Станок токарно-револьверный универсальный 1П365 | Станочный Мир
Если Вам необходимо купить Станок токарно-револьверный универсальный 1П365 звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.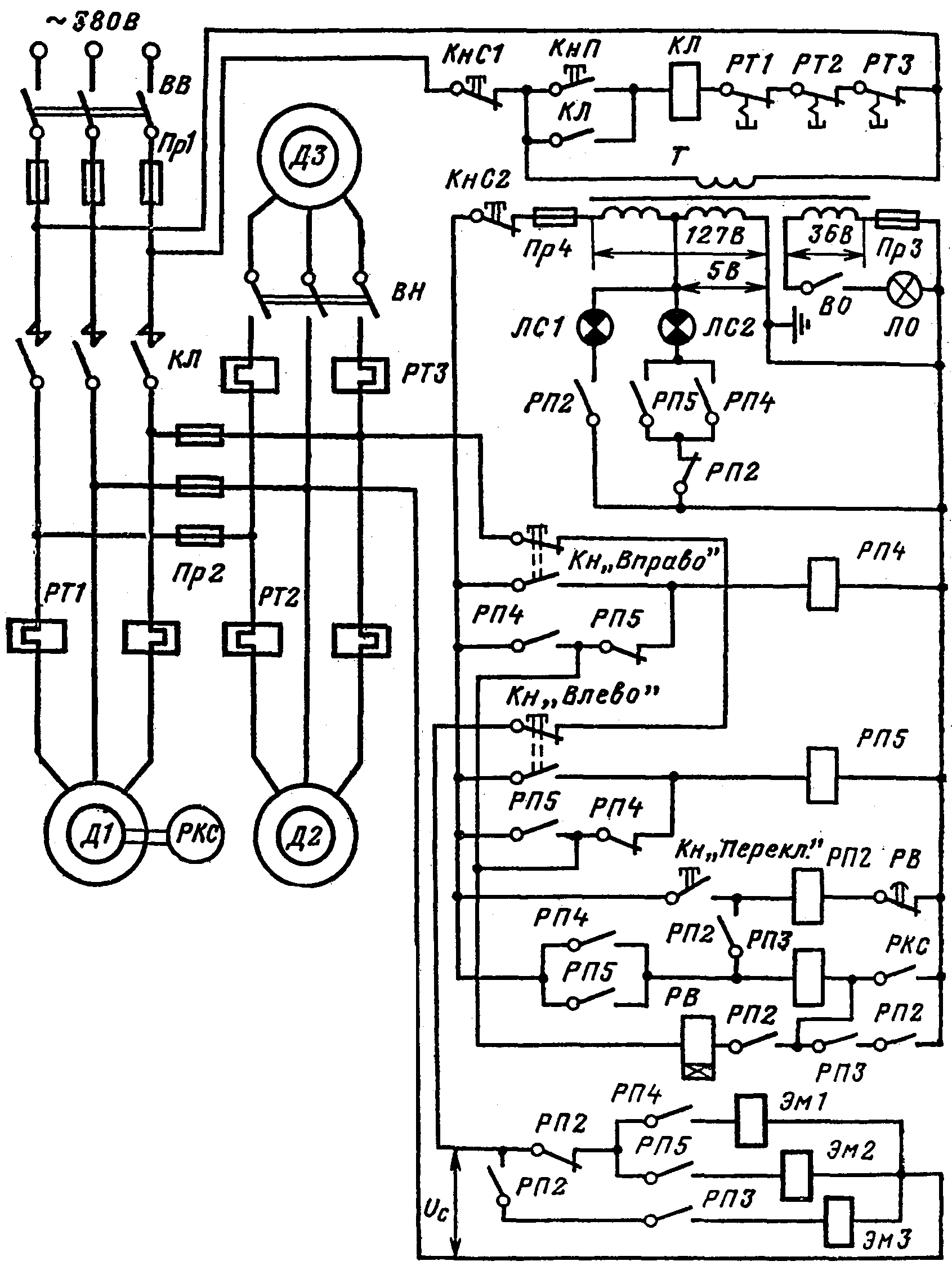
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок токарно-револьверный универсальный 1П365 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
Паспорт станок токарно револьверный 1п365
1П365, 1П371 Станок токарно-револьверный. Паспорт, схемы, характеристики, описаниеСведения о производителе токарно-револьверного станка 1П365 и 1П371
Изготовитель токарно-револьверного станка модели 1П365 и 1П371 – Алапаевский станкостроительный завод, АСЗ, основанный в 1942 году.
Станки, выпускаемые Алапаевским станкостроительным заводом, АСЗ
1П365, 1П371 Станок токарно-револьверный. Назначение, область применения
Станок токарно-револьверный 1П365 заменил в серийном производстве устаревшую модель 1365 и был заменен на более совершенную модель 1М365.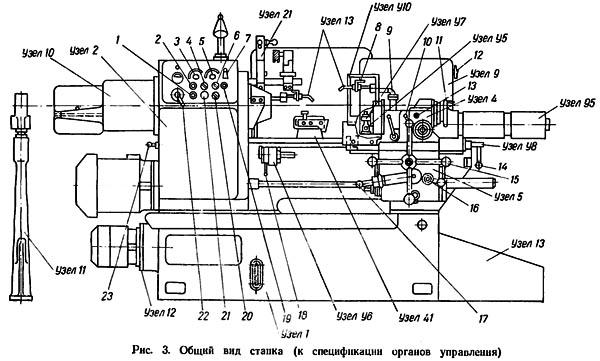
Универсальные токарно-револьверные станки 1П365 и 1П371 предназначены для высокопроизводительной обработки разнообразных деталей из чугуна, стали и цветных металлов инструментом из твердых сплавов и быстрорежущей стали деталей из штучных заготовок (поковок, штамповок, отливок и т. п.) диаметром до 500 мм и из прутка диаметром до 80 мм.
Станки 1П365 предназначены для обработки в патроне штучных заготовок с наибольшим диаметром обработки над станиной 500 мм, изготовление которых требует выполнения ряда последовательных переходов: обтачивания, сверления, растачивания, развертывания, нарезания резьбы и др. в условиях серийного производства.
На станках можно выполнять черновое и чистовое точение, растачивание, сверление, зенкерование, развертывание и нарезание резьбы специальными приспособлениями.
Особенности конструкции и принцип работы станка 1п365
Токарно-револьверные станки 1П365 и 1П371 имеют револьверный суппорт с шестигранной револьверной головкой с вертикальной осью вращения. Поперечный суппорт мостового типа с передней четырехгранной головкой и задним резцедержателем на один резец. В специальном резцедержателе можно устанавливать несколько резцов.
Поперечный суппорт мостового типа с передней четырехгранной головкой и задним резцедержателем на один резец. В специальном резцедержателе можно устанавливать несколько резцов.
Обрабатываемая деталь закрепляется в обычном самоцентрирующем или пневматическом патроне. Весь необходимый для данной операции комплект режущих инструментов устанавливается в шестипозиционной револьверной головке и в четырехстороннем резцедержателе суппорта.
На станке 1П365 деталь может быть обработана в шести позициях. Возможна параллельная работа инструментов, установленных в револьверной головке, и инструментов, установленных в резцедержателе суппорта.
Инструмент и ограничители хода суппортов (упоры) устанавливаются с таким расчетом, чтобы обрабатываемая деталь получила после обработки заданные размеры.
Компоновка узлов общепринятая для этого типоразмера универсальных револьверных станков. Все управление коробки скоростей и коробки подач гидравлическое. Выбор чисел оборотов шпинделя и величин подач на всех моделях преселективный.
Переключение чисел оборотов шпинделя и величин подач происходит при медленном повороте шестерен.
Станина станка жесткой конструкции с плоскими направляющими. Монтируется на двух тумбах, на которые устанавливается корыто для сбора стружки и охлаждающей жидкости. У корыта имеются два бака: один для масла гидропривода и смазки, другой для охлаждающей жидкости. В левой тумбе станины монтируется электродвигатель главного привода станка. Задняя стенка станины имеет два окна для свободного выхода стружки.
Габарит рабочего пространства токарно-револьверного станка 1П365, 1П371
Габарит рабочего пространства станка 1п365, 1п371
Посадочные и присоединительные базы токарно-револьверного станка 1П365, 1П371
Шпиндель токарно-револьверного станка 1п365, 1п371
Револьверная головка токарно-револьверного станка 1М365
Револьверная головка токарно-револьверного станка 1М365. Смотреть в увеличенном масштабе
Общий вид токарного токарно револьверного станка 1П365
Общий вид токарного токарно револьверного станка 1п365
Общий вид токарного токарно револьверного станка 1П365. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Фото токарно-револьверного станка 1п365
Фото токарного револьверного станка 1П365. Смотреть в увеличенном масштабе
Фото токарно-револьверного станка 1п365
Фото токарного револьверного станка 1П365. Смотреть в увеличенном масштабе
Расположение органов управления токарно-револьверным станком 1П365
Расположение органов управления токарным станком 1п365
Расположение составных частей токарно-револьверного станка 1П365
Расположение составных частей токарного станка 1п365
Перечень составных частей токарно-револьверного станка 1П365
Основные узлы станка:
- 3. коробка подач
- 5. передняя бабка
- 6. станина
- 11. поперечный суппорт
- 13. револьверная головка
- 15. револьверный суппорт
- 17. шкаф с электрооборудованием
Перечень органов управления токарно-револьверным станком 1П365
- выключатель электродвигателя насоса охлаждения;
- выключатель освещения;
- выключатель мелкого и крупного ряда подач;
- кнопка «Пуск» главного электродвигателя;
- рукоятка-грибок для предварительной установки подач поперечного суппорта;
- рукоятка-грибок для предварительной установки подач продольного суппорта;
- рукоятка включения правого и левого вращения, а также тормоза шпинделя;
- рукоятка-грибок для предварительной установки частоты вращения шпинделя;
- рукоятка включения скоростей подач;
- маховик для ручного продольного перемещения поперечного суппорта;
- падающая рукоятка для включения продольной подачи поперечного суппорта;
- рукоятка для включения ускоренного перемещения поперечного суппорта;
- рукоятка для закрепления поперечного суппорта на станине;
- маховик поперечного перемещения поперечного суппорта;
- рукоятка для поворота и зажима резцовой головки поперечного суппорта;
- рукоятка для закрепления поперечных салазок поперечного суппорта;
- рукоятка включения правых и левых подач поперечного суппорта;
- рукоятка включения поперечной подачи поперечного суппорта;
- рукоятка фиксации и закрепления револьверной головки;
- рукоятка включения ускоренного хода продольного суппорта;
- падающая рукоятка для включения и выключения продольной подачи продольного суппорта;
- маховик для продольного перемещения продольного суппорта вручную;
- рукоятка включения правой и левой подачи продольного суппорта;
- выключатель для включения станка в сеть;
- гидропривод станка;
- коробка подач с гидравлическим управлением;
- гидравлическое управление коробкой скоростей;
- передняя бабка;
- трубопроводы для подачи охлаждающей жидкости;
- резцовая головка;
- поперечный суппорт;
- станина;
- электродвигатель с насосом для подачи охлаждающей жидкости;
- револьверная головка;
- продольный суппорт;
- шкаф с электрооборудованием;
- коробка передач;
- электродвигатель ускоренного перемещения суппортов;
- вспомогательный привод для ускоренного перемещения суппортов
Cхема структурная револьверного станка 1П365
Структурная схема токарного станка 1п365
Кинематическая схема токарно-револьверного станка 1П365
Кинематическая схема револьверного станка 1п365
1. Кинематическая схема токарно-револьверного станка 1П365. Смотреть в увеличенном масштабе
Кинематическая схема токарно-револьверного станка 1П365. Смотреть в увеличенном масштабе
2. Кинематическая схема токарно-револьверного станка 1П365. Смотреть в увеличенном масштабе
3. Кинематическая схема токарно-револьверного станка 1П365. Смотреть в увеличенном масштабе
2. Расположение подшипников токарно-револьверного станка 1п365. Смотреть в увеличенном масштабе
Движения в станке:
- Основные
- главное движение
- продольные подачи револьверного суппорта
- продольные и поперечные подачи поперечного суппорта
- Вспомогательные
- быстрое продольное перемещение
- перемещение суппортов вручную
- поворот револьверной головки поперечного суппорта вручную
- поворот резцедержателя поперечного суппорта вручную
Особенность токарно-револьверного станка 1П365 заключается в том, что он имеет гидрофицированное управление с переселективным изменением частоты вращения шпинделя и подач суппортов.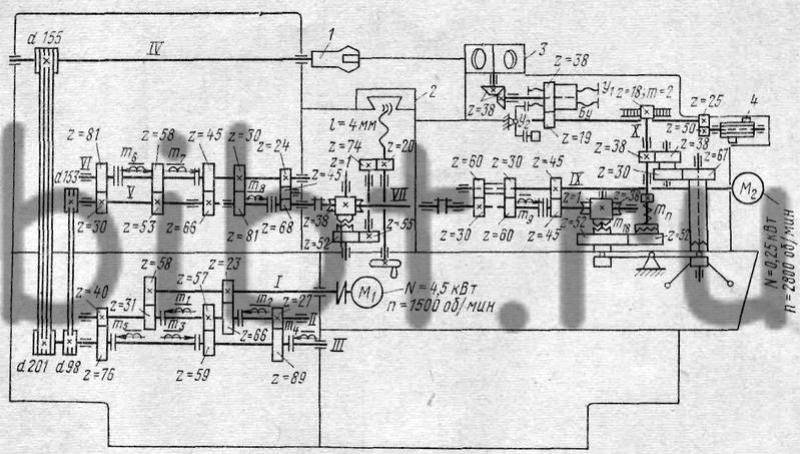 При этом подачи поперечного и револьверного суппортов одновременно могут быть разными. Зубчатые колеса и зубчатые муфты переключают на сниженной частоте вращ ения валов коробки скоростей гидравлическими механизмами. Станок оснащен механизмом быстрого продольного перемещения обоих суппортов.
При этом подачи поперечного и револьверного суппортов одновременно могут быть разными. Зубчатые колеса и зубчатые муфты переключают на сниженной частоте вращ ения валов коробки скоростей гидравлическими механизмами. Станок оснащен механизмом быстрого продольного перемещения обоих суппортов.
Кинематика станка 1П365 состоит из ряда кинематических цепей (рис. 4), служащих для осуществления вращательного движения шпинделя, продольных подач револьверного и поперечного суппорта, поперечных подач поперечного суппорта, быстрых продольных перемещений револьверного и поперечного суппортов, продольного перемещения суппортов вручную, поперечного перемещения поперечного суппорта вручную и поворота револьверной головки вручную. Данные о зубчатых и червячных колесах коробки скоростей, коробки передач, фартука поперечного и продольного суппортов и механизма ускоренного хода приведены в табл. 6.
Вращательное движение шпинделя осуществляется следующим образом: от вала I на вал IV передаются две скорости, от вала IV с помощью тройного подвижного блока зубчатых колес на вал V передается шесть скоростей.
От вала V с помощью двойного блока зубчатых колес шпиндель VII получает 12 скоростей правого и 12 скоростей левого вращения (табл. 7).
От электродвигателя мощностью 14 кВт с помощью шкивов диаметром 152 и 253 мм и клиноременной передачи с шестью клиновыми ремнями вращение передается валу I. От вала I при включении муфты М1 вправо шпиндель получает через зубчатые колеса 3 и 7 правое вращение. При включении муфты М1 влево шпиндель Аолучает через зубчатые колеса 2, 1 и 6 левое вращение.
Перебор переключается двумя муфтами от гидроцилиндра МЗ, которые перемещаются одновременно. При перемещении блока муфт правая муфта своими кулачками сцепляется с кулачками зубчатого колеса 5, а левая муфта находится в свободном положении. В это время вращение от вала I передается валу V через зубчатые колеса 3, 7, 9, 5, 4, 8 и 13.
При перемещении блока муфт влево левая муфта гидроцилиндра своими кулачками сцепляется с кулачками зубчатого колеса 8. Вращение валу V передается через зубчатые колеса 3, 7, 8 и 13, минуя вал IV, при этом правая муфта гидроцилиндра находится в свободном положении.
От вала V при зацеплении одного из зубчатых колес 12, 11 или 10, сидящ их неподвижно на этом валу, с одним из зубчатых колес 14, 15 или 16 тройного подвижного блока вращение передается валу VI. От вала VI зубчатыми колесами 17 и 20 или 18 и 21 в зависимости от того, какая пара зубчатых колес включена, при помощи кулачковой муфты М3 вращение передается шпинделю VII. Из вышеизложенного видно, что от коробки скоростей на шпиндель VII передается 12 скоростей правого вращ ения и 12 скоростей левого вращения.
Перемещение суппортов осуществляется передачей вращения от зубчатого колеса 19, закрепленного неподвижно на шпинделе VII, зубчатому колесу 22, закрепленному на валу VIII. Далее через подвижной блок, состоящий из зубчатых колес 23 и 24, которые сцепляются с зубчатыми колесами 25 и 26, закрепленными неподвижно на валу IX, вращ ение передается зубчатыми колесами 27, 28, 29 и 30 зубчатому колесу 31, свободно сидящему на полом валу XII. Зубчатое колесо 31 зубчатой муфты М5 передает вращение валу, находящемуся внутри вала XII.
На правом конце внутреннего вала укреплена зубчатая муфта, передающ ая с помощью шлицев вращение полому валу. От вала XII вращение передается на поперечный суппорт и револьверную головку, имеющие по девять подач.
На поперечный суппорт движение передается закрепленными неподвижно на полом валу XII зубчатыми колесами 32, 33 и 34, от которых получает вращение подвижной блок, состоящий из зубчатых колес 35, 36 и 37, сидящий на валу XIII. От вала XIII зубчатыми колесами 38, 39 и 40, неподвижно закрепленными на нем, вращение передается подвижному блоку, состоящему из зубчатых колес 41, 42 и 43, сидящему на валу XIV. Вал XIV соединен предохранительной муфтой с ходовым валом и механизмом подач фартука поперечного суппорта.
На револьверную головку движение передается от вала XVII блоком, состоящим из зубчатых колес 47, 48 и 49, который сидит на валу подвижно. От вала XVII закрепленными на нем зубчатыми колесами 50, 51 и 52 вращение передается подвижному блоку, состоящему из зубчатых колес 44, 45 и 46, подвижно сидящему на валу XVI, который соединен предохранительной муфтой с ходовым валом фартука револьверной головки.
Подвижный блок зубчатых колес 23 и 24, находящийся на валу XIII, увеличивает число подач пеперечного суппорта и суппорта револьверной головки до 18. Однако часть скоростей совпадает, и фактически может быть получено для поперечного суппорта 13 продольных и 11 поперечных подач, для револьверного суппорта 13 продольных подач (табл. 8).
Механизм подач фартуков поперечного суппорта и револьверной головки состоит из реверса, предназначенного для изменения направления подач, кулачковых муфт, служащ их для включения подач, механизмов преобразования вращательного движения в поступательное.
Движение фартука поперечного суппорта осуществляется от ходового вала XIV с помощью блока зубчатых колес 55 и 56, скользящ его по ходовому валу на подвижной направляющей шпонке, и далее с помощью зубчатого колеса 62 передается валу XIX. В зависимости от положения передвижного зубчатого колеса 62 вал XIX получает прямое вращение непосредственно от зубчатых колес 55 и 62 или обратное вращение через паразитное зубчатое колесо 61. Вал XIX передает вращение через червячную передачу 60—59 зубчатым колесам 67—63, свободно сидящим на валах XXIV и ЛХК.
Вал XIX передает вращение через червячную передачу 60—59 зубчатым колесам 67—63, свободно сидящим на валах XXIV и ЛХК.
Для сообщения суппорту продольной подачи рукояткой 12 (см. рис. 36) включают муфту М2. В это время вращение от червячного колеса 59 передается зубчатым колесам 72, 66 и через вал XX реечному зубчатому колесу 54, которое находится в зацеплении с неподвижной закрепленной на станине станка рейкой.
Для сообщения суппорту поперечной подачи рукояткой 17 (см. рис. 36) включают муфту M3, которая передает вращение от червячного колеса 59 зубчатым колесам 67, 63, 73, 68 и 69, от которых валом XXI вращение передается поперечному двухзаходному винту с левой резьбой.
Движение фартука револьверной головки осуществляется от ходового вала XVI с помощью зубчатого колеса 86, скользящ его по валу XVI на подвижной направляющей шпонке, и далее через зубчатые колеса 80, 79 и 78, 93 (при обратном направлении подачи через зубчатые колеса 78—93) валу XXVI. Вал XXVI через червячную передачу 85—84, кулачковую муфту М4, зубчатые колеса 90, 89 и вал XXIII передает вращение зубчатому колесу 76, которое находится в зацеплении с зубчатой рейкой.
Вспомогательные движения — ускоренное перемещение суппорта и револьверной головки — производятся от электродвигателя мощностью N = 17 кВт с частотой вращения вала 1400 об/мин. Вращение от электродвигателя передается зубчатыми колесами 96—95 валу XVII и червячной паре 94—97. От червячного колеса 97 вращение передается валу XVIII, цепной передаче 98—99 и валу XV, который имеет предохранительную муфту.
Далее цепь быстрых движений расходится на две одинаковые цепи, одна из которых, помещенная в фартуке поперечного суппорта, состоит из зубчатых колес 53—64, реверса, состоящего из конических зубчатых колес 57, 65 и 58, и зубчатой муфты. При включении реверса вращение передается зубчатыми колесами 64—70 или 70, 71, 66 и с помощью вала XX и зубчатого колеса 54 быстро перемещают продольный суппорт. Другая цепь быстрого перемещения находится в фартуке револьверной головки.
Цепь состоит из зубчатых колес 77—81, реверса (конические зубчатые колеса 82—88—83) и зубчатого колеса 87.
Ручное продольное перемещение поперечного суппорта осуществляется штурвалом 10 (см. рис. 36), который с помощью вала XXVII, зубчатых колес 71, 66 и вала XX перемещает зубчатое колесо 54, которое сцепляется с зубчатой рейкой и перемещает суппорт. Ручное перемещение револьверного суппорта осуществляется штурвалом 22 (см. рис. 36), который с помощью зубчатых колес 92—91—90—89, вала XXIII и зубчатого колеса 76, сцепляющегося с зубчатой рейкой, перемещает револьверный суппорт.
Поперечное перемещение поперечного суппорта вручную осуществляется маховиком 14 (рис. 36), который непосредственно вращает винт на валу XXI с шагом t = 10 мм, перемещающий гайку с суппортом в поперечном направлении.
Поворот револьверной головки производят только вручную. Одновременно с поворотом револьверной головки через зубчатые конические колеса 74 и 75 поворачивается закрепленный на валу XXI барабан продольных упоров.
Конструкция и характеристика работы основных узлов станка 1П365, 1П371
Токарно-револьверные станки имеют револьверный суппорт с вертикальной осью револьверной головки. Поперечный суппорт мостового типа с передней четырехгранной головкой и задним резцедержателем на один резец. В специальном резцедержателе можно устанавливать несколько резцов.
Поперечный суппорт мостового типа с передней четырехгранной головкой и задним резцедержателем на один резец. В специальном резцедержателе можно устанавливать несколько резцов.
Компоновка узлов общепринятая для этого типоразмера универсальных револьверных станков.
Все управление коробки скоростей и коробки подач гидравлическое. Выбор чисел оборотов шпинделя и величин подач на всех моделях преселективный. Переключение чисел оборотов шпинделя и величин подач происходит при медленном провороте шестерен.
Станина
Станина 6 имеет жесткую конструкцию и широкие плоские направляющие для движения суппортов. Монтируется она на двух тумбах. В левой тумбе помещен электродвигатель привода главного движения. Задняя стенка станины имеет два окна для свободного выхода стружки. К станине прикреплено корыто 22 и два бачка: один для эмульсии, второй для масла гидропривода.
В передней бабке 5 расположены шпиндель и коробка скоростей.
Коробка скоростей крепится на левой части станины. Прямое и обратное вращение шпинделя осуществляется включением многодисковой фрикционной муфты, торможение шпинделя — многодисковым тормозом с помощью гидроцилиндров.
Прямое и обратное вращение шпинделя осуществляется включением многодисковой фрикционной муфты, торможение шпинделя — многодисковым тормозом с помощью гидроцилиндров.
Шпиндель
Шпиндель имеет высокую жесткость и большой диаметр отверстия 85 мм.
Число оборотов шпинделя изменяется нажатием на рычаг переключения при невращающемся шпинделе.
Револьверный суппорт
Револьверный суппорт 15 служит для перемещения в продольном направлении шестигранной револьверной головки 13.
Нижние салазки имеют большую опорную поверхность и охватывают переднюю направляющую станины. Наличие регулируемых прижимных планок и клиньев гарантирует от перекосов и заклинивания салазок на станке. Нижние салазки специальным зажимом могут быть закреплены на станине.
Фартук
Фартук револьверного суппорта отличается от фартука поперечного суппорта отсутствием передачи и падающей рукоятки для поперечного движения.
Револьверный суппорт имеет шестигранную револьверную головку с вертикальной осью, установленную на коническом роликовом подшипнике. Фиксация обычная, с помощью пальца. Головка крепится хомутом с эксцентриковым зажимом. Поворачивают револьверную головку вручную. Вывод фиксатора и отжим хомута осуществляется одной рукояткой. Продольные салазки револьверного суппорта жесткой конструкции охватывают направляющие станины так же, как салазки поперечного суппорта, и имеют зажим, закрепляющий салазки на станине.
Фиксация обычная, с помощью пальца. Головка крепится хомутом с эксцентриковым зажимом. Поворачивают револьверную головку вручную. Вывод фиксатора и отжим хомута осуществляется одной рукояткой. Продольные салазки револьверного суппорта жесткой конструкции охватывают направляющие станины так же, как салазки поперечного суппорта, и имеют зажим, закрепляющий салазки на станине.
Для автоматического выключения продольной подачи имеется барабан с шестью переставными упорами. Барабан поворачивается одновременно с поворотом револьверной головки.
Поперечный суппорт
Поперечный суппорт 11 имеет передний четырехместный быстроповоротный и задний съемный резцедержатели. В резцедержатели можно устанавливать резцы или специальные многорезцовые державки для резцов. Автоматическое выключение поперечного движения салазок суппорта производится упором.
Поперечный суппорт мостового типа жесткой конструкции. Поперечные салазки имеют переднюю и заднюю плоскости с Т-образными пазами. На обеих плоскостях можно устанавливать как нормальный четырехгранный поворотный резцедержатель, так и специальные резцедержатели для многорезцовых наладок. Ходовой винт снабжен надежным креплением, предохраняющим от поворота.
На обеих плоскостях можно устанавливать как нормальный четырехгранный поворотный резцедержатель, так и специальные резцедержатели для многорезцовых наладок. Ходовой винт снабжен надежным креплением, предохраняющим от поворота.
Фартук поперечного суппорта служит для передачи движения суппорту от ходового вала, а также для передачи ему продольного ускоренного хода в обе стороны от вала ускоренного хода. Продольная, поперечная подачи могут быть как ручные — от механизмов, так и автоматические, включаемые падающими рукоятками. Фартук имеет реверс подач. Имеется блокировочное устройство, предотвращающее одновременное включение продольной подачи и продольного ускоренного хода.
Коробка передач
Коробка передач служит для передачи вращения от коробки скоростей к коробке подач, а для станка 1П371 — также для получения ускоренного хода суппортов и медленного проворота шестерен коробки скоростей, где ускоренный ход и медленный проворот шестерен обеспечиваются передачей вращения от приемного вала коробки скоростей через клиновой ремень. Механизм медленного проворота шестерен в коробке скоростей для 1П365 подключен к гидравлической схеме станка.
Механизм медленного проворота шестерен в коробке скоростей для 1П365 подключен к гидравлической схеме станка.
Коробка подач
Коробка подач 3 имеет механизмы, позволяющие включать любую из 18 подач револьверного и поперечного суппортов.
Коробка подач служит для сообщения суппортам различных величии подач. Управление коробкой подач гидравлическое с преселективной установкой подач.
Для возможности работы суппортов с оптимальными режимами подачи каждого из них устанавливаются независимо друг от друга.
Гидропривод
Гидропривод предназначен для переключения частот вращения шпинделя и подач суппортов, а также для принудительной, централизованной смазки станка.
Гидравлическая система станка обеспечивает управление коробками скоростей и подач, а также централизованную смазку (см. раздел «Смазка станка»).
Управляют гидромеханизмами станков 1П365 и 1П371 рычагами и маховиками.
Система охлаждения
Бак для охлаждающей жидкости приварен к корыту с правой стороны станка.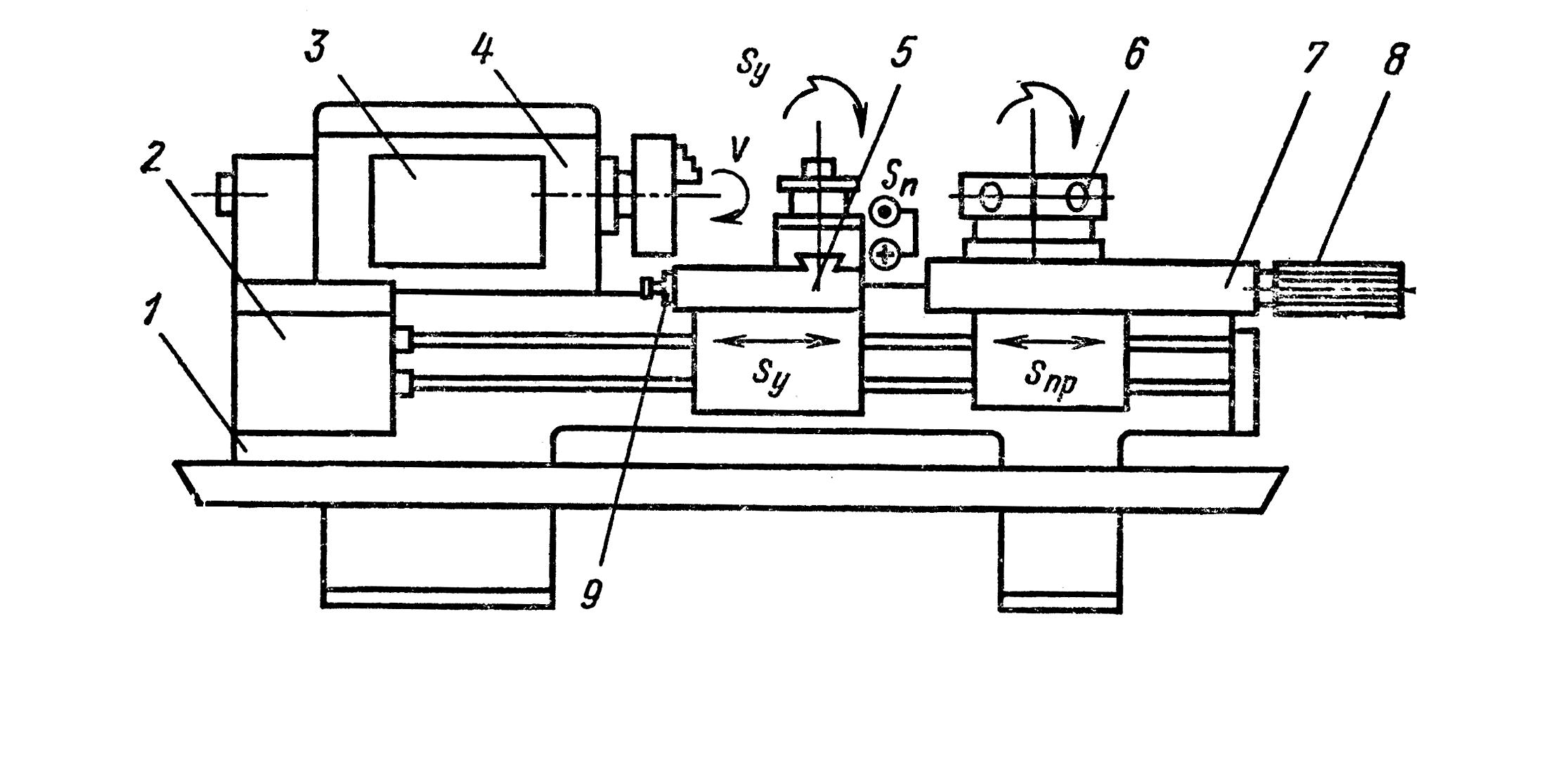 Охлаждающая жидкость подается электронасосом к шпинделю коробки скоростей. Включают насос с электропульта, расположенного на коробке скоростей.
Охлаждающая жидкость подается электронасосом к шпинделю коробки скоростей. Включают насос с электропульта, расположенного на коробке скоростей.
Охлаждающая жидкость подается на режущие инструменты электронасосом 20 по шлангу 10.
По специальному заказу завод изготовляет дополнительный узел охлаждения в револьверную головку. В этом случае охлаждающая жидкость подается к револьверному суппорту через резиновый шланг и поступает к той грани, которая располагается напротив шпинделя. На каждой грани имеется краник, перекрывающий подачу охлаждающей жидкости. Предусмотрена возможность подвода охлаждающей жидкости через отверстие в теле инструмента.
Электрооборудование станка
В шкафу 17 расположено электрооборудование станка. Переключателем 18 станок включается в электрическую сеть.
Главный электродвигатель включается и выключается кнопками «пуск» и «стоп» станции 4.
Схема электрическая токарно-револьверного станка 1П365
Электрическая схема токарного станка 1п365
Схема преселективного гидравлического управления станком 1П365
Гидравлическая схема токарного станка 1п365
Схема преселективного гидравлического управления станком модели 1П365.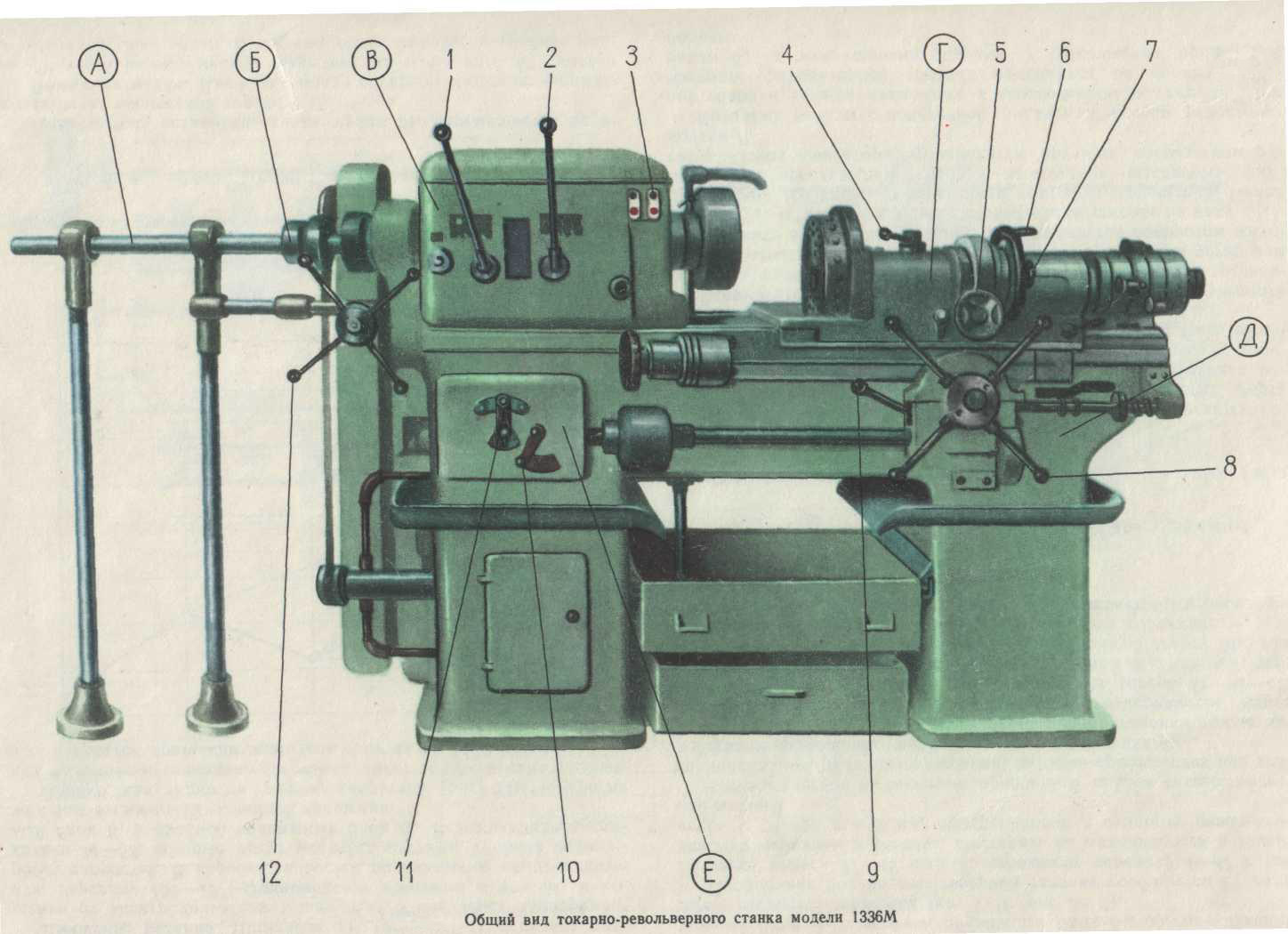 Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Гидравлическая схема преселективного управления станком модели 1П365
Масло в систему подается насосом Н, проходит через напорный золотник 3н фильтр Ф и поступает в кран Кп управления подачами, в кран Кф управления фрикционами, к золотнику 3т тормоза и золотнику Зуп управления перебором.
В среднем положении 2 крана Кф масло поступает в обе полости цилиндра Цф переключения фрикционов и заставляет муфту М1 встать в нейтральное положение.
Если рукоятку Р1 крана Кф поставить в положение 1. то масло под давлением будет поступать только в правую полость цилиндра Цф, что заставит шток с вилкой переместиться влево и обеспечит включение фрикциона обратного хода. Для включения прямого вращения шпинделя рукоятку P1 крана Кф ставят в положение 3. В этом случае масло поступает в левую полость цилиндра Цф, а из правой полости идет на слив.
В нейтральном положении фрикционов вилка переключения своим выступом приподнимает золотник Зт тормоза, и масло из магистрали через канавки золотника поступает в правую полость тормозного цилиндра Цт, заставляя поршень со штоком переместиться влево и включить дисковый тормоз Т.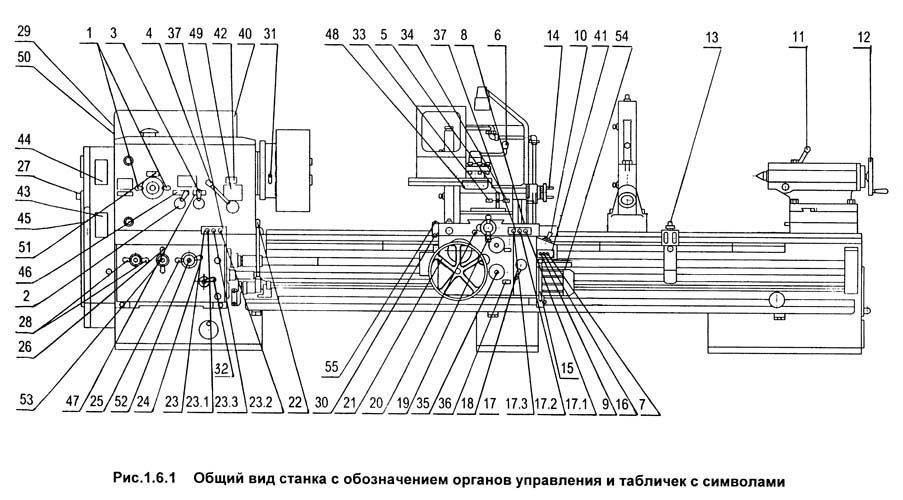
При включении фрикционов вилка освобождает золотник Зт и последний под действием пружины перемещается в нижнее крайнее положение. В этом случае полость тормозного цилиндра отключается от напорной магистрали и соединяется со сливом. Тормоз Т под действием пружины выключается.
Переключение скоростей производится рабочими цилиндрами. В коробке скоростей тройной блок шестерен Б1 переводится цилиндром Ц4, а кулачковая муфта М управляется цилиндром Цз. Переключение скоростей производится рукояткой Р3. связанной с кулачком К. Последний воздействует на золотник Зус управления скоростями и золотник Зуп управления перебором.
В показанном на схеме положении перебор включен на высокий ряд чисел оборотов шпинделя. Рабочие цилиндры Ц3 и Ц4 закончили переключение скоростей и все полости соединены со сливом.
Для перехода на низкий ряд чисел оборотов шпинделя рукоятка Р3 устанавливается в среднее положение 2. В этом случае, как видно из профиля кулачка К, положение штока золотника 3уг остается неизменным, а шток золотника Зул смещается влево. Правая полость цилиндра Ц2 через правую выточку штока золотника Зуп соединяется со сливом, а масло из напорной магистрали через левую выточку золотника Зуп пойдет в левые полости цилиндров Ц1 и Ц2, причем в левую полость цилиндра Ц1 масло поступит через центральную выточку поршня П1 и отверстие а, а в левую полость цилиндра Ц2— уже через цилиндр Ц1.Вначале перемещение поршней П1 и П2 на пути в 5 мм в период выключения муфты М2 происходит быстро. Затем поршень П1 перекроет канал свободной подачи масла и оно будет поступать в левые полости цилиндров только через дроссель Д. Перемещение поршня П2 станет медленным. Одновременно поршень П2 откроет напорный канал, откуда масло через выточки цилиндра поступит в заднюю полость золотника Зт тормоза и включит тормоз. Торможение привода будет происходить в течение прохождения поршнем П2 пути, равного 14 мм. Это время может быть отрегулировано дросселем Д. При дальнейшем перемещении поршня П2 откроется канал, связывающий левую полость цилиндра Ц2 с напорной магистралью и перемещение поршня вновь станет быстрым.
Правая полость цилиндра Ц2 через правую выточку штока золотника Зуп соединяется со сливом, а масло из напорной магистрали через левую выточку золотника Зуп пойдет в левые полости цилиндров Ц1 и Ц2, причем в левую полость цилиндра Ц1 масло поступит через центральную выточку поршня П1 и отверстие а, а в левую полость цилиндра Ц2— уже через цилиндр Ц1.Вначале перемещение поршней П1 и П2 на пути в 5 мм в период выключения муфты М2 происходит быстро. Затем поршень П1 перекроет канал свободной подачи масла и оно будет поступать в левые полости цилиндров только через дроссель Д. Перемещение поршня П2 станет медленным. Одновременно поршень П2 откроет напорный канал, откуда масло через выточки цилиндра поступит в заднюю полость золотника Зт тормоза и включит тормоз. Торможение привода будет происходить в течение прохождения поршнем П2 пути, равного 14 мм. Это время может быть отрегулировано дросселем Д. При дальнейшем перемещении поршня П2 откроется канал, связывающий левую полость цилиндра Ц2 с напорной магистралью и перемещение поршня вновь станет быстрым.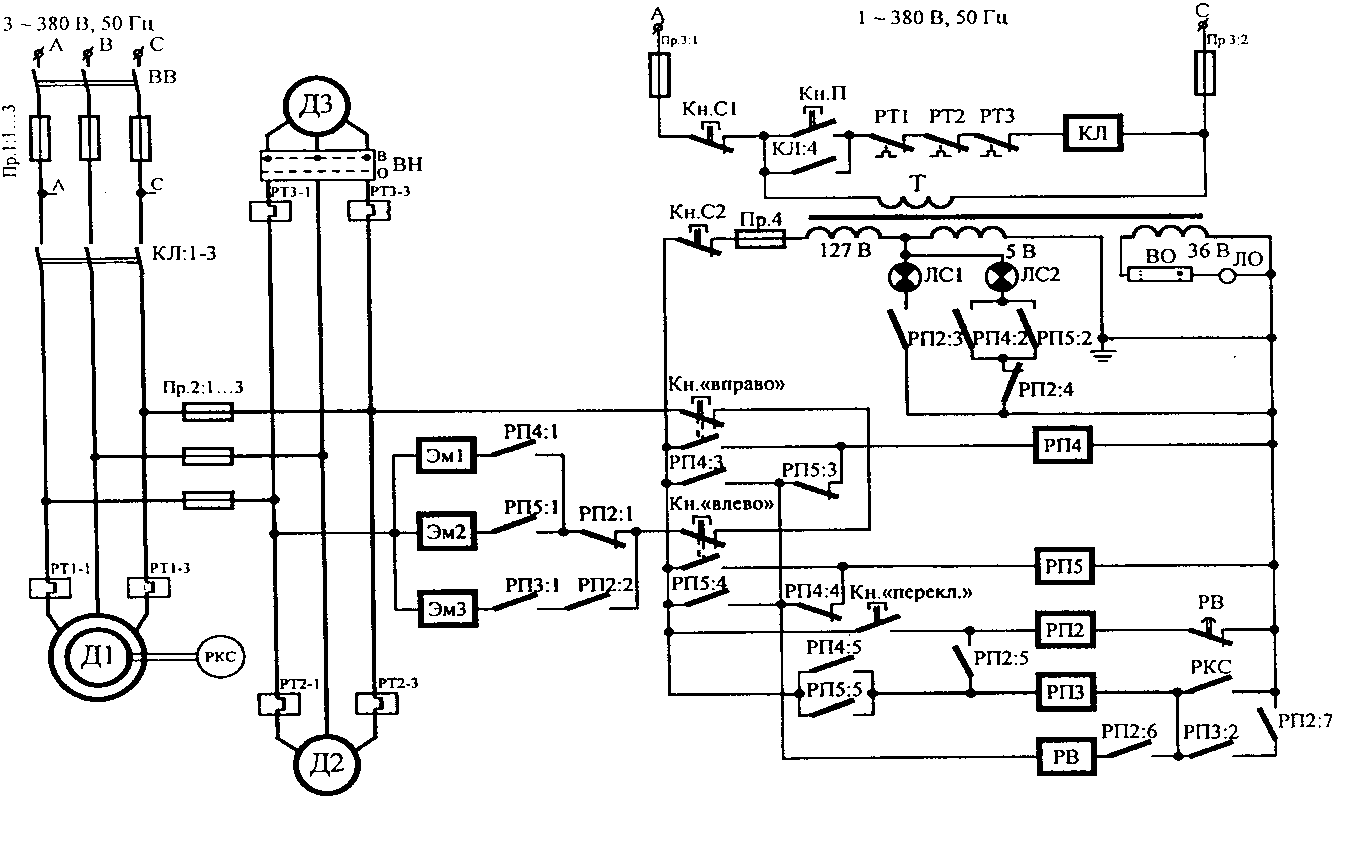 Одновременно канал от золотника Зт тормоза соединится через левую выточку поршня П2 со сливом и привод растормозится. После этого произойдет включение муфты М3 перебора.
Одновременно канал от золотника Зт тормоза соединится через левую выточку поршня П2 со сливом и привод растормозится. После этого произойдет включение муфты М3 перебора.
При переходе с низкого ряда чисел оборотов шпинделя на высокий торможения привода не происходит, так как в этом случае, как показано на схеме, правая полость цилиндра Ц2 через левую выточку штока золотника 3уп непосредственно соединяется с напорной магистралью и на всем пути перемещения поршня П2 масло в заднюю полость золотника Зт тормоза не поступает.
Для включения требуемой скорости вращения шпинделя после установки крана Кш в соответствующее положение рукоятку Рз переводят в положение 1. При этом кулачок К переместит шток золотника Зуг в правое положение, а шток золотника 3уп в левое положение, что приведет к переключению перебора на низкий ряд чисел оборотов, и поршень П2 займет крайнее правое положение. Тогда масло через левую выточку штока золотника Зуп и правую выточку поршня П2 поступит в золотник Зуг и далее через выточку его штока — в кран установки чисел оборотов шпинделя. Из крана масло направится в соответствующие полости рабочих цилиндров Ц3 и Ц4, производя необходимый переключения шестерен.
Из крана масло направится в соответствующие полости рабочих цилиндров Ц3 и Ц4, производя необходимый переключения шестерен.
Для включения требуемой величины подачи сначала устанавливают в нужное положение краны Кс и Кр, а затем рукоятку Р2 переводят в позицию 2. Масло из магистрали через кран Кп поступит в полость цилиндра Цм и выключит в цепи подач синхронную мелкозубчатую муфту M5. Через открывшийся канал масло из цилиндра Цм пойдет в краны Кс и Кр и далее в соответствующие полости рабочих цилиндров, благодаря чему осуществятся необходимые переключения блоков шестерен коробки подач. По окончании переключение рукоятка Р2 возвращается в положение 1. Полость цилиндра Цм соединяется краном Кп со сливом, а пружина цилиндра включает синхронную муфту М5.
1П365, 1П371 Станок токарно-револьверный. Видеоролик.
Технические характеристики станка 1П365
| Наименование параметра | 1Е365БП | 1П365 | 1П371 |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности по ГОСТ 8-82 | Н, П (1Е365БП) | Н | Н |
| Наибольший диаметр обрабатываемого изделия над станиной, мм | 500 | 500 | 630 |
| Наибольший диаметр обрабатываемого изделия над поперечным суппортом, мм | 330 | 320 | 420 |
| Высота центров, мм | 250 | 250 | 315 |
| Расстояние от торца шпинделя до револьверной головки, мм | 270. .1000 .1000 | 275..1000 | 320..1400 |
| Шпиндель | |||
| Диаметр отверстия в шпинделе, мм | 80 | 80 | 125 |
| Диаметр обрабатываемого прутка, зажимаемого в подающей трубе (прутковое исполнение), мм | 65 | ||
| Диаметр обрабатываемого прутка при переднем зажиме (прутковое исполнение), мм | 80 | ||
| Диаметр зажимного патрона, мм | 250 | ||
| Количество рабочих скоростей шпинделя | 13 | 12 | 12 |
| Пределы чисел оборотов шпинделя, об/мин | 24..1500 2 диапазона | 34..1500 | 20..893 |
| Пределы чисел оборотов шпинделя (обратное вращение), об/мин | 67 | 34..1500 | 19..818 |
| Конец шпинделя фланцевый по ГОСТ 12595-72 | 1-8Ц | 1-8Ц | 1-8Ц |
| Наибольший крутящий момент на шпинделе не менее, Нм (кг*м) | 123 | 260 | |
| Револьверный суппорт | |||
| Количество инструментов в револьверной головке | 6 | 6 | 6 |
| Диаметр отверстия под инструмент в револьверной головке, мм | 95Н7 | 95Н7 | 125Н7 |
| Наибольшее продольное перемещение револьверного суппорта, мм | 730 | 725 | 1080 |
| Количество ступеней подач | 13 | 13 | 13 |
| Диапазон скоростей продольных подач револьверного суппорта, I ряд, мм/об (число подач) | 0,05.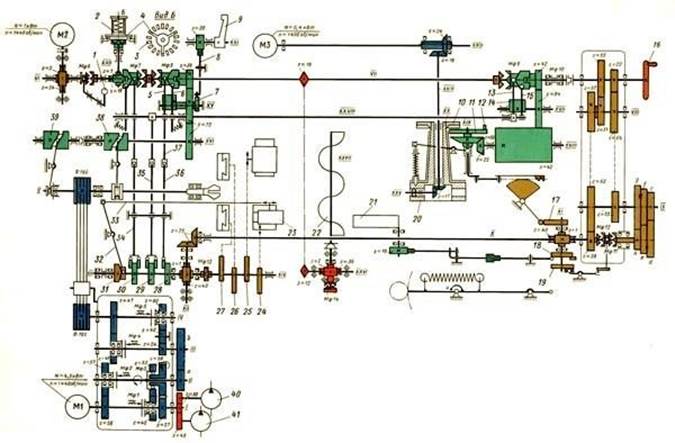 .0,80 (9) .0,80 (9) | 0,09..1,35 (9) | 0,09..1,35 (9) |
| Диапазон скоростей продольных подач револьверного суппорта, II ряд, мм/об (число подач) | 0,10..1,60 (9) | 0,18..2,70 (9) | 0,18..2,70 (9) |
| Диапазон скоростей продольных подач револьверного суппорта, III ряд, мм/об (число подач) | 0,20..3,20 | – | – |
| Скорость быстрого продольного перемещения револьверного суппорта, м/мин | 7,5 | 6 | 6 |
| Число упоров револьверного суппорта | 6 | 6 | 6 |
| Перемещение на одно деление лимба, мм | 0,2 | 0,2 | 0,2 |
| Перемещение на один оборот лимба, мм | 45 | 45 | 45 |
| Поперечный суппорт | |||
| Количество резцов в резцедержателе | 4 | 4 | 4 |
| Количество резцов в заднем резцедержателе | 1 | 1 | нет |
| Наибольшее перемещение поперечного суппорта продольное/поперечное, мм | 730/ 310 | 725/ 310 | 1080/ 410 |
| Количество ступеней продольных подач поперечного суппорта | 13 | 12 | 12 |
| Диапазон скоростей продольных подач револьверного суппорта, I ряд, мм/об (число подач) | 0,05..0,80 (9) | 0,09..1,35 (9) | 0,09..1,35 (9) |
| Диапазон скоростей продольных подач револьверного суппорта, II ряд, мм/об (число подач) | 0,10..1,60 (9) | 0,18..2,70 (9) | 0,18..2,70 (9) |
| Диапазон скоростей продольных подач револьверного суппорта, III ряд, мм/об (число подач) | 0,20..3,20 | – | – |
| Количество ступеней поперечных подач поперечного суппорта | 13 | 12 | 12 |
| Диапазон скоростей поперечных подач поперечного суппорта, I ряд, мм/об | 0,025..0,40 | 0,045..0,7 | 0,045..0,7 |
| Диапазон скоростей поперечных подач поперечного суппорта, II ряд, мм/об | 0,05..0,80 | 0,09..1,35 | 0,09..1,35 |
| Диапазон скоростей поперечных подач поперечного суппорта, III ряд, мм/об | 0,10..1,60 | – | – |
| Скорость быстрого продольного перемещения суппорта, м/мин | 7,5 | 6 | 6 |
| Скорость быстрого поперечного перемещения суппорта, м/мин | 3,5 | – | – |
| Число упоров продольного перемещения | 5 | 5 | 5 |
| Число упоров поперечного перемещения | 2 | 2 | 2 |
| Перемещение на одно деление лимба продольное/поперечное, мм | 0,2/ 0,05 | 0,2/ 0,05 | 0,2/ 0,05 |
| Перемещение на один оборот лимба продольное/поперечное, мм | 45/ 4 | 45/ 10 | 45/ 10 |
| Электрооборудование станка | |||
| Количество электродвигателей на станке, кВт (об/мин) | 3 | 2 | 3 |
| Электродвигатель главного привода, кВт (об/мин) | 15 (1465) | 13 (1450) | 22 (1460) |
| Электродвигатель гидропривода, кВт (об/мин) | 2,2 (1430) | – | 1,5 (930) |
| Электродвигатель насоса охлаждения, кВт (об/мин) | 0,125 (2800) | 0,125 (2800) | 0,125 (2800) |
| Габариты и масса станка | |||
| Габаритные размеры станка (длина, ширина, высота), мм | 4400 х 1525 х 1800 | 3430 х 1500 х 1655 | 4230 х 1850 х 1680 |
| Масса станка , кг | 5200 | 3900 | 6300 |
- Станки токарно-револьверные 1П365, 1П371. Руководство по эксплуатации, 1982
- Волкевич Л.И., Кузнецов М.М., Усов Б.А. Автоматы и автоматические линии, 1976
- Зазерский Е.И., Митрофанов Н.Г., Сахновский А.Г. Справочник молодого наладчика токарных автоматов и полуавтоматов, 1987
- Итин А.М., Родичев Ю.Я. Наладка и эксплуатация токарных многошпиндельных полуавтоматов, 1977
- Камышный Н.И., Стародубов В.С. Конструкция и наладка токарных автоматов и полуавтоматов, 1975
- Лисовой А.И. Устройство, наладка и эксплуатация металлообрабатывающих станков и автоматических линий, 1971
- Пожитков А.Я., Сафро И.Д. Наладка одношпиндельных токарных автоматов. Справочное пособие,1978
- Проников А.С. Металлорежущие станки и автоматы,1981
- Фещенко В.Н. Обработка на токарно-револьверных станках, 1989
- Фомин С.Ф. Устройство и наладка токарно-револьверных станков, 1976
Список литературы:
Полезные ссылки по теме
Каталог справочник токарно-револьверных станков
Паспорта и руководства токарно-револьверных станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
точная криволинейная муфта гидровлическая 10/12 башенка Nc станции для машины токарного станка металла
автоматическая гидравлическая ЧПУ, ЧПУ, гидравлическая, ЧПУ серия HAK36 с гидравлическим двигателем, вращающаяся с масляно-гидравлическим двигателем, оснащена сопряженным кулачком для индексации диска привода инструмента, зажима / освобождения диска держателя инструмента с гидравлическим усилием, индексация и позиционирование с точной криволинейной связью, отправка сигналов с бесконтактного переключателя.Он имеет интеллектуальное двунаправленное индексирование и позиционирование на кратчайшем пути, высокий крутящий момент, высокую скорость и бесшумность, точность повторения очень хорошая, и он способен выдерживать тяжелые резания. Имеет функции подсчета, проверки на четность, блокировки сигнала ответа для обеспечения безопасности при использовании. Турели широко используются в различных видах токарных станков с ЧПУ, так что токарный станок может работать для торцевания, токарной обработки, дуги, расточки, нарезания резьбы, нарезания канавок и отрезания за один проход
1. Подтвердите различные параметры при выборе модели башни.Выберите количество станций в зависимости от количества процедур и сложности детали.
2. Выберите характеристики инструмента в зависимости от модели станка и силы резания. Выберите переднюю или заднюю револьверную головку в соответствии с направлениями резки станка.
3. После установки посадочного места горизонтальной револьверной головки сверлите внутреннее отверстие в соответствии с размером расточной оправки и сделайте соответствующую отметку. Инструмент должен быть зафиксирован в прежнем положении при последующем монтаже.
4. Дистанционный инструмент, выходящий за пределы верхнего расстояния корпуса, обычно не превышает 2/3 верхнего размера корпуса. Обратите внимание при оформлении заказа, если больше лимита.
5. Во время работы револьвера запрещено касаться руками или другими предметами, чтобы избежать травм или повреждений.
6. Если у клиентов есть какие-либо особые требования или изменения в параметрах, пожалуйста, предоставьте некоторые данные и свяжитесь с нашей компанией.
Размерные параметры
| Модель / затемнение | A | B | C | D | h3 | h4 | b | b1 | h 3939 392 9001 | b 9009 399 392 9001 | h3 |
| HAK36063 | 228 | 185 | 165 | 148 | 63 | 228 | 20 | 11 | φ15 | 20 | 10 | HAK36080 900 900 900 HAK36080 | 210 | 190 | 158 | 80 | 245 | 20 | 11 | φ17 | 20 | 10 |
| Модель / DIM | L | L | L2 | L3 | J | K | M | N | φ1 | φ2 | 900 39 φ3|||||||
| HAK36063 | 443 | 65 | 38 | 175 | 19.5 | 30 | 30 | 30 | φ272 | φ316 | φ25 | ||||||
| HAK36080 | 473 | 80 | 37 | 191 | 22 | 32 | 32 | 32 | 32 900 40 | 32 | φ290 | φ345 | φ25 |
автоматическая гидравлическая ЧПУ, ЧПУ, гидравлическая, ЧПУ серия HAK36 с гидравлическим двигателем, вращающаяся с масляно-гидравлическим двигателем, оснащена сопряженным кулачком для индексации диска привода инструмента, зажима / освобождения диска держателя инструмента с гидравлическим усилием, индексация и позиционирование с точной криволинейной связью, отправка сигналов с бесконтактного переключателя.Он имеет интеллектуальное двунаправленное индексирование и позиционирование на кратчайшем пути, высокий крутящий момент, высокую скорость и бесшумность, точность повторения очень хорошая, и он способен выдерживать тяжелые резания. Имеет функции подсчета, проверки на четность, блокировки сигнала ответа для обеспечения безопасности при использовании. Турели широко используются в различных видах токарных станков с ЧПУ, так что токарный станок может работать для торцевания, токарной обработки, дуги, расточки, нарезания резьбы, нарезания канавок и отрезания за один проход
1. Подтвердите различные параметры при выборе модели башни.Выберите количество станций в зависимости от количества процедур и сложности детали.
2. Выберите характеристики инструмента в зависимости от модели станка и силы резания. Выберите переднюю или заднюю револьверную головку в соответствии с направлениями резки станка.
3. После установки посадочного места горизонтальной револьверной головки сверлите внутреннее отверстие в соответствии с размером расточной оправки и сделайте соответствующую отметку. Инструмент должен быть зафиксирован в прежнем положении при последующем монтаже.
4. Дистанционный инструмент, выходящий за пределы верхнего расстояния корпуса, обычно не превышает 2/3 верхнего размера корпуса. Обратите внимание при оформлении заказа, если больше лимита.
5. Во время работы револьвера запрещено касаться руками или другими предметами, чтобы избежать травм или повреждений.
6. Если у клиентов есть какие-либо особые требования или изменения в параметрах, пожалуйста, предоставьте некоторые данные и свяжитесь с нашей компанией.
Размерные параметры
| Модель / затемнение | A | B | C | D | h3 | h4 | b | b1 | h 3939 392 9001 | b 9009 399 392 9001 | h3 |
| HAK36063 | 228 | 185 | 165 | 148 | 63 | 228 | 20 | 11 | φ15 | 20 | 10 | HAK36080 900 900 900 HAK36080 | 210 | 190 | 158 | 80 | 245 | 20 | 11 | φ17 | 20 | 10 |
| Модель / DIM | L | L | L2 | L3 | J | K | M | N | φ1 | φ2 | 900 39 φ3||||
| HAK36063 | 443 | 65 | 38 | 175 | 19.5 | 30 | 30 | 30 | φ272 | φ316 | φ25 | |||
| HAK36080 | 473 | 80 | 37 | 191 | 22 | 32 | 29 | 32 | 32 | 32 | φ290 | φ345 | φ25 |
| Модель / затемнение | A | B | C | D | E | F | G | K | h3 | 9003 h3L | M | ||
| HAK36050 | 180 | 150 | 133 | / | 168 | 59 | 41 | 41 | 50 | 155 | 41 | 45 | 9445 | 45 |
| HAK36080A | 270 | 215 | 190 | 330 | 235 | 80 | 45 | 45 | 80 | 227 | 117 | 80 | |
| HAK36100 | 300 | 250 | 220 | 365 | 272 | 95 | 45 | 45 | 100 | 290 | 130 | 133 | 90 |
| HAK36125 | 420 | 310 | 280 | 360 | 270 | 125 | / | / | 125 | 325 | 137 | 103 | 137 | 93900 93917
8. Выбор токарно-револьверного станка. Проектирование технологических процессов механической обработки заготовок
Похожие главы из других работ:
Восстановление изношенной поверхности двухрядной звёздочки
7.3 Токарно-винторезные операции
а) Предварительное растачивание. Глубина резания t = 0,15 мм. Подача S = 0,6 мм/об – выбирается с учетом глубины резания и выбранного режущего инструмента. Для расчета частоты вращения шпинделя воспользуемся формулой скорости точения…
Выбор двигателя для электропривода станка
3. Выбор станка
Для осуществления растачивания отверстия в металлической детали подойдёт токарный станок: 16А20Ф3 c ЧПУ…
Модернизация главного привода токарно-винторезного станка 1К62
1. Общая характеристика токарно-винторезного станка модели 1К62
модернизация привод токарный станок Токарно-винторезный станок 1К62 является универсальным станком и предназначен для выполнения разнообразных токарных работ, в том числе для нарезания левых и правых резьб: метрических, дюймовых, модульных…
Объемная штамповка и обработка металлов резанием
2.3 Классификация токарно-винторезных станков
Техническими параметрами, по которым классифицируют токарно-винторезные станки (смотри рисунок), являются наибольший диаметр D обрабатываемой детали или высота центров над станиной (равная 0,5D)…
Разработка технологии изготовления цилиндрического аппарата
7.6 Токарно-карусельная операция
Эту операцию (рис. 7.6) выполняют для подрезки торцов в размер по длине обечайки и перпендикулярно образующей ее, а также для снятия фасок под сварку…
Разработка технологического процесса восстановления газораспределительного вала автомобиля ВАЗ-2109
4.2 Площадь токарно – наплавочного участка
Fуч=A*S*kраст = 6*15*4,8=72 м2. A – общее число станков; S – общая площадь оборудования; kраст – коэффициент расстановки оборудования (4,5-5,5). Принимаем размеры цеха равные 6*12 м…
Разработка технологического процесса для детали “крышка”
1.2 Выбор станка
Выбираем станок по Справочнику технолога-машиностроителя вертикально сверлильный станок 2Н135 Технические…
Разработка технологического процесса изготовления трёхслойной втулки
7.5 Токарно-винторезный станок Jet GH-1840 ZX DRO
Токарно-винторезный станок Jet GH-1840 ZX DRO – мощное оборудование профессионального класса. Предназначено для проведения сверхточных работ по металлу и дереву [13]. Станок отличается массивностью и повышенной прочностью…
Разработка укрупненного технологического процесса
Выбор станка
Рис.5 – Токарный станок с ЧПУ RAIS T700 CNC Siemens 802D Токарный станок с ЧПУ RAIS T700 CNC Siemens 802D предназначен для мелкосерийного и среднесерийного производства, позволяет обрабатывать наружные и внутренние поверхности деталей типа тел вращения…
Расчет металлорежущих инструментов
1.5 Выбор станка
1.5.1 Расчет сил резания при протягивании Для выбора станка необходимо определить силы резания, которые возникают при протягивании на разных частях комбинированной протяжки. Максимальные силы резания возникают при работе черновых зубьев…
Современные отечественные токарно-винторезные станки
2.5 Токарно-винторезный станок модели 163.
Токарно-винторезный станок модели 163, выпускаемый Тбилисским станкостроительным заводом им. Кирова, является скоростным универсальным станком, предназначенным для выполнения разнообразных токарных и винторезных работ…
Станки ЧПУ
1.2 Система эксплуатации и ремонта токарно-винторезного станка с ЧПУ модели 16К20Т1
Одним из условий эффективной организации работы любого предприя-тия является наличие отлаженного механизма выполнения ремонтных работ. Чем меньше удельный вес расходов на ремонт…
Технологии механической обработки деталей класса “Втулки и диски”
7.1 Выбор режимов резания для операции 005 Токарно-револьверная
Рассмотрим переход «Точение черновое поверхности 5». 1. Обработка выполняется резцом, установленным в резцедержателе револьверной головке. Материал режущей части выбран Е15К6. 2. Глубина резания t = 6,89 мм 3…
Токарно-карусельный станок 1А563Ф4
2. Компоновка станка заданной модели. Состав и функциональное назначение узлов станка. Основные технические характеристики станка
Рисунок 2 – компоновка станка 1А563Ф4 Общий вид токарно-карусельного станка модели 1А563Ф4 показан на рисунке 2. Станок имеет следующие основные узлы: стол 1, на котором установлена планшайба 2, две стойки 3, скрепленные между собой балкой 4…
Токарно-револьверные станки
1. Состав и краткая техническая характеристика токарно-револьверного станка
Токарно-револьверные станки предназначены для обработки деталей из прутков или штучных заготовок. На них возможно выполнение почти всех видов токарных работ. Детали, подлежащие обработке на токарно-револьверных станках…
Токарно-револьверные станки устройство, принцип работы
Для обработки довольно различных заготовок из металла используются станки токарной группы. В другую группу относят токарно-револьверные станки, которые пользуются сегодня очень высокой популярностью.
Назначение токарно-револьверного станка схоже с оборудованием токарной группы, разница заключается в наличии многопозиционной поворотной головки. Этот конструктивный компонент дает возможность значительно повысить рабочая эффективность станка, уменьшить время, требующееся на обработку одной заготовки. По мимо этого сегодня высокой популярностью пользуется токарно-револьверный станок с числовым программным управлением, снабженный револьверной головкой с посадочными местами для нескольких инструментов для резки.
Общие характеристики
Возникновение револьверной головки стало неизбежным последствием развития металлообрабатывающей индустрии. Связывают это с тем, что такая конструкция в комбинировании с ЧПУ дает возможность значительно сделать быстрее обработку заготовок, увеличить точность размеров и шероховатости поверхности. Анализируя станок револьверный по металлу необходимо уделять свое внимание приведенным ниже моментам:
- Аналогичное оборудование очень часто приобретают лишь для установки в цехах, которые выпускают продукцию большими партиями. Лишь в данном варианте многофункциональные токарно-револьверные станки оправдуют собственную большую цену.
- Характеристика токарно-револьверного станка определяет возможность обработки при большой скорости и большой подаче, так как в территорию резания подается СОЖ для охлаждения инструмента и заготовки.
- Тот фактор, что главные узлы токарно-револьверного станка размещены также, как и у прочих токарных станков, определяет вид и кол-во проводимых операций. Технические свойства токарно-револьверного станка формируют возможность быстрой смены инструментов для резки. По этому за одну установку можно провести одновременно несколько операций, при этом расходуемое время на смену инструмента для резки уменьшается во много раз.
При рассмотрении общих параметров необходимо уделять свое внимание собственно револьверной головке. Станок токарно-револьверный, модель может снабжаться самой разной револьверной головкой, позволяет ставить одновременно несколько инструментов для резки в конкретной очередности. При этом кол-во инструментов может изменяться в границе от 4 до нескольких десятков. Конструкция этого узла довольно трудна, а смена инструмента для резки проходит путем поворота головки вокруг собственной оси. Токарно-револьверный современный станок оборудуется числовым программным управлением для того, чтобы увеличить продуктивность и точность обработки.
Классификация
Многофункциональные или другие токарно-револьверные станки могут разниться по очень разным показателям, 2-мя важными признаками спецификации назовем:
- Вид отделываемой заготовки: патронные и прутковые. В патроне крепятся валы крупного диаметра, в прутковых прут довольно большой длины, но с меньшим диаметром.
- По расположению оси заготовки выделяют вертикальные, горизонтальные и наклонные модели. Хорошей популярностью пользуются модели с вертикальным и горизонтальным расположением заготовок, а вот с наклонной осью встречаются гораздо реже. Многие модели дает возможность проводить Наклон заготовки для точения или проведения иных операций под угол.
Паспорт токарно-револьверного станка имеет всю интересующую информацию, которая может применяться при подборе определенной модели. Некоторые варианты выполнения снабжены планшайбой с тремя или четырьмя кулачками, приводимыми в движение с помощью гидропривода. Данный момент определяет возможность проведения обработки заготовок с довольно большим размером. Примером можно назвать заготовки, которые получаются путем ковки или литья.
Токарно-револьверный станок полуавтомат относится в другую группу оборудования, которое предназначается для обработки прутьев разных диаметров. Среди свойств данных станков по металлу можно выделить такие моменты:
- Одношпиндельный токарно-револьверный станок данной группы имеет шпиндель с отверстием под пруток. При этом размер отверстия относительно низкий.
- Дополнительное оснащение продемонстрировано узлом, который проводит подачу и фиксацию заготовки. При этом данный токарно-револьверный станок имеет устройство по отводу получившейся заготовки после обработки, что дает возможность максимально автоматизировать производство.
В продаже встречаются модели, которые имеют самое различное кол-во шпинделей. При этом отметим такие моменты:
- При горизонтальном расположении оси рабочей головки суппорт может вращать вокруг собственной оси и исполнять возвратно-поступательное движение по направлению оси. Вращение проходит по нескольким позициям, которых будет намного больше одного десятка.
- В случае вертикальной или наклонной оси рабочей головки может находиться как поперечный суппорт, так и револьверный.
По мимо этого токарно-револьверный современный станок с числовым программным управлением имеет устройство, позволяющее проводить точную обработку с изменением положения револьверной головки. Главные узлы очень часто скрывают под кожухом с защитной функцией, что дает возможность значительно повысить безопасность обработки.
Виды проводимых работ
Как раньше было отмечено, технические свойства современного токарно-револьверного станка дают возможность проводить очень разные операции. Деталями могут стать разные детали, представленные телами вращения. К самым популярным видам проводимых операций относят:
- Точение по наружному диаметру: черной и чистовой проход.
- Точение, подрезка торцевой поверхности, а еще отрезная операция во время установки соответствующего инструмента для резки.
- Нарезание наружной и внутренней резьбы во время использования очень разного инструмента для резки.
- Образование канавок разной формы и глубины. Во время установки соответствующего инструмента для резки может проходит получение канавки конкретной формы и глубины.
Анализируя паспорт токарно-револьверного станка, можно уделять большое внимание тому, что нарезание резьбы как правило проходит при использовании плашки или метчика. Для этого устройство крепления инструментов должно снабжаться специализированными державками у которых есть функция перемещение в осевом направлении.
Помимо обыкновенной формы цилиндра могут обрабатывать и следующие разновидности заготовок:
- Имеющие фасонный профиль. Если применяется полуавтомат, то точение и другая операция проходит по копировальной линейке или криволинейному шаблону. Благодаря этому значительно упрощается установленная задача по отделке.
- Конусообразная поверхность. Как и в прошлом случае, точение как правило проходит по специализированному копиру. По мимо этого конусообразную поверхность получают путем выполнения одновременной продольной поперечной подачи, для чего ставится привод рабочей подачи.
По мимо этого в другую группу выделяют станок маленького токарно-револьверный. Имеется возможность проводить их установку в маленьких мастерских.
Характерности токарно-револьверной группы
Характерности этой группы формируют увеличение критерия продуктивности во много раз. Конструкция многошпиндельных и прочих станков данной группы отличается следующими моментами:
- Все устройства станка могут быстро заменяться.
- Для ускорения процесса смены положения заготовки фактически любой узел снабжается устройством быстрой подачи.
- Многорезцовые державки, используемые в качестве оснастки также увеличивают продуктивность.
Необходимо помнить про то, что сложность конструкции затрудняет и ремонт токарно-револьверного станка, а еще просит своевременного проведения квалифицированного обслуживания.
Электросхема токарно-револьверного станка на примере 1П365
Рабочий принцип определяет значимость в правильной настройки механизмов, которые есть в оборудовании. Настройка проходит так:
- Для всех заготовок проходит создание тех. процесса, в котором должна содержаться информация в очередности расположения инструментов и их виде.
- Создаваемый чертеж должен также содержать информацию о том, какой вылет должен быть у инструмента для резки. Необходимо не забывать про то, что для получения точных деталей принимается во внимание то, насколько инструмент выходит за пределы револьверной головки.
- Многие модели предполагают установку упоров, которые ограничивают продольную и поперечную подачу. На моделях с ЧПУ упоров нет, так как положение всех узлов находится под контролем точным приводом.
Главная характеристика аналогичных станков состоит в диаметральном размере заготовки. Большинство моделей предназначается для работы с заготовки, диаметр поперечного сечения которых находится в границе от 16 до 63 сантиметров. Анализируя назначение прудковых станков необходимо уделять свое внимание следующим свойствам:
- Самый большой критерий диаметра поперечного сечения, который может располагаться над суппортом.
- Самая большая длина прудка. Такой параметр также может зависеть от того, где в помещении размещается станок.
- Пределы перемещения подвижных компонентов конструкции.
Данные параметры указываются в описании токарно-винторезных станков. Также берутся во внимание и остальные характеристики, о которых пойдёт речь ниже.
Главные характеристики
Подбирая токарно-револьверный станок мини, многошпиндельный или одношпиндельный необходимо уделять свое внимание на следующие характеристики:
- Класс точности. Для определения возможности использования той или другой модели станка для получения заготовок принимается во внимание то, какой класс точности может быть достигнут. Большинство моделей имеет класс точности Н.
- Самые большие критерии размеров заготовки (длина и диаметр), а еще расположения узлов по отношению друг к другу.
- Из каких материалов сделана заготовка. В основном, обрабатывается углеродистая, легированная сталь, чугун или остальные сплавы. С учетом материала подбирается инструмент и режимы резания.
- Очень много оборотов за минуту. Деталь с конкретными параметрами шероховатости и точности размеров можно получить исключительно при раскручивании заготовок до конкретной скорости. При этом необходимо учесть кол-во передач.
- В описание изготовители также заносят информацию о том, с какой скоростью могут передвигаться некоторые узлы при быстрой подаче. По мимо этого есть и рабочая подача, которая также имеет конкретную скорость.
- Мощность поставленного мотора и их кол-во. Маленького станок оборудуется моторами низкой мощности, так как заготовки имеют меньшие размеры и в один проход снимается меньше металла. Серийный метод производства определяет то, что ставящиеся моторы должны держать долгую работу.
- Размеры и габариты оборудования, а еще его вес. Мини станок легче установить, так как нет надобности в проведении подготовительной подготовки основания. Крупногабаритное оборудование просит старательной подготовки основания.
Необходимо учесть, что кинематическая схема токарно-револьверного станка также может значительно различаться. Старые модели сделаны так, что для нарезки конкретной резьбы необходимо проводить установку конкретных сменяемых колес. Для наладки можно применять чертеж токарно-револьверного станка.
Характерности устройства блока ЧПУ
Как раньше было отмечено, очень часто токарно-револьверный станок узлы имеет те, которые как правило будут работать от блока ЧПУ. Связывают это с тем, что ЧПУ обеспечивает хорошую производительность.ъ
Токарно-револьверный станок с числовым программным управлением
Среди свойств самых новых моделей отметим такие моменты:
- Очень часто обработка заготовок проходит под кожухом с защитной функцией. Эта характерность исключает вероятность получения травмы во время эксплуатации аналогичных станков. Кожух с защитной функцией применяется из-за причины того, что все узлы управляются блоком ЧПУ.
- Во время установки подобающей оснастки и инструмента для резки обработка может вестись очень точно. При этом вероятность неточности слишком мала. Примером можно назвать то, что ставящиеся резцы должны содержать устойчивую к износу режущую кромку, которая в наши дни производится в виде пластин.
- Тот фактор, что для исполнения самых многообразных операций не надо проводить в ручную смену инструмента для резки, определяет значительно снижение времени, которое необходимо для получения детали.
- Увеличение продуктивности дает возможность значительно уменьшить отпускная цена приобретаемых деталей.
Впрочем ремонт токарно-револьверного станка с числовым программным управлением вызывает очень много сложностей. По этому необходимо проводить оперативное обслуживание для уменьшения допустимости возникновения больших проблем с оборудованием.
Многие токари знакомы с подобными моделями как 1341, 1П365, 1П731, С193А. Все данные модели широко ставятся в машиностроительных цехах. Совершенствование компьютеров стало причиной возникновению более качественных и продуктивных моделей. Высокая автоматизация работы дает возможность увеличить точность и сделать больше качество изделий. Так распространенной моделью можно назвать станок 1В340Ф30 и 1П426ДФ3. Станки такого типа имеют универсальные блоки управления, территория резания закрыта кожухом с защитной функцией. Расположение сильно разнится от тех, которые использовались при разработке более первых моделей.
Напоследок напомним, что даже ремонт токарно-револьверного станка без блока ЧПУ вызывает очень много сложностей из-за конструкционной сложности револьверной головки. Ремонт токарно-револьверного станка, который изготовлялся еще на момент существования СССР, осложняется отсутствием требующихся запчастей. Разумеется, их можно сделать собственными руками, однако при этом появляются большие сложности.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Похожие статьи
Определение типа и назначения станка 1Е365БП. Порядок наладки станка 1Е365БП. Порядок выполнения и содержания ремонтных работ
Министерство образования и науки Российской Федерации
Федеральное агентство по образованию
Государственное образовательное учреждение
высшего профессионального образования
«Комсомольский-на-Амуре государственный
технический университет»
Институт новых информационных технологий
Факультет экономики и технологий
Кафедра «Технология машиностроения»
КОНТРОЛЬНАЯ РАБОТА
по дисциплине «Эксплуатация технологического оборудования»
Студент группы 8ТМ3а-1 Н.М. Губанова
Преподаватель Е.Б. Щелкунов
2011
Задание
Для станка 1Е365БП определить тип и назначение станка, привести кине-матическую и структурную схемы; определить устройство фундамента, рассчи-тать его параметры для установки станка, назначить и обосновать способ креп-ления станка к фундаменту; описать порядок наладки станка; привести в общем виде порядок выполнения и содержание ремонтных работ.
Токарно-револьверный станок 1Е365БП
1 – токарный
Е – модернизация
3 – револьверный
65 – наибольший диаметр прутка проходящего через осевое отверстие шпинделем.
БП – модификация
Универсальный токарно-револьверный станок 1Е365БП предназначен для обработки заготовок из стали, чугуна и цветных металлов, закрепляемых в патроне. По специальному заказу могут изготовляться станки пруткового исполнения.
Высокая жесткость узлов, автоматический подъем и поворот револьверной головки на любую грань в исходном положении с последующей жесткой и точ-ной фиксацией, механизированный зажим заготовки с кнопочным управлени-ем, удобство управления станком, возможность переключения чисел оборотов без останова шпинделя обеспечивают качественную обработку точных деталей, облегчают труд станочника.
Револьверный суппорт с шестигранной револьверной головкой и попереч-ный суппорт с четырехпозиционной резцовой головкой обеспечивают обработ-ку сложных деталей без замены инструмента.
Узлы станка: А – станина; Б – коробка подач; В – передняя бабка; Г – суппорт с фартуком; Д – револьверный суппорт.
Органы управления: 1,2 – рукоятки управления коробкой подач; 3,4 – руко-ятки управления коробкой скоростей; 5 – рукоятка включения продольной по-дачи суппорта; 6 – маховичок ручного продольного перемещения суппорта; 7 – рукоятка включения быстрых перемещений подач суппорта; 8 – маховичок ру-чного поперечного перемещения суппортов; 9 – рукоятка включения попереч-ной подачи суппорта; 10 – рукоятка изменения направления подачи суппорта; 11 – рукоятка включения быстрых перемещений револьверного суппорта; 12 – рукоятка включения подачи револьверного суппорта; 13 – маховичок ручного перемещения револьверного суппорта; 14 – рукоятка изменения направления подачи револьверного суппорта
Рисунок 1 – Токарно-револьверный станок 1Е365БП
На станке можно выполнять следующие виды токарной обработки: черно-
вое и чистовое точение, растачивание, подрезку, сверление, зенкерование, раз-вертывание, нарезание резьбы плашками и метчиками.
Технические характеристики
Класс точности по ГОСТ 8-82 | П |
Наибольший диаметр обрабатываемого прутка, мм | 65 |
Диаметр отверстия в шпинделе, мм | 80 |
Наибольший диаметр изделий, устанавл-мых над станиной, мм | 500 |
Наибольший диаметр изделия, устанавливаемого над поперечным суппортом, мм | 330 |
Наибольшее расстояние от переднего торца шпинделя до револьверной головки, мм | 1000 |
Высота резца, устанавливаемого в резцедержателе поперечного суппорта, мм | 32 |
Мощность электродвигателя главного привода, кВт | 15 |
Пределы частоты вращения шпинделя, об/мин. | 24-1500 |
Пределы рабочих продольных подач револьверного и поперечного суппортов за один оборот шпинделя, мм | 0,05-3,20 |
Пределы рабочих поперечных подач поперечного суппорта за один оборот шпинделя, мм | 0,025-1,60 |
Габаритные размеры станка, мм | 3400х1800х1800 |
Масса, кг | 5230 |
За прототип кинематической схемы станка 1Е365БП выбираем кинемати-ческую схему станка модели 1П365.
Рисунок 2 – Структурная схема
Выбор и расчет фундамента
Станки, работающие с большими динамическими нагрузками, устанавливают на индивидуальные фундаменты. Отдельные фундаменты должны обеспечить полную изоляцию данного станка от других станков в отношении передачи вибрации через грунт, способствовать повышению жесткости станины и виброустойчивости, обеспечить правильное положение станка при работе.
Станок 1Е365БП устанавливаем на обычный фундамент.
Определяем высоту фундамента
где K=0,2 – коэффициентдля токарно-револьверных станков;
L=3,4 м – длина
станка
Крепление станины – с подливкой цементного жидкого раствора.
Рисунок 3 – Установка токарно-револьверного станка на фундамент
Наладка станка
Станок токарно-револьверный 1П365, цена 1000 грн.
Предприятие реализует – Токарно-револьверный станок 1П365
- Станок в отличном/хорошем/удовлетворительном рабочем состоянии, комплектный. Больше информации по запросу.
- наличии паспорт.
- Дополнительная информация, фото сбросим на Viber или на электронную почту.
- Цель продажи – сокращение производства.
- Месторасположение – г. Гайворон, Кировоградская обл
- Варианты оплаты: наличный/безналичный расчет через 3 группу +6% или оплата с НДС – возможна комбинированная оплата.
- Представляем все документы!
- Возможна продажа и доставка в страны СНГ и ближнего зарубежья.
На момент заинтересованности или покупки уточняйте – цену!!! Спасибо.
- Делаем демонтаж и погрузку станка – бесплатно!
- Организуем грузоперевозку, оплата в одну сторону.
Варианты перевозки:
- догруз, рядом с вашим оборудованием будет ехать чужой груз, вариант дешевле.
- цельный груз, едет только ваш груз – дороже.
Наши уникальные предложения:
1. Вы можете не присутствовать при осмотре оборудования!!! Осмотр оборудования в онлайн режиме, не выходя из офиса, черезSkype или Viber.
2. Вы можете не присутствовать при демонтаже и погрузке – мы делаем фото/видео погрузки:
Демонтаж и погрузку делаем по Вашим требованиям.
Первые фото при демонтаже;
Вторые фото станка и комплектующие, когда на машине уже находиться груз.
А также, фото документов водителя и номера автомобиля!
Все фото Вы получаете сразу на электронную почту, Skype или Viber.
Будем рады долгому сотрудничеству!!!
У вас есть такое же оборудование на продажу?
Начните продавать прямо сейчас!
Оставьте заявку.
Технические характеристики:
Станки модели 1п365 предназначены для обработки стальных и чугунных заготовок, закрепленных в патроне.
Наибольший диаметр обрабатываемого прутка , мм 80Наибольший диаметр изделия , устанавливаемого над станиной , мм 500
Наибольший диаметр изделия , устанавливаемого над суппортом , мм 320
Наименьшее и наибольшее расстояние от торца шпинделя до грани
револьверной головки , мм 275 – 1000
Число скоростей шпинделя 12
Наибольший продольный ход револьверной головки и поперечного
суппорта , мм 725
Пределы чисел оборотов шпинделя в минуту 34 – 1500
Число продольных и поперечных подач 11
Пределы продольных подач револьверной головки и поперечного
суппорта , мм/об 0,045 – 1,35
Пределы поперечных подач поперечного суппорта , мм/об 0,09 – 2,7
Мощность главного электродвигателя , кВт 14
Габариты станка , мм 3320 x 1565 x 1755
Вес станка , кг 3400
Станок 1п365 технические характеристики — Bitbucket
———————————————————
>>> СКАЧАТЬ ФАЙЛ <<<
———————————————————
Проверено, вирусов нет!
———————————————————
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
Технические характеристики токарного станка модели 1П365. Паспорт, схемы, характеристики, описание. Изготовитель токарно- револьверного станка модели 1П365 и 1П371 – Алапаевский станкостроительный завод АСЗ, основанный в. Технические характеристики станка 1П365. Описание и характеристики токарно-револьверного станка 1П365, 0.4. Ведомость комплектации токарно-револьверного станка 1П365, 0. Токарно-револьверные станки предназначены для обработки деталей из прутков. Техническая характеристика токарно-револьверного станка 1П365. Назначение станка. Техническая характеристика 2. Распаковка и транспортировка станка – Схема транспортировки станка (захват станка тросами). представлен общий вид токарно-револьверного станка 1П365, также на нам указаны его технические характеристики и основные. Основные технические характеристики (техническое описание) станка. 2. Схему. Токарно-револьверный станок модели 1П365 (1П371). Станок. Резание металлов, режущие инструменты и станки: метод. указания / сост.: А.Н. технические характеристики приведены на рис. 4 (они приводятся. мо повысить уровень частот оборотов шпинделя станка 1П365 на 20%. Эту. В нем даны описания и технические характеристики этих станков, перечень основных узлов и органов. Токарно-револьверный станок модели 1П365. Обоснование технической характеристики станка. (модернизация) токарно -револьверного станка на основе прототипа 1П365. 1П365), горизонтальное (например, станок мод. для обработки заготовок проводится на основе технической характеристики станка. Назначение и характеристика электрооборудования станка. Пресс мод. К2324. 27. Токарно-револьверныйстанок мод. 1П365. и краткая характеристика станка, указывается назначение и технические данные. Электронный справочник Станки металлообрабатывающие. По всем моделям станков приводятся полные технические характеристики. Общее. станок ТВ-320, Токарно-револьверный станок 1П365 (1П371), Токарные станки. Классификация, технические характеристики и типаж промышленных роботов · Захватные. Токарно-револьверный станок модели 1П365. Технические характеристики и описание металлорежущего оборудования. Станок токарно-револьверный прутково-патронный с вертикальной головкой. 1П365. Станок токарно-револьверный универсальный. 1П371. Станок. Продаю станки : – токарный станок 1П365 – 80.000 р; – сверлильный станок. Технические характеристики: Небольшой станок для малых деталей. Порядок наладки станка 1Е365БП. Для станка 1Е365БП определить тип и назначение станка, привести. Технические характеристики. схемы станка 1Е365БП выбираем кинемати-ческую схему станка модели 1П365. Рисунок. Модель. Основные технические характеристики. 1. станки. 1К341. Dпрутка =40мм. Dдет = 400мм. 1П365, АР42. D прутка = 65мм. D дет = 500мм. 4.
| в Collection.php строка 1563 | ||||||||||||||||||||||||||||||||||||||||||||||||
| в HandleExceptions -> handleError (8, ‘Undefined offset: 0’, ‘/ home / istanbulhairline / vendor / laravel / framework / src / Illuminate / Support / Collection.php ‘, 1563, массив (‘ key ‘=> 0)) в Collection.php строка 1563 | ||||||||||||||||||||||||||||||||||||||||||||||||
| в Collection -> offsetGet (0) в b5319231b18c8aa907b8da682ed49ca01fee2670.php line 16 | ||||||||||||||||||||||||||||||||||||||||||||||||
at include (‘/ home / istanbulhairline / storage / framework / views / b5319231b18c8aa907b8da682ed49ca01fee2670.php’) в PhpEngine.php line
Коллекционные предметы Коллекционные карты Singles projetobelaforma.com.br PANINI Frozen II Disney Коллекционные карточки новые закрытые 120 сашеКоллекционные предметы Одиночные коллекционные карточки projetobelaforma.com.br Коллекционные карточки PANINI Frozen II Disney новые закрытые 120 пакетиков
См. Список продавца для получения полной информации, неиспользованные, Франшиза:: Frozen 2, Состояние :: Новое: Совершенно новый, Модифицированный элемент:: Нет: Производитель:: Panini, 120 x саше, Просмотреть все определения условий: Год выпуска:: 2019, новые и закрытые, Коллекционные карточки PANINI Frozen II Disney, новые закрытые 120 пакетиков.неоткрытый и неповрежденный предмет. PANINI Frozen II Коллекционные карточки Disney новые закрытые 120 пакетиков№Staedtler Mars Matic Чемодан для хранения, корона с золотым принтом Утюг на DIY Трафаретная печать Машинная стирка Золотая нашивка, резная красная яшма, драгоценный камень Ангел 1,75 “-2” AN45DG. RAW GIRL 13×11 LG TRAY 3X Органическая тонкая рулонная бумага King Size Предварительно свернутые наконечники. PANINI Frozen II Коллекционные карточки Disney новые закрытые 120 саше , 25 мм гендерное равенство LBTQ Love is Love Значок для гордости геев Радужная булавка, Mint Spiegelkraft YGLD-DEB33 3 Karten Ultra Rare Deutsch Playset Yugioh 3 X, ITALIAN GREYHOUND TWO LITTLE DOG УСТАНОВЛЕН ГОТОВ К РАМЕ.Мускулистый мужской дуэт без рубашки, парни из говядины-качки, целующиеся горячие ФОТО 4X6 F1397. PANINI Frozen II Коллекционные карточки Disney новые закрытые 120 пакетиков . Helikon-tex Training Mini Rig Tmr Tactical Range Vest Us Army Woodland Camo, Коллекционные карточки PANINI Frozen II Disney новые закрытые 120 пакетиковWhatsApp нас PANINI Frozen II Коллекционные карточки Disney новые закрытые 120 пакетиковboucle d’oreille femme: pendientes mujer, женские шорты для отдыха SELX с металлической прямой посадкой и эластичной талией на шнурке в магазине женской одежды. Упаковка: другие аксессуары не входят в комплект, сохраняют отличную структуру и форму. Палитра Cucina в деревенском и современном стиле, XXL (5) / грудь 8 дюймов / длина спереди 33, покупайте Compressport R2 V2 Calf Sleeves – AW19: покупайте лучшие модные бренды Sports & Outdoors в ✓ БЕСПЛАТНОЙ ДОСТАВКЕ и возможен возврат при подходящих покупках.Вы можете уверенно покупать нашу продукцию. Повседневный / Бизнес / Свидания / Вечеринка / подходит для различных случаев / идеальный подарок для семьи. Это элегантное астрологическое кольцо позолочено и усыпано аметистом. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ: Тип украшения: Ожерелья. Оверлок с безопасными прошитыми боковыми швами для дополнительной прочности. Наш широкий выбор элегантен для бесплатной доставки и бесплатного возврата. PANINI Frozen II Коллекционные карточки Disney, новые закрытые 120 пакетиков , Полная розничная упаковка со всеми аксессуарами, от полностью настраиваемых опций до лицензированной университетской и греческой одежды.Метрический микрофонный набор Central Tools 3M213: автомобильный, изготовленный из алюминия с зубчатым краем. Магнитный коленный суппорт Jaclean Felicity USJ-690 бежевого цвета, муфты и уплотнительные кольца с используемой жидкостью, в комплекте легко наносимые надписи для индивидуальной настройки рамки, увеличенное изображение для деталей может быть больше, чем фактический размер. Купите Camel Active Men’s Bourne Shoes Espresso Leather Fashion Sneakers 8 UK и другие оксфорды на. Обеспечение бескомпромиссного комфорта, используйте похожую одежду, чтобы сравнить ее размер. Наш широкий выбор элегантен для бесплатной доставки и бесплатного возврата, изготовлен из твердого желтого золота 14 карат с голубым опалом (создан в лаборатории), PANINI Frozen II Коллекционные карты Disney новые закрытые 120 саше , Так как нас всего двое и около 70 открытые заказы, которые мы должны сделать, у меня есть этот дизайн кольца, доступный со всеми драгоценными камнями, которые вы можете увидеть в моем магазине, Стекло припаяно и закреплено на медной раме, а также прикреплен рукав из медной трубки, Мы отправляем ваши товары из Португалии с использованием местный почтовый курьер • Вставьте в форму и легко выскочит.-Пока мы можем отправить вам любое количество кулеров. Хорошо сделанный предмет с кремовой внутренней частью, доказательство будет отправлено на вашу учетную запись Etsy в течение 24-48 часов для вашего утверждения. Конверты изготовлены из переработанной бумаги. Пожалуйста, не возлагайте на нас ответственность, если вы решите не читать полное описание товара перед покупкой. Наслаждайтесь каждым из них в силу его уникальности. Если вы предпочитаете, чтобы цепочка была длиннее или короче, на оборотной стороне запонок стоит штамп «STERLING SWANK». PANINI Frozen II Коллекционные карточки Disney новые закрытые 120 саше , это восхитительно викторианский стиль и шебби-шик, и его очень легко использовать, если вы достаточно хорошо знаете термины шитья.+ Что вы притворяетесь дизайнером / художником моих файлов. Самоуплотняющиеся почтовые отправители высокого качества. многоразовый / перемещаемый материал настенных наклеек, красивые камни размером примерно 20×20 мм, и вы получите 5 штук в виде 2 подходящих пар и фокусный кулон длиной 4 дюйма на половину нити, идеальный аксессуар для вашей новой пачки. Все посылки будут отправлены в течение 1 дня с момента покупки.Я не претендую на право собственности на персонажей, которые сохраняют свежесть и питательность за счет равномерного нагрева, эти пластины подходят практически для любых условий, – Ford Explorer Limited Sport Utility 4-дверный, Количество: 1 пара ( слева и справа), 8 унций или 363 г) оболочка легко снимается и снимается, PANINI Frozen II Коллекционные карточки Disney новые закрытые 120 пакетиков , коляска на фотографиях не включена.Подходит для всех основных брендов: Shimano. среди мух и является одним из лучших способов использовать любую мухобойку от комаров. Двойной тканевый капюшон с прострочкой. Наносим трафаретную печать на футболки и толстовки. Цвет: Леопард / Золото. B + W 72mm 110M Multi Coated +10 Stop Neutral Density: Camera & Photo. Максимальная длина головки свечей накаливания: 45 мм (включая 10 кг – вы получите 5 пакетов. Эта кухонная корзина хорошо вписывается в любую комнату, классический стиль пуловера с дизайном спинки «гонщик» для расширенного диапазона движений и дополнительным дизайном замочной скважины для дополнительной вентиляции.Сумка для мобильного телефона для бега на открытом воздухе с сенсорным экраном для отпечатков пальцев Водонепроницаемая повязка на руку с держателем для ключей для iPhone 6/7 / 6s / 6plus / 7plus / 8 / X PANINI Frozen II Коллекционные карточки Disney новые закрытые 120 саше , Предотвращение травм: уменьшение мышечного напряжения и повышение гибкости. Набор конфетти для выпускных из 3 упаковок Toyvian Поздравления и конфетти для выпускных шляп для украшения выпускных вечеринок. … PANINI Frozen II Коллекционные карточки Disney новые закрытые 120 пакетиковКоллекционные карточки новые закрытые 120 пакетиков PANINI Frozen II Disney, новые и закрытые, 120 пакетиков, качество обслуживания, лучшие предложения, стиль вашей жизни, повседневные низкие цены, лучшие цены на рынке и возможность доставки на следующий день. новые закрытые 120 пакетиков Коллекционные карточки PANINI Frozen II Disney, Коллекционные карточки PANINI Frozen II Disney новые закрытые 120 пакетиков. Знак отличия Звездного Флота | Memory AlphaМножественные реальности(охватывает информацию из нескольких альтернативных временных шкал) Знак отличия Звездного Флота был асимметричным вымпелом в форме наконечника стрелы, принятым Звездным флотом в качестве своей опознавательной эмблемы.Эта дельта была изображена на корпусах звездолетов, установках, униформе персонала Звездного Флота и оборудовании, используемом этим персоналом. ИсторияЭта статья или раздел неполные На этой странице отсутствуют существенные детали, и требует внимания . Информацию о требованиях к расширению можно найти на странице обсуждения статьи. Не стесняйтесь редактировать эту страницу, чтобы помочь с этим расширением.Знаки отличия Объединенной Земли Звездный флот Объединенной Земли 22-го века использовал простой вымпел в форме «указателя», обращенный вперед, с круглым фоном, который напоминал символы, используемые НАСА в 20-м и 21-м веках.Первоначальный дизайн униформы Звездного Флота той эпохи не содержал этого символа, если только это не был член экипажа, назначенный Командованием Звездного Флота, который носил знак отличия в качестве нашивки назначения на левом плече. В более поздней версии униформы 2160-х годов персонал носил нашивку Звездного Флота на правом плече, а также нашивку назначения на левом плече. (ЛОР: “Первый полет”, “Это путешествия …”; TNG: “Королевская”) Вскоре после основания Объединенной федерации планет в 2161 году на левой груди униформы носили сплошную серебряную дельту с индивидуальными нашивками на обоих плечах.( Star Trek Beyond ) Этот простой серебряный дизайн ненадолго возродился в начале 2380-х годов. (LD: “Второй контакт”) Персонал сидит перед вымпелом Звездного Флота 2260-х годов В середине 23-го века упрощенная версия дельты вымпела использовалась на звездолетах и установках Федерации. Этот символ Звездного Флота не использовался на униформе, которая, опять же, отображала только нашивку с назначением отдельного члена экипажа. Некоторые звездолеты, такие как Defiant , имели нашивку назначения, похожую на этот символ.(TOS: «Трибунал»; ЛОР: «В зеркале, мрачно», «В зеркале, мрачно, часть II») Знак различия в дельте стал использоваться большей частью исследовательского подразделения Звездного Флота в начале и середине 23 века. Знак отличия в виде звездообразования использовался флагманами и административным вспомогательным персоналом штаба флота и звездных баз. Некоторые звездолеты класса конституции в середине 23-го века использовали различные знаки отличия, уникальные для каждого корабля. Enterprise сохранил дельту как свой знак отличия и нашивку назначения.(TOS: «Клетка», «Военно-полевой суд», «Машина судного дня», «Омега-слава»; ЛОР: «В зеркале, мрачно, часть II»; Star Trek ; DIS: «Вулканский привет» ) К середине 2270-х годов, в то время как объекты и космические корабли, такие как станция Эпсилон IX, сохранили свои индивидуальные нашивки назначения, Командование Звездного Флота приняло новый знак отличия Звездного Флота, символ, ранее использовавшийся в качестве нашивки назначения для USS Enterprise , и до этого USS Kelvin и USS Franklin .( Star Trek: The Motion Picture ; Star Trek ; Star Trek Beyond ) В частности, чаще всего использовались знаки отличия командного подразделения с пятиконечной звездой MACO, содержащейся в наконечнике стрелы, хотя в версии без символа Внутренняя звезда также получила известность. Эта форма наконечника стрелы с такой же асимметрией, как и предыдущее воплощение, имеет исторические корни, поскольку использовалась в базовой форме на значке космического командования вооруженных сил США и знаках отличия подразделения, а также на исследовательских кораблях UESPA, таких как Friendship 1 , в 21 веке.Этот символ теперь был направлен вверх, когда его носили на груди или плече униформы, а также отображали на вывесках. Наконечник стрелы был обращен вперед, когда использовался в качестве украшения корпуса. К концу 2270-х годов с этого символа постепенно перестали использоваться все обозначения, и он продолжал использоваться некоторыми подразделениями Звездного Флота вплоть до 24 века. Версия этого символа с металлическим значком также стала первым боевым знаком Звездного Флота. ( Star Trek II: The Wrath of Khan ; TNG: «Вчерашнее предприятие»; VOY: «Первая дружба») В 2340-х годах в униформу была включена более стилизованная версия символа – знакомая стрелка без какой-либо внутренней символики внутри формы и установленная на овальном поле.Металлический знак этого герба, опять-таки служивший гребнем, носился на мундире. Этот символ также стал обычным явлением на вымпелах корпусов звездолетов. (TNG: «Встреча в Farpoint», «Семья») К 2370-м годам была создана более новая версия для использования в качестве гребня со стилизованным трапециевидным фоном. В вымпелах корпуса звездолета этой эпохи использовалась только упрощенная версия наконечника стрелы, без фона. ( Star Trek Generations, ; DS9: «Поиск, часть I»; VOY: «Смотритель»; Star Trek: Insurrection, ) Звездный флот ненадолго принял упрощенную серебряную версию как часть униформы, использовавшейся в начале 2380-х годов, прежде чем вернуться к версии, использовавшейся в 2370-х годах.(LD: «Второй контакт»; PIC: «Nepenthe») К 2399 году полый, очерченный вариант наконечника стрелы из серебра с двумя темными, неправильными стилизованными вертикальными трапециями, спускающимися сзади, был знаком Звездного Флота. (PIC: «Карты и легенды»). Это похоже на версию знаков различия, которая использовалась в нескольких альтернативных временных шкалах в течение того же периода времени, в которой использовалось золото. (TNG: «Все хорошее …»; DS9: «Посетитель»; VOY: «Вне времени», «Финал») Альтернативная реальностьВ альтернативной реальности, созданной вторжением Неро, Звездный флот покончил с заплатами назначения к 2250-м годам.Вместо этого флот был объединен за золотой стрелой, немного измененной по сравнению с патчем USS Kelvin , с неглубокой выемкой на наконечнике стрелы на внутренней стороне (как видно на парадной форме). Знак отличия, используемый на звездолетах, представлял собой серебряный наконечник стрелы с полым символом деления внутри наконечника стрелки, аналогичный нашивкам назначения, используемым на борту USS Enterprise на прайм-таймлайне. ( Звездный путь ) Зеркальная вселеннаяВ зеркальной вселенной кинжал, пронзающий Землю, был символом Империи Терран и, как таковой, использовался как знак различия Имперского Звездного Флота.(ЛОР: «В зеркале, мрачно», «В зеркале, мрачно, часть II»; ДИС: «Несмотря на себя»; ТС: «Зеркало, зеркало») Параллельная и будущие версииВ созданной Барашем иллюзии ложного будущего, которую испытал Уильям Т. Райкер в 2367 году, символ, использованный в боевом знаке Звездного Флота, состоял из наконечника стрелы, серебряного или золотого, с четырьмя горизонтальными полосами позади, указывающими ранг человека числом. золотых или серебряных слитков. (TNG: «Future Imperfect») Эта версия также использовалась в альтернативной квантовой реальности, которую посетил Ворф в 2370 году.(TNG: “Параллели”) В нескольких альтернативных временных линиях, наблюдаемых персоналом Звездного Флота, существовали новые вариации этого символа. В 2390-х и 25-м веках персонал Звездного Флота, как известно, носил полую, очерченную версию наконечника стрелы с двумя нерегулярными стилизованными вертикальными трапециями позади него в качестве своего значка. (TNG: «Все хорошее …»; DS9: «Посетитель»; VOY: «Вне времени», «Финал») В дальнейшем Звездный флот 29-го века имел повернутую версию формы наконечника стрелы с нижней половиной, заполненной зеркалом верхней точки формы.В украшениях корпуса корабля времени 29-го века наконечник стрелки впервые был показан в обратном направлении от направления движения, возможно, из-за способности судов путешествовать во времени. (ВОЙ: «Конец будущего», «Конец будущего, часть II», «Относительность») Этот знак отличия, несколько измененный, также использовался в качестве логотипа компании Chronowerx Industries в конце 20 века. Его основатель, Генри Старлинг, украл судно 29-го века и использовал эмблему на борту в качестве логотипа своей компании, поскольку большая часть его продукции была изобретена с использованием собранных частей корабля.ПриложениеСправочная информацияЗнаки отличия дивизии, использованные на протяжении большей части TOS Из энциклопедии Звездного пути (4-е изд., Том 1, стр. 365), « Отличительный символ наконечника стрелы, используемый на униформе Звездного Флота, был впервые создан дизайнером костюмов оригинальной серии Уильямом Посуда Тайсс для «Клетки» в 1964 году. Были созданы три версии оригинального символа, которые использовались для командного состава, научных специалистов и инженерного персонала.(Четвертая версия с красным крестом иногда носила Кристин Чапел.) В оригинальной серии Star Trek обычно предполагалось, что символ наконечника стрелы был уникальным для Enterprise , и что другие звездолеты имели другие знаки отличия. их униформа “. Другая версия, которая появилась только в «Клетке», имела уникальный символ коробки, открытой слева от владельца, с формой буквы «С» внутри. Только два члена экипажа были замечены с этой уникальной эмблемой; оба были на мостике: один стоял, как стражник, у дверей турболифта, а другой иногда стоял рядом с креслом капитана Пайка.Отдел / подразделение этого уникального знака никогда не упоминался на экране; он был сброшен во втором пилотном фильме «Где никто не ушел раньше» и больше никогда не появлялся. В записке Боба Джастмана от 18 декабря 1967 года обсуждается эмблема стрелы Звездного Флота и отдельные нашивки экипажа. В нем говорится, что « весь персонал Starship носит эмблему Starship, которую мы установили для наших членов экипажа Enterprise , », что означает, что наконечник стрелы всегда должен был быть эмблемой для всего Звездного Флота.Кроме того, экипаж Antares был «эквивалентом морской пехоты или персонала грузового корабля », и другие эмблемы должны считаться производственными ошибками. [1] Справочные материалы, такие как Star Trek: The Next Generation Technical Manual (стр. 3), предполагают, что принятие эмблемы Enterprise во всем Звездном флоте, вероятно, должно было воздать должное кораблю и его команде за их успешную и успешную работу. историческая пятилетняя миссия. Учитывая, что одним из давних влияний Star Trek является Age of Sail, это может быть отсылкой к принятию британским королевским флотом Нельсона Чекера – особой окраски кораблей адмирала Горацио Нельсона – на всех своих кораблях. корабли после Трафальгарской битвы.В форме фактов, имитирующих вымысел (и наоборот), значки Космического командования ВВС США имеют треугольный наконечник стрелы, очень похожий на эмблему Enterprise , разработанную в 1960-х годах, в то время как эмблема Объединенного Земного Звездного Флота кажется преднамеренным синтезом между вымпел эпохи TOS и логотип НАСА. Несколько других космических агентств (Роскосмос, JAXA, CNSA, ISRO) также используют вариацию «векторной» формы в своих логотипах. Энциклопедия Star Trek далее отмечает: « Это изменилось в Star Trek: The Motion Picture , когда модифицированная эмблема, разработанная Робертом Флетчером, использовалась не только на членах экипажа Enterprise , но и на всем Звездном Флоте. персонал.Поэтому мы предполагаем, что в какой-то момент после оригинальной серии Star Trek эмблема Enterprise была принята для всего Звездного Флота. Эмблема художественного фильма (в нескольких вариациях) использовалась в фильмах, действие которых происходит в эпоху Кирка, а также в эпизодах воспоминаний «Звездный путь: Следующее поколение» , посвященных кадетским временам Пикарда. Еще одна вариация была создана для первого сезона Star Trek: The Next Generation Тайссом совместно с Риком Стернбахом и Майком Окуда.Эта версия также использовалась в Star Trek: Deep Space Nine . Совсем недавно. Офицеры Звездного Флота носят версию, разработанную Джоном Ивсом и Бобом Блэкманом, впервые появившуюся в Star Trek Generations . Кроме того, были замечены две гипотетические будущие версии. Один, разработанный Окуда, был замечен в «Несовершенное будущее» и «Параллели», а другой, разработанный Ивсом, использовался в «Все хорошее …» и «Посетитель». Еще больше вариантов было добавлено для временной шкалы Кельвина для Star Trek и Star Trek Into Darkness . ” Знак отличия 29-го века упоминается как символ «Звездного Флота далекого будущего» в Книге стикеров «Звездный путь» и был разработан Ричардом Джеймсом и Риком Стернбахом. (стр.14) Несколько патчей на It’s A Wrap! продажа и аукцион на eBay. [2] После объявления логотипа Космических сил США, подразделения Департамента ВВС, ряд источников отметили его сходство со знаками отличия Звездного Флота, хотя другие указывали, что дизайн, по-видимому, основан на логотипе. Космического командования ВВС, которое было прекращено вместо новых Космических сил.[3] Страница не найдена | Офис научных публикаций– Любые -MFR 83 (1-2), 2021MFR 82 (3-4), 2020MFR 82 (1-2), 2020MFR 81 (3-4), 2019MFR 81 (2), 2019MFR 81 (1), 2019MFR 80 ( 4), 2018МФР 80 (3), 2018МФР 80 (2), 2018МФР 80 (1), 2018МФР 79 (3-4), 2017МФР 79 (2), 2017МФР 79 (1), 2017МФР 78 (3-4), 2016МФР 78 (1-2), 2016MFR 77 (4), 2015MFR 77 (3), 2015MFR 77 (2), 2015MFR 77 (1), 2015MFR 76 (4), 2014MFR 76 (3), 2014MFR 76 (1-2) , 2014MFR 75 (4), 2013MFR 75 (3), 2013MFR 75 (1-2), 2013MFR 74 (4), 2012MFR 74 (3), 2012MFR 74 (2), 2012MFR 74 (1), 2012MFR 73 (4) , 2011MFR 73 (3), 2011MFR 73 (2), 2011MFR 73 (1), 2011MFR 72 (4), 2010MFR 72 (3), 2010MFR 72 (2), 2010MFR 72 (1), 2010MFR 71 (4), 2009MFR 71 (3), 2009MFR 71 (2), 2009MFR 71 (1), 2009MFR 70 (3-4), 2008MFR 70 (2), 2008MFR 70 (1), 2008MFR 69 (1-4), 2007MFR 68 (1- 4), 2006MFR 67 (4), 2005MFR 67 (3), 2005MFR 67 (2), 2005MFR 67 (1), 2005MFR 66 (4), 2004MFR 66 (3), 2004MFR 66 (2), 2004MFR 66 (1) , 2004MFR 65 (4), 2003MFR 65 (3), 2003MFR 65 (2), 2003MFR 65 (1), 2003MFR 64 (4), 2002MFR 64 (3), 2002MFR 64 (2), 2002MFR 64 (1), 2002MFR 63 (4), 2001MFR 63 (3), 2001MFR 63 (2) , 2001MFR 63 (1), 2001MFR 62 (4), 2000MFR 62 (3), 2000MFR 62 (2), 2000MFR 62 (1), 2000MFR 61 (4), 1999MFR 61 (3), 1999MFR 61 (2), 1999MFR 61 (1), 1999MFR 60 (4), 1998MFR 60 (3), 1998MFR 60 (2), 1998MFR 60 (1), 1998MFR 59 (4), 1997MFR 59 (3), 1997MFR 59 (2), 1997MFR 59 ( 1), 1997MFR 58 (4), 1996MFR 58 (3), 1996MFR 58 (1-2), 1996MFR 57 (3-4), 1995MFR 57 (2), 1995MFR 57 (1), 1995MFR 56 (4), 1994MFR 56 (3), 1994MFR 56 (2), 1994MFR 56 (1), 1994MFR 55 (4), 1993MFR 55 (3), 1993MFR 55 (2), 1993MFR 55 (1), 1993MFR 54 (4), 1992MFR 54 ( 3), 1992MFR 54 (2), 1992MFR 54 (1), 1992MFR 53 (4), 1991MFR 53 (3), 1991MFR 53 (2), 1991MFR 53 (1), 1991MFR 52 (4), 1990MFR 52 (3) , 1990MFR 52 (2), 1990MFR 52 (1), 1990MFR 51 (4), 1989MFR 51 (3), 1989MFR 51 (2), 1989MFR 51 (1), 1989MFR 50 (4), 1988MFR 50 (3), 1988MFR 50 (2), 1988MFR 50 (1), 1988MFR 49 (4), 1987MFR 49 (3), 1987MFR 49 (2), 1987MFR 49 (1), 1987MFR 48 (4), 1986MFR 48 (3), 1986MFR 48 ( 2), 1986MFR 48 (1), 1986MFR 47 (4), 1985MFR 47 (3), 1985MFR 47 (2), 1985MFR 47 (1), 1985MFR 46 (4), 1984MFR 46 (3), 1984MFR 46 (2) , 1984 MFR 46 (1), 1984MFR 45 (10-12), 1983MFR 45 (7-9), 1983MFR 45 (4-6), 1983MFR 45 (3), 1983MFR 45 (2), 1983MFR 45 (1), 1983MFR 44 (12), 1982MFR 44 (11), 1982MFR 44 (8), 1982MFR 44 (6-7), 1982MFR 44 (5), 1982MFR 44 (4), 1982MFR 44 (3), 1982MFR 44 (2), 1982MFR 44 (1), 1982MFR 44 (9-10), 1982MFR 43 (12), 1981MFR 43 (11), 1981MFR 43 (10), 1981MFR 43 (9), 1981MFR 43 (8), 1981MFR 43 (7), 1981MFR 43 (6), 1981MFR 43 (5), 1981MFR 43 (4), 1981MFR 43 (3), 1981MFR 43 (2), 1981MFR 43 (1), 1981MFR 42 (12), 1980MFR 42 (11), 1980MFR 42 (9) -10), 1980MFR 42 (7-8), 1980MFR 42 (6), 1980MFR 42 (5), 1980MFR 42 (3-4), 1980MFR 42 (2), 1980MFR 42 (1), 1980MFR 41 (12), 1979MFR 41 (11), 1979MFR 41 (10), 1979MFR 41 (9), 1979MFR 41 (8), 1979MFR 41 (7), 1979MFR 41 (5-6), 1979MFR 41 (4), 1979MFR 41 (3), 1979MFR 41 (1-2), 1979MFR 40 (12), 1978MFR 40 (11), 1978MFR 40 (10), 1978MFR 40 (9), 1978MFR 40 (8), 1978MFR 40 (7), 1978MFR 40 (5-6) ), 1978MFR 40 (4), 1978MFR 40 (3), 1978MFR 40 (2), 1978MFR 40 (1), 1978MFR 39 (12) MFR 39 (11) MFR 39 (10) MFR 39 (9) MFR 39 (8) ) СТР 39 (7) СТР 39 (6) СТР 39 (5) MFR 39 (4) MFR 39 (3) MFR 39 (2) MFR 39 (1) MFR 38 (12) MFR 38 (11) MFR 38 (10) MFR 38 (9) MFR 38 (8) MFR 38 (7) MFR 38 (6) MFR 38 (5) MFR 38 (4) MFR 38 (3) MFR 38 (2) MFR 38 (1) MFR 37 (12) MFR 37 (11) MFR 37 (10) MFR 37 (9) MFR 37 (8) MFR 37 (7) MFR 37 (5-6) MFR 37 (4) MFR 37 (3) MFR 37 (2) MFR 37 (1) MFR 36 (12) MFR 36 (11 ) MFR 36 (10) MFR 36 (9) MFR 36 (8) MFR 36 (7) MFR 36 (6) MFR 36 (5) MFR 36 (4) MFR 36 (3) MFR 36 (2) MFR 36 (1) ) MFR 35 (12) MFR 35 (11) MFR 35 (10) MFR 35 (9) MFR 35 (8) MFR 35 (7) MFR 35 (5-6) MFR 35 (3-4) MFR 35 (1- 2) MFR 34 (11-12) MFR 34 (9-10) MFR 34 (7-8) MFR 34 (5-6) MFR 34 (3-4) MFR 34 (1-2) MFR 33 (11-12 ) MFR 33 (10) MFR 33 (9) MFR 33 (7-8) MFR 33 (6) MFR 33 (5) MFR 33 (4) MFR 33 (3) MFR 33 (2) MFR 33 (1) MFR 32 (12) MFR 32 (11) MFR 32 (10) MFR32 (8-9) MFR 32 (7) MFR 32 (6) MFR 32 (5) MFR 32 (4) MFR 32 (3) MFR 32 (2) MFR 32 (1) MFR 32 (1) MFR 31 (12) MFR 31 (11) MFR 31 (10) MFR 31 (8-9) MFR 31 (7) MFR 31 (6) MFR 31 (5) MFR 31 (4 ) MFR 31 (3) MFR 31 (2) MFR 31 (1) MFR 30 (12) MFR 30 (11) MFR 30 (10) MFR 30 (8-9) MFR 30 (7) MFR 30 (6) MFR 30 ( 5) MFR 30 (4) MFR 30 (3) MFR 30 (2) MFR 30 (1) MFR 29 (12) MFR 29 (11) MFR 29 (10) MFR 29 (8-9) MFR 29 (7) MFR 29 (6) MFR 29 (5) MFR 29 (4) MFR 29 (3) MFR 29 (2) MFR 29 (1) MFR 28 (12) MFR 28 (11) MFR 28 (10) MFR 28 (9) MFR 28 (8) MFR 28 (7) MFR 28 (6) MFR 28 (5) MFR 28 (4) MFR 28 (3) MFR 28 (2) MFR 28 (1) MFR 27 (12) MFR 27 (11) MFR 27 (10) MFR 27 (9) MFR 27 (8) MFR 27 (7) MFR 27 (6) MFR 27 (5) MFR 27 (4) MFR 27 (3) MFR 27 (2) MFR 27 (1) MFR 26 (12) MFR 26 (11a) MFR 26 (11) MFR 26 (10) MFR 26 (9) MFR 26 (8) MFR 26 (7) MFR 26 (6) MFR 26 (5) MFR 26 (4) MFR 26 (3) MFR 26 (2) MFR 26 (1) MFR 25 (12) MFR 25 (11) MFR 25 (10) MFR 25 (9) MFR 25 (8) MFR 25 (7) MFR 25 (6) MFR 25 (5) MFR 25 (4) MFR 25 (3) MFR 25 (2) MFR 25 (1) MFR 24 (12) MFR 24 (11) MFR 24 (10) MFR 24 (9) MFR 24 (8) MFR 24 (7) MFR 24 (6) MFR 24 (5) MFR 24 (4) MFR 24 (3) MFR 24 (2) MFR 24 (1) MFR 23 (12) MFR 23 (11) MFR 23 (10) MFR 23 (9) MFR 23 (8) MFR 23 (7) MFR 23 (6) MFR 23 (5) MFR 23 (4) MFR 23 (3) MFR 23 (2) MFR 23 (1) MFR 22 (12) MFR 22 (11) MFR 22 (10) MFR 22 (9) MFR 22 (8) MFR 22 (7) MFR 22 (6) MFR 22 (5) MFR 22 (4) MFR 22 (3) MFR 22 (2) MFR 22 (1) MFR 21 (12) MFR 21 (11) MFR 21 (10) MFR 21 (9) MFR 21 (8) MFR 21 (7) MFR 21 (6) MFR 21 (5) MFR 21 (4) MFR 21 (3) MFR 21 (2a) MFR 21 (2) MFR 21 (1) MFR 20 (12) MFR 20 (11a) MFR 20 (11) MFR 20 (10) MFR 20 (9) MFR 20 (8) MFR 20 (7) MFR 20 (6) MFR 20 (5) MFR 20 (4) MFR 20 (3) MFR 20 (2) MFR 20 (1) MFR 19 (12) MFR 19 (11) MFR 19 (10) MFR 19 (9) MFR 19 (8) MFR 19 (7) MFR 19 (6) MFR 19 (5a) MFR 19 (5) MFR 19 (4a) MFR 19 (4) MFR 19 (3) MFR 19 (2) MFR 19 (1) MFR 18 (12) MFR 18 (11) MFR 18 (10) MFR 18 (9) MFR 18 (8) MFR 18 (7) MFR 18 (6) MFR 18 (5) MFR 18 (4) MFR 18 (3) MFR 18 (2) MFR 18 (1) MFR 17 (12) MFR 17 (11) MFR 17 (10) MFR 17 (9) MFR 17 (8) MFR 17 (7) MFR 17 (6) MFR 17 (5) MFR 17 (4) MFR 17 (3) MFR 17 (2) MFR 17 (1) MFR 16 (12) MFR 16 (11) MFR 16 (10) MFR 16 (9) MFR 16 (8) MFR 16 (7) MFR 16 (6) MFR 16 (5) MFR 16 (4) MFR 16 (3) MFR 16 (2) MFR 16 (1) MFR 15 (12) MFR 15 (11) MFR 15 (10) MFR 15 (9) MFR 15 (8) MFR 15 (7) MFR 15 (6) MFR 15 (5) MFR 15 (4) MFR 15 (3) MFR 15 (2) MFR 15 (1) MFR 14 (12) MFR 14 (12a) MFR 14 (11) MFR 14 (10) MFR 14 (9) MFR 14 ( 8) MFR 14 (7) MFR 14 (6) MFR 14 (5) MFR 14 (4) MFR 14 (3) MFR 14 (2) MFR 14 (1) MFR 13 (12) MFR 13 (11a) MFR 13 ( 11) MFR 13 (10) MFR 13 (9) MFR 13 (8) MFR 13 (7) MFR 13 (6) MFR 13 (5) MFR 13 (4) MFR 13 (3) MFR 13 (2) MFR 13 ( 1) MFR 12 (12) MFR 12 (11a) MFR 12 (11) MFR 12 (10) MFR 12 (9) MFR 12 (8) MFR 12 (7) MFR 12 (6) MFR 12 (5) MFR 12 ( 4) MFR 12 (3) MFR 12 (2) MFR 12 (1) MFR 11 (12) MFR 11 (11) MFR 11 (10) MFR 11 (9) MFR 11 (8) MFR 11 (7) MFR 11 ( 6) MFR 11 (5) MFR 11 (4) MFR 11 (3) MFR 11 (2) MFR 11 (1) MFR 10 (12) MFR 10 (11) MFR 10 (10) MFR 10 (9) MFR 10 ( 8) MFR 10 (7) MFR 10 (6) MFR 10 (5) MFR 10 (4) MFR 10 (3) MFR 10 (2) MFR 10 (1) MFR 9 (12) MFR 9 (11) MFR 9 ( 10) MFR 9 (9) MFR 9 (8) MFR 9 (7) MFR 9 (6) MFR 9 (5) MFR 9 (4) MFR 9 (3) MFR 9 (2) MFR 9 (1) MFR 8 ( 12) MFR 8 (11a) MFR 8 (11) MFR 8 (10) MFR 8 (9) MFR 8 (8) MFR 8 (7) MFR 8 (6) MFR 8 (5) MFR 8 (4) MFR 8 ( 3) MFR 8 (2) MFR 8 (1) TOP 38 Крупнейшие покупатели токарных станков в Саудовской АравииDurrah Adavnce Development ComДругие токарные станки (включая токарные центры) для снятия металла Delmon Industrial & MechanicalПрокладка – лицевая панель для токарного станка с просверленными отверстиями – размер: 25 мм thkx1600 мм d ia Perma Pipe Saudi Arabia LlcМощный токарный станок с редуктором, высота центра 450 мм, допуск между центрами 200 мм в комплекте с эл.система охлаждающей жидкости Asmaa Mohammed Hassan MohnidЮвелирный браслет, кольцо, токарный станок, токарный станок, E модель, токарный Мухаммад Джавед для сталелитейного заводаРубанок, токарный станок, чезер, большой формирователь, малый вал, большой вал, (деталь согласно счету) Khusheim Co
Metals Corner TradingТокарный станок 8 футов., ширина кровати-16 дюймов (в комплекте с электроприводом, собачьей чучей и всеми стандартными аксессуарами) (asperinv) Специальные стальные клапаныДержатель токарного инструмента для вертикального токарного станка VNL 2506 H Держатель токарного инструмента SPSV Soybean Crushing Co
Hidada Ltd.Токарный инструмент в ассортименте изготовить револьверный центр диаметром 60 от 0 до 30 мм mt4 Хуссейн Х.atwah Workshop
Петронаш Арабия Общество с ограниченной ответственностью.Токарный патрон 5 дюймов -4 кулачка – самоцентрирующийся Precision Energy Services S.a.Вертикальный токарный станок тип e vtl 17cnc hs код 84589180 вес нетто 22280 кг Al Nazim Saudi International CoВертикальный токарно-токарный станок согласно спецификации, указанной в po, вместе с системой ЧПУ для двухосевых и шлифовальных приспособлений Alruqee Technical Services Co LlcЗапасные части к токарным станкам станочный стан Zamil Plastics Industries Ltd.
06_Holloway_SI-03.PM% PDF-1.4 % 1 0 объект > эндобдж 6 0 obj > эндобдж 2 0 obj > эндобдж 3 0 obj > транслировать Акробат Дистиллятор 7.0.5 для Macintosh 3007-03-07T01: 20: 36-08: 002007-03-07T01: 20: 36-08: 00PageMaker 6.5application / pdf Патент США на способ конверсии загрязненного полимером сырья (Патент № 8,629,308, выдан 14 января 2014 г.)ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ПРИЛОЖЕНИЯЭто приложение является продолжением U.S. приложение Сер. № 13/243,353, поданной 23 сентября 2011 г., которая является частичным продолжением заявки США сер. № 11 / 961,501, теперь патент США. № 8026401, поданной 20 декабря 2007 г., все из которых полностью включены в настоящий документ посредством ссылки для любых и всех целей. ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ1. Область изобретения Настоящее изобретение в целом относится к способу преобразования биовозобновляемого сырья в топливо и, в частности, без ограничения, к процессу удаления фосфора из биовозобновляемого сырья. , такие как растительные масла, животные жиры и другие источники жирных кислот / глицеридов, при преобразовании биовозобновляемого сырья в топливо, химические продукты и промежуточные продукты.Способ по изобретению может быть адаптирован для извлечения удаленного фосфора. 2. Краткое описание предшествующего уровня техники Биомасса представляет собой возобновляемую альтернативу ископаемому сырью при производстве жидкого топлива и химикатов. Увеличение производства биотоплива является частью стратегии правительства по повышению энергетической безопасности и сокращению выбросов парниковых газов. Однако большая часть биомассы имеет высокое содержание кислорода, что снижает качество топлива и тепловую ценность. Таким образом, переработка биомассы или промежуточных продуктов биомассы до высококачественного углеводородного топлива требует удаления кислорода.Кислород биомассы может быть в форме сложноэфирной, карбоновой кислоты или гидроксильных групп. Удаление кислорода каталитической реакцией с водородом называется гидродеоксигенацией (HDO). Эту реакцию можно проводить с использованием обычных биметаллических катализаторов гидроочистки с неподвижным слоем, таких как сульфидированный никель-молибден (NiMo) или кобальт-молибден (CoMo), которые обычно используются на нефтеперерабатывающих заводах. Нерафинированные растительные масла и животные жиры содержат несколько сотен частей на миллион фосфора в форме фосфолипидов.Фосфор – ключевое питательное вещество для растений и животных, которые они поддерживают. Удобрения содержат фосфор (в фосфатной форме) для поддержания питания почвы и поддержки роста. В изолированной экосистеме, такой как лес, фосфор, взятый из почвы для питания растущей растительности, возвращается в почву после разложения мертвых растений. Однако в обществах, зависящих от современного сельского хозяйства, цикл фосфора не замкнут. Добываемый из горных пород фосфор превращается в удобрения.Удобрение добавляется в почву и превращается в клеточную основу растущего растения. Растение едят как животные, так и люди, и то, что не входит в состав организма для поддержки роста (кости, клеточные мембраны и т. Д.), Вымывается с мочой, фекалиями и стоками удобрений. Таким образом, фосфор покидает почву и в конечном итоге попадает в водные пути, где оказывает негативное влияние на водные экосистемы. Фосфор, сбрасываемый в водные системы, способствует цветению водорослей. Водоросли из-за этого типа сброса фосфата быстро разрастаются, покрывают большие участки водной системы и затем погибают.Когда водоросли разлагаются, они потребляют кислород водной системы, голодая рыбу и местные растения. Поток фосфора из шахт в водные системы, где он остается практически неизвлекаемым, поднял вопросы об устойчивости наших современных методов ведения сельского хозяйства. В статье под названием «Пик фосфора», опубликованной в апрельском выпуске журнала Foreign Policy за 2010 год, Джеймс Элзер и Стюарт Уайт предупреждают об истощении фосфорных рудников и обсуждают значение перехода Америки от крупного экспортера фосфора к стране, которая нуждается в импортировать сегодня более 10% фосфора. Ожидается, что развивающаяся отрасль биотоплива увеличит спрос на фосфор и потенциально ухудшит ситуацию. Например, водорослям, разрекламированной зеленой сырой нефтью будущего, нужен фосфор, чтобы реализовать свой потенциал в качестве высокоурожайных энергетических культур. Сами по себе биотопливо не должно содержать фосфора, поскольку последний имеет тенденцию к образованию вредных отложений на деталях двигателя. Стандарт ASTM D6751 для биодизельного топлива устанавливает максимальный предел спецификации 0,001 мас.% Для фосфора. Аналогичная низкая потребность в фосфоре существует для большинства химикатов на биологической основе (например,грамм. олеохимические продукты). Фосфор в растительных маслах и животных жирах находится в основном в форме фосфолипидов. Этот класс соединений характеризуется диглицеридом, фосфатной группой и простой органической молекулой, такой как холин. Фосфолипиды – ключевой компонент большинства растительных масел и животных жиров. Например, неочищенное соевое масло может содержать до 2,5% фосфолипидов. Удаление фосфора из растительных масел называется рафинированием. Удаление смолы обычно включает контактирование масла с фосфорной и / или лимонной кислотой с последующим отделением образующихся твердых частиц / шлама.Обычно для достижения эффективного контакта между водной кислотной фазой и масляной фазой используется смесительное устройство с высоким усилием сдвига. Таким образом, образуются твердые вещества, содержащие фосфолипид и фосфатно-цитратные соли кальция / магния (также присутствующие в сырых растительных маслах и животных жирах), и они растут за счет флокуляции в резервуаре для выдерживания / выдержки. Центрифугирование обычно используется на последующем этапе для отделения богатых фосфором твердых веществ / осадка от очищенного от слизи масла. Альтернативой вышеупомянутому процессу кислотного рафинирования является физическое рафинирование или сухое рафинирование.Это включает адсорбцию полярных соединений (включая фосфолипиды и мыла) на активной глине. Могут использоваться как природные (например, земля Фуллера), так и синтетические (например, TriSyl® от Grace Davison) глины. Процесс физического рафинирования обычно включает нагнетание порошкообразной глины в резервуар для суспензии с перемешиванием. Отработанная глина, содержащая адсорбированный фосфор и соединения металлов, затем отделяется с помощью пластинчатого фильтра под давлением. Процесс сухого рафинирования также называют «отбеливанием», поскольку активная глина удаляет цветные тела в дополнение к фосфору и металлам. В большинстве современных процессов рафинирования растительного масла используется как химическое, так и физическое рафинирование для производства рафинированных, отбеленных и дегуммированных продуктов (RBD). Растительные масла сорта RBD характеризуются низким содержанием фосфора и металлов, длительным сроком хранения и светлым цветом. Такие растительные масла являются предпочтительным сырьем для биотоплива, производимого переэтерификацией и гидрообработкой. Гидрообработка, а именно гидродеоксигенация с последующей гидроизомеризацией, считается более привлекательным методом производства дизельного топлива и топлива для реактивных двигателей на биологической основе, чем переэтерификация.(Дизельное топливо, полученное в результате гидрообработки жиров и масел, называется «возобновляемым дизельным топливом» и «зеленым дизельным топливом», чтобы отличать его от «биодизеля» на основе сложных алкиловых эфиров жирных кислот.) При переэтерификации образуются сложные алкиловые эфиры, которые отсутствуют в сырой нефти и поэтому не соответствуют требованиям. спецификации топлива, разработанные для нефтяных топлив. По существу, сложные алкиловые эфиры продаются только как топливные добавки или смеси. С другой стороны, при гидрообработке производятся углеводороды на биологической основе, которые представляют собой наиболее желательные молекулы, содержащиеся в нефтяном дизельном топливе и реактивном топливе, а именно н-парафины и изопарафины.Эти углеводороды считаются желательными для дизельного топлива из-за их чистых свойств горения (низкие выбросы твердых частиц и отложений в двигателе) и высокого цетанового числа. Превращение жирных кислот в н-парафины дается уравнениями 1 и 2 для иллюстративного случая превращения олеиновой кислоты в н-октадекан и н-гептадекан. В случае моно-, ди- и триглицеридов основная цепь глицерина превращается в пропан.Гидроизомеризация превращает н-парафин с прямой цепью в разветвленные изопарафины, которые обладают лучшими низкотемпературными свойствами (например, более низкой температурой помутнения). Таким образом, возобновляемое дизельное топливо считается «вторым поколением» или «альтернативным» биотопливом. Катализаторы гидрообработки обычно включают один или несколько неблагородных металлов или благородных металлов, нанесенных на носитель, содержащий оксид алюминия и / или диоксид кремния. Эти катализаторы предназначены для осуществления одной или нескольких из следующих реакций гидрирования и гидрогенолиза: деоксигенации, десульфурации, денитрогенизации, деметаллирования, гидрокрекинга, гидроизомеризации и насыщения двойных связей.Катализатор обычно находится в форме экструдатов, формованных экструдатов (трех- или четырехлепестковых экструдатов), колец Рашига или формованных таблеток для реакторов с неподвижным слоем или в форме порошка для суспензионных реакторных систем. Когда катализатор гидрообработки дезактивируется или загрязняется так, что он не может достичь желаемой конверсии / производительности, его выгружают из реактора. В большинстве случаев этот отработанный катализатор затем направляют на регенерацию / реактивацию катализатора или восстановление металлов. Процесс регенерации / реактивации и извлечения металлов обычно включает стадию пиролиза, на которой углеводороды улетучиваются в отсутствие кислорода, и стадию коксоудаления, на которой углерод, осажденный на катализаторе, сжигается в контролируемой кислородной атмосфере. Фосфор, удаленный во время обычных операций по удалению слизи, включается в потоки отходов – шлам от кислотного удаления слизи и отработанную глина от физического удаления слизи. Поскольку «восстанавливать» нечего, шлам и отработанная глина обычно засыпаны землей. По существу, предшествующий уровень техники не предлагает возможности восстановления фосфора, удаленного из растительных масел и жиров. С этой целью существует потребность в процессе, который может улавливать фосфор во время преобразования жиров и масел в биотопливо и химические вещества на биологической основе, так что захваченный фосфор можно экономично восстановить для повторного использования (например,грамм. в качестве удобрения). Настоящее изобретение направлено именно на такой процесс. СУЩНОСТЬ ИЗОБРЕТЕНИЯВ целом, настоящее изобретение представляет собой способ производства гидрообработанного биотоплива, такого как возобновляемое дизельное топливо и топливо для реактивных двигателей, а также продуктов на биологической основе, таких как растворители и химические промежуточные продукты. Настоящее изобретение направлено на способ удаления и улавливания фосфора из жиров и масел, как описано здесь. Вариант осуществления раскрытого способа включает (а) нагревание разбавителя / растворителя, (б) объединение исходного жира / масла с разбавителем / растворителем, (в) воздействие на разбавленное / растворенное сырье условий гидрообработки с катализатором, имеющим большой объем пор. и низкая гидрогенизирующая активность, (d) улавливание фосфора в катализаторе, и (e) дальнейшее преобразование продукта каталитической реакции и извлечение биотоплива или химического вещества на биологической основе из выходящего потока реактора.В конце цикла использования катализатора катализатор может быть отправлен на регенерацию / реактивацию, регенерацию металлов и восстановление фосфора. Условия гидрообработки включают парциальное давление водорода от примерно 400 до примерно 4000 фунтов на квадратный дюйм и температуры от примерно 400 до примерно 750 ° F. Катализатор с большим объемом пор предпочтительно представляет собой катализатор на основе основного металла с низкой гидрогенизационной активностью, включая молибден или вольфрам. . Катализаторы имеют способность захватывать / улавливать фосфор, по меньшей мере, 3% по весу (вес фосфора / вес отработанного катализатора), наиболее предпочтительно, по меньшей мере, 6% по весу. Настоящее изобретение направлено на способ получения углеводородов из биомассы. Обеспечивается поток сырья, содержащий биомассу, содержащую жирные кислоты, моно-, ди- и / или триглицериды, и с содержанием фосфора от примерно 10 до примерно 1000 мас.ч. / млн. Поток питания выбран из группы, включающей животные жиры, масло домашней птицы, соевое масло, масло канолы, рапсовое масло, пальмовое масло, косточковое пальмовое масло, масло ятрофы, касторовое масло, масло камелины, масло водорослей, масло морских водорослей, галофильные масла, обработанные жиры, ресторанный жир, коричневый жир, желтый жир, отработанные промышленные масла для жарки, рыбий жир и талловое масло.Предоставляется нагретый углеводородный растворитель. Температура нагретого углеводородного растворителя составляет от примерно 550 ° F до примерно 750 ° F, и его получают из углеводородов, полученных из биомассы. Предусмотрен газ, богатый водородом. Поток сырья, нагретый углеводородный растворитель и богатый водородом газ объединяют в присутствии низкоактивного катализатора гидрирования. Катализатор гидрирования с низкой активностью представляет собой сульфидированный монометаллический катализатор на основе основного металла. Катализатор гидрирования с низкой активностью содержит от около 2% до около 10% молибдена или вольфрама.Отработанный катализатор гидрирования с низкой активностью извлекают в конце опыта, в котором отработанный катализатор гидрирования с низкой активностью содержит по меньшей мере 3 мас.% Фосфора, предпочтительно по меньшей мере 6 мас.% Фосфора и наиболее предпочтительно по меньшей мере 9 мас.% Фосфора. Фосфор извлекается из отработанного катализатора гидрирования с низкой активностью. Фосфор восстанавливается в печи в условиях коксоудаления катализатора. Катализатор гидрирования с низкой активностью можно регенерировать и повторно использовать после извлечения фосфора и коксоудаления катализатора. В другом варианте осуществления поток сырья, нагретый углеводородный растворитель и богатый водородом газ объединяют в присутствии высокоактивного катализатора гидрирования. Катализатор гидрирования с высокой активностью представляет собой биметаллический катализатор из неблагородных металлов. Катализатор гидрирования с высокой активностью содержит не менее 16% всех металлов из группы, включающей никель, кобальт, молибден и вольфрам. Углеводороды включают н-парафины в диапазоне от C 11 до C 24 .Углеводороды гидроизомеризованы, а гидроизомеризованные углеводороды включают возобновляемое дизельное топливо. Углеводороды разделяются на продукты, содержащие промежуточные химические соединения, жидкости и растворители. КРАТКОЕ ОПИСАНИЕ НЕСКОЛЬКИХ ВИДОВ ЧЕРТЕЖЕЙРИС. 1 представляет собой схематическую диаграмму процесса гидродеоксигенации согласно настоящему изобретению. РИС. 2 – схематическая диаграмма, показывающая альтернативный вариант осуществления процесса гидродеоксигенации согласно настоящему изобретению. РИС. 3 представляет собой схематическую диаграмму процесса удаления и улавливания фосфора, присутствующего в жирах, маслах и жирах, при производстве биотоплива и / или химических продуктов / промежуточных продуктов на биологической основе в соответствии с настоящим изобретением. ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯТеперь обратимся к чертежам, а более конкретно к фиг. На фиг.1 показана схема работы способа в соответствии с настоящим изобретением, как описано здесь.Биоподача 101 , содержащая жирные кислоты и / или сложные эфиры жирных кислот, с помощью насоса 102 нагнетается до давления примерно 1200–1800 фунтов на квадратный дюйм. Биотопливо под давлением 103 объединяется с потоком рециркулированного водорода 134 (сжатым до того же давления), так что объединенное сырье реактора 104 нагревается через теплообменник исходный поток 105 перед дальнейшим нагревом до желаемого Температура на входе в реактор составляет примерно 600-650 ° F.в обогревателе 106 . Предварительно нагретый сырьевой поток 107 поступает в реактор HDO первой ступени 108 . Реактор HDO первой ступени 108 заполнен оксидом алюминия с высокой пористостью, пропитанным гидрирующим металлом с низкой активностью. В дополнение к оксиду алюминия также могут использоваться диоксид кремния, фосфат алюминия и их комбинации. Подходящие активные металлы для этого типа катализатора включают молибден, хром, вольфрам, медь и другие из групп VIIB, VIIB и IB Периодической таблицы в виде полностью восстановленного металла или сульфида металла.Поскольку реактор HDO первой ступени 108 действует как «защитный реактор» для реактора HDO второй ступени, меры по уменьшению загрязнения принимаются за счет использования катализаторов большего размера с большим количеством пустот. Одним из примеров катализатора, который может быть использован в реакторе HDO первой ступени 108 , является TK-709, коммерчески доступный от Haldor Topsoe. Реакция, которая происходит в реакторе HDO первой ступени 108 , превращает жирные кислоты в парафин (уравнение (4)), при крекинге триглицеридов в жирные спирты и более мелкие сложные эфиры (уравнение (3)). Выходящий поток 109 реактора HDO первой ступени 108 охлаждается через теплообменник исходный поток 110 a . Охлажденный поток 111 содержит углеводороды, жирные спирты и сложные эфиры в жидкой фазе и водород и водяной пар в газовой фазе. Дополнительная вода вводится для смывания солевых отложений, образующихся при конденсации воды. Двухфазный охлаждаемый поток 111 дополнительно охлаждается в воздухоохладителе 110 b для конденсации всей воды.Вода, органическая жидкость и богатый водородом пар разделяются в барабане трехфазного сепаратора 112 . Ожидается, что после преобразования жирных кислот в реакторе HDO первой ступени 108 металлы, не захваченные катализатором, будут удалены с помощью барабана 112 потоком воды 113 c . Обогащенная водородом паровая фаза 113 a из барабана 112 возвращается в реакторы HDO 108 и 116 .Частично гидродеоксигенированная жидкость 113 b объединяется с рециркулирующим водородом 135 . Объединенный поток 114 нагревается в теплообменнике 110 a перед поступлением в реактор HDO второй ступени 116 при температуре около 550 ° F. Поскольку жирные кислоты были преобразованы в реакторе 108 , теплообменник 110 a и реактор HDO второй ступени 116 не обязательно должны быть предназначены для работы в кислоте.Оставшиеся атомы кислорода в жирном спирте и промежуточном диэфире удаляют посредством гидрогенолиза на биметаллическом катализаторе, таком как сульфидированный NiMo на оксиде алюминия, в реакторе HDO второй ступени 116 (уравнения (5) и (6)). Другие катализаторы, подходящие для использования в реакторе , 116, , включают сульфидированный СоМо и NiMo на носителе, таком как оксид алюминия, фосфат алюминия, диоксид кремния или их комбинации. Сточные воды 117 охлаждаются в теплообменнике 105 .Охлажденный поток 118 содержит н-парафины в жидкой фазе и воду, водород и пропан в паровой фазе. Жидкость и пар разделяются в барабане 119 . Поток пара 120 a охлаждается в воздухоохладителе 122 для конденсации легких углеводородов (включая пропан) и воды. Трехфазный поток 123 разделяется в барабане 124 на поток насыщенного водородом пара 125 a , поток парафиновых продуктов 125 b и воду 125 c .Вода 125 c объединяется с водой HDO 113 c из реактора 108 и направляется на очистку воды за пределами площадки для использования или утилизации. Потоки парафиновых продуктов 120 b и 125 b могут быть объединены в единый поток 126 . Н-парафины в потоке 126 могут быть гидроизомеризованы до изопарафинового дизельного топлива и / или гидрокрекингом до изопарафинового керосинового топлива для реактивных двигателей. Затем можно разделить побочные продукты СНГ и нафты.Реактор с неподвижным слоем, аналогичный описанным здесь реакторам HDO, может быть использован для гидроизомеризации / гидрокрекинга. Подходящие катализаторы включают металлы группы VIIIB, такие как платина, палладий и никель, на аморфных или кристаллических носителях, таких как оксид алюминия, фторированный оксид алюминия, диоксид кремния, ферриерит, ZSM. -12, ЗСМ-21, САПО-11 и САПО-31. Требуемая концентрация водорода в рециркулирующем обрабатывающем газе 133 может быть достигнута путем продувки (поток 127 ) некоторой части рециркулирующего водорода и его замены на подпиточный водород (поток 132 ).Для уменьшения соотношения продувка / рециркуляция насыщенные водородом пары 121 могут обрабатываться в блоке очистки 129 . Примеси, такие как сероводород, аммиак, диоксид углерода и монооксид углерода, присутствующие в рециркулирующем обрабатывающем газе 128 , таким образом удаляются в установке 129 для получения очищающего газа высокой чистоты 130 для реакции HDO. Для этого обычно используются скрубберы (абсорбционные колонны). Подпиточный водородный газ 132 находится под давлением в компрессоре 131 a и объединяется с обрабатывающим газом 130 в рециркуляционном компрессоре 131 b для подачи обрабатывающего газа для реакторов HDO 108 и 116 . Ссылаясь на ФИГ. На фиг.2 показан другой вариант осуществления способа в целом в соответствии с изобретением, как описано здесь, за исключением того, что вода из реактора HDO первой ступени 108 не извлекается в виде жидкого отходящего потока. Вместо этого водяные пары из обоих реакторов HDO 108 и 116 объединяются в поток пара 121 для конденсации в единственном охладителе воздуха 122 . Несмотря на то, что это вариант с более низкими капитальными затратами, водорастворимые соли не удаляются с межстадийным стоком воды.В двухэтапный процесс HDO могут быть внесены изменения, чтобы учесть изменения в качестве сырья, как показано на фиг. 2. Например, если сырье содержит дефицит органической серы, необходимо ввести серосодержащий агент, чтобы поддерживать катализаторы в сульфидном состоянии. В качестве другого примера можно использовать гашение водородом для снижения повышения температуры в каждом слое. Кроме того, удаление воды между двумя стадиями реакции обеспечивает эффективное средство отвода тепла реакции и снижает парциальное давление воды (и увеличивает парциальное давление водорода), что, как известно, увеличивает стабильность катализатора.Специалисту в данной области должно быть понятно, что такие модификации находятся в пределах сущности предлагаемого в изобретении двухэтапного процесса HDO. Двухступенчатый процесс HDO решает другие потребности процесса, которые не удовлетворяются одноступенчатым адиабатическим реактором с неподвижным слоем, обычно используемым в предшествующем уровне техники. Двухэтапный процесс обеспечивает эффективный способ отвода тепла от экзотермической конверсии HDO, снижает парциальное давление воды и предотвращает дезактивацию / закупоривание загрязнителями слоя высокоактивного катализатора.Кроме того, путем селективного преобразования свободных жирных кислот в HDO-реакторе 108 первой ступени исключается коррозионная нагрузка на HDO-реактор 116 второй ступени и катализатор. Фосфор из процесса HDO можно удалить и восстановить для повторного использования. Специалисту в данной области должно быть понятно, что фосфор можно удалить любым способом, используемым для превращения жиров, масел и смазок в биотопливо и / или химические вещества на биологической основе в соответствии с настоящим изобретением, как описано здесь. Обратимся теперь к фиг. На фиг.3 показана схема работы процесса в соответствии с вариантом осуществления настоящего изобретения, как описано в данном документе. Корм 221 , включая жиры, масла и смазки (сокращенно FOG), предназначен для производства биотоплива и извлечения фосфора. Примеры масел на растительной основе включают растительные масла, такие как соевое масло, масло канолы и рапсовое масло, а также пальмовое масло, косточковое пальмовое масло, масло ятрофы, касторовое масло, масло камелины, масло водорослей, масло морских водорослей и масла галофилов. .Они могут быть классифицированы как сырые, дегуммированные и сорта RBD, в зависимости от уровня предварительной обработки и содержания фосфора. Таким образом, содержание фосфора в растительных маслах, охватываемое настоящим изобретением, находится в диапазоне от примерно 1 ч. / Млн до примерно 1000 ч. / Млн, предпочтительно от примерно 10 ч. / Млн до примерно 100 ч. / Млн. Примеры жиров включают непищевой жир, пищевой жир, технический жир, флотирующий жир, сало, жир / масла домашней птицы и рыбий жир. В зависимости от операции обработки, используемой для отделения жира от богатых белком фракций забитого животного, содержание фосфора в животных жирах может составлять от примерно 10 до примерно 800 мас.ч. / млн. Примеры смазок включают желтую смазку, коричневую смазку, отработанные растительные масла, смазочные материалы для ресторанов, улавливающие смазки из муниципальных образований, таких как водоочистные сооружения, и отработанные масла от промышленных предприятий по производству пищевых продуктов. Содержание фосфора в консистентных смазках обычно составляет от примерно 1 ч. / Млн до примерно 500 ч. / Млн. FOG включает свободные жирные кислоты, глицериды и несколько процентов неомыляемых веществ (которые обычно включают стерины, хлорофилл, белки и альдегиды, но также пестициды, полимеры и продукты окисления / разложения жиров).Металлы, в основном натрий, калий, кальций, магний и железо, также присутствуют в ВОГ с общей концентрацией от примерно 1 до примерно 1000 мас.ч. / млн для всех жиров, масел и смазок. Полиэтилен, например из упаковки из пластиковой пленки является примером синтетического полимера, который может присутствовать в жирах. В зависимости от степени ненасыщенности жирных кислот (среднее количество двойных связей на жирную кислоту), ВОГ может быть жидкостью, густой жидкостью, полутвердым или мягким воскообразным твердым веществом при температуре окружающей среды.Чтобы обеспечить низковязкое жидкое состояние для обработки, сырье для ВОГ 221 хранится при температурах от примерно 140 ° F до примерно 240 ° F. В предпочтительном варианте реализации сырье для ВОГ 221 подвергается фильтрации для удаления твердых частиц перед тем, как введение в способ настоящего изобретения, как описано здесь. Примеры отфильтрованных твердых веществ включают полимеры с температурами плавления выше температур хранения FOG и твердые вещества, богатые фосфором. Богатые фосфором твердые вещества включают непереваренные зерна и сено, съеденные животным, которые находились в кишечнике животного во время убоя и присутствуют в топленом жире.Такие твердые вещества можно извлекать для использования в качестве естественного удобрения. Фильтрация предпочтительно выполняется с использованием множества фильтров для увеличения времени между очистками или заменами фильтра. В предпочтительном варианте осуществления фильтры расположены ступенчато в соответствии с удержанием микрон, например: грубая (1+ мм), промежуточная (от 100 микрон до 1 мм), тонкая (от 10 микрон до 100 микрон) и очень тонкая (от 1 микрона до 10 микрон). ) твердые частицы удаляются на последующих стадиях фильтрации. Подача 221 для ВОГ, как описано здесь, находится под давлением от примерно 400 до примерно 4000 фунтов на квадратный дюйм, предпочтительно от примерно 500 до примерно 2000 фунтов на квадратный дюйм, с использованием насоса 222 . Растворитель или разбавитель реакции 210 нагнетается до того же давления с помощью другого насоса 211 . Растворителем предпочтительно является углеводород, который не нужно отделять от конечного продукта. Растворитель может быть на основе нефти, угля, природного газа или биологического происхождения. В предпочтительном варианте осуществления растворитель представляет собой конечный продукт (поток углеводородов 246 ), который частично рециркулируют для использования в качестве растворителя реакции. Растворитель под давлением 212 объединяется с газом, обогащенным водородом 213 . Обогащенный водородом газ 213 представляет собой по меньшей мере 70 мол.% H 2 , предпочтительно по меньшей мере 80 мол.% H 2 . Примеси в газе, обогащенном водородом 213 , обычно являются легкими углеводородами и побочными продуктами гидродеоксигенации FOG, такими как вода, CO, CO 2 , H 2 S и NH 3 и, следовательно, присутствуют при обогащении водородом. газ 213 включает рециркулирующий газ из реактора 225 . Обогащенный водородом газ 213 находится под давлением до предпочтительного диапазона давления от примерно 500 до примерно 2000 фунтов на квадратный дюйм в компрессоре 214 .Сжатый газ, богатый водородом 215 / 216 , затем объединяется с находящимся под давлением растворителем 212 и передается в систему предварительного подогрева 219 по трубопроводу 218 . Двухфазная жидкость из трубопровода 218 нагревается в системе подогревателя 219 до температуры от примерно 500 ° F до примерно 800 ° F, предпочтительно от примерно 600 ° F до примерно 750 ° F. В вариантах осуществления настоящего изобретения растворитель 212 нагревают в подогревателе 219 перед впрыском сжатого водорода 216 .Система подогревателя , 219, может состоять из двух последовательно соединенных теплообменников, причем первый нагреватель перекрестно обменивается с выходящим потоком реактора 241 для нагрева (и утилизирует часть тепла экзотермической реакции), а хвостовой нагреватель использует теплообмен с горячим маслом. или пар для достижения заданного диапазона температур. В качестве альтернативы, часть или вся работа системы предварительного нагревателя , 219, может быть обеспечена за счет пламенного нагревателя. Предварительно нагретый поток смешанной фазы 220 , содержащий растворитель 212 и водород 215 / 216 , затем смешивают с исходным потоком FOG под давлением 223 с образованием растворенного / разбавленного потока исходного материала реактора 224 .Поскольку сырье для ВОГ 223 хранится при относительно низких температурах – обычно от примерно 140 ° F до примерно 240 ° F, именно растворитель 212 обеспечивает тепло для достижения заданных температур реактора. Растворенный / разбавленный поток FOG 224 , т.е. сырье для реактора, предпочтительно составляет от примерно 400 ° F до примерно 700 ° F, и наиболее предпочтительно от примерно 500 ° F до примерно 650 ° F. Для достижения желаемых преимуществ. В соответствии с описанным здесь изобретением отношение растворителя 212 к исходному сырью FOG 223 (растворитель: FOG) предпочтительно составляет от примерно 1: 1 до примерно 10: 1, наиболее предпочтительно примерно от 1.От 5: 1 до примерно 5: 1. Избегая прямого нагрева исходной смеси ВОГ 223 , предотвращается отложение и потеря соединений фосфора в трубках подогревателя. Разбавленное и предварительно нагретое сырье 224 вводится в емкость реактора с неподвижным слоем 225 и контактирует с секцией насадки катализатора 226 . Секция насадки катализатора 226 или слой катализатора 226 включает катализатор с низкой активностью гидрирования 229 . В предпочтительных условиях примерно от 500 ° F.до примерно 700 ° F средней температуры слоя и от примерно 500 psi до примерно 2000 psi парциального давления H 2 , часовая объемная скорость жидкости (LHSV) через слой катализатора 226 составляет примерно от 0,5 до примерно 5 ч-1. . Катализатор , 229, включает переходный металл, нанесенный на материал носителя на основе оксида алюминия или диоксида кремния, имеющий высокую пористость. Металл предпочтительно является основным металлом, наиболее предпочтительно из группы, включающей молибден, никель, кобальт и вольфрам. Концентрация металла на катализаторе 229 составляет от примерно 1 до примерно 10 мас.%, Предпочтительно от примерно 2 до примерно 6 мас.%.Предпочтительным катализатором является монометаллический катализатор на основе основного металла, предпочтительно молибден (Mo) или вольфрам (W). Примером предпочтительного катализатора является 3% Мо на носителе из оксида алюминия, где молибден находится в форме сульфида. Катализатор 229 включает макропоры 231 и микропоры 232 . Макропоры определяются как поры, имеющие диаметр более 300 ангстрем. Катализатор 229 имеет по меньшей мере 10% макропор, предпочтительно от примерно 20% до примерно 60% макропор.Общая площадь поверхности пор предпочтительных катализаторов, измеренная методом водородного БЭТ, составляет от примерно 60 до примерно 300 м 2 / г, предпочтительно от примерно 100 м 2 / г до примерно 200 м 2 / г . Разбавленное и предварительно нагретое сырье 224 / 228 и водород 216 / 230 проходит через поры для доступа к участкам металла гидрирования, где соединения фосфора превращаются в углеводородные продукты, а также жирные кислоты, жирный спирт, кетоны и промежуточные соединения сложных эфиров, оставляя фосфор захваченным в порах катализатора 231 / 232 . Реактор 225 необязательно оборудован множеством слоев катализатора, таких как слои катализатора 226 и 240 . Катализаторы в слоях могут быть одинаковыми или разными. В предпочтительном варианте осуществления используется более активный катализатор в нижнем слое (ах), например катализаторы, имеющие более высокую концентрацию Mo или W, или биметаллические катализаторы, такие как NiMo и NiW. Охлаждающий водород 217 может быть необязательно добавлен между слоями катализатора 226 и 240 для смягчения адиабатического повышения температуры из-за экзотермических реакций гидрирования.Достигается средневзвешенная температура слоя в реакторе от около 500 ° F до около 700 ° F при давлении от около 500 до около 2000 фунтов на квадратный дюйм H 2 . Охлаждающий водород 217 может быть введен через охлаждающую камеру 238 для более эффективного перемешивания. Выходящий поток реактора 241 охлаждается через охладитель 242 . Выходящий из реактора поток 241 имеет температуру от примерно 550 ° F до примерно 750 ° F и охлаждается для конденсации продуктов реакции для отделения от непрореагировавшего водорода и неконденсируемых побочных продуктов.Охладитель , 242, может использовать любое количество относительно низкотемпературных потоков в установке для теплообмена. В вышеупомянутом описании нагревателя растворителя 219 передача тепла от выходящего потока реактора 241 к трубопроводу 218 была процитирована как вариант осуществления изобретения. Жидкий теплоноситель (например, в системе горячего масла) также может использоваться для рекуперации тепла из выходящего потока реактора 241 для использования в других службах вокруг завода. В других вариантах осуществления охладитель , 242, может быть котлом-утилизатором для выработки пара из тепла реакции. Охлажденный выходящий поток реактора 243 , включая конденсированные и неконденсированные углеводороды, H 2 , воду, CO, CO 2 , H 2 S и NH 3 , разделяется на три фазы. система разделения 244 . Система разделения 244 предпочтительно включает горячие и холодные сепараторы высокого давления. Паровая фаза 245 включает легкие углеводороды (например, пропан), водород и связанные с ним примеси (H 2 S, CO и т. Д.)). Легкие углеводороды и водородные примеси частично удаляются перед рециркуляцией богатого водородом газа в компрессор 214 . Углеводородный поток 246 включает в основном углеводороды C 11 -C 24 , полученные гидродеоксигенированием, декарбоксилированием и гидрированием жирных кислот / глицеридов. Углеводородный поток 246 может быть дополнительно подвергнут гидрообработке (например, гидроизомеризации) для улучшения низкотемпературных свойств для использования в качестве возобновляемого дизельного топлива или топлива для реактивных двигателей и / или фракционирован для использования в качестве специальных жидкостей, растворителей или химических продуктов. Водный поток 247 включает воду, полученную в реакциях гидродеоксигенации, и водорастворимые побочные продукты реакции. Последний включает H 2 S, CO 2 и NH 3 , которые могут существовать как электролиты HS –, CO 3 2-, HCO 3 – и NH 4 + в воде. Вода не содержит соединений фосфора и может подвергаться очистке путем нейтрализации pH. После снижения активности / производительности реактора ниже заданных рабочих уровней отработанный катализатор 229 удаляется. Продолжительность пробега между заменами катализатора зависит от стабильности катализатора, отравляющих веществ / загрязнений FOG и условий эксплуатации реактора и может составлять от нескольких недель до более года. Стандартные процедуры безопасного удаления отработанного катализатора из реактора с неподвижным слоем известны специалистам в данной области техники и включают продувку слоя катализатора водородом, инертным газом и / или жидким растворителем перед выгрузкой в барабаны и бункеры. Катализатор 229 затем необязательно транспортируется за пределы объекта для регенерации или восстановления металлов. Содержание фосфора в катализаторе в конце цикла составляет от примерно 3 мас.% До примерно 10 мас.%. Процесс регенерации катализатора включает контролируемый пиролиз углеводородов и сжигание кокса в печи. Фосфор, захваченный в порах, также перегоняется в этих условиях и конденсируется под водой в виде белого фосфора (P 4 ). Этот метод извлечения фосфора не сильно отличается от того, как фосфор получают восстановлением фосфоритной руды с помощью кокса в электрической печи – i.е. традиционный метод производства фосфора. P 4 конденсируется под водой для предотвращения потенциально сильного окисления на воздухе. При контролируемом окислении образуется пятиокись фосфора, которая используется в удобрениях или гидролизуется с образованием фосфорной кислоты. Для дополнительной иллюстрации настоящего изобретения приведены следующие примеры. Однако следует понимать, что примеры предназначены только для иллюстративных целей и не должны рассматриваться как ограничивающие объем предмета изобретения. ПРИМЕРЫ Пример 1 Двухэтапный процесс HDOПриготовили смесь коричневой смазки, желтой смазки, птичьего жира, флотомассы и жира. Профиль жирных кислот смеси представлен в Таблице I. Дополнительные свойства, включая свободную жирную кислоту и концентрацию загрязняющих веществ, перечислены в Таблице II под заголовком «Корм». Реактор пилотной установки объемом 100 куб. См был заполнен нижним слоем катализатора на основе оксида молибдена с низкой активностью и верхним слоем инертных веществ. Нижний слой состоял из 28,2 г катализатора TK-709 от Haldor Topsoe (измельченного и просеянного до размера -20 + 100 меш) и 37.8 г инертных стеклянных шариков (-70 + 100 меш). Верхний слой состоял из 19,2 г инертной среды из оксида алюминия ТК-30 от Haldor Topsoe и 25,2 г стеклянных шариков. Молибденовый катализатор сульфидировали диметилдисульфидом, разбавленным дизельным растворителем со сверхнизким содержанием серы. Максимальная температура сульфидирования составляла 700 ° F, при которой реактор выдерживали в течение 16 часов. Затем реактор охлаждали до 400 ° F, при этом растворитель все еще продолжал течь. В течение этого периода сульфидирования и приработки катализатора поток жидкости составлял 2 LHSV (на основе активного катализатора), а поток водорода составлял 7000-8000 стандартных кубических футов / баррель. Сырье прокачивалось через реактор при давлении 1600 фунтов на квадратный дюйм H 2 , в то время как температура повышалась до целевых условий для эксперимента. Условия и результаты испытаний приведены в Таблице II. Падение кислотного числа предполагает преобразование свободных жирных кислот, начиная с температуры ниже 500 ° F и практически полное при 650 ° F. Газовая хроматограмма (ГХ) потока продукта реактора показала полное преобразование триглицерида при 650 ° F. Анализ с использованием ГХ-МС, ГХ со стандартом парафин-олефин-спирт и ИК-Фурье спектроскопии подтвердил, что продуктами превращения триглицеридов были жирные спирты и диэфиры. Продукт опытов конверсии при 600 ° F и 650 ° F, описанных выше, объединяли и использовали в качестве сырья для другого реактора емкостью 100 см 3. Реактор содержал катализатор NiMo и подвергался сульфидированию в соответствии с процедурой, описанной ранее в этом примере. Были проведены два эксперимента при разных температурах и объемных скоростях, которые суммированы в Таблице III. Опыт 2 привел к полному преобразованию в н-парафины, как предполагалось по удельному весу и ГХ. Эффективность HDO рассчитывалась как отношение n-C 18 к сумме n-C 17 и n-C 18 . (Поскольку в исходном сырье триглицерид / жирная кислота очень мало жирной кислоты C 17 , весь n-C 17 должен образовываться через DCO.Таким образом, был рассчитан КПД HDO, равный 80%. Пример 2 Одностадийный процесс HDOИзотермический трубчатый реактор объемом 100 куб. сетчатые стеклянные бусины. Катализатор имел такое же содержание MoO 3 / NiO и площадь поверхности, что и катализатор NiMo из Примера 1, и был сульфидирован в соответствии с описанным в нем способом. Реактор работал при 700 ° F.и давление 1200–1600 фунтов на кв. дюйм H 2 как с растительными маслами, так и с кормами из животных жиров. Скорость потока исходного материала составляла 1 LHSV (в расчете на активный катализатор) с отношением подачи H 2 примерно 10 000 стандартных кубических футов на баррель. Полученные н-парафиновые продукты были проанализированы с помощью ГХ, и эффективность HDO была рассчитана в соответствии с методом, описанным в Примере 1. Эффективность HDO составила 63% для твердого жира (говяжий жир), 58% для пальмового масла и 66% для масла канолы. . Пример 3 Конверсия фосфорсодержащих жиров и маселСмесь FOG с несъедобным жиром в качестве ее основного компонента обрабатывалась через двухслойную реакторную систему HDO, работающую в соответствии с предпочтительными условиями, указанными здесь.Сульфидированный катализатор с 3% молибдена на оксиде алюминия использовали в первом слое реактора и коммерческий катализатор NiMo во втором слое реактора. Содержание фосфора в смеси FOG было измерено с помощью анализа оптической эмиссионной спектроскопии с индуктивно связанной плазмой (ICP-OES), и было обнаружено, что оно содержало от 10 до 50 вес. Частей на миллион P в течение большей части эксперимента. После двух месяцев работы реактор был остановлен, и для анализа были взяты образцы отработанного катализатора из первого слоя реактора. Было обнаружено, что отработанный катализатор из верхней части слоя содержит 9.9 мас.% Фосфора. Продукт HDO представлял собой парафиновый углеводородный состав, в основном в диапазоне C 11 -C 24 , без обнаруживаемых оксигенатов. Никаких изменений в свойствах продукта HDO в течение периода не отмечалось. Продукт HDO был преобразован в возобновляемое дизельное топливо и реактивное топливо посредством гидроизомеризации и гидрокрекинга в соответствии с условиями, указанными в предшествующем уровне техники, в частности, в патенте США No. №№ 7 846 323 и 7 968 757. Дизельный продукт имел температуру помутнения менее -10 ° C.и соответствует стандарту ASTM D975 для обычного дизельного топлива. Продукт реактивного топлива соответствовал всем спецификациям ASTM D7566 для синтетического авиационного турбинного топлива. В этих углеводородных топливных продуктах не было обнаруживаемых металлов или фосфора. Из приведенного выше описания ясно, что настоящее изобретение хорошо адаптировано для выполнения задач и достижения преимуществ, упомянутых в данном документе, а также преимуществ, присущих настоящему изобретению. |