Если Вам необходимо купить Станок вертикально-сверлильный 2Н125Л звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок вертикально-сверлильный 2Н125Л звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
Вертикально-сверлильный станок 2Н125 ипользуется на предприятиях с единичным и мелкосерийным выпуском продукции и предназначен для сверления, рассверливания, зенкования, зенкерования, развертывания и подрезки торцев ножами. Наличие на станке механической подачи шпинделя, при ручном управлении циклами работы, допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов. Установленное на станке электрическое устройство реверсирования двигателя главного движения, позволяет производить нарезание резьбы машинными метчиками при ручной подаче шпинделя. Технические характеристики станка 2Н125Л приведены в табл.3. Схема расположения узлов станка показана на рисунке 3.
| Таблица 3 | |
| Наименование параметра | Величина |
| Наибольший диаметр сверления в стали 45 ГОСТ 1050-74 | 25 мм |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола, мм | 0..700 |
| Наименьшее и наибольшее расстояние от торца шпинделя до плиты, мм | 845..1060 |
| Расстояние от оси вертикального шпинделя до направляющих стойки (вылет), мм | 250 |
| Размеры рабочей поверхности стола, мм | Ø400 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 |
| Наибольшее вертикальное перемещение стола (ось Z), мм | 525 |
| Окончание таблицы 3 | |
| Наибольшее перемещение (установочное) шпиндельной головки, мм | 250 |
| Наибольшее перемещение (ход) шпинделя, мм | 150 |
| Перемещение шпинделя на одно деление лимба, мм | 1,0 |
| Частота вращения шпинделя, об/мин | 90..1400 |
| Количество скоростей шпинделя | 9 |
| Наибольший допустимый крутящий момент, Нм | 88 |
| Конус шпинделя | Морзе 3 |
| Число ступеней рабочих подач | 3 |
| Пределы вертикальных рабочих подач на один оборот шпинделя, мм | 0,1; 0,2; 0,3 |
| Управление циклами работы | Ручное |
| Наибольшая допустимая сила подачи, кН | 5,6 |
| Динамическое торможение шпинделя | Есть |
| Электродвигатель привода главного движения, кВт | 1,5 |
| Электронасос охлаждающей жидкости Тип | ПА-22 |
| Габариты станка, мм | 770 х 786 х 2235 |
| Масса станка, кг | 620 |
Рис. 3. Схема расположения основных узлов станка 2Н125Л.
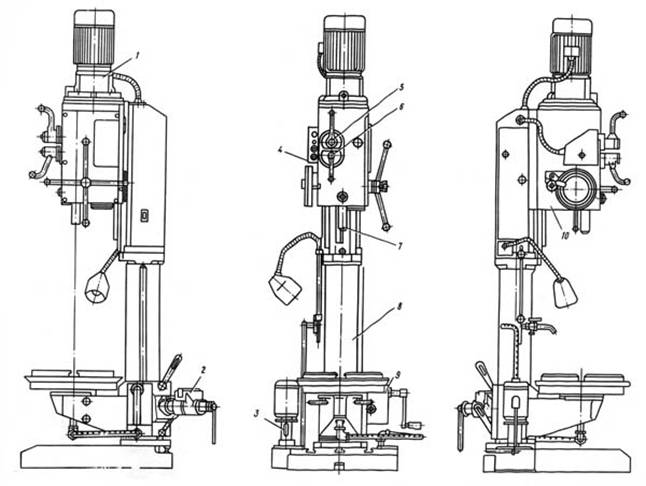
1. Привод
2. Тиски поворотные
3. Охлаждение
4. Электрооборудование
5. Коробка скоростей
6. Коробка подач
7. Шпиндель
8. Колонна, стол, плита
9. Механизм подъема стола
10. Сверлильная головка
Содержание статьи:
Вертикально-сверлильные станки 2Н125 выпускались в период с 1965 по 1990 гг. Стерлитамакским станкостроительным заводом. Они относятся к предпоследней серии подобного оборудования, которое изготавливалось на этом предприятии.
Конструкция станка
Внешний вид
Одним из основных критериев выбора станков этого типа является условный диаметр сверления. Для этой модели он составляет 25 мм. Благодаря универсальности и относительной простоте конструкции станки 2Н125 могут использоваться для комплектации мелкосерийных производств, ремонтных мастерских.
Оборудование предназначено для выполнения операций сверления, зенкования, рассверливания и аналогичных им функций. Характеристики пределов подач и регулировка оборотов шпинделя позволяет выбирать оптимальный режим обработки стальных заготовок. В качестве режущего инструмента можно использовать сверла всех типов. Для нарезания резьбы устанавливаются метчики различных размеров.
К особенностям конструкции относят следующие факторы:
- ручное управление. Подача выполняется вручную, при этом возможно изменить режим работы без полной остановки шпинделя;
- наличие реверсивного устройства. Оно необходимо для формирования точной резьбы;
- высокий показатель устойчивости. Этому способствует относительно большая масса конструкции и эргономичное размещение компонентов станка;
Доступ к управлению параметрами и ремонту электрооборудования осуществляется через специальный шкаф, расположенный в задней части конструкции. Для уменьшения нагрева детали во время обработки есть система подачи охлаждающей жидкости. Патрубок располагается над рабочим столом и имеет функцию изменения положения относительно поверхности обрабатываемой детали.
Сверлильная головка изготовлена методом литья. Внутри нее установлены все основные компоненты станка: коробка передач, шпиндель, механизм переключения скоростей.
Технические характеристики оборудования
Компоненты станка
Ознакомление с техническими характеристиками вертикально-сверлильного станка 2Н125 следует начать с анализа основных параметров. К ним относятся масса, которая составляет 880 кг и габариты – 235*78,5*91,5 см. Они позволяют установить оборудования на ограниченной площади рабочего помещения.
Помимо этого, к основным техническим характеристикам оборудования относят расстояния от рабочего торца шпиндельной головки до рабочего стола – от 6 до 70 см. Если же выполняется обработка деталей с относительно небольшой толщиной, следует учитывать другой показатель – степень удаления от шпинделя до рабочей поверхности плиты – от 69 до 106 см.
В паспорте станка указаны другие, не менее важные характеристики оборудования 2Н125. К ним относятся параметры рабочего стола:
- номинальный размер – 40*45 см;
- количество пазов Т-образной формы для фиксации заготовки – 3 шт.;
- вертикальное перемещение на максимальное расстояние 27 см.
Для выполнения операций сверления в конструкции есть многофункциональная шпиндельная головка. Для выбора оптимального режима обработки следует знать основные характеристики этого компонента станка:
- параметры смещения. Установочное составляет 17 см, на ход – 20 см;
- границы частоты вращения головки, об/мин – от 45 до 2000;
- число скоростей составляет 12;
- максимальный крутящий момент, Нм – 250.
Вертикально сверлильный станок 2Н125 имеет конус шпинделя Морзе 3. Это необходимо учитывать при выборе инструмента обработки, а также установки режима функционирования.
Для станка 2Н125 характерно 9 ступней подач. Быстрая смена инструмента обеспечивается механизмом оперативной остановки шпинделя.
Номинальная мощность электродвигателя главного привода составляет 2,2 кВт. Но помимо него в конструкции есть электронасос для подачи охлаждающей жидкости в зону обработки материалов.
Основные правила эксплуатации
После установки оборудования необходимо ознакомиться с инструкцией по эксплуатации. Преимуществом такого типа оборудования являются минимальные требования, предъявляемые к условиям работы. Главное – проконтролировать отсутствие внешних и внутренних дефектов на рабочих органах станка.
Установку следует выполнять на твердую поверхность, которая выдержит вес оборудования. По окончании первичной наладки режимов станок должен поработать на холостом ходу некоторое время. Затем можно устанавливать сверла и выполнять пробную обработку металлических изделий.
Рабочий должен ознакомиться с правилами безопасности перед началом работы. Обязательно применение специальных защитных средств: перчаток, очков и рабочей одежды. В случае возникновения неполадок станок полностью отключается от электросети и только затем выполняются профилактические работы.
В видеоматериале представлен обзор аналогичной модели 2Н125Л:
Сведения о производителе сверлильного станка 2Б125
Изготовитель вертикальных сверлильных станков модели 2Б125 – Краснореченский станкостроительный завод им. Фрунзе, Луганская область Кременской р-н, п. Краснореченское.
Станки, выпускаемые Краснореченским станкостроительным заводом им. Фрунзе
2Б125 станок вертикально-сверлильный универсальный с вариатором. Назначение и область применения
Вертикально-сверлильный станок 2Б125 был заменен в производстве на более совершенную модель 2Г125.
Станок универсальный вертикально-сверлильный 2Б125, с условным диаметром сверления 25 мм, может использоватся на предприятиях с единичным и мелкосерийным выпуском продукции и предназначены для выполнения следующих операций: сверления, рассверливания, зенкования, зенкерования, развертывания и подрезки торцев ножами.
Принцип работы и особенности конструкции станка
Станок состоит из следующих узлов:
- фундаментная плита;
- колонна;
- стол;
- коробка скоростей;
- коробка подач;
- механизм подачи;
- шпиндель;
- система смазки и охлаждения;
- электрооборудование;
К задней части фундаментной плиты, являющейся основанием станка и одновременно служащей резервуаром для охлаждающей жидкости, закреплена болтами колонна жесткой конструкции с вертикальными направляющими в форме ласточкина хвоста. По направляющим колонны с помощью винта подъема перемещается стол станка. На основании станка установлен также электронасос ПА-22, служащий для подачи охлаждающей жидкости к инструменту через гибкий трубопровод с краном для регулирования струи.
На переднем платике колонны расположен механизм подачи со встроенным шпинделем.
В верхней части колонны закреплен чугунный корпус, состоящий из коробки скоростей, выполненной в виде левой крышки корпуса, и коробки подач, выполненной в виде правой крышки.
На верхней части корпуса левой и правой крышек смонтирован электродвигатель привода с вариатором.
Внутри колонны помещен груз, который служит как противовес шпинделя.
Снабженный различными дополнительными приспособлениями, станок может быть использован в крупносерийном и массовом производстве.
Класс точности станка Н.
Общий вид вертикально-сверлильного станка 2Б125
Фото вертикально-сверлильного станка 2Б125
Фото вертикально-сверлильного станка 2Б125
Фото вертикально-сверлильного станка 2Б125
Расположение органов управления сверлильным станком 2Б125
Расположение органов управления сверлильным станком 2Б125
Перечень органов управления сверлильного станка 2Б125
- Маховик управления вариатором скорости
- Рукоятка установки частоты вращения шпинделя
- Кран охлаждения
- Кнопка “Пуск” – “Стоп”
- Насос охлаждения
- Рукоятка переключения подачи
- Кулачок установки глубины сверления
- Кнопка включения ручной – механической подачи
- Штурвал механизма ручной подачи шпинделя
- Рукоятка перемещения стола
Кинематическая схема сверлильного станка 2Б125
Кинематическая схема сверлильного станка 2Б125
Краткое описание кинематической схемы
Механизмы станка получают движение от индивидуального электродвигателя типа АОЛ-2-32-4 мощностью 3 кВт, 1440 об/мин, установленного па поворотном штативе над коробкой скоростей (см. рис. 5).
Шкив электродвигателя 1 через клиновой ремень 2 и раздвижной шкив вариатора 3 приводит во вращение промежуточный валик 4 коробки скоростей. Для передач вращения применяется клиновой ремень типа Б длиной 1120 мм по ГОСТу 5813—51. Промежуточный валик 4, несущий на себе скользящий тройной шестеренный блок 9, через шестерни 7, 8 и 10 передает вращение пустотелой гильзе 11, по шлицевому отверстию которой свободно перемещается шлицевой конец шпинделя 14.
Механизмы подачи получают движение по следующей, цепи: от шестерни 5, сидящей па гильзе, через паразитную шестерню 6 вращение передается на шестерню 15, насаженную наглухо на валик 16.
Свободно вращающиеся шестерни 25, 26 и 27 находятся в постоянном зацеплении с шестернями 17, 18 и 22. Шестерни 22, 23 и 24 также постоянно сцеплены с шестернями 19, 20 и 21, свободно вращающимися, в свою очередь, на втором валике.
В шпоночных канавках обоих валиков при помощи муфт перемещаются скользящие шпонки, блокирующие шестерни 25, 26 и 27, а также 19, 20 и 21, благодаря чему получается девять различных подач. От второго валика вращение передается червяку 12 и червячному колесу 13, сидящему на горизонтальном валу. Горизонтальный вал сцепляется с рейкой, нарезанной на гильзе шпинделя. Таким образом, вращательное движение всего механизма преобразуется в поступательное движение шпинделя. Шпиндель может перемещаться также и от руки при помощи штурвала, закрепленного на горизонтальном валу.
Ручной подъем и опускание ствола производятся вращением рукоятки через пару конических зубчатых колес и винтовую пару.
Конструкция и работа станка сверлильного станка 2Б125
Смазка станка
Масло для смазки механизмов станка должно быть чистым и бескислотным. Механизмы коробки скоростей и коробки подач, находящиеся в одном резервуаре — корпусе коробки скоростей, смазываются разбрызгиванием из специального червячного шнека. Приводом шнека является вал вариатора скорости.
Со шнека-насоса масло попадает на быстро вращающиеся зубчатые колеса и благодаря этому — на все рабочие поверхности механизмов коробки скоростей и коробки подач. Для заливки в коробку скоростей требуется 2 литра масла.
Смазка рабочих деталей механизма подачи осуществляется с помощью маслиной ванны. В кронштейн механизма подачи рекомендуется залить не менее 0,5 литра масла. При первоначальном пуске станка необходимо масло заменить после 20..25 дней работы, а затем менять его через три месяца.
Направляющие колонны, поверхность стола, ванны подъема, шлицевая часть шпинделя смазываются вручную ежедневно.
Коробка скоростей
Коробка скоростей сверлильного станка 2Б125
Коробка скоростей (рис. 6) состоит из вариатора скорости, и трехступенчатой зубчатой передачи 8, вмонтированной внутри корпуса коробки скоростей.
Вариатор работает по принципу ременной передачи с той разницей, что, сдвигая и раздвигая конические диски 3 и 4, насаженные на промежуточный валик 2, изменяется рабочий диаметр этого шкива, а, следовательно, и передаточное отношение.
При раздвинутых дисках до отказа передаточное отношение равно 1440 х 1440 пли 1 : 1, при сдвинутых дисках отношение оборотов будет 720 х 1440 или 1 : 2.
При повороте по часовой стрелке маховика 5 с помощью червячного колеса происходит поворот штатива с укрепленным на нем электродвигателем 1.
Расстояние между осями шкивов увеличивается, в результате чего натяжением клинового ремня происходит разжатие дисков.
Постепенный переход ремня с большего на меньший диаметр раздвижного диска увеличивает обороты промежуточного вала коробки скоростей.
При поворачивании маховика против часовой стрелки расстояние между центрами шкивов сокращается. Под нажимом пружины диски сдвигаются, Клиновый ремень переходит на периферию шкива. Обороты промежуточного вала понижаются.
Управление маховиком следует производить только при вращающемся электродвигателе. По мере износа клинового ремня нужно периодически производить регулировку натяжки ремня электродвигателя. Для этой пели необходимо отпустите гайку штатива, повернуть плиту с электродвигателем до требуемой величины, компенсирующей величины износа ремня, и затянуть гайку,
Продолжением кинематической цепи изменения скорости является трехступенчатая зубчатая передача. Цель этой передачи — соблюсти необходимый диапазон регулирования и увеличить передаваемый крутящий момент до требуемой величины за счет понижения числа оборотов.
Три ступени зубчатой передачи совместно с вариатором скорости дают соотношение крайних чисел оборотов шпинделя 163:2130, или 1 : 13. Переключение шестерен осуществляется при помощи вилки и зубчатого сектора, управляемого рукояткой 6, расположенной на левой стороне корпуса коробки. Переключение шестерен производится только при выключенном электродвигателе.
Смазка деталей коробки скоростей осуществляется разбрызгиванием масла от специального червячного шнека 7.
Коробка подач
Коробка подач сверлильного станка 2Б125
Механизмы, коробки подач (рис, 7) выполнены в виде самостоятельного узла в правой крышке коробки скоростей.
Привод коробки подач осуществляется от паразитной шестерни вала вариатора.
Валик 3 в нижнем конце имеет торцовый кулачок, который через крестовую муфточку передает вращение механизму подачи.
Вытяжные шпонки управляются рукоятками, расположенными на наружной части правой крышки. Положение рукояток устанавливается на требуемую подачу соответственно таблице подач, укрепленной на правой стороне колонны.
Смазка механизма коробки подач осуществляется от того же червячного насоса, который смазывает механизм коробки скоростей. Шестерня вала вариатора зацепляется с приемной шестерней коробки подач 1, закрепленной на валике 2.
В шпоночных канавках валиков 2 и 3 вмонтированы вытяжные шпонки 4 и 5. Вход вытяжных шпонок в паз зубчатых колес обеспечивается спиральными пружинами. При надобности демонтажа коробки подач нужно через спусковое отверстие слить масло из корпуса коробки скоростей; опустить вниз по валу маслоудерживающую втулку, отвинтить для этого три крепежных винта. После этого снимается правая крышка вместе с механизмом коробки подач.
Механизм подачи
Механизм подачи сверлильного станка 2Б125
Механизм подачи (рис. 8) размещен на платике передней стенки колонны.
Передача вращения от коробки подач к червяку 1 осуществляется вертикальным валиком, соединяющим кинематические звенья коробки подач и механизма подачи. Червяк 1 находится в постоянном зацеплении с червячным колесом 2. На червячном колесе прикреплен зубчатый диск 3, Второй двухсторонний зубчатый диск 7 сидит в обойме 6, перемещающейся по валу 5. Перемещение обоймы 6 достигается поворотом муфты 12, имеющей скошенные торцовые зубья, как и на самой обойме. Поворот муфты 12 производится штурвалом 9. Зубчатый диск 7 соединяется с обоймой 6 с помощью собачек 4, прижимаемых к нему пружинами,
Работа механизма подачи
Ручная подача осуществляется вращением штурвала У. При этом необходимо повернуть кнопку 11 так, чтобы выступы кнопки вошли в соответствующие впадины вала 5 и муфты 12, благодаря чему вал 5, получая вращение Непосредственно от штурвала, производит перемещение стакана шпинделя. Зубчатые диски 3 и 7 при этом расцепляются пружиной и на червячное колесо 2 вращение вала 5 не передается.
Механическая подача включается поворотом штурвала, причем предварительно необходимо включить кнопку 11, повернув ее на 90°.
Вращение червяка 1, червячного колеса 2, зубчатых дисков 3 и 7, обоймы 6, вала 5 передается стакану шпинделя.
Для отключения автоматической подачи на ходу достаточно удержать штурвал 9, вместе с которым остановится муфта 12, имеющая возможность повернуться относительно вала 5. При этом обойма 6 отжимается осевой силой, возникающей благодаря наклону зубцов дисков, а также усилием пружины.
При механической подаче можно производить ускоренную ручную подачу (опережение).
Автоматическое выключение подачи при заданной глубине сверления осуществляется упором 8, устанавливаемым в соответствующем положении на круглой рейке 10.
Смазка деталей механизма подачи осуществляется заполнением масляного резервуара в кронштейне подачи до отмеченного уровня.
Шпиндель
Шпиндель сверлильного станка 2Б125
Шпиндель 1 (рис. 9) вращается в шариковых подшипниках № А206.
Осевые усилия подачи воспринимаются упорным подшипником № 8206, вмонтированным в стакан 2 у нижней опоры шпинделя.
Регулировка подшипников шпинделя производится путем подтягивания гайки 4, расположенной над верхней опорой шпинделя.
Противовесом шпинделя является чугунный груз, помещенный внутри колонны станка и соединенный со стаканом шпинделя велосипедной цепью (ПР-12,7—900 ГОСТ 10947-64).
Смазка подшипников шпинделя производится солидолом при помощи шприца через две масленки 3.
Электрооборудование сверлильного станка 2Б125
Электрическая схема сверлильного станка 2Б125
Питание электросхемы станка осуществляется от сети переменного трехфазного тока напряжением 380 вольт.
Подключение электроаппаратов управления и работы станка выполнено в соответствии с принципиальной электросхемой (рис. 10).
На станке установлено следующее электрооборудование:
- Электродвигатель асинхронный трехфазный с короткозамкнутым ротором мощностью 3 кВт, 1430 об/мин., форма исполнения М101 по ГОСТ 2479-65, тип АОЛ2-32-4С2.
- Электронасос с короткозамкнутым ротором мощностью 0,12 кВт, 2800 об/мин, производительностью 22 л/мин, тип ПА-22.
- Магнитный пускатель с катушкой на напряжение 380 вольт с 2 н. о. блок-контактами, с тепловыми элементами на 8 А, тип ПМЕ-222.
- Понижающий трансформатор для местного освещения 380/36 вольт, тип АМО-3.
- Кронштейн местного освещения, тип К-1M.
- Лампа местного освещения 36 вольт, 40 Вт с цоколем Р-27 по ГОСТу 1182-64, тип МО-36-40.
- Кнопочная станция на 2 кнопки, тип КС-1-22.
Установочный чертеж сверлильного станка 2Б125
Установочный чертеж сверлильного станка 2Б125
2Б125 станок вертикально-сверлильный универсальный. Видеоролик.
Технические характеристики станка 2Б125
| Наименование параметра | 2Б125 | 2Г125 |
|---|---|---|
| Основные параметры станка | ||
| Наибольший диаметр сверления в стали 45, мм | 25 | 25 |
| Наибольший диаметр нарезания резьбы в стали 45, мм | 24 | |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола, мм | 700 | 75..700 |
| Расстояние от оси вертикального шпинделя до направляющих стойки (вылет), мм | 250 | 260 |
| Рабочий стол | ||
| Размеры рабочей поверхности стола, мм | 400 х 350 | 400 х 450 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | 3 |
| Наибольшее вертикальное перемещение стола (ось Z), мм | 400 | 425 |
| Шпиндель | ||
| Наибольшее перемещение (ход) шпинделя, мм | 200 | 200 |
| Перемещение шпинделя на одно деление лимба, мм | ||
| Частота вращения шпинделя, об/мин | 165..2130 | 63..2000 |
| Количество скоростей шпинделя | 3 х Б/С | 16 х Б/с |
| Наибольший допустимый крутящий момент, Нм | ||
| Конус шпинделя | Морзе 3 | Морзе 3 |
| Механика станка | ||
| Число ступеней рабочих подач шпинделя | Б/с | Б/с |
| Пределы вертикальных рабочих подач на один оборот шпинделя, мм | 0,104…0,837 | 0,1…1,6 |
| Наибольшая допустимая сила подачи, кН | 9 | 9 |
| Динамическое торможение шпинделя | ||
| Привод | ||
| Электродвигатель привода главного движения, кВт (об/мин) | 3,0 (1430) | 2,2 |
| Электронасос охлаждающей жидкости Тип | ПА-22 | |
| Габарит станка | ||
| Габариты станка, мм | 950 х 650 х 2460 | 730 х 910 х 2105 |
| Масса станка, кг | 880 | 750 |
- Барун В.А. Работа на сверлильных станках,1963
- Винников И.З., Френкель М.И. Сверловщик, 1971
- Винников И.З. Сверлильные станки и работа на них, 1988
- Лоскутов B.В Сверлильные и расточные станки, 1981
- Панов Ф.С. Работа на станках с ЧПУ, 1984
- Попов В.М., Гладилина И.И. Сверловщик, 1958
- Сысоев В.И. Справочник молодого сверловщика,1962
Список литературы
Связанные ссылки
Каталог справочник сверлильных металлорежущих станков
Паспорта к сверлильным станкам и оборудованию
2н125л – Вопросы по выбору станков и оборудования
Приветствую форумчане!
Когда то предлагали корейца за 10 т.р. но не послушал вас и отказался,теперь жалею.Теперь опять же случайно увидел 2н125л,подкупил своей компактностью,не то, что с квадратной колонной и в мой уголок вполне вписался бы.
Не сказал бы, что он мне прям сейчас нужен,пока в процессе ремонта токарного,на очереди еще фрезерный,но не думаю что он в будущем будет лишним.Просят за него 20 т.р,находится в 100 км от меня,но это не проблема,всего лишь газель заправить.Фото прислал продавец,по разговору мутноватый,скорей всего не знает что с ним,с его слов последние пять лет стоял не подключенный.То что я вижу,это нет лимба,нет рычага переключения подач(возможно их тоже нет),рукоятки подъема стола, перекрашен.
Денег конечно лишних нет,но на полезную железку никогда не жалко,как раз эта сумма есть в наличии,но все таки дороговато на данный момент,в цене продавец не двигается.
Что скажете? Покупка на долгосрочные перспективы,не раньше чем через год-полтора к нему подойду.







Сведения о производителе сверлильного станка 2Г125
Изготовитель вертикальных сверлильных станков модели 2Г125 – Краснореченский станкостроительный завод им. Фрунзе, Луганская область Кременской р-н, п. Краснореченское.
Станки, выпускаемые Краснореченским станкостроительным заводом им. Фрунзе
2Г125 станок вертикально-сверлильный универсальный одношпиндельный. Назначение и область применения
Станок вертикально-сверлильный 2Г125 заменил в производстве устаревшую модель 2Б125
Станок универсальный вертикально-сверлильный 2Г125, с условным диаметром сверления 25 мм, используется на предприятиях с единичным и мелкосерийным выпуском продукции и предназначены для выполнения следующих операций: сверления, рассверливания, зенкования, зенкерования, развертывания и подрезки торцев ножами.
Пределы чисел оборотов и подач шпинделя позволяют обрабатывать различные виды отверстий на рациональных режимах резания.
Наличие на станках механической подачи шпинделя, при ручном управлении циклами работы.
Допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов.
Станки снабжены устройством реверсирования электродвигателя главного движения, что позволяет производить на них нарезание резьбы машинными метчиками при ручной подаче шпинделя.
В станке предусмотрено автоматическое отключение подачи при достижении необходимой глубины обработки, а также автоматическое реверсирование шпинделя при нарезании резьбы.
Класс точности станка Н.
Шероховатость обработанной поверхности при сверлении Rz 40.
Категория размещения 4 по ГОСТ 15150-69.
Разработчик – Одесское специальное конструкторское бюро специальных станков (СКБСС).
Аналоги вертикально-сверлильных станков 2Г125
МН25Н-01 – Ø20 – производитель Молодечненский станкостроительный завод МСЗ, РУП
2Н125Л, МН25Л – Ø25 – производитель Молодечненский станкостроительный завод МСЗ, РУП
2Т125 – Ø25 – производитель Гомельский завод станочных узлов, РУП
Z4025-2 – Ø25 – производитель Guangzhou Pearl River Machine Tool Works Co., Ltd Китай
Z5025-1A, Z5025-1B, Z5025-3A, Z5025-3B – Ø25 – производитель Guangzhou Pearl River Machine Tool Works Co., Ltd Китай
Габарит рабочего пространства сверлильного станка 2Г125
Габарит рабочего пространства сверлильного станка 2г125
Общий вид сверлильного станка 2Г125
Фото сверлильного станка 2г125
Расположение составных частей сверлильного станка 2Г125
Расположение составных частей сверлильного станка 2г125
Обозначение составных частей сверлильного станка 2Г125
- Колонна, плита, стол – 2Г125.10.000
- Привод – 2Г125.18.000
- Коробка скоростей и подач – 2Г125.20.000
- Механизм управления коробкой скоростей – 2Г125.21.000
- Механизм управления вариатором – 2Г125.22.000
- Механизм управления коробкой подач – 2Г125.31.000
- Головка – 2Г125.40.000
- Шпиндель – 2Г125.50.000
- Охлаждение – 2Г125.80.000
- Электрооборудование – 2Г125.90.000
- Светильник – 2Г125.93.000
Расположение органов управления сверлильным станком 2Г125
Расположение органов управления сверлильным станком 2г125
Перечень органов управления сверлильного станка 2Г125
- Кнопка “Пуск вправо”
- Кнопка “Пуск влево”
- Кнопка “Стоп”
- Выключатель местного освещения
- Включатель охлаждения
- Переключатель “Сверление-нарезание резьбы”
- Выключатель проворота шпинделя при переключении скоростей и подач
- Лампа сигнальная “Сеть”
- Рукоятка установки частоты вращения шпинделя
- Маховик управления вариатором
- Рукоятка установки подачи
- Рукоятка установки подачи
- Штурвал механизма ручной подачи
- Кнопка включения ручной подачи
- Лимб для отсчета и настройки величины хода шпинделя
- Рукоятка перемещения стола
- Рукоятка зажима стола
- Край охлаждения
- Вводной выключатель
Кинематическая схема сверлильного станка 2Г125
Кинематическая схема сверлильного станка 2г125
Электрическая схема сверлильного станка 2Г125
Электрическая схема сверлильного станка 2Г125
Электрическая схема сверлильного станка 2Г125. Смотреть в увеличенном масштабе
Технические характеристики станка 2Г125
| Наименование параметра | 2Б125 | 2Г125 |
|---|---|---|
| Основные параметры станка | ||
| Наибольший диаметр сверления в стали 45, мм | 25 | 25 |
| Наибольший диаметр нарезания резьбы в стали 45, мм | 24 | |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола, мм | 700 | 75..700 |
| Расстояние от оси вертикального шпинделя до направляющих стойки (вылет), мм | 250 | 260 |
| Рабочий стол | ||
| Максимальная нагрузка на стол (по центру), кг | ||
| Размеры рабочей поверхности стола, мм | 400 х 350 | 400 х 450 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | 3 |
| Наибольшее вертикальное перемещение стола (ось Z), мм | 400 | 425 |
| Шпиндель | ||
| Наибольшее перемещение (ход) шпинделя, мм | 200 | 200 |
| Перемещение шпинделя на одно деление лимба, мм | ||
| Частота вращения шпинделя, об/мин | 165..2130 | 63..2000 |
| Количество скоростей шпинделя | 3 х Б/С | 16 х Б/с |
| Наибольший допустимый крутящий момент, Нм | ||
| Конус шпинделя | Морзе 3 | Морзе 3 |
| Механика станка | ||
| Число ступеней рабочих подач шпинделя | Б/с | Б/с |
| Пределы вертикальных рабочих подач на один оборот шпинделя, мм | 0,104…0,837 | 0,1…1,6 |
| Наибольшая допустимая сила подачи, кН | 9 | 9 |
| Динамическое торможение шпинделя | ||
| Привод | ||
| Электродвигатель привода главного движения, кВт (об/мин) | 3,0 (1430) | 2,2 |
| Электронасос охлаждающей жидкости Тип | ПА-22 | |
| Габарит станка | ||
| Габариты станка, мм | 950 х 650 х 2460 | 730 х 910 х 2105 |
| Масса станка, кг | 880 | 750 |
- Барун В.А. Работа на сверлильных станках,1963
- Винников И.З., Френкель М.И. Сверловщик, 1971
- Винников И.З. Сверлильные станки и работа на них, 1988
- Лоскутов B.В Сверлильные и расточные станки, 1981
- Панов Ф.С. Работа на станках с ЧПУ, 1984
- Попов В.М., Гладилина И.И. Сверловщик, 1958
- Сысоев В.И. Справочник молодого сверловщика,1962
Список литературы
Связанные ссылки
Каталог справочник сверлильных металлорежущих станков
Паспорта к сверлильным станкам и оборудованию
Сведения о производителе вертикально-сверлильного станка 2135
Изготовитель вертикальных сверлильных станков моделей 2135, 2А125, 2А135, 2А150, 2Г175 – Стерлитамакский станкостроительный завод, основанный в 1941 году.
История Стерлитамакского станкостроительного завода начинается 3 июля 1941 года, когда началась эвакуация Одесского станкостроительного завода в город Стерлитамак.
Уже 11 октября 1941 г. Стерлитамакский станкостроительный завод начал выпускать специальные агрегатные станки для оборонной промышленности.
В настоящее время завод выпускает металлообрабатывающее оборудование, среди которого – токарные и фрезерные станки с ЧПУ, многофункциональные обрабатывающие центры, металлообрабатывающий и режущий инструмент.
Продукция Стерлитамакского станкостроительного завода
Хронология серийного выпуска вертикально-сверлильных станков 2135 серии с диаметром сверления до Ø 35 мм:
- 2135 – первая модель серии вертикально-сверлильных станков, выпускалась с 1945 по 1952 г.
- 2А135 – следующая модель серии, выпускались с 1950 по 1965 г.
- 2Н135, 2Н135А, 2Н135Б, 2Н135К, 2Н135Л – самая популярная и массовая модель серии, выпускалась c 1965 до начала 90-х годов
- 2С135, 2С132 – последние модели серии. Сняты с производства в 2014 году
2135 Станок вертикально-сверлильный универсальный. Назначение и область применения
Вертикальный сверлильный станок 2135 был заменен в серийном производстве более совершенным станком 2А135. В новой модели обеспечивается более удобное управление коробкой соростей и подач. Улучшены эргономические показатели.
Станки универсальные вертикально-сверлильные 2135 с условным диаметром сверления 35 мм, используются на предприятиях с единичным и мелкосерийным выпуском продукции и предназначены для выполнения следующих операций: сверления» рассверливания» зенкования, зенкерования, развертывания и подрезки торцев ножами. На станке модели 2135 обрабатываются детали сравнительно небольших размеров и веса.
Универсальный вертикально-сверлильный станок, модель 2135, предназначен для работы в ремонтных и инструментальных цехах, а также в производственных цехах с мелкосерийным выпуском продукции; оснащенный приспособлениями станок может быть применен в массовом производстве.
Особенности конструкции станка
Конструктивные особенности станка 2135. Станок обладает высокой жесткостью, прочностью рабочих механизмов, мощностью привода и широким диапазоном скоростей резания и подач, позволяющим использовать режущий инструмент, оснащенный твердым сплавом. Наличие электрореверса, управляемого как автоматически, так и вручную, обеспечивает возможность нарезания резьбы при ручном подводе и Отводе метчика.
Габаритные размеры вертикально сверлильного станка 2135
Габаритные размеры вертикально сверлильного станка 2135
Общий вид сверлильного станка 2135
Фото вертикально сверлильного станка 2135
Фото вертикально сверлильного станка 2135
Фото вертикально сверлильного станка 2135
Расположение составных частей сверлильного станка 2135
Расположение составных частей сверлильного станка 2135
Принцип работы сверлильного станка 2135
Обрабатываемая деталь устанавливается на столе станка и закрепляется в машинных тисках или в специальных приспособлениях. Совмещение оси будущего отверстия с осью шпинделя осуществляется перемещением приспособления с обрабатываемой деталью на столе станка.
Режущий инструмент в зависимости от формы его хвостовика закрепляется в шпинделе станка при помощи патрона или переходных втулок. В соответствии с высотой обрабатываемой детали и длиной режущего инструмента производится установка стола и шпиндельной бабки.
Отверстия могут обрабатываться как ручным перемещением шпинделя, так и механической подачей.
На чугунной плите 11 (рис. 20) установлена вертикальная колонна 10. К (верхней части этой колонны присоединена коробка скоростей 4 с индивидуальным электродвигателем 3. Последним валом коробки скоростей является шпиндель 2, вращающийся в гильзе 22. Опора вращения последней находится в шпиндельной бабке 21. Гильза 22 вместе со шпинделем 2 может перемещаться в осевом (направлении относительно неподвижной шпиндельной бабки (кронштейна) 21 вручную или механически при помощи привода подачи.
Цепь 1 одним концом присоединена к гильзе 22, другим — к грузу, расположенному внутри колонны 10 и уравновешивающему вес гильзы и шпинделя.
При настройке станка шпиндельную бабку можно перемещать по вертикальным направляющим 8 колонны вверх или вниз в пределах 200 мм, закрепляя болтами 12 в положении, наиболее удобном для выполнения данной работы. На тех же направляющих установлен стол 17. При настройке стол перемещают в вертикальном направлении и закрепляют в нужном положении рукояткой 9.
При обработке деталей значительной высоты их устанавливают на плиту 11, удалив стол 17 и подставку-гайку 14.
Шпиндель
Шпиндель сверлильного станка 2135
В шпинделе станка укрепляется режущий инструмент 19 (рис. 20).
Шестерни коробки скоростей имеют шлицевые отверстия, которыми они надеваются на верхний конец шпинделя, имеющий шлицы (рис. 21). Такое соединение позволяет передавать более значительные мощности, чем шпоночное. Размеры шлицевых отверстий зубчатых колес и шлицевого конца шпинделя подбирают так, что шпиндель может перемещаться в осевом направлении, не теряя связи с сидящими на нем и остающимися неподвижными в осевом направлении зубчатыми колесами.
Шпиндель 1 вращается в длинной гильзе 2 на радиальных шариковых подшипниках 7 и 12. В осевом направлении шпиндель и гильза должны перемещаться совместно: Это достигается тем, что в буртик 5 шпинделя упирается надетая на шпиндель шайба 6, верхний торец которой является опорой для внутренней обоймы радиального подшипника 7. Верхний торец обоймы через подкладку 8 соприкасается с упорным шариковым подшипником 9. Шайба 6, шариковые подшипники 7 и 9 и расположенная между ними подкладка 8 помещены в расточке, сделанной в нижнем конце гильзы 2.
В верхней расточке гильзы 2 установлены радиальный шариковый подшипник 12, шайба 13 и гайка 14. При вращении гайка через шайбу 13 и верхнюю обойму радиального подшипника 12 отжимает гильзу 2 вниз и тем самым устраняет осевой зазор в упорном подшипнике. Нужно отрегулировать положение гильзы 2 так, чтобы в осевом направлении она представляла одно целое со шпинделем, т. е. осевой зазор отсутствовал, но вращение шпинделя в гильзе происходило совершенно свободно.
Гильза имеет зубчатую рейку 10, благодаря которой она вместе со шпинделем может перемещаться в осевом направлении от реечного зубчатого колеса 39 привода подачи (см.рис. 22).
На верхний конец гильзы надет хомут 11 (рис. 21). К нему присоединяется цепь противовеса, уравновешивающего вес гильзы и шпинделя.
В нижнем конце шпинделя 1 имеется конусное отверстие 4 (конус Морзе 4), предназначенное для установки конического хвостовика режущего или вспомогательного инструмента. Удаление инструмента производится через проем 3 в шпинделе.
Главный привод
Кинематическая схема сверлильного станка 2135
1. Схема кинематическая сверлильного станка 2135. Смотреть в увеличенном масштабе
2. Схема кинематическая сверлильного станка 2135. Смотреть в увеличенном масштабе
Главный привод (рис. 22). Назначение главного привода — передать шпинделю станка вращательное движение, источником которого является электродвигатель 2 мощностью 5,2 кВт и скоростью вращения 1440 об/мин. Электродвигатель через эластичную муфту сцепления 3 передает вращение валу с зубчатым колесом 5. Благодаря эластичной муфте точность установки оси двигателя относительно этого вала необязательна. Передача движения шпинделю 1 производится с помощью коробки скоростей 4 через зубчатые зацепления 5—6 и дальше — 9—10, 8—11 или 7—12 (в зависимости от положения трехвенцового колеса 10—11—12) и через зубчатые зацепления 13—14, 16—18 или 15—17 (в зависимости от положения двухвенцового колеса 15—16). Для переключения блочных колес служат рукоятки 23 (рис.20). Каждому рабочему положению блочных колес соответствует определенное фиксированное положение этих рукояток. Всего на этом станке можно получить шесть различных скоростей вращения шпинделя (три положения трехвенцового колеса, умноженные на два положения двухвенцового) 45, 75, 117, 186, 298, 466 об/мин.
Коробка скоростей сверлильного станка 2135
Коробка скоростей сверлильного станка 2135. Смотреть в увеличенном масштабе
Привод подачи
Механизм подачи сверлильного станка 2135
Механизм подачи сверлильного станка 2135. Смотреть в увеличенном масштабе
Коробка подач сверлильного станка 2135
Коробка подач сверлильного станка 2135. Смотреть в увеличенном масштабе
Механизм подачи шпинделя сверлильного станка 2135
Механизм подачи шпинделя станка 2135. Смотреть в увеличенном масштабе
Гильза 47 шпинделя получает осевое перемещение от зубчатого колеса 19, сидящего на шпинделе через зубчатые передачи 19—20, 21—23, 22—24, коробку подач, муфту 36, червячную передачу 37—38 и реечную передачу 39—40.
Коробка подач состоит из двухвенцового подвижного колеса 29—30 и двух четырехвенцовых колес с вытяжной шпонкой. При одном рабочем положении двухвенцового колеса 29—30 в зацеплении находятся зубчатые колеса 30—31, а при другом — 29—27. Зубчатые пары 28—35, 27—34, 26—33 и 25—32 находятся в постоянном зацеплении. Передача движения дальнейшим механизмам привода подачи производится от одной из этих пар в зависимости от того, против какого из колес 32, 33, 34 или 35 установлена вытяжная шпонка. Так как двухвенцовое колесо 29—30 имеет два рабочих положения, а вытяжная шпонка — четыре, то коробка подач дает возможность сообщить шпинделю 2X4 = 8 разных по величине подач: 0,1; 0,145, 0,195; 0,275; 0,4; 0,575; 0,788; 1,11 мм/об.
Предохранительное устройство привода подачи
Предохранительный механизм привода подач сверлильного станка 2135
Назначение муфты 36 (рис. 22) — предохранять механизм подачи от перегрузки. Для этого червяк 1 (рис. 23) сидит на своем валу свободно, а рассматриваемая муфта (на рис. 23 она обозначена цифрой 2) на том же валу на скользящей шпонке. Действием пружины 3 муфта прижимается к червяку и ее торцовые зубья входят в соответствующие впадины на торце ступицы червяка. Тем самым вращение муфты передается червяку, а от него и механизму подачи.
Так как зубья муфты имеют наклонные рабочие поверхности, то при передаче вращения возникает осевая сила, стремящаяся оттолкнуть муфту от червяка. Нормальное давление пружины превышает отталкивающую осевую силу, и муфта остается в сцеплении с червяком. Если же нагрузка на механизм подачи превысит допустимую, то отталкивающая сила становится большей, чем сила действия пружины, муфта и червяк разобщаются и осевое движение шпинделя прекращается.
Величину нагрузки, при которой прекращается подача шпинделя, можно регулировать, изменяя натяжение пружины 3 при помощи регулировочной гайки 4.
Включение и выключение механической подачи шпинделя
Механизм включения и выключения подач сверлильного станка 2135
Механизм включения и выключения подач сверлильного станка 2135. Смотреть в увеличенном масштабе
Связь между червячным колесом 38 (рис. 22) и его валом осуществляется при помощи специального устройства (рис. 24, а, б), позволяющего производить включение и выключение механической подачи.
На левом конце валика 10 расположена муфта 4, на которой закреплен штурвал 1. Муфта 4, штурвал 1 и валик 10 связаны штифтом 3, проходящим через торцовую прорезь валика. Прорезь имеет скосы (рис. 24, б), позволяющие поворачивать штурвал независимо от валика 10 на угол около 30°. Дальнейший поворот штурвала совершается вместе с валиком 10.
На правом торце муфты 4 нарезаны зубья с наклонными рабочими поверхностями, которые входят во впадины зубьев муфты 5, скрепленной с валиком 10 скользящей шпонкой. Рядом с ней, тоже на скользящей шпонке, расположен диск 6, несущий шесть пружинных храповых собачек, находящихся в зацеплении с зубьями левого торца двухстороннего свободно сидящего храпового диска 7. Рядом с последним на валике 10 свободно установлено червячное колесо 12 (на рис. 22 оно обозначено позицией 38), к левому торцу которого прикреплен храповой диск 8.
Пружина 13 отталкивает двухсторонний храповой диск 7 влево, поэтому сцепление между ним и диском 8 отсутствует, вращение червячного колеса 12 валику 10 не передается и механическая подача шпинделя выключена.
Поворотом штурвала 1 на угол 30° шротов часовой стрелки (валик 10 при этом остается неподвижным) выступы зубьев муфты 4 располагаются против выступов зубьев муфты 5, муфта передвигается вправо вместе с дисками 6 и 7; зубья правой стороны диска 7 входят в зацепление с зубьями диска 8, и вращение червячного колеса 12 сообщается валику 10, реечное колесо 11 перемещает гильзу 9 шпинделя, т. е. выключается механическая подача.
Для выключения механической подачи достаточно задержать вращение штурвала 1. Как только впадины зубьев муфты 5, продолжающей вращение вместе с валиком 10, окажутся против выступов зубьев муфты 4, пружина 13 отодвинет диски 6 и 7 влево, прекращая связь между дисками 7 и 5.
Это устройство позволяет перейти к ручной рабочей подаче шпинделя в любой момент работы без отключения механической подачи с тем условием, что величина ручной подачи (скорость перемещения шпинделя) больше механической. Для ручной подачи шпинделя штурвал 1 вращается против часовой стрелки, увлекая за собой валик 10 вместе с муфтой 5 и диском 6. При этом собачки проскакивают по зубьям диска 7.
Ручная подача шпинделя в обоих направлениях производится поворотом штурвала 1 после вдвигания кнопки 2 для обеспечения непосредственной связи между штурвалом и валиком 10.
Автоматическое выключение механической подачи
Муфта 4 (рис. 24, б) имеет зубчатый венец, находящийся в зацеплении с рейкой, нарезанной на стержне 15. Вращение муфты 4 вместе с валиком 10 заставляет стержень 15 опускаться вниз. На верхнем конце стержня закреплен хомутик 14. Как только он дойдет до торцовой плоскости шпиндельной бабки, вращение муфты 4 и штурвала 1 будет задержано и механическая подача выключится.
Стол станка
Стол 17 (см. рис. 20) станка служит для установки и закрепления обрабатываемой детали. Закрепление детали или приспособления производится болтами, для головок которых в столе образованы Т-образные пазы. Важно, чтобы рабочая поверхность стола была перпендикулярна оси вращения шпинделя — это обеспечивает правильное расположение обрабатываемой детали относительно оси режущего инструмента, необходимое для получения точно направленного отверстия. Вот почему нужно очень бережно относиться к столу, предохранять его от забоин и других повреждений.
Вертикальное перемещение стола позволяет устанавливать его на различном расстоянии от торца шпинделя в зависимости от высоты обрабатываемой детали. Для перемещения стола вверх или вниз надо ослабить зажимные рукоятки 9 (см. рис. 20) и поворотом ручки 46 (см. рис.22) через зубчатую коническую пару 42—45 привести во вращение ходовой винт 44. При вращении винт входит в подставку гайку 43 или выходит из нее и заставляет опускаться или подниматься по направляющим 41 скрепленный с ним стол. В нужном положении стол вновь закрепляется поворотом рукояток 9 (см. рис. 20).
Система охлаждения
Система охлаждения сверлильного станка 2135
При выполнении сверлильных работ применяются охлаждающие и смазывающие жидкости.
Резервуар с жидкостью расположен в плите 4 (рис. 25). Отсюда жидкость через фильтр засасывает насос и по трубопроводам подает к месту обработки. Включение и выключение подачи жидкости, а также регулирование ее расхода, производится краном 1. Использованная жидкость стекает в желоб стола, а оттуда через фильтр 2 и трубопровод 3 направляется обратно в резервуар.
2135 станок вертикально-сверлильный универсальный. Видеоролик.
Основные технические характеристики станка 2135
| Наименование параметра | 2135 | 2А135 | 2Н135 |
|---|---|---|---|
| Основные параметры станка | |||
| Наибольший диаметр сверления в стали 45 ГОСТ 1050-74, мм | 35 | 35 | 35 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола, мм | 0..715 | 0..750 | 30..750 |
| Наименьшее и наибольшее расстояние от торца шпинделя до плиты, мм | 525..1065 | 705..1130 | 700..1120 |
| Расстояние от оси вертикального шпинделя до направляющих стойки (вылет), мм | 290 | 300 | 300 |
| Рабочий стол | |||
| Размеры рабочей поверхности стола, мм | 450 х 480 | 450 х 500 | 450 х 500 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | 3 | 3 |
| Наибольшее вертикальное перемещение стола (ось Z), мм | 380 | 325 | 300 |
| Шпиндель | |||
| Наибольшее перемещение шпиндельной бабки, мм | 200 | 200 | 170 |
| Наибольшее перемещение (ход) шпинделя, мм | 340 | 225 | 250 |
| Частота вращения шпинделя, об/мин | 53, 84, 131, 200, 320, 500 | 68..1100 | 31,5..1400 |
| Количество скоростей шпинделя | 6 | 9 | 12 |
| Наибольший допустимый крутящий момент, кг*м | 400 | ||
| Конус шпинделя | Морзе 4 | Морзе 4 | Морзе 4 |
| Механика станка | |||
| Число ступеней рабочих подач | 8 | 11 | 9 |
| Пределы вертикальных рабочих подач на один оборот шпинделя, мм | 0,1..1,11 | 0,1..1,6 | 0,1..1,6 |
| Наибольшее усилие подачи, кН | 16 | 15 | |
| Динамическое торможение шпинделя | Есть | Есть | |
| Электрооборудование и привод станка | |||
| Электродвигатель привода главного движения, кВт (об/мин) | 4,5 (1440) | 4,5 | 4,0 |
| Электронасос охлаждающей жидкости Тип | П22А х 0,1 | Х14-22М | Х14-22М |
| Габариты и масса станка | |||
| Габариты станка (длина х ширина х высота), мм | 1210 х 930 х 2735 | 1240 х 810 х 2500 | 2535 х 825 х 1030 |
| Масса станка, кг | 1550 | 1300 | 1200 |
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Барун В.А. Работа на сверлильных станках,1963
- Винников И.З., Френкель М.И. Сверловщик, 1971
- Винников И.З. Сверлильные станки и работа на них, 1988
- Лоскутов B.В Сверлильные и расточные станки, 1981
- Панов Ф.С. Работа на станках с ЧПУ, 1984
- Попов В.М., Гладилина И.И. Сверловщик, 1958
- Сысоев В.И. Справочник молодого сверловщика,1962
Список литературы:
Связанные ссылки
Каталог справочник сверлильных металлорежущих станков
Паспорта к сверлильным металлорежущим станкам и оборудованию
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
Ad
Rs. 68,800 – 73,400 ** Ex-showroom Цена в Дели
Access 125 Характеристики, характеристики и цена
Suzuki Access 125 оснащен двигателем с воздушным охлаждением объемом 124 куб. См, вырабатывающим мощность. Он имеет топливный бак на 5 л и. Стоимость Suzuki Access 125 начинается с 68 800 рупий и достигает 73 400 рупий (бывший выставочный зал, Дели). Доступен в пяти вариантах.
Suzuki Access 125 Технические характеристики
| Пробег (город) | 52.45 км / ч |
| Рабочий объем | 124 куб. См. |
| Тип двигателя | 4-тактный, 1-цилиндровый, с воздушным охлаждением |
| Количество цилиндров | 1 |
| Макс. Мощность | 8,7 л.с. @ 6750 об / мин |
| Макс. Крутящий момент | 10 Нм @ 5500 об / мин |
| Передний тормоз | Диск |
| Задний тормоз | Барабан |
| Объем топлива | 5 л |
Suzuki Access 125 Особенности
| Тип торможения | Комбинированная тормозная система |
| Точка зарядки | Да |
| Внешняя заправка топливом | Да |
| Светодиодный задний фонарь | Да |
| Спидометр | Аналоговый |
| Одометр | Цифровой |
| Трипометр 9 0020 | Цифровой |
| Указатель уровня топлива | Да |
Suzuki Access 125 Технические характеристики
.* Ex-showroom Цена в Дели
Ad
NTORQ 125 Характеристики, характеристики и цена
TVS NTORQ 125 оснащен двигателем с воздушным охлаждением объемом 124,8 куб. См, вырабатывающим мощность. Он имеет топливный бак объемом 5,8 л и a. TVS NTORQ 125 начинается с 66 885 рупий и достигает 73 365 рупий (бывший выставочный зал, Дели). Доступен в трех вариантах.
ТВС NTORQ 125 Технические характеристики
| Пробег | – |
| Водоизмещение | 124.8 куб. См. |
| Тип двигателя | Одноцилиндровый, 4-тактный, SI, с воздушным охлаждением, впрыск топлива |
| Количество цилиндров | 1 |
| Макс. Мощность | 9,38 л.с. при 7000 об / мин |
| Макс. Крутящий момент | 10,5 Нм при 5500 об / мин |
| Передний тормоз | Диск |
| Задний тормоз | Барабан |
| Объем топлива | 5,8 л |
TVS NTORQ 125 Особенности
| ABS | Нет |
| Тип торможения | Синхронизированная тормозная система |
| Точка зарядки | Да |
| ДХО | Да |
| Фонарь багажника | Да |
| Внешнее топливо Заполнение | Да |
| Служебный показатель | Да |
| Мобильная связь | Bluetooth |
| Часы | Да |
| Светодиодный задний фонарь | Да |
TVS NTORQ 125 Технические характеристики
.DC Характеристики и временные характеристики
% PDF-1.3 % 1 0 объектов > endobj 2 0 объектов > endobj 3 0 объектов > поток «Циклон, Циклон II, LVTTL, LVCMOS, LVPECL, входные буферы, частота переключения, емкость выводов, емкостная нагрузка по умолчанию, задержки ввода / вывода, окно выборки, TCCS, удержание шины, внутренняя синхронизация, сумматоры перекоса, программируемая задержка, ввод / вывод задержки, тактовая частота, DCD, DDIO ” Acrobat Distiller 7.0 (Windows) Copyright © 2008 Altera Corporation.Все права защищены. 2003-04-24T14: 11: 58Z FrameMaker 7.2 2008-02-18T17: 10: 32 + 08: 00 2008-02-18T17: 10: 32 + 08: 00 UUID: 76208786-e277-40ea-a559-f6fb685f1bd4 UUID: 64a66850-0978-4219-9a04-c60a2897b69c применение / PDF
% PDF-1.6 % 5 0 объектов > endobj 193 0 объектов > поток Acrobat Distiller 4.0 для Macintosh 2009-07-28T15: 20: 01 + 04: 00 2002-03-15T14: 23: 31 + 03: 00 2009-07-28T15: 20: 01 + 04: 00 применение / PDF UUID: 95d92eae-d28b-4951-b14f-970e54de943c UUID: 1acfc62c-fa49-470b-9698-68818db517fa endstream endobj 189 0 объектов > / Кодирование >>>>> endobj 1 0 объектов > endobj 6 0 объектов > endobj 111 0 объектов > / Font> / ProcSet [/ PDF / Текст] / ExtGState >>> / тип / страница >> endobj 39 0 объектов > endobj 74 0 объектов > endobj 75 0 объектов > / Font> / ProcSet [/ PDF / Текст] / ExtGState >>> endobj 77 0 объектов > endobj 76 0 объектов > endobj 88 0 объектов > endobj 83 0 объектов > endobj 78 0 объектов > endobj 81 0 объектов > endobj 80 0 объектов > поток HTKo | ;! @ Z% KJ9 졵 = ‘D ~ N; x3xnRg F;) +
.