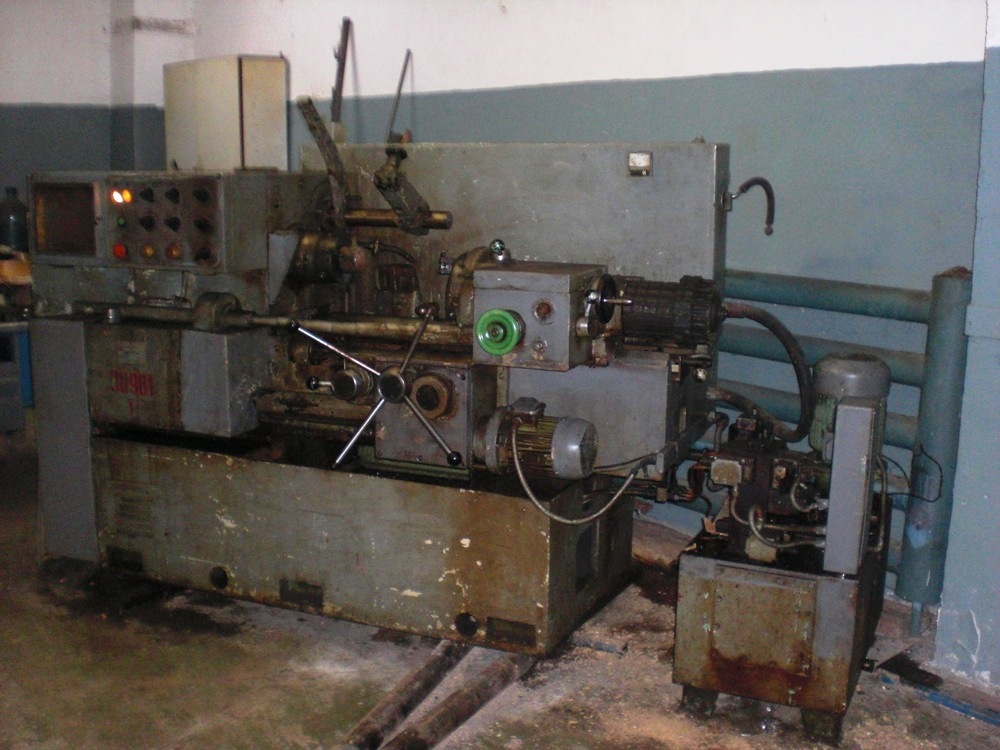
Станок токарно-револьверный с ручным управлением – патронное исполнение 1Г340
- Главная /
- Справочник
- Станки советские, российские, импортные – справочная информация
- Станки советские, российские, импортные – справочная информация
- Станок токарно-револьверный с ручным управлением – патронное исполнение 1Г340
Станки предназначены для высокопроизводительного выполнения сверлильных, токарных (обточки, расточки, зенкерования, развертывания, отрезки, подрезки, прорезки канавок) и резьбонарезных (метчиками, плашками, с помощью резьбонарезного устройства) работ в ус
Технические характеристики станка 1Г340
| Параметр | Значение |
|---|---|
| Класс точности станка по ГОСТ 8-82 (Н, П, В, А, С) | Н |
| Наибольший диаметр детали обрабатываемой над станиной, мм | 200 |
| Наибольший диаметр обрабатываемого прутка, мм | 40 |
| Наибольшая длина обрабатываемой детали, мм | 630 |
| ЧПУ | – |
Пределы частот вращения шпинделя Min/Max, об/мин. |
36 – 1600 |
| Мощность, кВт | 7.1 |
| Габариты, мм | 2800_1200_1400 |
| Масса, кг | 2500 |
| Начало серийного выпуска, год | 1981 |
| Завод-производитель | Беверс, АООТ |
Предлагаем купить новые или после капремонта аналоги оборудования типа Станок токарно-револьверный с ручным управлением – патронное исполнение 1Г340 по выгодной цене. Подбор подходящей модели можно произвести самостоятельно на нашем сайте в разделе КАТАЛОГ, или получив консультацию у сотрудников коммерческого отдела нашей компании.
Продажа аналогов станка модели 1Г340 производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство на заводе-изготовителе и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможен другой совместно согласованный порядок оплаты.
Гарантия на продукцию, аналогичную изделию – Станок токарно-револьверный с ручным управлением – патронное исполнение 1Г340 составляет:
- новые станки – 12 мес.,
- после капитального ремонта – 6-12 мес..
Предприятия-производители оставляют за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у наших менеджеров по продаже станков и кузнечно-прессового оборудования!
Если Вам необходимо купить Станок токарно-револьверный с ручным управлением – патронное исполнение 1Г340 звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 276-70-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок токарно-револьверный с ручным управлением – патронное исполнение 1Г340 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
Популярные модели
Гидроцилиндры зажима 1341 токарных станков 1К341, 1Г340, 1Г340П
Главная » Гидравлическое оборудование » Гидроцилиндры, гидродомкраты » Гидроцилиндры
Гидроцилиндры зажима , используемые в токарных станках 1Г340, 1К341, используются в качестве привода механизированных патронов. Для предотвращения падения давления в полостях цилиндра зажима при внезапном падении давления в подводящей системе или обрыве подводящих шлангов, в гидроцилиндр зажима встроены управляемые гидравлические клапаны, автоматически отключающие полости цилиндра от подводящей системы и обеспечивающие поддержание силы зажима детали в патроне до остановки вращения шпинделя станка.
Для установки гидроцилиндра зажима (цилиндр гидравлический вращающийся – ЦГВ) на станках-автоматах, содержащих гидрораспределитель с электрическим управлением, предусмотрена установка индукционных выключателей контроля рабочего хода штока при зажиме и разжиме заготовки.
Устройство и принцип работы гидроцилиндра зажима станка 1К341
Используемый в конструкции токарно-револьверного станка 1К341 гидроцилиндр зажима в сборе (смотри ниже на схеме станка позицию 14) или иначе – гидравлический зажима материала – позволяет производить зажим калиброванного и некалиброванного прутка с отклонением по диаметру до 2-х миллиметров. Гидроцилиндр зажима в сборе 1341 ( в комплекте поставки станка обозначается как узел зажима 1341.10.003СБ, а в описании работы станка – механизм зажима и подачи материала 10.10.00) входит в комплект поставки станка 1К341 (приложен отдельным местом в общей упаковке).
Ниже рассмотрен механизм зажима материала (прутка):
Корпус цангового патрона 22 закреплён на переднем фланце шпинделя. Зажимная цанга 24 связана с корпусом поводковыми штифтами 27.
В расточке цанги крепят сменные вкладыши 26, которые зажимают винтами 25 и удерживают от проворачивания цангу штифтами 23. Конструкция механизма зажима (гидроцилиндра зажима), состоящего из подвижной и неподвижной цанги обеспечивает высокую стабильность положения (в пределах 0,1 мм) торца зажатого прутка. Зажимная цанга завинчена на трубу зажима 20.
На левом конце трубы зажима находится гайка 10, прижатая гайкой 9 к торцу поршня 11, перемещающегося в цилиндре 14 и связанного с ним штырями 15
Гидроцилиндр 14 в сборе с крышкой 13 навинчен на резьбу шпинделя и закреплён закладной шпонкой 31. Цилиндр (гидроцилиндр зажима) вращается внутри неподвижной маслоподводящей втулки 16.
По радиальным каналам к кольцевым внутренним пазам втулки подводится масло от гидропанели. Через отверстия в цилиндре (гидроцилиндре) масло подводится в правую либо левую области цилиндра. Поршень в этом случае перемещается и происходи зажим или разжим материала.
Через отверстия в цилиндре (гидроцилиндре) масло подводится в правую либо левую области цилиндра. Поршень в этом случае перемещается и происходи зажим или разжим материала.
Гидроцилиндр зажима станков 1Г340, 1Г340П
Зажим и подача прутков, а также зажим штучных заготовок в токарных станках 1Г340, 1Г340П осуществляется гидроцилиндром зажима (см. ниже на схеме позицию 7).
Гидроцилиндр зажима в сборе (в описании работы станков обозначается как механизм зажима и подачи материала 15.10.000) входит в комплект поставки станков 1Г340, 1Г340П (приложен отдельным местом в общей упаковке).
Ниже рассмотрен механизм зажима материала (прутка):
Механизм зажима и подачи материала предназначен для зажима и подачи пруткового материала, а также для зажима штучных заготовок в трёхкулачковом патроне.
Конструкция механизма, включающая неподвижные и подвижные цанги зажима, обеспечивает высокую стабильность положения (в пределах 0,1 мм) торца зажатого прутка.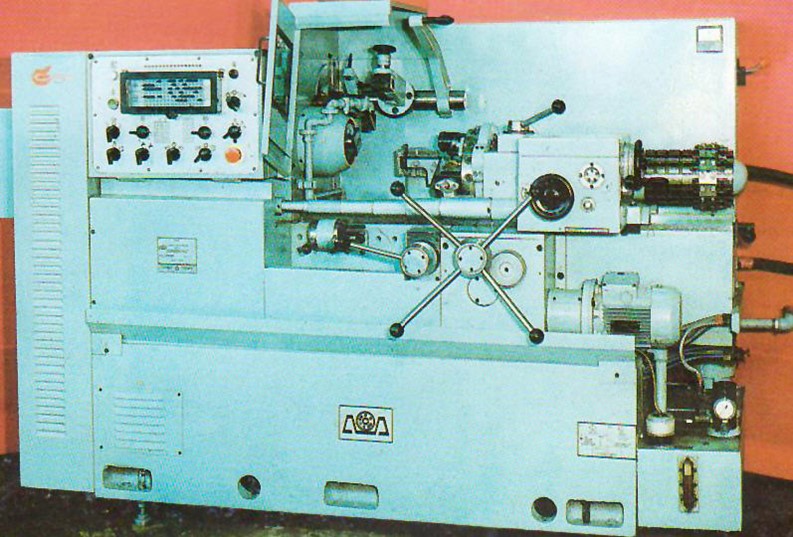
Корпус цангового патрона 12 закреплён на переднем фланце шпинделя. Зажимная подвижная цанга 15 связана с корпусом поводковыми штифтами 14.
Зажимная цанга навинчена на трубу зажима 9. В расточке неподвижной цанги 17 винтами 18 крепятся сменные вкладыши 19, которые удерживаются от проворачивания штифтами 16.
При перемещении зажимной цанги 15 вперёд происходит разжим материала, при перемещении назад – зажим. Усилие на зажимную цангу передаётся трубой зажима 9, связанной с помощью гаек 3 и 4 с поршнем 6 цилиндра зажима 7.
Подвод масла к обеим полостям гидроцилиндра осуществляется с помощью подвижной маслоподводящей втулки 8, расположенной внутри шпиндельной бабки.
Для зажима деталей в трёхкулачковом патроне корпус цангового патрона 12, цанги 15 и 17, втулка 21, а также труба подачи с цангой снимаются.
ER WAGNER Самоустанавливающееся колесо, 4 D x 1 дюйм. W, 140 фунтов — 1G340|1G003101094R
Э. Р. ВАГНЕР
Р. ВАГНЕР
- Элемент # 1G340
- производитель Модель # 1Г003101094Р
- UNSPSC # 31162702
- № страницы каталога Н/Д
Страна происхождения
США. Страна происхождения может быть изменена.
Страна происхождения может быть изменена.
Колеса с резиновым протектором подходят для большинства типов напольных покрытий и обеспечивают более надежную защиту пола, чем колеса с металлическим протектором. Они доступны в диапазоне твердости. Как правило, протекторы из мягкой резины обеспечивают большую амортизацию и лучшую защиту пола, чем протекторы из твердой резины, а протекторы из твердой резины обеспечивают большую грузоподъемность, лучшую стойкость к истиранию и более легкое качение, чем протекторы из мягкой резины. Стандартные колеса с резиновым протектором используются для замены существующих колес на тележках, стеллажах и аналогичном оборудовании.
Коснитесь изображения, чтобы увеличить его.
Наведите курсор на изображение, чтобы увеличить его.
Э. Р. ВАГНЕР
- Элемент # 1G340
- производитель Модель # 1Г003101094Р
- UNSPSC # 31162702
- № страницы каталога Н/Д
Страна происхождения
США.