Токарный станок 1К62Д: инструкция по эксплуатации, характеристики
Подобные модели получили широкое распространение, еще при Советском Союзе. Но и сейчас можно наблюдать за использованием машин внутри цехов. В числе положительных сторон токарного станка 1к62 – надёжность и продуктивность, выносливость. Заготовки даже с крупными габаритами режутся без проблем.
Преимущества модели
Станок 1к62 представляет лобовой тип оборудования. Допустима даже обработка деталей, изготовленных из закалённого металла.
Вышеперечисленным положительные стороны не ограничиваются:
- Высокая прочность каждой из деталей в комплекте.
- Большой диапазон рабочих скоростей.
- Универсальность устройства в работе.
- Возможность применять твёрдосплавные резцы.
- Виброустойчивость.

Технические характеристики и паспорт
Начиная с основных параметров, внимание рекомендуется уделять следующим цифрам:
- Максимальный вес для заготовок выглядит следующим образом: масса в центрах до 1500 килограмм, масса в патроне – до 500.
- Общая длина заготовок – до 150 миллиметров.
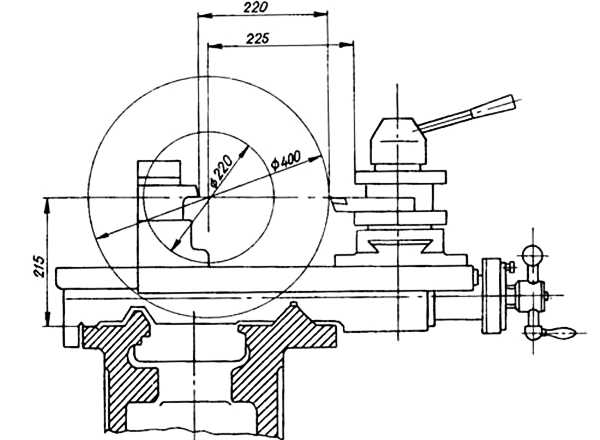
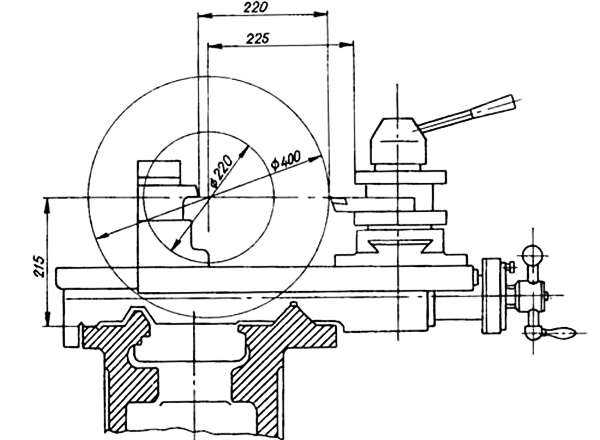
- Диаметр обработки: над суппортом до 200 мм, над станиной 400.
Шпиндель, которым снабжается винторезный тип оборудования, обладает следующими параметрами:
- Используется корпус серии М6.
- Обороты при реверсном ходе имеют частоту оборотов, равную 2420 оборотов в минуту.
- Вращение происходит с частотой от 12,5 до 2000 оборотов в минуту.
- Прямое вращение на 25 скоростях.
- До 45 миллиметров диаметра стального прутка.
- Отверстие с 47-миллиметровым диаметром.

У подач суппорта так же имеются определённые параметры:
- От 1 до 192 мм шага нарезаемой резьбы.
- 44 штуки возможных типоразмеров для резьб метрического вида.
- 3,4 метра в секунду – скорость подачи вдоль, когда перемещение быстрое. Поперечная составляет 1,7 метр в секунду.
- 49 ступеней у продольных подач.
- 250 мм – поперечный ход суппорта.
- Ход каретки – 1330, 930 и 660 мм.
Назначение и область применения
На аппарате работают с любыми заготовками, сочетающими большой диаметр с небольшой длиной. С пологими конусами можно работать благодаря тому, что задняя балка выполняет поперечную регулировку. Оборудование повышает функциональность, когда выполняются сверлильные операции.
Инструкция по эксплуатации
Главное преимущества – широкий набор возможностей у владельцев таких станков. Обработка пройдёт без проблем, как с небольшими, так и с огромными деталями. Внутри патронов легко крепятся заготовки, имеющие общий вес до 300 килограмм.
Будущие тонкости работы и масса детали определяют, какие следует выбрать инструменты, как выставить параметры. Торцевые поверхности обрабатываются следующими приспособлениями:
- Плашки.
- Метчики.
- Зенкера.
- Свёрла.
- Развёртки.
- Резцы.
Форма необходимой сложности будет приобретена изделием только в том случае, если при обработке применяется подходящая разновидность инструмента. Когда шпиндель монтируется на подшипниках – открывается доступ к обработке конструкций из закалённых разновидностей металла. Даже появление ударных нагрузок не сказывается отрицательно на итоговой точности.

Габаритные размеры рабочего пространства
Оборудование обладает следующими габаритами:
- Общая масса токарной установки – 2,7 тысячи килограмм.
- Сечение у резца – до 25 миллиметров.
- Допустимая длина детали – до 1,5 тысячи мм.
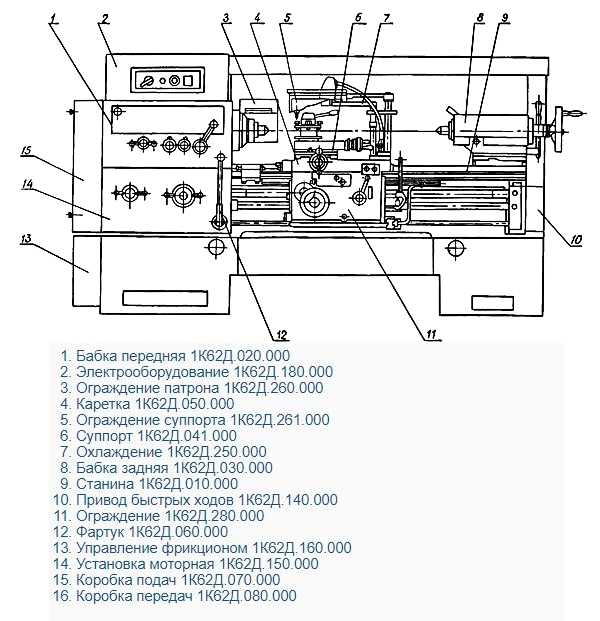
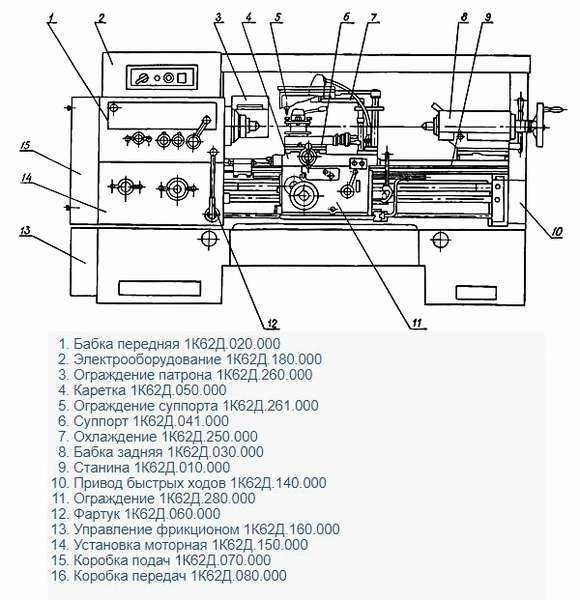
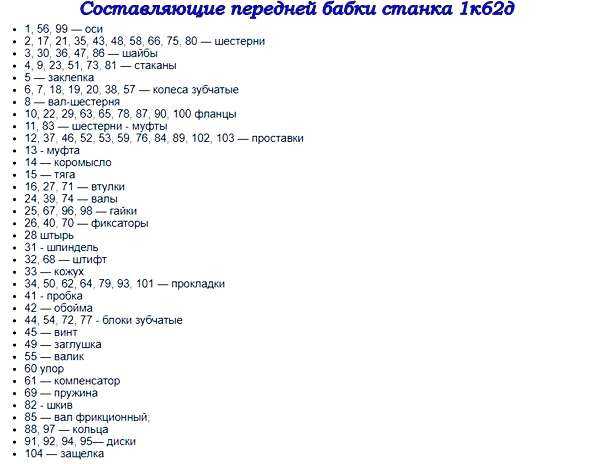
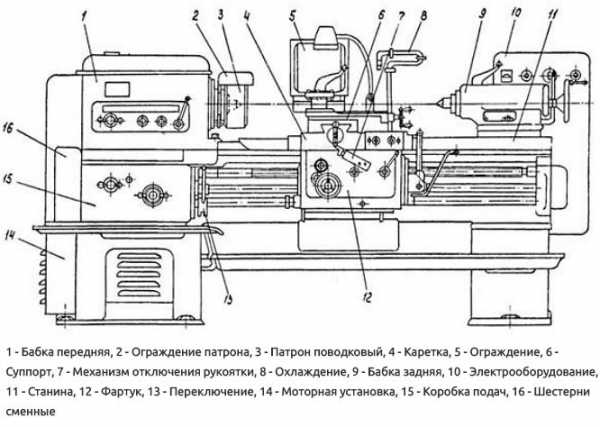
Расположение и спецификация составных частей
Станина становится основанием для установки оборудования. Вся нагрузка равномерно распределяется по конструкции благодаря такому устройству. Специальные тумбы отвечают за крепление. Передняя бабка закрепляется с левой стороны на станине. В ней располагаются коробки скоростей вместе со шпинделем, прикреплённому к патрону.
Бабка заднего типа – в правой части. При перемещении детали не возникает проблем, если использовать продольную направляющую у каркаса. Сама направляющая часто используется, чтобы закрепить какие-либо дополнительные детали.
Режущие инструменты крепят внутри специального держателя на суппорте.
Подача у суппортов идёт вдоль, либо поперёк. Два механизма внутри фартука движения реализуют две возможные схемы. Выбор задействованного станка зависит от операции, которая требуется в настоящее время. Расточке энергия подаётся от вращающегося ходового вала. Винт хода задействуется, когда проводят резьбу. От настроек коробки подач зависит то, какой будет амплитуда.
Нижняя часть используется для закрепления отходного корыта.
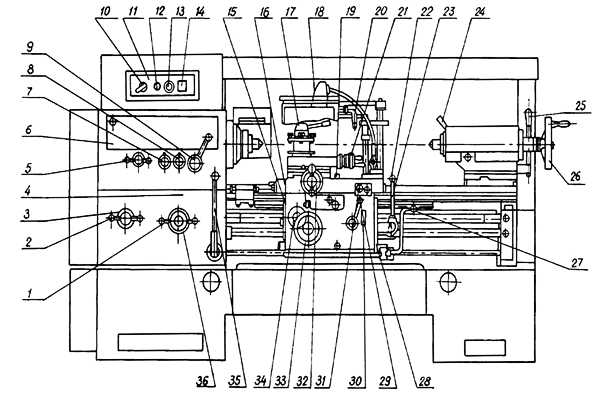
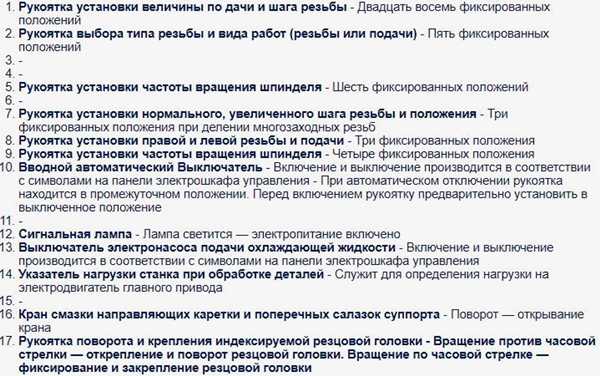
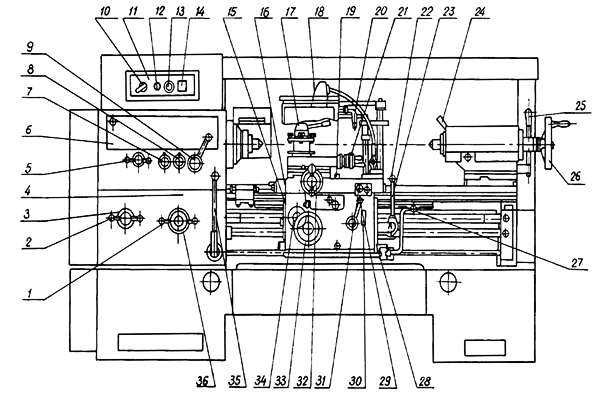
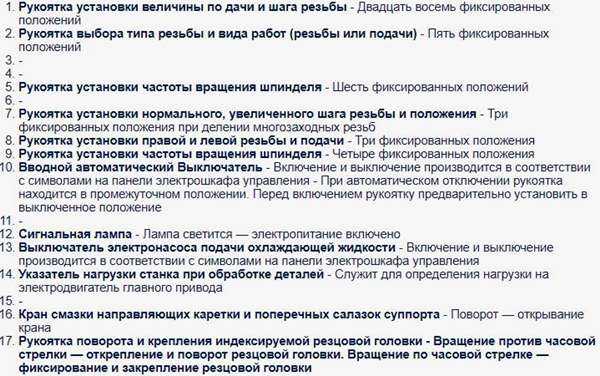
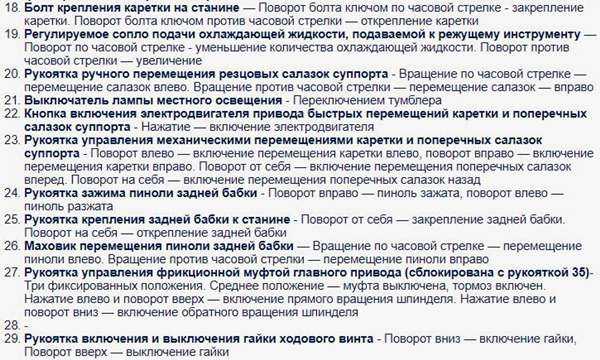
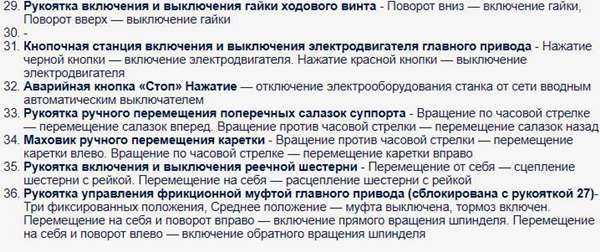
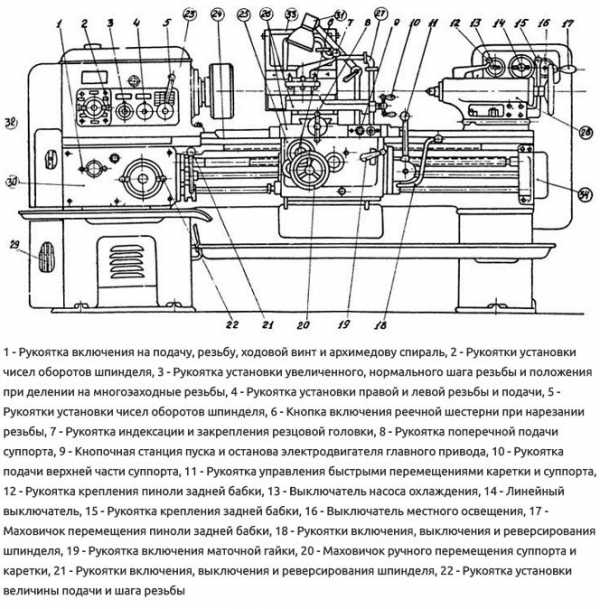
Расположение органов управления
У механизма присутствуют следующие рукоятки, отвечающие за управление:
- Для перемещения салазок и каретки в механическом режиме.
- Для перемещения салазок.
- Соединения со станиной у задней бабки.
- Зажима пиноли, её перемещения.
- Управления ходовым винтом.
- Поворота резцовой индексируемой головки, её крепления.
- Муфтой фрикционной части.
- Шаг и положение резьбы – на нормальном, либо максимальном уровне.
- Для управления шестернёй.
- Выбора вида резьбы.
- Для левой резьбы, подачи.
- Показателя шага резьбы, подачи.
- Частоты работы шпинделя.
У каждой рукоятки несколько положений, чтобы управления было функциональным.
Краны и выключатели, кнопки, регуляторы – дополнительные органы управления, доступные каждому оператору.
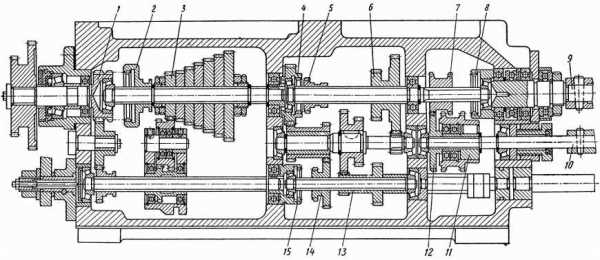
Передняя бабка
Общий паспорт с техническими параметрами подтвердит, что деталь способствует тому, что шпинделю передаётся определённая частота при вращениях. Сколько операций проводят мастера – столько и выставляется частот. Передняя бабка устроена так, что способствует появлению следующих возможностей:
- Резьба многозаходного типа.
- Правосторонняя резьба, либо обратная левая.
- Увеличенное в 8, 32 передаточное число.
- Резьба, увеличенная в 16 с шагом больше в 4 раза по сравнению со стандартным.
Задняя бабка
Направляющие элементы продвигают задние бабки вперёд. Обязательно крепление к станине. Определённое закрепление этого узла позволит выполнять те или иные определённые работы. Дополнительными фиксаторами становятся эксцентрик рукояти вместе с простой рычажной системой. Пиноль дополнительно крепится тоже рукояткой. Вращательные движения рычага обуславливаются смещением рукоятки.
Характерно активное применение поперечных смещений задних бабок. Конусы пологой формы не должны доставить проблем. Благодаря чему просто ювелирно обрабатывать детали, чьи габариты небольшие. Метрическая резьба делается с минимальной глубиной.

Суппорт
Главное назначение – перемещение резца, закреплённого в резцедержателе. Такое движение проводится вдоль оси шпинделя, поперёк этой части, либо под определённым углом. Крестовая конструкция всегда характерна для этой детали. Всего у неё три основных движущихся узла:
- Каретка.
- Поперечные салазки.
- Резцовые салазки.
Эти узлы иногда имеют разные названия в различной технической литературе. Поворотная плита закрепляется буквально под любыми углами по отношению к основанию. Главное – чтобы подача суппорта не включалась одновременно от нескольких деталей сразу. Для этого предусмотрен специальный блокировочный механизм.

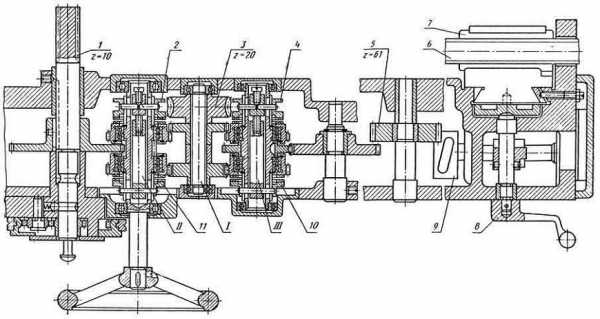
Коробка подач
Определённые виды резьбы создаются благодаря модулю с подачами. Ходовой винт с фиксированным шагом в 12 миллиметров становится главным помощником во время всевозможных манипуляций. В специальных звеньях нет необходимости, даже когда требуется увеличить текущий шаг. Если верить паспорту, то механизм облегчает создание следующих видов резьбы:
- Питчевая 1-96.
- Модульную – 0,5-3.
- Дюймовую – с 2 до 34 ниток.
- Метрическую. Минимум шага – 0,5 миллиметров. Максимальное ограничение по шагу равно 12.
Достаточно применения соответствующих деталей, чтобы резьба в итоге увеличила шаг. Несмотря на универсальность агрегата, и у него есть определённые пределы эксплуатации.
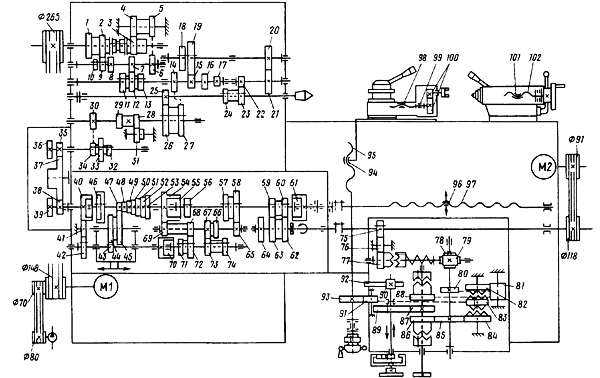
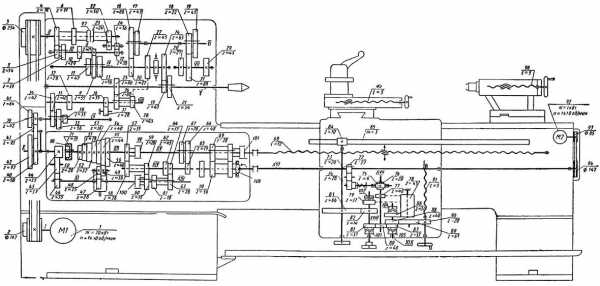
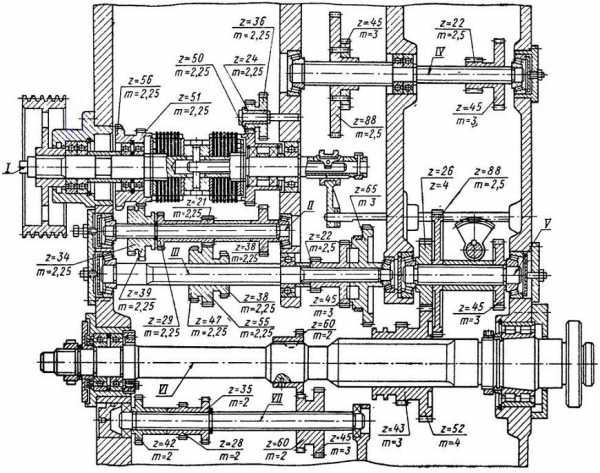
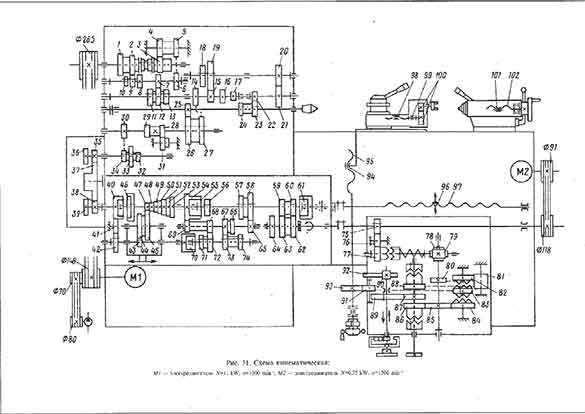
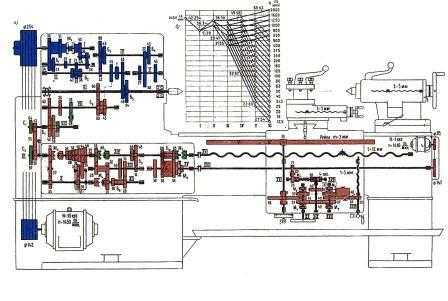
Схема кинематическая
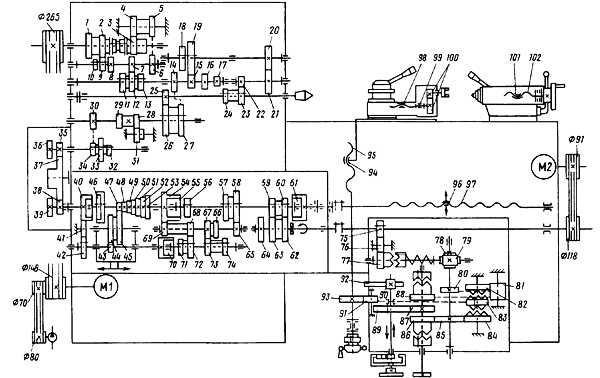
Скачать схему в полном размере
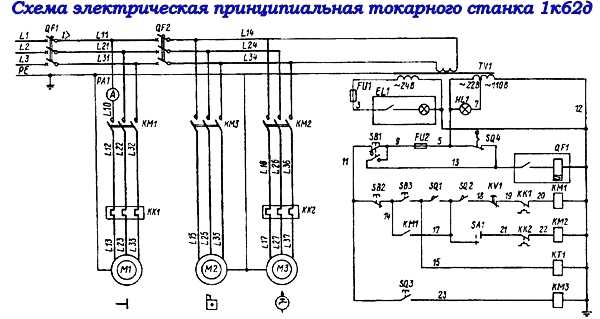
Схема электрическая
Для агрегата любых модификаций движение шпинделя относится к главным рабочим движениям. Оно передаётся от привода, через коробку скоростей с клинноременной передачей. Паспорт сообщает о том, что поддерживаются 23 скорости. Но число уменьшается по факту. Некоторые зубчатые колёса работают с примерно одинаковыми передаточными числами и отношениями.
Согласно кинематике, станок состоит из следующих цепей:
- 3 из них приходятся на суппорт.
- Есть ещё поперечная подача.
- Ускоренное перемещение.
- Последняя цепь представляет собой винторезную подачу.
Скачать схему в полном размере
Когда нарезается резьба – активируется винтовая часть. В ней используется 68-ой ходовой винт. На фартуке фиксируется специальная гайка, которая также становится неотъемлемой частью процесса.
Только рабочее состояние муфт обеспечит поперечную подачу. Они передают крутящий момент ходовому валу, по колёсам зубчатого типа. Потом энергия передаётся поперечному суппорту. Если необходимо – муфты обеспечат и движение поперёк. Движение проходит по зубчатым колёсам, а сообщается реечному. На станине рейку фиксируют неподвижно. В результате осуществляется вращение механизма. Вместе перемещаются фартук и суппорт.
От вспомогательного электропривода непосредственно проводится ускоренная подача, когда возникает необходимость. Пользуясь винтовыми парами, владельцы легко отрегулируют положение пиноли у задней бабки, салазок.
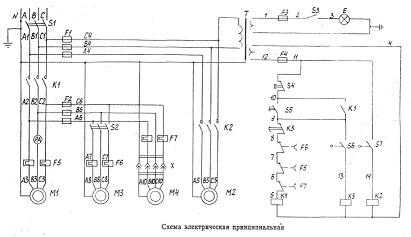
Подробнее об электрической схеме
Основа работы – трёхфазная сеть переменного тока, она источник питания для всего электрооборудования. Заземляющий провод присутствует в обязательном порядке. Электрическая аппаратура представлена несколькими узлами, всегда идущими в комплекте со станками:
- Кнопочная станция у передней бабки, отвечает за пуск или отключение привода.
- Трансформатор вместе с лампочками местного освещения.
- Насос.
- Выключатели пакетного типа.
- Двигатель с электронасосом работают от теплового реле.
Отдельно предусматривается так называемый магнитный пускатель, который предотвращает самопроизвольное включение мотора.

Заключительные мысли
Тракторного завода, который выпускает эти станки, давно не существует. Но станки, выпущенные много десятилетий назад, до сих пор работают благодаря своей надёжности. Происходит износ некоторых из деталей. При необходимости проводится их замена, если нет: меняется весь станок полностью. Практически невозможно найти новое оборудование, которое относилось бы к серии 1К62. Потому к основной маркировке добавляются различные буквы, обозначающие модификацию.
Выпускаются и аналоги этого станка. Часто достаточно лишь подкрасить корпус, чтобы придать оборудованию товарный вид. Главное – регулярное проведение технического обслуживания. Его объём тоже должен быть полным, справиться с работой может любой механик.
vseochpu.ru
Токарный станок 1К62Д: инструкция по эксплуатации, характеристики
Подобные модели получили широкое распространение, еще при Советском Союзе. Но и сейчас можно наблюдать за использованием машин внутри цехов. В числе положительных сторон токарного станка 1к62 – надёжность и продуктивность, выносливость. Заготовки даже с крупными габаритами режутся без проблем.
Преимущества модели
Станок 1к62 представляет лобовой тип оборудования. Допустима даже обработка деталей, изготовленных из закалённого металла.
Вышеперечисленным положительные стороны не ограничиваются:
- Высокая прочность каждой из деталей в комплекте.
- Большой диапазон рабочих скоростей.
- Универсальность устройства в работе.
- Возможность применять твёрдосплавные резцы.
- Виброустойчивость.

Технические характеристики и паспорт
Начиная с основных параметров, внимание рекомендуется уделять следующим цифрам:
- Максимальный вес для заготовок выглядит следующим образом: масса в центрах до 1500 килограмм, масса в патроне – до 500.
- Общая длина заготовок – до 150 миллиметров.
- Диаметр обработки: над суппортом до 200 мм, над станиной 400.
Шпиндель, которым снабжается винторезный тип оборудования, обладает следующими параметрами:
- Используется корпус серии М6.
- Обороты при реверсном ходе имеют частоту оборотов, равную 2420 оборотов в минуту.
- Вращение происходит с частотой от 12,5 до 2000 оборотов в минуту.
- Прямое вращение на 25 скоростях.
- До 45 миллиметров диаметра стального прутка.
- Отверстие с 47-миллиметровым диаметром.

У подач суппорта так же имеются определённые параметры:
- От 1 до 192 мм шага нарезаемой резьбы.
- 44 штуки возможных типоразмеров для резьб метрического вида.
- 3,4 метра в секунду – скорость подачи вдоль, когда перемещение быстрое. Поперечная составляет 1,7 метр в секунду.
- 49 ступеней у продольных подач.
- 250 мм – поперечный ход суппорта.
- Ход каретки – 1330, 930 и 660 мм.
Назначение и область применения
На аппарате работают с любыми заготовками, сочетающими большой диаметр с небольшой длиной. С пологими конусами можно работать благодаря тому, что задняя балка выполняет поперечную регулировку. Оборудование повышает функциональность, когда выполняются сверлильные операции.
Инструкция по эксплуатации
Главное преимущества – широкий набор возможностей у владельцев таких станков. Обработка пройдёт без проблем, как с небольшими, так и с огромными деталями. Внутри патронов легко крепятся заготовки, имеющие общий вес до 300 килограмм.
Будущие тонкости работы и масса детали определяют, какие следует выбрать инструменты, как выставить параметры. Торцевые поверхности обрабатываются следующими приспособлениями:
- Плашки.
- Метчики.
- Зенкера.
- Свёрла.
- Развёртки.
- Резцы.
Форма необходимой сложности будет приобретена изделием только в том случае, если при обработке применяется подходящая разновидность инструмента. Когда шпиндель монтируется на подшипниках открывается доступ к обработке конструкций из закалённых разновидностей металла. Даже появление ударных нагрузок не сказывается отрицательно на итоговой точности.

Габаритные размеры рабочего пространства
Оборудование обладает следующими габаритами:
- Общая масса токарной установки – 2,7 тысячи килограмм.
- Сечение у резца – до 25 миллиметров.
- Допустимая длина детали – до 1,5 тысячи мм.
Расположение и спецификация составных частей
Станина становится основанием для установки оборудования. Вся нагрузка равномерно распределяется по конструкции благодаря такому устройству. Специальные тумбы отвечают за крепление. Передняя бабка закрепляется с левой стороны на станине. В ней располагаются коробки скоростей вместе со шпинделем, прикреплённому к патрону.
Бабка заднего типа – в правой части. При перемещении детали не возникает проблем, если использовать продольную направляющую у каркаса. Сама направляющая часто используется, чтобы закрепить какие-либо дополнительные детали.
Режущие инструменты крепят внутри специального держателя на суппорте.
Подача у суппортов идёт вдоль, либо поперёк. Два механизма внутри фартука движения реализуют две возможные схемы. Выбор задействованного станка зависит от операции, которая требуется в настоящее время. Расточке энергия подаётся от вращающегося ходового вала. Винт хода задействуется, когда проводят резьбу. От настроек коробки подач зависит то, какой будет амплитуда.
Нижняя часть используется для закрепления отходного корыта.
Расположение органов управления
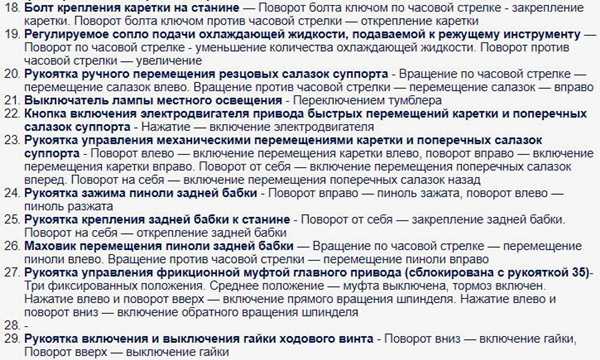
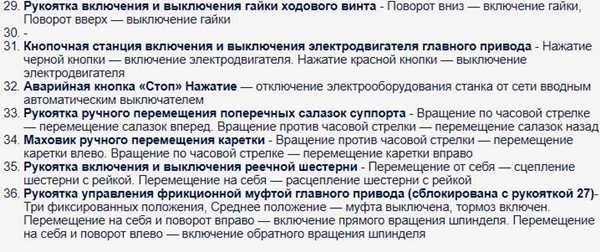
У механизма присутствуют следующие рукоятки, отвечающие за управление:
- Для перемещения салазок и каретки в механическом режиме.
- Для перемещения салазок.
- Соединения со станиной у задней бабки.
- Зажима пиноли, её перемещения.
- Управления ходовым винтом.
- Поворота резцовой индексируемой головки, её крепления.
- Муфтой фрикционной части.
- Шаг и положение резьбы – на нормальном, либо максимальном уровне.
- Для управления шестернёй.
- Выбора вида резьбы.
- Для левой резьбы, подачи.
- Показателя шага резьбы, подачи.
- Частоты работы шпинделя.
У каждой рукоятки несколько положений, чтобы управления было функциональным.
Краны и выключатели, кнопки, регуляторы – дополнительные органы управления, доступные каждому оператору.
Передняя бабка
Общий паспорт с техническими параметрами подтвердит, что деталь способствует тому, что шпинделю передаётся определённая частота при вращениях. Сколько операций проводят мастера – столько и выставляется частот. Передняя бабка устроена так, что способствует появлению следующих возможностей:
- Резьба многозаходного типа.
- Правосторонняя резьба, либо обратная левая.
- Увеличенное в 8, 32 передаточное число.
- Резьба, увеличенная в 16 с шагом больше в 4 раза по сравнению со стандартным.
Задняя бабка
Направляющие элементы продвигают задние бабки вперёд. Обязательно крепление к станине. Определённое закрепление этого узла позволит выполнять те или иные определённые работы. Дополнительными фиксаторами становятся эксцентрик рукояти вместе с простой рычажной системой. Пиноль дополнительно крепится тоже рукояткой. Вращательные движения рычага обуславливаются смещением рукоятки.
Характерно активное применение поперечных смещений задних бабок. Конусы пологой формы не должны доставить проблем. Благодаря чему просто ювелирно обрабатывать детали, чьи габариты небольшие. Метрическая резьба делается с минимальной глубиной.

Суппорт
Главное назначение – перемещение резца, закреплённого в резцедержателе. Такое движение проводится вдоль оси шпинделя, поперёк этой части, либо под определённым углом. Крестовая конструкция всегда характерна для этой детали. Всего у неё три основных движущихся узла:
- Каретка.
- Поперечные салазки.
- Резцовые салазки.
Эти узлы иногда имеют разные названия в различной технической литературе. Поворотная плита закрепляется буквально под любыми углами по отношению к основанию. Главное – чтобы подача суппорта не включалась одновременно от нескольких деталей сразу. Для этого предусмотрен специальный блокировочный механизм.
Коробка подач
Определённые виды резьбы создаются благодаря модулю с подачами. Ходовой винт с фиксированным шагом в 12 миллиметров становится главным помощником во время всевозможных манипуляций. В специальных звеньях нет необходимости, даже когда требуется увеличить текущий шаг. Если верить паспорту, то механизм облегчает создание следующих видов резьбы:
- Питчевая 1-96.
- Модульную – 0,5-3.
- Дюймовую – с 2 до 34 ниток.
- Метрическую. Минимум шага – 0,5 миллиметров. Максимальное ограничение по шагу равно 12.
Достаточно применения соответствующих деталей, чтобы резьба в итоге увеличила шаг. Несмотря на универсальность агрегата, и у него есть определённые пределы эксплуатации.
Схема кинематическая
Скачать схему в полном размере
Схема электрическая
Для агрегата любых модификаций движение шпинделя относится к главным рабочим движениям. Оно передаётся от привода, через коробку скоростей с клинноременной передачей. Паспорт сообщает о том, что поддерживаются 23 скорости. Но число уменьшается по факту. Некоторые зубчатые колёса работают с примерно одинаковыми передаточными числами и отношениями.
Согласно кинематике, станок состоит из следующих цепей:
- 3 из них приходятся на суппорт.
- Есть ещё поперечная подача.
- Ускоренное перемещение.
- Последняя цепь представляет собой винторезную подачу.
Скачать схему в полном размере
Когда нарезается резьба – активируется винтовая часть. В ней используется 68-ой ходовой винт. На фартуке фиксируется специальная гайка, которая также становится неотъемлемой частью процесса.
Только рабочее состояние муфт обеспечит поперечную подачу. Они передают крутящий момент ходовому валу, по колёсам зубчатого типа. Потом энергия передаётся поперечному суппорту. Если необходимо – муфты обеспечат и движение поперёк. Движение проходит по зубчатым колёсам, а сообщается реечному. На станине рейку фиксируют неподвижно. В результате осуществляется вращение механизма. Вместе перемещаются фартук и суппорт.
От вспомогательного электропривода непосредственно проводится ускоренная подача, когда возникает необходимость. Пользуясь винтовыми парами, владельцы легко отрегулируют положение пиноли у задней бабки, салазок.
Подробнее об электрической схеме
Основа работы – трёхфазная сеть переменного тока, она источник питания для всего электрооборудования. Заземляющий провод присутствует в обязательном порядке. Электрическая аппаратура представлена несколькими узлами, всегда идущими в комплекте со станками:
- Кнопочная станция у передней бабки, отвечает за пуск или отключение привода.
- Трансформатор вместе с лампочками местного освещения.
- Насос.
- Выключатели пакетного типа.
- Двигатель с электронасосом работают от теплового реле.
Отдельно предусматривается так называемый магнитный пускатель, который предотвращает самопроизвольное включение мотора.

Заключительные мысли
Тракторного завода, который выпускает эти станки, давно не существует. Но станки, выпущенные много десятилетий назад, до сих пор работают благодаря своей надёжности. Происходит износ некоторых из деталей. При необходимости проводится их замена, если нет: меняется весь станок полностью. Практически невозможно найти новое оборудование, которое относилось бы к серии 1К62. Потому к основной маркировке добавляются различные буквы, обозначающие модификацию.
Выпускаются и аналоги этого станка. Часто достаточно лишь подкрасить корпус, чтобы придать оборудованию товарный вид. Главное – регулярное проведение технического обслуживания. Его объём тоже должен быть полным, справиться с работой может любой механик.
Загрузка…xn—-ntbhhmr6g.xn--p1ai
Токарный станок 1К62 – технические характеристики, паспорт, устройство
Токарный станок 1К62, который выпускался московским заводом «Красный пролетарий» на протяжении достаточно длительного периода (1956–1971 гг.), хорошо знаком практически каждому, кто связан с металлообработкой. После окончания выпуска данной модели токарного станка, которую многие могут узнать на фото ниже, ей на смену пришел агрегат 16К20.

Универсальный токарно-винторезный станок 1К62
Преимущества модели
Станок 1К62, как следует из его характеристик, входит в категорию токарного оборудования лобового типа. Другими словами, он пригоден для токарно-винторезных работ с деталями большого диаметра и небольшой длины.
В то же самое время токарно-винторезный станок 1К62 – это универсальное устройство, технические возможности которого обеспечивают выполнение всего спектра токарных операций. На таком устройстве можно нарезать резьбу, выполнять точение дисков и валов различной конфигурации. Что важно, все режимы работы такого станка настраиваются очень просто. Благодаря высокой жесткости узлов токарного станка данной модели, обеспечиваемой использованием в его конструкции особых подшипников, на нем можно обрабатывать детали, прошедшие предварительную закалку.
Основные узлы станка 1К62
К наиболее значимым преимуществам, за которые станок 1К62 особенно ценят и профессионалы, и начинающие специалисты, следует отнести следующие.
- Подача и скорость вращения могут регулироваться в широком диапазоне.
- Кинематические цепи рассматриваемого токарного станка, его отдельные узлы и конструктивные элементы отличаются высокой прочностью и жесткостью.
- Используя инструмент с минералокерамической и твердосплавной режущей частью, на таком оборудовании можно эффективно выполнять разрезание заготовок.
- Конструкция устройства, оснащенного мощным приводом, разработана таким образом, что может эффективно противодействовать вибрационным нагрузкам.
- В стандартную комплектацию этого токарного станка входят сменные зубчатые колеса, сообщающие движение от передней бабки коробке подач.
- Высокоточной обработкой деталей на токарном станке 1К62 можно заниматься даже при наличии ударных нагрузок (их влияние компенсируют специальные подшипники).
- За перемещение суппорта агрегата отвечает особый электродвигатель, мощность которого составляет 1 кВт. Выходной вал такого электродвигателя, обеспечивающего быстрое движение суппорта, вращается с частотой до 1410 об/мин.
- Задняя бабка оборудования может двигаться в поперечном направлении, что позволяет использовать токарно-винторезный станок 1К62 для работы с заготовками, имеющими форму пологого конуса.
- В электрической схеме станка имеются плавкие вставки и тепловые реле, защищающие его от коротких замыканий и серьезных перегрузок в процессе эксплуатации.
- Шпиндельный узел токарного станка 1К62 укомплектован сверхпрочными подшипниками.
В тех ситуациях, когда в задней бабке закрепляют сверло для формирования отверстий в заготовках, ее можно жестко соединить с нижней частью суппорта при помощи специального замкового устройства, в таком случае ее можно будет двигать при помощи механического привода.
Станок 1К62, конструкция которого была разработана более 60 лет назад, может одинаково эффективно применяться для выполнения как силовых, так и скоростных токарных операций (это можно сказать далеко не о каждом современном агрегате).
Органы управления станка 1К62
Нередко в процессе выполнения токарных операций возникает необходимость ограничить перемещение каретки станка в продольном направлении. Технические возможности 1К62 предусматривают и такую возможность, для этого применяется специальный упор, фиксируемый на полке станины с ее лицевой стороны. При его использовании ограничивается скорость перемещения суппорта (не более 250 мм/мин).
В стандартную комплектацию токарного станка 1К62 также входят два люнета – подвижный и неподвижный. Такие технические приспособления, как известно, используются для исключения в ходе обработки деформации длинных заготовок. Благодаря подвижному люнету, фиксируемому на каретке станка, обрабатывают заготовки с поперечным сечением от 2 до 8 см, а неподвижный, размещаемый на направляющих станины, позволяет работать с деталями, имеющими сечение от 2 до 13 см.
Технические характеристики и паспорт станка 1К62
Все технические характеристики токарно-винторезного станка 1К62 представлены ниже в формате таблиц:
- Характеристики 1К62 — часть 1
- Характеристики 1К62 — часть 2
- Характеристики 1К62 — часть 3
Скачать бесплатно паспорт токарно-винторезного станка 1К62: Паспорт станка 1К62
Скачать руководство по ремонту и обслуживанию 1К62: Ремонт станка 1К62
Конструктивные особенности станка
Задняя бабка токарного станка 1К62, состоящая из плиты, корпуса с посадочным отверстием и выдвижной пиноли, может перемещаться по направляющим станины. Регулировка вылета, фиксация пиноли и заднего центра, которые устанавливаются в задней бабке, осуществляются при помощи специальной рукоятки. Посадочное отверстие в пиноли имеет конусную форму, что позволяет фиксировать в нем различные инструменты: сверло, развертку, зенкер, метчик и др.
Кинематическая схема 1К62 (нажмите, чтобы увеличить)
Коробка скоростей станка 1К62 и его задняя бабка отличаются простотой своей конструкции, основу которой составляют ряд валов (один из них является фрикционным). На одном из валов коробки скоростей размещен шкив, на который и передается крутящий момент от электродвигателя устройства. Кроме того, в коробке имеются фрикционная муфта, различные блоки (тройной, промежуточный и др.), опоры и подшипники качения. За смазку всех движущихся узлов коробки скоростей отвечает специальный масляный насос.
Механизм коробки скоростей
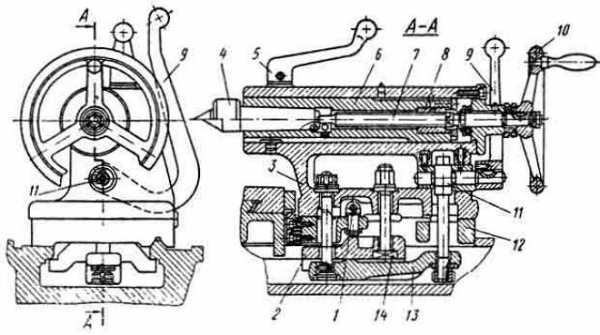
Задняя бабка 1К62
Продольное и поперечное перемещение суппорта станка происходит благодаря ходовому валу и ходовому винту, частоту вращения которых регулирует коробка подач 1К62. В конструкции данного узла станка, отвечающего за скорость выполнения подачи, можно выделить следующие элементы: трехступенчатый блок Нортона, валы, переключаемые муфты, заблокированные между собой зубчатые колеса, подшипники.
Располагается коробка подач в нижней части станины оборудования, что значительно облегчает ее техническое обслуживание и ремонт. Вал данной коробки приводится во вращение при помощи сменных гитарных колес, посредством которых он также связан и со шпинделем устройства, что обеспечивает согласованность вращения шпинделя и подач, совершаемых суппортом агрегата. По валу коробки подач перемещается колесо, на одном торце которого располагается зубчатая шестерня, а на втором – рукоятка, которую можно установить в одном из десяти положений.
Устройство коробки подач
Важнейшим элементом фартука токарного станка является маточная гайка, которая находится в соединении с ходовым винтом и обеспечивает продольное перемещение суппорта. Гайка, которая часто выходит из строя из-за износа, обладает возможностью самоустанавливаться относительно ходового винта, что обеспечивает точность перемещения суппорта.
Фартук станка, в котором вращение ходового вала и ходового винта преобразовывается в продольное перемещение каретки и в поперечное – суппорта, работает по следующей схеме.
- Вращение от ходового вала посредством нескольких последовательно расположенных передач передается на червячное колесо.
- Движение суппорта, возможное в четырех направлениях, обеспечивается за счет муфт с торцовыми зубьями, вводимых в зацепление в требуемый момент.
Чтобы задействовать маточную гайку и ввести ее в зацепление с ходовым винтом, используется рукоятка, расположенная на лицевой части фартука станка. Одновременное задействование ходового вала и ходового винта для сообщения суппорту продольного перемещения исключается, за что отвечает специальный вал с кулачками.
Фартук станка 1К62
Суппорт – важнейшее устройство токарного станка – состоит из таких конструктивных элементов, как:
- верхние салазки, которые также называют резцовыми;
- поперечная каретка;
- нижние салазки.
Перемещение каретки по направляющим нижних салазок обеспечивается посредством винта и безлюфтовой гайки. Вращение винту может передаваться посредством рукоятки (ручное управление) или зубчатого колеса (автоматизированное управление). На верхней поверхности каретки имеются круговые направляющие с поворотной плитой. В конструкции данной плиты также предусмотрены направляющие, на которые устанавливается четырехпозиционный резцедержатель.
Суппорт станка 1К62
Характеристики такого узла и его конструктивные особенности позволяют устанавливать поворотную плиту и, соответственно, резцедержатель с инструментом под любым углом к продольной оси станка. Для фиксации поворотной плиты в требуемом положении в конструкции каретки предусмотрены специальные зажимные болты. Пользоваться таким устройством, если внимательно изучить инструкцию на оборудование, может даже начинающий токарь.
Другие важные узлы в конструкции станка
Конструкция токарного станка также включает в себя электрическую систему, с которой можно ознакомиться, изучив технический паспорт устройства. Такая система состоит из трех электрических цепей с различными характеристиками:
- управляющая цепь, для работы которой необходимо напряжение 110 В и ток с частотой 50 Гц;
- силовая цепь, работающая от напряжения 380 В и тока с частотой от 3 до 50 Гц;
- электрическая цепь, которая используется для обеспечения работы осветительного оборудования станка, – напряжение 24 или 36 В, частота тока 50 Гц.
Электрическая схема станка 1К62 (нажмите, чтобы увеличить)
Привод токарных станков 1К62 – это 10-киловаттный электродвигатель, вал которого может вращаться с частотой 1450 об/мин. Хотя в паспорте на оборудование и описано, как выполнять запуск станка и настройку всех его характеристик, осуществлять такие процедуры, не имея специальных знаний и навыков, не рекомендуется. Объясняется это тем, что и кинематическая, и электрическая схемы данного оборудования считаются достаточно сложными по своей конструкции.
Отдельные модели токарных станков, что обязательно указано в их паспорте, изначально сконструированы таким образом, что их силовая цепь может запитываться от электрической цепи с напряжением 220 В. Следует заметить, что это скорее исключение из правил, так как базовые модели токарного станка 1К62 предполагают напряжение питания 380 В. Перед подключением станка очень важно следить за тем, чтобы его нейтральный и глухозаземленный провода были тщательно заизолированы.
Оценка статьи:
Загрузка…Поделиться с друзьями:
met-all.org
1к62 инструкция | Станок токарно-винторезный
Настройка, наладка и режимы работы
Настройка необходимой частоты вращения шпинделя, величины подачи указаны в описании передней бабки, коробки подач и фартука.

Данные для настройки сменных шестерен приклона приведены в табл. 19.
Таблица 19 – настройка сменных шестерен приклона
| Сменные шестерни | |
Настройка | А | Б |
Подача | 42 | 50 |
Метрическая | 12 | £0 |
Дюймовая | 42 | 50 |
Модульная | 64 | 97 |
Питчевая | 64 | 97 |
Дюймовая 19 ниток на 1″ | 64 | 50 |
Данные для настройки станка для нарезания торцовых резьб даны в табл. 20
Таблица 20 Настройка станка для нарезания торцовых резьб

Примечание Сменные шестерни поставляются по особому заказу.
Формулы настройки приклона
Формулы настройки приклона для нарезания торцовых резьб.
tнар. = i см. x i п.б. х i к. п. х i ф. х t х. в.,
где t нар. — шаг нарезаемой резьбы;
i см.— передаточное отношение сменных зубчатых колес;
i п. б. — передаточное отношение от шпинделя передней бабки до сменных зубчатых колес;
i к. п. — передаточное отношение коробки подач;
i ф.— передаточное отношение фартука;
t х. в. — шаг ходового винта;
Данные настройки станка для нарезания резьб при прямом включении ходового винта приведены в табл. 21.
Таблица 21 – Настрийка станка для нарезания резьб при прямом включении ходового винта
Настройка на нарезание резьб
Формулы настройки станка для нарезания резьб при прямом включении ходового винта:
модульные
АхГ/ВхБ = Pi x m x z / 12
метрические
АхГ/ВхБ = tнар x z / 12
питчевые
АхГ/ВхБ = 127 х Pi x z / 60P
дюймовые
АхГ/ВхБ = 127 / 60n
где m — модуль, мм;
z — число заходов резьбы;
t нар — шаг нарезаемой резьбы, мм;
р — нарезаемый шаг в питчах;
n — число ниток на дюйм.
При настройке для нарезания многозаходных резьб, для деления на заходы необходимо:
- остановить главный электродвигатель;
- включить фрикционную муфту прямого хода;
- снять футляр, закрывающий сменные шестерни и приводные ремни;
- вращать против часовой стрелки фрикционный вал до совпадения риски «60» на диске 12 с риской на фланце стакана 2. После этого снять натяг в цепи;
- рукоятку передней бабки установить в положение «Механическое отключение при делении на многоза- ходные резьбы»;
- фрикционный вал поворачивать против часовой стрелки при делении на двухзаходную резьбу на 30 делений по диску, на трехзаходную — на 20, на четырехзаходную — на 15 и т д.;
- рукоятку 7 передней бабки установить в положение, соответствующее нарезанию резьбы.
Скачать руководство по эксплуатации токарно-винторезного станка 1к62
www.stanoktehpasport.ru
Токарно-винторезный станок 1К62Д, 1К625Д – Всё для чайников
Токарно-винторезный станок 1К62Д, 1К625Д
- Подробности
- Категория: Токарные станки

Станки токарно-винторезные моделей 1К62Д, 1К62ДГ, 1К625Д, 1К625ДГ предназначены для выполнения разнообразных токарных работ, в том числе для нарезания резьб: метрической, дюймовой, модульной, питчевой и архимедовой спирали с шагом 3/8″, 7/16″, 8, 10 и 12 мм. Класс точности Н по ГОСТ 8. Условия эксплуатации УХЛ4, ТС4, ТВ4 по ГОСТ 15150 в зависимости от заказ-наряда.
Скачать документацию
Кинематическая схема
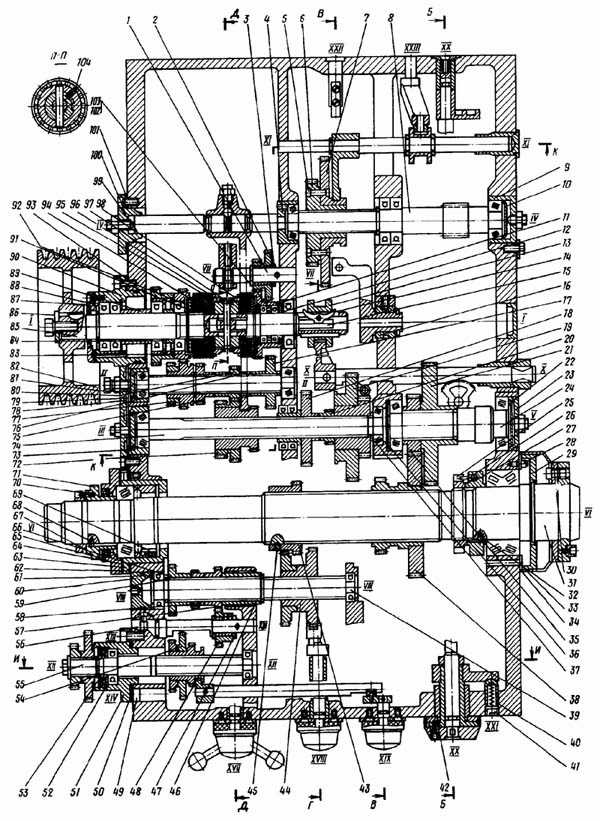
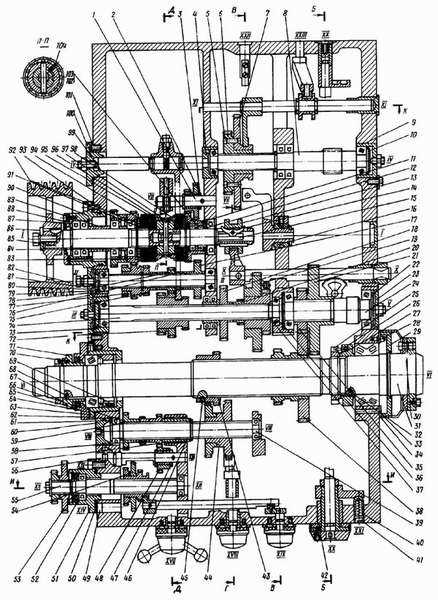
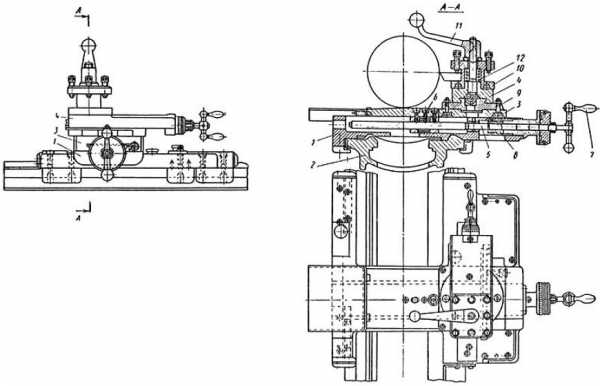
Передняя бабка
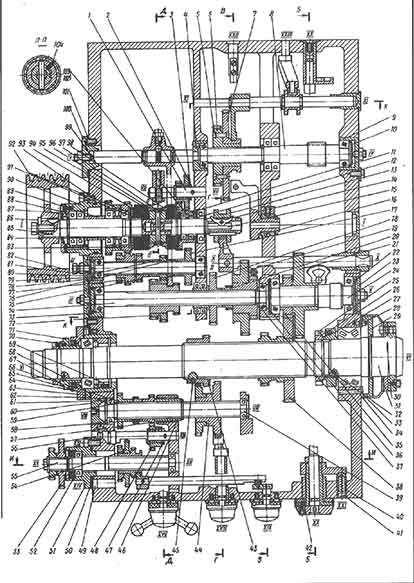
Передняя бабка (рис. 6—9) служит для сообщения шпинделю различных частот вращения при резании, сверлении, нарезании резьб и приводит в движение сменные зубчатые колеса коробки передач. Механизм передней бабки позволяет:
— нарезать резьбы с увеличенным шагом в 4 и 16 раз, передаточное отношение между цепью подач и шпинделем увеличивается в 8 и 32 раза;
— нарезать правые и левые резьбы;
— нарезать многозаходные резьбы с делением на 2, 3, 4, 5, 6, 10, 12, 15, 20, 30 и 60 заходов.
Частота вращения шпинделя устанавливается рукоятками 108 и 133 (см. рис. 7) по таблице, помещенной на передней бабке.
В правой и левой частях таблицы даны ряды частот вращения шпинделя в минуту при прямом вращении и указаны положения рукояток для установки требуемых частот вращения.
Рукояткой 108 устанавливается один из четырех рядов частот вращения шпинделя в соответствии с обозначением положения рукоятки, нанесенным на таблице.
Задняя бабка
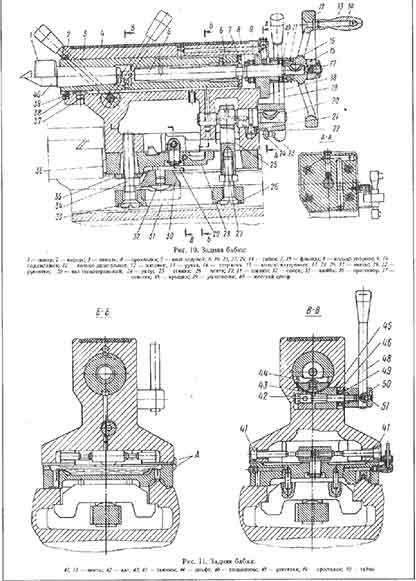
Задняя бабка (рис. 10, 11) перемещается по направляющим .станины и крепится к ней в нужном положении через систему рычагов и эксцентрик рукояткой 19 (см. рис. 10).
Перемещение пиноли осуществляется вращением маховика 12, а крепление пиноли рукояткой 48 (см. рис. 11).
При помощи поперечного смещения задней бабки, осуществляемого винтами 41, можно обрабатывать пологие конуса.
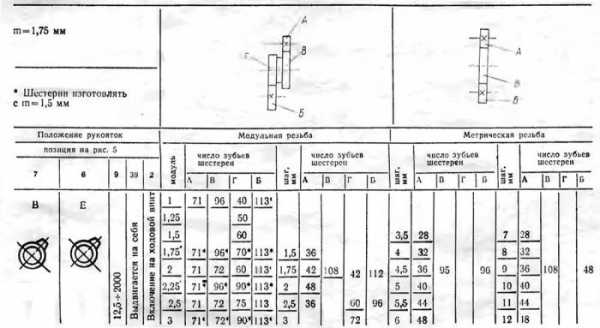
Коробка подач
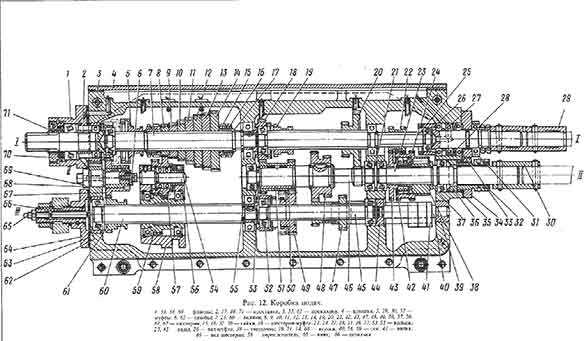
Коробка подач (рис. 12—14). Механизм коробки подач позволяет, через ходовой винт с шагом 12 мм (без звена увеличения шага), получить следующие резьбы:
— метрические с шагом от 0,5 до 12 мм;
— дюймовые от 2 до 24 ниток на 1″;
— модульные от 0,5 до 3 модулей;
— питчевые от 1 до 96 питчей.
Посредством механизма увеличения шага при частоте вращения шпинделя от 12,5 до 40 можно получить резьбы с увеличенным шагом, превышающим нормальный в 32 раза, а при частоте вращения от 50 до 160 — в 8 раз в соответствии с данными таблицы на барабане 115 (рис. 14).
Через ходовой валик суппорт при любой частоте вращения шпинделя получает продольные подачи от 0,07 до 2,08 мм/об и поперечные от 0,035 до 1,04 мм/об, а при частоте вращения от 50 до 630 в минуту— продольные подачи от 2,28 до 4,16 мм/об и поперечные от 1,14 до 2,08 мм/об.
Для нарезания более точных резьб в коробке подач предусмотрено положение рукоятки 99, при котором ходовой винт включается напрямую, минуя механизм коробки подач. При этом нужный шаг подбирается сменными шестернями специального набора.
Поворотом рукоятки с барабаном определяется выбор ряда резьб или подач. Для получения требуемой величины и выбранного ряда резьбы или подачи рукоятку из барабана вытащить на себя, повернуть до совпадения риски рукоятки с соответствующей графой таблицы барабана, а затем подать рукоятку вперед в прежнее положение.
Для осуществления быстрых перемещений суппорта в коробке подач на выходном валу смонтирована обгонная муфта.
Фартук
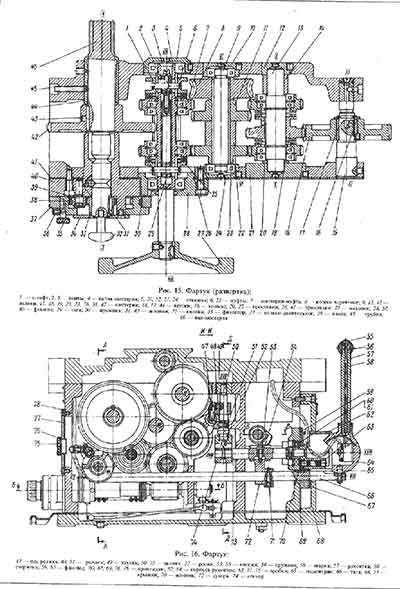
Фартук (рис. 15—19) имеет четыре кулачковые муфты, позволяющие осуществить прямой и обратный ходы каретки и суппорта. Управление перемещениями каретки и нижней части суппорта осуществляется мнемонической рукояткой 57.
Фартук имеет блокирующее устройство, препятствующее одновременному включению продольной и поперечной подач суппорта, одновременному включению ходового винта и ходового валика, а также предохранительную кулачковую муфту, которая срабатывает под действием усилий, возникающих при перегрузке фартука.
Зазор сцепления маточной гайки с ходовым винтом отрегулирован на заводе. При ремонте зазор устанавливается винтом, расположенным в торце корпуса маточной гайки снизу фартука.
Суппорт
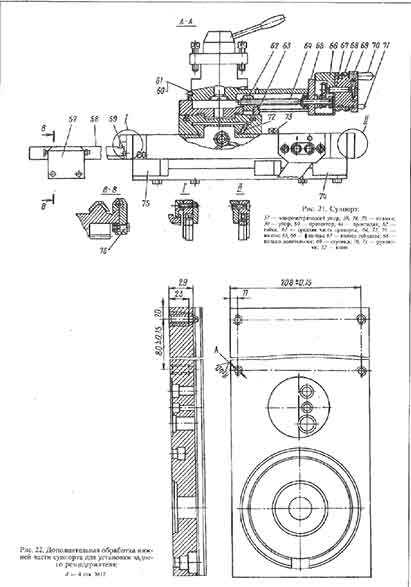
Суппорт (рис. 20—23) крестовой конструкции перемещается в продольном направлении по направляющим станины и в поперечном по направляющим каретки. Эти перемещения могут быть осуществлены от механического привода на рабочей подаче, быстро, а также от руки. Кроме того, верхняя часть суппорта, несущая на себе четырехгранную резцовую головку, имеет независимое ручное продольное перемещение по направляющим поворотной части суппорта и может быть повернута на угол ±90°.
Для удобства определения величин перемещения резцовых и поперечных салазок при обработке деталей суппорт снабжен масштабными линейками.
На резцовых салазках 26 нанесена линейка с ценой деления 5 мм.
На каретке 34 установлена линейка с ценой деления 10 мм на Диаметр изделий, по которой контролируются величины перемещения поперечных салазок 31 при помощи закрепленного на них визира
Конструкция линейки, закрепленной на каретке, предусматривает установку жесткого упора поперечных перемещений, поставляемого по особому заказу. Жесткий микрометрический упор 57 устанавливается и закрепляется на передней полке станины двумя винтами 76,
При обработке торцов деталей на тяжелых режимах резания винтом 73 затянуть прижимную планку каретки. На нижней части суппорта может быть установлен дополнительно задний резцедержатель.
Для установки заднего резцедержателя на станке 1К62Д, полученного заказчиком по специальному заказу отдельно от станка, провести доработку нижней части суппорта по рис. 22.
Представленная на рис. 23 схема предназначена для правильной установки заглушек, пробок и прокладок системы смазки в каретку при ремонте станка.
Моторная установка приведена на рис. 24. Механизм управления фрикционной муфтой главного привода приведен на рис. 25.
Конструкция механизма исключает возможность включения фрикционной муфты при случайном нажатии на рукоятки 5, 9 (см. рис. 25), которые сблокированы между собой следующим образом.
При работе рукояткой 9 рукоятка 5 повторяет операции первой. Выключение возможно любой из рукояток. Если же муфта включена рукояткой 5, то выключение можно произвести и рукояткой 9, только при условии предварительного поворота этой рукоятки в соответствующее рабочее положение с последующим возвращением в нейтральное (среднее) положение для выключения.
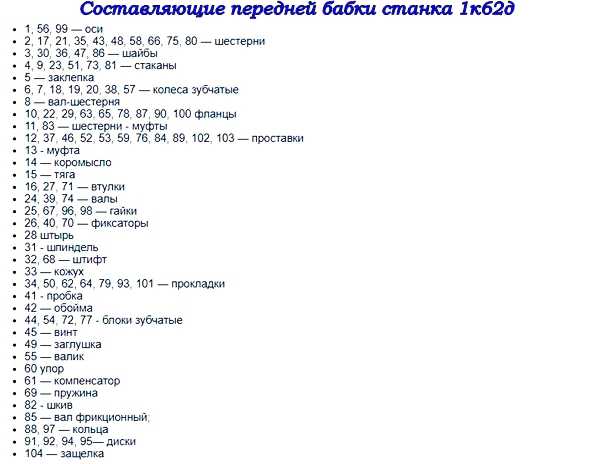
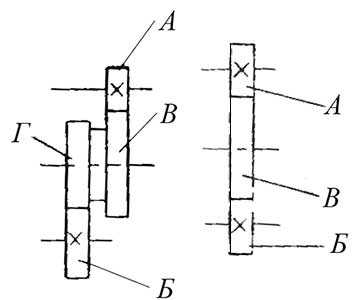
Коробка передач (сменные шестерни)
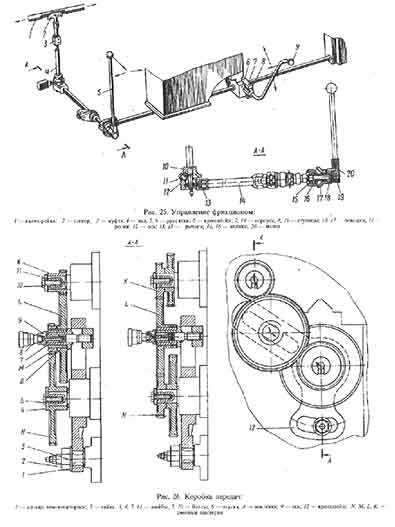
Коробка передач (сменные шестерни), рис. 26 служит для передачи движения от выходного вала передней бабки к приводному валу коробки подач, с помощью установки комбинаций сменных шестерен.
Сменные шестерни К и N монтируются на шлицевых валах и закрепляются болтами 5, 10 через шайбы 4, 11
Промежуточные шестерни L и М устанавливаются на шлицевой втулке 6 оси 9, закрепляемой при помощи ключа в требуемом месте паза кронштейна 12, который фиксируется гайкой 2.
На торцах сменных шестерен К, L, М, N нанесены число зубьев z и модуль m.
При закреплении кронштейна 12 и оси 9 установить сменные шестерни с минимальным радиальным зазором.
Нельзя забывать о регулярной смазке сменных шестерен и втулки 6, которая смазывается через колпачковую масленку 8.
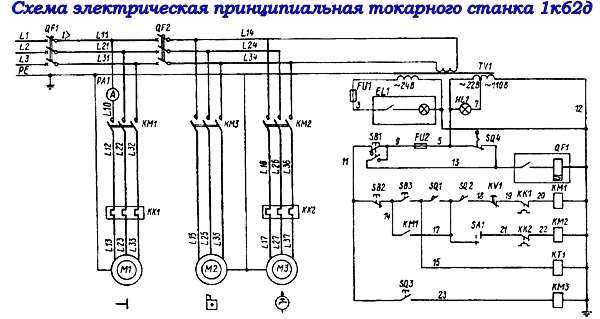
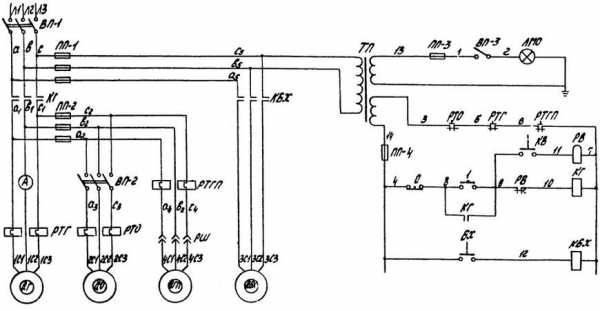
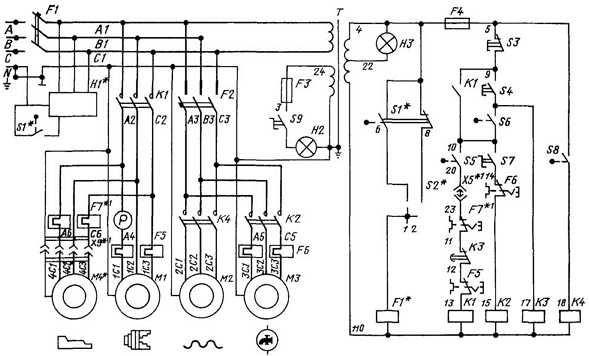
Электрическая схема
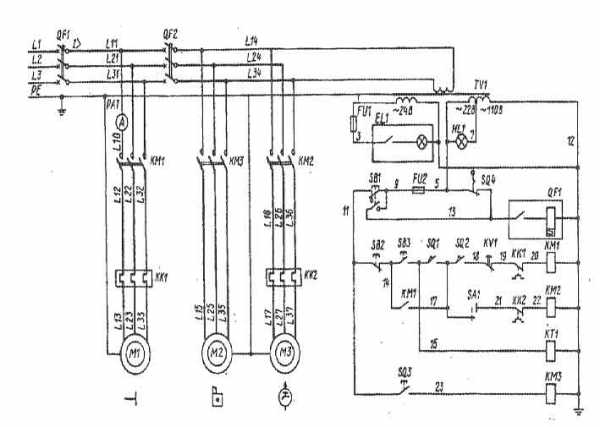
Работа электросхемы. Схема электрическая принципиальная станка приведена на рис 33. В табл. 12 указан перечень элементов к схеме. Номинальные данные аппаратов, меняющиеся в зависимости от напряжения питающей сети, приведены в табл. 14.
Схема электрическая соединений станка приведена на рис. 34 и табл. 13. Схема соединений панели управления показана на рис. 35 и табл. 15.
Пуск электродвигателя главного привода M1 осуществляется нажатием кнопки SB3, которая замыкает цепь катушки пускателя КМ1, переводя его на само-питание. Остановка электродвигателя M1 осуществляется кнопкой SB2.
Электродвигатель быстрых перемещений каретки и суппорта М2 управляется нажатием толчковой кнопки, встроенной в рукоятку фартука, воздействующей на конечный выключатель SQ3.
Пуск и останов электронасоса охлаждения М3 осуществляется переключателем SA1 Работа электронасоса сблокирована с электродвигателем главного привода M1 и включение его возможно только после включения пускателя KM1
Для ограничения холостого хода электрод питателя главного привода в схеме имеется реле времени КТ1. В средних (нейтральных) положениях рукоятки включения фрикционной муфты главного привода замыкается контакт конечного выключателя SQ1 и включается реле времени KT1, которое через установленную выдержку времени отключит своими контактами пускатель КМ1 главного привода.
Аварийную остановку любого работающего электродвигателя с одновременным отключением станка от электросети производят нажатием на кнопку SB1, при этом вследствие изменения состояния контактов этой кнопки обесточиваются схемы управления реле и контакторов и срабатывает дистанционный расцепитель вводного выключателя QF1
Защита электродвигателей и трансформатора от тока короткого замыкания осуществляется автоматическими выключателями и плавкими предохранителями.
Электродвигатели M1 и М2 от длительных перегрузок защищены тепловыми реле КК1 и КК2.
Нулевая защита электросхемы станка, исключающая самопроизвольное включение электропривода при восстановлении напряжения сети после его отключения или недопустимого снижения, обеспечивается магнитным пускателем КМ1 и его нормально открытыми контактами.
Скачать документацию
forkettle.ru
Токарно-винторезный станок 1К62 – характеристики, паспорт, видео, фото
Давно уже не существует московского завода «Красный пролетарий», но станки, которые он выпускал, благодаря их надёжности по-прежнему работают на постсоветском пространстве. Со временем некоторые детали изнашиваются, а при интенсивном постоянном использовании станок необходимо менять. Найти теперь новый токарный станок 1К62 практически невозможно. Поэтому к основной маркировке (на новых станках) добавляются в конце буквенные обозначения, указывающие на дополнения или изменения в конструкции или характеристиках отдельных узлов агрегата.
Кроме усовершенствованных моделей токарного станка, работающего на протяжении нескольких десятилетий в разных отраслях машиностроения, инструментальных цехах и различных лабораториях по разработке сложных металлических конструкций, на рынке можно найти полные аналоги давно разработанного, но не устаревающего морально токарно-винторезного станка 1К62. Оборудование, произведённое в СССР, безотказно работает по сей день. Часто для придания ему товарного вида достаточно лишь подкрасить корпус, если техническое обслуживание проводилось регулярно и в полном объёме.
Некоторые станки требуют замены электрооборудования, шабровки или перешлифовки станины, и этот станок прослужит ещё долгое время. Но для проведения подобного ремонта потребуется техническая документация на станок с техническими характеристиками и размерами.
Паспорт и руководство по технической эксплуатации станка 1К62

Технические характеристики токарного станка 1К62
Модернизация
Токарно-винторезные станки нового поколения, созданные по образу и подобию 1К62, имеют комплектующие более высокого качества, созданные из прочных сплавов, отличающихся от тех, что использовались ранее. Изменилась и электросхема. Электрооборудование станков стало более надёжным, современное оборудование для работ по металлу может иметь разную мощность. Необходимую электрическую схему потребитель оговаривает с поставщиком оборудования в момент заключения договора на поставку. Неизменным показателем в электроприводах является степень безопасности сетей.
Электрическая схема 1К62
Усовершенствованный механизм управления отличается эргономичностью, что позволяет оператору токарного станка 1К62 не прилагать больших физических усилий, чтобы запустить или остановить станок. Шпиндель, муфта и тормоз делают пуск и завершение работы над заготовкой более плавными. Компьютерная разработка станин токарно-винторезных станков даёт возможность производить на любом из них продукцию высокой точности исполнения. Этому способствует и массивная чугунная станина, создающая идеальную жёсткость токарного станка. Такая схема сборки делает работу токаря физически более лёгкой.
Что можно производить на станке 1К62
Возможности токарно-винторезного станка 1К62 очень велики. На нём можно обрабатывать детали малого диаметра с незначительным весом и просто огромные. При закреплении заготовки в патроне, её вес может доходить до 300 кг. При закреплении детали в центрах, её вес может доходить до 1300 кг.
От объёма и массы детали, а так же тонкости работы над ней, зависит выбор рабочих инструментов, их размер и другие параметры. Для обработки торцевых поверхностей могут использоваться резцы, развёртки, свёрла, зенкера, метчики и плашки. Использования определённых видов инструмента, заготовка приобретает необходимую сложную форму шестигранника, конуса, цилиндра с резьбой или сложной внутренней структурой (в строгом соответствии с чертежом детали).
Универсальность технических характеристик токарно-винторезного станка 1К62 даёт возможность использовать его для обработки высокопрочных заготовок из закалённого металла, благодаря установке шпинделя на специальные подшипники, которые обеспечивают его жёсткость. Ударные нагрузки при обработке не повлияют на точность изготовления детали.
Применяется станок и для нарезки резьбы разной сложности. Она может быть внутренней и наружной, левой и правой.
Классификация резьбы
- Метрическая — является в России наиболее распространённой – это треугольные бороздки с углом расположения 60º. На чертежах обозначается в мм. Есть 2 вида – с мелким и крупным шагом, задаётся в зависимости от назначения.
- Дюймовая — имеет угол 55⁰. Применяется крайне редко, лишь для ремонта импортного оборудования. Детали с такой резьбой не разрабатываются для нового отечественного оборудования.
- Модульная — измеряется в модулях, для получения более понятного русскому человеку значения, цифру необходимо умножить на π≈3,14.
- Питчевая спиральная резьба, на чертежах отмечается в питчах. Это единица измерения, где определённые параметры делятся на число π≈3,14.
- Архимедова спираль – детали с этим видом резьбы больше всего похожи на ледобур. Саморезы являются яркими представителями класса деталей с таким типом резьбы.
- Цилиндрическая (трубная) – разновидность дюймовой резьбы. Угол может быть 55 и 60⁰, что регламентировано ГОСТ. Применяется для сращивания труб малого диаметра между собой без сварки и уплотнительных волокон.
- Трапецеидальная — равнобочная, имеет угол 30⁰. Используется в сложных поворотных механизмах реверсивных кранов с большой подъёмной силой и трансмиссиях.
- Упорная – не равнобочная 30⁰ резьба используется в конструкциях мощных прессов и домкратов. Существует ещё одна её разновидность — 0⁰ на стороне детали, испытывающей при работе большую нагрузку и 45⁰ со стороны, где нагрузки нет. ГОСТ 87 года.
На токарно-винторезном станке можно выполнить любую резьбу из перечисленных выше, и многие другие операции. Необходимо только разобраться с терминологией и обозначениями на чертежах и в настройках станка.
Узлы токарно-винторезного станка 1К62
Вся нагрузка равномерно распределяется на основании станка, которым служит станина. Она крепится на тумбах. С левой стороны на станине закреплена передняя бабка. В ней расположена коробка скоростей и шпиндель, прикреплённый к патрону. Справа располагается задняя бабка – эта деталь легко перемешается по продольной направляющей каркаса. С её помощью на станке крепятся заготовки разной длины. Режущие инструменты крепятся на суппорте (в центральной части токарного станка) в специальном держателе.
Суппорт токарно-винторезного станка 1К62 имеет два варианта подачи суппорта – продольную и поперечную. Определённую схему движения осуществляют 2 механизма, расположенных в фартуке. В зависимости от операции, выполняемой на станке, определяется, какой из механизмов будет задействован. Для расточки детали подачу осуществляет вращающийся ходовой вал, при выполнении резьбы – ходовой винт. Амплитуда движения суппорта определяется настройками коробки подач.
В нижней части станка, на станине закреплено корыто для отходов, к которым относится стружка и СОЖ, охлаждающая заготовки в процессе работы.
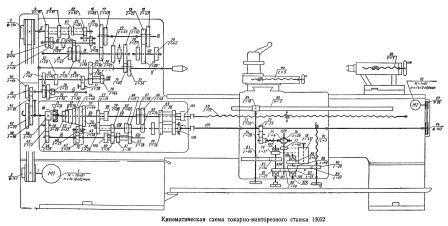
Кинематическая схема токарно-винторезного станка 1К62
Система смазки 1К62
Схема системы смазки такова, что весь процесс происходит автоматически. Резервуар, из которого масло начинает своё движение по системе, находится в корпусе передней бабки, вернее, в нижней его части. Чтобы масло достигало каждого, требующего смазки, элемента токарного агрегата, от резервуара идёт трубопровод, обеспечивающий циркуляцию масла по системе.
Смазка приводится в движение плунжерным насосом, который втягивает масло внутрь системы трубок идущих к разным узлам станка. Сам насос, находящийся на нижней крышке фартука, приводится в действие эксцентриковым кулачком, которому передаёт движение вал. Продвигаясь по системе, масло попадает через фильтр к переднему подшипнику шпинделя и на лоток. Собственный вес масла не позволяет ему задерживаться на частях в большом количестве. Стекая произвольно вниз, оно смазывает зубчатые колёса, втулки и остальные части механизма, расположенные ниже.
Задний подшипник имеет 2 способа смазки. Вторым, дополнительным, является фитильный способ смазки. Наличие масла в системе можно увидеть в левой стороне верхней крышки передней бабки, где через небольшое окошечко хорошо видна струя смазочного вещества.
В смазочной системе 1К62 используется пластинчатый фильтр. Его характеристика такова, что для очистки вытаскивать из корпуса его части не нужно, достаточно лишь прокрутить рукоятку 2-3 раза. Такой способ очистки фильтра предусмотрен производителем, в течение первого года эксплуатации, как ежедневная процедура. На более поздних сроках использования этот ритуал может стать еженедельным.
Поперечная рейка станины, по которой перемещается суппорт, смазывается в ручном режиме по мере необходимости. Для этого служит краник, расположенный над ней.
Техническое обслуживание
Существует ряд правил, которые помогут содержать токарно-винторезный станок 1К62 в прекрасном рабочем состоянии на протяжении всего срока его использования.
- Осмотр станка на отсутствие видимых повреждений до включения электросети. На слух оценить работу двигателя. Через минуту после запуска двигателя проверить подачу масла в систему. При наличии посторонних звуков, необходимо разобраться, что их создаёт – механизмы фартука, коробка скоростей или другие механизмы. Особое внимание необходимо уделить устройствам подачи и удержания заготовки и предохранительного щитка. При малейшей неисправности необходимо приостановить работу и провести ремонтные работы и отладку оборудования.
- Согласно карте смазки, необходимо менять масло в резервуаре, чистить фильтр и трубы системы. Делать профилактические осмотры и промывку агрегатов. Своевременно менять резцы, что снизит нагрузку на двигатель.
- Ничего, кроме обрабатываемой заготовки, на рабочем месте быть не должно. Это убережёт от несчастных случаев и поломок механизма.
- Делая перерыв в работе, не оставлять двигатель работающим. При выполнении задач, не требующих автоматической подачи, суппорт необходимо отключать, выставив трензель в нейтральное положение.
- После смены необходимо протереть поверхность от грязи и масла при помощи ветоши, смоченной в керосине. После чего смазать неокрашенные поверхности маслом, что будет препятствовать возникновению ржавчины.
- Ежемесячно проводить генеральную чистку механизмов и внутренней стороны кожухов. Не долить, а полностью сменить масло и смазать все узлы станка в соответствии с указаниями производителя. Промыть фильтр керосином.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Станок 1К62
Универсальный токарно-винторезный станок 1К62.

Токарно-винторезный станок 1К62 является универсальным станком и предназначен для выполнения разнообразных токарных работ, в том числе для нарезания левых и правых резьб: метрических, дюймовых, модульных, питчевых и архимедовой спирали с шагом 3/8”, 7/16”, 8. 10 и 12 мм.
Токарно-винторезный станок 1К62 может использоваться для обработки закаленных заготовок, так как шпиндель станка установлен на специальных подшипниках, обеспечивающих его жесткость. Токарная обработка разнообразных материалов может производиться с ударной нагрузкой без изменения точности обработки.
Высокая мощность главного привода станка, большая жесткость и прочность всех звеньев кинематических цепей главного движения и подач,виброустойчивость, широкий диапазон скоростей и подач позволяют выполнять на токарно-винторезном станке 1К62 высокопроизводительное резание твердосплавным и минералокерамическим инструментом.
Станок 1К62 относится к лобовым токарным станкам, т.е. позволяет обрабатывать относительно короткие заготовки большого диаметра.
Конструкция задней балки токарного станка позволяет осуществлять поперечное ее смещение, благодаря чему на станке может осуществляться обработка пологих конусов. Есть возможность соединения задней балки и нижней частью суппорта с помощью специального замка, что иногда требуется при сверлении задней балкой и использовании механического перемещения балки от суппорта.
На токарный станок 1К62, могут устанавливаться следующие люнеты: подвижный, диаметр установки которого 20-80мм, и неподвижный, его диаметр установки 20-130мм.
Зубчатые колеса, служащие для передачи движения от передней бабки к коробке передач, на станке 1К62 являются сменными.
Продольное перемещение каретки станка 1К62 может быть ограничено специальным упором, устанавливаемым на передней полке станины. Таким образом, при установленном упоре, скорость движения суппорта не может превышать 250мм/мин.
Максимальный диаметр заготовки при установке над станиной – 400мм. Максимальный диаметр прутка, который возможно обработать на токарном станке 1К62 – 45мм. Станок 1К62 имеет 23 скорости вращения шпинделя (минимальная – 12,5 об/мин, максимальная – 2000 об/мин).
В качестве главного привода применен короткозамкнутый асинхронный двигатель, мощность которого 10кВт при скорости 1450 об/мин. Регулировка скорости вращения шпинделя, а так же величин продольной и поперечной передачи суппорта осуществляется благодаря переключению шестерней коробки скоростей (для регулировки скорости шпинделя и подач суппорта используются разные рукояти управления).
Для обеспечения быстрого перемещения суппорта в токарно-винторезном станке 1К62 используется дополнительный асинхронный двигатель. Его мощность 1,0кВт при скорости вращения 1410 об/мин.
Токарный станок 1К62 оснащен тепловыми реле, которые осуществляют защиту двигателей от длительных перегрузок, а также плавкими предохранителями, которые являются защитой от коротких замыканий.
Особенности конструкции токарного станка 1К62 (он отличается надежностью, прочностью, виброустойчивостью, оснащен главным приводом высокой мощности), позволяют в равной степени использовать станок, как для скоростного, так и для силового резания.
В конструкции токарного станка 1К62 для установки шпинделя предусмотрены специальные подшипники, благодаря чему обеспечиваются требуемая жесткость и высокая точность обработки заготовок. По ГОСТу 8-82 токарный станок 1К62 относится к классу точности Н. Точность обработки будет обеспечена даже в режиме ударных нагрузок.
Токарный станок 1К62, благодаря отличному сочетанию качества и надежности работы, а также неприхотливости при обслуживании, является одним из самых популярных на мелкосерийном и единичном производствах.
На токарном станке может использоваться трехкулачковый самоцентрирующий патрон диаметром 250мм или четырехкулачковый патрон, диаметр которого 400мм.
Базовая модель серии – универсальный токарно-винторезный станок 1К62Д, который является усовершенствованным прототипом хорошо зарекомендовавшего себя во многих странах мира станка 1К62, выпускавшегося ранее заводом “Красный пролетарий”.
Токарно-винторезный станок 1К62 отличает превосходное сочетание качества работы и неприхотливость в обслуживании.
Технические характеристики токарно-винторезного станка 1К62.
Наименование параметров | Ед.изм. | Величины |
Класс точности | Н | |
Наибольший диаметр обрабатываемой заготовки над станиной | мм | 400 |
Наибольший диаметр обрабатываемой заготовки над суппортом | мм | 220 |
Наибольшая длина обрабатываемой заготовки | мм | 1000 |
Размер внутреннего конуса в шпинделе | М | Морзе 6 М80* |
Конец шпинделя по ГОСТ 12593-72 |
| 6К, 6М* |
Диаметр сквозного отверстия в шпинделе | мм | 55, 62* |
Наибольшая масса устанавливаемой заготовки |
| |
– закрепленного в патроне | кг | 300 |
– закрепленного в центрах | кг | 1300 |
Число ступеней частот вращения шпинделя |
|
|
– прямого |
| 23 |
– обратного |
| 12 |
Пределы частот вращения шпинделя |
|
|
– прямого | 1/мин | 12,5 — 2000 |
– обратного | 1/мин | 19 — 2420 |
Число ступеней рабочих подач |
|
|
– продольных |
| 42, 56* |
– поперечных |
| 42, 56* |
Пределы рабочих подач |
|
|
– продольных | мм/об | 0,07 — 4,16 |
– поперечных | мм/об | 0,035 — 2,08 |
Количество нарезаемых резьб |
|
|
– метрических | ед. | 45, 53* |
– дюймовых | ед. | 28, 57* |
– модульных | ед. | 38 |
– питчевых | ед. | 37 |
– архимедовой спирали | ед. | 5 |
Пределы шагов нарезаемых резьб |
|
|
– дюймовых | ниток/дюйм | 24 — 1,625 |
– метрических | мм | 0,5 — 192 |
– модульных | модуль | 0,5 — 48 |
– питчевых | питч | 96 — 1 |
– архимедовой спирали | дюйм | 3/8”, 7/16” |
– архимедовой спирали | мм | 8, 10, 12 |
Наибольший крутящий момент | кНм | 2 |
Наибольшее перемещение пиноли | мм | 200 |
Поперечное смещение корпуса | мм | ±15 |
Наибольшее сечение резца | мм | 25 |
Габаритные размеры станка | ДхШхВ | 2812х1166х1324 |
Масса станка | кг | 2140 |
Мощность электродвигателя привода главного движения | кВт | 10 |
Мощность электродвигателя привода быстрых перемещений суппорта | кВт | 0,75 или 1,1 |
Мощность насоса охлаждения | кВт | 0,12 |
Паспорт токарно-винторезного станка 1К62.
Данное руководство по эксплуатации “Универсальный токарно-винторезный станок 1К62” содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации универсального токарно-винторезного станка 1К62. Содержание данной документации:
ТЕХНИЧЕСКОЕ ОПИСАНИЕ
Назначение и область применения станка
Состав станка
Устройство и работа станка и его составных частей
Электрооборудование
Система смазки
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
Указание мер безопасности
Порядок установки
Настройка, наладка и режимы работы
Регулирование
Схема расположения подшибников
ПАСПОРТ
Общие сведения
Основные технические данные и характеристики
Сведения о ремонте
Сведения об изменениях в станке
Комплект поставки
Свидетельство о приемке
Свидетельство о консервации
Свидетельство об упаковке
Гарантии
Схема электрическая токарно-винторезного станка 1К62.
Схема электрическая принципиальная универсального токарно винторезного станка приведена на следующем рисунке:
Кинематическая схема универсального токарно-винторезного станка 1К62.
Кинематическая схема универсального токарно винторезного станка 1К62 приведена на следующих рисунках:
studfiles.net