1М95 Токарно-фрезерно-сверлильный комбинированный Б/У – Биржа оборудования ProСтанки
- Доска объявлений
- Металлообработка
- Токарное оборудование
- Токарно-винторезные станки
Объявление не актуально!
Состояние – всё прекрасно работает, кроме освещения и подачи воды.
Патрон 250 мм.
Планировалось использовать станок как расточной – он для этого очень хорош.
Высота центров мм 235…355
Наибольший диаметр обрабатываемого изделия над станиной мм 500
Наибольший диаметр обрабатываемого изделия над суппортом мм 420
Расстояние между центрами мм 1000
Состояние – всё прекрасно работает, кроме освещения и подачи воды.
Патрон 250 мм.
Планировалось использовать станок как расточной – он для этого очень хорош.
Высота центров мм 235…355
Наибольший диаметр обрабатываемого изделия над станиной мм 500
Наибольший диаметр обрабатываемого изделия над суппортом мм 420
Наибольший диаметр обрабатываемого прутка мм 32
Диапазон чисел вращения шпинделя об/мин 28.
 ..125
..125Пределы шагов нарезаемой метрической резьбы мм 1…12
Пределы шагов нарезаемой модульной резьбы мм 0,25…35
Пределы шагов нарезаемой дюймовой резьбы ниток/дюйм 3…24
Пределы шагов нарезаемой питчевой резьбы питчей 40-8
Габаритные размеры станка (ДхШхВ) мм 2750х1255х1670
Масса станка кг 2170
Паспорт в электронном виде прилагается.
Демонтаж и погрузка входит в цену, возможна организация доставки по России.
Возможна продажа по безналу с НДС (+8%)
Находится в Мос. обл. рядом с г. Куровское
Создано 19.12.2015 Изменено 25.01.2016
Токарный станок бу Токарный по металлу БУ Бу токарно-винторезные Станки по металлу 1к62 Металлообрабатывающие станки
Похожие объявления
: токарные, фрезерные сверлильные, шлифовальные, сварочные, кузнечные, покрасочные работы, плазменная резка.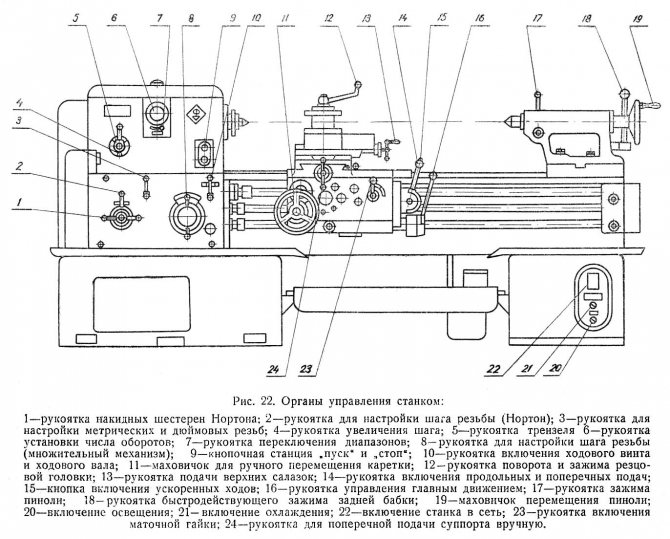 Гибка, рубка металла до 20 мм
Гибка, рубка металла до 20 мм
Состояние: Новый Производитель: ГК “Строй Двор”
ГК «Строй Двор»
Череповец (Россия)
Интересные статьи партнеров
Запуск оптоволоконного лазерного станка по металлу XTC-1530H/1500 Raycus в Набережных Челнах
Поставка и запуск оптоволоконного лазерного станка для резки металла XTC-1530H/2000 Raycus в Набережных-Челнах
Пусконаладка форматно-раскроечного станка WoodTec TOP POINT K 45 в Казани
Как делали судовые двигатели в прошлом веке – подборка старых фотографий
Пусконаладка оптоволоконного ручного сварочного аппарата для металла GW-1000/Reci в Череповце
Восстановление оптоволоконного лазерного станка — Наши инженеры спасают станок
Запуск оптоволоконного станка для резки металла XTC-1530H/2000 Raycus в Туле
Как придать дереву насыщенный черный цвет — инструкция как эбонизировать древесину
Вы недавно смотрели
Все просмотренные объявления →
1Д95 Станок токарно-винторезный комбинированный.
 Паспорт, схемы, характеристики, описание
Паспорт, схемы, характеристики, описаниеМеханизм, который используется для того, чтобы изменять направление подачи, не изменяя параметров вращения шпиндельного узла, расположен в передней бабке – в ее левой части. Подшипники качения передней бабки могут регулироваться, для чего используются специальные гайки.
Расположение органов управления токарно-винторезным станком 1д95
Перечень органов управления токарно-винторезного станка 1Д95
- Рукоятки установки числа оборотов шпинделя
- Рукоятка установки правой и левой резьб и подачи
- Рукоятки установки числа оборотов шпинделя
- Кнопка включения местного освещения
- Рукоятка поворота и крепления резцовой головки
- Рукоятке ручного перемещения резцовых салазок
- Рукоятка включения гайки ходового винта
- Кнопка включения быстрых ходов каретки и суппорта
- Выключатель вводной
- Лампа сигнальная
- Кнопка включения насоса охлаждения
- Кнопка выключения насоса охлаждения
- Указатель нагрузки
- Выключатель аварийный
- Рукоятка крепления задней бабки к станине
- Маховик перемещения пиноли задней бабки
- Рукоятка крепления пиноли задней бабки
- Винт поперечного перемещения задней бабки
- Кнопочная станция включения и выключения заточного приспособления
- Рукоятка управления направлением подачи
- Таблица с символами включения гайки ходового винта
- Рукоятки управления электродвигателем главного привода
- Рукоятка ручной поперечной подачи суппорта
- Маховик ручного перемещения каретки
- Рукоятка установки величины подачи или резьбы
- Рукоятка выбора типа резьбы и вида работ (резьбы или подачи)
- Рукоятка установки величины подачи или резьбы
- Таблица с символами для выбора подач и числа оборотов
- Винт подъема стола сверлильного агрегата
- Рукоятка для ускоренной подачи сверлильного шпинделя
- Маховик ручного замедленного перемещения шпинделя сверлильного агрегата
- Рукоятка для переключения скоростей вращения шпинделя сверлильного агрегата
- Кнопочная станция для включения и реверсирования электрического двигателя сверлильного агрегата
Обслуживание станка 1е95
При работе некоторые узлы станка требуют проведения регулировочных операций для сохранения их работоспособности.
Шпиндельная бабка прочно зафиксирована на станине с помощью 4-х болтов и шпильки. Но при работе или после перевозки возможно ее смещение. Для устранения этого необходимо открутить гайки болтов и шпильки, затем винтами вернуть бабку на ее штатное место и закрутить крепеж. Подшипники шпинделя установлены при сборке станка, их регулируют гайками только в случае крайней необходимости.
В том случае, если рукоятка не в состоянии обеспечить нужный прижим задней бабки к станине, это усилие можно отрегулировать. Отдайте гайки и измените место прижимной планки.
Направляющие кареток суппорта в процессе эксплуатации изнашиваются и требуют периодического устранения зазоров путем подтяжки регулирующих клиньев и устранения «мертвого» хода за счет изменения взаимного положения гайки с контргайкой.
Натяжение клинообразных ремней приводов – главного, масляного насоса и быстрых ходов коробки подач выполняется одинаково. Ослабляем болты салазок, на которых установлен электродвигатель, задаем нужную натяжку ремня (до 10 кг на один) и вновь зажимаем болты.
Марки масла, рекомендуемые для смазки
Для смазывания станка 1е95 применено несколько систем, в том числе:
- Автоматическая централизованная для коробки подач, шпиндельной бабки и ее подшипников.
- Циркуляционная проточная для фартука, ходового вала и винта, каретки, суппорта, гайки и винта поперечных салазок, направляющих салазок.
- Фитильная под задние подшипники винта и вала ходовых.
- Погружением (масляная ванна) к валу, зубчатым колесам и подшипникам коробки скоростей сверлильного агрегата.
- Ручная периодическая для элементов задней бабки (пиноли, винтовой пары, подшипников, эксцентрикового вала и направляющих).
Читать также: Как выбрать бензокосу по цене и качеству
В качестве жидкой смазки рекомендуется использовать масло индустриальное И-20А, И-30А либо ее аналоги R-20/32, OL -12/14, Shell, Mobil.
Описание комбинированного токарно-винторезного станка 1Д95
Комбинированный станок с переменной высотой центров от 235 до 355 мм выполняется с расстоянием между центрами 1000 мм.
Станина станка коробчатой формы с поперечными ребрами имеет две призматические направляющие. Передняя направляющая служит для передвижения каретки, задняя — перемещения задней бабки.
Станина устанавливается на две пустотелые тумбы. В левой тумбе смонтирован электродвигатель главного движения.
Коробка скоростей крепится и может передвигаться по вертикальным направляющим стойки, прикрепленной к левой головной части станины. Движение коробки скоростей передается от индивидуального электромотора, помещенного в левой тумбе станка, через клиноременную передачу.
Внутри коробки движение идет через валик фрикциона и шестеренный механизм к шпинделю и цепи подач. Переключением соответствующих рукояток коробки скоростей предоставляется возможность получить 6 различных скоростей вращения шпинделя при прямом вращении электродвигателя и 6 скоростей при обратном вращении.
Все шестерни выполнены из углеродистой стали с соответствующей термообработкой. Во избежание поломки зубцов шестерен не следует производить изменение скорости шпинделя на ходу. Пуск, останов и включение обратного хода производится рукояткой 14 (см. схему управления), управляющей фрикционной пластической муфтой.
Во избежание поломки зубцов шестерен не следует производить изменение скорости шпинделя на ходу. Пуск, останов и включение обратного хода производится рукояткой 14 (см. схему управления), управляющей фрикционной пластической муфтой.
Коробка подачи получает движение от коробки скоростей через сменные шестерни приклона. Механизм коробки подач дает возможность получить необходимые подачи и следующие виды резьб:
- метрические
- дюймовые
- модульные
- питчевые
Получение необходимых подач и резьб достигается переключением соответствующих рукояток коробки подач согласно таблицы, укрепленной на щитке коробки подач. Фартук снабжен 2-мя фрикционными муфтами, позволяющими осуществлять ход суппорта в продольном и поперечном направлениях. Фрикционные муфты дают возможность автоматически отключать подачу при перегрузках. Управление перемещением каретки и нижней части суппорта осуществляется рукоятками 25—29 (см. схему управления фиг. 3).
Механизма быстрого автоматического перемещения суппорта фартук не имеет. Фартук имеет блокирующий механизм, препятствующий одновременному включению ходового винта и ходового валика. Верхнее положение рукоятки 32 соответствует выключенному положению гайки ходового винта и дает возможность рукоятке 30 включать продольные и поперечные подачи. Нижнее положение рукоятки 32 соответствует включенному положению гайки ходового винта.
Фартук имеет блокирующий механизм, препятствующий одновременному включению ходового винта и ходового валика. Верхнее положение рукоятки 32 соответствует выключенному положению гайки ходового винта и дает возможность рукоятке 30 включать продольные и поперечные подачи. Нижнее положение рукоятки 32 соответствует включенному положению гайки ходового винта.
На оси XXIX смонтирован лимб продольной подачи с ценой деления 1 мм.
Суппорт, благодаря крестовой конструкции, имеет возможность перемещаться в продольном направлении по направляющим станины и в поперечном по направляющим каретки. Оба эти перемещения могут быть осуществлены как от механического привода с реверсом, так и от руки. Кроме того верхняя часть суппорта, несущая на себе 4-х гранную резцовую головку имеет независимое ручное продольное перемещение по направляющим средней поворотной части суппорта, которая может поворачиваться на 45° в ту и другую сторону. Задняя бабка крепится к задней стойке, по которой она может перемещаться в вертикальной плоскости.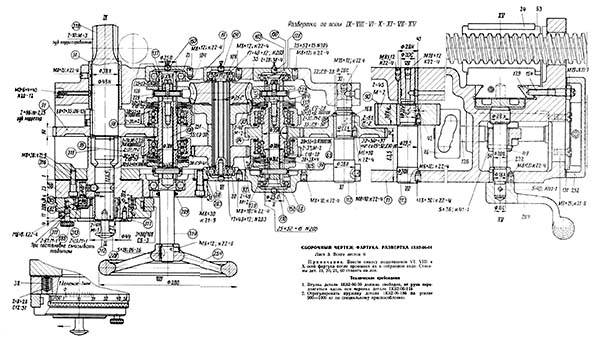 Вертикальное перемещение осуществляется винтом 33 (см. фиг. 3).
Вертикальное перемещение осуществляется винтом 33 (см. фиг. 3).
При точении конуса корпус задней бабки перемещается в поперечном направлении.
Сверлильный агрегат установлен на стойке передней бабки, имеет отдельный привод и может работать независимо от токарно-фрезерного агрегата.
Для получения необходимого числа оборотов сверла нужно установить клиновой ремень на соответствующую ступень шкива, согласно таблицы и рукоятку 18 (фиг. 3) переместить в нужное положение.
Охлаждение
Подача охлаждающей жидкости из эмульсионного бака, расположенного под корытом к месту резания осуществляется электронасосом, производительностью 22 л в минуту.
Патроны
Станок снабжен 3-х кулачковым самоцентрирующим патроном диаметром 250 мм; 4-х кулачковым патроном и поводковой планшайбой. Патроны, посредством фланцев, и поводковая планшайба навертываются на резьбу шпинделя до упора.
Люнеты
К станку прилагаются два люнета: подвижный и неподвижный.
Технические характеристики станка 1М95
Технические характеристики станка это основной показатель пригодности станка к выполнению определенных работ. Для токарно-винторезных станков основными характеристиками является:
- наибольший диаметр D обрабатываемой заготовки (детали)
- наибольшая растояние между центрами РМЦ
- наибольшая длинна обрабатываемой детали
- число оборотов шпинделя в минуту
Ниже приводится таблица с техническими характеристиками токарно-винторезного станка 1М95. Более подробно технические характеристики токарно-винторезного станка можно посмотреть в паспорте станка 1М95
| Величины | ||
| Высота центров | мм | 235…355 |
| Наибольший диаметр обрабатываемого изделия над станиной | мм | 500 |
| Наибольший диаметр обрабатываемого изделия над суппортом | мм | 420 |
| Расстояние между центрами | мм | 1000 |
| Наибольший диаметр обрабатываемого прутка | мм | 32 |
| Диапазон чисел вращения шпинделя | об/мин | 28…125 |
| Пределы шагов нарезаемой метрической резьбы | мм | 1…12 |
| Пределы шагов нарезаемой модульной резьбы | мм | 0,25…35 |
| Пределы шагов нарезаемой дюймовой резьбы | ниток/дюйм | 3…24 |
| Пределы шагов нарезаемой питчевой резьбы | питчей | 40-8 |
| Габаритные размеры станка (ДхШхВ) | мм | 2750х1255х1670 |
| Масса станка (без электрооборудования) | кг | 2170 |
Внимание! Технические характеристики, приведенные в вышестоящей таблице, являются справочными. Станки произведенные разными заводами изготовителями и в разные годы могут иметь характеристики отличающиеся от приведенных в таблице.
Станки произведенные разными заводами изготовителями и в разные годы могут иметь характеристики отличающиеся от приведенных в таблице.
Смазка станка 1Д95
Места смазки или заливки мест маслом, нормы и периоды смазки, наименование смазочных масел указаны в схемах мест смазки (фиг. 6 и 7).
Смазка механизма передней бабки осуществляется за счет масляной ванны. Разбрызгиванием масло попадает в лоток, откуда происходит смазка переднего подшипника. Кроме того, задний подшипник шпинделя получает дополнительную смазку, заливкой через специальную пробку. Смазка механизма коробки подач осуществляется за счет масляной ванны. Смазка механизма фартука, направляющих каретки и суппорта осуществляется централизованным путем от плунжерного насоса, установленного в фартуке.
Все остальные места, нуждающиеся в смазке, имеют ручную смазку от отдельных масленок согласно схеме смазки.
Перед пуском станка наполняются резервуары передней бабки, сверлильного агрегата, коробки подач, фартука до рисок «Уровень масла» и масленки маслом «Индустриальное 20».
В период эксплуатации станка необходимо следить за работой масляного насоса и за наличием смазочного материала в резервуарах через маслоуказатель.
Эксплуатация
Монтаж и наладку учебного оборудования должны выполнять профессионалы. Перед началом работы на ТВ-4 учащиеся обязательно должны ознакомиться с его конструкцией и техническими характеристиками, правилами ТБ.
Для монтажа станка должен быть обустроен фундамент высотой 10 см. Материалом для него могут служить деревянные бруски или бетон. Поскольку конструкция ТВ-4 не предусматривает наличия механизмов регулировки уровня, особое внимание нужно обратить на отсутствие перепадов высот платформы. Альтернативой является установка специальных регулируемых опор.
К нюансам эксплуатации станка относятся:
- Подготовка к работе. Очищение от антикоррозийной жидкости, заполнение емкости смазкой для коробки передач. При подключении к электрической сети обустраивается заземляющий контур и УЗО.

- Работа. Все рукояти должны стоять в исходном положении. Далее, можно выполнять предварительную настройку. Заготовку фиксируют между задней и передней бабкой. При помощи механизмов резцедержателя выставляется резец.
- Профилактика. После работы удаляется стружка и металлическая пыль, проверяется целостность и правильность функционирования главных узлов и агрегатов. Перед запуском проверяется уровень масла.

Описанное учебное оборудование не предназначено для массового производства, а значит, за степенью его нагрузки нужно тщательно следить.
Электрооборудование. Параметры электрических цепей станка 1Д95
- Питающая сеть: напряжение — 380 В, ток — трехфазный, частота — 50 Гц
- Цепь местного освещения: напряжение — 36 В, ток — переменный
На станке установлены четыре трехфазных короткозамкнутых асинхронных электродвигателя:
Первоначальный пуск токарно-винторезного станка 1Д95
При первоначальном пуске станка необходимо путем внешнего осмотра проверить надежность заземления и качество монтажа электрооборудования. После осмотра на клеммных наборах в шкафу управления отключить провода питания всех электродвигателей. При помощи вводного автомата (BB) станок подключить к цеховой сети. Проверить действие блокирующих устройств (кожyxa сменных шестерен и кожуха ограждения патрона). При помощи кнопок и рукояток управления проверить четкость срабатывания магнитных пускателей. После этого провода питания электродвигателей подключить на свои места. Проверить правильность вращения электродвигателей. При правильном подключении станка к питающей сети и при включении насоса охлаждения охлаждающая жидкость вытекает из сопла системы охлаждения. Убедившись в правильности вращения электродвигателей, можно приступить к опробованию станка в работе.
После осмотра на клеммных наборах в шкафу управления отключить провода питания всех электродвигателей. При помощи вводного автомата (BB) станок подключить к цеховой сети. Проверить действие блокирующих устройств (кожyxa сменных шестерен и кожуха ограждения патрона). При помощи кнопок и рукояток управления проверить четкость срабатывания магнитных пускателей. После этого провода питания электродвигателей подключить на свои места. Проверить правильность вращения электродвигателей. При правильном подключении станка к питающей сети и при включении насоса охлаждения охлаждающая жидкость вытекает из сопла системы охлаждения. Убедившись в правильности вращения электродвигателей, можно приступить к опробованию станка в работе.
Описание работы токарно-винторезного станка 1Д95
Схема электрическая принципиальная показана на рис — 21. В таблице 6 указан перечень к схеме. При включенных автоматах ВВ и В1 на станке можно производить токарные операции, сверлильные работы и заточку режущего инструмента. Запуск электродвигателя насоса охлаждения осуществляется пускателем РЗ путем нажатия на кнопку КнП1, расположенную на пульте управления. Управление шпинделем токарного станка осуществляется от двух независимых рукояток. Каждая из рукояток имеет самовозврат в нулевое положение (позиция 0) с помощью пружин. Благодаря этому, каждая из позиций рукоятки (I, II, III, IV) работает как кнопка (толчковая). Таким образом может быть осуществлен пуск, реверс электродвигателя в любую сторону с помощью поворота рукояток в одно из крайних положений (левое — позиция I диаграммы, правое — позиция II). При этом, соответственно, замыкаются нормально разомкнутые контакты микропереключателей 1П или 2П. Замкнувшийся контакт включает соответствующий пускатель (Р1 или Р2). Включившийся пускатель (PI или Р2) переходит в самопитание и запускает электродвигатель главного привода в ту или другую сторону. Электродвигатель приводит во вращение шпиндель по или против часовой стрелки. Из нулевого положения рукоятки могут бытъ выведены также в положение «от себя» (полностью или частично).
Запуск электродвигателя насоса охлаждения осуществляется пускателем РЗ путем нажатия на кнопку КнП1, расположенную на пульте управления. Управление шпинделем токарного станка осуществляется от двух независимых рукояток. Каждая из рукояток имеет самовозврат в нулевое положение (позиция 0) с помощью пружин. Благодаря этому, каждая из позиций рукоятки (I, II, III, IV) работает как кнопка (толчковая). Таким образом может быть осуществлен пуск, реверс электродвигателя в любую сторону с помощью поворота рукояток в одно из крайних положений (левое — позиция I диаграммы, правое — позиция II). При этом, соответственно, замыкаются нормально разомкнутые контакты микропереключателей 1П или 2П. Замкнувшийся контакт включает соответствующий пускатель (Р1 или Р2). Включившийся пускатель (PI или Р2) переходит в самопитание и запускает электродвигатель главного привода в ту или другую сторону. Электродвигатель приводит во вращение шпиндель по или против часовой стрелки. Из нулевого положения рукоятки могут бытъ выведены также в положение «от себя» (полностью или частично). При частичном, толчковом нажиме на рукоятки в положение «от себя» (позиция III диаграммы) размыкаются нормально замкнутые контакты конечных выключателей:
При частичном, толчковом нажиме на рукоятки в положение «от себя» (позиция III диаграммы) размыкаются нормально замкнутые контакты конечных выключателей:
- для правой рукоятки 1П (7-8)
- для левой рукоятки 2П (8-12)
Пускатель PI или Р2 теряет самопитание, отключается, электродвигатель со шпинделем останавливается. При необходимости быстрого торможения шпинделя рукоятки выводятся в положение «от себя» полностью до остановки шпинделя, что соответствует позиции IV на диаграммах. При этом замыкается нормально разомкнутые контакты 7-9 конечных выключателей ВПт3 и ВПт4. Включившийся пускатель Рт приводит электродвигатель в режим динамического торможения. После окончания торможения шпинделя рукоятки не следует держать в позиции ГУ во избежание чрезмерного нагрева электродвигателя. Торможение шпинделя осуществляется также при полном НАЖИМЕ на аварийную кнопку «Все стоп» (КнАв) благодаря замыканию нормально разомкнутым контактам 6-9. Взаимные блокировки, исключающие возможностъ одновременного включения пускателей PI, Р2 и Рт, осуществляются в схеме нормально замкнутыми контактами пускателей 9-10; 10-11; 18-20; 22-43. Запуск, реверс и остановка электродвигателя сверлильного агрегата осуществляется при помощи пускателей Р6 и Р7 путем нажатия на кнопки КнП3 (33-34), КнП4 (34-36) и КнС3 (31-32). Запуск и остановка электродвигателя заточного приспособления осуществляется пускателей Р5 путем наяатия не кнопки КнП2 (28-29) и КнС2(7-28). Остановку электродвигателей сверлильного агрегата и заточного приспособления можно осуществить путем нажатия на аварийную кнопку (КнАв). Нулевая защита осуществляется катушками магнитных пускателей. Защита от токов короткого замыкания осуществляется при помощи автоматических выключателей ВВ и В1. Защита от перегрузки электродвигателей осуществляется:
Запуск, реверс и остановка электродвигателя сверлильного агрегата осуществляется при помощи пускателей Р6 и Р7 путем нажатия на кнопки КнП3 (33-34), КнП4 (34-36) и КнС3 (31-32). Запуск и остановка электродвигателя заточного приспособления осуществляется пускателей Р5 путем наяатия не кнопки КнП2 (28-29) и КнС2(7-28). Остановку электродвигателей сверлильного агрегата и заточного приспособления можно осуществить путем нажатия на аварийную кнопку (КнАв). Нулевая защита осуществляется катушками магнитных пускателей. Защита от токов короткого замыкания осуществляется при помощи автоматических выключателей ВВ и В1. Защита от перегрузки электродвигателей осуществляется:
- главного привода — реле РТп1
- насоса охлаждения — реле РТп2
- заточного приспособления — реле РТп3
- сверлильного агрегата — реле РТп4
Включение электродвигателя шлифовального приспособления М4 осуществляется пакетным выключателем В2.
Строение коробки скоростей
При помощи коробки скоростей вращение от главного электрического двигателя передается шпиндельному узлу токарного станка ТВ-320. На трех валах коробки скоростей агрегата есть два блока шестерен, обеспечивающих 9 различных скоростей вращения шпинделя.
На трех валах коробки скоростей агрегата есть два блока шестерен, обеспечивающих 9 различных скоростей вращения шпинделя.
Корпус коробки скоростей может перемещаться по специальным пазам, что позволяет регулировать натяжение ремней, передающих вращение шпиндельному узлу. Чтобы переместить коробку, необходимо ослабить болты, которыми она фиксируется на направляющих. Чтобы валы коробки могли успешно переносить осевые и радиальные нагрузки, в их опорах установлены шариковые и роликовые подшипники, зазоры в которых регулируются при помощи специальных винтов и гаек.
Ремни, приводящие в движение шпиндель
Стандартное оснащение станка позволяет нарезать метрическую резьбу. Для других типов резьбы требуется дополнительный комплект шестерен, подбираемый согласно таблице на крышке гитары.
Сменные шестерни станка
Поезд Вустершир-Паркуэй в Университет (Бирмингем), 1ч 11м | Cheap Train Tickets & Timetables
From
To
Departure Time
Add return trip
Open Return
Passengers & Railcards
Из
Отправление
до
Прибытие
Сингл
return
Открытый возврат
ОТДЕЛ
Ср, 25 января 00:00
1 Взрослые 0 Дети
Поиск
Trip. comtrainslow-out (Бирмингем)
comtrainslow-out (Бирмингем)
Как получить билеты?
Worcestershire Parkway to University (Birmingham) Информация о поездке на поезде
Средняя продолжительность | 1H 11M |
|---|---|
Краткая продолжительность | 24M |
Требуется | . Для изменений |
| . | |
| 10079 | |
| для изменений | |
| . | |
| . | |
| . 19 | |
Железнодорожные компании | West Midlands Trains |
Worcestershire Parkway to University (Birmingham) Train Times
, 1 января, среда, 07:0003
07:36
Worcestershire Parkway
08:08
University (Birmingham)
C71287-1L98
07:36
Direct
08:08
Worcestershire Parkway
University (Birmingham)
C71287-1L98
32m
E-ticket
08:14
Worcestershire Parkway
08:38
University (Birmingham)
C71716-1M00
08:14
Direct
08:38
Worcestershire Parkway
University (Birmingham)
C71716-1M00
24M
E-Ticket
09:14
Worcestershire Parkway
Worcestershire Parkway
.
:38 University (Birmingham)
C71588-1M92
09:14
Direct
09:38
Worcestershire Parkway
University (Birmingham)
C71588-1M92
24M
E-Ticket
10:14
Worcestershire Parkway
10:38
Universit0003
C71722-1M01
10:14
Direct
10:38
Worcestershire Parkway
University (Birmingham)
C71722-1M01
24m
E-Ticket
11:14
Worcestershire Parkway
11:38
Университет (Бирмингем)
C71767-1M609
C71767-1M60
C71767-1M609
C71767-1M60
90029003
C71767-1M60
9003
.
0124Direct
11:38
Worcestershire Parkway
University (Birmingham)
C71767-1M60
24m
E-ticket
12: 14
Worcestershire Parkway
12:38
University (Birmingham)
C71593-1M94
12:14
Direct
12:38
Worcestershire Parkway
University (Birmingham)
C71593-1M94
24m
E-ticket
13:14
Worcestershire Parkway
13: 38
Университет (Бирмингем)
C71759-1M64
13:14
Direct
13:38
0002 University (Birmingham)C71759-1M64
24m
E-ticket
14:14
Worcestershire Parkway
14:38
University ( Birmingham)
C71601-1M99
14:14
Direct
14:38
Worcestershire Parkway
University (Birmingham)
C71601-1M99
24m
E-ticket
15:14
Worcestershire Parkway
15:38
University (Birmingham)
C71772-1M68
15:14
Direct
15:38
Worcestershire Parkway
Университет (Бирмингем)
C71772-1M68
9000 24m 2 29003
974447444
4744744744744744744744744744744747447447474749н.
0005 E-ticket
16:14
Worcestershire Parkway
16:38
University (Birmingham)
C71842-1M98
16:14
Direct
16:38
Worcestershire Parkway
University (Birmingham)
C71842-1M98
24m
E-ticket
 :38
:38  0124
0124 0005
0005 Просмотреть более поздние поезда
Worcestershire Parkway to University (Birmingham) Часто задаваемые вопросы о поездах
Сколько времени занимает поезд от Worcestershire Parkway до University (Birmingham)?
Поезд от Worcestershire Parkway до University (Birmingham) идет в среднем около 1 часа 11 минут.
Какова наименьшая продолжительность поездки на поезде из Вустершир-Паркуэй в Университет (Бирмингем)?
Самая короткая поездка на поезде от Вустершир-Паркуэй до Университета (Бирмингем) занимает около 24 метров.
Есть ли прямые поезда от Вустершир-Паркуэй до Университета (Бирмингем)?
Нет, прямого поезда от Worcestershire Parkway до Университета (Бирмингем) нет. Это путешествие требует как минимум 2 пересадок на поезд.
Сколько поездов отправляется из Вустершир-Паркуэй в Университет (Бирмингем) в день?
В среднем около 19 поездов отправляются из Вустершир-Паркуэй в Университет (Бирмингем) в день с 06:07 до 23:53.
Какие железнодорожные компании обслуживают поезда между Worcestershire Parkway и University (Birmingham)?
На маршруте от Вустершир-Паркуэй до Университета (Бирмингем) вы встретите поезда, которыми обслуживают несколько компаний, в том числе West Midlands Trains. Ознакомьтесь с железнодорожными компаниями и сравните их, чтобы получить представление о том, какие услуги они предоставляют при поездках на поезде из Вустершир-Паркуэй в Университет (Бирмингем).

Забронировать
Способы оплаты
Наши партнеры
Copyright © 2022 Trip. com Travel Singapore Pte. Ltd. Все права защищены
com Travel Singapore Pte. Ltd. Все права защищены
Оператор сайта: Trip.com Travel Singapore Pte. Ltd.
Почему голландцы такие высокие? Откровенно говоря, более описательным термином было бы
высоких земель или, по крайней мере, высоких людей- земель. Если вы не заметили, голландцы высокие. Реально высокий. Безумно высокий. Достаточно высокий, чтобы даже «нормально» высокий человек чувствовал себя низкорослым. На самом деле, это самые высокие люди в мире! Вы видели их в последнее время? Откровенно говоря, они вырываются из своих запыхавшихся паров!Проблемы голландцев! @amsteraam
Фотография, опубликованная Stuff Dutch People Like (@stuffdutchpeoplelike) в
Странно то, что голландцы не всегда были высокими. Вы когда-нибудь были в доме у канала 16 века? Эти крошечные двери и причудливо низкие потолки действительно предназначались для крошечных людей. Однако всего за столетие голландцы превратились из самых низкорослых наций в самых высоких хомо-сапиенс-сапиенсов на планете! Средний голландский мужчина имеет рост 1,837 м (6 футов 1 дюйм), а их длинные коллеги-женщины – респектабельные 1,69 м.3 м (5 футов 6 1 ⁄ 2 дюймов).
Однако всего за столетие голландцы превратились из самых низкорослых наций в самых высоких хомо-сапиенс-сапиенсов на планете! Средний голландский мужчина имеет рост 1,837 м (6 футов 1 дюйм), а их длинные коллеги-женщины – респектабельные 1,69 м.3 м (5 футов 6 1 ⁄ 2 дюймов).
Конечно, существует миллион и одна гипотеза о том, почему голландцы такие вертикально превосходящие существа. Сказочное здравоохранение? Безупречная гигиена? Улучшенные диеты? Щедрые привычки сна? Все это, конечно, играет роль, но я ставлю деньги на большой D. Dairy, т.е. Видели ли вы, сколько потребляется в этой стране? Я не одинок в своем заключении: недавнее исследование связало количество коров на душу населения с ростом населения страны. И угадайте, ребята, у голландцев точно нет недостатка в крупном рогатом скоте!
Бьюсь об заклад, вы думаете, что голландцам, должно быть, всем легко, в их высоких башнях превосходства высоты. В конце концов, разве нет всевозможных исследований о положительной корреляции между ростом и успехом? Подумайте еще раз, люди! Это не все развлечения и игры.