250ИТВМ.01 Станок токарно-винторезный высокой точностиСхемы, описание, характеристики
Сведения о производителе токарно-винторезного станка 250ИТВМ.01
Производитель токарного станка 250ИТВМ.01, 250ИТВМ.03, 250ИТВМФ1 – Ижевский станкостроительный завод Ижмаш, основанный в 1807 году.
История станкостроения на Ижевском машиностроительном заводе “Ижмаш” начинается 28 июля 1930 г. после выхода приказа №181 о создании станкостроительного отдела.
Первой продукцией станкостроительного производства на заводе стал токарный станок фирмы “Леве” с внешней трансмиссией.
Наиболее массовыми моделями универсальных токарных станков, выпущенными в разное время, стали “Удмурт”, “Удмурт-2” (161-АМ), ИЖ-250, 1И611П, 1ИС611В, 95ТС, 250ИТВМ, 250ИТВМФ1 и токарный станок с ЧПУ ИТ42.
Станки, выпускаемые машиностроительным заводом Ижмаш
Токарный станок 250ИТВМ.01, 250ИТВМ.03, 250ИТВМФ1.
 Назначение и область применения
Назначение и область примененияТокарно-винторезный станок 250ИТВМ.01 стал дальнейшим развитием своего легендарного предшественника – ИЖ 1И611П и ИЖ 250-ИТВ.
Станки токарно-винторезные моделей 250ИТВМ.01, 250ИТВМ.03, 250ИТВМФ1 предназначены для токарной обработки в центрах, патроне или цанге, а также для нарезания резьб метрической, модульной и дюймовой для эксплуатации на крупных и малых предприятиях.
Станки 250ИТВМ.01 могут применяться в инструментальном и приборостроительном производстве, связанном с точной обработкой небольших по размерам деталей.
С целью длительного сохранения точности обработки станки необходимо использовать только для финишных или получистовых операций.
Станок модели 250ИТВМФ1 оснащен системой цифровой индикации (в дальнейшем УЦИ), позволяющей повысить производительность труда за счет сокращения вспомогательного времени на пробные проходы, на измерение деталей. Применение УЦИ облегчает работу токаря за счет исключения расчетов и необходимости запоминания оборотов лимба.
Применение УЦИ облегчает работу токаря за счет исключения расчетов и необходимости запоминания оборотов лимба.
Особенности конструкции и принцип работы станка
Станок модели 250ИТВМ.01 является базовой моделью для станков 250ИТВМ.03, 250ИТВМ Ф1, 250ИТПМ.
Станок модели 250ИТВМФ1 дополнительно оснащается устройством цифровой индикации (УЦИ).
Станок 250ИТПМ (класс точности П по ГОСТ 8-82) применяется для выполнения более грубых и менее точных работ и изготавливается по особому заказу.
Конструкция станка модели 250ИТВМ.03 отличается от базовой модели 250ИТВМ.01 большим межцентровым расстоянием (500 мм и 750 мм)
Привод главного движения осуществляется от электродвигателя через двенадцати скоростной редуктор, клиновые и поликлиновые ремни. При повороте маховика в двух селекторных дисках создается определенная комбинация отверстий под фиксирующие пальцы рычагов, переключающих блоки шестерен. После этого оттягиванием рукоятки на себя сначала осуществляется притормаживание вращающихся шестерен, а затем их переключение.
Оснащение станка УЦИ позволяет:
- осуществлять индикацию размеров в мм или в дюймах с дискретностью от 0,1 до 100 мкм;
- проводить линейную компенсацию погрешностей механических элементов станка, например, износ направляющих;
- вводить компенсацию износа инструмента.
Для точного отсчета поперечных перемещений предусмотрен механизм-верньер, позволяющий осуществлять перемещения 0,005 мм/об. Коробка подач обеспечивает широкий диапазон величин нарезаемой резьбы, продольной и поперечной подач. Для нарезания точной резьбы предусмотрено прямое соединение ходового винта с гитарой, минуя механизм коробки подач.
Фартук закрытого типа обеспечивает продольные и поперечные подачи суппорта вручную и механически от ходового валика, а также нарезание резьбы при помощи ходового винта.
Класс точности станков 250ИТВМ.01, 250ИТВМ.03, 250ИТВМФ1 В по ГОСТ 8-82
Станки предназначены для использования в условиях УХЛ4 ГОСТ 15150-69.
В станках использованы изобретения по авторским свидетельствам 173094, 312739, 249142, 28М05, 288496, 583912, 831503, 1199461.
Станки сертифицированы. Сертификат соответствия № РОСС RU.АЯ04.В10876, срок действия до 17.06.2006 года.
Особенности конструкции:
- Широкий диапазон оборотов шпинделя и подач, обеспечивают производительную обработку при хорошем качестве поверхности.

- Преселективное управление скоростями шпинделя позволяет подготовить последующее включение во время работы станка и быстро осуществить его в нужный момент.
- Универсальная коробка подач даёт возможность нарезать все метрические резьбы и распространённые дюймовые и модульные резьбы без смены шестерён на гитаре.
- Мнемоническое управление подачами обеспечивается одной рукояткой, направление включения которой совпадает с направлением выбранного перемещения суппорта с резцовой головкой.
- Беззазорная фиксация резцовой головки обеспечивает высокую жёсткость и точность установки.
- Ходовой винт смазывается автоматически при нарезании резьбы.
- Конструкция шпиндельного узла позволяет быстро сменить приводные ремни без разборки узла.
- Станина станка изготовлена из хромоникелевого чугуна, направляющие закалены токами высокой частоты и отшлифованы.
- Механизм останова, расположенный в фартуке, предохраняет механизмы подач от перегрузок, а также позволяет работать по жёсткому упору при точении.
- Возможно исполнение станка без редуктора с регулированием частоты вращения шпинделя.


Габариты рабочего пространства станка 250ИТВМ.01, 250ИТВМ.03, 250ИТВМФ1
Габариты рабочего пространства станка 250итвм.01
Фото токарно-винторезного станка 250итвм
Фото токарно-винторезного станка 250итвм. Скачать в увеличенном масштабе
Фото токарно-винторезного станка 250итвм
Фото передней бабки токарно-винторезного станка 250итвм
Фото передней бабки токарно-винторезного станка 250итвм
Фото передней бабки токарно-винторезного станка 250итвм. Скачать в увеличенном масштабе
Шпиндель токарно-винторезного станка 250итвм
Суппорт токарно-винторезного станка 250итвм
Суппорт токарно-винторезного станка 250итвм. Скачать в увеличенном масштабе
Расположение составных частей станка 250ИТВМ.
 01, 250ИТВМ.03, 250ИТВМФ1
01, 250ИТВМ.03, 250ИТВМФ1Расположение основных узлов токарного станка 250итвм.01
Перечень составных частей станка 250ИТВМ.01, 250ИТВМ.03, 250ИТВМФ1
- Станина 250ИТВМ.10.000 (250ИТВМ.03.10.000)
- Редуктор 250ИТВМ.17.000
- Коробка подач 250ИТВМ.30.000
- Гитара 250ИТВМ.25.000
- Бабка передняя 250ИТВМ.21.000
- Электрооборудование 250ИТВМ.90.000
- Разводка УЦИ 250ИТВМФ1.94.000
- Ограждение (патрона) 250ИТП.86.000
- Фартук 250ИТВМ.50.000
- Резцедержатель четырехпозиционный 250ИТП.61.000
- Ограждение (суппорта) 1И611П.89.000
- Суппорт 250ИТВМ.60.000
- Охлаждение 250ИТП.70.000
- Бабка задняя 250ИТП.40.000
- Ограждение 250ИТВМ.10.02.000
- Смазка 250ИТВМ.74.000
Расположение органов управления станка 250ИТВМ.01, 250ИТВМ.03, 250ИТВМФ1
Расположение органов управления токарным станком 250итвм.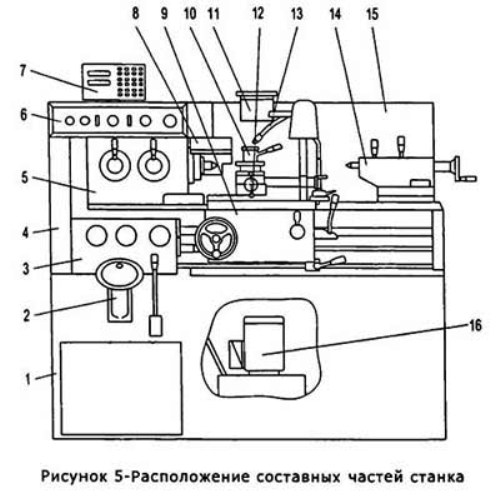 01
01
Перечень органов управления станком 250ИТВМ.01, 250ИТВМ.03, 250ИТВМФ1
- Маховик выбора частоты вращения шпинделя
- Рукоятка включения частоты вращения шпинделя
- Рукоятки выбора величины подач и шага резьбы
- Рукоятки выбора величины подач и шага резьбы
- Рукоятки выбора величины подач и шага резьбы
- Рукоятка переключения перебора
- Рукоятка переключения трензеля и звена увеличения шага
- Выключатель электронасоса охлаждения
- Замок запирания вводного выключателя
- Цифровое табло для станка 250ИТВМ Ф1
- Выключатель станции смазки
- Кнопка общего останова и аварийного отключения станка
- Маховик ручной продольной подачи
- Ручка ручной поперечной подачи
- Рукоятка закрепления резцедержателя
- Рукоятка включения и выключения гайки ходового винта
- Маховик перемещения верхних салазок
- Выключатель освещения
- Рукоятка зажима пиноли
- Рукоятка закрепления задней бабки на станке
- Маховик перемещения пиноли
- Гайка для закрепления задней бабки на станине
- Рукоятка реверсирования подачи
- Рукоятка пуска и останова
- Винт регулирования предохранительного механизма
Схема кинематическая станка 250ИТВМ.
 01, 250ИТВМ.03, 250ИТВМФ1
01, 250ИТВМ.03, 250ИТВМФ1Кинематическая схема токарно-винторезного станка 250итвм.01
Схема кинематическая токарно-винторезного станка 250ИТВМ. Скачать в увеличенном масштабе
Краткое описание и особенности конструктивного оформления основных сборочных единиц и принадлежностей
Примечание. Иллюстрации сборочных единиц, описание которых приводится ниже, приведены в третьей части руководства по эксплуатации 250ИТВМ.00.000 РЭ2 Сведения по запасным частям.
Станина (250ИТВМ.10.000, 250ИТВМ.03.10.000)
Станина литая чугунная жесткой конструкции с дополнительными П-образными ребрами устанавливается на монолитной тумбе. Станина имеет две призматические и две плоские направляющие. Внутри тумбы станка смонтированы редуктор и электродвигатель главного привода, станция смазки и установка для охлаждения.
Редуктор (250ИТВМ.17.000)
Редуктор, установленный в левой части тумбы, представляет собой четырехосную коробку скоростей с приводом от фланцевого электродвигателя.
Редуктор крепится болтами к переходному кронштейну 51, кронштейн закреплен на основании тумбы.
Изменение частоты вращения осуществляется преселективным устройством, позволяющим производить ее выбор во время работы станка. Выбор частоты вращения производится маховиком 1 (рисунок 6), поворотом которого в двух дисках создается определенная комбинация отверстий под фиксирующие пальцы рычагов, переключающих блоки зубчатых колес. В нужный момент включение предварительно выбранной маховиком частоты вращения шпинделя осуществляется с помощью рукоятки 2 (рисунок 6) в два этапа: вначале рукоятку оттягивают на себя до появления заметного усилия, удерживая рукоятку в этом положении, выжидают, пока не снизится частота вращения шпинделя (не выше 100 об/мин), затем рукоятку оттягивают до отказа, произведя, таким образом, включение установленной частоты вращения.
При работе на низкой частоте вращения шпинделя (ниже 100 об/мин.) включение может быть произведено сразу движением рукоятки до отказа. Если по каким-либо причинам после первой попытки переключение не произошло, необходимо отпустить рукоятку и произвести переключение повторно.
Если по каким-либо причинам после первой попытки переключение не произошло, необходимо отпустить рукоятку и произвести переключение повторно.
Передняя бабка (250ИТВМ.21.000)
В передней бабке шкивная группа вынесена на левый торец корпуса, что позволяет производить замену приводного ремня без какой-либо разборки узла.
Корпус передней бабки базируется на штырь, расположенный под шпинделем, что дает возможность избежать увода шпинделя в сторону при тепловых деформациях и удобно произвести выверку оси шпинделя. Шпиндель станка получает вращение от шкива напрямую и через перебор 1:8. На передней стенке бабки (справа) находится рукоятка переключения шестерен перебора и зубчатой муфты. Управление перебором и зубчатой муфтой сблокировано так, что одновременное их включение невозможно. Чтобы не смять торцы шестерен, переключение на ходу не рекомендуется. В корпусе передней бабки имеется звено увеличения шага и трензель.
Коробка подач (250ИТВМ.30.000)
Коробка подач закрытого типа позволяет нарезать метрические, модульные, дюймовые резьбы и получать подачи от 0,01 до 1,8 мм/об.
Поперечные подачи равны половине продольных. Передача движения в коробку подач от редуктора идет клиновым ремнем на приемный вал коробки подач при точении и через сменные шестерни при нарезании резьбы.
Переключение рукояток коробки подач на частотах вращения шпинделя до 100 об/мин, допускается производить на ходу станка, на более высоких частотах на замедлении при кратковременном отключении станка рукояткой 2 (рисунок 6).
Гитара (250ИТВМ.25.000)
Гитара крепится на левом торце шпиндельной бабки. Включение ременной и зубчатой передачи сблокировано и не может быть произведено одновременно. Выбор передачи производится при помощи рукоятки 3 (рисунок 6) расположенной на передней крышке коробки подач.
Бабка задняя (250ИТП.40.000)
Прижим задней бабки осуществляется поворотом рукоятки 26 (рисунок 6), регулирование прижима производится гайками 21. Для более надежного зажима предусмотрен дополнительный винт 19.
Для обточки небольших конусов корпус задней бабки может смещаться с линии центров в пределах ±10 мм винтами.
Для выверки осей передней и задней бабки относительно направляющих станины в горизонтальной плоскости необходимо совместить платики на корпусе и поддоне. Положение пиноли фиксируется рукояткой 25 (рисунок 6).
Фартук (250ИТВМ.50.000)
Фартук обеспечивает получение продольных и поперечных подач суппорта вручную; механически от коробки подач через ходовой вал, а также нарезание резьб при помощи ходового винта.
Фартук имеет четыре муфты, позволяющие осуществить прямую и обратную подачу в продольном и поперечном направлениях. Управление подачей осуществляется одной рукояткой поз.29 (рисунок 6).
Перемещение рукоятки при включении того или иного движения совпадает с направлением перемещения суппорта при левом вращении ходового вала, независимо от вращения шпинделя.
Для автоматического отключения подач при работе по жестким упорам, а также при перегрузках фартук имеет механизм, который можно регулировать винтом 31 (рисунок 6). Для настройки на максимальное тяговое усилие равное 5000 Н (500 кг) необходимо винт 31 завернуть до отказа, затем вывернуть на пять оборотов и зафиксировать гайкой. При срабатывании механизма рукоятка 29 (рисунок 6) автоматически в нейтральное положение не возвращается, ее переключение необходимо произвести вручную. В некоторых случаях работа механизма сопровождается незначительным треском, что не является признаком его неисправности.
При срабатывании механизма рукоятка 29 (рисунок 6) автоматически в нейтральное положение не возвращается, ее переключение необходимо произвести вручную. В некоторых случаях работа механизма сопровождается незначительным треском, что не является признаком его неисправности.
Наличие блокировочного устройства исключает возможность одновременного включения ходового винта и ходового вала, а также продольной и поперечной подачи.
Суппорт (250ИТВМ.60.000)
Чертеж суппорта токарно-винторезного станка 250итвм.01
Суппорт крестовой конструкции имеет ручное и механическое продольное перемещение по направляющим станины и поперечное перемещение по направляющим каретки. Ручное поперечное перемещение осуществляется маховиком 19 (рисунок 6). Верхняя часть суппорта имеет независимое ручное перемещение по направляющим средней поворотной части и может поворачиваться на 60° в сторону рабочего и на 70° от рабочего. На суппорте установлен четырехпозиционный поворотный резцедержатель. На поперечной каретке предусмотрена установка заднего резцедержателя, поставляемого по особому заказу.
На поперечной каретке предусмотрена установка заднего резцедержателя, поставляемого по особому заказу.
Зона резания защищена ограждением, имеющим смотровое окно из прозрачного материала. Ограждение крепится на стойке, что дает возможность регулировки по высоте. При обработке хрупких материалов имеется возможность установки дополнительного щитка с правой стороны ограждения.
УЦИ (250ИТВМФ1.94.000)
«УЦИ устанавливается на станок модели 250ИТВМФ1 и состоит из двух преобразователей линейных перемещений (ПЛП) и устройства цифровой индикации (УЦИ). УЦИ позволяет судить о месте положения резца в процессе обработки детали. Начало обработки совмещается с 0 на табло УЦИ.
Установка преобразователя координаты X (250ИТВМФ1.94.01.000) предназначена для преобразования перемещений поперечной каретки суппорта в электрический сигнал, который преобразуется в цифровую форму с вводом показаний на табло УЦИ координаты X.
Корпус ПЛП установлен на опорах 5 и 7, закрепленных в Т – образном пазу поперечной каретки и перемещается вместе с ней, а головка 2 преобразователя крепится к планке 8, закрепленной в пазу суппорта 3, и имеющей возможность перемещения для совмещения базовых поверхностей преобразователя и головки.
Установка преобразователя координаты Z (250ИТВМФ1.94.02.000) предназначена для преобразования продольных перемещений суппорта в электрический сигнал, который преобразуется в цифровую форму с выводом показаний на табло УЦИ координаты Z.
Корпус ПЛП установлен на задней стенке станины. Связь корпуса с кареткой осуществляется кронштейном 3, несущим головку.
Необходимо обратить внимание на то, чтобы зазор между преобразователями и головками был в пределах 1 ± 0,2 мм на всей длине хода, а непараллельность базовых поверхностей преобразователей и головок направлению перемещения не более 0,1 мм,
На станке должен применяться стандартный инструмент, предназначенный для универсальных токарно-винторезных станков.
Схема электрическая принципиальная станка 250ИТВМ.01, 250ИТВМ.03, 250ИТВМФ1
Электрическая схема токарно-винторезного станка 250итвм.01
Схема электрическая токарно-винторезного станка 250ИТВМ. Скачать в увеличенном масштабе
Питание станка
осуществляется от сети трехфазного переменного тока напряжением 380 В, частотой 50 Гц. Качество электроэнергии должно соответствовать ГОСТ 13109-97
Качество электроэнергии должно соответствовать ГОСТ 13109-97Питание цепей электрооборудования осуществляется следующими напряжениями:
- электродвигатели, трансформаторы – 380 В, 50 Гц;
- цепи управления переменного тока -110 В, 50 Гц;
- цепи электродинамического торможения -82 В постоянного тока;
- цепи освещения и сигнализации – 24 В, 50 Гц.
- цепи питания блоков цифровой индикации 220 В*.
Пуск двигателя M1 главного привода осуществляется переводом рукоятки управления в верхнее ИЛИ В нижнее положение. В верхнем положении рукоятки нажимается выключатель S4, который включит пускатель К2, при этом будет прямое вращение электродвигателя M1. При переключении рукоятки в нижнее положение нажимается выключатель S5, который включит пускатель КЗ, двигателю M1 будет обеспечено обратное вращение.
При установке рукоятки управления из верхнего или нижнего положения в нейтральное (среднее) отключится пускатель К2 или КЗ, включится реле К5 устройства контроля торможения А1, которое своим замыкающим контактом включит пускатель торможения К4, другим своим замыкающим контактом подключит вход электронного усилителя на транзисторах V5,V6 к измерительному мосту, образованному статорными обмотками электродвигателя M1 и резисторами R1. ..R3, а переключающим контактом запустит реле времени на транзисторе V9 а соответствии с рисунком 4 и таблицей 4.
..R3, а переключающим контактом запустит реле времени на транзисторе V9 а соответствии с рисунком 4 и таблицей 4.
Электродинамическое торможение происходит путем подачи постоянного тока от выпрямительных диодов V7 и V8, расположенных в устройстве контроля торможения А1 в обмотки статора двигателя.
В процессе электродинамического торможения измерительным мостом вырабатывается сигнал вращения в виде переменного напряжения, который и удерживает реле К5 во включенном состоянии. При останове ротора электродвигателя сигнал вращения исчезает, реле К5 отключается и отключает пускатель К4.
При отсутствии настройки устройства контроля торможения реле К5 отключается по сигналу реле времени через 5-8 секунд после его включения.
Переключение частоты вращения редуктора осуществляется его рукояткой, действующей на выключатель S3, который размыкает цепь вращения двигателя и соединяет цепь электродинамического торможения. После переключения скорости при отпускании рукоятки цепь вращения двигателя M1 восстанавливается.
При срабатывании тепловой защиты во время вращения шпинделя отключение двигателя происходит только после окончания обработки. После чего включение вращения шпинделя возможно только после восстановления кнопки возврата теплового реле в исходное состояние.
Включение и отключение электронасоса охлаждения производится выключателем Q2.
Токарно-винторезный универсальный станок 250ИТВМ. Видеоролик.
Технические характеристики станка 250ИТВМ.01, 250ИТВМ.03, 250ИТВМФ1
| Наименование параметра | 250ИТВМ.01 | 250ИТВМ.03 | 250ИТВМФ1 |
|---|---|---|---|
| Основные параметры | |||
| Класс точности по ГОСТ 8-82 | В | В | В |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 240 | 240 | 240 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 168 | 168 | 168 |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 300 | 300 | 300 |
| Наибольший диаметр заготовки устанавливаемой над суппортом, мм | 168 | 168 | 168 |
| Наибольшая длина заготовки (РМЦ), мм | 500 | 750 | 500 |
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, проходящий через отверстие в шпинделе, мм | 25 | 25 | 25 |
| Наибольший диаметр прутка, мм | 24 | 24 | 24 |
| Количество ступеней прямого вращения шпинделя, об/мин | 21 | 21 | 21 |
| Частота прямого вращения шпинделя, об/мин | 25. .2500 .2500 | 25..2500 | 25..2500 |
| Количество ступеней обратного вращения шпинделя, об/мин | 21 | 21 | 21 |
| Частота обратного вращения шпинделя, об/мин | 25..2500 | 25..2500 | 25..2500 |
| Размер внутреннего конуса в шпинделе, М | Морзе 4 | Морзе 4 | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | 4 | 4 | 4 |
| Допустимый крутящий момент на шпинделе, Нм | 1051,90 | 1051,90 | 1051,90 |
| Подачи | |||
| Наибольшая длина хода каретки суппорта, мм | 500 | 500 | 500 |
| Цена деления лимба продольного перемещения суппорта, мм | 0,1 | 0,1 | 0,1 |
| Продольное перемещение за один оборот лимба, мм | 20 | 20 | 20 |
| Наибольшее поперечное перемещение суппорта, мм | 165 | 165 | 165 |
| Цена деления лимба поперечного перемещения суппорта, мм | 0,05 | 0,05 | 0,05 |
| Поперечное перемещение за один оборот лимба, мм | 3 | 3 | 3 |
| Наибольшее перемещение верхних салазок суппорта, мм | 120 | 120 | 120 |
| Число ступеней продольных подач | |||
| Пределы рабочих подач продольных, мм/об | 0,01. .1,8 .1,8 | 0,01..1,8 | 0,01..1,8 |
| Число ступеней поперечных подач | |||
| Пределы рабочих подач поперечных, мм/об | 0,005..0,9 | 0,005..0,9 | 0,005..0,9 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет | нет |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | нет | |
| Количество нарезаемых резьб метрических | |||
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..48 | 0,2..48 | 0,2..48 |
| Количество нарезаемых резьб дюймовых | |||
| Пределы шагов нарезаемых резьб дюймовых | 24..0,5 | 24..0,5 | 24..0,5 |
| Количество нарезаемых резьб модульных | |||
| Пределы шагов нарезаемых резьб модульных | 0,2. .12 .12 | 0,2..12 | 0,2..12 |
| Количество нарезаемых резьб питчевых | нет | нет | нет |
| Дискретность УЦИ по координатам X/Z. мм | – | – | 0,001/ 0,005 |
| Задняя бабка | |||
| Размер внутреннего конуса пиноли задней бабки по ГОСТ 25557-82 | Морзе 3 | Морзе 3 | Морзе 3 |
| Центр пиноли задней бабки по ГОСТ 13214-79 | Морзе 3 | Морзе 3 | Морзе 3 |
| Наибольшее перемещение пиноли задней бабки, мм | 85 | 85 | 85 |
| Цена деления линейки перемещение пиноли, мм | 1 | 1 | 1 |
| Цена деления лимба перемещение пиноли, мм | 0,05 | 0,05 | 0,05 |
| Поперечное смещение пиноли, мм | ±10 | ±10 | ±10 |
| Электрооборудование | |||
| Количество электродвигателей на станке | 3 | 3 | 3 |
| Электродвигатель главного привода, кВт/ об/мин | 3/ 1410 | 3/ 1410 | 3/ 1410 |
| Электродвигатель станции смазки, кВт/ об/мин | 0,09/ 1350 | 0,09/ 1350 | 0,09/ 1350 |
| Электродвигатель насоса охлаждения, кВт/ об/мин | 0,18/ 2730 | 0,18/ 2730 | 0,18/ 2730 |
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | ПА-22 |
| Суммарная мощность электродвигателей на станке, кВт | 3,27 | 3,27 | 3,27 |
| Габаритные размеры и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1790_810_1400 | 2005_810_1400 | 1790_810_1400 |
| Масса станка, кг | 1180 | 1240 | 1190 |
- Станок токарно-винторезный 250ИТВМ. 01, 250ИТВМ.03, 250ИТВМФ1. Руководство по эксплуатации 250ИТВМ.00.000 РЭ, 2000
- Станок токарно-винторезный 250ИТВМ.01, 250ИТВМ.03, 250ИТВМФ1. Руководство по эксплуатации электрооборудования 250ИТВМ.00.000 РЭ1, 2000
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки., 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В. К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы:
 01, 250ИТВМ.03, 250ИТВМФ1. Руководство по эксплуатации 250ИТВМ.00.000 РЭ, 2000
01, 250ИТВМ.03, 250ИТВМФ1. Руководство по эксплуатации 250ИТВМ.00.000 РЭ, 2000 К. Металлорежущие станки, 1973
К. Металлорежущие станки, 1973Связанные ссылки. Дополнительная информация
Каталог-справочник токарных станков
Паспорта и руководства токарных станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
Токарно-винторезный станок 250 ИТВМ.01, 250ИТВМ.03 , 250ИТВМФ1
Токарно винторезный станок model 250ИТВМ.01 предназначен для обработки токарных работ в центрах, кулачковых или цанговых патронах, есть еще возможность нарезания модульных, метрических, дюймовых резьб.
Расширенный диапазон чисел оборотов и подач дает токарно винторезный станокпроизводительную оснастку при хорошем качестве поверхности. Преселективное управление скоростями шпинделя хорошо позволяет сделать последующее включение во время работы станка, а также легко и быстро осуществить его в определенный момент. Мнемоническое регулирование управляется и обеспечивается одной рукояткой, путь включения который совпадает с точно выбранным перемещением суппорта с резцовой головкой.
Без зазорная система фиксации резцовой головки дает очень высокую жесткость и точность закрепления установки. Ходовой винт легко и автоматически смазывается при нарезании резьбы. Конструкция шпиндельного узла легко и быстро позволяет сменить приводные ремни без какой либо разборки узла. Токарные токарно винторезные станки 250 ИТВМ.01, 250 ИТВМ Ф1, 250 ИТВМ.03 их станина изготовлена из прочного хромоникелевого чугуна, а направляющие закалены токам и высочайшей частоты и отшлифованы. Вся основа и механизм, расположенный в фартуке, отлично предохраняет механизмы подач от различных перегрузок, а также хорошо позволяет делать работу по жесткому упору при точении материала.
Фартук скрытого типа неплохо обеспечивает поперечные и продольные подачи суппорта механически и вручную от всего ходового валика, а также вырезание резьбы при помощи ходового винта. Токарно винторезный станок хорош в управлении, подачами легко осуществляется одной из рукояткой. Управление включения рукоятки легко совпадает с направлением передвижения суппорта.
без редуктора с частотно- регулируемым приводом)
Дополнительные принадлежности и опции
- Класс точности станков «В» по ГОСТ 8–82
- Нормы точности образца-изделия по ГОСТ 18097–93
- Круглость, мкм 2,5
- Постоянство диаметра в продольном сечении, мкм 6 (на длине 100 мм)
- Прямолинейность торцовой поверхности, мкм 4 (на длине 100 мм)
- Шероховатость обработки стали, мкм Rа 0,63
- Накопленная погрешность шага резьбы, мкм 20 (на длине 300 мм)
- Привод главного движения от электродвигателя АИР100S4ПУ3 исп.1М3081 U=380 В,f=50 Гц РБ057.5590 420 93 через двенадцати скоростной редуктор и переднюю бабку с перебором 1:8
- Мощность двигателя главного движения, кВт 3 (исп. с редуктором с асинхронным двигателем)
- (для мод. 250ИТВМ.01,250ИТВМ.03, 250ИТВМФ1) 5,5 (исп. без редуктора с частотно- регулируемым приводом)
Токарно-винторезный станок с УЦИ 250ИТВМ.Ф1
Описание
Токарно-винторезный станок высокой точности 250ИТВМ. Ф1 предназначен для выполнения разнообразных токарных работ в центрах, цанговых или кулачковых патронах, а также для нарезания метрических, модульных, дюймовых резьб. Станок оснащен системой цифровой индикации (УЦИ).
Ф1 предназначен для выполнения разнообразных токарных работ в центрах, цанговых или кулачковых патронах, а также для нарезания метрических, модульных, дюймовых резьб. Станок оснащен системой цифровой индикации (УЦИ).
Особенности
- Широкий диапазон чисел оборотов и подач обеспечивает производительную обработку при хорошем качестве поверхности.
- Преселективное управление скоростями шпинделя позволяет подготовить последующее включение во время работы станка и быстро осуществить его в нужный момент.
- Мнемоническое управление подачами станка обеспечивается одной рукояткой, направление включения которой совпадает с направлением выбранного перемещения суппорта с резцовой головкой.
- Беззазорная фиксация резцовой головки обеспечивает высокую жесткость и точность установки.
- Ходовой винт смазывается автоматически при нарезании резьбы.Конструкция шпиндельного узла позволяет быстро сменить приводные ремни без разборки узла.
- Станина станков 250ИТВМФ1 изготовлена из хромо-никелевого чугуна, направляющие закалены токами высокой частоты и отшлифованы.
- Механизм останова, расположенный в фартуке, предохраняет механизмы подач от перегрузок, а также позволяет работать по жесткому упору при точении.
- Привод главного движения осуществляется от электрического двигателя через двенадцати скоростной редуктор, клиновые и поликлиновые ремни.
- При повороте маховика в двух селекторных дисках создается определенная комбинация отверстий под фиксирующие пальцы рычагов, переключающих блоки шестерен.После этого оттягиванием рукоятки на себя сначала осуществляется притормаживание вращающихся шестерен, а затем их переключение.
- В передней бабке размещены приемный шкив, шпиндель, перебор 1:8, звено увеличения шага резьбы.
- Для точного отсчета поперечных перемещений токарного станка 250ИТФМ.Ф1 предусмотрен механизм-верньер, позволяющий осуществлять перемещения 0,005 мм/оборот.Коробка подач обеспечивает широкий диапазон величин нарезаемой резьбы, продольной и поперечной подач.Для нарезания точной резьбы предусмотрено прямое соединение ходового винта с гитарой, минуя механизм коробки подач.
- Фартук закрытого типа обеспечивает продольные и поперечные подачи суппорта вручную и механически от ходового валика, а также нарезание резьбы при помощи ходового винта.Управление подачами осуществляется одной рукояткой.Направление включения рукоятки совпадает с направлением перемещения суппорта.Наличие блокировочного устройства исключает возможность одновременного включения ходового винта и ходового валика, а также продольной и поперечной подач.
- На станке устанавливаются электродвигатели и аппаратура, рассчитанные на напряжение 380 В трехфазного переменного тока частотой 50 Гц, напряжении местного освещения 36 В.
- Подключение станка к электросети осуществляется пакетным включателем.


Технические характеристики
| Наименование параметра, размерность | Величина параметра |
| Максимальная длина обрабатываемого изделия, мм | 500 |
| Максимальный диаметр обрабатываемого изделия над суппортом, мм | 168 |
| Максимальный диаметр обрабатываемого изделия над станиной, мм | 240 |
| Максимальный диаметр прутка, обрабатываемого в патроне, мм | 24 |
| Максимальное сечение резца, мм | 16 x 16 |
| Конец шпинделя по ГОСТ 12593-93 | 4 |
| Размер внутреннего конуса шпинделя | Морзе 4 |
| Размер внутреннего конуса пиноли задней бабки | Морзе 3 |
| Перемещение пиноли токарного станка, мм | 85 |
| Частота вращения шпинделя, мин-1 | 25-2500 |
| Продольная подача, мм/оборот | 0,001-1,8 |
| Поперечная подача, мм/оборот | 0,005-0,9 |
| Шаг нарезаемой резьбы дюймовый, ниток на 1′ | 24-0,5 |
| Мощность привода главного движения, кВт | 3 |
| Класс точности по ГОСТ 8-82 | В |
| Шероховатость образца изделия, мкм | 0,63 |
| Габаритные размеры, мм, не более | 1790 x 955 x 1580 |
| Масса, кг, не более | 1290 |
Другая информация из этого раздела:
Станок токарный с уци иж 250итвмф1 2006г Б/У
Продам Станок токарно-винторезный высокой точности с устройством цифровой индикации (УЦИ) ИЖ 250ИТВМФ1 2006г. Проведена ревизия всех узлов и механизмов, эл.части! Станок в отличном техническом состоянии. Мало эксплуатировался, станина в отличном состоянии практически без износа! Заводские параметры. Результаты проточки 0.005 на 150мм. Станок подключен, проверка в работе. Погрузка входит в стоимость.
Проведена ревизия всех узлов и механизмов, эл.части! Станок в отличном техническом состоянии. Мало эксплуатировался, станина в отличном состоянии практически без износа! Заводские параметры. Результаты проточки 0.005 на 150мм. Станок подключен, проверка в работе. Погрузка входит в стоимость.
250ИТВМ Станок токарно-винторезный высокой точности универсальный. Назначение и область применения
Станки токарно-винторезные моделей 250ИТВМ предназначены для токарной обработки в центрах, патроне или цанге, а также для нарезания резьб метрической, модульной и дюймовой для эксплуатации на крупных и малых предприятиях.
Станки могут применяться в инструментальном и приборостроительном производстве, связанном с точной обработкой небольших по размерам деталей.
С целью длительного сохранения точности обработки станки необходимо использовать только для финишных или получистовых операций. Станок модели 250ИТВМФ1 оснащен системой цифровой индикации (в дальнейшем УЦИ), позволяющей повысить производительность труда за счет сокращения вспомогательного времени на пробные проходы, на измерение деталей. Применение УЦИ облегчает работу токаря за счет исключения расчетов и необходимости запоминания оборотов лимба.
Применение УЦИ облегчает работу токаря за счет исключения расчетов и необходимости запоминания оборотов лимба.
Оснащение станка УЦИ позволяет:
осуществлять индикацию размеров в мм или в дюймах с дискретностью от 0,1 до 100 мкм;
проводить линейную компенсацию погрешностей механических элементов станка, например, износ направляющих;
вводить компенсацию износа инструмента.
УЦИ (250ИТВМФ1.94.000)
«УЦИ устанавливается на станок модели 250ИТВМФ1 и состоит из двух преобразователей линейных перемещений (ПЛП) и устройства цифровой индикации (УЦИ). УЦИ позволяет судить о месте положения резца в процессе обработки детали. Начало обработки совмещается с 0 на табло УЦИ.
Технические характеристики станка 250ИТВМ
Наибольший диаметр заготовки обрабатываемой над станиной, мм 240
Наибольший диаметр заготовки обрабатываемой над суппортом, мм 168
Наибольший диаметр заготовки устанавливаемой над станиной, мм 300
Наибольшая длина заготовки (РМЦ), мм 500
Габариты станка (длина ширина высота), мм 1790_810_1400
Масса станка, кг 1190
250ИТВМФ1-03 с УЦИ Станок токарно-винторезный (250ИТВМ)
НАЗНАЧЕНИЕ: Предназначен для выполнения разнообразных токарных работ в центрах, цанговых или кулачковых патронах, а также для нарезания метрических, модульных, дюймовых резьб.
ОСОБЕННОСТИ:
- Станок модели 250ИТВМФ1-03 оснащен устройством цифровой индикации (УЦИ), что позволяет:
- осуществлять индикацию размеров в мм или в дюймах с дискретностью от 0,1 до 100 мкм;
- проводить линейную компенсацию погрешностей механических элементов станка, например, износ направляющих;
- вводить компенсацию износа инструмента;
- Широкий диапазон чисел оборотов и подач обеспечивает производительную обработку при хорошем качестве поверхности;
- Преселективное управление скоростями шпинделя позволяет подготовить последующее включение во время работы станка и быстро осуществить его в нужный момент;
- Мнемоническое управление подачами обеспечивается одной рукояткой, направление включения которой совпадает с направлением выбранного перемещения суппорта с резцовой головкой;
- Беззазорная фиксация резцовой головки обеспечивает высокую жесткость и точность установки;
- Ходовой винт смазывается автоматически при нарезании резьбы;
- Конструкция шпиндельного узла позволяет быстро сменить приводные ремни без разборки узла;
- Станина изготовлена из хромоникелевого чугуна, направляющие закалены токами высокой частоты и отшлифованы;
- Механизм останова, расположенный в фартуке, предохраняет механизмы подач от перегрузок, а также позволяет работать по жесткому упору при точении;
- Привод главного движения осуществляется от электродвигателя через двенадцати скоростной редуктор, клиновые и поликлиновые ремни. При повороте маховика в двух селекторных дисках создается определенная комбинация отверстий под фиксирующие пальцы рычагов, переключающих блоки шестерен. После этого оттягиванием рукоятки на себя сначала осуществляется притормаживание вращающихся шестерен, а затем их переключение;
- В передней бабке размещены приемный шкив, шпиндель, перебор 1:8, звено увеличения шага резьбы;
- Для точного отсчета поперечных перемещений предусмотрен механизм-верньер, позволяющий осуществлять перемещения 0,005 мм/об.;
- Коробка подач обеспечивает широкий диапазон величин нарезаемой резьбы, продольной и поперечной подач. Для нарезания точной резьбы предусмотрено прямое соединение ходового винта с гитарой, минуя механизм коробки подач;
- Фартук закрытого типа обеспечивает продольные и поперечные подачи суппорта вручную и механически от ходового валика, а также нарезание резьбы при помощи ходового винта;
- Управление подачами осуществляется одной рукояткой. Направление включения рукоятки совпадает с направлением перемещения суппорта. Наличие блокировочного устройства исключает возможность одновременного включения ходового винта и ходового валика, а также продольной и поперечной подач;
- На станке устанавливаются электродвигатели и аппаратура, рассчитанные на напряжение 380 В трехфазного переменного тока частотой 50Гц, напряжении местного освещения 36 В. Подключение станка к электросети осуществляется пакетным включателем.
 При повороте маховика в двух селекторных дисках создается определенная комбинация отверстий под фиксирующие пальцы рычагов, переключающих блоки шестерен. После этого оттягиванием рукоятки на себя сначала осуществляется притормаживание вращающихся шестерен, а затем их переключение;
При повороте маховика в двух селекторных дисках создается определенная комбинация отверстий под фиксирующие пальцы рычагов, переключающих блоки шестерен. После этого оттягиванием рукоятки на себя сначала осуществляется притормаживание вращающихся шестерен, а затем их переключение; Наличие блокировочного устройства исключает возможность одновременного включения ходового винта и ходового валика, а также продольной и поперечной подач;
Наличие блокировочного устройства исключает возможность одновременного включения ходового винта и ходового валика, а также продольной и поперечной подач;| ПАРАМЕТР | ЗНАЧЕНИЕ |
|---|---|
| Расстояние между центрами, мм. | 750 |
| Максимальный диаметр обработки над станиной, мм. | 240 |
| Максимальный диаметр обработки над суппортом, мм. | 168 |
| Диаметр обрабатываемого прутка, мм. | 24 |
| Конец шпинделя | 4 (по ГОСТ 12593-93) |
| Конус шпинделя | Морзе 4 |
| Центр в пиноли задней бабки | Морзе 3 |
| Частота вращения шпинделя, мин -1 | 25 – 2500 |
Диапазон продольной подачи, мм. /об. /об. | 0,001 – 1,8 |
| Диапазон поперечной подачи, мм./об. | 0,005 – 0,9 |
| Высота резца, установленного в резцедержателе, мм. | 16 |
| Шаг нарезаемой метрической резьбы (число ступеней), мм. | 0,2 – 48 |
| Шаг нарезаемой модульной резьбы (число ступеней), модуль | 0,2 – 12 |
| Шаг нарезаемой дюймовой резьбы (число ступеней), нит./1` | 24 – 0,5 |
| Шероховатость образца изделия, Ra | 0,63 |
| Класс точности | В |
| Мощность привода главного движения, кВт | 5.5 |
| Напряжение питания, В | 380 |
Габаритные размеры (LxBxH), мм. | 2005х810х1590 |
| Масса, кг. | 1050 |
КОМПЛЕКТ ПОСТАВКИ:
- патрон 3-х кулачковый
- упор продольный
- центр с конусом Морзе 3
- центр с конусом Морзе 4
- комплект сменных шестерен для нарезания резьб
- комплект ключей
- руководство по эксплуатации
- Быстросменный резцедержатель SWH 3-E, включающего:
– эксцентриковая быстросменная головка тип Е;
– 3 сменных картриджа 20×100 мм тип D (для резцов с четырёхгранной державкой) для резцедержателя SWH 3-E
– 1 сменный картридж 30×100 мм тип Н (для резцов с круглой державкой) для резцедержателя SWH 3-E
Принадлежности к станкам 250 ИТВМ, поставляемые за дополнительную плату:
- Резцедержка задняя
- Планшайба с пазами
- 4-х позиционный резцедержатель
- Центр вращающийся (Морзе 3) для задней бабки
- Упор продольный 4-х позиционный
- Люнет неподвижный (Ø 6. ..70мм)
- Люнет подвижный (Ø 6…50 мм)
- Опора виброизолируящая ОВ-31М (4 шт.)
- Прецизионный быстросменный сверлильный патрон с коническим хвостовиком Морзе 3, диаметр зажимаемого инструмента 3 – 16 мм.
- Патрон цанговый типа 3911 фирмы BISON (Польша), с посадкой на шпиндель через переходный фланец. Зажим детали при помощи ключа. Комплект цанг диаметром Ø 3-25, шаг 1 мм (или 0,5 мм)
- Цанговый патрон, зажим при помощи рычага. Комплект цанг от 6 до 14 мм.
 ..70мм)
..70мм)| Технические параметры | |
| Расстояние между центрами, мм | 750 |
| Максимальный диаметр обработки над станиной, мм | 240 |
| Максимальный диаметр обработки над суппортом, мм | 168 |
| Класс точности | В |
| Мощность, кВт | 5. 5 5 |
| Напряжение, В | 380 |
Станок токарно-винторезный высокой точности с устройством цифровой индикации (УЦИ) ИЖ 250ИТВМФ1 2006г.
Внимание!!! Вы находитесь в разделе сайта ВЫПОЛНЕННЫЕ РАБОТЫ! Данный станок ПРОДАН. Для поиска аналогичного станка перейдите в раздел сайта — СТАНКИ В НАЛИЧИИ!
Внимание!!! Вы находитесь в разделе сайта ВЫПОЛНЕННЫЕ РАБОТЫ! Данный станок ПРОДАН. Для поиска аналогичного станка перейдите в раздел сайта — СТАНКИ В НАЛИЧИИ!
Станок токарно-винторезный высокой точности с устройством цифровой индикации (УЦИ) ИЖ 250ИТВМФ1 2006г. Проведена ревизия всех узлов и механизмов, эл.части! Станок в отличном техническом состоянии. Мало эксплуатировался, станина без износа! Заводские параметры. Результаты проточки 0.005 на 150мм. Станок подключен, проверка в работе. Погрузка входит в стоимость.
Станок подключен, проверка в работе. Погрузка входит в стоимость.
250ИТВМ Станок токарно-винторезный высокой точности универсальный. Назначение и область применения
Станки токарно-винторезные моделей 250ИТВМ предназначены для токарной обработки в центрах, патроне или цанге, а также для нарезания резьб метрической, модульной и дюймовой для эксплуатации на крупных и малых предприятиях.
Станки могут применяться в инструментальном и приборостроительном производстве, связанном с точной обработкой небольших по размерам деталей.
С целью длительного сохранения точности обработки станки необходимо использовать только для финишных или получистовых операций. Станок модели 250ИТВМФ1 оснащен системой цифровой индикации (в дальнейшем УЦИ), позволяющей повысить производительность труда за счет сокращения вспомогательного времени на пробные проходы, на измерение деталей. Применение УЦИ облегчает работу токаря за счет исключения расчетов и необходимости запоминания оборотов лимба.
Оснащение станка УЦИ позволяет:
- осуществлять индикацию размеров в мм или в дюймах с дискретностью от 0,1 до 100 мкм;
- проводить линейную компенсацию погрешностей механических элементов станка, например, износ направляющих;
- вводить компенсацию износа инструмента.
- УЦИ (250ИТВМФ1.94.000)«УЦИ устанавливается на станок модели 250ИТВМФ1 и состоит из двух преобразователей линейных перемещений (ПЛП) и устройства цифровой индикации (УЦИ). УЦИ позволяет судить о месте положения резца в процессе обработки детали. Начало обработки совмещается с 0 на табло УЦИ.
Технические характеристики станка 250ИТВМ
Наименование параметра 250ИТВМ.01 250ИТВМ.03 250ИТВМФ1 Основные параметры Класс точности по ГОСТ 8-82 В В В Наибольший диаметр заготовки обрабатываемой над станиной, мм 240 240 240 Наибольший диаметр заготовки обрабатываемой над суппортом, мм 168 168 168 Наибольший диаметр заготовки устанавливаемой над станиной, мм 300 300 300 Наибольшая длина заготовки (РМЦ), мм 500 750 500 Шпиндель Диаметр сквозного отверстия в шпинделе, мм 25 25 25 Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм 24 24 24 Количество ступеней прямого вращения шпинделя, об/мин 21 21 21 Частота прямого вращения шпинделя, об/мин 25. .250025..2500 25..2500 Количество ступеней обратного вращения шпинделя, об/мин 21 21 21 Частота обратного вращения шпинделя, об/мин 25..2500 25..2500 25..2500 Размер внутреннего конуса в шпинделе, М Морзе 4 Морзе 4 Морзе 4 Конец шпинделя по ГОСТ 12593-72 4 4 4 Допустимый крутящий момент на шпинделе, Нм 1051,90 1051,90 1051,90 Подачи Наибольшая длина хода каретки суппорта, мм 500 500 500 Цена деления лимба продольного перемещения суппорта, мм 0,1 0,1 0,1 Продольное перемещение за один оборот лимба, мм 20 20 20 Наибольшее поперечное перемещение суппорта, мм 165 165 165 Цена деления лимба поперечного перемещения суппорта, мм 0,05 0,05 0,05 Поперечное перемещение за один оборот лимба, мм 3 3 3 Наибольшее перемещение верхних салазок суппорта, мм 120 120 120 Число ступеней продольных подач Пределы рабочих подач продольных, мм/об 0,01. .1,80,01..1,8 0,01..1,8 Число ступеней поперечных подач Пределы рабочих подач поперечных, мм/об 0,005..0,9 0,005..0,9 0,005..0,9 Скорость быстрых перемещений суппорта, продольных, м/мин нет нет нет Скорость быстрых перемещений суппорта, поперечных, м/мин нет нет Количество нарезаемых резьб метрических Пределы шагов нарезаемых резьб метрических, мм 0,2..48 0,2..48 0,2..48 Количество нарезаемых резьб дюймовых Пределы шагов нарезаемых резьб дюймовых 24..0,5 24..0,5 24..0,5 Количество нарезаемых резьб модульных Пределы шагов нарезаемых резьб модульных 0,2..12 0,2..12 0,2. .12Количество нарезаемых резьб питчевых нет нет нет Дискретность УЦИ по координатам X/Z. мм — — 0,001/ 0,005 Задняя бабка Размер внутреннего конуса пиноли задней бабки по ГОСТ 25557-82 Морзе 3 Морзе 3 Морзе 3 Центр пиноли задней бабки по ГОСТ 13214-79 Морзе 3 Морзе 3 Морзе 3 Наибольшее перемещение пиноли задней бабки, мм 85 85 85 Цена деления линейки перемещение пиноли, мм 1 1 1 Цена деления лимба перемещение пиноли, мм 0,05 0,05 0,05 Поперечное смещение пиноли, мм ±10 ±10 ±10 Электрооборудование Количество электродвигателей на станке 3 3 3 Электродвигатель главного привода, кВт/ об/мин 3/ 1410 3/ 1410 3/ 1410 Электродвигатель станции смазки, кВт/ об/мин 0,09/ 1350 0,09/ 1350 0,09/ 1350 Электродвигатель насоса охлаждения, кВт/ об/мин 0,18/ 2730 0,18/ 2730 0,18/ 2730 Насос охлаждения (помпа) ПА-22 ПА-22 ПА-22 Суммарная мощность электродвигателей на станке, кВт 3,27 3,27 3,27 Габаритные размеры и масса станка Габариты станка (длина ширина высота), мм 1790_810_1400 2005_810_1400 1790_810_1400 Масса станка, кг 1180 1240 1190
 .2500
.2500 .1,8
.1,8 .12
.12Токарно-винторезный станок 250 ИТВМ.
 01, 250ИТВМ.03 , 250ИТВМФ1
01, 250ИТВМ.03 , 250ИТВМФ1Токарно-винторезный станок 250 ИТВМ.01, 250ИТВМ.03 , 250ИТВМФ1
Токарно винторезный станок model 250ИТВМ.01 предназначен для обработки токарных работ в центрах, кулачковых или цанговых патронах, есть еще возможность нарезания модульных, метрических, дюймовых резьб. Расширенный диапазон чисел оборотов и подач дает токарно винторезный станокпроизводительную оснастку при хорошем качестве поверхности. Преселективное управление скоростями шпинделя хорошо позволяет сделать последующее включение во время работы станка, а также легко и быстро осуществить его в определенный момент. Мнемоническое регулирование управляется и обеспечивается одной рукояткой, путь включения который совпадает с точно выбранным перемещением суппорта с резцовой головкой. Без зазорная система фиксации резцовой головки дает очень высокую жесткость и точность закрепления установки. Ходовой винт легко и автоматически смазывается при нарезании резьбы. Конструкция шпиндельного узла легко и быстро позволяет сменить приводные ремни без какой либо разборки узла. Токарные токарно винторезные станки 250 ИТВМ.01, 250 ИТВМ Ф1, 250 ИТВМ.03 их станина изготовлена из прочного хромоникелевого чугуна, а направляющие закалены токам и высочайшей частоты и отшлифованы. Вся основа и механизм, расположенный в фартуке, отлично предохраняет механизмы подач от различных перегрузок, а также хорошо позволяет делать работу по жесткому упору при точении материала.
Фартук скрытого типа неплохо обеспечивает поперечные и продольные подачи суппорта механически и вручную от всего ходового валика, а также вырезание резьбы при помощи ходового винта. Токарно винторезный станок хорош в управлении, подачами легко осуществляется одной из рукояткой. Управление включения рукоятки легко совпадает с направлением передвижения суппорта.
без редуктора с частотно- регулируемым приводом)
Токарные токарно винторезные станки 250 ИТВМ.01, 250 ИТВМ Ф1, 250 ИТВМ.03 их станина изготовлена из прочного хромоникелевого чугуна, а направляющие закалены токам и высочайшей частоты и отшлифованы. Вся основа и механизм, расположенный в фартуке, отлично предохраняет механизмы подач от различных перегрузок, а также хорошо позволяет делать работу по жесткому упору при точении материала.
Фартук скрытого типа неплохо обеспечивает поперечные и продольные подачи суппорта механически и вручную от всего ходового валика, а также вырезание резьбы при помощи ходового винта. Токарно винторезный станок хорош в управлении, подачами легко осуществляется одной из рукояткой. Управление включения рукоятки легко совпадает с направлением передвижения суппорта.
без редуктора с частотно- регулируемым приводом)| Технические характеристики: | |||
| Основные технические данные и характеристики | 250ИТВМ.01 | 250ИТВМ. 03 03 | 250ИТВМФ1 |
| Наибольший диаметр об­,рабат. заготовки, мм: над станиной над суппортом | 240 168 | 240 168 | 240 168 |
| Наибольшая длина обрабатываемого изделия, мм, не менее | 500 | 750 | 500 |
| Наибольший диаметр прутка (длиной в пределах 600 мм), обрабатываемого в патроне, мм, не менее | 24 | 24 | 24 |
| Диаметр сквозного отверстия в шпинделе, мм | 25 | 25 | 25 |
| Наибольшее сечение резцов, мм | 16´,16 | 16´,16 | 16´,16 |
| Конец шпинделя фланцевого по ГОСТ 12593-93 | 4 | 4 | 4 |
| Размер внутреннего конуса шпинделя по ГОСТ 25557‑82 | Морзе 4 | Морзе 4 | Морзе 4 |
| Размер внутр. конуса пиноли задней бабки по ГОСТ 25557-82 | Морзе 3 | Морзе 3 | Морзе 3 |
| Центр в пиноли задней бабки по ГОСТ 13214‑79 | Морзе 3 | Морзе 3 | Морзе 3 |
| Наибольшее перемещение пиноли, мм | 85 | 85 | 85 |
| Поперечное смещение пиноли, мм | 10 | 10 | 10 |
| Пределы частот вращения шпинделя, об/мин | 25-2500 | 25-2500 | 25-2500 |
| Пределы подач, мм/об: продольных | 0,01-1,8 | 0,01-1,8 | 0,01-1,8 |
| поперечных | 0,005-0,9 | 0,005-0,9 | 0,005-0,9 |
| Пределы шагов нарезаемых резьб: метрических, мм модульных, модули дюймовых, ниток на 1&rdquo, | 0,2-48 0,2-12 24-0,5 | 0,2-48 0,2-12 24-0,5 | 0,2-48 0,2-12 24-0,5 |
| Наибольшее поперечное перемещение суппорта, мм | 165 | 165 | 165 |
| Наибольшее перемещение верхних салазок суппорта, мм | 120 | 120 | 120 |
| Цена деления лимба продольного перемещения, мм | 0,1 | 0,1 | 0,1 |
| Продольное перемещение за один оборот лимба, мм | 20 | 20 | 20 |
| Цена деления лимба поперечного перемещения, мм | 0,05 | 0,05 | 0,05 |
| Поперечное перемещение суппорта за 1оборот лимба, мм | 3 | 3 | 3 |
Дискретность СЦИ, мм: по координате Х (ЛИР521 изг. г. С-Петербург) по координате Z г. С-Петербург) по координате Z | , | 0,001 исп. с СЦИ 0,005 исп. с СЦИ | 0,001 0,005 |
| Радиальное, осевое биение шпинделя передней бабки, мкм | 3 | 3 | 3 |
| Габаритные размеры, мм не более: длина × ширина | 1790× 810 | 2005×810 | 1790×810 |
| высота | 1400 | 1400,1590 с СЦИ | 1590 |
| Масса, кг, не более | 1180 | 1040,1250 с СЦИ | 1290 |
Дополнительные принадлежности и опции
- Класс точности станков «В» по ГОСТ 8–82
- Нормы точности образца-изделия по ГОСТ 18097–93
- Круглость, мкм 2,5
- Постоянство диаметра в продольном сечении, мкм 6 (на длине 100 мм)
- Прямолинейность торцовой поверхности, мкм 4 (на длине 100 мм)
- Шероховатость обработки стали, мкм Rа 0,63
- Накопленная погрешность шага резьбы, мкм 20 (на длине 300 мм)
- Привод главного движения от электродвигателя АИР100S4ПУ3 исп. 1М3081 U=380 В,f=50 Гц РБ057.5590 420 93 через двенадцати скоростной редуктор и переднюю бабку с перебором 1:8
- Мощность двигателя главного движения, кВт 3 (исп. с редуктором с асинхронным двигателем)
- (для мод. 250ИТВМ.01,250ИТВМ.03, 250ИТВМФ1) 5,5 (исп. без редуктора с частотно- регулируемым приводом)
 1М3081 U=380 В,f=50 Гц РБ057.5590 420 93 через двенадцати скоростной редуктор и переднюю бабку с перебором 1:8
1М3081 U=380 В,f=50 Гц РБ057.5590 420 93 через двенадцати скоростной редуктор и переднюю бабку с перебором 1:8Токарный станок 250ИТВМ 01 – СТК, ООО
Всю подробную информацию Вы можете получить по тел. +7 (343) 844-03-05 или оставьте заявку-почту: [email protected] и мы Вам перезвоним.
Токарный станок 250ITVM 01
Широкий диапазон чисел оборотов и подачи обеспечивает производительную обработку при высоком качестве поверхности.
Предвыборное управление скоростями шпинделя станка 250ИТВМ.01 позволяет подготовить последующее включение во время работы станка и быстро провести его в нужное время.Мнемоническое управление подачей обеспечивается одной ручкой, направление включения которой совпадает с направлением выбранного движения опоры с резцовой головкой. Беззазорная фиксация резцовой головки обеспечивает высокую жесткость и точность установки. Ходовой винт смазывается автоматически при нарезании резьбы. Конструкция шпиндельного узла позволяет быстро заменять приводные ремни без разборки узла. Станина станков 250ИТВМ.01, 250ИТВМФ1, 250ИТВМ.03 изготовлена из хромоникелевого чугуна, направляющие закалены токами высокой частоты и заземления.
Беззазорная фиксация резцовой головки обеспечивает высокую жесткость и точность установки. Ходовой винт смазывается автоматически при нарезании резьбы. Конструкция шпиндельного узла позволяет быстро заменять приводные ремни без разборки узла. Станина станков 250ИТВМ.01, 250ИТВМФ1, 250ИТВМ.03 изготовлена из хромоникелевого чугуна, направляющие закалены токами высокой частоты и заземления.
Упорный механизм, расположенный в фартуке, защищает механизмы подачи от перегрузок, а также позволяет срабатывать на жестких упорах при повороте.
Привод главного движения станка 250ИТВМ.01 осуществляется от электродвигателя через двенадцать быстроходных редукторов, клиновых и поликлиновых ремней. При повороте маховика в двух селекторных дисках создается определенная комбинация отверстий под фиксирующие пальцы рычагов, переключающих блоки шестерен.
После этого оттягивание ручки на себя сначала выполняет курок вращающихся шестерен, а затем их переключение.
В передней бабке размещены приемный шкив, шпиндель, перебор 1: 8, звено увеличения шага резьбы.
Станок модели 250ИТВМФ1 оборудован системой цифровой индикации УЦИ.
Запись:
Токарно-винторезный станок 250ИТВМ.01 предназначен для выполнения различных токарных работ в центрах, втяжных или кулачковых приспособлениях, а также для нарезания метрической, модульной, дюймовой резьбы.
- Станок 250ИТВМФ1 дополнительно оснащен системой цифровой индикации.
- Станок 250ИТВМ.03 отличается от базовой модели увеличенным межцентровым расстоянием.
- Станок 250ИТПМ в отличие от базовой модели предназначен для выполнения менее точных работ.
Оснащение станка 250ИТВМ.01 УЦИ позволяет:
- осуществлять индикацию размеров в мм или в дюймах с дискретностью от 0,1 до 100 мкм –
- для выполнения линейной компенсации погрешностей механических элементов станка, например, износа направляющих –
- ввести компенсацию износа инструмента.

Для точного подсчета поперечных перемещений предусмотрен нониус механизма, позволяющий выполнять перемещения 0,005 мм / об.Коробка подачи обеспечивает широкий диапазон размеров нарезанной резьбы, продольной и поперечной подачи.
Для нарезания точной резьбы предусмотрено прямое соединение ходового винта с гитарой, минуя механизм коробки подачи.
Фартук закрытого типа обеспечивает продольную и поперечную подачу опоры вручную и механически с ходового ролика, а также нарезание резьбы с помощью ходового винта. Управление подачей осуществляется одной ручкой.
Направление включения ручки совпадает с направлением движения опоры. Наличие блокировочного устройства исключает возможность одновременного включения ходового винта и ходового ролика, а также продольной и поперечной подачи.
На станке установлены электродвигатели и оборудование, рассчитанное на напряжение 380 В трехфазного переменного тока частотой 50 Гц, напряжение местного освещения 36 В.
Подключение станка к электросети осуществляется пакетным выключателем.
Таблица технических характеристик:
| Характеристика | Значение |
|---|---|
| Максимальная длина обрабатываемого изделия, мм | 500 |
| Максимальный диаметр обрабатываемой заготовки, мм: – | |
| над кроватью – | 240 |
| над опорой | 168 |
| Максимальный диаметр обрабатываемого прутка в патроне, мм | 24 |
| Максимальное сечение фрезы, мм | 16х16 |
| Конец шпинделя по ГОСТ 12593-93 – | 4 |
| Размер внутреннего конуса шпинделя | Морзе 4 |
| Размер внутреннего конуса пиноли задней бабки | Морзе 3 |
| Движение пиноли, мм | 85 |
| Частота вращения шпинделя, мин -1 | 25-2500 |
| Продольная подача, мм / около | 0,001-1,8 |
| Поперечная подача, мм / около | 0,005-0,9 |
| Шаг нарезной резьбы – | 0,2-48 – |
| метрическая, мм – | 0,2-12 – |
| модульные, модули – | 24-0,5 |
| дюйм, резьба на 1 ‘- | |
| Мощность привода главного движения, кВт | 3 |
| Класс точности по ГОСТ 8-82 | В |
Токарно-винторезный станок 250itvm f1
Этот агрегат предназначен для различных токарных работ в центрах, цанговых или кулачковых патронах, а также для нарезания метрической, модульной, дюймовой резьбы.
Особенности конструкции:
– Широкий диапазон скоростей и подач обеспечивает производительную обработку поверхностей хорошего качества;
– Преселективное управление частотой вращения шпинделя позволяет подготовить последующее включение в процессе работы станка и быстро осуществить его в нужный момент;
– Мнемоническое управление подачами обеспечивается одной рукояткой, направление срабатывания которой совпадает с направлением выбранного движения суппорта с фрезерной головкой;
– Фиксация режущей головки без зазоров обеспечивает высокую жесткость и точность установки;
– Ходовой винт смазывается автоматически при нарезании резьбы;
– Конструкция шпиндельного узла позволяет быстро менять приводные ремни без разборки узла;
– Станина из хромоникелевого чугуна, направляющие упрочнены токами высокой частоты и заземлением;
– Механизм остановки, расположенный в фартуке, защищает механизмы подачи от перегрузок, а также позволяет работать на жестком упоре при повороте;
– Основное движение приводится в движение электродвигателем через двенадцатиступенчатый редуктор, клиновые и поликлиновые ремни. При проворачивании маховика в двух селекторных дисках создается определенная комбинация отверстий для фиксирующих штифтов рычагов переключения передач. После этого, потянув ручку на себя, вращающиеся шестерни сначала замедляются, а затем переключаются;
При проворачивании маховика в двух селекторных дисках создается определенная комбинация отверстий для фиксирующих штифтов рычагов переключения передач. После этого, потянув ручку на себя, вращающиеся шестерни сначала замедляются, а затем переключаются;
– В передней бабке есть шкив приемный, шпиндель, перебор 1: 8, звено увеличения шага резьбы;
– Для точного подсчета боковых смещений предусмотрен нониусный механизм, который позволяет смещение до 0.005 мм / об .;
– Коробка подачи обеспечивает широкий выбор резьбы, продольной и поперечной подачи. Для нарезания точной резьбы предусмотрено прямое соединение ходового винта с гитарой, минуя механизм подачи;
– Закрытый фартук обеспечивает продольную и поперечную подачу суппорта вручную и механически с подающего ролика, а также нарезание резьбы ходовым винтом;
– Регулировка подачи осуществляется одной ручкой. Направление зацепления рукоятки совпадает с направлением движения суппорта.Наличие блокирующего устройства исключает возможность одновременной активации ходового винта и ведущего ролика, а также продольной и поперечной подачи;
– На машине установлены электродвигатели и оборудование, рассчитанное на напряжение трехфазного переменного тока 380 В частотой 50 Гц, напряжение местного освещения 36 В. Машина подключается к электросети пакетом. выключатель.
Оснащение токарного станка ИЖ-250ИТВМ.03.F1 современным УЦИ позволяет:
Указать размеры в миллиметрах или дюймах с разрешением от 0.От 1 до 100 мкм;
Осуществляют линейную компенсацию погрешностей механических элементов станка, например, износа направляющих;
Введите компенсацию износа инструмента. Для точного подсчета поперечных смещений предусмотрен нониусный механизм, позволяющий смещение 0,005 мм / оборот.
Принципы нашей работы:
– Мы инжиниринговая компания. Мы разбираемся в нашем оборудовании.
– У нас производственная компания … ПКФ ООО «СтанкоПодавка» Входит в состав промышленного холдинга, имеет постоянную монтажно-ремонтную базу.
– Предлагаем станки других заводов по ценам заводов-производителей с НДС и доставкой до Москвы. Осуществляем техническую поддержку поставляемого нами оборудования.
* Нажмите на картинку для увеличения
Высокоточный универсальный токарно-винторезный станок 250ИТВМ.Ф1 с УЦИ.
250ITVM.F1 с приложением УЦИ: Используется для точных операций и для нарезания всех типов резьбы, таких как метрическая, модульная и дюймовая. 250ITVM.F1 отличается от обычного цифрового считывающего устройства или УЦИ, разрешение по оси X равно 0.001 мм, по оси Z 0,005 мм. С помощью УЦИ можно компенсировать погрешности станка, его направляющих и инструмента.
Универсальный токарный станок 250ИТВМ.Ф1 с УЦИ цена по запросу. Данная модификация машины снята с производства.
Производитель250ITVM.F1: техническими силами нашей компании станки серии 250ITVM собираются на базе российского станкостроительного предприятия, Россия. Машины новые (станина, чугун), гарантия 1 год.Предлагаем пуско-наладочные работы и обучение персонала.
Токарный станок250ITVM.F1 Устройство и принцип работы: по умолчанию установлен редуктор скоростей, позволяющий ступенчато изменять частоту вращения шпинделя и соответственно заготовки. Эта конструкция за долгие годы зарекомендовала себя как надежный рабочий агрегат. По желанию клиента мы можем поставить универсальный токарный станок 250ИТВМ.Ф1 с асинхронным двигателем с частотно-регулируемым приводом без редуктора. Это позволяет плавно изменять скорость вращения, при необходимости точно выставлять необходимую частоту без полной остановки двигателя.Обработка заготовки, как правило, цилиндрической формы, осуществляется при ее закреплении в трехкулачковом патроне, между центрами и в цанговом патроне при малых размерах деталей. Установленная система УЦИ позволяет считывать в миллиметрах или дюймах в относительной или абсолютной системе счисления с минимальной погрешностью и дискретностью. В случае естественного износа токарно-режущего инструмента оператор может установить направляющие данные для компенсации ошибок токарной обработки. Для различной обработки металла, деталей из чугуна, заготовок из цветных или труднообрабатываемых металлов 250ИТВМ.F1 с УЦИ осуществляет обработку со скоростью до 2500 об / мин без потери точности и качества получаемой поверхности детали. Для повышения износостойкости ходового винта, приводящего в движение главный привод, предусмотрена система смазки.
Особенности и преимущества станка 250ITVM.F1 с УЦИ: станина из чугуна, УЦИ с дисплеем, закаленные направляющие, широкий диапазон оборотов, преселективное управление скоростью вращения шпинделя, управление мнемонической подачей одной ручкой. По запросу возможно изготовление станка класса точности А (особо высокой точности по ГОСТ)
.Стандартная комплектация станка 250ИТВМ.F1: патрон 3-х кулачковый, продольный упор, два центра с конусом Морзе 3 и 4, комплект сменных шестерен, комплект ключей, паспорт на станок (руководство по эксплуатации).
Дополнительная комплектация станка 250ITVM.F1: цанговый патрон, люнеты подвижные и неподвижные, коническая линейка, задняя резцедержатель, четырехпозиционный упор, патрон с зажимами, задний резцедержатель. Подробная информация по оборудованию на нашей странице :.
Технические характеристики станка универсального высокоточного токарного 250ИТВМ.Ф1 с УЦИ:
Максимальный Ø заготовки над станиной, мм | |
Максимальный Ø заготовки над суппортом, мм | |
Максимальная длина заготовки между центрами, мм | |
Максимальный диаметр прутка (длиной до 600 мм), мм | |
Диаметр отверстия шпинделя, мм | |
Сечение фрезы, мм | |
Внутренний конус шпинделя, конус пиноли задней бабки, центр в пиноли задней бабки | Morse 3 |
Выполнение различных токарных работ в центрах, цанговых или кулачковых патронах, а также нарезание метрической, модульной, дюймовой резьбы.Станок 250 ИТВМФ.1 дополнительно оснащен системой цифровой индикации. ОСОБЕННОСТИ КОНСТРУКЦИИ: Широкий диапазон скоростей и подач обеспечивает производительную обработку с хорошим качеством поверхности. Преселективное управление частотой вращения шпинделя позволяет подготовить последующее включение в процессе работы станка и быстро осуществить его в нужный момент. Мнемоническое управление подачей обеспечивается одной рукояткой, направление срабатывания которой совпадает с направлением выбранного движения штангенциркуля с фрезерной головкой.Беззазорная фиксация режущей головки обеспечивает высокую жесткость и точность установки. Ходовой винт смазывается автоматически во время нарезания резьбы. Конструкция шпиндельного узла позволяет быстро менять приводные ремни, не разбирая узел. Станина станков 250 ИТВМ.01, 250 ИТВМ Ф1, 250 ИТВМ.03 изготовлена из хромоникелевого чугуна, направляющие закалены токами высокой частоты и отполированы. Упорный механизм, расположенный в фартуке, предохраняет механизмы подачи от перегрузки, а также позволяет работать на жестком упоре при повороте.Основное движение приводится в движение электродвигателем через двенадцатиступенчатый редуктор, клиновые и поликлиновые ремни. При проворачивании маховика в двух селекторных дисках создается определенная комбинация отверстий для фиксирующих штифтов рычагов переключения передач. После этого, потянув ручку на себя, вращающиеся шестерни сначала замедляются, а затем переключаются. Передняя бабка содержит приемный шкив, шпиндель, отбойник 1: 8, звено увеличения шага резьбы. Станок модели 250 ITVMF1 оснащен системой цифрового дисплея (SDI).Оснащение станка SDI позволяет: – осуществлять указание размеров в миллиметрах или дюймах с разрешением от 0,1 до 100 мкм; – проводить линейную компенсацию погрешностей механических элементов станка, например, износа направляющих; – ввести компенсацию износа инструмента. Для точного считывания поперечных смещений предусмотрен нониусный механизм, который допускает смещения 0,005 мм / об. Коробка подачи обеспечивает широкий выбор резьбы, продольной и поперечной подачи.Для нарезания точной резьбы предусмотрено прямое соединение ходового винта с гитарой, минуя механизм подачи. Закрытый фартук обеспечивает продольную и поперечную подачу суппорта вручную и механически с подающего ролика, а также нарезание резьбы ходовым винтом. Регулировка подачи осуществляется одной ручкой. Направление зацепления рукоятки совпадает с направлением движения суппорта. Наличие запорного устройства исключает возможность одновременного включения ходового винта и ведущего ролика, а также продольные и поперечные каналы.Машина оснащена электродвигателями и оборудованием, рассчитанным на напряжение трехфазного переменного тока 380 В частотой 50 Гц, напряжение местного освещения 36 В. Подключение машины к электросети осуществляется пакетным выключателем.
Технические характеристики:
| Максимальная длина заготовки, мм | 500 |
| Максимальная длина заготовки над суппортом, мм | 168 |
| Наибольший диаметр обрабатываемого прутка в патроне, мм | 24 |
| Максимальное сечение фрезы, мм | 16×16 |
| Наконечник шпинделя по ГОСТ 12593-93 | 4 |
| Размер внутреннего конуса шпинделя | Морзе 4 |
| Размер внутреннего конуса пиноли задней бабки | Морзе 3 |
| Ход пиноли, мм | 85 |
| Скорость шпинделя, мин-1 | 25-2500 |
| Подача продольная, мм / об | 0,001-1,8 |
| Поперечная подача, мм / об | 0,005-0,9 |
| Шаг нарезаемой резьбы – дюйм, резьбы на 1 дюйм | 24-0,5 |
| Мощность главного привода, кВт | 3 |
| Класс точности по ГОСТ 8-82 | В |
| Шероховатость образца изделия, мкм | 0,63 |
| Габаритные размеры, мм | 1580 |
| Масса, кг | 1290 |
– 1 207 000 руб., В наличии.”>
|
Технические характеристики токарного станка с УЦИ 250ИТВМ .F1:
| Название параметра, размер | Значение параметра |
| Максимальная длина заготовки, мм | 500 |
| Наибольший диаметр заготовки над суппортом, мм | 168 |
| Наибольший диаметр заготовки над станиной, мм | 240 |
| Наибольший диаметр обрабатываемого прутка в патроне, мм | 24 |
| Максимальное сечение фрезы, мм | 16 х 16 |
| Конец шпинделя по ГОСТ 12593-93 | 4 |
| Размер внутреннего конуса шпинделя | Морзе 4 |
| Размер внутреннего конуса пиноли задней бабки | Морзе 3 |
| Пиновый ход токарного станка, мм | 85 |
| Скорость вращения шпинделя, мин -1 | 25-2500 |
| Продольная подача, мм / об | 0,001-1,8 |
| Поперечная подача, мм / об | 0,005-0,9 |
| Шаг нарезаемой резьбы – дюйм, резьбы на 1 дюйм | 24-0,5 |
| Мощность главного привода, кВт | 3 |
| Класс точности по ГОСТ 8-82 | AT |
| Шероховатость образца изделия, мкм | 0,63 |
| Габаритные размеры, мм, не более | 1790 х 955 х 1580 |
| Масса, кг, не более | 1290 |
Корпус станков 250ИТВМФ1 изготовлен из хромоникелевого чугуна, направляющие закалены токами высокой частоты и отполированы.
Упорный механизм, расположенный в фартуке, предохраняет механизмы подачи от перегрузки, а также позволяет работать на жестком упоре при повороте.
Основное движение приводится в движение электродвигателем через двенадцатиступенчатый редуктор, клиновые и поликлиновые ремни.
Когда маховик поворачивается в двух селекторных дисках, создается определенная комбинация отверстий для фиксирующих штифтов рычагов, которые переключают блоки передач. После этого, потянув ручку на себя, вращающиеся шестерни сначала замедляются, а затем переключаются.
Передняя бабка содержит приемный шкив, шпиндель, перебивку 1: 8, звено увеличения шага резьбы.
Для точного подсчета поперечных смещений токарного станка 250ITFM.F1 предусмотрен нониусный механизм, позволяющий смещение 0,005 мм / об. Коробка подачи обеспечивает широкий выбор резьбы, продольной и поперечной подачи. Для нарезания точной резьбы предусмотрено прямое соединение ходового винта с гитарой, минуя механизм подачи.
Закрытый фартук обеспечивает продольную и поперечную подачу суппорта вручную и механически с подающего ролика, а также нарезание резьбы с помощью ходового винта.Регулировка подачи осуществляется одной ручкой. Направление зацепления рукоятки совпадает с направлением движения суппорта. Наличие запорного устройства исключает возможность одновременного включения ходового винта и ведущего ролика, а также продольные и поперечные каналы.
Машина оснащена электродвигателями и оборудованием, рассчитанным на напряжение трехфазного переменного тока 380 В с частотой 50 Гц, напряжением местного освещения 36 В.
Машина подключается к электросети с помощью пакетного выключателя.
Высокоточный токарно-винторезный станок модели 1И250ВФ1 предназначен для выполнения разнообразных токарных работ в центрах, цанговых или кулачковых патронах, а также для нарезания метрической, модульной, дюймовой резьбы. Станок находит широкое применение на инструментальной, механической, ремонтной площадках предприятий различных отраслей промышленности. Токарные станки модели 1И250ВФ1 находят применение в механических и инструментальных цехах промышленных предприятий единичного, серийного и крупносерийного производства.
Станок высокой точности 1И250В.Ф1 оснащен цифровой системой индикации, что позволяет повысить производительность и качество работы машиниста (токаря) при выполнении токарных работ.
Основные узлы и механизмы токарно-винторезного станка 1И250В.Ф1
Перечень узлов и механизмов токарного станка с УЦИ 1И250ВФ1
1. Кровать 1И250В.10.000 (250ИТВМ.03.10.000]
2. Редуктор 1И250В.17.000
3. Коробка кормов 1И250В.30.000
4. Гитара 1И250В.25.000
5. Бабушка передняя 1И250В.21.000
6. Электрооборудование 1И250В.90.000
7. Электромонтаж УЦИ 1И250ВФ1.94.000
8. Ограждение (патрон) 250ИТП.86.000
9.Апрон 1И250В.50.000
10.Держатель резака четырехпозиционный 250ITP.61.000
11. Ограждение (опора) 1I611P.89.000
12.Опора 1I250V.60.000
13.Охлаждение 250ITP.70.000
14.Бадка задняя 250ITP.40.000
15. Ограда 1I250V.10.02.000
16. Смазка 1И250В.74.000
Схема органов управления токарного станка 1И250В.Ф1
| |
Перечень органов управления токарного станка 1И250ВФ1
1. Маховик для выбора частоты вращения шпинделя (для зубчатого станка)
2.Ручка для включения скорости вращения шпинделя (для зубчатого станка)
3. Ручки для выбора величины подачи и шага резьбы
4. Ручки для выбора величины подачи и шага резьбы
5. Ручки для выбора количества подачи и шаг резьбы
6. Ручка переключателя бюста
7. Рычаг для переключения бит и звено увеличения ступени
8. Переключатель электрического охлаждающего насоса
9. Главный выключатель
10. Блокировка главного выключателя
11. Цифровой дисплей для машины 1И250В Ф1
17.Переключатель станции смазки
18. Кнопка общего останова и аварийного отключения машины
19. Ручка продольной ручной подачи с маховиком
20. Ручка для ручной поперечной подачи
21. Ручка крепления держателя инструмента
22. Ручка для заворачивания гайки ходового винта и выкл.
23. Маховик для перемещения верхних салазок
24. Выключатель света
25. Рукоятка для зажима пиноли
26. Ручка для фиксации задней бабки на станке
27. Маховик перемещения пиноли
28. Гайка для крепления задней бабки к станине
29.Рукоятка реверсирования подачи
30. Рукоятка пуска и останова
31. Регулировочный винт предохранительного механизма
Предлагаем купить новый токарно-винторезный станок с УЦИ 1И250ВФ1 по заводской цене.
Технические характеристики станка токарного по металлу с УЦИ 1И250ВФ1
Параметр | Значение |
Наибольший диаметр обрабатываемой детали, мм: над станиной над суппортом | |
Наибольшая длина заготовки, мм, | |
Наибольший диаметр обрабатываемого прутка в патроне, мм, | |
Диаметр сквозного отверстия в шпинделе, мм | |
Наибольшее сечение фрез, мм | |
Класс точности по ГОСТ 8-82 | |
Размер внутреннего конуса шпинделя по ГОСТ 25557‑82 | |
Размер внутреннего конуса пиноли задней бабки по ГОСТ 25557-82 | |
Наибольший ход пиноли, мм | |
Поперечное перемещение пиноли, мм | |
Пределы частоты вращения шпинделя, об / мин | |
Пределы подачи, мм / об: продольные | |
поперечный | |
Пределы шагов нарезания резьбы: Метрическая, мм Модульный, модули дюйм, резьба 1 “ | |
Наибольшее поперечное перемещение опоры, мм | |
Наибольшее перемещение верхней салазки суппорта, мм | |
Значение деления лимба продольного перемещения, мм | |
Продольное смещение за один оборот циферблата, мм | |
Величина деления лимба бокового перемещения, мм | |
Поперечное перемещение суппорта на 1 оборот циферблата, мм | |
Дискретность SDI, мм: по координате X по координате Z | |
Мощность ГД, кВт | |
Габаритные размеры, мм, не более: длина × ширина | |
Масса станка 1И250ВФ1, кг, |
Комплект поставки, включенный в цену, станок токарный 1И250В.F1
- Цифровой дисплей (УЦИ)
- Патрон 3-х кулачковый (Гродно, РБ)
- Продольный упор, центр передней бабки (Морзе 4)
- Центр задней бабки (Морзе 3)
- Запасной комплект шестерен для нарезания резьбы
- Сервисный инструмент
- 4-позиционный держатель резака (резак 16 * 16)
Принадлежности и опции для дополнительной платы к станку 1I250VF1
- Цанговый патрон
- Люнет
- Люнет
- Задний нож
- Упор 4-х позиционный
- Лицевая панель с пазами
- Патрон ведущий
- Комплект зажимов
- Индикатор поперечного упора
- Центр вращающийся Морзе 3
Станок 1И250ВФ1 – где купить, оплата, доставка, гарантия
Цена на высокоточный токарный станок 1И250ВФ1 с УЦИ указана на нашем сайте с НДС за стандартный комплект поставки.
Купить аппарат 1И250ВФ1 несложно – достаточно позвонить по указанным ниже телефонам в вашем городе.
Продажа токарно-винторезного станка с УЦИ модели 1И250В.Ф1 осуществляется со 100% предоплатой при наличии оборудования и 50% предоплатой при запуске станка в производство и уплатой оставшихся 50% после уведомления о его готовности к эксплуатации. отгрузка. Возможно другой процент и другой порядок оплаты, согласованный со специалистом отдела продаж нашей компании.
Поставка оборудования осуществляется автомобильными и железнодорожными компаниями-перевозчиками ООО «Деловые Линии», ООО «ПЭК», «Байкал-Сервис», ООО «Желдорэкспедиция» и другими сторонними перевозчиками через транспортно-логистические компании, а также как транспорт Покупателя или нашей компании.
Стоимость доставки оплачивается Покупателем, если иное не указано в Договоре поставки.
Гарантия на новый токарно-винторезный станок 1И250ВФ1 – 12 месяцев, после капитального ремонта – 6 месяцев.
Производитель оставляет за собой право изменять стандартную комплектацию и место изготовления оборудования без уведомления!
Характеристика технологического оснащения станка 250itvm f1
Этот агрегат Предназначен для выполнения разнообразных токарных работ в центрах, цанговых или кулачковых патронах, а также для нарезания метрической, модульной, дюймовой резьбы.
Особенности конструкции:
– Широкий диапазон скоростей и подач обеспечивает эффективную обработку с хорошим качеством поверхности;
– Преселективное управление частотой вращения шпинделя позволяет подготовить последующее включение в процессе работы станка и быстро реализовать его в нужный момент;
– Мнемоническое управление подачей обеспечивается одной рукояткой, направление включения которой совпадает с направлением выбранного движения суппорта с режущей головкой;
– Фиксация режущей головки без зазоров обеспечивает высокую жесткость и точность установки;
– Ходовой винт смазывается автоматически при нарезании резьбы;
– Конструкция шпиндельного узла позволяет быстро менять приводные ремни без разборки узла;
– Станина из хромоникелевого чугуна, направляющие закалены токами высокой частоты и отполированы;
– Упорный механизм, расположенный в фартуке, защищает механизмы подачи от перегрузок, а также позволяет работать на жестком упоре при повороте;
– Основное движение приводится в движение электродвигателем через двенадцать редукторов скорости, клиновые и поликлиновые ремни.При повороте маховика в двух дисках селектора создается определенная комбинация отверстий для стопорных пальцев рычагов переключения блоков передач. После этого, потянув ручку на себя, сначала осуществляется торможение вращающихся шестерен, а затем их переключение;
– В передней бабке – приемный шкив, шпиндель, поиск 1: 8, звено увеличения шага резьбы;
– Для точного считывания боковых перемещений предусмотрен нониусный механизм, который допускает перемещения 0.005 мм / об .;
– Коробка подачи обеспечивает широкий диапазон размеров резьбы, продольной и поперечной подачи. Для точной нарезки резьбы предусмотрено прямое соединение ходового винта с гитарой, минуя механизм коробки подачи;
– Фартук закрытого типа обеспечивает продольную и поперечную подачу суппорта вручную и механически с ролика, а также нарезание резьбы винтом;
– Управление подачей осуществляется одной ручкой. Направление включения рукоятки совпадает с направлением движения суппорта.Наличие блокирующего устройства исключает возможность одновременного включения ходового винта и приводного ролика, а также продольные и поперечные каналы;
– Машина оснащена электродвигателями и оборудованием, рассчитанным на напряжение 380 В трехфазного переменного тока частотой 50 Гц, напряжением местного освещения 36 В. Подключение машины к электросети осуществляется пакетным выключателем. .
Оснащение токарного станка ИЖ-250ИТВМ.03.F1 современным УЦИ позволяет:
Отображать размеры в миллиметрах или дюймах с разрешением 0.От 1 до 100 мкм;
Провести линейную компенсацию погрешностей механических элементов станка, например, износа направляющих;
Ввести компенсацию износа инструмента. Для точного считывания боковых перемещений предусмотрен нониусный механизм, который допускает перемещения 0,005 мм / оборот.
Выполнение различных токарных работ в центрах, цанговых или кулачковых патронах, а также нарезание метрической, модульной, дюймовой резьбы. Станок 250 ИТВМФ.1 дополнительно оснащен системой цифровой индикации.ОСОБЕННОСТИ КОНСТРУКЦИИ: Широкий диапазон оборотов и подач обеспечивает эффективную обработку с хорошим качеством поверхности. Преселективное управление частотой вращения шпинделя позволяет подготовить последующее включение в процессе работы станка и быстро осуществить его в нужный момент. Мнемоническое управление подачами обеспечивается одной рукояткой, направление переключения которой совпадает с направлением выбранного движения штангенциркуля с режущей головкой. Беззазорная блокировка режущей головки обеспечивает высокую жесткость и точность установки.Ходовой винт смазывается автоматически при нарезании резьбы. Конструкция шпиндельного узла позволяет быстро менять приводные ремни, не разбирая узел. Станина станка 250 ИТВМ.01, 250 ИТВМ Ф1, 250 ИТВМ.03 изготовлена из хромоникелевого чугуна, направляющие закалены токами высокой частоты и отполированы. Механизм упора, расположенный в фартуке, защищает механизмы подачи от перегрузок, а также позволяет работать на жестком упоре при повороте. Основное движение приводится в движение электродвигателем через двенадцать редукторов скорости, клиновые и поликлиновые ремни.При повороте маховика в двух дисках селектора создается определенная комбинация отверстий для стопорных пальцев рычагов переключения блоков передач. После этого, потянув ручку на себя, сначала притормаживаются тормоза вращающихся шестерен, а затем они переключаются. В передней бабке – приемный шкив, шпиндель, перебор 1: 8, звено увеличения шага резьбы. Машина модели 250 ITVMF1 оснащена системой цифровой индикации (SDH). Оснащение станка SDH позволяет: – выполнять указание размеров в миллиметрах или дюймах с разрешением 0.От 1 до 100 мкм; – проводить линейную компенсацию погрешностей механических элементов станка, например, износа направляющих; – ввести компенсацию износа инструмента. Для точного считывания боковых перемещений предусмотрен нониусный механизм, который допускает перемещения 0,005 мм / об. Коробка подачи обеспечивает широкий диапазон размеров резьбы, продольной и поперечной подачи. Для точной нарезки резьбы предусмотрено прямое соединение между ходовым винтом и гитарой, минуя механизм коробки подачи.Фартук закрытого типа обеспечивает продольную и поперечную подачу суппорта вручную и механически с ролика, а также нарезание резьбы винтом. Контроль подачи осуществляется одной ручкой. Направление включения рукоятки совпадает с направлением движения суппорта. Наличие блокирующего устройства исключает возможность одновременного включения ходового винта и роликом, а также продольные и поперечные каналы. Станок укомплектован электродвигателями и оборудованием, рассчитанным на напряжение 380 В трехфазного переменного тока частотой 50 Гц, напряжение местного освещения 36 В.Машина подключена к сети с помощью пакетного коммутатора.
Характеристики:
| Максимальная длина заготовки, мм | 500 |
| Наибольшая длина заготовки над суппортом, мм | 168 |
| Максимальный диаметр стержня, обрабатываемого в патроне, мм | 24 |
| Максимальное сечение фрезы, мм | 16×16 |
| Наконечник шпинделя по ГОСТ 12593-93 | 4 |
| Размер внутреннего конуса шпинделя | Морзе 4 |
| Размер внутреннего конуса задней бабки задней бабки | Морзе 3 |
| Подвижные штифты, мм | 85 |
| Скорость шпинделя, мин-1 | 25-2500 |
| Подача продольная, мм / об | 0,001-1,8 |
| Поперечная подача, мм / об | 0,005-0,9 |
| Шаг резьбы дюйм, резьба 1 дюйм | 24-0,5 |
| Мощность главного привода, кВт | 3 |
| Класс точности по ГОСТ 8-82 | В |
| Шероховатость образца изделия, мкм | 0,63 |
| Габаритные размеры, мм | 1580 |
| Масса кг | 1290 |
Токарно-винторезный станок модели 1И250ВФ1 предназначен для различных токарных операций в центрах, цанговых или кулачковых патронах, а также для нарезания метрической, модульной, дюймовой резьбы.Станок широко применяется в инструментальных, механических, ремонтных участках предприятий различных отраслей промышленности. Станки токарные модели 1И250ВФ1 используются в механических и инструментальных цехах промышленных предприятий единичного, серийного и крупносерийного производства.
Станок 1И250В.Ф1 оснащен высокоточной системой цифровой индикации, позволяющей повысить производительность и качество работы машиниста (токаря) при выполнении токарных операций.
Основные узлы и механизмы станка винторезного 1И250В.F1
Перечень узлов и механизмов токарного станка с УЦИ 1И250ВФ1
1. Кровать 1И250В.10.000 (250ИТВМ.03.10.000]
2. Редуктор 1И250В.17.000
3. Коробка питания 1И250В.30.000
4. Гитара 1И250В.25.000
5.Бабка передняя 1И250В.21.000
6. Электрооборудование 1И250В.90.000
7. Электромонтаж УЦИ 1И250ВФ1.94.000
8. Ограждение (патрон) 250ИТП. 86.000
9.Паррон 1И250В.50.000
10. Четырехпозиционный держатель инструмента 250ИТП.61.000
11.Ограждение (суппорт) 1И611П.89.000
12. Опора 1И250 Б.60.000
13. Охлаждение 250ИТП. 70.000
14.Бабка задняя 250ИТП.40.000
15. Ограждение 1И250В.10.02.000
16. Смазка 1И250В.74.000
Схема органов управления токарного станка 1И250В.Ф1
| |
Перечень органов управления токарного станка 1И250ВФ1
1. Маховик выбора частоты вращения шпинделя (для зубчатого станка)
2. Ручка включения частоты вращения шпинделя (для редукторного станка)
3.Ручки для выбора скорости подачи и шага резьбы
4. Ручки для выбора скорости подачи и шага резьбы
5. Рукоятки для выбора скорости подачи и шага резьбы
6. Ручка переключения передач
7. Ручка переключения фиксатора и шагового переключателя
8. Переключатель охлаждающего насоса
9. Вводный переключатель
10. Замок для блокировки открывающего переключателя
11. Цифровой дисплей для машины 1I250V F1
17. Переключатель станции смазки
18. Кнопка для общей остановки и аварийного отключения машины
19.Маховик, ручная продольная подача
20. Ручка ручной поперечной подачи
21. Рукоятка для фиксации держателя инструмента
22. Рукоятка для включения и выключения винтовой гайки
23. Маховик для перемещения верхнего суппорта
24. Выключатель освещения
25 Рукоятка Pinoli
26. Рукоятка для фиксации задней бабки на станке
27. Штифты перемещения маховика
28. Гайка для фиксации задней бабки на станине
29. Ручка реверсирования подачи
30. Ручка пуска и останова
31.Винт регулировочный предохранительный
Предлагаем купить новый токарно-винторезный станок с УЦИ 1И250ВФ1 по цене производителя.
Технические характеристики станка токарного по металлу с УЦИ 1И250ВФ1
Параметр | Значение |
Наибольший диаметр заготовки, мм: над станиной над суппортом | |
Наибольшая длина обрабатываемого продукта, мм, | |
Наибольший диаметр стержня, обрабатываемого в патроне, мм, | |
Диаметр сквозного отверстия в шпинделе, мм | |
Наибольшее сечение фрез, мм | |
Класс точности по ГОСТ 8-82 | |
Размер внутреннего конуса шпинделя по ГОСТ 25557‑82 | |
Размер внутреннего конуса задней бабки задней бабки по ГОСТ 25557-82 | |
Наибольшее перемещение пиноли, мм | |
Поперечное смещение цапф, мм | |
Пределы частоты вращения шпинделя, об / мин | |
Пределы подачи, мм / об: продольные | |
поперечный | |
Пределы шагов нарезания резьбы: Метрическая мм Модульный, модули дюйм, резьба 1 дюйм | |
Наибольшее поперечное перемещение суппорта, мм | |
Наибольшее перемещение суппорта верхнего суппорта, мм | |
Цена деления лимба продольного перемещения, мм | |
Продольное перемещение за один оборот лимба, мм | |
Цена деления поперечного перемещения конечности, мм | |
Поперечное перемещение суппорта за 1 оборот лимба, мм | |
Разрешение SDH, мм: координата X по координате z | |
Мощность ГД, кВт | |
Габаритные размеры, мм не более: длина × ширина | |
Масса станка 1И250ВФ1, кг, |
Объем поставки, включенный в цену, 1И250В.Токарный станок F1
- Цифровой дисплей (УЦИ)
- Патрон 3-х кулачковый (Гродно, Беларусь)
- Упор продольный, центр передней бабки (Морзе 4)
- Центральная задняя бабка (Морзе 3)
- Комплект сменных шестерен для нарезания резьбы
- Сервисный инструмент
- 4-х позиционный держатель инструмента (инструмент 16 * 16)
Принадлежности и опции для доп. оплата на автомат 1И250ВФ1
- Цанговый патрон
- Люнет передвижной
- Подставка для опоры
- Задний держатель инструмента
- Упор 4-х позиционный
- Лицевая панель с пазом
- Цанговый патрон
- Набор хомутов
- Индикатор кросс-суппорта
- Центр вращения Морзе 3
Станок 1И250ВФ1 – где купить, оплата, доставка, гарантия
Цена на высокоточный токарный станок 1И250ВФ1 с УЦИ указана на нашем сайте с НДС за стандартный комплект поставки.
Купить станок 1I250VF1 просто – просто позвоните по указанным ниже номерам в вашем городе.
Продажа токарно-винторезного станка с УЦИ модели 1И250В.Ф1 осуществляется по 100% предоплате при наличии оборудования на складе и 50% предоплата при вводе станка в производство, а оставшиеся 50% оплачиваются после его готовности. для отправки. Возможно другой процент и другой порядок оплаты, согласованный со специалистом отдела продаж нашей компании.
Оборудование поставляется автомобильным и железнодорожным транспортом от компаний-перевозчиков ООО «Деловые линии», ООО «Пэк», ООО «Байкал-Сервис», ООО «Желдорэкспедиция» и других сторонних перевозчиков через транспортно-логистические компании, а также Покупателем или нашей компанией.
Стоимость перевозки товара оплачивается Покупателем, если иное не указано в Договоре поставки.
Гарантия на новый токарно-винторезный станок 1И250ВФ1 составляет 12 месяцев, после капитального ремонта – 6 месяцев.
Изготовитель оставляет за собой право без уведомления изменять штатное оборудование и место изготовления оборудования!
– 1207000 руб., В наличии. “>
|
Технические характеристики станка с УЦИ 250ITVM .F1:
| Название параметра, размер | Значение параметра |
| Максимальная длина заготовки, мм | 500 |
| Наибольший диаметр заготовки над суппортом, мм | 168 |
| Наибольший диаметр заготовки над станиной, мм | 240 |
| Максимальный диаметр стержня, обрабатываемого в патроне, мм | 24 |
| Максимальное сечение фрезы, мм | 16 х 16 |
| Конец шпинделя по ГОСТ 12593-93 | 4 |
| Размер внутреннего конуса шпинделя | Морзе 4 |
| Размер внутреннего конуса задней бабки задней бабки | Морзе 3 |
| Перемещение цапфы токарного станка, мм | 85 |
| Скорость шпинделя, мин -1 | 25-2500 |
| Продольная подача, мм / оборот | 0,001-1,8 |
| Поперечная подача, мм / оборот | 0,005-0,9 |
| Шаг резьбы дюйм, резьба 1 дюйм | 24-0,5 |
| Мощность главного привода, кВт | 3 |
| Класс точности по ГОСТ 8-82 | В |
| Шероховатость образца изделия, мкм | 0,63 |
| Габаритные размеры, мм, не более | 1790 х 955 х 1580 |
| Масса, кг, не более | 1290 |
Станина станка 250ИТВМФ1 изготовлена из хромоникелевого чугуна, направляющие закалены токами высокой частоты и отполированы.
Упорный механизм, расположенный в фартуке, защищает механизмы подачи от перегрузок, а также позволяет работать на жестком упоре при повороте.
Основное движение приводится в движение электродвигателем через двенадцать редукторов скорости, клиновые и поликлиновые ремни.
При повороте маховика в двух дисках селектора создается определенная комбинация отверстий для стопорных пальцев рычагов переключения блоков передач. После этого, потянув ручку на себя, сначала притормаживаются тормоза вращающихся шестерен, а затем они переключаются.
В передней бабке – приемный шкив, шпиндель, перебор 1: 8, звено увеличения шага резьбы.
Для точного считывания поперечных перемещений токарного станка 250ITFM.F1 предусмотрен нониусный механизм, позволяющий выполнять перемещения со скоростью 0,005 мм / оборот. Коробка подачи обеспечивает широкий диапазон размеров резьбы, продольной и поперечной подачи. Для точной нарезки резьбы предусмотрено прямое соединение между ходовым винтом и гитарой, минуя механизм коробки подачи.
Фартук закрытого типа обеспечивает продольную и поперечную подачу суппорта вручную и механически с ролика, а также нарезание резьбы винтом.Контроль подачи осуществляется одной ручкой. Направление включения рукоятки совпадает с направлением движения суппорта. Наличие блокирующего устройства исключает возможность одновременного включения ходового винта и роликом, а также продольные и поперечные каналы.
Станок укомплектован электродвигателями и оборудованием, рассчитанным на напряжение трехфазного переменного тока 380 В с частотой 50 Гц, напряжением местного освещения 36 В.
Подключение станка к электросети осуществляется пакетным выключателем.
Принципы нашей работы:
– Мы инжиниринговая компания. Мы разбираемся в нашем оборудовании.
– Мы производственная компания. ПКФ ООО «СтанкоПоставка» Входит в состав промышленного холдинга, имеет постоянную монтажно-ремонтную базу.
– Предлагаем станки других заводов по ценам заводов-производителей с НДС и доставкой до Москвы. Оказываем техническую поддержку поставленного нами оборудования.
* Нажмите на картинку для увеличения
Станок винторезный высокоточный универсальный 250ИТВМ.F1 с УЦИ.
250ITVM.F1 с приложением УЦИ: Используется для точных операций и для нарезания всех типов резьбы, таких как метрическая, модульная и дюймовая. 250ITVM.F1 отличается от обычного прибора цифровой индикации или УЦИ дискретностью по оси X 0,001 мм, по оси Z 0,005 мм. С помощью УЦИ можно компенсировать погрешности станка, его направляющих, инструмента.
Универсальный токарный станок 250ITVM.F1 с УЦИ цена по запросу. Данная модификация машины снята с серийного производства..
Производитель250ИТВМ.Ф1: Благодаря техническому потенциалу нашей компании, станки серии 250ИТВМ собираются на базе Российского машиностроительного предприятия, Россия. Новые станки (станина, чугун), гарантия 1 год. Предлагаем пуско-наладку машины и обучение персонала.
Токарный станок250ITVM.F1 конструкция и принцип работы: по умолчанию установлен редуктор скоростей, позволяющий ступенчато изменять частоту вращения шпинделя и, соответственно, заготовки.Эта конструкция за долгие годы зарекомендовала себя как надежный рабочий агрегат. По желанию заказчика мы можем поставить универсальный токарный станок 250ИТВМ.Ф1 с асинхронным двигателем с частотно-регулируемым приводом без редуктора. Это позволяет плавно изменять скорость вращения, при необходимости точно выставлять нужную частоту без полной остановки двигателя. Обработка заготовки, обычно цилиндрической, осуществляется при ее закреплении в трехкулачковом патроне, между центрами и в цанговом патроне при малых размерах детали.Установленная система УЦИ позволяет вести счет в миллиметрах или дюймах в относительной или абсолютной системе счисления с минимальной погрешностью и дискретностью. При естественном износе направляющих токарного режущего инструмента оператор может задавать данные для компенсации ошибок при токарной обработке. Для различной обработки металла, чугунных деталей, заготовок из цветных или труднообрабатываемых металлов 250ИТВМ.Ф1 с УЦИ осуществляет обработку со скоростью до 2500 об / мин без потери точности и качества поверхности детали. Для повышения износостойкости ходового винта, приводящего в движение главный привод, предусмотрена система смазки.
Особенности и преимущества станка 250ИТВМ.Ф1 с УЦИ: станина чугунная, УЦИ с дисплеем, закаленные направляющие, широкий диапазон оборотов, выборочное управление скоростью шпинделя, управление мнемонической подачей одной ручкой. По заказу станок может быть изготовлен с классом точности А (особенно высокой точности по ГОСТу).
Стандартное оснащение станка 250ИТВМ.Ф1: патрон 3-х кулачковый, продольный упор, два центра с конусом Морзе 3 и 4, комплект сменных шестерен, набор ключей, паспорт станка (инструкция по эксплуатации).
Дополнительное оснащение станка 250ITVM.F1: цанговый патрон, подвижные и неподвижные упоры, коническая линейка, задний резцедержатель, четырехпозиционный упор, втягивающий патрон с зажимами, задний резцедержатель. Подробная информация об оборудовании на нашей странице :.
Технические характеристики универсального станка высокоточного токарного станка 250ИТВМ.Ф1 с УЦИ:
Максимальный Ø заготовки над станиной, мм | |
Максимальный Ø заготовки над суппортом, мм | |
Максимальная длина заготовки между центрами, мм | |
Максимальный диаметр прутка (длиной до 600 мм), мм | |
Диаметр отверстия в шпинделе, мм | |
Режущее сечение, мм | |
Внутренний конус шпинделя, конус цапфы задней бабки, центр в цапфе задней бабки | Морзе 3 |