1И611П Станок токарно-винторезный повышенной точности универсальный схемы, описание, характеристики
Сведения о производителе токарно-винторезного станка 1И611П
Изготовитель и разработчик токарного станка модели 1И611П – Ижевский станкостроительный завод Ижмаш, основанный в 1807 году.
История станкостроения на Ижевском машиностроительном заводе “Ижмаш” начинается 28 июля 1930 г. после выхода приказа №181 о создании станкостроительного отдела.
Наиболее массовыми моделями универсальных токарных станков, выпущенными в разное время, стали “Удмурт”, “Удмурт-2” (161-АМ), ИЖ-250, 1И611П, 1ИС611В, 95ТС, 250ИТВМ, 250ИТВМФ1 и токарный станок с ЧПУ ИТ42.
Станки, выпускаемые машиностроительным заводом Ижмаш
1И611П Станок токарно-винторезный повышенной точности универсальный. Назначение и область применения
Станок токарно-винторезный 1И611П заменил в производстве устаревшую модель ИЖ-250 и был заменен на более совершенную модель 250ИТВМ, 250ИТВМ.01, 250ИТВМ.03, 250ИТВМФ1.
Универсальный токарно-винторезный станок 1И611П повышенной точности инструментальной группы предназначен для выполнения самых разнообразных работ в центрах, цанговых или кулачковых патронах по черным и цветным металлам, включая точение конусов, а также для нарезания метрических, модульных, дюймовых резьб.
Станок 1И611П применяется для чистовых и получистовых работ в единичном и мелкосерийном производстве. Станки предназначены для эксплуатации преимущественно в многоэтажных зданиях, а также в подвижных ремонтных мастерских и судах.
Токарно-винторезный станок 1И611П обеспечивает:
- Разнообразные токарные работы в центрах, цанговом и кулачковом патронах
- Широкий диапазон чисел оборотов и подач, обеспечивают производительную обработку при хорошем качестве поверхности
- фрезерные работы, а также обработку концевым инструментом, установленным в сверлильном патроне
- наружное и внутреннее шлифование деталей в центрах и патроне
Особенности конструкции токарного станка 1И611П
- Универсальная коробка подач даёт возможность нарезать все метрические резьбы и распространённые дюймовые и модульные резьбы без смены шестерён на гитаре;
- Преселективное управление скоростями шпинделя позволяет подготовить последующее переключение во время работы станка;
- Исключается необходимость обслуживания с задней стороны станка, что важно при ограниченных производственных площадях;
- Сварной контейнер со встроенным электрооборудованием и емкостью СОЖ;
- Объемный стружкосборник, удобное удаление стружки;
- Механизм-верньер для точного отсчета поперечного перемещения суппорта;
- фрезерное приспособление, устанавливаемое на поперечной каретке суппорта;
- Мнемоническое управление подачами обеспечивается одной рукояткой, направление включения которой совпадает с направлением выбранного перемещения суппорта с резцовой головкой;
- Беззазорная фиксация резцовой головки обеспечивает высокую жёсткость и точность установки;
- Ходовой винт смазывается автоматически при нарезании резьбы;
- Конструкция шпиндельного узла позволяет быстро сменить приводные ремни без разборки узла;
- Станина станка изготовлена из хромоникелевого чугуна, направляющие закалены токами высокой частоты и отшлифованы;
- Предохранительное устройство от перегрузки механизма подач;
- Механизм останова, расположенный в фартуке, предохраняет механизмы подач от перегрузок, а также позволяет работать по жёсткому упору при точении.
Отличия конструкции токарного станка 1и611п от модели ИЖ-250, ИЖ-250П
Токарно-винторезный станок 1И611П – наиболее массовая модель, которую производил завод. Он выпускался с 1964 по 1982 год – 18 лет. Станок 1И611П сохранил почти все узлы предыдущей модели станка ИЖ-250, ИЖ-250П, но стал значительно удобнее в эксплуатации.
- Габаритные размеры рабочего пространства остались теми же: наибольший диаметр изделия, устанавливаемого над станиной – Ø 250 мм, межцентровое расстояние – 500 мм;
- В редукторе появился узел преднабора скоростей, на фартуке с правой стороны появилась рукоятка управления движением суппорта;
- Шпиндель станка 1И611П установлен на двухрядные роликовые подшипники спереди и шариковые радиально-упорные сзади вместо подшипников скольжения на станке ИЖ-250;
- Передний конец шпинделя – фланцевый, выполнен по ГОСТ 12593 под поворотную шайбу с коротким конусом для центровки токарного патрона (Условный размер – 4 (Ø 63,512 мм), исполнение – 1. Стандартный патрон – Ø 160 мм) вместо резьбового М68х6 на станке ИЖ-250;
- Шпиндель имеет 24 ступени оборотов вращения: 12 скоростей шпиндель получает от редуктора на приемный шкив через клиноременную передачу, 12 скоростей через перебор коробки скоростей в передней бабке.
Габаритные размеры рабочего пространства станка 1И611П
Габаритные размеры рабочего пространства станка 1и611п
Шпиндель токарно-винторезного станка 1и611п
Шпиндель токарно-винторезного станка 1и611п. Смотреть в увеличенном масштабе
Станина токарно-винторезного станка 1и611п
Станина токарно-винторезного станка 1и611п. Смотреть в увеличенном масштабе
Общий вид токарно-винторезного станка 1И611П
Фото токарно-винторезного станка 1и611п
Фото токарно-винторезного станка 1И611П. Смотреть в увеличенном масштабе
Фото токарно-винторезного станка 1и611п
Фото токарно-винторезного станка 1И611П. Смотреть в увеличенном масштабе
Фото токарно-винторезного станка 1и611п
Расположение органов управления токарно-винторезным станком 1и611п
Расположение органов управления токарно-винторезным станком 1И611П
Спецификация органов управления токарно-винторезным станком 1И611П
- Маховик преселективного выбора скоростей шпинделя;
- Рукоятки переключения подач и резьб;
- Рукоятки переключения подач и резьб;
- Рукоятки переключения подач и резьб;
- Рукоятка переключения трензеля и звена увеличения шага;
- Рукоятка переключения перебора;
- Маховик ручной продольной подачи;
- Рукоятка ручной поперечной подачи;
- Рукоятка закрепления резцовой головки;
- Рукоятка включения и выключения ходового винта;
- Рукоятка фиксации системы охлаждения;
- Тумблер «Освещение»;
- Рукоятка перемещения верхних салазок;
- Рукоятка зажима пиноли;
- Рукоятка закрепления задней бабки на станине;
- Рукоятка реверсирования подачи;
- Маховик перемещения пиноли;
- Гайка для закрепления задней бабки на станине;
- Рукоятка пуска и останова;
- Рукоятка регулирования предохранительного механизма;
- Кнопка «Стол» главного движения;
- Кнопка «Пуск» главного движения;
- Пакетный выключатель «Охлаждение»;
- Пакетный выключатель «Сеть»;
- Рукоятка переключения скоростей шпинделя.
Схема кинематическая токарно-винторезного станка 1И611П
Структурная схема станка 1И611П (к кинематической схеме 2.)
Структурная схема токарно-винторезного станка 1И611П. Смотреть в увеличенном масштабе
Кинематическая схема токарно-винторезного станка 1И611П
1. Схема кинематическая токарно-винторезного станка 1И611П. Смотреть в увеличенном масштабе
2. Схема кинематическая токарно-винторезного станка 1И611П. Смотреть в увеличенном масштабе
3. Схема кинематическая токарно-винторезного станка 1И611П. Смотреть в увеличенном масштабе
4. Схема кинематическая токарно-винторезного станка 1И611. Смотреть в увеличенном масштабе
Кинематическая схема станка изображена на рис 39.
Шпиндель станка VII получает вращение от электродвигателя (N = 2,8 кВт, n = 1430 об/мин) через коробку скоростей и механизм передней бабки. Вал I коробки скоростей получает вращение от электродвигателя через зубчатую муфту M1, На вал II передаются две частоты вращения 27/39 или 31/36; вал III получает четыре частоты вращения через зубчатые колеса 36/44 или 27/53. На вал IV может быть передано 16 частот вращения через зубчатые колеса 19/61, 31/49 49/31 или 53/27.
Блокировку включения зубчатых колес обеспечивают механизмом преселективного управления (см. рис. 26, в). Вращение с вала IV коробки скоростей передается на вал V передней бабки через клиноременную передачу d1 = 133, d2 = 135. С вала V вращение на шпиндель может быть передано непосредственно через муфту М2 или зубчатый перебор (30/60) (18/72).
Таким образом, шпиндель может получать 32 частоты вращения (2x2x4 + 2×2х4 = 32). Фактически рабочих частот вращения меньше, так как некоторые из них повторяются.
Для того чтобы лучше представить кинематические зависимости механизма главного движения, приведем расчет наименьшей и наибольшей частоты вращения шпинделя.
Наименьшая частота вращения:
nmin = 1430 (27/39) (27/53) (19/61) (133/135) (30/60) (18/72) = 20 об/мин
Наибольшая частота вращения:
nmax = 1430 (31/36) (36/44) (49/31) (133/135) = 2000 об/мин.
Аналогично можно рассчитать все остальные частоты вращения шпинделя.
Вращение к механизму подач можно передать со шпинделя через зубчатые колеса 48/68, в случае нарезания нормального шага резьбы, и через зубчатые колеса 48/68 с вала V, в случае нарезания увеличенного шага резьбы (звено увеличения шага). Шаг нарезаемой резьбы можно увеличить в восемь раз. Далее вращение в вала VIII передается на гитару сменных колес (a/d) (c/d) через реверсивный механизм а передачей на зубчатые колеса (34/36) (36/44) или 34/44. С гитары сменных колец вращение передается на вал XI коробки подач.
Коробка подач представляет собой типовой механизм с передвижными блоками и зубчатыми муфтами.
Настройка на нарезание резьбы и подачу предусматривает передачу вращения с вала XI на вал XII, далее на вал XIII, XIV, используя при этом соответствующее зацепление зубчатых колее и положение зубчатых муфт М3, М4 и М5, Вращение с вала XIV передается на вал XV механизма передачи вращения на ходовой вал или ходовой винт. Вращение на ходовой винт XVII с шагом t = 6 мм передается при включенных муфтах М6 и М7 через вал XIV и XV или через зубчатые колеса (26/52) (33/55).
Вращение на ходовой вал XVIII осуществляется через зубчатые колеса 48/40 при отключенной муфте М7.
При настройке на нарезание точных резьб движение на ходовой винт XVII передают прямо через валы X, XI, XIV, XV при включенных муфтах МЗ, М5, М6, М7 минуя механизм коробки подач. С ходового вала XVIII вращение через зубчатые колеса 22/29 и муфту М8 передается на вал XIX механизма фартука. Через червячную передачу 1/24 вращение получает вал XX. Движение на реечную пару z = 15, m = 2 мм продольной подачи передается через зубчатые колеса 15/39, муфту M10, зубчатые колеса 18/66; или через зубчатые колеса 15/39, муфту М9, зубчатые колеса 18/66. Движение на ходовой винт поперечной подачи с шагом t = 3 мм передается через зубчатые колеса (15/39) (39/39) (39/33), муфту М12, зубчатые колеса (36/18) (29/16) или через зубчатые колеса (15/39) 39/39) (39/33), муфту М11, зубчатые колеса (36/18) (29/16). Управление муфтами М9, M10, M11, M12 производят мнемонической рукояткой 21 (см, рис. 38), которой включают прямое и обратное перемещение суппорта с соответствующей подачей.
Конструкция токарно-винторезного станка 1И611П
Редуктор
Редуктор токарно-винторезного станка 1И611П
Редуктор, установленный в левой части тумбы, представляет собой четырехосную коробку скоростей с приводом от фланцевого электродвигателя. Редуктор имеет плоские направляющие для перемещения по направляющим тумбы при натяжении ременной передачи и закрепляется с помощью плит крепежными болтами.
Изменение чисел оборотов осуществляется преселективным устройством, позволяющим производить выбор чисел оборотов во время работы станка. Выбор чисел оборотов производится посредством маховика, поворотом которого в двух дисках создается определенная комбинация отверстий под фиксирующие пальцы рычагов, переключающих блоки шестерен.
Переключение скоростей осуществляют следующим образом: предварительно маховиком устанавливают требуемое число оборотов шпинделя, в нужный момент включения осуществляют с помощью рукоятки в два этапа — вначале рукоятку оттягивают на себя до появления заметного усилия, удерживая рукоятку в этом положении, выжидают пока не снизится число оборотов шпинделя (не выше 100 об/мин), затем рукоятку оттягивают до отказа, производя, таким образом, включение требуемой скорости.
При работе на низких скоростях шпинделя (ниже 100 об/мин) включение может быть произведено сразу — движением рукоятки до отказа. В случае, если, по каким-либо причинам (остановился двигатель и т. д.) после первой попытки переключения не произошло, необходимо отпустить ручку и повторить переключение снова.
Передняя бабка
Передняя бабка токарно-винторезного станка 1И611П
Передняя бабка токарно-винторезного станка 1И611П
В середине бабки на гильзе находится шкив. Движение на шпиндель от редуктора передается четырьмя клиновыми ремнями. Шпиндель станка получает 12 чисел оборотов от приемного шкива напрямую через зубчатую муфту и 12 — через перебор 1:8. На передней стенке бабки (справа) находится рукоятка переключения шестерен перебора и зубчатой муфты. Управление перебором и зубчатой муфтой сблокировано так, что одновременное их включение невозможно. Чтобы не смять торцы шестерен, переключение перебора на ходу не рекомендуется.
В корпусе передней бабки имеется звено увеличения шага (8:1) и трензель, с которого вращение через гитару передается на коробку подач.
Коробка подач
Коробка подач токарно-винторезного станка 1И611П
Коробка подач закрытого типа позволяет без применения сменных шестерен нарезать метрические резьбы всех стандартных шагов от 0,2 до 48 мм, дюймовые резьбы с числом ниток на дюйм от 24 до 0,5, модульные с модулем 0,2-30 мм и получать подачи в пределах от 0,02 до 6 мм/об. Величина поперечных подач равна половине продольных.
Для нарезания резьб повышенной точности механизм подач позволяет произвести прямое соединение ходового винта с гитарой, минуя механизм подач. При этом каждый шаг подбирается только сменными шестернями гитары.
Гитара
Гитара крепится на левом торце коробки подач. Общее передаточное отношение цепи подач от шпинделя до 1-го ведущего вала гитары 1 : 2.
Передаточное отношение гитары 5:8 соответствует настройке на метрическую резьбу. Для нарезания модульных, дюймовых резьб и резьб повышенной точности (минуя механизм коробки подач) на гитаре предусмотрена возможность установки сменных шестерен.
В руководстве приводятся данные для настройки станка на нарезание резьб повышенной точности, а также специальных резьб, не указанных в таблице настройки механизма подач.
Схема электрическая принципиальная токарно-винторезного станка 1И611П
Электрическая схема токарно-винторезного станка 1И611П
Схема электрическая токарно-винторезного станка 1И611П. Смотреть в увеличенном масштабе
На станке установлены три трехфазных асинхронных электродвигателя:
- Электродвигатель главного привода 1Д, мощность 3 кВт, 1430 об/мин, тип АОЛ2-32-4
- Электродвигатель насоса смазки 2Д, мощность 0,08 кВт, 1390 об/мин, тип АОЛ-012-4
- Электродвигатель насоса охлаждения ЗД, мощность 0,125 кВт, 2800 об/мин, насос ПА-22
Электродвигатели и аппаратура рассчитаны на включение в сеть с частотой и номинальным напряжением, соответствующим заказу. Напряжение местного освещения 36 в. и цепи управления 127 в. Динамическое торможение напряжением 60 в. постоянного тока.
Описание работы электросхемы станка
Подключение электрической части станка к сети осуществляется пакетным выключателем ВС. Затем кнопкой 2КУ через магнитный пускатель П происходит включение электродвигателя смазки 2Д. После этого рукояткой валика управления, который связан с конечными выключателями 1KB и 2KB, осуществляется включение главного привода 1Д через реверсивный магнитный пускатель В (вперед) или Н (назад).
После включения одного из пускателей В или Н включается реле времени РВ и замыкает свой нормально разомкнутый контакт, подготавливая цепь для динамического торможения через пускатель Т. Пускатель Т включается после установки рукоятки валика управления в нейтральное положение через нормально замкнутые контакты конечных выключателей 1KB, 2KB и магнитных пускателей В, Н. При этом катушка реле времени отключается, а его контакт размыкается с выдержкой времени и отключает пускатель Т. Величина выдержки времени настраивается на время, необходимое для полного останова электродвигателя главного привода 1Д, но не более 2,5 сек, так как настройка на более длительное время может привести к выходу из строя селенового выпрямителя и трансформатора.
Динамическое торможение происходит путем подачи постоянного тока через селеновый выпрямитель СВ в обмотку статора электродвигателя.
Конечный выключатель КТ служит для притормаживания электродвигателя 1Д в момент переключения шестерен редуктора на ходу.
Включение электронасоса охлаждения производится пакетным выключателем ВН при работающем электродвигателе смазки 2Д. Включение освещения осуществляется тумблером ВО.
Токарно-винторезный универсальный станок 1И611П. Видеоролик.
Технические характеристики токарно-винторезных станков 1И611П
| Наименование параметра | 1И611П | 250-ИТВ | 250ИТВМ.01 |
|---|---|---|---|
| Основные параметры | |||
| Класс точности по ГОСТ 8-82 | П | В | В |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 260 | 300 | 300 |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 250 | 240 | 240 |
| Наибольший диаметр заготовки над суппортом, мм | 125 | 168 | 168 |
| Наибольшая длина заготовки (РМЦ), мм | 500 | 500 | 500 |
| Наибольшая длина обточки, мм | 500 | ||
| Высота центров, мм | 135 | 150 | 150 |
| Высота резца, мм | 16 х 16 | 16 х 16 | 16 х 16 |
| Шпидель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 25 | 25 | 25 |
| Наибольший диаметр прутка, мм | 24 | 24 | 24 |
| Число ступеней частот прямого вращения шпинделя | 21 | 18 | 21 |
| Частота прямого вращения шпинделя, об/мин (число ступеней) | 20..2000 (21) | 63..3150 (18) | 25..2500 (21) |
| Размер внутреннего конуса в шпинделе (ГОСТ 13214) | Морзе 4 | Морзе 4 | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | 4 | 4К | 4 |
| Подачи | |||
| Наибольшая длина хода каретки, мм | 500 | 500 | 500 |
| Наибольшее поперечное перемещение суппорта, мм | 180 | 170 | 165 |
| Продольное перемещение суппорта за один оборот лимба, мм | 20 | 20 | |
| Цена деления лимба продольного перемещения суппорта, мм | 0,1 | 0,1 | 0,1 |
| Цена деления лимба поперечного перемещения суппорта, мм | 0,02 | 0,02 | 0,05 |
| Поперечное перемещение суппорта за один оборот лимба, мм | 3 | 2 | 3 |
| Число ступеней продольных подач | 25 | 24 | 21 |
| Пределы рабочих подач продольных, мм/об | 0,01..3 (25) | 0,01..1,5 | 0,01..1,8 |
| Число ступеней поперечных подач | 25 | 24 | 21 |
| Пределы рабочих подач поперечных, мм/об | 0,005..1,5 | 0,005..0,75 | 0,005..0,9 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет | нет |
| Наибольшее допустимое тяговое усилие, Н (кг) | 5000 (500) | ||
| Количество нарезаемых резьб метрических | 33 | 30 | 33 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..48 (33) | 0,2..24 (30) | 0,2..48 (33) |
| Количество нарезаемых резьб дюймовых | 26 | 21 | 26 |
| Пределы шагов нарезаемых резьб дюймовых, ниток на дюйм | 24..0,5 (26) | 24..1 (21) | 24..0,5 (26) |
| Количество нарезаемых резьб модульных | 35 | 21 | 25 |
| Пределы шагов нарезаемых резьб модульных, модули | 0,2..30 (35) | 0,2..6 (21) | 0,2..12 (25) |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет |
| Верхние салазки суппорта (Резцовые салазки) | |||
| Наибольшее перемещение салазок, мм | 120 | 120 | |
| Цена деления лимба перемещения салазок, мм | 0,05 | 0,02 | |
| Перемещение салазок за один оборот лимба, мм | 3 | ||
| Резьбоуказатель | нет | нет | нет |
| Блокировка | есть | есть | есть |
| Предохранение от перегрузок | есть | есть | есть |
| Выключающие упоры продольные и поперечные | есть | есть | есть |
| Быстрый ход | нет | нет | нет |
| Задняя бабка | |||
| Центр в пиноли задней бабки | Морзе 3 | Морзе 3 | Морзе 3 |
| Наибольшее перемещение пиноли задней бабки, мм | 85 | 85 | |
| Цена деления линейки/ лимба перемещения пиноли задней бабки, мм | 1/ 0,05 | 1/ 0,05 | |
| Поперечное смещение задней бабки, мм | ±10 | ±10 | ±10 |
| Электрооборудование | |||
| Количество электродвигателей на станке | 3 | 3 | 3 |
| Мощность электродвигателя главного привода, кВт (об/мин) | 3 (1420) | 3 (1430) | 3 (1410) |
| Тип электродвигателя главного привода | АОЛ2-32-4 | АИР100S4ПУ3 | |
| Мощность электродвигателя станции смазки, кВт (об/мин) | 0,08 (1390) | 0,09 (2700) | 0,09 (1350) |
| Тип электродвигателя гидростанции | АОЛ-012-4 | ||
| Тип станции смазки | С48-12М | ||
| Мощность электродвигателя насоса охлаждения, кВт (об/мин) | 0,15 (2800) | 0,12 (2800) | 0,18 (3000) |
| Насос охлаждения (помпа) | ПА-22 | ПА-25МС | |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1770_970_1300 | 1790_810_1400 | |
| Масса станка, кг | 1120 | 1180 |
- Батов В.П. Токарные станки., 1978, стр.49.
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973, стр.8
Список литературы:
Связанные ссылки. Дополнительная информация
Каталог-справочник токарных станков
Паспорта и руководства токарных станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
1И611П станок токарно-винторезный: – паспорт, (djvu), 1968 г., 1,1 Мб, Скачать
stanki-katalog.ru
Токарный станок 1И611П: технические характеристики
Токарный станок 1И611П, обработку на котором можно выполнять как в патроне, так и в центрах, уже более 50 лет успешно используется на многих промышленных предприятиях. Причинами долголетия и популярности оборудования данной модели стали его надежность, универсальность и высокая точность обработки.
Токарный станок ИЖ 1И611П
Назначение станка и особенности его конструкции
Несмотря на то, что токарный станок данной модели (полная аббревиатура выглядит так: ИЖ 1И611П), был разработан еще в 60-х годах прошлого века, его технические возможности и сегодня позволяют использовать его для проведения различных, в том числе ответственных, работ по металлу:
- токарных, выполняемых в кулачковых или цанговых патронах, центрах;
- фрезерных;
- по шлифованию наружных и внутренних поверхностей;
- выполняемых концевым инструментом, закрепленным в сверлильном патроне.
Характеристики токарного станка 1И611П позволяют обрабатывать на нем заготовки цилиндрической и конической форм, нарезать резьбу различного типа: метрическую, дюймовую, модульную.
Универсальность и надежность, которыми отличается ИЖ 1И611П, определяются его конструктивными особенностями.
- Резцовая головка фиксируется по беззазорному принципу, что обеспечивает ее исключительную жесткость и, соответственно, высокую точность обработки.
- Для нарезания резьбы (метрической, дюймовой и модульной) с различными параметрами нет необходимости менять шестерни в гитаре станка, что обеспечивает универсальность его коробки подач.
- В конструкции агрегата имеется контейнер сварной конструкции, в котором установлены емкость для охлаждающей жидкости и все электрическое оборудование.
- Система отвода стружки, собираемой в объемный стружкосборник, имеет продуманную конструкцию.
Органы управления станка 1И611П
- В процессе выполнения обработки на токарном станке 1И611П оператор может заранее выбрать скорость вращения шпинделя, которую необходимо использовать на следующем этапе обработки (преселективное управление).
- Фартук 1И611П оснащен механизмом остановки, который защищает коробку подач от перегрузок, а также позволяет выполнять операции точения с использованием жесткого упора.
- Приводные ремни, при помощи которых приводится во вращение шпиндельный узел, можно заменять без его разборки.
- Точное перемещение суппорта в поперечном направлении обеспечивает специальный механизм – верньер.
- На поперечной каретке суппорта может быть установлен механизм, позволяющий выполнять фрезерные работы.
- В тех случаях, когда используется ходовой винт (нарезание резьбы), он смазывается в автоматическом режиме.
Принципиальная схема станка (нажмите для увеличения)
- Чугун, из которого изготовлена станина 1И611П, имеет специальный состав – хромоникелевый, а ее направляющие тщательно отшлифованы и закалены при помощи токов высокой частоты.
- Управление подачами суппорта, за которое отвечает одна рукоятка, осуществляется по мнемоническому принципу: направление перемещения данного узла совпадает с тем, в какую сторону отклонена ручка управления.
- Для защиты механизма подач от перегрузки в его конструкции предусмотрено специальное предохранительное устройство.
- Конструкция рассматриваемого токарного станка разработана таким образом, что с его тыльной стороны нет никаких узлов, которые необходимо обслуживать. Благодаря такой конструктивной особенности устанавливать станок 1И611П можно даже вплотную к стене.
Основные характеристики устройства
Технические возможности токарного станка 1И611П таковы, что на нем можно выполнять обработку деталей следующего диаметра: до 25 см – над станиной, до 12,5 см – над суппортом. Максимальная длина заготовки, которую можно обрабатывать на данном оборудовании, составляет 50 см. Шпиндельный узел агрегата может вращаться в прямом направлении с частотой 20–2000 об/мин. Сквозное отверстие в шпинделе имеет диаметр 2,5 см, а посадочный конус соответствует категории Морзе 5.
Технические характеристики станка
Суппорт 1И611П может совершать продольные и поперечные подачи в следующих интервалах:
- продольные – 0,01–1,8 мм/об;
- поперечные – 0,005–0,9 мм/об.
Каретка токарно-винторезного станка данной модели может перемещаться на максимальное расстояние 500 мм, при этом суппорт не имеет возможности совершать быстрых перемещений. 1И611П, согласно данным паспорта, имеет достаточно компактные габариты (длина – 1770, ширина – 970 мм, высота – 1300 мм), а также отличается небольшим весом (1100 кг). Такие геометрические и весовые характеристики позволяют использовать данный токарный станок для оснащения небольших мастерских, многоэтажных производственных помещений и даже ремонтных помещений морских и речных судов.
Суппорт и каретка станка обеспечивают повышенную точность обработки деталей
Основное предназначение агрегата – выполнение получистовых и чистовых технологических операций в условиях единичного и мелкосерийного производства.
Разбираемся в конструкции станка
В конструкции токарно-винторезного станка 1И611П выделяют следующие составные элементы.
Передняя бабкаВ ее центре находится шкив, посаженный на гильзу. Данный шкив, приводящий во вращение шпиндельный узел, соединяется с редуктором при помощи 4 клиновых ремней. От приемного шкива посредством зубчатой муфты шпиндельный узел получает 12 скоростей вращения, еще 12 ему может сообщаться через перебор. Подключается зубчатая муфта или перебор при помощи специальной рукоятки, которая расположена на лицевой части корпуса передней бабки – с его правой стороны. Чтобы исключить возможность одновременного запуска в работу перебора и зубчатой муфты, в конструкции передней бабки предусмотрен блокировочный механизм. Кроме того, в конструкции передней бабки имеется механизм, отвечающий за увеличение шага нарезаемой резьбы (8:1), а также трензель, при помощи которого вращение передается на гитару и далее – на коробку подач.
Передняя бабка станка 1И611П современного исполнения
РедукторПо сути, это коробка скоростей, которая отвечает за частоту вращения шпиндельного узла. Состоит редуктор 1И611П из 4 осей, на которых смонтированы шестерни с разными параметрами. Приводом для редуктора служит главный электродвигатель оборудования, соединенный с ним при помощи фланцев. За счет своих плоских направляющих редуктор может перемещаться по направляющим тумбы, на которой он закреплен при помощи болтовых соединений, что позволяет регулировать натяжение ремней. За регулировку скоростей вращения, которые выдает редуктор, отвечает преселективный механизм, управляемый при помощи соответствующего маховика.
Механизм переключения скоростей
ГитараЭтот узел смонтирован на левом торце коробки подач. Для большинства типов резьбы (метрической – обычной точности) менять шестерни на гитаре нет необходимости. В том случае, если необходимо нарезать резьбу повышенной точности, а также модульную и дюймовую резьбу, на гитаре токарного станка устанавливают сменные шестерни, позволяющие выполнять обработку без использования механизма коробки подач. Для правильной установки параметров гитары следует ознакомиться с паспортом рассматриваемого токарного станка, где приведена соответствующая таблица.
Таблица параметров нарезание резьбы расположена
Коробка подач
В токарном станке 1И611П этот узел имеет закрытую конструкцию. Характеристики коробки подач позволяют нарезать метрическую резьбу со стандартным шагом (0,2–48 мм) без использования набора сменных шестерен.
Расположение шестерен и валов в коробке подачиЭлектрическое оборудование 1И611П
Рассматривая чертежи и принципы работы токарного станка данной модели, нельзя не упомянуть электрическое оборудование, от которого напрямую зависит работоспособность устройства.
Главными элементами в электрической схеме агрегата являются три электродвигателя, отвечающие за главное движение, смазку узлов оборудования и подачу охлаждающей жидкости.
Все двигатели асинхронного типа и работают от трехфазной электрической сети. Подключение электрооборудования токарного станка к системе электроснабжения осуществляется при помощи пакетного выключателя.
Принципиальная электросхема 1И611П (нажмите для увеличения)
Электромонтажная схема станка
Включение двигателя, который приводит в действие насос для подачи смазочного состава к узлам агрегата, происходит при помощи магнитного пускателя. Только после включения данного двигателя и самого насоса может быть запущен электродвигатель главного движения, для чего используется рукоятка валика, связанного с конечным выключателем. Данную рукоятку можно поставить в одно из двух положений: «Вперед» и «Назад».
Электрощит станка
Электродвигатель привода насоса системы охлаждения, который также может быть запущен только при работающей системе смазки, включается при помощи выключателя с маркировкой «ВН». В электрической схеме токарного станка 1И611П имеется еще два электрических выключателя: «ВО» – для включения локального освещения зоны обработки, «КТ» – для притормаживания главного электродвигателя в тот момент, когда на ходу переключаются шестерни редуктора.
Оценка статьи:
Загрузка…Поделиться с друзьями:
met-all.org
Механизм преселективный – Энциклопедия по машиностроению XXL
Еще меньше времени на переключение станка требует так называемая преселективная система управления. Механизмы преселективного управления включают поворотный диск, на котором указаны все имеющиеся на станке скорости, и рукоятку включения скорости. Рабочий подготовляет механизм к переключению коробки скоростей (или подач) во время работы станка, вращая поворотный диск до тех пор, пока указатель не совместится с числом, указывающим требуемое на следующем переходе число оборотов шпинделя в минуту (или подачу). Никаких изменений в работе станка при этом не происходит. Переключение скорости производится при остановленном станке поворотом единственной рукоятки — рукоятки включения скорости. [c.43]Механизмы преселективного управления часто применяются в токарно-револьверных станках. [c.43]
На фиг. 104 приведен общий схематический вид станка UF-22. На фигуре показано расположение механизмов преселективного управления станком. У рабочего места помещен пульт преселективного управления станком с рукояткой В. Этой единственной рукояткой В производится управление станком как для преселективного реверсивного управления коробкой скоростей шпинделя с 18 скоростями, так и для включения и выключения подач стола и быстрых его перемещений. На станине помещен большой вращающийся лимб А с указателем чисел оборотов шпинделя, хорошо видимый рабочему с рабочего места. Этот лимб в увеличенном масштабе показан на общем виде станка. [c.97]
Токарно-револьверные станки с преселективным гидравлическим управлением представляют сложную конструкцию, поэтому к обслуживающему персоналу — рабочим-револьверщикам, наладчикам — предъявляют повышенные требования. Станки подвергаются периодической проверке на точность в соответствии с ГОСТом 17—59. Срок службы станка зависит от качественной смазки и заполнения ею гидравлической системы. Масло не должно образовывать осадки, которые загрязняют маслопроводную систему и вызывают коррозию на деталях гидросистемы. Для смазки и заполнения гидросистемы применяется масло индустриальное 20 ГОСТ 1707—51. В процессе работы станка возможно, что некоторые его механизмы теряют первоначальную наладочную точность, поэтому получаемые детали в процессе обработки не соответствуют требованиям точности, предъявляемым к ним. Потеря станком первоначальной наладочной точности может быть из-за выхода из строя некоторых механизмов, износа деталей или некачественной наладки станка. [c.118]
Кроме рассмотренных механизмов селективного переключения зубчатых колес есть системы управления с предварительным набором частот вращения и подач. Такие системы, называемые также преселективными, еще более сокращают время на переключение, так как позволяют установить следующие необходимые частоты вращения или подачу во время работы станка. [c.51]
Изменение чисел оборотов шпинделя и величины подач осуществляется с помощью преселективных механизмов, позволяющих производить переключение скоростей шпинделя и подач без останова станка. [c.145]
| Рис. 3. Централизованный механизм с предварительным выбором скоростей (преселективный) имеет два органа управления один для предварительной установки нужной скорости (избирательное движение), выполняемый | 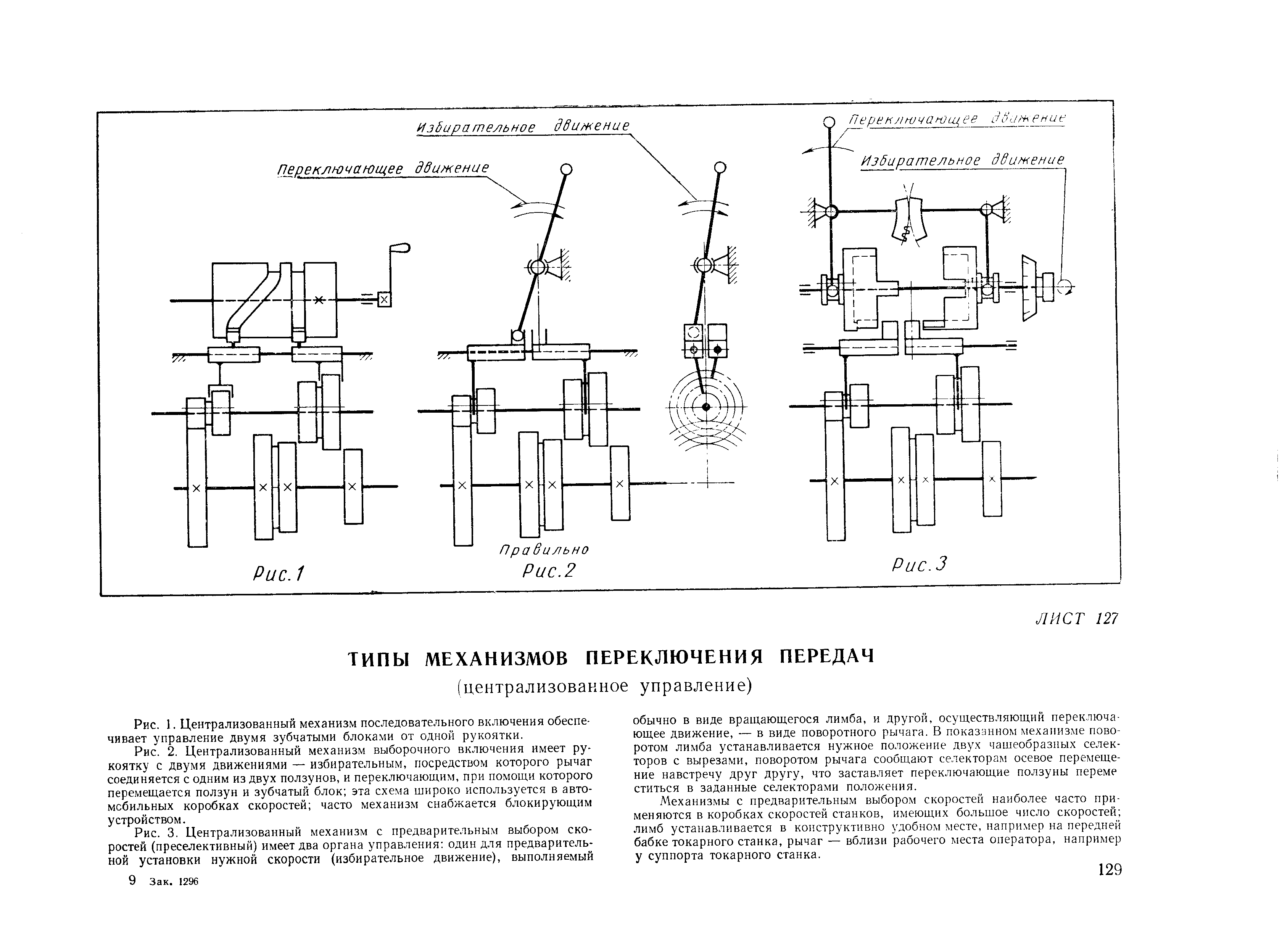 |
Станок имеет преселективное гидрофицированное управление коробкой скоростей и коробкой подач. Это позволяет предварительно устанавливать режимы обработки, т. е. во время выполнения какого-либо перехода предварительно, без остановки станка, настроить механизм переключения на число оборотов шпинделя и величину подачи, которые требуются для выполнения следующего перехода. После остановки шпинделя для смены режущего инструмента и последующего включения пускового фрикциона станок автоматически перестраивается на выбранный режим. [c.100]
Конструктивные особенности. Применено преселективное однорукояточное управление коробками скоростей и подач. Установлен привод быстрых перемещений рабочих органов станка. Имеется специальный механизм точных ручных перемещений рабочих органов станка. [c.126]
Управление перемещающимися элементами может осуществляться от нескольких или от одной рукоятки. При наличии большого количества управляемых элементов в современных станках используют системы селективного и преселективного управления. Селективное управление предусматривает непосредственное перемещение элемента от рукояток, при этом количество рукояток доводят до минимума. Преселектнвное управление позволяет настраивать необходимую скорость или пода чу для следующей операции во время выполнения предыдущей. Основные механизмы для перемещения подвижных элементов кинематических цепей показаны на рис. 25, [c.33]Токарно-винторезный станок повышенной точности мод. 1И611П относится к разновидности токарно-впнторезных станков, имеющих разделенный привод главного движения. Коробка скоростей у него размещена в нижней части станины, и вра цение на переднюю бабку передают ременной передачей. При этом повышается плавность вращения шпинделя. Станок снабжен мнемонической рукояткой управления подачами и преселективным управлением механизмом коробки скоростей. [c.49]
Высокопроизводительный токарно-револьверный станок мод. 1П365 снабжен преселективным гидравлическим управлением переключения частот вращения шпинделя и подач, механизмом ускоренного перемещения суппортов. [c.67]
Отсчет координат и преселективное управление на станке мод. 2А430 при помощи индуктивного винтового механизма. На станке мод. 2А430 точный отсчет координат производится индуктивным винтовым механизмом (рис. 59). Он состоит из точно изготовленного винта-якоря 5 и индуктивной головки, состоящей из двух сердечников / и 2 с намотанными на них катушками. Сердечники выполнены в виде гаек и закреплены на столе станка. Между наружной поверхностью винта и внутренней поверхностью гайки имеется радиальный зазор 0,3—0,4 мм. При прохождении тока по катушкам магнитный поток проходит через зазор и замыкается через винт-якорь. Шаги винта и гаек одинаковы. [c.93]
Характеристика станка. Мощность электродвигателя главного движения 14 кВт пределы частот вращения шпинделя 34— 1500 об/мин диапазон изменения подач продольных 0,09— 2,7 мм/об, поперечных 0,045—1,35 мм/об изменение частоты вращения шпинделя и прдач — преселективное переключение механизмов главного движения и подач при медленном повороте зубчатых колес — гидравлическое возможно ускоренное продольное перемещение обоих суппортов диаметр отверстия шпинделя 85 мм наибольший диаметр обрабатываемой детали в патроне над станиной 500 мм, над поперечным суппортом 320 мм габаритные размеры 3320x1565x1665 мм. [c.154]
В нейтральном положении рычага (фиг. 106, а) лампа не горит. Для включения преселективного управления нужно включить лампу особым выключателем, тогда лампа зажигается и шаровая рукоятка рычага светится красным светом, как условно показано на фиг. 106, б. В таком положении рычаг В и преселективиый механизм готовы к действию. Для включения преселективного механизма шпинделя рычаг В (см. фиг. 105) из нулевого положения переключают в положение 4 и придерживают для выбора скорости при этом лампа выключается, что служит сигналом о работе преселективного механизма. Одновременно работа этого механизма наблюдается по вращающемуся лимбу А. После того как лимб укажет, что достигнуто соответствующее требуемое число оборотов шпинделя, рычаг В отпускается и приводится в положение О- предварительпын выбор скорости осуществлен, и теперь остается включить коробку скоростей перемещением рычага в положение 1 в зависимости от направления вращения шпинделя. После включения коробки скоростей лампа зажигается, что сигнализирует о включении коробки скоростей. После этого лампа выключается. Таким образом, совмещение электро- [c.98]
Станок 1В36 в отличие от станка 1А36 снабжён механизмом управления с предварительным выбором скорости (преселективное управление). [c.483]
Система управления может быть преселективной лишь при том условии, если кинематические цепи, связывающие органы ручного управления с передвижными блоками зубчатых колес или сцепными муфтами соответствующего механизма, имеют такую структуру, что при движении элементов этих цепей во время установки их в положения, отвечающие предстоящему переключению, управляемые детали сохраняют свои положения неизменпыми. Очевидно, что только при соблюдении этого условия установленный режим резания не будет нарушаться манипуляциями, которые производятся рабочим для подготовки новой скорости, необходимой для ВТ.ШОЛ-ненпя следующей операции. [c.641]
Для каждого перехода с помощью преселективного гидрофици-рованного механизма устанавливаются наивыгоднейшие скорость вращения щпинделя и величина подачи. Затем щпиндель вручную быстро подводится к обрабатываемому отверстию, после чего включается механическая подача, которая может быть автоматически отключена по достижении установленной глубины обработки. [c.100]
mash-xxl.info
Токарный станок 1и611п: устройство,характеристика,схемы станка
Кинематическая схема токарного станка 1и611п
Электрическая схема токарного станка 1и611п
Станина токарно-винторезного станка 1и611п
Станина токарного станка 1и611п устанавливается на монолитной тумбе. Имеет две плоские и две призматические равнобокие направляющие. Передняя призма служит базой для монтажа передней бабки. Спереди станины расположена полка для защиты ходового винта от эмульсии и стружки. Внутри станины смонтированы электродвигатель с редуктором главного движения, а также система охлаждения и смазки. Кроме этого, внутри тумбы расположен резервуар для сбора СОЖ. Справа станины установлена панель электрооборудования.
Передняя бабка токарного станка 1и611п
Движение на шпиндель станка передается с помощью клиноременной передачи, четырьмя ремнями. Шпиндель станка имеет 12 скоростей, получает их от ведомого шкива напрямую через зубчатую муфту. На панели передней бабки расположение рукоятки переключение шестерен и зубчатой муфты. Невозможно одновременное включение перебора и зубчатой муфты.
Во избежание преждевременного износа зубьев, переключение перебора на холостом ходу не рекомендуется.
Коробка подач токарного станка 1и611п
При помощи коробки подач, возможно нарезать метрические резьбы всех основных шагов, дюймовые резьбы – с числом ниток на один дюйм от 24 до 0,5.
Производя прямые соединения ходового винта с гитарой станка, минуя механизм подач, возможно нарезать резьбы повышенной точности. Шаг подбирается сменными шестернями гитары.
Задняя бабка токарного станка 1и611п
Задняя бабка предназначена для поджатия длинной заготовки, во избежание радиального биения и несоосности. Задняя бабка закрепляется жестко к направляющим станины рукояткой через эксцентрик и тягу. Для обработки конусности, корпус задней бабки может смещаться от линии центров на 10 мм в обе стороны.
Положение пиноли фиксируется рукояткой, установленной в корпусе.
Фартук токарного станка 1и611п
Фартук токарного станка предназначен для получение продольных и поперечных перемещения суппорта как вручную, так и механически – от коробки подач.
В фартуке расположено 4 муфты, позволяющие осуществлять прямую и обратную подачу и обоих направлениях.
Блокирующее устройство исключает возможность одновременного включения винта и ходового валика.
С левой стороны фартука расположенный маховик с ценой деления 0,01 мм. Справой стороны –рукоятка для включения гайки ходового винта.
Конусная линейка
Конусная линейка токарного станка предназначена для обработки наружных и внутренних конусов, нарезание конических резьб без смещения задней бабки станка.
Кронштейн 011 прикреплен к задней части каретки суппорта. Каретка 012 с помощью тяги и кронштейна 015Б, удерживается неподвижно.
На каретке 012 имеется копирная линейка 013, которая поворачивается вокруг оси 111 на заданный угол при помощи рукоятки.
Конусность на обрабатываемой поверхности обеспечивается во время продольного перемещения каретки по направляющим станины и ползушка скользит по линейки, перемещая на указанный угол верхнюю часть суппорта.
Техническая характеристика токарно-винторезного станка по металлу модели 1и661п
| Основные параметры | 1и611п |
|---|---|
| Наибольший диаметр заготовки,мм | 250 |
| Расстояние между центрами,мм | 500 |
| Высота центров,мм | 130 |
| Наибольшая длина обточки,мм | 500 |
| Суппорт | |
| Число резов | 4 |
Наибольшее расстояние от оси центров до кромки резцедержателя,мм | 130 |
Высота от опорной поверхности резца до линии центров,мм | 16 |
| Задняя бабка | |
| Конус Морзе | 3 |
| Наибольшее перемещение пиноли,мм | 85 |
| Конусная линейка | |
| Наибольшая длина точения конуса,мм | 170 |
| Наибольший угол поворота линейки | 10 |
| Вес,кг | 1120 |
Работа на токарно-винторезном станке модели 1и611п
www.metalstanki.com.ua
Токарно-винторезный станок 1И611П: характеристики, устройство, паспорт
Полное название станка звучит следующим образом «Универсальный высокоточный токарно-винторезный станок 1И611П». Станок относится к патриархам машиностроения. Токарный станок ИЖ 1И611П разработал и выпустил Ижевский станкостроительный завод «ИжмашСтанко» еще в 1960 году. Эта модель станка относится к одной из самых популярных еще со времен СССР. Но, невзирая на то, что прошло уже больше полвека станок 1И611П и в настоящее время применяется на многих предприятиях и выполняет работы по металлу различной сложности.
 Токарный станок ИЖ 1И611
Токарный станок ИЖ 1И611Предназначение станка
Токарный станок по металлу 1И611П разработан для выполнения работ по обработке металлов. Его назначение предусматривает работу с любыми видами металлов. Особенно его часто используют на предприятиях мелкого производства. Он может обрабатывать металлические детали с высокой точностью. Компактная конструкция станка позволяет устанавливать его в помещениях расположенных в высотных зданиях. Станок имеет вес всего 1120 кг, поэтому он нашел применение в оснащении как автомобильных, так и железнодорожных передвижных мастерских.
Скачать паспорт (инструкцию по эксплуатации) станка ИЖ 1И6111П
Токарный станок ИЖ 1И611П и его технические характеристики обеспечивают выполнение следующих работ:
- все виды токарных и фрезерных работ;
- шлифование изделий из различных материалов;
- работы с использованием концевого инструмента, который закрепляется в сверлильном патроне.
Устройство станка позволяет работать с заготовками, имеющими цилиндрическую или коническую форму. Его возможности позволяют нарезать метрические, дюймовые и модульные резьбы.

- Внешний вид станка 1И611

- Таблички станка

Устройство станка – основные узлы и механизмы
Паспорт и схема станка предусматривает следующие важные узлы и механизмы.
Станина
Станина является основным базовым узлом и служит основанием для установки на ней отдельных узлов и механизмов. Для станков 1И611П паспорт и технология регламентирует изготовление станины из хромоникелевого чугуна. На станине установлены направляющие, две из которых имеют призматические, а две плоские формы. Они закаляются высокочастотными токами и тщательно отшлифовываются. Сама станина монтируется на монолитной трубе. В передней части расположена полка, которая служит защитой ходового винта от попадания на него эмульсии и стружки. Во внутренней части станины расположен электродвигатель и редуктор главного хода, а также механизмы систем охлаждения и смазки. В тумбе станины размещена емкость для сбора смазочно-охлаждающей жидкости. В правой части станины смонтирована панель, на которой расположены аппараты электрического управления.
Передняя бабка.
Она предназначена для закрепления и поддержания заготовок при их обработках. Кинематическая схема станка состоит из перебора, клиновых ремней и зубчатой муфты. Внутри передней бабки располагается коробка скоростей, управление которой осуществляется рукоятками, смонтированными на ее внешней стороне. Этими рукоятками осуществляется регулировка числа оборотов шпиндельного узла.
На корпусе бабки прикреплена табличка, на которой нанесена схема положений рукоятки выбора скорости. Шпиндель 1И611П вращается в корпусе бабки. Для вращения шпинделя применяются подшипники шпинделя 1И611П. Подшипники шпинделя 1И611П могут применяться как качения, так и скольжения. На конце шпинделя закреплен патрон. С целью предотвращения преждевременного износа, подшипники шпинделя 1И611П периодически должны осматриваться и очищаться от старой смазки. Их промывают, просушивают и заполняют свежей смазкой. Промывают подшипники бензином.
Передаточный момент на шпиндель передается клиноременной передачей состоящей из четырех ремней. Шпиндель может вращаться с 12 окружными скоростями. Вращение передается от приемного шкива и зубчатой муфты.

Кинематическая схема станка 1И611
Задняя бабка
На станке ИЖ 1И611П задняя бабка предназначена для фиксации длинных деталей, если их необходимо располагать в обрабатывающем центре. В станке 1И611П задняя бабка служит также для того, чтобы на ней крепить различные инструменты и приспособления, такие как метчики, развертки, плашки, сверла и другие зенкерные инструменты. Если на станке 1И611П схема предусматривает всегда одинаковую по конструкции переднюю бабку, то задняя бабка, обычно имеет несколько модификаций. Конструкции их могут предусматривать обычные или встроенные вращающие центры. Например, вращающими центрами может комплектоваться токарный станок ИЖ 1И611П, технические характеристики которого позволяют скоростную обработку деталей. Для таких станков применяется несколько другая кинематическая схема.

Задняя бабка станка 1И611
Шпиндель
Шпиндель представляет собой полый вал, отверстие которого имеет коническую форму. Шпиндельный узел считается главным узлом станка, так как все основные механизмы необходимы для того, чтобы работал шпиндель. Он предназначен для закрепления в нем различных инструментов. Паспорт станка и инструкция по эксплуатации дает полный перечень применяемого инструмента и приспособлений, которые могут закрепиться в шпинделе данной модели станка. Шпиндель имеет резьбу, посредством которой на нем закрепляется планшайба.
Обработка металлов на станке возможна только при условии надежной работы шпинделя. Очень важно, чтобы подшипники шпинделя 1И611П не имели люфта и слабины. В обратном случае это может привести к тому, что резцедержатель 1И611П и инструмент, закрепленный в нем, будет дрожать, а это приведет к нарушению точности обработки.
Суппорт и фартук
Суппорт – это устройство, служащее для закрепления и перемещения различного инструмента и приспособлений, применяемых при обработке деталей. Конструкция суппорта позволяет перемещать инструмент в любом направлении. Продольное перемещение обеспечивает каретка, а поперечное — салазки. Все эти детали установлены на суппорте. На суппорте также расположен резцедержатель 1И611П, который перемещается вместе с ним. Режущий инструмент помещается в резцедержку и закрепляется сверху болтами. Резцедержатель 1И611П имеет форму цилиндра. Для установки инструмента в резцедержатель 1И611П предусмотрена боковая прорезь.
Нижнюю часть суппорта токарного станка ИЖ 1И611П занимает устройство фартука. Фартук связан с ходовым винтом и валом и обеспечивает поступательное движение суппорта. С помощью винта происходит продольное перемещение каретки суппорта. Ходовой вал придает суппорту поступательное движение при других видах обработки деталей.
На наружной стороне фартука размещена панель управления подачами. С помощью фартука осуществляются продольная и поперечная подача суппорта.
Движение суппорта может осуществляться в ручном режиме или автоматическом, коробкой передач. В фартуке размещены муфты, обеспечивающие подачу суппорта, как в прямом, так и в реверсном направлении. Для предотвращения одновременного включения винта и ходового вала, предусматривается блокировочное устройство. В фартуке смонтирован и механизм, защищающий коробку передач от перегрузок.
Коробка подач
Коробка подач является промежуточным узлом между гитарой станка и его ходовым винтом и валом. Именно ею передается крутящий момент на винт и вал. Гитара размещена в левой торцевой части коробки подач. Эти все механизмы предназначены для изменения шага при нарезании резьбы. Настройки механизма содержит руководство по эксплуатации станка (паспорт). Изменение шага подач осуществляется вручную, механическим переключателем. Рабочие положения переключателя приведены в таблице, которая размещена на наружной части станка.

Коробка подач станка
Коробка скоростей
С помощью коробки скоростей происходит регулировка вращения шпинделя. Она является связующим узлом для передачи вращения от двигателя главного хода к шпинделю. Коробка расположена во внутренней части передней бабки. Передача движения может происходить с разными вращающими моментами. Паспорт станка предусматривает трехступенчатое изменение скорости шпинделя. Для управления вращательным движением шпинделя на станке предусмотрена фрикционная муфта. Для такого управления предусмотрены две рукоятки, одна рабочая, другая ее дублирует. С помощью этих рукояток шпиндель можно запустить, остановить или сменить направление его вращения.
Электрическая схема станка
Электрическая схема станка приведена в руководстве по эксплуатации (паспорт). Жизнедеятельность станка обеспечивается тремя асинхронными электрическими двигателями: один двигатель приводит в движение главные механизмы, связанные с прямым назначением станка, а два других двигателя обеспечивают работу системы смазки и охлаждения.

Электрическая схема станка 1И611
Для работы основного привода применяется одно напряжение сети, которое согласовывается с заказчиком в процессе заказа станка. Что же касается вспомогательных электрических узлов, то их питание осуществляется следующими классами напряжений: для местного освещения применяется 36 В; для цепей управления 127 В, а для цепей торможения 60 В.
Электросхема предусматривает защиту электродвигателей от технологических нарушений, в частности от перегрузки и КЗ. На станках ранних моделей защита двигателей от КЗ осуществляется предохранителями, а на новых моделях – автоматическими выключателями с встроенными электронными блоками защиты.
От перегрузок электрические двигатели защищаются тепловыми реле, реагирующими на повышение тока статорной цепи.
Обзор эксплуатационных требований для электрооборудования:
- подшипники двигателей должны осматриваться и смазываться с периодичностью не реже 2 раз в год. Для промывки подшипников, перед заменой смазки, следует применять только бензин, желательно авиационных марок;
- электродвигатели и пусковую аппаратуру следует по графику очищать от пыли и грязи. Нельзя допускать, чтобы масло или другие агрессивные жидкости попадали на изоляцию электрооборудования. Это может привести к ее разрушению;
- не реже одного раза в 10 дней следует проверять надежность всех контактных соединений электрической схемы;
- периодически очищать сердечники электроаппаратуры от коррозии. Наличие на них коррозии приводит к сильному гудению этих аппаратов;
- в случае выключения станка системами защиты, включать его повторно можно только тогда, когда будет установлена причина отключения.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Токарный станок ИЖ 1И611П: технические характеристики
Невзирая на то, что с момента выпуска первого экземпляра токарного станка ИЖ 1И611П прошло порядка 50 лет, оборудование не утратило своей актуальности и широко используется в цехах предприятий промышленности. Факторами, определяющими долголетие модели, являются надежность, точность металлообработки, разнообразие выполняемых операций.

Назначение станка
Оборудование применяется для производства широкого спектра работ с заготовками из любых металлов. Токарно-винторезный станок ИЖ 1И611П позволяет выполнять такие операции:
- фрезеровку;
- шлифовку поверхностей, в том числе и внутренних;
- точение в центрах, в патронах с зажимными элементами цангового либо кулачкового типа;
- обработку металла резанием.
Технические возможности 1И611П позволяют выполнять любые операции с цилиндрическими и конусообразными деталями (за исключением обработки давлением), нарезку винтовой, модульной или дюймовой резьбы повышенной точности. Оборудование отличается компактными размерами (1,77х1,3х0,97 м) и обладает массой 1120 кг, что допускает его использование не только на крупных предприятиях, но и в передвижных железнодорожных и автомобильных ремонтных мастерских, цехах, расположенных в высотных зданиях. Универсальность применения и надежность станка обусловлены следующими особенностями конструкции:
- крепление головы резца осуществляется без зазоров, что позволяет добиться исключительной жесткости узла;
- отсутствие потребности в замене шестерни гитары при необходимости изменения типа резьбы;
- размещение емкости с охлаждающей эмульсией и электрооборудования в отдельном контейнере;
- система отведения стружки в специальный стружкосборник.
Технические характеристики
Характеристики станка токарного по металлу 1И611П предусматривают возможность работы с деталями и болванками длиной до 500 мм с максимальным диаметром:
- до 250 мм — над станиной;
- до 125 мм – над суппортом.
Вращение шпиндельного модуля осуществляется с частотой 20-2000 об/мин в прямом направлении. В шпинделе имеется отверстие диаметром 25 мм, посадочный конус по шкале конусности отвечает категории Морзе 5. Подачи выполняются суппортом в пределах:
- поперечные – от 0,005 до 0,9 мм на каждый оборот;
- продольные – 0,01-1,8 мм/об.
Максимальное расстояние передвижения каретки составляет 500 мм, причем суппорт не приспособлен к быстрым перемещениям. Основные компоненты в электрической схеме – трехфазные электродвигатели:
- смазочного насоса – мощностью 0,08 кВт;
- насоса жидкостного охлаждения – 0,125 кВт;
- главного привода – 3 кВт.
Конструкция, важнейшие узлы и элементы
Станина
Базовый элемент, отлитый из чугуна, на котором размещаются ключевые узлы и механизмы. Станина поставлена на массивную подставку и имеет четыре направляющие: по паре плоских и призматической формы. В качестве основания передней бабки используется фронтальная призма.
С лицевой стороны установлена полка, предназначенная для ограждения ходового винта от жидкого охладителя и отходов металлообработки. Внутри размещен редуктор главного хода и электрический двигатель, элементы систем охлаждения и смазки. В тумбе установлен сосуд для использованных смазочных и охлаждающих материалов. Органы электрического управления станком находятся на правой панели.
Передняя бабка
Узел, использующийся для фиксации и удержания детали в процессе ее обработки. По центру передней бабки располагается шкив, соединяющийся с редуктором четырьмя приводными ремнями. Кинематическая схема также включает в себя зубчатую муфту и перебор. Переключение шестерней перебора и муфты осуществляется при помощи смонтированных с внешней стороны рукояток. Специальный блокировочный механизм предотвращает синхронный запуск муфты и перебора.

Внутри рассматриваемого элемента станка размещена коробки подач и скоростей, служащие для регулирования оборотов шпинделя (всего 12 вариантов). На корпусе узла также имеется рукоять для переключения трензеля и звена перемены шага резьбы.
Задняя бабка
Элемент конструкции, использующийся для подтягивания и крепления деталей и болванок значительной длины в целях обеспечения соосности и недопущения радиального биения, фиксации плашек, разметчиков, разверток и прочих зенкерных инструментов. Задняя бабка крепится к направляющим станины посредством эксцентрика. Для обработки конических деталей корпус может быть смещен в ту или иную сторону от центральной оси на 10 мм.
Перемещение пиноли и ее фиксация осуществляется посредством рукоятки. Устройство задней бабки может предусматривать наличие как обычного, так и встроенного вращающегося центра, которым комплектуются токарные станки ИЖ 1И611П, чьи технические характеристики допускают скоростную металлообработку. В агрегатах такой модификации используется иная кинематическая схема и, соответственно, чертежи задней бабки станка токарного 1И611П отличаются.
Шпиндель
Основной элемент агрегата, представляющий собой пустотелый вал с конической прорезью, применяющийся для крепления металлообрабатывающего инструмента и приспособлений. Крепление планшайбы на шпинделе осуществляется при помощи резьбового соединения.
Совет: Полный список используемого инструмента приводится в техпаспорте и инструкции по работе с токарным станком ИЖ 1И611П.
Качественная и безопасная металлообработка выполняется лишь при надежном креплении шпинделя. Люфты и наличие слабины в подшипниках могут вызвать дрожание резцедержателя, что существенно снизит точность выполняемых операций.
Суппорт и фартук
Суппорт представляет собой специальное устройство, необходимое для крепления и передвижения рабочего инструмента, использующихся в процессе обработки деталей. Продольное перемещение элемента осуществляется при помощи каретки, поперечное – посредством салазок. На суппорте также размещен резцедержатель цилиндрической формы, перемещающийся совместно с ним.
Инструмент для обработки резанием устанавливается в резцедержателе через боковое отверстие и крепится сверху с помощью болтов. Внизу суппорта расположен фартук, соединенный с ходовым винтом и валом и обеспечивающий поступательное движение всего узла. Продольное передвижение каретки осуществляется при вращении винта. Поступательное движение суппорта при иных способах металлообработки выполняется через ходовой вал. Приведение суппорта в движение производится вручную либо автоматически, через коробку передач.
С внешней стороны фартука имеется панель, с помощью которой осуществляется управление подачей суппорта, а также муфты, осуществляющие прямую либо реверсную подачу. Для ис
moistanki.ru
Преселективное управление – Большая Энциклопедия Нефти и Газа, статья, страница 1
Преселективное управление
Cтраница 1
Преселективное управление станками называют также управлением с предварительным набором. Некоторые модели револьверных станков последних выпусков ( например, станок 1П365) имеют не только преселективную коробку скоростей, но и преселективную коробку подач. При этом коробка скоростей и коробка подач имеют не механическое управление, а гидравлическое. [2]
Преселективное управление станком осуществляется или механическими средствами при помощи системы муфт, как это имеет место в станке мод 1636, или электромеханическими способами, сочетающимися с электросигнализацией. [3]
Механизмы преселективного управления часто применяются в токарно-револьверных станках. [4]
Механизмы преселективного управления часто применяются в токарно-револьверпых станках. [5]
Примером электромеханического преселективного управления может служить система управления фрезерных станков моделей UF-22 и VF-22 завода имени Матиаса Ракоши в Венгерской Народной Республике. [6]
Гидравлическая схема преселективного управления включает в себя гидроцилиндры, которые управляются золотниками, а золотники, в свою очередь, управляются кранами и рукоятками. Поршни гидроцилиндров связаны штоками с подвижными блоками и с муфтами коробки скоростей и коробки подач. [8]
Схема управления рукояткой преселективного управления приведена на фиг. [9]
Процесс включения и работы преселективного управления можно наблюдать по сигнальной лампе, которая помещена внутри шаровой рукоятки рычага В и работает по схеме, указанной на фиг. [10]
Основной частью этой системы преселективного управления является шлицевый валик XII ( фиг. Рабочая часть каждого кулака имеет форму диска со скошенной фаской ( см. также фиг. Для предварительного набора скорости следует повернуть головку так, чтобы против неподвижного указателя-стрелки на корпусе коробки оказалась цифра круговой шкалы, обозначающая желаемое число оборотов в минуту. [11]
Как было указано выше, преселективное управление станком дает возможность обрабатывать заготовку с наиболее рациональными подачами и скоростями резания. Подготовку к изменению режима для выполнения последующего перехода ведут во время работы станка. [12]
На фигуре показано расположение механизмов преселективного управления станком. У рабочего места помещен пульт преселективного управления станком с рукояткой В. Этой единственной рукояткой В производится управление станком как для преселективного реверсивного управления коробкой скоростей шпинделя с 18 скоростями, так и для включения и выключения подач стола и быстрых его перемещений. На станине помещен большой вращающийся лимб А с указателем чисел оборотов шпинделя, хорошо видимый рабочему с рабочего места. Этот лимб в увеличенном масштабе показан на общем виде станка. [13]
На рис. 31 изображена схема преселективного управления станка фирмы VDF ( ФРГ) с D – 500 мм. Управление штангами /, которые перемещают зубчатые колеса, осуществляется двумя ступенчатыми барабанами 2 и 3 с вырезами и впадинами по окружности, аналогичными шлицевому соединению. Штанги / имеют башмаки, выступы которых входят в пазы барабанов. [15]
Страницы: 1 2 3
www.ngpedia.ru