Токарно-винторезный станок 1А616 – Всё для чайников
- Подробности
- Категория: Токарные станки
Токарно-винторезный станок модели 1А616, изготовляемый Средне-волжским станкостроительным заводом, является универсальным станком и предназначен для разнообразных токарных работ в условиях индивидуального и мелкосерийного производства, выполняемых в центрах или в патроне, в том числе для нарезания резьб: метрической, дюймовой, модульной и питчевой.
Скачать документацию
Высота центров станка равна 165 мм, а максимальное расстояние между центрами — 710 мм.
Наибольший диаметр обрабатываемой детали класса дисков, устанавливаемой над станиной, составляет 320 мм, а максимальный диаметр детали класса валов, закрепляемых в центрах над нижней частью суппорта, не должен превышать 180 мм.
Сквозь отверстие шпинделя проходит пруток диаметром до 34 мм. Наибольшая длина обтачивания детали с механической подачей суппорта равна 660 мм, т.
Без дополнительных сменных колес на станке модели 1А616 можно нарезать резьбы повышенной точности: метрические с шагом от 0,5 до 24 мм; дюймовые с числом ниток на 1 дюйм от 56 до 1; модульные с шагом в модулях от 0,25 до 5,5 мм и питчевые с шагом в питчах от 128 до 2.
Предусмотрена возможность нарезания особо точных резьб путем исключения из кинематической цепи зубчатых передач коробки подач и применения специальных прецизионных сменных зубчатых колес.
Устройство станка
Станина Е установлена на двух тумбах — передней М и задней 3, между которыми расположен поддон 1 (для сбора стружки). В передней тумбе смонтирована коробка скоростей Л, а в задней — электрошкаф Ж. Кроме того, к задней тумбе прикреплен бак И и насос для охлаждающей жидкости, а к передней — главный электродвигатель.
В левой головной части станины сверху закреплена передняя бабка Б, а на боковой лицевой части — коробка подач Н.
Фартук В с суппортом Г перемещаются по внешним направляющим станины, а задняя бабка Д — по внутренним ее направляющим. Вместе со станком поставляются трехкулачковые самоцентрирующие патроны повышенной точности типа ТМ-165 и ТС-200 соответственно диаметром 165 и 200 мм и поводковый патрон диаметром 250 мм с пальцем и прихватом, а также упорные центры. По особому заказу поставляются подвижный и неподвижный люнеты.
Кинематика станка.
Движение резания.
Привод движения резания у станка модели 1А616 является разделенным. Он состоит из двух клиноременных передач, двенадцатиступенчатой коробки скоростей и переборного устройства.
Приводной вал II коробки скоростей связан с электродвигателем мощностью 4,5 квт клиноременной
передачей 135—168. Трехваловая коробка скоростей имеет три двойных подвижных блока шестерен Б1 , Б2 и Б3 и одну одиночную подвижную шестерню 55. Вал III получает вращение от вала II через шестерни 41—26, когда блок Б1, как показано на схеме, сдвинут влево, либо через шестерни 39—31 при крайнем правом положении блока Б1 или посредством шестерен 14—55. В последнем случае шестерня 55 вводится в зацепление с шестерней 14, а блок Б1 устанавливается в среднее нейтральное положение. Два двойных блока шестерен Б2 и Б3 позволяют увеличить количество скоростей на выходном валу IV коробки скоростей до двенадцати. Нижний ряд чисел оборотов от 11 до 280 в минуту передается шпинделю, как показано на схеме, через перебор. Вращение от коробки скоростей посредством клиноременной передачи 174—174 сообщается полому валу V и далее через шестерни 34—68, вал VI и зубчатую передачу 20—80 шпинделю VII.
Вал III получает вращение от вала II через шестерни 41—26, когда блок Б1, как показано на схеме, сдвинут влево, либо через шестерни 39—31 при крайнем правом положении блока Б1 или посредством шестерен 14—55. В последнем случае шестерня 55 вводится в зацепление с шестерней 14, а блок Б1 устанавливается в среднее нейтральное положение. Два двойных блока шестерен Б2 и Б3 позволяют увеличить количество скоростей на выходном валу IV коробки скоростей до двенадцати. Нижний ряд чисел оборотов от 11 до 280 в минуту передается шпинделю, как показано на схеме, через перебор. Вращение от коробки скоростей посредством клиноременной передачи 174—174 сообщается полому валу V и далее через шестерни 34—68, вал VI и зубчатую передачу 20—80 шпинделю VII.
Движения подач.
Движения подач суппорта заимствуются от шпинделя. Вал X получает вращение через шестерни 34—44—22—34. Подвижная шестерня 34 на валу X служит для изменения направления подач суппорта. При смещении шестерни влево вал X получает вращение от блока шестерен Б4, минуя паразитную шестерню 22. Для подачи суппорта сменные блоки шестерен С1 и С2 устанавливаются так, как показано на схеме, и вал XII приводится в движение от вала X через шестерни 30—66—• 36. Теоретически коробка подач может обеспечить 48 скоростей. Однако вследствие близкого совпадения ряда скоростей практически коробка подач дает только 22 различные величины подачи.
Подвижная шестерня 34 на валу X служит для изменения направления подач суппорта. При смещении шестерни влево вал X получает вращение от блока шестерен Б4, минуя паразитную шестерню 22. Для подачи суппорта сменные блоки шестерен С1 и С2 устанавливаются так, как показано на схеме, и вал XII приводится в движение от вала X через шестерни 30—66—• 36. Теоретически коробка подач может обеспечить 48 скоростей. Однако вследствие близкого совпадения ряда скоростей практически коробка подач дает только 22 различные величины подачи.
Промежуточный вал XIX и связанный с ним предохранительной муфтой Мп ходовой валик XXI получают вращение от выходного вала XVII коробки подач через колеса 23—55. Ходовой валик XX/ передает вращение посредством червячной передачи 2—35 валу XXII. Последний связан с валом XXIII колесами 31—53.
Мелкозубая муфта М6 служит для включения продольной подачи суппорта. Движение от вала XXIII передается суппорту через муфту М6, колеса 27—53, вал XXIV и реечную передачу 14 — рейка (т = 2 мм). Поперечная подача осуществляется ходовым винтом XXVII (при включенной муфте М5), который получает вращение от вала XXII через зубчатые передачи 50— 35 и 47—13.
Поперечная подача осуществляется ходовым винтом XXVII (при включенной муфте М5), который получает вращение от вала XXII через зубчатые передачи 50— 35 и 47—13.
Движение образования винтовой поверхности.
Для нарезания резьбы с шагом до 6 мм движение, как и при подаче суппорта, заимствуется от шпинделя станка. Резьбы с более крупным шагом нарезаются при включенном переборе с использованием звена увеличения шага. Для этого блок шестерен Б4 смещают вправо, пока его левая шестерня 44 не войдет в зацепление с шестерней 34, закрепленной на полом валу V. В этом случае перемещение суппорта будет осуществляться от вала V. Для нарезания метрической и дюймовой резьбы сменные блоки шестерен С1 и С2 устанавливаются так же, как и при подаче: 30—66—36. При нарезании модульной и питчевой резьбы сменные блоки переставляют так, чтобы движение валу XII передавалось шестернями 36—66—55. Для некоторых шагов резьб применяются и другие варианты установки сменных блоков, при которых движение передается шестернями 25—66—55 или 36—66—30.
Когда нарезаются дюймовые и питчевые резьбы (как показано на схеме), кулачковая муфта М2 выключена. Колесо 51 зацеплено с шестерней 30 вала XII, а шестерня 39 на валу XV введена в зацепление с шестерней 39 двойного блока 22—39, свободно сидящего на валу XIV. Для нарезания метрических и модульных резьб включается муфта М2, колесо 51 выводится из зацепления, а шестерня 39 перемещается по валу XV вправо до зацепления с колесом 39, жестко закрепленным на валу XIV. Суппорт получает движение от коробки подач через кулачковую муфту М4, промежуточный валик XVIII и ходовой винт XX.
Вспомогательные движения.
Лимб Л продольной подачи суппорта получает вращение от вала XXIV через шестерни 53—17 и передачу 30—30—117 с внутренним зацеплением.
Конструкция станка.
Компоновка.
Внутри передней тумбы 9 размещена коробка скоростей 6, которая благодаря наличию продолговатых пазов имеет возможность перемещаться в вертикальной плоскости для осуществления натяжения ременной передачи 3, связывающей приводные шкивы коробки скоростей 6 и передней бабки 4.
Главный электродвигатель 1 установлен на плите 12, которая может перемещаться в горизонтальной плоскости по кронштейну 11. Последний закреплен на задней стороне тумбы 9. Для регулирования натяжения ремней, связывающих электродвигатель с коробкой скоростей, следует освободить болты 10 и вращением винтов 13 создать необходимое натяжение, после чего вновь закрепить болты 10. Станина 2 коробчатой формы с П-образ-ными поперечными ребрами имеет две призматические и две плоские направляющие. Коробка подач 5 крепится к станине 2 с лицевой стороны.
Коробка скоростей.
На станке модели 1А616 применена трехвальная 12-ступенчатая коробка скоростей. Приводной вал 13 выполнен за одно целое с малой шестерней Z. На шлицевом конце этого вала консольно установлен шкив 12. На другом конце вала 13 находится двойной подвижной блок шестерен 14.
Блоки шестерен 5 и 8 управляются рукояткой 17, которая имеет четыре фиксированных положения. Фиксация производится подпружиненным шариком 1, западающим в углубления закаленной планки 2. Блок шестерен 14 и подвижное колесо 10 управляются рукояткой 16. Эта рукоятка имеет только три фиксированных положения.
Все рабочие валы смонтированы на шариковых подшипниках в корпусе 15 коробки скоростей. Зубчатые колеса коробки скоростей изготовлены из стали 40Х и закалены ТВЧ до твердости HRC 50.
Смазка коробки скоростей производится разбрызгиванием масла вращающимися шестернями. Масло забрасывается в лотки, укрепленные на корпусе сверху. Из лотка по трубкам масло попадает в необходимые места смазки. Заливка масла в коробку производится через пробку П3, а слив масла через пробку Пс. Уровень масла контролируется по маслоуказателю У.
Масло забрасывается в лотки, укрепленные на корпусе сверху. Из лотка по трубкам масло попадает в необходимые места смазки. Заливка масла в коробку производится через пробку П3, а слив масла через пробку Пс. Уровень масла контролируется по маслоуказателю У.
Передняя бабка.
Шпиндель 18 смонтирован на высокоточных подшипниках качения класса А. В передней опоре шпинделя установлен специальный регулируемый двухрядный роликовый подшипник 17 серии 3182116А, имеющий у внутреннего кольца коническую посадочную поверхность. Регулирование радиального зазора в передней опоре шпинделя осуществляется гайкой 16. При подтягивании гайки внутреннее коническое кольцо подшипника перемещается вперед по конусной шейке шпинделя. Вследствие этого за счет упругих деформаций внутреннего кольца диаметр беговых канавок увеличивается, благодаря чему уменьшается или устраняется зазор между роликами и кольцами.
Задняя опора шпинделя состоит из радиально-упорного шарикоподшипника 6 серии 46211А и шарикового упорного подшипника 7 серии 8211 А. Регулирование задней опоры производится гайкой 2. Шпиндель 18 станка модели 1А616 имеет фланцевый передний конец с коническим центрирующим буртиком, выполненным по ГОСТу 2570—58 и обеспечивающим быстросменность установки патронов и надежность их крепления. Приводной шкив 9 закреплен на полом валу 10, который смонтирован на независимых от шпинделя шарикоподшипниках 8. Такой монтаж приводного устройства разгружает шпиндель от изгибающих усилий со стороны клиноременной передачи и ведущей шестерни г перебора, изготовленной за одно целое с полым валом 10. Конструкция задней опоры шпинделя позволяет устанавливать и заменять приводные ремни без демонтажа шпинделя. Для этого снимают защитный кожух 3, отворачивают гайку 2, отвинчивают фланец 4 и с помощью отжимных болтов выпрессовывают буксу 5 из корпуса 1 бабки. В образовавшееся отверстие заводят клиновые ремни для их монтажа или смены.
Регулирование задней опоры производится гайкой 2. Шпиндель 18 станка модели 1А616 имеет фланцевый передний конец с коническим центрирующим буртиком, выполненным по ГОСТу 2570—58 и обеспечивающим быстросменность установки патронов и надежность их крепления. Приводной шкив 9 закреплен на полом валу 10, который смонтирован на независимых от шпинделя шарикоподшипниках 8. Такой монтаж приводного устройства разгружает шпиндель от изгибающих усилий со стороны клиноременной передачи и ведущей шестерни г перебора, изготовленной за одно целое с полым валом 10. Конструкция задней опоры шпинделя позволяет устанавливать и заменять приводные ремни без демонтажа шпинделя. Для этого снимают защитный кожух 3, отворачивают гайку 2, отвинчивают фланец 4 и с помощью отжимных болтов выпрессовывают буксу 5 из корпуса 1 бабки. В образовавшееся отверстие заводят клиновые ремни для их монтажа или смены.
По шлицам переборного валика 11 перемещаются колесо 12 и шестерня 15. Они постоянно связаны друг с другом зубчатой муфтой М. На шпинделе жестко закреплена шестерня 14, которая охватывается зубчатой муфтой 13. При смещении муфты 13 влево ее зубья зацепляются с шестерней г, соединяя шпиндель с полым валом 10. Шестерни 20 и 25 звена увеличения шага соединены в единый блок и могут перемещаться по шлицам вала 19. Широкая паразитная шестерня 22 реверсивного механизма смонтирована на оси 21 на шарикоподшипниках. Подвижная шестерня 24 реверса установлена на шлице-вом конце вала 26.
На шпинделе жестко закреплена шестерня 14, которая охватывается зубчатой муфтой 13. При смещении муфты 13 влево ее зубья зацепляются с шестерней г, соединяя шпиндель с полым валом 10. Шестерни 20 и 25 звена увеличения шага соединены в единый блок и могут перемещаться по шлицам вала 19. Широкая паразитная шестерня 22 реверсивного механизма смонтирована на оси 21 на шарикоподшипниках. Подвижная шестерня 24 реверса установлена на шлице-вом конце вала 26.
Смазка опор шпинделя производится маслом, поступающим самотеком из резервуара, расположенного в верхней части корпуса по трубам. Подача масла в резервуар производится насосом 23, смонтированным на передней стенке корпуса 1 бабки, на одной оси с валом 26.
Смазка шестерен шпиндельной бабки осуществляется разбрызгиванием из масляной ванны.
Контроль уровня масла в шпиндельной бабке ведется по маслоуказателю У. Маслоуказатель У1 контролирует работу маслонасоса. Заливка масла в корпус шпиндельной бабки производится через отверстие в крышке, закрываемое пробкой. Спуск отработанного масла осуществляется через пробку, расположенную на задней стенке корпуса.
Спуск отработанного масла осуществляется через пробку, расположенную на задней стенке корпуса.
Коробка подач.
На кинематической схеме станка кулачковые муфты М2, М3 и М4 коробки подач для удобства чтения схемы и большей наглядности показаны как муфты с торцовыми кулачками. В действительности, как видно из рисунка, у этих муфт одна из полумуфт представляет собой шестерню с наружным зацеплением, а другая — зубчатое колесо с внутренним зацеплением. Такая конструкция кулачковых муфт более технологична, надежна в работе и долговечна.
Все шестерни коробки подач изготовлены из стали 45 и закалены ТВЧ до твердости HRC 50. Большинство шестерен и блоков шестерен, как подвижных, так и неподвижных, установлены на валах на шлицевых соединениях и только зубчатое колесо 4 и блок шестерен 5 по конструктивным соображениям закреплены на валах посредством сегментных шпонок, а шестерня 25 изготовлена за одно целое с валом. Все валы коробки подач смонтированы на шариковых подшипниках. Вал 11, который посредством жесткой муфты 13 связан с ходовым винтом 14, кроме двух радиальных шариковых подшипников имеет также два упорных прецизионных шариковых подшипника 8 и 10 класса А серии 8105, благодаря чему особое биение ходового винта не превышает 4 мкм. Степень предварительного натяга этих упорных шариковых подшипников регулируется гайками 12. Включение ходового винта или ходового валика производится кнопкой 9 при помощи тяги 7 и вилки 6.
Вал 11, который посредством жесткой муфты 13 связан с ходовым винтом 14, кроме двух радиальных шариковых подшипников имеет также два упорных прецизионных шариковых подшипника 8 и 10 класса А серии 8105, благодаря чему особое биение ходового винта не превышает 4 мкм. Степень предварительного натяга этих упорных шариковых подшипников регулируется гайками 12. Включение ходового винта или ходового валика производится кнопкой 9 при помощи тяги 7 и вилки 6.
Промежуточный вал 21 соединен с ходовым валиком 17 посредством предохранительной муфты, состоящей из закаленного диска 20 с отверстиями, корпуса 19, шариков 15, пружин 16 и регулировочной гайки 18. Диск 20 жестко закреплен на валу 21, а корпус 19 — на ходовом валике 17. В отверстия корпуса 19 муфты заложены шарики 15, которые посредством пружин 16 и гайки 18 поджаты к отверстиям диска 20.
До тех пор пока крутящий момент, передаваемый ходовому валику, не превышает допустимой величины, все элементы предохранительной муфты работают как одно целое и вращаются совместно. Однако как только крутящий момент превысит допустимую величину, шарики 15, преодолевая сопротивление пружин 16, отойдут вправо и диск 20 начнет проскакивать относительно корпуса 19, который совместно с ходовым валиком 17 прекратит свое вращение. Регулировка величины допустимого крутящего момента производится гайкой 18.
Однако как только крутящий момент превысит допустимую величину, шарики 15, преодолевая сопротивление пружин 16, отойдут вправо и диск 20 начнет проскакивать относительно корпуса 19, который совместно с ходовым валиком 17 прекратит свое вращение. Регулировка величины допустимого крутящего момента производится гайкой 18.
Смазка механизмов коробки подач осуществляется под давлением маслом из резервуара, расположенного в верхней части корпуса 3 и прикрытого крышкой 1. Масло подается в резервуар насосом 22, который приводится во вращение валиком 23, связанным с шлицевым валом 24. Из резервуара масло подается к точкам смазки по трубкам 2. Заливка масла в резервуар коробки подач производится по маслоуказателю У2 после снятия крышки 1.
Фартук.
В станке модели 1А616 применен фартук закрытого типа упрощенной конструкции, так как в нем нет дополнительного механизма для реверсирования подач. Включение поперечных и продольных подач суппорта производится соответственно мелкозубчатыми кулачковыми муфтами М5 и М6.
Включение поперечных и продольных подач суппорта производится соответственно мелкозубчатыми кулачковыми муфтами М5 и М6.
Муфта М5 поперечной подачи суппорта управляется рукояткой 16, закрепленной на эксцентриковом валике 17. Последний установлен в отверстии стакана 20 и своей эксцентричной шейкой упирается в болт 19. При повороте рукоятки 16 совместно с эксцентриковым валиком 17 они одновременно вместе со стаканом 20 двигаются вдоль оси вала и через шарикоподшипник 15 и втулку 21 перемещают в осевом направлении шестерню-полумуфту 14. Последняя, упираясь в штыри 4 и преодолевая сопротивление пружин 5, входит в торцовое зацепление с шестерней полумуфтой 6, включая поперечную подачу.
При повороте рукоятки 16 в первоначальное положение пружины 5 через штыри 4 расцепляют полумуфты 14 и 6, выключая движение подачи. Регулирование правильности включения и выключения муфты М5 производится болтом 19, который после регулировки законтривается гайкой 18. Управление муфтой М6 происходит аналогичным образом.
Включение маточной гайки 7 осуществляется рукояткой 12 посредством фасонного диска 13. Обе половинки маточной гайки 7 перемещаются по направляющим типа «ласточкин хвост», которые регулируются клином 8 и винтами 9. Последние контрятся стопорами 10.
Диск 11 служит для блокировки одновременного включения подачи от ходового валика и перемещения фартука от ходового винта. При нарезании резьбы от ходового винта реечная шестерня-валик 3 может быть выведена из зацепления с рейкой путем перемещения ее вдоль оси за кнопку 23. Положение шестерни-валика 3 фиксируется шариком 22.
Для отсчета продольных перемещений суппорта на фартуке установлен лимб 1, связанный с приводным диском-шестерней 2 посредством пружинной пластинки 24. Такая фрикционная связь позволяет быстро устанавливать лимб 1 в удобное для отсчета положение.
Заливка масла (индустриальное 20) производится через пробку, расположенную на продольных салазках суппорта. Слив масла осуществляется через пробку, находящуюся в днище корпуса фартука. Уровень масла можно наблюдать по указателю У3.
Уровень масла можно наблюдать по указателю У3.
Для смазки червячной передачи фартука предусмотрена специальная масляная ванна. Смазка мелкозубчатых муфт продольной и поперечной подачи, а также подшипников скольжения осуществляется маслом из резервуара, расположенного в верхней части фартука, через маслоподводящие трубки.
Суппорт
Крестовый суппорт состоит из продольных салазок 1, поперечных салазок 2, средней поворотной части 3, верхней части суппорта 4 и четырех-позиционного резцедержателя 21.
Продольные салазки 1 перемещаются по внешним направляющим станины 24. Для предохранения от опрокидывания и для обеспечения более плавного хода продольные салазки с задней стороны снабжены двумя планками 25 с регулируемыми упорами 26. Закрепление продольных салазок на направляющих станины производится стяжным болтом 8.
Ручное установочное перемещение поперечных салазок 2 производится рукояткой 22 посредством ходового винта 18.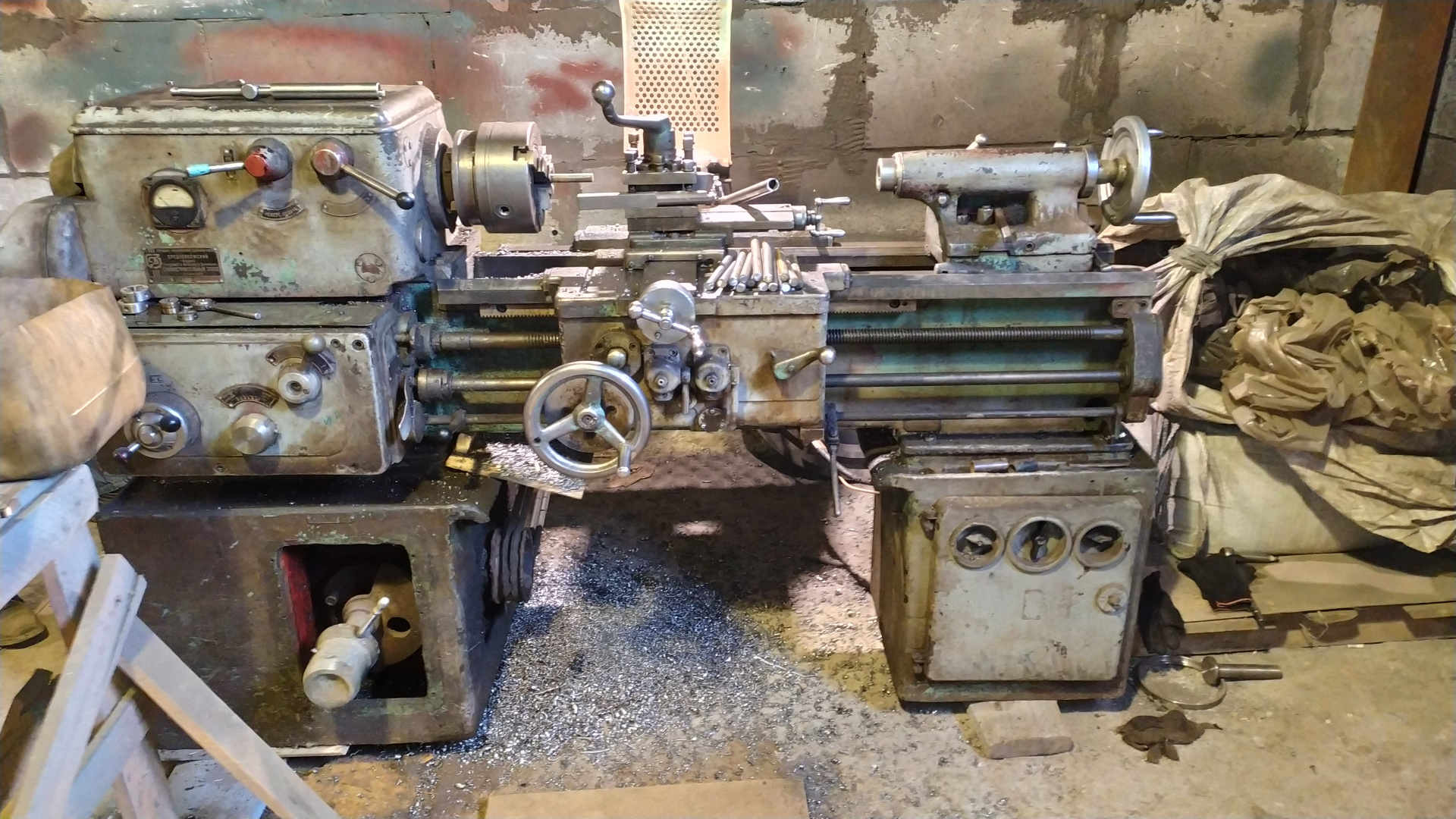 Для обеспечения возможности устранения зазора между ходовым винтом и гайкой последняя состоит из двух частей — неподвижной 13 и регулируемой 16. Между обеими частями гайки размещен клин 14. Если вследствие износа резьбового соединения возникнет мертвый ход поперечных салазок, освобождают винт 17 и посредством винта 15 подтягивают клин 14. После устранения зазора гайка 16 надежно закрепляется винтом 17.
Для обеспечения возможности устранения зазора между ходовым винтом и гайкой последняя состоит из двух частей — неподвижной 13 и регулируемой 16. Между обеими частями гайки размещен клин 14. Если вследствие износа резьбового соединения возникнет мертвый ход поперечных салазок, освобождают винт 17 и посредством винта 15 подтягивают клин 14. После устранения зазора гайка 16 надежно закрепляется винтом 17.
Быстрый отвод и подвод суппорта в пределах до 8 мм, необходимый при нарезании резьбы и ряде других операций, производится рукояткой 23.
Перемещение верхней части суппорта осуществляется рукояткой 11, закрепленной на винте 6. Гайка 7 жестко связана со средней поворотной частью 3. Величина пере- , мещения верхней части суппорта отсчитывается по лим-бовому кольцу 9, которое удерживается в нужном положении пластинчатой пружинкой 10. Гайки 12 служат для устранения зазора между винтом 6 и корпусом верхней части суппорта. Рукоятка 5 с помощью храповика 20 и кулачка 19 обеспечивает освобождение, поворот, фиксацию и закрепление резцедержателя 21.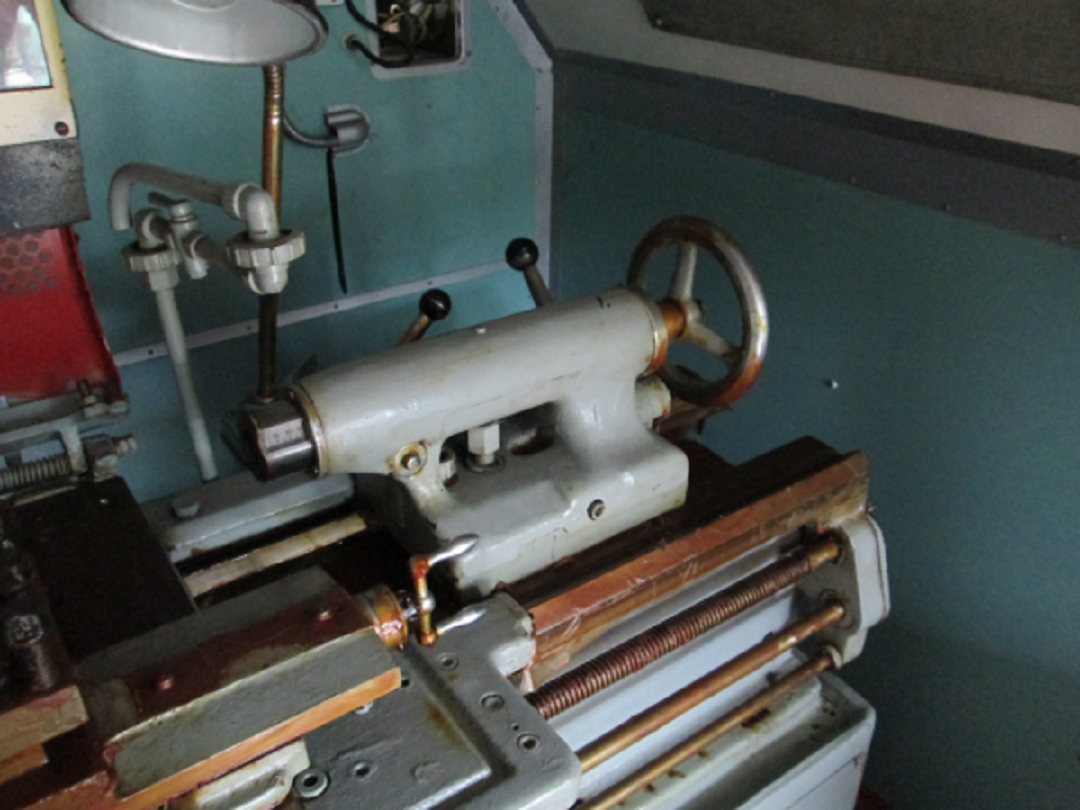
Для таких токарно-винторезных станков повышенной точности, как станок модели 1А616, предельное отклонение от параллельности направления движения салазок суппорта оси шпинделя передней бабки составляет 0,02 мм на длине 100 мм.
Задняя бабка
Основными частями задней бабки являются корпус 4, основание 17 и пи-ноль 2. Последняя совместно с центром может перемещаться вдоль своей оси в корпусе 4. От проворачивания пиноль удерживает шпонка 19, входящая в паз а пиноли. Осевое перемещение пиноли производится вручную маховичком 9, закрепленным на винте 5. Последний входит в маточную гайку 6, жестко связанную с пинолью 2. Осевые усилия, действующие на пиноль, воспринимаются упорным шарикоподшипником 7. В конце хода пиноли назад выжимается задний центр 1. Закрепление пиноли в корпусе бабки производится рукояткой 3 посредством втулочно-винтового зажима 18.
Рычаг 8 служит для закрепления задней бабки на направляющих станины станка. При повороте рычага 8 по стрелке б эксцентрик оси 10 перемещает вверх стяжку 12 с винтом 13. Последний приподнимает правый конец рычажной планки 14, которая, будучи связана болтом 15 с корпусом бабки, нажимает через сферическую головку болта 21 на прижим 16. Прижим 16, опираясь на нижние плоскости направляющих станины (на рисунке не показаны), надежно закрепляет бабку. Упор 11 служит для ограничения хода рычага 8 и соответственно поворота эксцентрика оси 10. Для производства особо тяжелых работ задняя бабка может быть дополнительно закреплена гайкой 20.
При повороте рычага 8 по стрелке б эксцентрик оси 10 перемещает вверх стяжку 12 с винтом 13. Последний приподнимает правый конец рычажной планки 14, которая, будучи связана болтом 15 с корпусом бабки, нажимает через сферическую головку болта 21 на прижим 16. Прижим 16, опираясь на нижние плоскости направляющих станины (на рисунке не показаны), надежно закрепляет бабку. Упор 11 служит для ограничения хода рычага 8 и соответственно поворота эксцентрика оси 10. Для производства особо тяжелых работ задняя бабка может быть дополнительно закреплена гайкой 20.
К задней бабке также предъявляются высокие требования по точности ее монтажа и установки. Например, отклонения от параллельности перемещения пиноли задней бабки направлению перемещения продольных салазок суппорта не должно превышать в горизонтальной плоскости 10 мкм на максимальном вылете пиноли.
Электрическая схема
Скачать документацию
Токарный станок 1а616 работа станка
admin 5 февраля, 2019 Металл, Статьи
Компания «Апекс-М» оказывает высококачественные услуги токарной обработки металлов и деталей различной сложности. Все виды работ выполняются на специальном токарном станке, подходящем по типу материала, и сопровождаются компьютерными программами. А это является гарантией того, что даже в мелких деталях отсутствует брак. Уникальная особенность нашего предприятия – срочное выполнение токарных работ по индивидуальному заказу.
Все виды работ выполняются на специальном токарном станке, подходящем по типу материала, и сопровождаются компьютерными программами. А это является гарантией того, что даже в мелких деталях отсутствует брак. Уникальная особенность нашего предприятия – срочное выполнение токарных работ по индивидуальному заказу.
Мы изготавливаем различные по размеру, форме и структуре детали, вплоть до самых сложных комплектующих. Популярной услугой на нашей фирме является проточка тормозных дисков на инновационном оборудовании.
Напишите нам
и пришлите фото для оценки ремонта
нажмите на иконку
- Когда сломалась деталь, а новую не купить или она стоит очень дорого, либо ждать под заказ целую вечность
- Если Вы занимаетесь тюнингом своей техники, мотоцикла, скутера, автомобиля или велосипеда и нужна нестандартная деталь
- Если Вам нужна деталь для садовой техники мотоблока, станка или еще чего либо
- Если нужно что-то расточить, подточить, шлифануть тормозной диск например.
 Токарный станок 1а616 работа станка
Токарный станок 1а616 работа станка - Выточить деталь по Вашим чертежам или эскизам из металла, нержавейки, алюминия или сплава
- Если нужно изготовить шкив, вал, шпильку, гайку или болт с хитрой резьбой
- Подварить раму, крепление или конструкцию. Просверлить отверстия. Если надо, то доработаем напильником.
 Токарный станок 1а616 работа станка
Токарный станок 1а616 работа станкауслуги токаря
мастер токарных работ
Виды токарных работ на заказ. Токарный станок 1а616 работа станка
Токарные работы по металлу — лучший из существующих способ аккуратно доработать деталь или придать форму болванке методом снятия лишних слоёв материала на специализированном станке. Благодаря регулируемому углу размещения заготовки токарь получает одинаково-удобный доступ для детальной проработки со всех сторон.
Токарные работы на заказ интересуют разные категории клиентов: домашних мастеров, садоводов любителей, производителей крепежа, машиностроителей. Перечислять можно долго, потому хотя бы один из семи способов товарной обработки обязательно понадобится в процессе создания 99% разновидностей металлических изделий:
- резка
- нарезка резьбы
- расточка
- выточка пазов
- накатка рифления
- шлифование
Токарные работы по чёрному и цветному металлам входят в цикл производства некоторых изделий, а также считаются одним из наиболее востребованных методов восстановления и ремонта деталей. Токарный станок 1а616 работа станка. Авто- и мотовладельцы, которые занимаются техническим обслуживанием транспортных средств в собственном гараже, знают, что только на токарном станке получится безопасно отшлифовать тормозной диск или расточить цилиндры двигателя.
Токарный станок 1а616 работа станка. Авто- и мотовладельцы, которые занимаются техническим обслуживанием транспортных средств в собственном гараже, знают, что только на токарном станке получится безопасно отшлифовать тормозной диск или расточить цилиндры двигателя.
делать токарные работы
Общий | Размер Чака – Насколько велик слишком большой? | Практик-механик
Лесоруб
Горячекатаный
- #1
Мой токарный станок сегодня держит 3-х кулачковый станок Ø250 / 10″, который весит около 30 кг, я возьму его и взвешу.
У меня не было 4-челюстного индеп. и наткнулся на очень хороший новый в коробке Ø315мм / 12″ вес 40кг + переходник (литой корпус), цена в любом случае была подходящей. Пролежал в деревянной коробке лет 30 +.
Пролежал в деревянной коробке лет 30 +.
Ø315 получит 35мм
Большой вопрос – не слишком ли он тяжелый??
Я могу взять седло диаметром 190 мм / 7,5 дюйма и длиной 660 мм, что даст примерно 130 кг между центрами. Это около 65 кг на шпинделенозе (DIN № 6).
При установке патрона весом 45-50кг вкл. адаптера на заготовку мало что осталось, ПРАВИЛЬНО ЛИ так оценивать?
Кроме того, я читал в руководстве, что при работе с патроном Ø200 / 8 максимальные обороты должны быть снижены с 1800 до 1600. Так что я думаю, добавляя еще 65 мм и более кг на нос, возможно, мне не следует запускать его выше 1000 об/мин? Но я думаю, что чугунный корпус не должен вращаться быстрее в этом размере, может быть, даже 800 об/мин более подходят, учитывая возраст. лучше обменять его на меньший
И да, токарный станок русский Станко 1А616 качается 12,8″ над кроватями, 4кВт, 1500кг.
Хорошего вечера!
Хенрик
JRIowa
Алмаз
- #2
Можете ли вы запустить патрон такого размера на своем станке? Да. Не должно быть проблем. Настоящий вопрос должен быть; Вы хотите, чтобы? Это зависит от того, насколько вам нужна 4 челюсть, и от типа работы, которую вы будете выполнять. Если работа будет меньше 50 мм, я бы поискал меньший патрон, с которым вам не пришлось бы отказываться от оборотов. Если вы обрабатываете стальные детали диаметром 150 мм, скорость не имеет значения.
JR
Колеса Тома
Титан
- #3
Пара соображений: у меня есть 12,5-дюймовый токарный станок с качающейся станиной. 12-дюймовый патрон даст вам мало места для запуска кулачков, поэтому насколько широко эти 12 будут открываться до тех пор, пока кулачки не коснутся станины, реальная проблема с 4 челюсти, так как иногда одна челюсть находится далеко, а другие гораздо ближе. У меня есть 6-дюймовая 6-челюстная, 8-дюймовая 4-челюстная и 8-дюймовая 3-челюстная челюсти, и я использую их все.” круглая деталь, хотя и за пределами опубликованных ограничений патрона.
матовый_иссерсштедт
Алмаз
- #4
 .. например, у меня есть Monarch CK 12×30 и Monarch EE 12×20, и у них совершенно разные возможности….
.. например, у меня есть Monarch CK 12×30 и Monarch EE 12×20, и у них совершенно разные возможности….Просто чтобы проиллюстрировать, что CK – это D1-6, а EE – D1-3… так что это дает некоторые подсказки относительно того, что возможно.
МайклП
Титан
- #5
Это очень хороший момент, который может быть не очевиден сразу! Например, на моем 17-дюймовом поворотном токарном станке я могу установить только 10-дюймовый 4-кулачковый патрон, чтобы обеспечить полное удлинение кулачков.Томс Вилс сказал:
В 12-дюймовом патроне мало места для выдвигания кулачков, так насколько широко будут открываться эти 12 кулачков, пока кулачки не коснутся станины… .
Нажмите, чтобы развернуть…
 Почти полный то есть.
Почти полный то есть.
Майк К.
Алмаз
- #6
Да, вы можете попасть в ситуацию, когда будет диапазон диаметров, который вы не сможете удержать. Внешние челюсти не сомкнутся в достаточной степени, и, используя самую внутреннюю часть внутренних челюстей, вы не сможете достаточно открыться без того, чтобы концы челюстей ударились о станину. Была такая проблема с 8-дюймовым четырехкулачковым зажимом на SB10L.
4ГСР
Алмаз
- #7
Я планирую установить 21-дюймовый 4-кулачковый патрон со стальным корпусом на свой 20-дюймовый токарный станок Standard Duty Lodge & Shipley Gap, который будет вращаться на 23-15/16 дюйма.
Думаете, это слишком много?
Кен
Лесоруб
Горячекатаный
- #8
Это нос, который у меня есть – Размер 6:
http://www.chuck.se/katsidor/DIN_konor_sid_4.pdf
А вот его американская версия
http://www. chuck.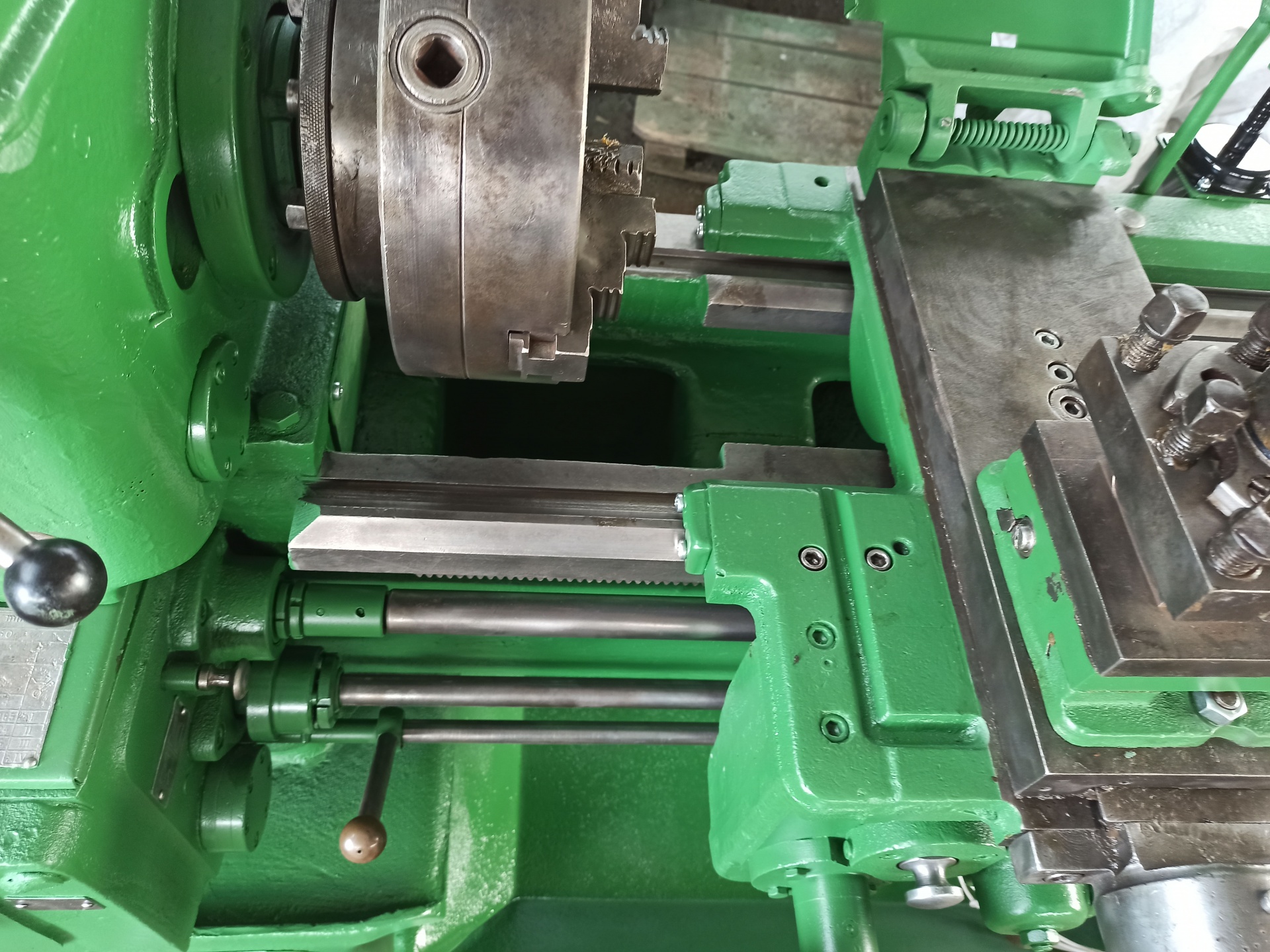 se/katsidor/A_konor_sid_2.pdf
se/katsidor/A_konor_sid_2.pdf
Я связался с другим магазином, специализирующимся на патронах. Рекомендация по размеру была такой: настолько большой, насколько вы можете поместиться, не беспокойтесь о весе.
Так что, пожалуй, попробую и подойду.
Я постараюсь вернуть несколько фотографий, когда закончу.
Спасибо за ваш вклад.
Хорошего вечера!
Антикварная техника и история | Токарный станок? Продавец говорит “Цинциннати”. Головка конусная, довольно большая. | Практик-механик
Питер С
Алмаз
- #1
 Так что, может быть, Cincinnati Lathe & Tool Co., но мне интересно, правильно ли это? Должно быть, было множество разных производителей, у которых было как минимум Цинциннати по их адресу.
Так что, может быть, Cincinnati Lathe & Tool Co., но мне интересно, правильно ли это? Должно быть, было множество разных производителей, у которых было как минимум Цинциннати по их адресу.Я вижу, что добавлены вертикальные блоки.
Редактировать: приведенные размеры токарного станка сбивают с толку. Лучшее, что я могу предположить, это то, что он будет раскачиваться на 63 дюйма в зазоре и на 40 дюймов над поперечным салазками.
Четырехкулачковый патрон диаметром 29,5 дюймов.
На заднем плане очень большая лицевая панель.
Отсутствует ходовой винт…
Кстати, я проверил Cincinnati Lathe & Tool Co. на VintageMachinery.org | Добро пожаловать и не смог найти ничего похожего на это.0007
Последнее редактирование:
Роберт Лэнг
Нержавеющая сталь
- #2
Роб
термит
Алмаз
- #3
Однако гораздо меньше людей использовали эту асимметричную форму перевернутого V-образного пути.Питер С сказал:
…должно быть множество разных производителей, у которых в адресе было хотя бы Cincinnati .
Нажмите, чтобы развернуть…

Звонил Роберт.
Early LeBlond, фиксированная, нескользящая кровать с зазором. Таким образом, форма была на линии «сверхмощных».
1920-е? Не уверены, что она существовала до того, как «извлекли уроки» из первой войны о необходимости производить боеприпасы?
ЛеБлонд нажил себе кости в арсеналах, не одной войны. Пушечные стволы в основном. 20 мм до больших отверстий.
Заголовок страницы
Питер С
Алмаз
- #4
Еще раз взглянув на фотографии, я вижу, что у него фиксированный зазор, а также дополнительный съемный зазор. Это нормально? Просто интересно, был ли добавлен фиксированный зазор…
Это нормально? Просто интересно, был ли добавлен фиксированный зазор…
термит
Алмаз
- #5
Под «фиксированным зазором» я имел в виду только отсутствие регулировки. В. Вне. Период. Пусть даже в двух разделах.Питер С сказал:
Спасибо, Роб и Термит!Еще раз взглянув на фотографии, я вижу, что у него фиксированный зазор, а также дополнительный съемный зазор. Это нормально? Просто интересно, был ли добавлен фиксированный зазор…
Нажмите, чтобы развернуть…
То, что это НЕ был знаменитый LeBlond (и чертовски немногие другие когда-либо) “СКОЛЬЗЯЩИЙ” или токарный станок с регулируемым зазором станины.
Потому что для этого нужна “двуспальная” кровать.
Что-то вроде установки «рабочего» валика поверх конструкции, похожей на рубанок, сверлильный станок или большой плоскошлифовальный станок. Таким образом, он может скользить в направлении TS, чтобы открыть зазор произвольной ширины, и ему не нужен блок-заполнитель для закрытия зазора – просто поверните его в другую сторону и закройте.
На вашем фото есть “щелевая кишка”, где отливка возле HS усилена дополнительной глубиной под щелью.. так что с вынутым блоком-заполнителем она все еще остается жесткой.
Раздвижная кровать имеет вместо нее полноценную дополнительную кровать – не нужно “пузо”.
Фотографии тех, кто рядом. Однако большинство из них имеют редукционную головку, а не «конусную» головку с плоским ремнем. Никакой радости от нахождения этого.
Довольно аккуратная концепция для работы на одном токарном станке или в ремонтной мастерской. Великолепно иметь на корабле в море или ремонтировать технику в отдаленном шахтерском поселке.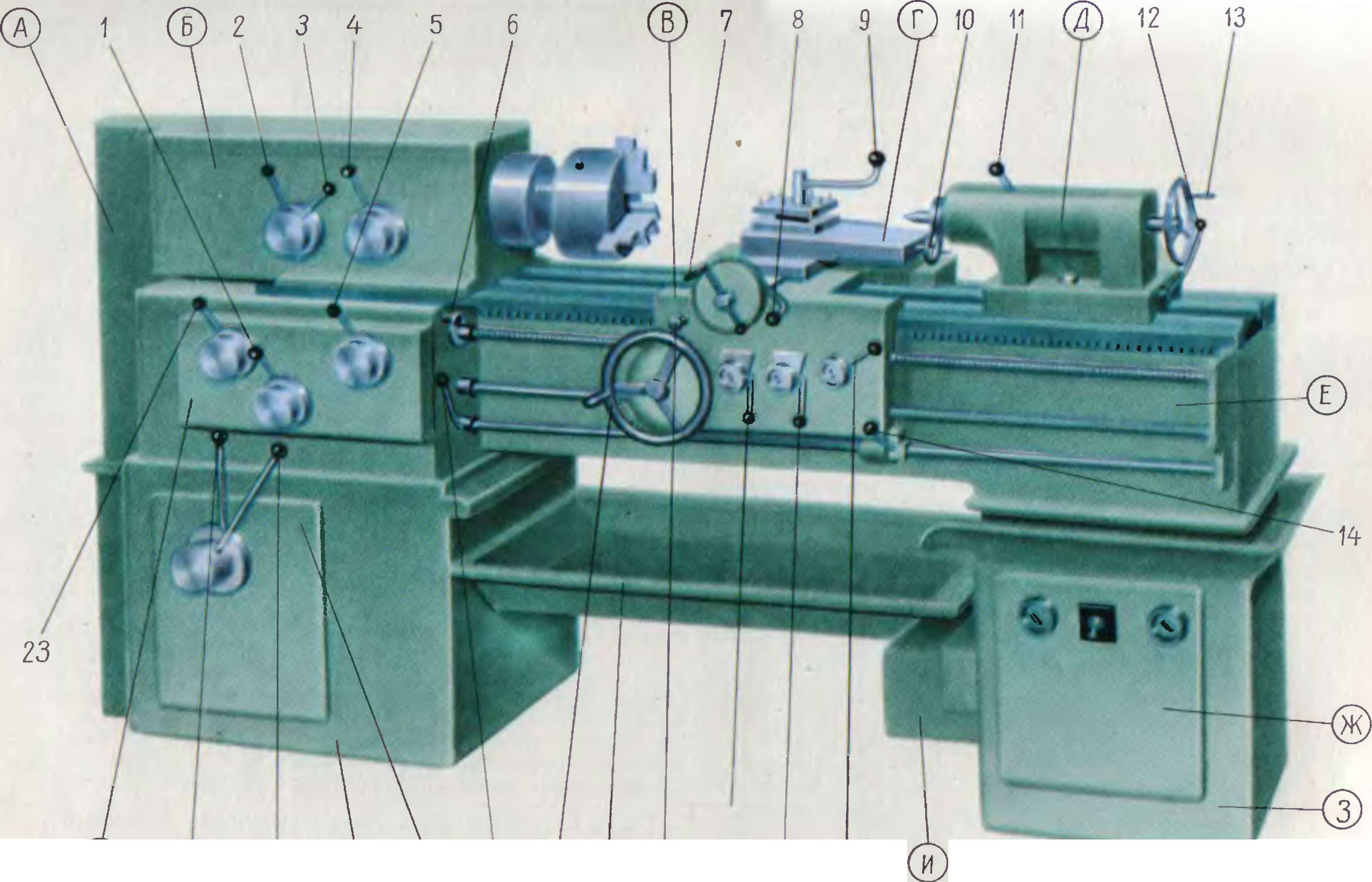
В противном случае еще одно место для потери выравнивания и жесткости при любой заданной максимальной массе.
Последнее редактирование:
Джонодер
Алмаз
- #6
Все еще изготавливаются простыни с промежутками примерно в 1947 г. , нижняя половина страницы
, нижняя половина страницы
Адэр Орр
Алюминий
- #7
-Adair
(редактировать: я только что увидел, что вы находитесь в Новой Зеландии и что у машины, возможно, никогда его не было.)
термит
Алмаз
- #8
«Масштаб» указывает, что у него никогда не было «отдельного». Комбинированный LS/поверхностный привод только “может быть”.Джонодер сказал:
Рычаг с половинной гайкой все еще есть, но ходовой винт потерялся – маловероятно, что у 20-х годов RKL он будет в каком-то странном месте – даже на фиксированном зазоре
Нажмите, чтобы развернуть…
Множество рынков, где наплавки было достаточно — нарезание резьбы в одной точке не требовалось.
Питер С
Алмаз
- #9
Thermite,термит сказал:
Фотографии тех, кто вокруг.
Нажмите, чтобы развернуть…
У меня есть фотографии двух токарных станков Barnes Drill Co. с конусной головкой и подвижной станиной, которые продавались в Новой Зеландии. Хотя намного меньше.
Сделайте это три – сегодня ни с того ни с сего, 1975 Немецкий токарный станок с раздвижной станиной Lieben приличных размеров рекламируется на Южном острове (см. фото). Качание 1,5 м (59 дюймов).
—————
Возвращаясь к LeBlond, возможно, ему уже 100 лет, так что времени для ходового винта предостаточно. (я предполагаю, что что-то сломалось в тележке или, возможно, в конце ящика Нортона). Особенно учитывая, что в настоящее время он находится в мастерской по изготовлению, думаю, ковши для землекопов и тому подобное
Я видел большой старый Дин Смит и Грейс для продажа (на свалке) в Окленде, та же проблема, снят ходовой винт, сломанные детали где-то в поезде. 0007
0007
У LeBlond отверстие шпинделя 50 мм, но я сомневаюсь, что это имеет большое значение, учитывая его другие возможности. Как и отсутствующий ходовой винт.
Джим Кристи
Титан
- #10
Я заметил на первой фотографии Питера в посте 1, что слева от передней бабки токарного станка есть что-то похожее на внешнюю опору для небольшого горизонтально-расточного станка.
Возможно, мельница для него есть в магазине.
Если нет, то я могу себе представить, что, вероятно, есть кто-то, у кого есть небольшой сверлильный станок, и он хотел бы, чтобы он был рядом с ним.
Джим
термит
Алмаз
- #11
Я ожидал, что Блафф, Южный остров, держит в ремонте эскадру паровых китобоев с железным корпусом. Это примерно подходящий возраст, и Блафф БЫЛ довольно отдаленным до того, как началась быстрая дорога, по крайней мере, в Квинстаун!Питер С сказал:
Thermite,У меня есть фотографии двух токарных станков Barnes Drill Co. с конусной головкой и подвижной станиной, которые продавались в Новой Зеландии. Хотя намного меньше.
Сделайте это три – сегодня ни с того ни с сего на Южном острове рекламируется немецкий токарный станок с раздвижной станиной Lieben 1975 года выпуска приличных размеров (см. фото). Качание 1,5 м (59 дюймов).
Нажмите, чтобы развернуть…
Тем не менее, это относится к Новой Зеландии в целом. Так что процент универсальных токарных станков с раздвижной станиной «швейцарский армейский нож» будет выше, чем в более плотных индустриальных странах, подходит и для Северного острова.
Даже по сей день, на самом деле. Помимо затрат, требуется ВРЕМЯ, чтобы получить «вещи».
цианидкид
Титан
- #12
термит
Алмаз
- №13
“Скорее всего” он уже два года на рынке.. он только сейчас снял …МЕШОК.. с головы…. и пошел искать?цианидекид сказал:
привет, Питер, что там происходит, все это тяжелое железо сразу выходит на рынок?!? это потому что вы смотрите в данный момент, или просто совпадение, . люди говорили о токарных станках с раздвижной станиной, и СУМКА! один выставлен на продажу там внизу… каковы шансы..Нажмите, чтобы развернуть…
Питер С
Алмаз
- №14
Cyanidekid,цианидекид сказал:
привет, Питер, что там происходит, все это тяжелое железо сразу выходит на рынок?!? это потому что вы смотрите в данный момент, или просто совпадение, .Нажмите, чтобы развернуть…
 люди говорили о токарных станках с раздвижной станиной, и СУМКА! один выставлен на продажу там внизу… каковы шансы..
люди говорили о токарных станках с раздвижной станиной, и СУМКА! один выставлен на продажу там внизу… каковы шансы..Не вдаваясь в производственную ситуацию в Новой Зеландии (но упомяну в качестве примера, что мы уже даже не шьем собственную одежду и обувь…)
Сколько я себя помню (годы) постоянно поступают старые машины, перечисленные на местном новозеландском эквиваленте Ebay.
Кажется, существует бесконечный запас маленьких старых токарных станков, иногда неизвестного производства, срок службы которых давно истек. Я полагаю, это потому, что станки редко или никогда не утилизировались, они всегда представляли ценность и поэтому выжили, медленно продвигаясь по цепочке пользователей, пока не достигли дна…
Вот несколько примеров, перечисленных в последнем несколько недель: производители неизвестны. Угловой фартук на 2-м фото выглядит характерно. У меня есть много фотографий машин такого размера и возраста, они продолжают появляться:
Пара более тяжелых токарных станков, перечисленных сегодня: Meuser и Mitchell. Митчеллы довольно распространены и появляются каждые несколько месяцев. Meuser не редкость, я видел несколько в продаже:
Митчеллы довольно распространены и появляются каждые несколько месяцев. Meuser не редкость, я видел несколько в продаже:
6-футовый стол, который мне кажется бывшим токарным станком:
Последнее редактирование:
Питер С
Алмаз
- №15
3 больших станка Станко (российских) в ряд и меньший Станко:
Цинциннати Инструментастер с аукциона табака мастерская компании:
Питер С
Алмаз
- №16
Токарный станок Covmac (Coventry Machine Works, более известный своим вырубным оборудованием) и токарный станок Woodhouse & Mitchell (когда-то производивший паровые двигатели для мельниц и т. д.). .):
Красивый формовщик для рук, по всей видимости, сделанный в Новой Зеландии инженером-модельером в 1920–30-х годах:
Питер С
Алмаз
- # 17
