Токарный станок 1М61 – технические характеристики, устройство
Токарно-винторезный станок 1М61, разработанный в 70-х гг. прошлого века специалистами Ереванского станкостроительного завода, был предназначен для оснащения небольших предприятий, выпускающих свою продукцию мелкими сериями и в единичных экземплярах.
Токарно-винторезный станок 1М61
Как устроен станок модели 1М61
Основу токарного станка модели 1М61 составляют десять элементов, к которым относятся:
- несущая станина;
- коробка переключения скоростей;
- коробка переключения передач;
- коробка подач;
- фартук;
- суппорт;
- задняя бабка;
- система электрического оборудования;
- экран, выполняющий защитную функцию;
- система, обеспечивающая охлаждение инструмента и зоны обработки.
Основные узлы станка
По своим техническим характеристикам станок модели 1М61 относится к категории точности «Н». Электродвигатель станка может работать в реверсивном режиме.
На токарном станке модели 1М61 могут быть использованы такие рабочие инструменты, как резцы, сверла, развертки и метчики. Это дает возможность выполнять целый перечень технологических операций: внутреннее и наружное точение, сверление, развертывание, нарезание резьбы, отрезку и др.
За поперечные и продольные перемещения суппорта станка, осуществляемые при помощи ходового винта и ходового валика, отвечает фартук, на лицевой части которого расположен управляющий маховик. Ходовой винт 1М61 задействуется только тогда, когда выполняется операция нарезания резьбы, в других случаях используется только ходовой валик. Характеристики фартука позволяют блокировать совмещение продольного и поперечного движений суппорта, что сводит к нулю риск одновременного запуска в работу ходового винта и валика.
Технические характеристики станка 1М61
Основные технические характеристики токарно-винторезного станка 1М61 представлены ниже в формате таблиц:
Органы управления
Управлять токарно-винторезным станком модели 1М61 и контролировать работу его узлов оператор может при помощи целого ряда рабочих органов. В частности, движение пиноли задается маховиком, а фиксируется данный узел в задней бабке благодаря специальному упору. Сама задняя бабка на направляющих станины фиксируется при помощи соответствующей рукоятки. Надежной фиксации при выполнении торцевых работ требует и каретка станка, что обеспечивается отдельным винтом.
В частности, движение пиноли задается маховиком, а фиксируется данный узел в задней бабке благодаря специальному упору. Сама задняя бабка на направляющих станины фиксируется при помощи соответствующей рукоятки. Надежной фиксации при выполнении торцевых работ требует и каретка станка, что обеспечивается отдельным винтом.
Органы управления
Рукоятки, расположенные на лицевой части станины 1М61, используются для управления такими процессами в работе оборудования, как:
- выбор частоты вращения шпиндельного узла;
- запуск вращения ходового винта или валика;
- движение верхней части суппорта;
- параметры подачи;
- установка параметров нарезаемой резьбы и включение реверса ходового винта;
- включение и отключение маточной гайки ходового винта;
- включение и отключение предохранительной муфты;
- выбор разновидности нарезаемой резьбы;
- включение прямого и реверсного вращения шпиндельной бабки.
 youtube.com/embed/WXxg4b7Tbvw” frameborder=”0″ allowfullscreen=”allowfullscreen”/>
youtube.com/embed/WXxg4b7Tbvw” frameborder=”0″ allowfullscreen=”allowfullscreen”/>Станок модели 1М61 имеет и целый ряд других органов управления. Это:
- кнопка, с помощью которой обеспечивается сцепление и расцепление рейки для нарезания резьбы с валом-шестерней;
- ручка для поворота и закрепления резцовой головки;
- указатель степени нагрузки;
- кнопка включения электрического питания и локального освещения рабочей зоны;
- кнопка запуска электрического насоса, подающего охлаждающую жидкость.
Кинематическая схема 1М61 (нажмите, чтобы увеличить)
Устройство коробок переключения скоростей и подач
Перемещение суппорта токарного станка в продольном и поперечном направлениях обеспечивает коробка подач. Она также используется для установки параметров нарезаемой резьбы. В паспорте станка есть специальная таблица, по которой можно выбрать подачу, подходящую для выполнения определенной технологической операции. Для того чтобы данной таблицей было удобно пользоваться, в ней приведена следующая информация:
- рекомендации по выбору сменных шестерен;
- положения рукоятки коробки, при которых выставляются определенные значения подач;
- рекомендации по выставлению параметров коробки подач при нарезании резьбы с определенным шагом.


Коробка скоростей станка 1М61, с помощью которой устанавливается определенная частота вращения его шпиндельного узла, состоит из реверсивного электродвигателя, клиноременной передачи и набора зубчатых колес с различными параметрами. При этом шпиндель станка может работать на 24 скоростях, 12 из которых получаются при помощи шестерен перебора, а 12 остальных – за счет шпинделя напрямую через зубчатую муфту.
Устройство коробки скоростей
Устройство коробки подач
На лицевой части коробки скоростей имеется три рукоятки, одна из которых отвечает за переключение блоков шестерен, второй включается перебор или зубчатая муфта, а третья позволяет менять направление вращения ходового винта, что необходимо при выполнении нарезания резьбы. В коробке скоростей также установлена многодисковая электромагнитная муфта, которая отвечает за торможение шпинделя.
Технические возможности станка
Как уже говорилось выше, шпиндель токарного станка 1М61 может вращаться в прямом и обратном направлениях на одной из 24 возможных скоростей.
Внешний вид станка 1М61
Устройство и технические возможности пиноли задней бабки позволяют ей перемещаться на расстояние до 10 см. В резцедержателе станка 1М61 допускается размещать инструмент, высота державки которого не превышает 25 мм. Следует также отметить следующие характеристики станка данной модели:
- высота центров – 17 см;
- максимальная длина поверхности заготовки, которую можно обтачивать на оборудовании, – 64 см;
- максимальная длина заготовки, которую можно устанавливать для обработки на станок, – 100 см.
Принципиальная электрическая схема
Подачи, совершаемые на токарном станке 1М61, характеризуются следующими параметрами:
- в продольном направлении – 0,08–1,2 мм/об;
- в поперечном – 0,04–0,6 мм/об.

Суппорт агрегата может перемещаться:
- в поперечном направлении – до 20 см;
- в продольном – до 60 см.
Верхняя часть суппорта, которую называют салазками, может перемещаться на величину до 12 см, а его каретка, передвигающаяся в продольном направлении, – до 60 см.
Конструкция токарного станка данной модели настолько проста, о чем свидетельствуют и отзывы об оборудовании, что научиться работе на нем можно, даже просмотрев обучающее видео.
Токарный станок 1М61: технические характеристики, отзывы
Токарно-винторезный станок 1М61, разработанный в 70-х гг. прошлого века специалистами Ереванского станкостроительного завода, был предназначен для оснащения небольших предприятий, выпускающих свою продукцию мелкими сериями и в единичных экземплярах.
Токарно-винторезный станок 1М61
Устройство
Станок токарный 1М61 включает в свою конструкцию несколько основных элементов:
- несущую станину;
- блок переключения передач;
- узел регулировки скоростей;
- подающую коробку;
- специальный фартук;
- суппорт;
- бабку заднюю;
- электрическое оборудование;
- предохранительный экран;
- систему охлаждения рабочей и обрабатывающей зоны.

Какие детали входят в конструкцию оборудования?
Токарный станок 1М61 состоит из нескольких конструкционных элементов, в число которых входят:
- задняя бабка;
- станина, исполняющая роль основного несущего элемента;
- коробка для регулировки скоростей;
- коробка подач;
- фартук;
- электрические механизмы;
- защитный экран;
- охлаждающая система, используемая для эффективной работы основных узлов оборудования;
- суппорт.
Суппорт токарного станка
Характеристики токарного станка 1М61
Ниже приведено несколько таблиц с параметрами рассматриваемого агрегата.
Размеры обрабатываемых заготовок:
| Наименование | Единица измерения | Параметры | Примечания |
| Категория точности (ГОСТ) | – | Н | _ |
| Максимальный диаметр обрабатываемой заготовки | мм | 320 | Над станиной |
| Аналогичный показатель | мм | 160 | Над суппортом |
| Длина изделия по максимуму | мм | 710 | 100 на новых модификациях |
| Резец по высоте | мм | 25 | – |
| Края фланцевого шпинделя | – | 6К | Согласно ГОСТ 12593-72 |
| Диаметр прутка, помещающегося в отверстие шпинделя | мм | 32 | – |
| Центр узла передней бабки | мм | – | ГОСТ 13214-67 |
| Число передач (продольных и поперечных) | шт | 17 | – |
Нарезаемые резьбы:
| Метрические | Модульные | Питчевые | Дюймовые |
| 13 мм с шаговым пределом 0,5-6,0 единиц | 10 мм с шагом от 0,25 до 3 мм | 16 позиций плюс питч от 7 до 96 мм | 16 вариантов с количеством ниток на дюйм 3,5/48 |
Шпиндель и дополнительные элементы токарного станка 1М61:
| Шпиндель | Резцовые салазки |
| Прямое вращение – 24 скорости | Максимальное перемещение – 120 мм |
| Обратные обороты – 24 передачи | Угол поворота по максимуму – -60/+45 градусов |
| Интенсивность прямого и обратного вращения – от 12,5 до 1600 оборотов в минуту | Цена одного деления – один градус |
| Продели в продольной конфигурации – 0,08-1,2 мм/об | Показатель на лимбе – 0,05 мм |
| Аналогичный показатель в поперечной продоле – 0,04-0,95 мм/об | – |
| Диаметр отверстия – 35 мм | – |
| Торможение – имеется | – |
Габаритные размеры: длина/ширина/высота – 2,055/1,095/1,45 м. Масса – 1,26 т.
Масса – 1,26 т.
Расскажите про 1М61 — Вопросы по выбору станков и оборудования
ЧЧВ,
первое: не лучше.
на инструменталку 16б05 работа есть с завидной регулярностью, на предидущем 16Б05А цанговый патрон вообще не снимал.
Основной профиль работ сейчас — это пневматика, инструменталка мелкая и небольшие (не более 40 мм в деаметре) детали для турбокомпрессоров различного назначения. Но редко попадаются деталюхи размерностью 100-140 мм длинной не более 200 мм.
Лирика, про мастерскую:
Снимал помещение на заводе, сигналка, охрана, договор — все как положенно. Станочный парк полностью выкупил на том же заводе. было вот что: ФТ-11, Иж 250 ИТВМ2, 16Б05А, фрезер 6Р12, ну и по мелочи: сверлилка непонятная настольная, точило..
Паралельно удалось купить 675 фрезер (на поиграться) и 16Б05А чуть ли не в консерве, ну и ещё немецкий токарник размером с 16Т02 и маленькая сверлилка достались в подарок..
Основная работа не связанна с металлообработкой, по этому точил только вечерами или в выходные, но готовился уйти с головой в это дело. В итоге, приезжаю как-то в понедельник в мастерню: а цех, где ютился мой мехучасток, а так же соседние, видимо, уехали на металл. За одно выломали и дверь в мое помещение, но так как, чтобы вытащить станки надо было разобрать дверной проем — их просто пограбили как могли. Все это, видимо, за компанию. Ни одного мотора, от мелких станков остались только станины, сверлилка пропала. Все в общем-то решается сейчас в правовом поле и даже какие-то деньги удастся с виновных взыскать, но станков-то нет. Решил не снимать больше помещений, по этому в работе только немецкий токарный с 100 мм патроном и РМЦ в 320 сантимов, и некоторое количество станков не подключенных в гараже. Строю мастерскую теперь на своей земле, площадью более 200 квадратов. В электричестве ограничен 15 киловаттами (+15 второй веткой в резерве). По этому и не вижу смысла экономить площади и электроэнергии.
В итоге, приезжаю как-то в понедельник в мастерню: а цех, где ютился мой мехучасток, а так же соседние, видимо, уехали на металл. За одно выломали и дверь в мое помещение, но так как, чтобы вытащить станки надо было разобрать дверной проем — их просто пограбили как могли. Все это, видимо, за компанию. Ни одного мотора, от мелких станков остались только станины, сверлилка пропала. Все в общем-то решается сейчас в правовом поле и даже какие-то деньги удастся с виновных взыскать, но станков-то нет. Решил не снимать больше помещений, по этому в работе только немецкий токарный с 100 мм патроном и РМЦ в 320 сантимов, и некоторое количество станков не подключенных в гараже. Строю мастерскую теперь на своей земле, площадью более 200 квадратов. В электричестве ограничен 15 киловаттами (+15 второй веткой в резерве). По этому и не вижу смысла экономить площади и электроэнергии.
www.chipmaker.ru
Конструктивные особенности
По своим техническим характеристикам токарный станок 1М61 причислен к классу точности «Н».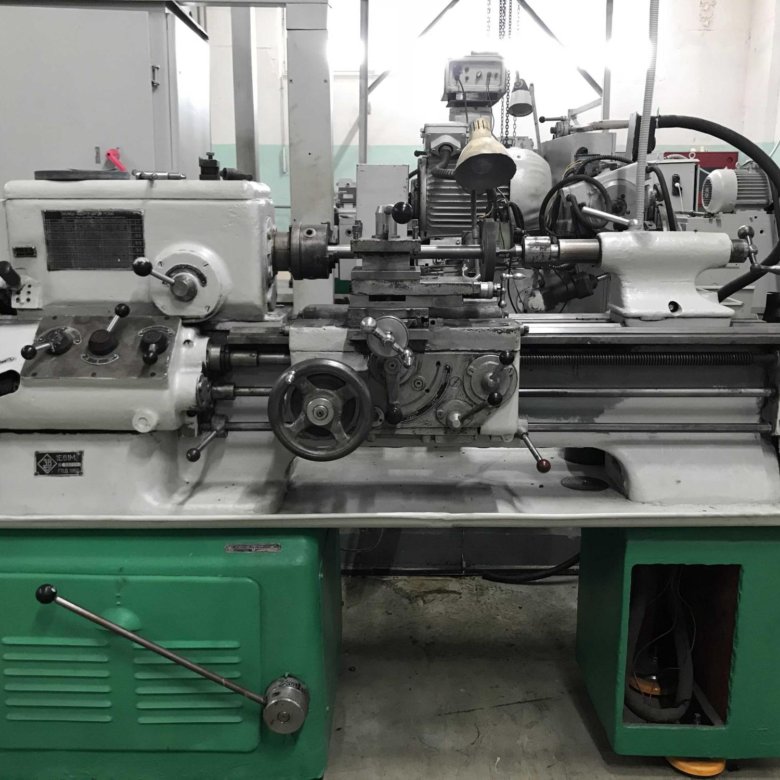 Электрический мотор агрегата способен функционировать в реверсивном диапазоне. Скорость вращения шпинделя сопоставима с возможностью изменения функционирования коробки скоростей и агрегации разносторонних шестерен между собой.
Электрический мотор агрегата способен функционировать в реверсивном диапазоне. Скорость вращения шпинделя сопоставима с возможностью изменения функционирования коробки скоростей и агрегации разносторонних шестерен между собой.
На рассматриваемом агрегате могут использоваться резцы, сверла и метчики разнообразной конфигурации. Подобная универсализация позволяет выполнять целый ряд технологических манипуляций, включая внешнее точение, развертывание, сверление, отрезку и подобные операции.
Поперечные и продольные перемещения производятся при помощи ходового валика и винта, на его лицевой части расположен маховик. Ходовой винт задействуется при нарезании резьбы, параметры фартука дают возможность блокировки агрегации движений суппорта. Это обнуляет рискованность перемещений суппорта с ходовым валиком и винтом.
Оглавление
Токарный станок 1м61,1м61п предназначенный для выполнения токарных работ (наружное и внутреннее точение, растачивание, сверление ), нарезание резьбы как метчиком, так и резцом.
Используется в индивидуальном и мелкосерийном производствах.
Токарный станок 1м61- нормальной точности
Токарный станок 1м61п- повышенной точности
Устройство токарного станка 1м61,1м61п
- Станина;
- Коробка скоростей;
- Коробка передач;
- Коробка подач;
- Фартук;
- Суппорт;
- Задняя бабка;
- Электрооборудование;
- Защитный экран;
- Система охлаждения
Органы управления токарного станка 1м61,1м61п
- Ручка установки частоты вращения шпинделя
- Ручка установка различных шагов резьбы и реверса ходового винта
- Ручка установки частоты вращения шпинделя (ручка перебора)
- Ручка установки типа нарезаемой резьбы
- Ручка установки значение подачи
- Ручка установки шага нарезаемой резьбы
- Ручка включение ходового винта или вала
- Ручка поперечного перемещения суппорта
- Ручное продольное перемещение суппорта маховиком
- Кнопка сцепления и расцепления вала-шестерни с рейкой для нарезания резьбы
- Ручка включения предохранительной муфты
- Ручка включения маточной гайки
- Ручка установки продольного и поперечного суппорта
- Ручка включения прямого и реверсного вращения шпиндельной бабки
- Ручное перемещение верхней части суппорта
- Маховик осевого перемещения пиноли
- Ручка фиксации задней бабки к направляющим станины
- Указатель нагрузки
- Фиксация пиноли задней бабки
- Включение электронасоса системы охлаждения
- Включение и отключение станки в сеть
- Местное освещение
- Винт фиксации каретки станки при торцевых работах
- Поворот и фиксация резцовой головки
Читать также: Редуктор давления воды для чего нужен
Кинематическая схема токарного станка 1м61
Электрическая схема токарного станка 1м61
Коробка скоростей токарного станка 1м61,1м61п
Коробка скоростей токарного станка 1м61,1м61п предназначена для обеспечения шпинделя станка необходимыми скоростями, их 24.
Привод коробки скоростей состоит из реверсивного электродвигателя, который обеспечивает обратное вращение шпинделя, клиноременной передачи, соединяющая электродвигатель и коробку скоростей и системы зубчатых передач. Торможение шпинделя выполняется при помощи многодисковой электромагнитной муфты.
Переключение блоков шестерен производится одной рукояткой 1.Шпиндельная бабка получает 12 скоростей от шестерен перебора и 12 -напрямую через зубчатую муфту. Рукояткой 3 обеспечивается включение и выключение перебора и зубчатой муфты.
С помощью рукоятки 2 обеспечивается вращение, в двух направлениях, ходового винта, который обеспечивает нарезание резьбы различного шага.
Коробка подач токарного станка 1м61,1м61п
Коробка подач токарного станка 1м61,1м61п предназначена для поперечного и продольного перемещения режущего инструмента, а также нарезание резьбы и получения различных подач в соответствии с таблицей 15 паспорта станка.
В таблице указан шаг резьбы, положение рукоятки и наладка сменных шестерен.
Фартук токарного станка 1м61,1м61п
Движение суппорта осуществляется при помощи фартука от ходового винта и валика. Ходовой винт предназначен только для нарезания резьбы. Все остальные работы выполняются при помощи ходового валика.
Фартук имеет блокирующее устройство, предотвращающее одновременное включение:
- Ходового винта и валика;
- Поперечного и продольного перемещения
Для ручного перемещения суппорта в продольном направления служит маховик 9.
Токарно-винторезный станок 1М61, разработанный в 70-х гг. прошлого века специалистами Ереванского станкостроительного завода, был предназначен для оснащения небольших предприятий, выпускающих свою продукцию мелкими сериями и в единичных экземплярах.
Токарно-винторезный станок 1М61
Управление
Контролировать функционирование токарного станка по металлу 1М61 оператору доступно при помощи нескольких рабочих органов. Задняя бабка оснащается специальным упором, который агрегирует с пинолью, маховиком и сопровождающими элементами. За надежность и точность торцовой обработки отвечает каретка устройства и отдельный винт.
За надежность и точность торцовой обработки отвечает каретка устройства и отдельный винт.
Рукоятки на лицевой части станины предусмотрены для выполнения ряда процессов:
- Определение частоты вращения шпиндельного механизма.
- Пуск оборотов ходового винта или валика.
- Перемещение верхнего суппорта.
- Характеристики подачи.
- Задавание параметров нарезаемой резьбы и активация реверсивной подачи.
- Отключение и включение маточной гайки ходового винта.
- Аналогичные манипуляции с предохранительной муфтой.
- Выбор нарезаемой резьбы.
- Контроль реверсного и прямого вращения бабки шпинделя.
Какие операции может контролировать оператор?
Во время работы с этим токарным станком оператор может контролировать и регулировать ряд операций, в число которых входят:
- активация движения шпинделя в прямом или обратном направлении, возможность установки режима его вращения;
- выбирать необходимые параметры резьбы;
- включать в работу ходовой винт или вал;
- при необходимости активировать или деактивировать муфту переохлаждения;
- вводить в работу суппорт;
- производить регулировку основных параметров подачи;
- в любой момент существует возможность подавать на определенные рабочие узлы охлаждающую жидкость;
- при потребности можно поменять положение головки резца;
- осуществлять контроль уровня нагрузки на основании указателя, которым оборудован агрегат.

Данная модель токарного станка имеет отличные эксплуатационные характеристики, поэтому ее так часто можно встретить на различных производствах.
Коробки переключения скоростей и передач
В продольной и поперечной плоскости работу станка обеспечивает подающая коробка. Она также применяется для обозначения параметров нарезаемой резьбы. В инструкции по эксплуатации прилагается документ с таблицей, позволяющей определиться с подбором настроек для выполнения определенной операции.
Основная информация, указанная в профильных таблицах:
- Советы по выбору сменных шестеренок.
- Расположение рукоятки в соответствии с конкретными значениями подач.
- Рекомендации в плане выставления параметров подающей коробки при нарезании резьбы с конкретным шагом.
Модификации модели
Стандартная модель 1Е61М была модернизирована и выпущена в нескольких вариациях. Каждая модификация станка имеет свои особенности по проведению операций и качеству работы.
1Е61М
Добавление символа «М» означает, что станок имеет повышенную точность. Данная модификация используется при черновой и чистовой обработке заготовки.
1Е61МТ
Это агрегат повышенной точности, который используется исключительно для финишных обработок.
1Е61МС
Еще одна модификация стандартного оборудования 1 Е61М. Применяется также при финишной обработке болванки и для нарезания резьбы.
Технические возможности
Шпиндель токарного станка 1М61 вращается в прямом и обратном направлении с включением одной из 24-х скоростей. Технические параметры агрегата обеспечивают этот процесс в скоростном режиме от 12,5 до 1600 оборотов в минуту. В сквозное гнездо шпиндельного механизма допускается установка прутка диаметром 32 мм. Все размеры и манипуляции соответствуют стандартам ГОСТ 12593 и 13214 (категория М5).
Особенности конструкции задней бабки позволяют элементу перемещаться на дистанцию до 100 мм. Резцовый держатель станка эксплуатируется с инструментом, высота держателя которого не превышает 25 миллиметров. Среди прочих характеристик:
Среди прочих характеристик:
- Центра по высоте – 170 мм.
- Предельная длина поверхности с возможностью обточки заготовок — до 640 мм.
- Максимальная длина детали – 1000 мм.
- Подача в продольном/поперечном направлении – 1,2/0,6 оборотов в минуту.
- Перемещение суппорта – 200/600 мм.
Верхние салазки двигаются в диапазоне до 120 мм, а каретка – до 600 мм. Лицевая часть скоростной коробки оснащена тремя рукоятками, одна из которых служит для переключения шестеренчатого узла. Остальные рычаги отвечают за работу зубчатой муфты с перебором и изменением вектора оборотов ходового винта (для нарезания резьбы). В коробке скоростей предусмотрена электромагнитная многодисковая муфта, обеспечивающая торможение шпинделя.
Правила настройка оборудования и эксплуатации, паспорт
Стабильная работа станка зависит от точности предварительной настройки. Для жесткого типа соединения поперечных салазок, понадобится произвести настройку клина салазок. Алгоритм действия такой:
Алгоритм действия такой:
- Немного отпустить винт.
- Поджать клин другим винтом так, чтобы при этом ход салазок остался плавным.
- Завернуть первый винт на максимум.
Обязательно периодически проверять степень натяжения клиновых ремней. Они со временем вытягиваются и это отражается на безопасности механизма точения.
Паспорт токарного станка можно бесплатно скачать по ссылке — Паспорт токарно-винторезного станка 1Е61М
Алгоритм регулировки клиновых ремней:
- освободить переднюю тумбу от всех крышек;
- подтянуть салазки по специальной технике, проводя по пазам специальным винтом, чтобы подобрать оптимальный уровень натяжки;
- закрепить результат гайками.
Затем следует настроить шпиндельные ремни токарного оборудования.
Отзывы о токарном станке 1М61
Несмотря на то что конструкция рассматриваемого агрегата разрабатывалась более 50-ти лет назад, отклики потребителей о нем преимущественно позитивные. Среди преимуществ владельцы выделяют такие моменты:
Среди преимуществ владельцы выделяют такие моменты:
- Точность выполненных операций.
- Эффективность, оптимально рассчитанная на малосерийное или штучное производство определенных деталей.
- Простота в обслуживании и эксплуатации.
- Доступная цена.
- Высокий показатель ремонтопригодности.
Владельцы рекомендуют обратить внимание при работе с указанным оборудованием на несколько моментов. Во-первых, включение обратного перемещения при нарезке резьбы осуществляется посредством специальной рукоятки. Для этого оператору необходимо передвинуть ручку в предельно нижнюю позицию. Во-вторых, перед использованием охлаждающего насоса необходимо рассчитать общую нагрузку с учетом информации о габаритах и составе обрабатываемой заготовки. В рассматриваемой линейке имеется усовершенствованная модель станка под индексом 1М61П. Она точнее и быстрее обрабатывает деталь, ориентирована на малое серийное производство.
Обслуживание и ремонт
При необходимости ремонта или некоторых обслуживающих работах нужно правильно осуществить разбор станка:
- В первую очередь отключить агрегат от электросети.
- Отсоединить нагнетательную и сливную трубки от масляной системы.
- Перед снятием шпиндельной бабки отсоединить клиновые ремни.

В автоматическом режиме происходит смазка токарно-винторезного станка. Агрегат снабжен для этого центробежным вертикальным насосом. Токарный станок 1Е61М был произведен для небольших частных цехов, для мелкосерийных предприятий, а также для использования в бытовых мастерских. Отличается повышенной точностью обработки и относительной безопасностью операций.
Токарный станок 1М61 – технические характеристики, устройство
Токарно-винторезный станок 1М61, разработанный в 70-х гг. прошлого века специалистами Ереванского станкостроительного завода, был предназначен для оснащения небольших предприятий, выпускающих свою продукцию мелкими сериями и в единичных экземплярах.
Токарно-винторезный станок 1М61
Как устроен станок модели 1М61
Основу токарного станка модели 1М61 составляют десять элементов, к которым относятся:
- несущая станина;
- коробка переключения скоростей;
- коробка переключения передач;
- коробка подач;
- фартук;
- суппорт;
- задняя бабка;
- система электрического оборудования;
- экран, выполняющий защитную функцию;
- система, обеспечивающая охлаждение инструмента и зоны обработки.

Основные узлы станка
По своим техническим характеристикам станок модели 1М61 относится к категории точности «Н». Электродвигатель станка может работать в реверсивном режиме. Частота вращения шпинделя оборудования меняется посредством коробки скоростей, в которой в зацепление вводятся шестерни с разными параметрами.
На токарном станке модели 1М61 могут быть использованы такие рабочие инструменты, как резцы, сверла, развертки и метчики. Это дает возможность выполнять целый перечень технологических операций: внутреннее и наружное точение, сверление, развертывание, нарезание резьбы, отрезку и др.
За поперечные и продольные перемещения суппорта станка, осуществляемые при помощи ходового винта и ходового валика, отвечает фартук, на лицевой части которого расположен управляющий маховик. Ходовой винт 1М61 задействуется только тогда, когда выполняется операция нарезания резьбы, в других случаях используется только ходовой валик. Характеристики фартука позволяют блокировать совмещение продольного и поперечного движений суппорта, что сводит к нулю риск одновременного запуска в работу ходового винта и валика.
Характеристики фартука позволяют блокировать совмещение продольного и поперечного движений суппорта, что сводит к нулю риск одновременного запуска в работу ходового винта и валика.
Технические характеристики станка 1М61
Основные технические характеристики токарно-винторезного станка 1М61 представлены ниже в формате таблиц:
- Размеры обрабатываемых деталей, шпиндельный узел
- Параметры нарезаемых резьб, шпиндель, резцовые салазки
- Задняя бабка, электрооборудование, габариты и масса
Органы управления
Управлять токарно-винторезным станком модели 1М61 и контролировать работу его узлов оператор может при помощи целого ряда рабочих органов. В частности, движение пиноли задается маховиком, а фиксируется данный узел в задней бабке благодаря специальному упору. Сама задняя бабка на направляющих станины фиксируется при помощи соответствующей рукоятки. Надежной фиксации при выполнении торцевых работ требует и каретка станка, что обеспечивается отдельным винтом.
Сама задняя бабка на направляющих станины фиксируется при помощи соответствующей рукоятки. Надежной фиксации при выполнении торцевых работ требует и каретка станка, что обеспечивается отдельным винтом.
Органы управления
Рукоятки, расположенные на лицевой части станины 1М61, используются для управления такими процессами в работе оборудования, как:
- выбор частоты вращения шпиндельного узла;
- запуск вращения ходового винта или валика;
- движение верхней части суппорта;
- параметры подачи;
- установка параметров нарезаемой резьбы и включение реверса ходового винта;
- включение и отключение маточной гайки ходового винта;
- включение и отключение предохранительной муфты;
- выбор разновидности нарезаемой резьбы;
- включение прямого и реверсного вращения шпиндельной бабки.
Станок модели 1М61 имеет и целый ряд других органов управления. Это:
Это:
- кнопка, с помощью которой обеспечивается сцепление и расцепление рейки для нарезания резьбы с валом-шестерней;
- ручка для поворота и закрепления резцовой головки;
- указатель степени нагрузки;
- кнопка включения электрического питания и локального освещения рабочей зоны;
- кнопка запуска электрического насоса, подающего охлаждающую жидкость.
Кинематическая схема 1М61 (нажмите, чтобы увеличить)
Устройство коробок переключения скоростей и подач
Перемещение суппорта токарного станка в продольном и поперечном направлениях обеспечивает коробка подач. Она также используется для установки параметров нарезаемой резьбы. В паспорте станка есть специальная таблица, по которой можно выбрать подачу, подходящую для выполнения определенной технологической операции. Для того чтобы данной таблицей было удобно пользоваться, в ней приведена следующая информация:
- рекомендации по выбору сменных шестерен;
- положения рукоятки коробки, при которых выставляются определенные значения подач;
- рекомендации по выставлению параметров коробки подач при нарезании резьбы с определенным шагом.

Коробка скоростей станка 1М61, с помощью которой устанавливается определенная частота вращения его шпиндельного узла, состоит из реверсивного электродвигателя, клиноременной передачи и набора зубчатых колес с различными параметрами. При этом шпиндель станка может работать на 24 скоростях, 12 из которых получаются при помощи шестерен перебора, а 12 остальных – за счет шпинделя напрямую через зубчатую муфту.
Устройство коробки скоростей
Устройство коробки подач
На лицевой части коробки скоростей имеется три рукоятки, одна из которых отвечает за переключение блоков шестерен, второй включается перебор или зубчатая муфта, а третья позволяет менять направление вращения ходового винта, что необходимо при выполнении нарезания резьбы. В коробке скоростей также установлена многодисковая электромагнитная муфта, которая отвечает за торможение шпинделя.
Технические возможности станка
Как уже говорилось выше, шпиндель токарного станка 1М61 может вращаться в прямом и обратном направлениях на одной из 24 возможных скоростей. Технические характеристики коробки скоростей позволяют обеспечивать вращение шпинделя с частотой в интервале 12,5–1600 об/мин. Диаметр сквозного отверстия, которое имеется в шпиндельном узле, составляет 35 мм, что позволяет вставлять пруток диаметром 32 мм. Конец шпинделя, согласно ГОСТ 12593, имеет типоразмер 6К, а его внутренний конус, по ГОСТ 13214, соответствует категории М5.
Внешний вид станка 1М61
Устройство и технические возможности пиноли задней бабки позволяют ей перемещаться на расстояние до 10 см. В резцедержателе станка 1М61 допускается размещать инструмент, высота державки которого не превышает 25 мм. Следует также отметить следующие характеристики станка данной модели:
- высота центров – 17 см;
- максимальная длина поверхности заготовки, которую можно обтачивать на оборудовании, – 64 см;
- максимальная длина заготовки, которую можно устанавливать для обработки на станок, – 100 см.
Принципиальная электрическая схема
Подачи, совершаемые на токарном станке 1М61, характеризуются следующими параметрами:
- в продольном направлении – 0,08–1,2 мм/об;
- в поперечном – 0,04–0,6 мм/об.
Суппорт агрегата может перемещаться:
- в поперечном направлении – до 20 см;
- в продольном – до 60 см.
Верхняя часть суппорта, которую называют салазками, может перемещаться на величину до 12 см, а его каретка, передвигающаяся в продольном направлении, – до 60 см.
Конструкция токарного станка данной модели настолько проста, о чем свидетельствуют и отзывы об оборудовании, что научиться работе на нем можно, даже просмотрев обучающее видео.
Оценка статьи:
Загрузка…Поделиться с друзьями:
|
Наименование параметра |
Величина |
|
Основные параметры |
|
|
Класс точности по ГОСТ 8-82 |
Н |
|
Наибольший диаметр заготовки над станиной, мм |
320 |
|
Наибольший диаметр заготовки над суппортом, мм |
160 |
|
Наибольшая длина заготовки (РМЦ), мм |
710 |
|
Наибольшая длина обтачивания, мм |
640 |
|
Высота центров, мм |
170 |
|
Шпиндель |
|
|
Наибольший диаметр прутка, мм |
32 |
|
Число ступеней частот прямого вращения шпинделя |
24 |
|
Частота прямого вращения шпинделя, оборотов/минуту |
12,5…1600 |
|
Число ступеней частот обратного вращения шпинделя |
12 |
|
Частота обратного вращения шпинделя, оборотов/минуту |
12,5…1600 |
|
Размер внутреннего конуса в шпинделе по ГОСТ 13214-67 |
М5 |
|
Конец шпинделя по ГОСТ 12593-72 |
6К |
|
Подачи |
|
|
Наибольшее поперечное перемещение суппорта, мм |
200 |
|
Наибольшее перемещение верхнего суппорта (резцовых салазок), мм |
120 |
|
Число ступеней продольных/ поперечных подач |
17/ 17 |
|
Пределы скорости продольных подач, мм/оборот |
0,08…1,2 |
|
Пределы скорости поперечных подач, мм/оборот |
0,04…0,6 |
|
Скорость быстрых перемещений суппорта, продольных/поперечных, метров/минуту |
нет |
|
Перемещение резцовых салазок на одно деление лимба, мм |
0,05 |
|
Количество нарезаемой резьбы метрической |
13 |
|
Пределы шагов нарезаемой резьбы метрической, мм |
0,5..6 |
|
Количество нарезаемой резьбы дюймовой |
16 |
|
Пределы шагов нарезаемой резьбы дюймовой |
3,5…48 |
|
Количество нарезаемой резьбы модульной |
10 |
|
Пределы шагов нарезаемой резьбы модульной |
0,25…3 |
|
Количество нарезаемой резьбы питчевой |
16 |
|
Пределы шагов нарезаемой резьбы питчевой |
7…96 |
|
Наибольшая длина перемещения пиноли задней бабки, мм |
100 |
|
Наибольшее перемещение задней бабки, мм |
±12 |
|
Электрооборудование |
|
|
Количество электродвигателей на станке |
2 |
|
Электродвигатель главного привода, кВт |
4 |
|
Электродвигатель насоса охлаждения, кВт |
0,12 |
|
Габариты и масса станка |
|
|
Габариты станка (длина ширина высота), мм |
2055 x 1095 x 1450 |
|
Масса станка, кг |
1260 |
| Электропитание | |
|---|---|
| Мощность двигателя шпинделя | 2,2 / 3,3 кВт (двухскоростной) |
| Станочные данные | |
| Диаметр обработки над станиной | 360 мм |
| Диаметр обработки над суппортом | 220 мм |
| Диаметр обработки в выемке станины | 560 мм |
| Длина выемки станины | 200 мм |
| Межцентровое расстояние | 500 / 750 / 1000 мм |
| Ширина станины | 280 мм |
| Максимальный вес обрабатываемой заготовки | 150 кг |
| Шпиндель | |
| Число оборотов шпинделя | 59 – 2100 об/мин |
| Количество скоростей шпинделя | 12 |
| Проходное отверстие шпинделя | 52 мм |
| Фланец шпинделя | Camlock D6 (DIN 55029, ISO 702/II) |
| Внутренний конус шпинделя | Морзе 6 |
| Подачи и резьбы | |
| Продольная подача | 0,025 – 0,84 мм/об |
| Поперечная подача | 0,006 – 0,21 мм/об |
| Пределы шага нарезаемых метрических резьб (40 шагов) | 0,4 – 14 мм |
| Пределы шага нарезаемых дюймовых резьб (52 шага) | 2 – 56 ниток/дюйм |
| Пределы шага нарезаемых модульных резьб (46 шагов) | модуль 0,2 – 3,5 |
| Пределы шага нарезаемых питчевых резьб (33 шага) | питч 6 – 112 |
| Диаметр / шаг продольного ходового винта | 28,5 / 6 мм |
| Резцедержатель | |
| Размер державки резца | 20 х 16 мм |
| Угол поворота верхней каретки суппорта | ± 45° |
| Ход верхней каретки суппорта | 115 мм |
| Ход поперечной каретки суппорта | 180 мм |
| Задняя бабка | |
| Конус пиноли задней бабки | МК4 |
| Диаметр пиноли задней бабки | 50 мм |
| Ход пиноли задней бабки | 125 мм |
| Габаритные размеры | |
| Габаритные размеры (Д х Ш х В) | 1610 / 1860 / 2110 x 910 x 1170 мм |
| Масса станка | 1250 / 1330 / 1400 кг |
5. Выбор оборудования и приспособления. Технологический процесс изготовления детали
Похожие главы из других работ:
Выбор технологии и состава оборудования для производства проката рельса Р75 из стали 45Г
2. Выбор типа печного оборудования и оборудования для разливки стали 45Г. Его краткая характеристика
Сталь 45Г – конструкционная, легированная, поэтому ее можно производить в мартеновских печах. Мартеновская печь (рис. 1) — пламенная отражательная регенеративная печь. Рис.1 Схема мартеновской печи. Она имеет рабочее плавильное пространство…
Наладка
5. Выбор, описание и наладка приспособления
К приспособлениям для станков с ЧПУ предъявляется ряд специфических требований, обусловленных особенностью этих станков…
Наладка станка с ЧПУ на обработку типовой детали
3.1 Выбор приспособления для закрепления детали
Закрепление детали типа Диск осуществляется в патроне станка. Для станка мод. 1740РФ3 рекомендуется применение шпинделя с условным номером 11, приведенным в задании…
Проект участка синтеза высших жирных кислот производительностью 20 т/сут.
1.2.4 Выбор и обоснование основного и вспомогательного производственного оборудования. Спецификация оборудования
Основным технологическим оборудованием на участке синтеза ВЖК принимаем окислительную колонну (6, рис. 4). Очевидно, что именно в этом аппарате происходит основная стадия синтеза ВЖК – окисление парафинов…
Проектирование приспособления для фрезерования шпоночного паза
4.3 Выбор конструкции корпуса приспособления
Корпусом приспособления служит металлическая пластина из стали 10, имеющая параметры 252х137х30 мм, которая обеспечит достаточную жесткость приспособления, так же имеет достаточную толщину для закрепления на ней составных частей приспособления…
Проектирование технологического процесса изготовления детали “Корпус приспособления”
2.11 Выбор приспособления
Для установки заготовки в станках, т.е. базирования заготовки и ее закрепления применяются станочные приспособления…
Разработка агрегатного станка для обработки группы отверстий в детали “Крышка”
2.1 Выбор типа агрегатного приспособления
По заданию необходимо разработать агрегатное приспособление. Для данного случая это будет автоматизированное зажимное приспособление. При обработке детали «Крышка» отверстия необходимо просверлить центрично относительно оси вращения…
Разработка приспособления для металлорежущего станка
5.1 Выбор приспособления
Так как тип производства крупносерийный выбираем специальное приспособление “Г” – образный прихват, которое состоит корпуса, рычага и тяги…
Разработка технологического процесса механической обработки детали
5. Выбор оборудования и приспособления
металл резание деталь заготовка При выборе типа станка и степени его автоматизации необходимо учитывать следующие факторы: 1. Габаритные размеры и форму детали; 2. Форму обработанных поверхностей, их расположение; 3…
Разработка технологического процесса обработки детали “Корпус” с применением станков с ЧПУ
7. Выбор и описание приспособления
Станочные приспособления расширяют технологические возможности металлорежущего оборудования, повышают производительность обработки заготовки, облегчают условие труда рабочих и повышают культуру производства на предприятии…
Разработка технологического процесса обработки детали “Палец рессоры” при условии использования твердосплавных инструментов
4.4 Выбор приспособления
1. Универсальный трёх кулачковый самоцентрирующийся патрон с ручным зажимом торцовым плечом. Такие патроны используют для установки и зажима под цилиндрической, шестигранной поверхности различных деталей (заготовок)…
Расчет кондуктора для колеса зубчатого
2. Выбор типа приспособления
Для сверления на сверлильных станках применяются кондукторы. В них имеются кондукторные втулки для направления режущего инструмента. При обработке отверстий, расположенных на различных поверхностях деталей…
Расчеты проектирования станочного приспособления
9. Схема зажимного приспособления. Описание устройства и принципа работы приспособления
1-Корпус 2-Поршень 3-Шток 4-Подвижная призма 5-Возвратная пружина 6-Бронзавая втулка 7-Стопарный винт 8-Манжета 9-Прокладка 10,11- болт…
Теоретические методы технологии машиностроения
2.6 Выбор станочного приспособления
Приспособлением называют орудие производства для установки предмета труда (обрабатываемой заготовки) при выполнении технологической операции…
Технологический процесс изготовления детали “Шестерня”
6. Подбор станочного оборудования, приспособления, режущего и измерительного инструмента
Тип применяемого оборудования выбирается в зависимости от разработанного технологического маршрута изготовления детали при формировании отдельных операций. Модель оборудования уточняется с учетом требований…
| Технические характеристики | |
| Электропитание | |
| Мощность двигателя шпинделя | 2,2 / 3,3 кВт (двухскоростной) |
| Станочные данные | |
| Диаметр обработки над станиной | 320 мм |
| Диаметр обработки над суппортом | 180 мм |
| Диаметр обработки в выемке станины | 520 мм |
| Длина выемки станины | 200 мм |
| Межцентровое расстояние | 500 мм |
| Ширина станины | 280 мм |
| Максимальный вес обрабатываемой заготовки | 150 кг |
| Шпиндель | |
| Число оборотов шпинделя | 59 – 2100 об/мин |
| Количество скоростей шпинделя | 12 |
| Проходное отверстие шпинделя | 52 мм |
| Фланец шпинделя | Camlock D6 (DIN 55029, ISO 702/II) |
| Внутренний конус шпинделя | Морзе 6 |
| Подачи и резьбы | |
| Продольная подача | 0,025 – 0,84 мм/об |
| Поперечная подача | 0,006 – 0,21 мм/об |
| Пределы шага нарезаемых метрических резьб (40 шагов) | 0,4 – 14 мм |
| Пределы шага нарезаемых дюймовых резьб (52 шага) | 2 – 56 ниток/дюйм |
| Пределы шага нарезаемых модульных резьб (46 шагов) | модуль 0,2 – 3,5 |
| Пределы шага нарезаемых питчевых резьб (33 шага) | питч 6 – 112 |
| Диаметр / шаг продольного ходового винта | 28,5 / 6 мм |
| Резцедержатель | |
| Размер державки резца | 20 х 16 мм |
| Угол поворота верхней каретки суппорта | ± 45° |
| Ход верхней каретки суппорта | 115 мм |
| Ход поперечной каретки суппорта | 180 мм |
| Задняя бабка | |
| Конус пиноли задней бабки | МК4 |
| Диаметр пиноли задней бабки | 50 мм |
| Ход пиноли задней бабки | 125 мм |
| Габаритные размеры | |
| Габаритные размеры (Д х Ш х В) | 1610 / 1860 / 2110 x 910 x 1150 мм |
| Масса станка | 1200 кг |
Amazon.com: Приводная цепь S.130630 -, 2040-1 (M) (61 шаг): Патио, лужайка и сад
В настоящее время недоступен.
Мы не знаем, когда и появится ли этот товар в наличии. ]]>
Характеристики
| Фирменное наименование | Надежные запчасти для вторичного рынка Наше имя говорит само за себя |
|---|---|
| Вес изделия | 1.40 фунтов |
| Кол-во позиций | 1 |
| Номер детали | S.130630-SPX |
| Код UNSPSC | 31000000 |
March Field Air Museum в Риверсайде, Калифорния
Помогите сохранить наш F-4E Phantom II в отличном виде, сделайте пожертвование сегодня!
| Производитель: | Макдоннелл-Дуглас | ||
| Обозначение: | Ф-4 | ||
| Версия: | E | ||
| Ник: | Фантом II | ||
| Тип: | Истребитель | ||
| Всего построено: | 499 | ||
| Технические характеристики | |||
|---|---|---|---|
| Длина: | 63 ‘4 “ | ||
| Высота: | 16 ‘6 “ | ||
| Размах крыла: | 38 ‘4 “ | ||
| Масса пустого: | 29535.0 фунтов | ||
| Масса брутто: | 55957.0 фунтов | ||
| Максимальный вес: | 61651.0 фунтов | ||
| Силовая установка | |||
| Количество двигателей: | 2 | ||
| Силовая установка: | Турбореактивные двигатели General Electric J79-17 | ||
| Тяга: | 17900 | ||
| Производительность | |||
| Диапазон: | 16011 | ||
| Крейсерская скорость: | 585.00 миль / ч | ||
| Максимальная скорость: | |||
| Потолок: | 62250.0 Ft | ||
| Вооружение: | 1 вулкан М-61 20мм Гатлинга, 6000 выстрелов в минуту, 4-AIM 7 Sparrow, 4-AIM 9 Sidewinders | ||
F-4 был двухместным тактическим истребителем с двумя двигателями, предназначенным для выполнения всех тактических задач – непосредственной авиационной поддержки, пресечения и превосходство в воздухе.Первоначально разработанный в 1953 году McDonnell Aircraft Corp. для ВМС США, самолет был доставлен модифицированным в соответствии с требованиями ВВС в 1963 году. ВВС в октябре 1967 года. Эта модель с дополнительным топливным баком фюзеляжа, передними планками для повышения маневренности и улучшенным двигателем также имеет установленный внутри 20 мм. многоствольная пушка с улучшенной системой управления огнем. F-4E, который был оснащен передовыми планками для маневрирования и вооружением, а также средствами управления радаром, оптимизированными для воздушного боя, в значительной степени улучшил возможности Phantom воздух-воздух.F-4E изменяет авионику, новые крылья (более щадящие сваливания и раскручивания, вызванные резкими маневрами с тяжелыми бомбовыми нагрузками) и добавление 20-мм пушка M61 оставалась базовым планером для последующей версии в производстве Phantom.
F-4E эксплуатировался демонстрационной командой ВВС США Thunderbirds с 1969 по 1974 год. Большой и шумный Phantom
был отличным самолетом, который выступал и приводил в восторг толпы людей по всему миру. Из-за нехватки топлива в 70-х годах Thunderbirds обменяли сказочный Phantom на меньший Т-38.
Talon.
Музейный F-4E, серийный номер 68-0382, был доставлен в 1969 году и передан в 36-й тактический истребительный авиаполк, затем 86-й TFW, 347-й TFW и, наконец, последний раз летал здесь, на Мартовской авиабазе, авиалайнером.
163-я группа тактических истребителей Национальной гвардии ВВС Калифорнии. Списанный в 1993 году из-за структурного повреждения правой гондолы двигателя, налетал более 5000 часов, самолет практически не поврежден.
включая авионику, катапультные кресла и двигатели, и был отбуксирован в музейную зону. Этот самолет взят во временное пользование из NMUSAF
Руководство по настройке HAWK MV 4000 Hawkmv4000configguide
15 декабря 2017 г.
: Microscan Hawkmv4000Configguide hawkmv4000configguide center
Откройте PDF напрямую: Просмотр PDF.
Количество страниц: 9
Умная камера HAWK MV-4000 Руководство по настройке Требуемое оборудование описание предмета номер части 1 Умная камера HAWK MV-4000 8X1X-XXX0-010X 2 Объектив, C-Mount 98-XX-01 3 Крышка объектива IP67 для HAWK MV-4000, 50 мм или 70 мм (не показано) 98-5X-01 4 Набор удлинительных трубок объектива, 0,5 мм, 1 мм, 5 мм, 10 мм, 20 мм, 40 мм 98-CO206 5 Кабель, HAWK MV-4000 Ethernet, X-CODE / RJ45 CAT 6A, 1 м, 3 м или 5 м 61-34-0X 6 Кабель, HAWK MV-4000 M12 к разъему USB или VGA / USB, 1 м 61-4X-01 7 Кабель, адаптер, HAWK MV-4000 для дополнительных кабелей / источника питания (поставляется с камерой) 61-32-01 8 Кабель, HAWK MV-4000 M12 для летающих проводов, 3 м (адаптер не требуется) 61-51-01 9 QX Cordset, переходник HAWK MV-4000 на штекер QX-1 M12 (винт), 1 м или 3 м 61-0001XX-02 10 Интерфейсное устройство QX-1 98-000103-02 Фотодатчик QX, 4-контактный штекер M12, NPN, горит или не горит, 2 м или 99-000020-0X 11 12 Разъем триггера, 4-контактный штекер (винтовой зажим, с возможностью подключения в полевых условиях) (самостоятельное подключение) 20-610024-01 Y-кабель, адаптер HAWK MV-4000 для осветителя серии Smart и QX-1, питание или включение / выключение или стробоскоп, 1 м 61-3X-01 13 Кабель, от QX-1 до осветителя серии Smart, постоянное питание, включение / выключение или стробоскоп 61-0002XX-01 14 Источник питания, 100-240 В переменного тока, +24 В постоянного тока, 12-контактная розетка M12 97-000012-01 15 Крепление APG, HAWK MV-4000 (требуется универсальное крепление) 98-54-01 Примечание. См. Стр. 5 этого документа для получения полного списка доступных аксессуаров, пронумерованных в соответствии с таблицей и приведенными ниже схемами.Стандартная конфигурация Ethernet 1 2 4 15 КАМЕРА Конец 7 5 6 61-
32-01 ВЛАСТЬ Конец 14 Источник питания (12-контактное гнездо) Авторские права © 2017 Omron Microscan Systems, Inc. 83-14-02 Ред. A Руководство по настройке HAWK MV-4000 Конфигурация Ethernet с летающими выводами 1 4 2 15 5 8 6 Кабель от M12 к выводам, 3 м - 61-51-01 Контактный сигнал Цвет провода Общий выход Красно синий 1 Аналоговый выход Чернить 2 Выход 3 Розовый 3 Власть коричневый 4 5 Курок белый 6 Общий вход красный Вход 2 Зеленый 7 Вход 3 фиолетовый 8 Вход 1 Желтый 9 10 Выход 1 серый 11 Земля Синий 12 Выход 2 Серый / розовый Авторские права © 2017 Omron Microscan Systems, Inc.Руководство по настройке HAWK MV-4000 Конфигурация Ethernet с осветителями серии QX-1 и NERLITE Smart 1 2 4 15 Осветитель NERLITE серии Smart 5 7 6 13 9 10 Источник питания (12-контактное гнездо) Фото Датчик 14 Авторские права © 2017 Omron Microscan Systems, Inc. 11 Руководство по настройке HAWK MV-4000 Конфигурация Ethernet с Y-образным кабелем для управления осветителем и питания камеры 1 2 4 15 Осветитель NERLITE серии Smart 5 6 7 НЕРЛИТ Умная серия Осветитель 12 НЕРЛИТ Умная серия Осветитель 14 Источник питания (12-контактное гнездо) Авторские права © 2017 Omron Microscan Systems, Inc.Руководство по настройке HAWK MV-4000 Принадлежности для HAWK MV-4000 Умные камеры HAWK MV-4000 (все камеры поставляются с переходным кабелем.) 0,3 мегапикселя, моно 8011-0000-0100 HAWK MV-4000-03, 0,3 мегапикселя (640 x 480), моно, датчик AutoVISION 8011-0000-0101 HAWK MV-4000-03, 0,3 мегапикселя (640 x 480), моно, AutoVISION 8011-0000-0102 HAWK MV-4000-03, 0,3 мегапикселя (640 x 480), моно, AutoVISION + Visionscape 8011-0000-0103 HAWK MV-4000-03, 0,3 мегапикселя (640 x 480), моно, AutoVISION + Verification / OCV 8011-0000-0104 HAWK MV-4000-03, 0.3 мегапикселя (640 x 480), моно, AutoVISION + Visionscape + Verification / OCV 1,3 мегапикселя, моно 8012-0000-0100 HAWK MV-4000-13, 1,3 мегапикселя (1280 x 1024), моно, датчик AutoVISION 8012-0000-0101 HAWK MV-4000-13, 1,3 мегапикселя (1280 x 1024), моно, AutoVISION 8012-0000-0102 HAWK MV-4000-13, 1,3 мегапикселя (1280 x 1024), моно, AutoVISION + Visionscape 8012-0000-0103 HAWK MV-4000-13, 1,3 мегапикселя (1280 x 1024), моно, AutoVISION + Verification / OCV 8012-0000-0104 HAWK MV-4000-13, 1,3 мегапикселя (1280 x 1024), моно, AutoVISION + Visionscape + Verification / OCV 2.0 мегапикселей, моно 8013-0000-0100 HAWK MV-4000-20, 2,0 мегапикселя (1920 x 1200), моно, датчик AutoVISION 8013-0000-0101 HAWK MV-4000-20, 2,0 мегапикселя (1920 x 1200), моно, AutoVISION 8013-0000-0102 HAWK MV-4000-20, 2,0 мегапикселя (1920 x 1200), моно, AutoVISION + Visionscape 8013-0000-0103 HAWK MV-4000-20, 2,0 мегапикселя (1920 x 1200), моно, AutoVISION + Verification / OCV 8013-0000-0104 HAWK MV-4000-20, 2,0 мегапикселя (1920 x 1200), моно, AutoVISION + Visionscape + Verification / OCV 5.0 мегапикселей, моно 1 8014-0000-0100 HAWK MV-4000-50, 5.0 мегапикселей (2592 x 2048), моно, датчик AutoVISION 8014-0000-0101 HAWK MV-4000-50, 5,0 мегапикселя (2592 x 2048), моно, AutoVISION 8014-0000-0102 HAWK MV-4000-50, 5,0 мегапикселя (2592 x 2048), моно, AutoVISION + Visionscape 8014-0000-0103 HAWK MV-4000-50, 5,0 мегапикселя (2592 x 2048), моно, AutoVISION + Verification / OCV 8014-0000-0104 HAWK MV-4000-50, 5,0 мегапикселя (2592 x 2048), моно, AutoVISION + Visionscape + Verification / OCV 0,3 мегапикселя в цвете 8015-0000-0100 HAWK MV-4000-03C, 0,3 мегапикселя (640 x 480), цвет, датчик AutoVISION 8015-0000-0101 HAWK MV-4000-03C, 0.3 мегапикселя (640 x 480), цвет, AutoVISION 8015-0000-0102 HAWK MV-4000-03C, 0,3 мегапикселя (640 x 480), цвет, AutoVISION + Visionscape 8015-0000-0103 HAWK MV-4000-03C, 0,3 мегапикселя (640 x 480), цвет, AutoVISION + проверка / OCV 8015-0000-0104 HAWK MV-4000-03C, 0,3 мегапикселя (640 x 480), цветной, AutoVISION + Visionscape + Verification / OCV 1,3-мегапиксельная цветная 8016-0000-0100 HAWK MV-4000-13C, 1,3 мегапикселя (1280 x 1024), цвет, датчик AutoVISION 8016-0000-0101 HAWK MV-4000-13C, 1,3 мегапикселя (1280 x 1024), цветной, AutoVISION 8016-0000-0102 HAWK MV-4000-13C, 1.3 мегапикселя (1280 x 1024), цвет, AutoVISION + Visionscape 8016-0000-0103 HAWK MV-4000-13C, 1,3 мегапикселя (1280 x 1024), цвет, AutoVISION + проверка / OCV 8016-0000-0104 HAWK MV-4000-13C, 1,3 мегапикселя (1280 x 1024), цветной, AutoVISION + Visionscape + Verification / OCV 2,0 мегапикселя, цвет 8017-0000-0100 HAWK MV-4000-20C, 2,0 мегапикселя (1920 x 1200), цвет, датчик AutoVISION 8017-0000-0101 HAWK MV-4000-20C, 2,0 мегапикселя (1920 x 1200), цветной, AutoVISION 8017-0000-0102 HAWK MV-4000-20C, 2.0 мегапикселей (1920 x 1200), цвет, AutoVISION + Visionscape 8017-0000-0103 HAWK MV-4000-20C, 2,0 мегапикселя (1920 x 1200), цвет, AutoVISION + проверка / OCV 8017-0000-0104 HAWK MV-4000-20C, 2,0 мегапикселя (1920 x 1200), цветной, AutoVISION + Visionscape + Verification / OCV 5.0 мегапикселей, цвет 8018-0000-0100 HAWK MV-4000-50C, 5,0 мегапикселя (2592 x 2048), цвет, датчик AutoVISION 8018-0000-0101 HAWK MV-4000-50C, 5,0 мегапикселя (2592 x 2048), цветной, AutoVISION 8018-0000-0102 HAWK MV-4000-50C, 5.0 мегапикселей (2592 x 2048), цвет, AutoVISION + Visionscape 8018-0000-0103 HAWK MV-4000-50C, 5,0 мегапикселя (2592 x 2048), цветной, AutoVISION + проверка / OCV 8018-0000-0104 HAWK MV-4000-50C, 5,0 мегапикселя (2592 x 2048), цветной, AutoVISION + Visionscape + Verification / OCV Авторские права © 2017 Omron Microscan Systems, Inc. Руководство по настройке HAWK MV-4000 Объективы и крышки для объективов HAWK MV-4000 Стандартное разрешение для датчиков 2/3 "(общий осмотр, считывание, некоторая проверка) 98-67-01 Объектив, крепление C, 6 мм, стандартное разрешение, матрица 2/3 дюйма 98-68-01 Объектив, крепление C, 9 мм, стандартное разрешение, датчик 2/3 " 98-69-01 Объектив, C-Mount, 12.5 мм, стандартное разрешение, датчик 2/3 " 98-70-01 Объектив, крепление C, 16 мм, стандартное разрешение, матрица 2/3 дюйма 98-71-01 Объектив, крепление C, 25 мм, стандартное разрешение, матрица 2/3 дюйма 98-72-01 Объектив, крепление C, 35 мм, стандартное разрешение, матрица 2/3 дюйма Высокое разрешение для датчиков 2/3 "(измерение, проверка) 2 98-92-01 Объектив, крепление C, 6 мм, высокое разрешение, матрица 2/3 дюйма 98-65-01 Объектив, крепление C, 8 мм, высокое разрешение, датчик 2/3 " 98-66-01 Объектив, крепление C, 12 мм, высокое разрешение, матрица 2/3 дюйма 98-54-01 Объектив, крепление C, 16 мм, высокое разрешение, матрица 2/3 дюйма 98-64-01 Объектив, крепление C, 25 мм, высокое разрешение, матрица 2/3 дюйма 98-63-01 Объектив, крепление C, 35 мм, высокое разрешение, матрица 2/3 дюйма Высокое разрешение для 1-дюймовых датчиков (все приложения.Требуется для 1-дюймового 5-мегапиксельного сенсора) 98-74-01 Объектив, крепление C, 12,5 мм, высокое разрешение, матрица 1 дюйм 98-75-01 Объектив, крепление C, 16 мм, высокое разрешение, сенсор 1 " 98-76-01 Объектив, крепление C, 25 мм, высокое разрешение, сенсор 1 " 98-77-01 Объектив, крепление C, 35 мм, высокое разрешение, сенсор 1 " Жидкая линза с байонетом C 3 4 98-79-01 Объектив, жидкость, крепление C, F2,8 / 16 мм, датчик 2/3 дюйма, интерфейс I2C 98-78-01 Объектив, жидкость, крепление C, F4 / 25 мм, датчик 2/3 ", интерфейс I2C Аксессуары для линз 98-55-01 Крышка объектива IP67 для HAWK MV-4000, длина 50 мм 98-56-01 Крышка объектива IP67 HAWK MV-4000, длина 70 мм 98-CO206 Набор удлинительных трубок для линз, 0.5 мм, 1 мм, 5 мм, 10 мм, 20 мм, 40 мм Кабели HAWK MV-4000, кабель управления осветителем серии Smart и источник питания 5 6 7 8 9 10 11 Кабели для портов Ethernet HAWK MV-4000 X-CODE 61-34-01 Кабель, HAWK MV-4000 Ethernet, X-CODE / RJ45 CAT 6A, 1 м 61-34-02 Кабель, HAWK MV-4000 Ethernet, X-CODE / RJ45 CAT 6A, 3 м 61-34-03 Кабель, HAWK MV-4000 Ethernet, X-CODE / RJ45 CAT 6A, 5 м Соединительные кабели для портов VGA / USB HAWK MV-4000 61-43-01 Кабель, HAWK MV-4000 M12 к USB-разъему, 1 м 61-47-01 Кабель HAWK MV-4000 M12 на VGA и USB, 1 м Соединительные кабели цифрового порта ввода / вывода HAWK MV-4000 61-32-01 Кабель, адаптер, HAWK MV-4000 для дополнительных кабелей / источника питания (поставляется с камерой) 61-51-01 Кабель, HAWK MV-4000 M12 для летающих выводов, 3 м (адаптер не требуется) Интерфейсные кабели и аксессуары QX-1 61-000162-02 QX Cordset, переходник HAWK MV-4000 на штекер QX-1 M12 (винт), 1 м 61-000148-02 QX Cordset, переходник HAWK MV-4000 на штекер QX-1 M12 (винт), 3 м 98-000103-02 Интерфейсное устройство QX-1 99-000020-02 Фотодатчик QX, 4-контактный штекер M12, NPN, темный цвет, 2 м 99-000020-01 Фотодатчик QX, 4-контактный штекер M12, NPN, отключение затемнения, 2 м 20-610024-01 Разъем триггера, 4-контактный штекер (винтовой зажим, с возможностью подключения в полевых условиях) (самостоятельное подключение) Кабели управления осветителями серии Smart 12 13 61-35-01 Y-кабель, адаптер HAWK MV-4000 для осветителя серии Smart и QX-1, питание, 1 м 61-36-01 Y-кабель, адаптер HAWK MV-4000 для осветителя серии Smart и QX-1, вкл. / Выкл., 1 м 61-37-01 Y-кабель, адаптер HAWK MV-4000 для осветителя серии Smart и QX-1, стробоскоп, 1 м 61-000204-01 Кабель, от QX-1 до осветителя серии Smart, постоянное питание 61-000207-01 Кабель, от QX-1 к осветителю серии Smart, Вкл. / Выкл. 61-000218-01 * Кабель, от QX-1 к осветителю серии Smart, стробоскоп Авторские права © 2017 Omron Microscan Systems, Inc.Руководство по настройке HAWK MV-4000 14 15 Источник питания 97-000012-01 Источник питания, 100-240 В переменного тока, + 24 В постоянного тока, 12-контактная розетка M12 Крепление для осветителя HAWK MV-4000 и серии Smart Стандартное крепление 98- 54-01 Крепление APG, HAWK MV-4000 (требуется универсальное крепление) Осветитель серии Smart / Монтажные комплекты HAWK MV-4000 98-
20-01 Комплект, кронштейн, MAX 300 для HAWK MV-4000 98-21-01 Комплект, кронштейн, DOAL для HAWK MV-4000 98-22-01 Комплект, кронштейн, кольцо 60/70 для HAWK MV-4000 98-23-01 Комплект, кронштейн, кольцо 100 для HAWK MV-4000 98-37-01 Комплект, Smart Series Pharmalite, HAWK MV-4000 Лицензирование Обновление лицензии HAWK MV-4000 LIC-0700-003 * Лицензия, Машинное зрение, AutoVISION LIC-0700-006 * Лицензия, Машинное зрение, Visionscape LIC-0700-009 * Лицензия, Машинное зрение, Проверка / OCV LIC-0700-011 * Лицензия, Машинное зрение, Датчик AutoVISION LIC-0700-325 * Лицензия, Машинное зрение, Разблокировка машинного зрения Комплекты камеры с лицензией, объективом, IP-крышкой и креплением 0.3 мегапикселя, стандартный объектив 8211-1090-0102 HAWK MV-4000-03, AutoVISION + Visionscape, стандартный объектив 9 мм, IP-крышка, универсальное крепление 8111-1160-0102 HAWK MV-4000-03, AutoVISION + Visionscape, стандартный объектив 16 мм, IP-крышка, универсальное крепление 1,3 мегапикселя, стандартный объектив 8112-1120-0104 HAWK MV-4000-13, AutoVISION + Visionscape + Verification / OCV, 12,5 мм Станд. Объектив, IP-крышка, универсальное крепление 8112-1250-0104 HAWK MV-4000-13, AutoVISION + Visionscape + Verification / OCV, 25 мм Станд. Объектив, IP-крышка, универсальное крепление 1.3-мегапиксельный объектив с высоким разрешением 8212-2160-0104 HAWK MV-4000-13, AutoVISION + Visionscape + Ver. / OCV, высокое разрешение 16 мм. Объектив, IP-крышка, универсальное крепление 8212-2250-0104 HAWK MV-4000-13, AutoVISION + Visionscape + Ver. / OCV, высокое разрешение 25 мм. Объектив, IP-крышка, универсальное крепление 8212-2350-0104 HAWK MV-4000-13, AutoVISION + Visionscape + Ver. / OCV, высокое разрешение 35 мм. Объектив, IP-крышка, универсальное крепление 2,0 мегапикселя, стандартный объектив 8113-1160-0104 HAWK MV-4000-20, AutoVISION + Visionscape + Verification / OCV, 16 мм Станд.Объектив, IP-крышка, универсальное крепление 8113-1350-0104 HAWK MV-4000-20, AutoVISION + Visionscape + Verification / OCV, 35 мм Станд. Объектив, IP-крышка, универсальное крепление 2,0 мегапикселя, объектив высокого разрешения 8213-2160-0104 HAWK MV-4000-20, AutoVISION + Visionscape + Ver. / OCV, высокое разрешение 16 мм. Объектив, IP-крышка, универсальное крепление 8213-2250-0104 HAWK MV-4000-20, AutoVISION + Visionscape + Ver. / OCV, высокое разрешение 25 мм. Объектив, IP-крышка, универсальное крепление 8213-2350-0104 HAWK MV-4000-20, AutoVISION + Visionscape + Ver. / OCV, высокое разрешение 35 мм.Объектив, IP-крышка, универсальное крепление 2.0 Цвет, стандартный объектив 8117-1090-0102 HAWK MV-4000-20C, AutoVISION + Visionscape, стандартный объектив 9 мм, IP-крышка, универсальное крепление 8117-1160-0102 HAWK MV-4000-20C, AutoVISION + Visionscape, стандартный объектив 16 мм, IP-крышка, универсальное крепление 8117-1350-0102 HAWK MV-4000-20C, AutoVISION + Visionscape, стандартный объектив 35 мм, IP-крышка, универсальное крепление 5,0 мегапикселя, объектив 1 дюйм 8014-3160-0104 HAWK MV-4000-50, AutoVISION + Visionscape + Verification / OCV, объектив 16 мм 1 ", без крышки, универсальное крепление 8214-3250-0104 HAWK MV-4000-50, AutoVISION + Visionscape + Verification / OCV, объектив 25 мм 1 ", IP-крышка, универсальное крепление 8214-3350-0104 HAWK MV-4000-50, AutoVISION + Visionscape + Verification / OCV, 35-мм объектив 1 ", IP-крышка, универсальное крепление Авторские права © 2017 Omron Microscan Systems, Inc.Руководство по настройке HAWK MV-4000 Электрические характеристики HAWK MV-4000-03, -03C, -13, -13C, -20, -20C, -50, -50C Рабочее напряжение для HAWK MV-4000 в условиях испытаний 24В Номинальный ток 600 мА Допуск рабочего напряжения ± 10% Полные электрические характеристики см. В Руководстве по интеллектуальной камере HAWK MV-4000. Вход 2 Общий вход Выход 2 Вход 3 Вход 1 Курок Общий выход Земля Власть Выход 1 Выход 3 Аналоговый выход Цифровой ввод / вывод и разъем питания 12-контактная розетка M12 Разъем VGA / USB 12-контактный разъем M12 Разъем 10/1000 Base-T 8-контактная розетка M12 с X-кодировкой Интерфейсное устройство QX-1 - для использования с HAWK MV-4000 (вид сверху) Курок п Т Разъем T на QX-1 Интерфейсное устройство - это триггерный разъем.Разъемы 1, 2 и 3 может использоваться для питания шины и данные в соответствии с требованиями приложение. Авторские права © 2017 Omron Microscan Systems, Inc. Земля + 10-28В Триггер / Новый мастер / Общий вход 1 Разъем триггера QX-1 (T), 4-контактный разъем Руководство по настройке HAWK MV-4000 Структура номера детали HAWK MV-4000 Номера деталей HAWK MV-4000 соответствуют формату 8ABS-LFFA-LPPP. 8 = Умная камера HAWK MV-4000 (А) Корпус 0 = без крышки объектива 1 = крышка объектива 50 мм 2 = крышка объектива 70 мм (B) Программное обеспечение = 1 (Машинное зрение) (S) Тип датчика 1 = VGA, моно 2 = 1.3 мегапикселя, моно 3 = 2 мегапикселя, моно 4 = 5 мегапикселей, моно 5 = VGA, цвет 6 = 1,3 мегапикселя, цвет 7 = 2 мегапикселя, цвет 8 = 5 мегапикселей, цвет (L) Объектив (см. Таблицу ниже) 0 = без линзы 1 = 2/3 дюйма Стандартное Def. 2 = 2/3 дюйма, высокое разрешение. 3 = 1 дюйм, высокое разрешение. (FF) Фокусное расстояние объектива 00 = без линзы XX = фокусное расстояние (мм) (см. Таблицу объективов ниже). (A) Принадлежности = 0 (L) Освещение = 0 (PPP) Лицензия 100 = Датчик AutoVISION 101 = АвтоВИДЕНИЕ 102 = AutoVISION + Visionscape 103 = AutoVISION + Проверка 104 = AutoVISION + Visionscape + Проверка Авторские права © 2017 Omron Microscan Systems, Inc.www.microscan.com
Исходные данные Exif:Тип файла: PDF Расширение типа файла: pdf Тип MIME: приложение / pdf Версия PDF: 1.6 Линеаризованный: Нет Дата создания: 2016: 07: 28 12: 10: 01Z Дата изменения: 2017: 11: 30 13: 51: 29-08: 00 Имеет XFA: Нет Набор инструментов XMP: Adobe XMP Core 5.6-c015 84.159810, 2016/09 / 10-02: 41: 30 Производитель: Acrobat Distiller 18.0 (Windows) Инструмент для создания: FrameMaker 2017.0.2 Дата метаданных: 2017: 11: 30 13: 51: 29-08: 00 Формат: заявка / pdf Название: Руководство по настройке HAWK MV-4000 Создатель: Идентификатор документа: uuid: bd0f5947-d6ea-4c74-987c-2d0d2f3e1b1f Идентификатор экземпляра: uuid: a770a651-fc7f-4151-b51c-318583487207 Макет страницы: одностраничный Режим страницы: UseNone Количество страниц: 9EXIF Метаданные предоставлены EXIF.инструменты(PDF) Изменение масштаба воспринимаемого переноса пространства в виртуальных средах
Изменение масштаба 30
Гранруд, К. Э. (2012). Оценка размеров удаленного объекта: Стратегия использования детьми и взрослыми. В
Хэтфилд Г. Оллред С. (ред.), Визуальный опыт: ощущение, познание и постоянство (стр.
87–102). Нью-Йорк: Издательство Оксфордского университета.
Гранчаров, Т. П., Кристиансен, В. Б., Бендикс, Дж., Бардрам, Л., Розенберг, Дж., & Funch-Jensen,
P. (2004). Рандомизированное клиническое испытание моделирования виртуальной реальности для лапароскопических навыков
обучение. Британский журнал хирургии, 91, 146-50.
Гречкин Т. Ю., Нгуен Т. Д., Плумерт Дж. М., Кремер Дж. Ф. и Кирни Дж. К. (2010). Как
влияет на метод представления и протокол измерения на оценку расстояния в реальной и
виртуальной средах? Транзакции ACM по прикладному восприятию, 7, 1–18.
Hills, J.М., Ватт, С. Дж., Лэнди, М. С., и Бэнкс, М. С. (2004). Наклон из-за текстуры и несоответствия
реплик: Оптимальная комбинация реплик. Journal of Vision, 4, 967-992.
Хатчисон, Дж. Дж. И Лумис, Дж. М. (2006). Влияет ли расход энергии на восприятие
эгоцентрической дистанции? Невозможность воспроизвести эксперимент 1 Проффитта, Стефануччи, Бэнтона и
Эпштейна (2003). Испанский журнал психологии, 9, 332-339.
Interrante, V., Anderson, L., & Рис, Б. (2006). Восприятие расстояния в иммерсивных виртуальных средах
, еще раз. Материалы конференции IEEE Virtual Reality Conference (стр. 3-10). Los
Alamitos, CA: IEEE Computer Society Press.
Кавшек М. и Гранруд К. Э. (2012). Оценка размеров детей и взрослых на близком и дальнем расстоянии
: проверка теории перцептивного обучения развития постоянства размера. i-
Perception, 3, 459-466.
Келли, Дж. У., Дональдсон, Л.С., Шолунд, Л.А., и Фрейберг, Дж. Б. (2013). Больше, чем просто восприятие – перекалибровка действия
: Прогулка по виртуальной среде приводит к изменению масштаба воспринимаемого пространства
. Внимание, восприятие и психофизика, 75, 1473-1485.
Высокопроизводительный обратный виртуальный скрининг и моделирование гомологии
3.1 Результаты IVS
Чтобы проверить функциональность IVS в DockoMatic 2.0 и продемонстрировать возможность использования различных стыковочных механизмов, мы повторили часть опубликованного исследования IVS с использованием 15 рецепторов, участвующих в раковых процессах. (Инвентарные номера PDB: 2W15, 1Z6T, 3C4C, 3HMI, 1M6I, 2HYY, 2ISI, 2WIH, 2O21, 3EWT, 1BXL, 1ZY3, 2VM6, 2FQQ и 3MVH) и три фенольных лиганда природного продукта (эгелинол и клаволинол) коникахинон А). 6 Мы провели исследование IVS с использованием DockoMatic и выполнили два испытания: одно с AutoDock Vina в качестве модуля стыковки, а второе с использованием AutoDock V 4.2. Чтобы подтвердить достоверность результатов IVS, полученных в DockoMatic, мы повторили каждое исследование с использованием AutoDock Vina и AutoDock V 4.2 независимо от DockoMatic. Каждый эксперимент проводили в трех повторностях, и результаты ранжировали в соответствии с относительной свободной энергией связывания (). Испытания в трех экземплярах демонстрируют степень вариативности, достигаемую даже наиболее известными стыковочными двигателями (AutoDock и AutoDock Vina).Рекомендуется проводить несколько испытаний для получения воспроизводимых качественных результатов молекулярного стыкования, поскольку при однократном поиске выявляется недостаточное конформационное пространство для получения надежных результатов с помощью AutoDock или AutoDock Vina. Мы эмпирически выбрали трехкратные испытания в качестве минимального количества стохастических прогонов для выборки достаточного конформационного пространства для получения надежных результатов с помощью AutoDock или AutoDock Vina (). Можно не только увидеть изменчивость результата стыковочного двигателя, но и продемонстрировать полезность DockoMatic для управления многими расчетами стыковки, необходимыми для получения воспроизводимых результатов в небольшом базисном наборе.
Таблица 1
Результаты стыковочного модуля IVS для заданий, выполняемых в DockoMatic или независимо от DockoMatic с использованием AutoDock или AutoDock Vina в качестве стыковочного модуля. Средняя энергия связи приведена для трех испытаний со стандартными значениями ошибки.
Aegelinol Clavaminol A Conicaquinone A Код PDB AutoDock в DockoMatic Auto Dock PDB Code AutoDock AutoDockAutoDock DockoMDockoMatic AutoDock 1M61 −4.58 ± 0,107 −5,42 ± 0,036 1M61 −6,18 ± 0,040 −7,15 ± 0,071 1BXL −8,60 ± 0,030 −8,62 ± 0,044 2F14 −6 −5,16 ± 0,020 1Z6T −6,12 ± 0,046 −6,90 ± 0,032 1M61 −8,39 ± 0,026 −8,45 ± 0,032 1Z6T 0,03 ± 4,28 5,00 ± 0,031 1ZY3 −5.89 ± 0,050 −6,74 ± 0,023 1Z6T −8,22 ± 0,044 −8,33 ± 0,035 1ZY3 −4,20 ± 0,061 −4,78 ± 0,017 cl114 −5 cl114 −5 −6,26 ± 0,031 1ZY3 −8,11 ± 0,057 −8,20 ± 0,056 2HYY −4,16 ± 0,036 −4,67 ± 0,040 2FQQ −5,6 6,12 ± 0,025 2FQQ −7.84 ± 0,035 −8,00 ± 0,050 2ISI −4,05 ± 0,068 −4,32 ± 0,035 2HYY −5,54 ± 0,062 −5,61 ± 0,046 2HYY 900,71 ± 0,0314 −7,62 ± 0,035 1BXL −3,93 ± 0,071 −4,20 ± 0,021 2ISI −5,50 ± 0,039 −5,55 ± 0,038 2ISI ,09 ± 7,29 ± 7,29 7,44 ± 0,0322VM6 −3.85 ± 0,044 -4,08 ± 0,025 2VM6 -5,49 ± 0,049 -5,42 ± 0,025 2O21 -7,00 ± 0,025 -6,89 ± 0,046 2141 -3 900,69 0,029 ± 3 −3,95 ± 0,032 2W15 −5,47 ± 0,067 −5,38 ± 0,057 2VM6 −6,79 ± 0,049 −6,71 ± 0,030 2W15 314– 0,07 3,84 ± 0,040 2W1H −5.38 ± 0,038 −5,32 ± 0,029 2W1H −6,68 ± 0,046 −6,54 ± 0,040 2O21 −3,59 ± 0,056 −3,65 ± 0,021 2O21 ± 0,03−5,29 ± 0,021 3C4C −6,58 ± 0,038 −6,44 ± 0,035 3C4C −3,32 ± 0,040 −3,29 ± 0,036 3HMI 16 -5,203 5,17 ± 0,055 2W15 −6.51 ± 0,037 −6,33 ± 0,046 3HMI −3,20 ± 0,045 −3,26 ± 0,038 3C4C −5,08 ± 0,049 −5,14 ± 0,025 3MVH 4−6,32 ± 0,015 3EWT −3,08 ± 0,039 −3,21 ± 0,063 3EWT −5,07 ± 0,036 −5,00 ± 0,035 3HMI −6,27 ± 0,032 6,24 ± 0,0603MVH −2.99 ± 0,035 −3,12 ± 0,055 3MVH −4,80 ± 0,064 −4,89 ± 0,061 3EWT −6,22 ± 0,020 −6,12 ± 0,032
Код PDB Vina с DockoMatic Vina PDB Code Vina с Dockomatic Vina PDB Code Vina с DockoMatic Vina 2W15 0−8.057 -8,90 ± 0,036 3HMI -6,40 ± 0,070 -6,34 ± 0,032 3C4C -9,80 ± 0,052 -10,12 ± 0,032 1Z6T 14314-8,60 ± 0,060 2HYY -6,33 ± 0,035 -6,20 ± 0,047 1Z6T -9,70 ± 0,036 -10,00 ± 0,075 3C4C -8,0014 ± 0,08 90 0,0863C4C −5.67 ± 0,035 −5,78 ± 0,040 2W15 −9,40 ± 0,055 −9,70 ± 0,059 3HMI −8,00 ± 0,095 −7,90 ± 0,085 2W15 3−5,6 −5,61 ± 0,070 1M6I −8,67 ± 0,015 −9,33 ± 0,046 1M6I −7,97 ± 0,021 −7,90 ± 0,101 ,503 5,52 ± 0,040 2HYY −8.53 ± 0,031 -9,40 ± 0,055 2HYY -7,93 ± 0,036 -7,80 ± 0,072 1Z6T -5,50 ± 0,050 -5,50 ± 0,060 2O21 −8,64 ± 0,025 2ISI −7,30 ± 0,031 −7,50 ± 0,064 2ISI −5,50 ± 0,055 −5,45 ± 0,076 3HMI ,33 ± 0,031 8,30 ± 0,056 2W1H −7.10 ± 0,061 -7,60 ± 0,101 1ZY3 -5,33 ± 0,025 -5,32 ± 0,055 2ISI -8,10 ± 0,061 -8,10 ± 0,049 2O21 ± 0,0314−7,00 ± 0,067 2W1H −5,13 ± 0,036 −5,00 ± 0,058 2W1H −8,10 ± 0,067 −8,10 ± 0,082 3EWT ,27 903 – 0,035 6,90 ± 0,067 2O21 −5.00 ± 0,045 −5,10 ± 0,066 1ZY3 −6,40 ± 0,059 −6,67 ± 0,045 1BXL −6,20 ± 0,026 −6,74 ± 0,049 2VM −6 0,036 ± 4 -4,54 ± 0,075 2VM6 -6,00 ± 0,061 -6,00 ± 0,055 1ZY3 -5,80 ± 0,047 -5,80 ± 0,072 3EWT 5,40 ± 0,084 1BXL −5.80 ± 0,042 −5,54 ± 0,072 2VM6 −5,20 ± 0,053 −5,24 ± 0,042 2FQQ −3,97 ± 0,065 −3,90 ± 0,080 214Q −5 900.60 ± 0,080 −5,78 ± 0,061 2FQQ −5,10 ± 0,040 −4,99 ± 0,045 1BXL −3,43 ± 0,017 −3,81 ± 0,049 3EWT 0,055−5,50 5,40 ± 0,056 3MVH −3.90 ± 0,063 -3,90 ± 0,114 3MVH -2,97 ± 0,055 -3,20 ± 0,055 3MVH -4,50 ± 0,036 -4,40 ± 0,044 Структуры трех лигандов , эгинол, клаваминол А и коникахинон А были созданы в MarvinSketch (Marvin Suite V 5.10.3) и сохранены в формате файла pdb. Образцы каждого из пятнадцати белковых рецепторов были загружены из банка данных белков RCSB (rcsb.org) и подготовлены в AutoDockTools V 1.5.4 (ADT), удаляя молекулы воды и добавляя полярные атомы водорода с зарядами Гастайгера. 21,22 Для исследования IVS с использованием AutoDock Vina координаты блока сетки, указанные Lauro et al. были скопированы в текстовый файл в соответствии с входными характеристиками AutoDock Vina. 6 Текстовые файлы со списком координат лиганда, рецептора и блока были введены в DockoMatic 2.0. Настройка по умолчанию для молекулярной стыковки в DockoMatic составляет 100 циклов; использовалась эта настройка по умолчанию. Для исследования IVS с AutoDock V 4.2, файлы параметров сетки (gpf) были созданы с использованием координат, подробно описанных Lauro et al. с помощью ADT. 6 Текстовые файлы списка параметров лиганда, рецептора и сетки были введены в DockoMatic 2.0. Расчеты стыковки выполнялись на кластере Beowulf в Государственном университете Бойсе, который состоит из 61 узла с процессорами 122 Xeon с тактовой частотой 2,4 ГГц и трехузлового кластера разработки с шестью процессорами Xeon с частотой 2,4 ГГц.
Для проверки результатов оценки свободной энергии связи при использовании AutoDock Vina и AutoDock V 4.2 выбраны в качестве стыковочных двигателей в DockoMatic 2.0, исследование было повторено независимо с использованием AutoDock Vina и AutoDock V 4.2. Эти отдельные испытания были организованы как отдельные эксперименты с использованием модулей стыковки и связанных программ (например, ADT), загруженных из Института Скриппса (scripps.edu) на персональный компьютер. Были использованы те же лиганды, рецепторы и параметры, подготовленные для использования в исследовании IVS при поддержке DockoMatic. Исследования с использованием AutoDock Vina и AutoDock V 4.2 проводились на персональном компьютере с Windows 7, 64-разрядная версия, двухъядерный процессор AMD Athlon 64 X2 6400+ (3.21 ГГц) с 4 ГБ памяти DDR2.
Результаты этого сравнительного анализа согласуются между испытаниями DockoMatic и использованием стыковочных двигателей независимо от использования DockoMatic (). Небольшая вариабельность оценки свободной энергии связывания связана с недетерминированным характером алгоритмов оптимизации, используемых в AutoDock Vina и AutoDock V 4.2. 4,23 Для получения согласованных результатов было проведено три испытания для каждого из четырех экспериментов. Средняя энергия связи для трех повторных экспериментов по связыванию обеспечила прямую корреляцию между всеми испытаниями.Во всех испытаниях, кроме одного, качественные результаты полностью совпадали (т. Е. Порядок лигандов на основе энергии связывания был согласованным). Единственный противоречивый результат находился в пределах стандартной ошибки трех испытаний. Эти результаты служат основой для повторных испытаний, которые будут оцениваться при выполнении расчетов молекулярного докинга. При выполнении множества повторяющихся испытаний DockoMatic намного превосходит ручные методы.
Преимущества DockoMatic реализуются во времени настройки эксперимента, параллельных вычислениях в кластере и анализе результатов ().Время ввода данных пользователем, необходимое для ввода файлов, используемых в нашем исследовании IVS, заняло менее минуты при использовании DockoMatic по сравнению с тридцатью минутами времени ввода при использовании автономных модулей стыковки для того же исследования. Общее время выполнения исследования IVS на кластере с использованием DockoMatic с AutoDock Vina составило менее 10 минут, а DockoMatic с AutoDock V 4.2 – менее 15 минут. Общее время работы на персональном компьютере с использованием AutoDock Vina и AutoDock составляло порядка 60 и 90 минут соответственно.DockoMatic компилирует расчеты стыковки лиганда с рецептором в один файл dlg вместе со справочным файлом pdb, содержащим результирующие позы связывания входных лигандов, от самой низкой до самой высокой энергии связывания, в отличие от компиляции результатов вручную при анализе нескольких заданий с помощью AutoDock Vina и AutoDock V 4.2 самостоятельно. 2
Таблица 2
Сравнение времени пользователя основных этапов создания модели гомологии для белка Col α 1 (XI) NPP, вручную и DockoMatic.
Blast Search Руководство DockoMatic Время 5 минут 1 минута Шаги 1) Введите последовательность целевого белка.
2) Выберите белки банка данных белков.
3) Запустите BLAST.
4) Выберите последовательность белка с наименьшим «значением E», например N-Концевой домен Nc4 коллагена IX
5) Загрузите и сохраните структуру шаблона1) Укажите выходной каталог
2) Введите (вставьте) последовательность для белка NPP столбца α 1 (XI) в TIM.
3) Поиск BLAST.
4) Выберите последовательность белка с наименьшим «значением E», например N-концевой домен Nc4 коллагена IX
MODELLER Руководство DockoMatic Время 45 минут 4 минуты ) Загрузите и разархивируйте файл структуры шаблона.
2) Создайте файл «.ali» для целевого белка.
3) Отредактируйте макрос align2d.py для имени последовательности целевого белка, например 2UUR.
4) Запустите код выравнивания mod9.9 align2d.py в MODELLER.
5) Создайте приемлемые метки файлов и сохраните файлы проекта в соответствии с инструкциями руководства.
6) Инициируйте создание модели.1) Укажите количество моделей для создания и запуска задания.
2) Выделите файл модели с самыми низкими показателями molpdf и DOPE.
3) Появятся данные о последовательности белков, чтобы пользователь мог их редактировать.
4) DockoMatic автоматически создает модели гомологии белка.3.2 Результаты моделирования гомологии
Для проверки новой функции моделирования гомологии TIM в DockoMatic и успешной реализации Java Netbeans мы использовали TIM для построения модели для домена NPP Col α 1 (XI), a Белок из 223 аминокислот, который не имеет экспериментально определенной структуры, но имеет модель гомологии, описанную в расчетах. 10 Процесс, необходимый пользователю для создания модели гомологии для белка NPP Col α 1 (XI) с использованием TIM в DockoMatic, сравнивали с ручным подходом с использованием индивидуальных программ BLAST и MODELLER.DockoMatic использует те же программы для построения моделей гомологии, но пользователь изолирован от деталей их работы с помощью графического интерфейса DockoMatic. 2 показано сокращенное сравнение времени, необходимого для выполнения каждого шага процесса создания модели гомологии впервые пользователем BLAST / MODELLER и DockoMatic. Подробная пошаговая процедура приведена в дополнительных материалах (Таблица S1).
Для первого пользователя создание модели гомологии для белка NPP Col α 1 (XI) с TIM в DockoMatic занимает примерно шесть минут, по сравнению с пятьюдесятью при использовании BLAST и MODELLER независимо друг от друга.Функция TIM обеспечивает интуитивно понятный и удобный интерфейс, который значительно упрощает создание моделей гомологии, проводя пользователя шаг за шагом через процесс создания модели гомологии. Хотя DockoMatic обращается к BLAST и MODELLER, он делает это таким образом, что от пользователя не требуется подготовка сценариев программирования и знакомство с кодом Python, что позволяет начинающим пользователям более эффективно создавать высококачественные модели гомологии. Важно отметить, что опытный пользователь MODELLER может подготовить модель гомологии АЭС примерно за 10 минут.Разница во времени объясняется тем, что вы знакомы с подготовкой сценариев программирования Python. Подготовленные сценарии обычно сохраняются для повторного использования в будущих проектах. Однако даже с этими преимуществами опытный пользователь все равно получит преимущество во времени, используя DockoMatic для создания моделей гомологии по сравнению с использованием автономных утилит.
Модели гомологии белка NPP, полученные с помощью процессов, указанных в, то есть модель гомологии, созданная вручную, и модель гомологии, созданная мастером TIM, идентичны, что определяется сравнением среднеквадратичного отклонения (rmsd).
3.4 Зависимости
DockoMatic объединяет сторонние приложения в согласованных усилиях по управлению стыковкой молекул. Для полного использования DockoMatic зависит от: AutoDock Vina, 4 AutoDock и AutoGrid 4.0, 4 от MGLTools prepare_ligand4.py, prepare_receptor4.py, prepare_gpf4.py и prepare_dpf4.py, 25 suite, babel и obconformer, 26 SWARM, 27 MODELLER, 28 и PyMol. 12
Идеальные и IMC для нормальных женщин размером 1 м61 (161 см)
Выше женщин длиной 1,61 м et souhaitez connaitre votre poids idéal ?
Notre outil a Calculé pour vous, votre poids idéal à partir de sept formules scientifiques.
Vous pouvez retrouver ci-dessous le détail par formule.Si vous faites 1,61 м (размер 161 см), всего штук, idéal составляет 46,50 кг и 76,50 кг selon les utilisées et vos caractéristiques Physiques.
Вот и все, что нужно для лечения 58,28 кг, и другие средства для лечения 58,28 кг .Formule de Lorentz
Le poids idéal d’une femme de 1,61m selon la formule de Lorentz est de 56,60 кг.Formule de Monnerot Dumaine
Le poids idéal d’une femme de 1,61m, selon la formule de Monnerot Dumaine varie entre 46,50 кг и 76,50 кг, selon la taille de poignet.
Tour de poignet Poids idéal 8 см 46,50 кг 9 см 48,50 кг 10 см 50 , 50 кг 11 см 52,50 кг 12 см 54,50 кг 13 см 56,50 кг 14 см 58,50 кг 15 см 60,50 кг 16 см 62,50 кг 17 см 64,50 кг 18 см 66,50 кг 19 см 68,50 кг 20 см 70,50 кг 21 см 72,50 кг 22 см 74,50 кг 23 см 76,50 кг Формула Creff
Pour une femme de 1,61m, le poids idéal se situe selon formule de Creff entre 50,63 кг и 66,83 кг с функцией морфологии.Заливка плюс мелочь, от 50,63 кг до 54,68 кг.
Налить нормальные от 56,25 кг по 60,75 кг и еще больше от 61,88 кг до 66,83 кг.
Возраст Классическая морфология Тонкая морфология Большая морфология 15 ans 56,25 кг 50,63 кг 61,88 кг 16 ans 56,34 кг 50,71 кг 61,97 кг 17 ans 56,43 кг 50,79 кг 62,07 кг 18 ans 56 , 52 кг 50,87 кг 62,17 кг 19 ans 56,61 кг 50,95 кг 62,27 кг 20 ans 56,70 кг 51,03 кг 62,37 кг 21 ANS 56,79 кг 51,11 кг 62,47 кг 22 ANS 56,88 кг 51,19 кг 62,57 кг 23 ANS 56,97 кг 900 16 51,27 кг 62,67 кг 24 ANS 57,06 кг 51,35 кг 62,77 кг 25 ANS 57,15 кг 51,44 кг 62,87 кг 26 ANS 57,24 кг 51,52 кг 62,96 кг 27 ANS 57,33 кг 51, 60 кг 63,06 кг 28 ans 57,42 кг 51,68 кг 63,16 кг 29 ans 57,51 кг 51,76 кг 63,26 кг 30 ans 57,60 кг 51,84 кг 63,36 кг 31 ans 57,69 кг 51,92 кг 63,46 кг 32 ANS 57,78 кг 52,00 кг 63,56 кг 33 ANS 57,87 кг 900 16 52,08 кг 63,66 кг 34 ans 57,96 кг 52,16 кг 63,76 кг 35 ans 58,05 кг 52,25 кг 63,86 кг 36 ANS 58,14 кг 52,33 кг 63,95 кг 37 ANS 58,23 кг 52, 41 кг 64,05 кг 38 ans 58,32 кг 52,49 кг 64,15 кг 39 ans 58,41 кг 52,57 кг 64,25 кг 40 ANS 58,50 кг 52,65 кг 64,35 кг 41 ANS 58,59 кг 52,73 кг 64,45 кг 42 ANS 58,68 кг 52,81 кг 64,55 кг 43 ANS 58,77 кг 900 16 52,89 кг 64,65 кг 44 ANS 58,86 кг 52,97 кг 64,75 кг 45 ANS 58,95 кг 53,06 кг 64,85 кг 46 ANS 59,04 кг 53,14 кг 64,94 кг 47 ANS 59,13 кг 53, 22 кг 65,04 кг 48 ANS 59,22 кг 53,30 кг 65,14 кг 49 ANS 59,31 кг 53,38 кг 65,24 кг 50 ANS 59,40 кг 53,46 кг 65,34 кг 51 ANS 59,49 кг 53,54 кг 65,44 кг 52 ANS 59,58 кг 53,62 кг 65,54 кг 53 ANS 59,67 кг 900 16 53,70 кг 65,64 кг 54 ANS 59,76 кг 53,78 кг 65,74 кг 55 ANS 59,85 кг 53,87 кг 65,84 кг 56 ANS 59,94 кг 53,95 кг 65,93 кг 57 ANS 60,03 кг 54, 03 кг 66,03 кг 58 ANS 60,12 кг 54,11 кг 66,13 кг 59 ANS 60,21 кг 54,19 кг 66,23 кг 60 ANS 60,30 кг 54,27 кг 66,33 кг 61 ANS 60,39 кг 54,35 кг 66,43 кг 62 и 60,48 кг 54,43 кг 66,53 кг 63 и 60,57 кг 900 16 54,51 кг 66,63 кг 64 и 60,66 кг 54,59 кг 66,73 кг 65 AN 60,75 кг 54,68 кг 66,83 кг Formule de Broca
Le poids idéal d’une femme de 1,61m selon la formule de Broca est de 61,00 кг.Formule de Devine
Le poids idéal d’une femme de 1,61m selon la formule de Devine est de 53,29 кг.Formule de Peck
Vous mesurez 1,61m et vous êtes une femme de moins de 18 ans? Состав: 50,69 кг.
Si vous êtes une femme de plus 18 ans, selon cette même formule, votre poids idéal pour 1,61m est de 53,85 кг.Формула Борнхардта
Составляющая формула Борнхардта, адаптированная для женщин, идеальные пары для тела на 1,61 мес, включают в себя 46,96 кг и 64,40 кг, изменяемые веса тела.
Tour de poitrine Poids idéal 70 см 46,96 кг 71 см 47,63 кг 72 см 48,30 кг 73 см 48,97 кг 74 см 49,64 кг 75 см 50,31 кг 76 см 50,98 кг 77 см 51,65 кг 78 см 52,33 кг 79 см 53,00 кг 80 см 53,67 кг 81 см 54,34 кг 82 см 55,01 кг 83 см 55,68 кг 84 см 56,35 кг 85 см 57,02 кг 86 см 9001 6 57,69 кг 87 см 58,36 кг 88 см 59,03 кг 89 см 59,70 кг 90 см 60,38 кг 91 см 61,05 кг 92 см 61,72 кг 93 см 62,39 кг 94 см 63, 06 кг 95 см 63,73 кг 96 см 64,40 кг IMC idéal pour une femme de 1,61m
Налейте 1,61 мл воды, рекомендованной для IMC, как минимум 48 кг, максимум 65 кг и 57 кг.
Poids Заливка IMC 1,61 м Интерпретация (OMS) 45 кг 17,36 Maigreur 46 кг 17,75 Maigreur 47 кг 18,13 Maigreur 48 кг 18,52 Corpulence normale 49 кг 18,90 910 Нормальная полнота 50 кг 19,29 Нормальная полнота 51 кг 19,68 Нормальная полнота 52 кг 20,06 Нормальная полнота 53 кг 20,45 Нормальная полнота 54 кг 20,83 Нормальная полнота 55 кг 21,22 Нормальная полнота 56 кг 21,60 нормальная полнота 57 кг 21,99 Нормальная полнота 58 кг 22,38 Нормальная полнота 900 59 кг 22,76 Нормальная полнота 60 кг 23,15 Нормальная полнота 61 кг 23,53 Нормальная полнота 62 кг 23,92 нормальная полнота 63 кг 24,30 Нормальная полнота 64 кг 24,69 Нормальная полнота 65 кг 25,08 Сурпоиды 66 кг 25,46 Сурпоиды 67 кг 25,85 Сурпоиды 68 кг 26,23 Сурпоиды 69 кг 26,62 Сурпоиды 70 кг 27, 01 Сурпоиды 71 кг 27,39 Сурпоиды 72 кг 27,78 Сурпоиды 73 кг 28,16 Сурпоиды 74 кг 28,55 Сурпоиды 75 кг 28,9 3 Сурпоиды 76 кг 29,32 Сурпоиды 77 кг 29,71 Сурпоиды 78 кг 30,09 Obésité modérée (Classe 1) 79 kg 30,48 Obésité modérée (Classe 1) 80 kg 30,86 Obésité Classe (Modasser) 1 81 кг 31,25 Obésité modérée (Class 1) 82 kg 31,63 Obésité modérée (Classe 1) 83 32,02 Obésité modérée (Classe 1) 84 кг 32,41 Obésité modérée (Classe 1) 85 кг 9 0016 32,79 Obésité modérée (Classe 1) 86 кг 33,18 Obésité modérée (Classe 1) 87 кг 33,56 9 Obésité modérée (Class 1) 88 kg 33,95 Obésité modérée (Classe 1) 89 kg 34,34 Obésité modérée 90 кг 34,72 Obésité modérée (Class 1) 91 kg 35,11 Obésité élevée (Classe 2) 92 kg , 49 Obésité élevée (Classe 2) 93 кг 35,88 Obésité élevée (Classe 2) 94 кг 36,26 O bésité élevée (Classe 2) 95 кг 36,65 Obésité élevée (Classe 2) 96 kg 37,04 Obésité élevée) 910 (Class 2) 97 кг 37,42 Обещание élevée (класс 2) 98 кг 37,81 Obésité élevée (класс 2) 99 кг , 19 Obésité élevée (Classe 2) 100 kg 38,58 Obésité élevée (Classe 2) 101 kg 38,96 Obésité (Obésité élevée (Classe 2) Класс 2) 102 кг 39,35 Высшее достижение (Класс 2) 103 кг 39,74 Обещание élevée (Класс 2) 900 17104 кг 40,12 Морбид обезита 105 кг 40,51 Морбид обезита 106 кг 40,89 Морбид обезита 107 кг 41,28 Морбид обезита 108 кг 41,67 Морбид обезита 109 кг 42,05 Морбид Обезит 110 кг 42,44 Морбид обезита 111 кг 42,82 Морбид обезита 112 кг 43,21 Обезит morbide 113 кг 43,59 Обезит морбид 114 кг 43,98 Морбид обезита 115 кг 44,37 Морбид обезита 116 кг 44,75 Морбид обезита 117кг 45,14 Морбид обезита 118 кг 45,52 Морбид обезита 119 кг 45,91 Морбид обезита 88 кг46,29 Морбид обезита 121 кг 46,68 Морбид обезита 123 кг 122 кг 47,07 Морбид обезита 47,45 Морбид обезита 124 кг 47,84 91 087 Морбид обезита 125 кг 48,22 Морбид обезита 126 кг 48,61 Морбид обезита 127,00 49 Морбид обезита 128 кг 49,38 Морбид обезита 129 кг 49,77 Морбид обезита 130,15 Морбид обезита × Внимание! Это наша оценка всех женщин размером 1,61 м (161 см) с использованием различных научных методов.Ответьте, пожалуйста, на вопрос, касающийся votre poids il est essentiel de vous adresser à un foodniste.
Autres tailles de femmes proches de 1,61 m
Notez ce content
Loading …Таблица идеального веса для женщин
На основе индекса массы тела, оптимизировано для женщин
Используйте вкладки для просмотра таблицы в камнях, фунтах или килограммах.
Камни / Футы Фунты / Футы Килограммы / СантиметрыТаблица идеального веса для женщин (английская система мер)
Вес в камнях и фунтах / рост в футах и дюймахТаблица идеального веса для женщин (британская система мер)
Вес в фунтах / рост в футах и дюймахТаблица идеального веса для женщин (метрическая система)
Вес в килограммах / рост в сантиметрах
Ключ диаграммы ИМТ Избыточный Идеальный вес Недостаточный вес Индекс массы тела
Индекс массы тела (ИМТ) – это число, полученное путем деления вашего веса в килограммах на ваш рост в метрах в квадрате.
Индекс массы тела (ИМТ) = вес (кг) ÷ рост (м) 2
Не волнуйтесь, вам не нужно решать это самостоятельно, воспользуйтесь бесплатной пробной версией WLR, и компьютер рассчитает это за вас! Начать бесплатную пробную версию.
Наши диаграммы идеального диапазона веса основаны на индексе массы тела, модифицированном с учетом того, мужчина вы или женщина.
Индекс массы тела используется для определения того, попадает ли человек, мужчина или женщина, в широкий диапазон, считающийся здоровым, или выходит за рамки параметров, и если да, то в какой степени.
ИМТиспользуется учеными и исследователями для определения последствий для здоровья определенного веса при вашем росте.
ИМТ Категория Ниже 18,5 Недовес 18,5-25 Нормальный 25-30 избыточный вес Более 30 ожирение Хотите записать свой вес? Получите бесплатный профессионально оформленный PDF-файл с графиком веса с нашим двухнедельным информационным бюллетенем.