3С32 | 16А20Ф3С32 | 16А20Ф3С39 |
| Основные параметры станка | |||
| Обозначение системы ЧПУ | 2Р22 | 2Р22 | НЦ-31-02 |
| Наибольший диаметр обрабатываемого изделия над станиной, мм | 400 | 320 | 320 |
| Наибольший диаметр обрабатываемого изделия над суппортом, мм | 220 | 200 | 200 |
| Наибольший диаметр устанавливаемого изделия над станиной, мм | 500 | 500 | 500 |
| Диаметр отверстия в шпинделе, мм | 53 | 55 | 55 |
| Наибольшая длина изделия устанавливаемого в центрах (РМЦ), мм | 1000 | 1000 | 1000 |
| Наибольшая длина обрабатываемого изделия при числе позиций инструментальной головки (6, 8, 12), мм | 870 | 900,750,850 | 900,750,850 |
| Шпиндель | |||
| Мощность двигателя главного движения, кВт | 11 | 11 | 11 |
| Количество рабочих скоростей шпинделя | 22 | ||
| Пределы чисел оборотов шпинделя, об/мин | 12,5…2000 | 20…2500 | 20…2500 |
| Диапазон скоростей шпинделя, устанавливаемый вручную, об/мин | Ряд I — 12.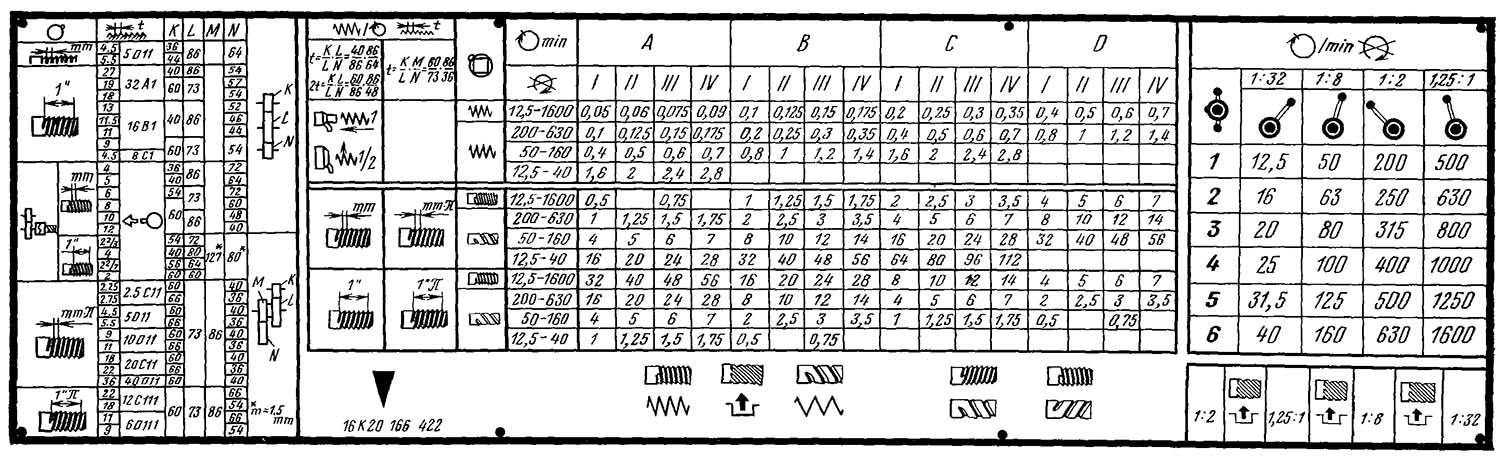 5..200 Ряд II — 50..800 Ряд III — 125..2000 5..200 Ряд II — 50..800 Ряд III — 125..2000 | Ряд I — 20…345 Ряд II — 60…1000 Ряд III — 145…2500 | Ряд I — 20…345 Ряд II — 60…1000 Ряд III — 145…2500 |
| Количество автоматически переключаемых скоростей | 9 | ||
| Диапазон автоматического переключения | 16 | ||
| Центр шпинделя передней бабки по ГОСТ 13214-67 | Морзе №6 | Морзе №6 | Морзе №6 |
| Центр пиноли задней бабки по ГОСТ 13214-67 | Морзе №5 | Морзе №5 | Морзе №5 |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К | 6К |
| Наибольший крутящий момент на шпинделе не менее, Нм (кгс*м) | 800 (80) | 800 (80) | |
| Подачи | |||
| Наибольшее перемещение суппорта: продольное (Z) / поперечное (X), мм | 900/ 250 | 905/ 210 | 905/ 210 |
| Пределы шагов нарезаемых резьб, мм | 0,1..39,999 | 0,25…40 | 0,25…40 |
| Диапазон скоростей продольных подач, мм/мин (мм/об) | 3.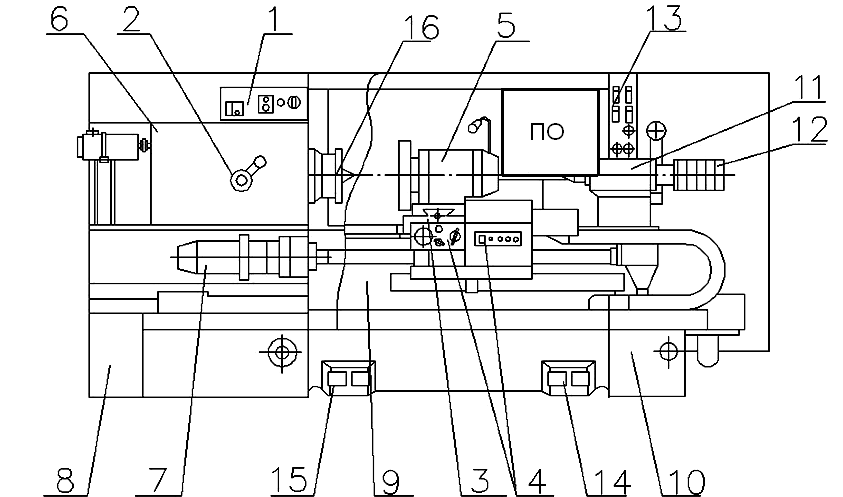 .2000 .2000 | 10..2000 (2,8) | 10..2000 (2,8) |
| Диапазон скоростей поперечных подач, мм/мин (мм/об) | 3..2000 | 5..1000 (1,4) | 5..1000 (1,4) |
| Скорость быстрых продольных/ поперечных ходов, м/мин | 7,0/ 4,0 | 15/ 7,5 | 15/ 7,5 |
| Высота резца, мм | 25 | 25 | 25 |
| Количество позиций на поворотной резцедержке (число инструментов в револьверной головке) | 6 | 8 (6,12) | 8 (6,12) |
| Параметры системы ЧПУ | |||
| Обозначение системы ЧПУ | 2Р22 | 2Р22 | НЦ-31-02 |
| Число координат | 2 | 2 | 2 |
| Количество одновременно управляемых координат | 2 | 2 | 2 |
| Дискретность задания координат в продольном/ поперечном направлении (дискретность задания по оси Z, X) | 0,001 | 0,001 | 0,001 |
| Пределы программируемых подач продольных/ поперечных, мм/об | 0,01…20/ 0,01. .10 .10 | 0,01…20/ 0,01..10 | 20,01…40/ 0,01..20 |
| Тип датчика обратной связи по положению и резьбонарезанию | РОД-620 | ВЕ178А5 | ВЕ178А |
| Электрооборудование станка | |||
| Электродвигатель главного привода, кВт/ об/мин | 11/ 1460 | 11/ 1500 | 11/ 1500 |
| Электродвигатель продольных подач — номинальный крутящий момент, Нм (кгс*м) | 23 (2,3) | 23 (2,3) | |
| Электродвигатель поперечных подач — номинальный крутящий момент, Нм (кгс*м) | 17 (1,7) | 17 (1,7) | |
| Электродвигатель станции смазки каретки, кВт/ об/мин | 0,18/ 1400 | 0,18/ 1400 | |
| Электродвигатель станции смазки шпиндельной бабки, кВт/ об/мин | 0,27/ 1450 | 0,27/ 1450 | |
| Электродвигатель насоса охлаждения, кВт/ об/мин | 0,12/ 2800 | 0,12/ 2800 | |
| Электродвигатель инструментальной головки, кВт/ об/мин | 0,37/ 1365 | 0,37/ 1365 | |
| Суммарная мощность электродвигателей, кВт | 20 | 21,4 | 21,4 |
| Суммарная мощность станка, кВт | 22 | 24 | 24 |
| Габариты и масса станка | |||
| Габаритные размеры станка с ЧПУ (длина, ширина, высота), мм | 3700 1700 2145 | 3700 3000 2100 | 3700 3000 2100 |
| Масса станка с ЧПУ, кг | 4050 | 4150 | 4150 |
Роботизированный комплекс станков модели 16А20Ф3 | Скачать чертежи, чертежи, блоки Autocad, 3D модели
- Русский
- Компас
- Машины
- Образовательный
Узнайте, как скачать этот материал
Telegram бот для поиска материалов Покупка чертежейПодпишитесь на получение информации о новых материалах:
t. me/alldrawings vk.com/alldrawings
me/alldrawings vk.com/alldrawingsОписание
Роботизированный комплекс станков модели 16А20Ф3
Содержание проекта
| RTK_stankov.cdw
[
173 КБ
] |
Аналогичные материалы
Манипулятор – кантователь – Приводы станков и станков – курс
Разработка роботизированного комплекса для обработки кузовной детали на базе фрезерного станка
Разработка РТК на базе машины 16А20Ф3 напольный промышленный роботМодернизация электрооборудования токарного станка с ЧПУ модели 16А20Ф3
Металлорежущие инструменты, РГЗ№3, конструкция хвостовых инструментов (перьевой бур), (3 чертежа: деталь, токарная фреза, резец, маршрут. )
)
Проектирование и эксплуатация роботизированного технологического комплекса КЛ-15
Роботизированный технологический комплекс
Роботизированный сварочный комплекс Kawasaki BX-100
Бесплатная загрузка на сегодня
Обновление через: 15 часов 3 минуты
Типовая конструкция 5.905-14 Горелки с отходящим газом .0 для природного и сжиженного газа
Автоматика котла КВМ2 на базе контроллера
Полосатое стекло
3-х мерная модель жилого дома – дуплекс
Прочие материалы
Разделитель дипломных проектов
Dell Vostro V130 – Wistron RYU2-13 CALPELLA UMA – rev A00 – Схема материнской платы ноутбука
Исследование рычажного механизма
Конструкция электропривода тележки мостового крана.
ПКФ Ремстан ремонт станков 16А20Ф3
Объявлениябизнес объявления Товары
товары и услуги Компании
компаний в справочнике
| Поиск |
Бизатор / Объявления / оборудование и материалы / промышленное оборудование / деревообрабатывающие станки
Тип объявления: продажаОпубликовано: 29.07.2020
| Цена: | 1 600 000 руб. |
| Компания: | ПКФ РемСтан |
| Продавец: | Алексей Ярошевский |
| Телефоны: | +79108221336 Показать телефон Написать сообщение |
| Адрес: | Российская Федерация, Москва |
| 90 036 |
Ремстан Ярославль выполняет капитальный ремонт и модернизацию станков 16А20Ф3, 16К20Ф3.
В наличии станки 16А20Ф3 после капремонта(16К20Ф3 после капремонта) Гарантия на все станки после капремонта 8 месяцев. Срок поставки машины от 2 месяцев.
Капитальный ремонт как типового, так и уникального металлообрабатывающего оборудования (отечественного и импортного) по Вашему техническому заданию.
#ремстан #машины #ремонстанс 9Пожаловаться
Срок поставки машины от 2 месяцев.
Капитальный ремонт как типового, так и уникального металлообрабатывающего оборудования (отечественного и импортного) по Вашему техническому заданию.
#ремстан #машины #ремонстанс 9Пожаловаться
Что такое файл cookie?
Файл cookie — это небольшой текстовый файл, который сохраняется на вашем компьютере/мобильном устройстве, когда вы посещаете веб-сайт. Этот текстовый файл может хранить информацию, которая может быть прочитана веб-сайтом, если вы посетите его позже. Некоторые файлы cookie необходимы для правильной работы веб-сайта. Другие файлы cookie полезны для посетителя. Файлы cookie означают, что вам не нужно вводить одну и ту же информацию каждый раз при повторном посещении веб-сайта.
Почему мы используем файлы cookie?
Мы используем файлы cookie, чтобы обеспечить вам оптимальный доступ к нашему веб-сайту. Используя файлы cookie, мы можем гарантировать, что одна и та же информация не будет отображаться каждый раз при повторном посещении веб-сайта. Файлы cookie также могут помочь оптимизировать работу веб-сайта. Они облегчают просмотр нашего веб-сайта.
Файлы cookie также могут помочь оптимизировать работу веб-сайта. Они облегчают просмотр нашего веб-сайта.
Для защиты ваших персональных данных и предотвращения потери информации или противоправных действий применяются соответствующие организационные и технические меры.
Почему мы используем файлы cookie сторонних поставщиков?
Мы используем файлы cookie сторонних поставщиков, чтобы иметь возможность оценивать статистическую информацию в коллективных формах с помощью аналитических инструментов, таких как Google Analytics. Для этой цели используются как постоянные, так и временные файлы cookie. Постоянные файлы cookie будут храниться на вашем компьютере или мобильном устройстве не более 24 месяцев.
Как отключить файлы cookie?
Вы можете просто изменить настройки своего браузера, чтобы отключить все файлы cookie. Просто нажмите «Справка» и выполните поиск «Блокировать файлы cookie». Обратите внимание: если вы деактивируете файлы cookie, веб-сайт может отображаться только частично или не отображаться вовсе.