Токарно винторезный станок 1к62: технические характеристики, обзор
Отлично знакомый тем, чей род занятий связан с точением и иной обработкой металлических болванок, токарно-винторезный станок 1К62 производился заводом «Красный пролетарий» в г. Москва на протяжении 15 лет. Будучи одной из ходовых моделей, был известен во всем Советском Союзе, как устройство, что дает возможность создавать детали типовых размеров более широкого перечня.
Станок предназначен для обработки сложных поверхностей: цилиндрических, внутренних, торцовых, конических и внешних, и для нарезки резьбы – с применением резцов, сверл, разверток, метчиков, плашек и зенкеров всевозможных форм и размеров. Буквенно-цифровой показатель модели 1К62 обозначает следующее: «1» – токарный станок, «6» – токарно-винторезный станок, «К» – поколение станка, «2» – высота центров.
- Преимущества станка
- Токарный станок 1К62: технические характеристики
- Конструктивные особенности станка
- Другие конструкционные нюансы
Преимущества станка
Из описания токарно-винторезного станка 1К62 следует, что он подходит для работы с недлинными деталями большого диаметра.
А легкая и простая настройка режимов считается его главным плюсом. За счет твердости узлов данного устройства, обеспеченной имеющимися в его механизме специальных опорных деталей, устройство применяется для обработки металлов, прошедших закалку.
Аппарат, прекративший свой выпуск в 1971 году, в реалиях современного производства результативно применяется для различных операций скоростного и силового характера, чего не сказать о доле современных токарных устройств.
Ценность модели 1К62 в глазах профессионалов и новичков в металлообрабатывающем ремесле достигается за счет перечня преимуществ:
- Узлы, цепи и прочие элементы конструкции имеют высокую жесткость и прочность.
- Широкий диапазон регулировки скорости подачи вращения.
- Эффективное разрезание отливок при использовании минералокерамических режущих элементов.

- Эффективное противостояние нагрузкам, вызванным вибрацией, за счет особой конструкции модели.
- Сменные шестерни, входящие в заводскую укомплектовку устройства.
- Уникальный электрический двигатель, мощностью 1 кВт и частотой оборотов вала 1410 в минуту, обеспечивает передвижение суппорта.
- Защита аппарата от сильных перегрузок и коротких замыканий обеспечивается тепловыми реле и плавкими предохранителями, имеющимися в электросхеме.
- Воздействие динамических нагрузок компенсируется специальными опорными элементами, что позволяет заниматься изготовлением деталей высокой точности.
- Для точения элементов в форме отлогого конуса задний узел станка может перемещаться в поперечном направлении.
- Сверхпрочные опорные детали в комплектации главного рабочего узла станка.

Когда в заднем узле машины 1К62 устанавливают инструмент для проделывания отверстий в болванках, есть возможность крепко совместить его с суппортом посредством особой конструкции замкового типа.
Инженерные возможности устройства предусматривают периодическую потребность в ограничении передвижений каретки в продольном направлении. Для этого используется особенный фиксирующий ступор, закрепляемый с лицевой стороны полки станины. При применении ступора скорость суппорта снижается.
В стандартный комплект к устройству входят мобильный и статичный люнеты, что исключают искажение длинных болванок в процессе их обработки. Мобильный люнет, установленный на каретке, дает возможность работы с отливками с поперечным сечением 2-8 см, а статичный, закрепленный на направляющих основания аппарата, с деталями с сечением 2-13 см.
Токарный станок 1К62: технические характеристики
Основные рабочие элементы этого устройства присущи любому другому устройству подобного типа, размещаемых на устойчивом основании: мобильный и фиксируемый в рабочем положении задний и статичный передний узлы, мобильный суппорт, в чьем специальном патроне закрепляются инструменты для резки. Суппорт движется за счет работы коробки подач и управляется посредством механизмов фартука.
Главный вал механизма – вращающийся в опорах вала переднего узла шпиндель, на чьем правом наконечнике устанавливается патрон для фиксации болванки. Он полый и имеет сквозное отверстие, куда обычно помещается заготовочный прут и фиксируется патроном. Вал вращается за счет коробки скоростей, установленной в левой части механизма.
За счет особого устройства коробки подачи, у главного вала имеется набор из 23 скоростей – от минимальной в 12.5 до максимальной в 2000 оборотов в минуту. Благодаря такому количеству, обеспечивается установка максимально надлежащей скорости резки для тех или иных видов работ.
По противоположным концам механизма расположены два рычага, обеспечивающих запуск производственной деятельности, ее прекращение и смену направления движения главного вала. А изменение его скорости вращения осуществляется посредством, находящихся на переднем узле, двух рычагов.
В стационарном основании аппарата находятся два направляющих узла: задний – для движения задней бабки и передний для — перемещения суппорта.
Инструменты для резки фиксируются на суппорте, который представляет собой набор различных, передвигающихся по разным направлениям, элементов, что гарантирует подачу инструмента для резки в различных направлениях.
Это гарантирует качественную обработку деталей различных поверхностей и сложности. Подача резца может осуществляться посредством ручного и автоматического способов. Ручная подача осуществляется посредством вращения рукояти, установленной на передней части фартука.
А автоматическая подача – при помощи ходового винта или вала, вращающихся с установленными скоростями. Нарезка резьбы осуществляется при помощи винта, прочие работы – при помощи вала. Подача движения, заимствуемого от ходовых винта и вала, производится при помощи специальных рычагов.
Коробка подач имеет жесткую связь с главным рабочим валом станка через гитару и устроена таким образом, что возможно устанавливать подачи, проходящих по ГОСТу, шагов метрических резьб, и большое множество других подач, требуемых в прочих токарных работах.
Универсальный станок предназначен для мелкого и индивидуального производства деталей и имеет следующие рабочие характеристики:
- по ГОСТу установленная точность класса Н, что характеризует ее как нормальную;
- устройство имеет следующие габаритные размеры: 2812 мм в длину, 1166 мм в ширину, 1324 мм в высоту. Его вес составляет 2140 кг;
- размер поперечника болванок над основанием аппарата в наивысшем значении – 400 мм, над суппортом – 220 мм;
- масса обрабатываемой болванки, закрепленной в цилиндре, в наивысшем значении – 300 кг, закрепленной в центре – 1300 кг;
- длина обрабатываемой болванки в наивысшем значении – 1000 мм;
- сечение резца в наивысшем значении – 25 см;
- число ступенчатых частот вращения шпинделя: прямого – 23, обратного – 12;
- крутящий момент в наивысшем значении – 2 кНм;
- перемещение пиноли в наивысшем значении – 200 мм;
- мощность электрического двигателя привода главного движения – 10 кВт, привода передвижений суппорта – 0. 75 или 1.1 кВт;
- мощность охладительного насоса – 0.12 кВт.
 75 или 1.1 кВт;
75 или 1.1 кВт;Конструктивные особенности станка
Задний узел модели 1К62 представляет собой плиту, выдвижную гильзу и кожух с отверстием, и движется по направлению, заданному станиной. С помощью особого рычага выполняется ряд следующих операций: закрепление гильзы и заднего центра, устанавливаемых в заднем узле, и отладка вылета. Для удобства фиксации лезвий и сверл для производства деталей, отверстие в подвижной гильзе выполнено в виде конуса.
Основу коробки скоростей и заднего узла агрегата, чья отличительная черта — доступная элементарность составляющих! механизмов, образует ряд валов, с зафиксированным на одном из них шкивом, принимающим на себя от электрического двигателя вращательное воздействие. В трансмиссии находятся тройной, промежуточный, зубчатый и прочие блоки, опоры, фрикционная муфта и подшипники качения. Специальный насос обеспечивает смазкой движущиеся элементы коробки.
Передвижение суппорта вдоль и поперек осуществляется с помощью ходовых вала и винта, чью скорость вращения обеспечивает и корректирует механизм переключения частоты подач. В конструкции коробки следует отметить такие составляющие, как: валы и их опоры, переключаемые зажимные механизмы, шестерни, закрепленные между собой, блок Нортона.
В конструкции коробки следует отметить такие составляющие, как: валы и их опоры, переключаемые зажимные механизмы, шестерни, закрепленные между собой, блок Нортона.
Механизм переключения подач находится в нижней части станки аппарата, благодаря чему его ремонт и обслуживание заметно облегчаются. Благодаря гитаре со сменными зубчатыми колесами приводится в действие вал механизма подач.
С их же помощью он и связывается со шпинделем станка, благодаря чему достигается слаженность рабочих процессов подач и шпинделя, производимых суппортом. По валу аппарата переключения движется колесо с шестериком на одной поперечной грани, и с рычагом с десятью положениями на другой.
Разъемная гайка действующего винта, позволяющая суппорту перемещаться продольно, является важнейшей деталью фартука аппарата. Точность движения суппорта обеспечивается благодаря возможности гайки, из-за изнашивания нередко выходящей из строя, самоустанавливаться в отношении ходового винта.
Фартук данной модели, преобразующий движения винта и вала в поперечное движение суппорта и в осевое – каретки, действует следующим образом.
- Передача движения ходового вала на червячное колесо при помощи нескольких ступенчатых передач.
- При помощи соединительных муфт с поперечными зубьями оснащается перемещение суппорта по четырем направлениям.
На лице фартука устройства расположен специальный рычаг для введения в действие разъемной ходовой гайки и сцепления с ходовым винтом. Одновременная работа винта и вала для связи суппорта невозможна, что предусматривает специальный распределительный вал.
Самый важный элемент токарного аппарата – суппорт – имеет в своей конструкции следующие элементы:
- верхние резцовые салазки;
- каретка поперечная;
- нижние салазки.
Благодаря винту и беззазорной гайке с патроном осуществляется движение каретки по ходу нижних салазок. Путем ручного или автоматического воздействия (специальная рукоять или шестерни) передается вращение винту.
Сверху каретки находятся круговые, обеспечивающие ее передвижение, детали и поворотный диск, также имеющий направляющие, с установленным на них четырехпозиционным механизмом для держания резцов.
Технические показатели и особенности конструкции такого узла дают возможность помещать, относительно оси токарного станка, поворотный диск с механизмом держания резцов под любым удобным углом. Фиксируют диск в установленном положении специальные зажимы, являющиеся частью механизма каретки. Простота этого устройства позволяет использовать его даже новичкам в столярном деле.
Другие конструкционные нюансы
Электрическая система, являющаяся частью токарного станка, имеет в своем составе три гальванических цепи, имеющих разный коэффициент:
- управляющая гальваническая цепь, требующая напряжение 110 В и частоту тока 50 Гц
- гальваническая цепь, осуществляющая функционирование световых элементов аппарата, требующая 24/36 В напряжения с частотой тока 50 Гц
- силовая гальваническая цепь, требующая 380 В напряжения с частотой тока 3-50 Гц
Электропривод токарно-винторезного агрегата представляет собой двигатель общей мощностью 10 кВт и быстротой вращения вала 1450 оборотов в минуту. Довольно сложная конструкция схем этого устройства не предназначаются для запуска и отладки лицам, не имеющим опыта работы на станке и необходимого набора специализированных умений и знаний, даже согласно предписаниям из технического паспорта.
Довольно сложная конструкция схем этого устройства не предназначаются для запуска и отладки лицам, не имеющим опыта работы на станке и необходимого набора специализированных умений и знаний, даже согласно предписаниям из технического паспорта.
Видео: токарно-винторезный станок 1К62.
Republished by Blog Post Promoter
Станок 1к62: технические характеристики :: SYL.ru
Одной из важнейших операций при металлообработке является обработка поверхностей вращения. Для выполнения таких работ применяются токарные станки различных типов и спецификаций. Токарно-винторезный станок 1К62, технические характеристики которого рассматриваются в данной статье, предназначен для обработки деталей из черных и различных цветных металлов, нанесения резьбы и точения конусных элементов.
Расшифровка, обозначения и модификации
В 30-е годы в СССР была разработана специальная система обозначений станков. Эта система используется и в настоящее время. Индекс 1К62 состоит из цифры 1, что значит токарный станок, индекса К – поколение модели, цифр 6 – собственно токарно-винторезный тип и 2 – высота центров шпинделя над станиной 220 мм. Поскольку технические характеристики 1К62 могли быть разные, то к основному индексу могли добавляться символы.
Эта система используется и в настоящее время. Индекс 1К62 состоит из цифры 1, что значит токарный станок, индекса К – поколение модели, цифр 6 – собственно токарно-винторезный тип и 2 – высота центров шпинделя над станиной 220 мм. Поскольку технические характеристики 1К62 могли быть разные, то к основному индексу могли добавляться символы.
Примером модификации основной модели может служить станок повышенной точности 1К62 Б. Технические характеристики такого оборудования позволяли изготовлять прецизионные детали в условиях мелкосерийного производства. Станок выполнялся в трех вариантах, различающихся максимальной длиной обрабатываемой заготовки – 710, 1000 и 1400 мм. У станков была разная длина станины и разная общая длина, которая составляла 2,522 м., 2,812 м. и 3,212 м. соответственно. Вес станков в зависимости от длины – 2160, 2293 и 2401 кг.
Производитель станка
Станок был разработан вскоре после войны конструкторским бюро завода «Красный пролетарий» (располагался в Москве). Он пришел на смену станку 1А62. Первые образцы появились в 1954 году, а два года спустя было запущено серийное производство. Согласно прилагаемой к станку инструкции технические характеристики 1К62 значительно превосходили данные предшественника.
Он пришел на смену станку 1А62. Первые образцы появились в 1954 году, а два года спустя было запущено серийное производство. Согласно прилагаемой к станку инструкции технические характеристики 1К62 значительно превосходили данные предшественника.
Новый станок быстро получил широчайшее распространение и знаком каждому, кто имеет хотя бы малейшее отношение к металлообработке. После списания станки часто передавались в мастерские различных учебных заведений. Многие школьники и студенты обучались азам металлообработки именно на 1К62.
Станок производился не только в Москве, но и на других предприятиях СССР (например, завод имени С. Орджоникидзе в Челябинске). Технические характеристики 1К62 вполне соответствовали требованиям к такому оборудованию. Заложенные в конструкцию резервы модернизации позволили станку оставаться в производстве до 1971 года, после чего ему на смену пришел не менее известный станок – 16К20. Вариантные исполнения 16К20 производятся и в настоящее время.
Особенности конструкции
Технические характеристики 1К62 обеспечивали станку возможность высококачественного выполнения всех существующих токарных операций, делая его поистине универсальным. Режимы работы станка настраивались по интуитивно понятной схеме. Высокие параметры жесткости узлов станка и специальные подшипники шпинделя, коробок скоростей и подачи позволяли обрабатывать детали после закалки.
Режимы работы станка настраивались по интуитивно понятной схеме. Высокие параметры жесткости узлов станка и специальные подшипники шпинделя, коробок скоростей и подачи позволяли обрабатывать детали после закалки.
Параметры подачи и оборотов шпинделя могут регулироваться в широких пределах. Благодаря этому при помощи твердосплавных или керамических резцов можно осуществлять резание заготовок на высоких скоростях. Станина станка, рассчитанная под применение мощного электродвигателя, успешно противостоит вибрационным нагрузкам, неизбежным при обработке на высокой скорости.
Станина станка
В качестве основания станка используется станина, представляющая собой коробчатую чугунную отливку. Для обеспечения высоких технических характеристик станка 1К62 конструкция станины имеет поперечные ребра П-образного профиля, обеспечивающие высокую жёсткость.
На станине имеются четыре направляющие, поверхность которых проходит закалку и шлифование. Направляющие отличаются формой сечения – две имеют форму призмы и две плоскую прямоугольную. Передняя призматическая и задняя плоская направляющие предназначены для движения фартука, две другие – для задней бабки. Перед началом работы направляющие смазывают из основного масляного резервуара при помощи специального крана.
Передняя призматическая и задняя плоская направляющие предназначены для движения фартука, две другие – для задней бабки. Перед началом работы направляющие смазывают из основного масляного резервуара при помощи специального крана.
Под направляющими имеется штампованный поддон для сбора образующейся при точении стружки и отработавшей СОЖ (смазывающей охлаждающей жидкости). В левой опоре станины находится рама для крепления основного электродвигателя, а в правой – места для установки насосов СОЖ и гидравлики (при их наличии). Дополнительно в правой опоре есть место для установки 28-литрового бака СОЖ.
Передняя бабка
На левой части станины расположена передняя бабка, в которой находится коробка скоростей. Под ней смонтирована коробка подач 1К62. Технические характеристики токарного станка в значительной мере зависят от взаимного расположения узлов. Конструкция передней бабки позволяет выставлять ее положение по горизонтальной линии центров.
Под коробкой подач размещено моторное отделение с главным электродвигателем и аппаратурой управления.
Основной двигатель и коробка скоростей
Для привода валов коробок скоростей и подач используется один двигатель. Он смонтирован на раме внутри передней тумбы станины и развивает до 10 кВт при максимальной частоте вращения вала 2000 об/мин. Большая мощность мотора обеспечивает высокие технические характеристики токарному станку по металлу 1К62. Опционально станок мог оснащаться главным приводом с уменьшенными мощностью и частотой вращения (7,5 кВт и 1460 оборотов соответственно).
Крутящий момент от двигателя передается на входящий вал коробки перемены скоростей с помощью ременной передачи. Поскольку мощность двигателя большая, то в приводе применяются пять (или четыре – для менее мощной версии) параллельных ремней. На входном валу коробки установлена фрикционная муфта, позволяющая осуществлять вращение шпинделя в обе стороны.
Направление вращения задается рукоятками, расположенными на уровне поддона для стружки. Поднятием рукоятки вверх задается прямое вращение, при опускании – обратное.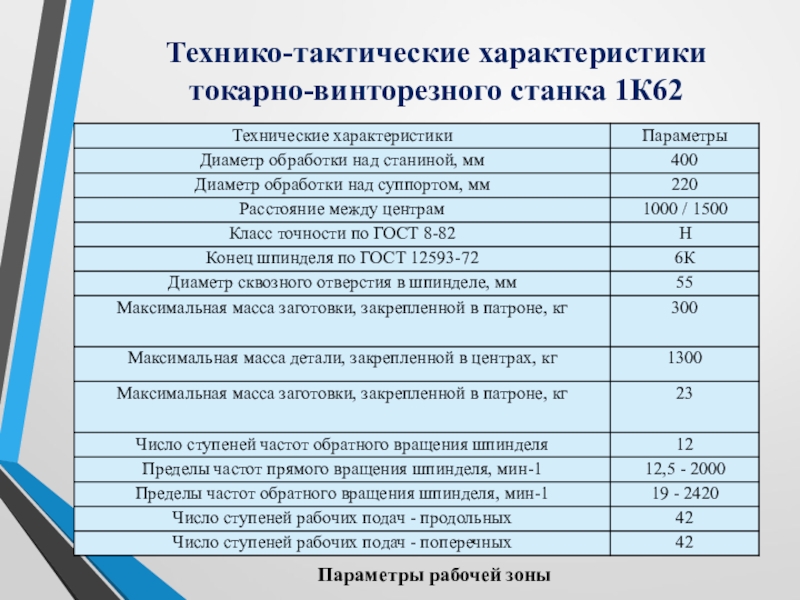 В среднем положении включается ленточный тормоз шпинделя. Коробка скоростей имеет 23 передачи с частотами вращения выходного вала в широком диапазоне оборотов 12,5…2000 (1460) об/мин.
В среднем положении включается ленточный тормоз шпинделя. Коробка скоростей имеет 23 передачи с частотами вращения выходного вала в широком диапазоне оборотов 12,5…2000 (1460) об/мин.
Для смазки узлов установлен отдельный масляный насос, подающий смазку к высоконагруженным узлам. Насос плунжерного типа приводится от эксцентрика на входном валу коробки. Запас масла в составляет 3,7 литра и находится в основном бачке на дне корпуса передней бабки. Для контроля исправности системы смазки в верхней крышке коробки скоростей есть смотровой глазок. При исправной системе через глазок видна струйка масла. Для очистки масла в конструкции станка имеется пластинчатый фильтр.
Выбор скоростей
На корпусе коробки есть четыре рукоятки: две для выбора числа оборотов, одна для установки шага резьбы и рукоятка выбора правой/левой резьбы и подачи.
Под одной из рукояток (ближней к шпинделю) имеется таблица с рядом чисел оборотов. Рукоятка перемещает три блока шестерен, позволяя выбрать ряд оборотов. Для получения оборотов шпинделя более 630 в минуту необходимо сначала отклонить рычаг от себя, затем повернуть влево. Вторая рукоятка передвигает два дополнительных блока шестерен, выставляя число оборотов по круговой таблице в соответствии с выбранным рядом.
Для получения оборотов шпинделя более 630 в минуту необходимо сначала отклонить рычаг от себя, затем повернуть влево. Вторая рукоятка передвигает два дополнительных блока шестерен, выставляя число оборотов по круговой таблице в соответствии с выбранным рядом.
Шпиндель и коробка подач
Шпиндель станка устанавливается на выходном валу коробки скоростей на торцевой части передней бабки. Вал шпинделя вращается на специальных высокоточных подшипниках, не нуждающихся в регулировке и обслуживании в процессе эксплуатации оборудования. Шпиндель имеет трехкулачковый патрон и служит для фиксации заготовки и сообщения ей вращательного движения. Зажим детали осуществляется от руки, штатным ключом.
От вала шпиндельной бабки осуществляется привод коробки подач. Данный механизм расположен в нижней левой части станка и приводится во вращение от коробки передач при помощи сменных шестерен. Такой привод обеспечивает заявленные технические характеристики 1К62.
Токарно-винторезный станок оснащен приводом суппорта от коробки передач при помощи ходового валика и винта.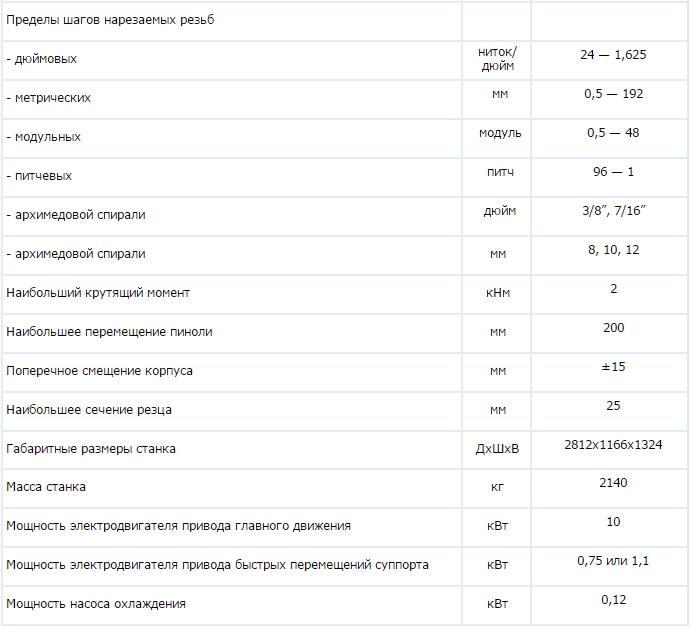 При точении суппорт перемещается ходовым валиком, а при нарезке резьбы – от ходового винта. Ходовой винт имеет устройство увеличения шага, которое расширяет диапазоны нарезаемой резьбы. Для более точнго процесса станок имеет возможность прямого привода ходового винта, минуя коробку подач. Обороты выставляются при помощи сменных шестерен из отдельного набора.
При точении суппорт перемещается ходовым валиком, а при нарезке резьбы – от ходового винта. Ходовой винт имеет устройство увеличения шага, которое расширяет диапазоны нарезаемой резьбы. Для более точнго процесса станок имеет возможность прямого привода ходового винта, минуя коробку подач. Обороты выставляются при помощи сменных шестерен из отдельного набора.
Смазка коробки подач производится от отдельного насоса. Запас масла – 0,7 литра – находится в картере коробки. Для контроля исправности насоса в передней части коробки подач имеется смотровой глазок.
Суппорт
Суппорт имеет крестовую схему и предназначен для фиксации резца и обеспечения ему движения продольной и поперечной подач. Для продольного перемещения имеется отдельная каретка. Движения могут осуществляться и от руки, и от механического привода.
Резец закреплен в резцедержателе, который может поворачиваться на заданный угол. Резцедержатель может перемещаться по поперечным салазкам, обеспечивая заданную глубину резания. Параметры перемещения определяются по установленным на суппорте линейкам с масштабными сетками.
Параметры перемещения определяются по установленным на суппорте линейкам с масштабными сетками.
Суппорт имеет электропривод от отдельного мотора мощностью в 1 кВт. Электродвигатель развивает до 1400 оборотов, что позволяет осуществлять быстрое перемещение суппорта в рабочее положение.
Фартук
Фартук представляет собой подвижный корпус механизмов для продольного и поперечного перемещения суппорта. В конструкции фартука есть кулачковые муфты, позволяющие осуществлять движение в обе стороны. Также есть дополнительная муфта для отключения привода при перегрузке.
Поступательное движение суппорта выполняется от ходового винта (при помощи разъемной гайки) или от ходового вала. Такое решение значительно улучшает технические характеристики токарного станка 1К62.
Ходовой вал передает движение фартуку через шестеренную передачу и рейку. Фартук оснащен механизмом отключения подачи суппорта, а также рядом защитных устройств, обеспечивающих безопасность выполнения работ на станке.
Смазка фартука осуществляется от насоса с червячным приводом. Для хранения смазки имеется отдельный резервуар емкостью 1,5 литра. Ходовой винт смазывается вручную.
Задняя бабка
Задняя бабка движется по тем же направляющим, что и фартук. Перемещение осуществляется вручную, в нужном положении бабка фиксируется поворотом рукоятки.
В задней бабке устанавливается пиноль с коническим отверстием. В него устанавливается центр для поддержки заднего конца заготовок деталей. По конструкции центры делятся на два типа – вращающиеся и неподвижные. Движение пиноли осуществляется маховиком, расположенным с тыльной стороны. Фиксация пиноли осуществляется отдельной рукояткой.
Кроме центров в задней бабке может располагаться инструмент для выполнения и обработки внутренних отверстий в заготовках. Задняя бабка может быть соединена с суппортом и использоваться для сверления отверстий с механической подачей.
Дополнительно имеются продольные направляющие, которые позволяют получать на станке поверхности в форме пологого конуса. Такая конструкция бабки улучшает технические характеристики токарного станка 1К62.
Такая конструкция бабки улучшает технические характеристики токарного станка 1К62.
PDB 1k62 сводка структуры ‹ Европейский банк данных о белках (PDBe) ‹ EMBL-EBI
Рентгеновская дифракция
Разрешение 2,65 Å
Кристаллическая структура человеческого аргининосукцинатлиазы Q286R Mutant
Выпущено:
DOI: 10.2210/pdb1k62/pdb
Исходный организм: Homo sapiens
Первичная публикация:
Трехмерная структура аргининосукцинатлиазы, часто дополняющая аллель Q286R.
Сампаляну Л.М., Валле Ф, Томпсон ГД, Howell PL
Биохимия 40 15570-80 (2001)
PMID: 11747432
Функция и биология Детали
Катализирует реакцию:
2-(N(омега)-L-аргинино)сукцинат = фумарат + L-аргинин
Биохимическая функция:
- идентичное связывание белка
Биологический процесс:
- процесс биосинтеза аргинина через орнитин
Сотовый компонент:
- внеклеточная экзосома
Домены последовательности:
- Встречается в:
- Аргининосукцинатлиаза
- Встречается в:
- Аргининосукцинатлиаза
- Встречается в:
- Аргининосукцинатлиаза
- Встречается в:
- Аргининосукцинатлиаза
- Встречается в:
- Аргининосукцинатлиаза
- Встречается в:
- Аргининосукцинатлиаза
Домен структуры:
- Встречается в:
- Аргининосукцинатлиаза
Структурный анализ Подробности
Состав сборки:
гомотетрамер (предпочтительно)
Содержание записи:
1 отдельная молекула полипептида
Макромолекула:
Аргининосукцинатлиаза Цепи: А, В
Детали молекул ›
Цепи: A, B
Длина: 464 аминокислоты
Теоретическая масса: 51,93 KDA
Источник Организм: Homo Sapiens
Система экспрессии: ;
Имя гена:
ASL
Домены последовательности:
- лиаза
- Аргининосукцинатлиаза С-концевой
Домены структуры:
- Фумараза/аспартаза (N-концевой домен)
- Фумараза/аспартаза (С-концевой домен)
- Фумараза/аспартаза (центральный домен)
Лиганды и среды
Без связанных лигандов
Без модифицированных остатков
Эксперименты и проверка Подробности
Источник рентгеновского излучения: РИГАКУ
Космическая группа: П 3 1 21
Ячейка:
а: 104,202Å б: 104,202Å с: 183,019Å
α: 90° β: 90° γ: 120°
R-значения:
Р Р работа R бесплатно
0,187 0,175 0,229
Система экспрессии: Escherichia coli BL21
395-013-541-403 IN STOCK RFQ NOW New & Original Ship Immediately
Номер детали/ключевое слово
Авторизоваться регистр
Recommended For You
Specifications
4 products found. Show Similar
Show Similar
| Атрибут | Value | Search | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Category | Optoisolators – Triac, SCR Output | ||||||||||||
| Datasheet | |||||||||||||
| RoHS | |||||||||||||
| 73887 найдено товаров. 387 Can Ship in 5 Days Inquire for More Quantity Minimum : 39 Multiples : 49 Packaging: Цена за единицу 82 долл. США Доп. Цена 88 долларов США Цена (долл. США) Товарная единица: шт.
| |||||||||||||
 Показать похожие0004 In Stock: 23635
Показать похожие0004 In Stock: 23635 Полная катушка: 3279
Полная катушка: 3279