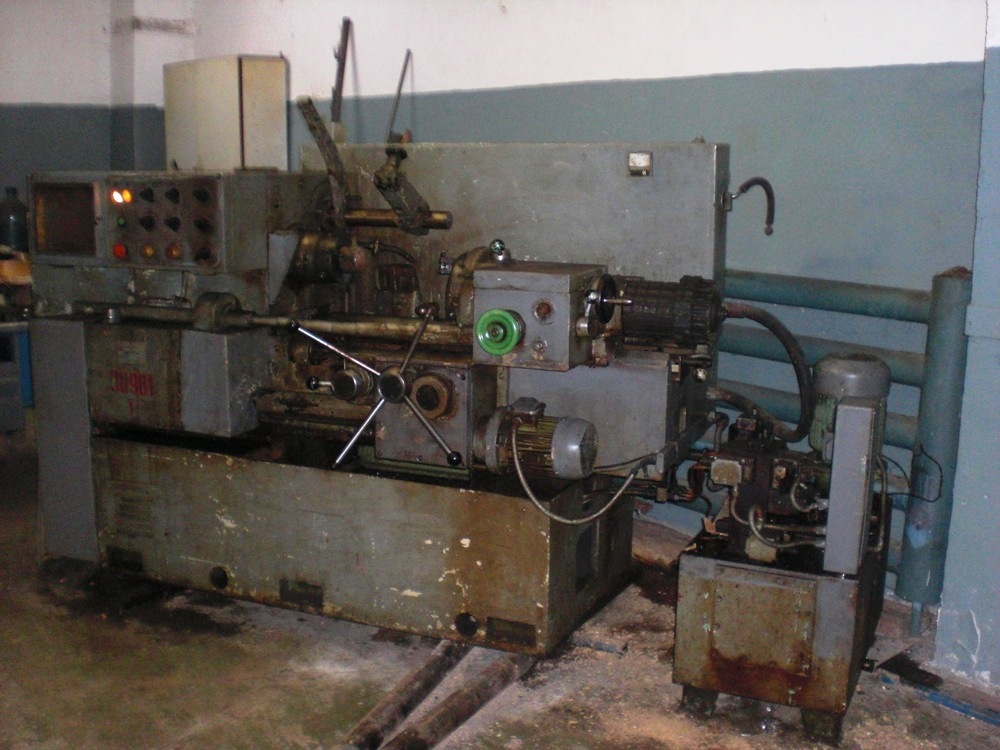
Характеристики токарно-револьверного станка 1Г340 (1Г340П)
Бердичевский станкостроительный завод “Комсомолец”
Станки токарно-револьверные моделей 1Г340 и 1Г340П с горизонтальной осью револьверной головки предназначены для высокопроизводительного выполнения сверлильных, токарных (обточки, расточки, зенкерования, развертывания, отрезки, подрезки, прорезки канавок) и резьбонарезных (метчиками, плашками, с помощью резьбонарезного устройства) работ в условиях серийного производства.
Поперечная обработка осуществляется за счет круговой подачи револьверной головки.
При оснащении дополнительными устройствами на станках производится обработка конусов и фасонных поверхностей.
Станки изготовляются в двух исполнениях: для обработки прутковых материалов шестигранного и круглого сечения диаметрами до 40 мм и обработки в трехкулачковом патроне штучных заготовок диаметрами до 200 мм.
Автоматическое переключение частоты вращения шпинделя и подач суппорта при смене позиций револьверной головки в соответствии с программой, заданной на штекерной панели пульта управления значительно повышает производительность труда на станках и удобство их обслуживания.
Для наладки и обработки мелких партий деталей предусмотрено ручное управление станками.
Применение сменных револьверных головок обеспечивает быструю переналаживаемость станков.
Зажим и подача прутков, а также зажим штучных заготовок осуществляются гидравлическим механизмом.
Наибольшее допускаемое колебание сечения прутка ±1 мм, а диаметра штучных заготовок ±3 мм.
Класс точности станков модели 1Г340 — Н по ГОСТ 8—77 и модели 1Г340П — П по ГОСТ 8—77.
| Основные данные | |
|---|---|
| Наибольшие размеры обрабатываемого прутка при зажимной и подающей трубах, мм: | |
| – круглого (диаметр) | 40 |
| – шестигранного (размер под ключ) | 32 |
| Наибольшая длина прутка, мм | 3000 |
| Наибольший диаметр изделия, устанавливаемого над станиной, мм | 400 |
| Наибольшая длина подачи прутка, мм | 100 |
| Расстояние от переднего торца шпинделя до револьверной головки, мм | 120-630 |
| Расстояние от основания станка до оси шпинделя, мм | 1060 |
| Количество скоростей шпинделя: | |
| – прямого вращения | 12 |
| – обратного вращения | 6 |
| Частота вращения шпинделя, об/мин: | |
| – прутковое исполнение: | |
| – прямое вращение | 45-2000 |
| – обратное вращение | 45-250 |
| – патронное исполнение | 36-1600 |
| – скоростное исполнение | 56-2500 |
| Диаметр отверстия в шпинделе, мм | 62 |
| Количество подач револьверного суппорта: | |
| – продольных | 12 |
| – поперечных | 12 |
| Подача, мм/об: | |
| – продольная | 0,035-1,6 |
| – поперечная | 0,02-0,8 |
| Скорость ускоренных продольных перемещений револьверного суппорта, м/мин | 6 |
| Механизм главного движения | |
| Частота вращения шпинделя, об/мин: | |
| – в I диапазоне | 45; 90; 180; 355; 7; 10; 1400 |
| – во II диапазоне | 63; 125; 250; 500; 1000; 2000 |
| Механизм подач | |
| Величина продольных подач, мм/об: | |
| – в I диапазоне | 0,085; 0,067; 0,125; 0,236; 0,45; 0,85 |
| – во II диапазоне | 0,067; 0,125; 0,236; 0,45; 0,85; 1,6 |
| Величина поперечных подач в отношении к продольным подачам | 1:2 |
| Наибольшее усилие, допускаемое механизмом подач, Н (кгс): | |
| – продольных | 5880 (600) |
| – поперечных | 2940 (300) |
| Привод, габарит и масса станка | |
| Питающая электросеть: | |
| – род тока | Переменный трехфазный |
| – частота, Гц | 50 |
| – напряжение, В | 380 |
| Напряжение, В: | |
| – электроприводов | 380 |
| – цепей управления переменного тока | 110 |
| – цепей управления постоянного тока | 24; 48 |
| – цепей местного освещения | 24 |
| Электродвигатели: | |
| – главного движения: | |
| – тип | 2А132М6/4У3, М301 |
| – мощность, кВт | 6,0/6,2 |
| – частота вращения, об/мин | 960/1440 |
| – ускоренных продольных перемещений револьверного суппорта: | |
| – тип | 4А71А4/2У3, М301 |
| – мощность, кВт | 0,45/0,75 |
| – частота вращения, об/мин | 1420/2880 |
| – привод гидравлики: | |
| – тип | 4АХ80В4У3, М301 |
| – мощность, кВт | 1,5 |
| – частота вращения, об/мин | 1415 |
| – насоса охлаждающей жидкости: | |
| – тип | Х14-22М |
| – мощность, кВт | 0,12 |
| – частота вращения, об/мин | 2800 |
| – производительность, л/мин | 22 |
| – насоса смазки: | |
| – тип | 4А63В4У3 |
| – мощность, кВт | 0,37 |
| – частота вращения, об/мин | 1365 |
| Гидрооборудование и система смазки | |
| Марка масла: | |
| – для гидросистемы | Турбинное Т22 |
| – для системы смазки | Индустриальное-30 |
| Насос гидропривода: | |
| – тип | Г12-32А |
| – производительность, л/мин | 18 (при n=1450 об/мин) |
| Насос смазки: | |
| – тип | ВГ11-11 |
| – производительность, л/мин | 8 |
| Габарит станка, мм | 2800 х 1200 х 1400 |
| Масса станка, кг: | |
| – без выносного оборудования | 2500 |
| – с выносным оборудованием | 3000 |
Устройство токарно-револьверного станка 1Г340П презентация, доклад
Устройство токарно-револьверного станка 1Г340П
СППК
364 группа
Воробьёв Борис
2015г
Токарно-револьверный станок модели 1Г340, 1Г340П предназначены для серийного выполнения разнообразных работ, таких как: обточка поверхности; расточка отверстия;
зенкерование; развертывание; отрезка и подрезка торцов;
прорезка канавок; нарезание резьбы метчиком и плашкой
Поперечная обработка деталей осуществляется при помощи круговой подачи револьверной головки. На станках может выполняться обработка конусов при условии оснащения его дополнительным устройством.
Станки бывают двух исполнений: для обработки шестигранников (с наибольшим размером S = 32 мм) и прутков диаметром до 40 мм.
Обработки в трехкулачковом патроне единичных деталей диаметром до 200 мм.
На станках может выполняться обработка конусов при условии оснащения его дополнительным устройством.
Станки бывают двух исполнений: для обработки шестигранников (с наибольшим размером S = 32 мм) и прутков диаметром до 40 мм.
Обработки в трехкулачковом патроне единичных деталей диаметром до 200 мм.
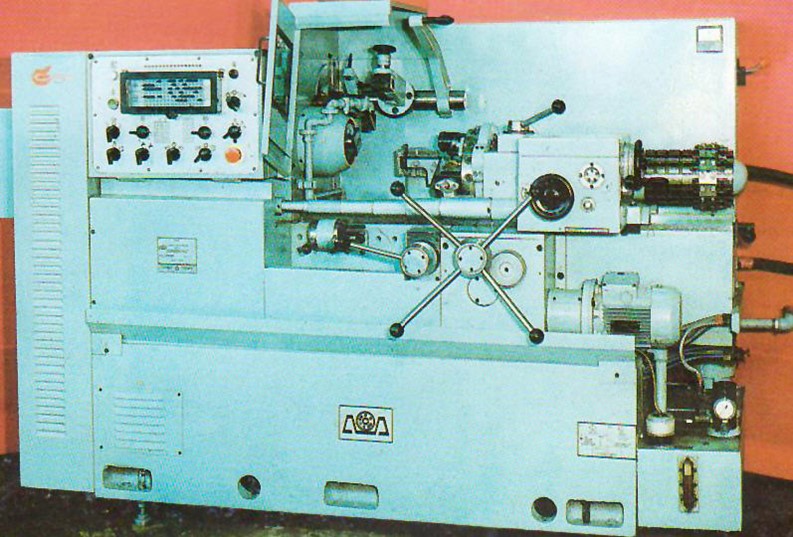
Устройство токарно-револьверного станка 1Г340П
1.Станина станка;
2.Коробка скоростей станка;
3.Гидравлический механизм
зажима и подачи заготовки;
4.Коробка подач станка;
5.Резьбонарезной механизм;
6. Копировальный механизм;
7.Револьверный суппорт;
8.Фартук;
9.Электрооборудование;
10.Насосная станция;
11.Система охлаждения;
12.Передний барабан упоров;
13.Редуктор;
14.Стойки;
15.Защитный кожух;
16.Станция системы смазки;
17.Шпиндель;
18.Упор ограничения круговых перемещений;
19.Отводной упор
Органы управления токарно-револьверного
станка 1Г340П
Сигнальная лампа
Амперметр
Сигнальная лампа „Отсутствие рабочего давления в системе и системе смазки”
Рукоятка режимов работы (ручное управление, автоматическое управление)
Рукоятка диапазонов частоты вращения шпинделя
Рукоятка „Зажим-разжим изделия”
Рукоятка частоты вращения шпиндельной бабки
Рукоятка включения и выключения системы охлаждения СОЖ
Рукоятка пуска, торможения и остановки шпинделя
Переключатель включения реверса шпинделя (обратного хода)
Кнопка „Аварийный стоп”
13. Рукоятка фиксации и расфиксации револьверной головки
Рукоятка фиксации и расфиксации револьверной головки
14.Ручка включения и выключения продольной подачи револьверного суппорта
15.Кнопка включения поперечной подачи револьверной головки
16. Рукоятка ручного продольного перемещения револьверного суппорта
17. Маховик ручной поперечной подачи револьверной головки
19. Рукоятка включения реверсивного хода поперечной подачи
20. Рукоятка жесткого отводного упора для отключения продольной подачи
21. Золотник регулирования давления масла в системе
22. Манометр
23. Рукоятка подвода упоров барабана для отключения продольной подачи
24. Рукоятка установки значения подач
25. Переключатель установки величин подач
26. Штекерная панель
Органы управления токарно-револьверного станка 1Г340П
Кинематическая схема токарно-револьверного станка 1Г340П
Станина токарно-револьверного станка 1Г340, 1Г340П
Станина представляет собой чугунную литую отливку, которая состоит из основания, верхней станины и автоматической коробки скоростей.
В проемах основания установлены станция системы смазки и станция системы охлаждающей жидкости (СОЖ). Электродвигатель главного движения (вращение шпинделя) установлен на подмоторной плите, а на подвижной плите — коробка скоростей станка. В средине основания предусмотрено место для сбора стружки и удобного ее извлечения.
На основание крепится станина с призматическими направляющими, по которым перемещается револьверный суппорт.
В левой части станины крепиться шпиндельная бабка, коробки подач, редуктора круговых подач револьверной головки и фартука.
В правой части станины между направляющими установлен упор ограничения продольного перемещения револьверного суппорта.
Коробка скоростей токарно-револьверного станка 1Г340, 1Г340П
На станке используется автоматическая коробка скоростей, позволяющая производить переключение частоты вращения на ходу и под нагрузкой.
Торможение вала осуществляется при одновременном включении трех электромагнитных муфт.
Реверсный ход шпиндельной бабки осуществляется электродвигателем.
Централизованная смазка коробки подач.
Коробка подач токарно-револьверного станка 1Г340, 1Г340П
Ведущий вал 2 коробки подач получает вращательное движение от последнего ведомого вала коробки скоростей через ременную передачу.
Крутящий момент от электродвигателя на входной (ведомый) вал 4 коробки скоростей и с выходного вала 1 на шпиндельную бабку передается с помощью
плоскозубчатой ременной передачи.
В коробке скоростей расположено
пять электромагнитных муфт, которые,
при включении попарно, выдают на валу
12 скоростей (с учетом реверсного
электродвигателя).
Револьверный суппорт токарно-револьверного станка 1Г340, 1Г340П
Револьверный суппорт предназначен перемещения режущего инструмента в поперечном и продольном перемещениях. Подачи могут осуществляться в автоматическом режиме или вручную.
Подачи могут осуществляться в автоматическом режиме или вручную.
Многопозиционная револьверная головка
2 устанавливается на зубчатом венце 1. Зубчатый венец, в свою очередь, крепится на валу револьверной головки 4.Ведущий вал установлен на двух подшипниках 3. Продольные перемещения суппорта осуществляются при помощью рейки 15.
Барабан упоров 6 расположен соосно с валом револьверной головки и зафиксирован на нем при помощи втулки 7 и гаек 9. Вал револьверной головки через шестерню 16 связан с коллектором управления расположением револьверной головки.
Круговые перемещения револьверной головке передаются от коробки подач станка через ременную передачу
Техническая характеристика токарно-револьверного станка по металлу модели 1Г340П
Скачать презентацию
Б/у Комсомолец на продажу. Ryazan equipment & more
Ryazan, Russia
Yekaterinburg, Russia
Yekaterinburg, Russia
Vinnytsia, Ukraine
Винница, Украина
Винница, Украина
Винница, Украина
Vinnytsia, Ukraine
$554 USD
Vinnytsia, Ukraine
Vinnytsia, Ukraine
 25″ href=”/listings/35456248-5a140p-gear-shaped-semi-automatic-in-yekaterinburg-russia”>
25″ href=”/listings/35456248-5a140p-gear-shaped-semi-automatic-in-yekaterinburg-russia”>Yekaterinburg, Russia
 25″ href=”/listings/74284885-universal-tooth-milling-machine-5e32-in-vinnytsia-ukraine”>
25″ href=”/listings/74284885-universal-tooth-milling-machine-5e32-in-vinnytsia-ukraine”>Vinnytsia, Ukraine
 25″ href=”/listings/74284756-universal-gear-milling-machine-5k32-in-vinnytsia-ukraine”>
25″ href=”/listings/74284756-universal-gear-milling-machine-5k32-in-vinnytsia-ukraine”>Винница, Украина
П. |
PRODUKTIONSABTEILUNG Worüber verfügen wir? Wir besitzen eine moderne, technische und soziale Infrastruktur, die auf den neuen, gut ausgestatteten Objekten basiert. Unsere Firma besitzt die modernen, numerisch gesteuerten Werkzeugmaschinen, wie:
und eine ganze Reihe von den Universalbänken, Fräs-, Bohr- und Schleifmaschinen und anderen technischen Geräten. Auf dieser Ausstattung basierend, haben wir folgende Bearbeitungs-möglichkeiten:
HANDELS- UND DIESTLEISTUNGSABTEILUNG
|
 П.У.Х. “ЛЕЧАНА”
П.У.Х. “ЛЕЧАНА”