3К227А станок внутришлифовальный универсальный особо высокой точностисхемы, описание, характеристики
Сведения о производителе внутришлифовального станка 3К227А
Производитель внутришлифовального станка 3К227А, 3К225А – Саратовский станкостроительный завод им. 60-летия СССР, ССЗ, основанный в 1940 году.
Станки, выпускаемые Саратовским станкостроительным заводом
Особенности внутреннего шлифования
Внутреннее шлифование является одним из основных методов чистовой обработки отверстий, при котором в зависимости от режимов шлифования и характеристики шлифовального круга может быть достигнута точность обработки по 1—3-му классу и шероховатость поверхности V7—V9.
Достоинством процесса внутреннего шлифования являются возможность исправления увода оси отверстия, образовавшегося на предшествующих операциях, а также обеспечение перпендикулярности торцовой поверхности к оси отверстия, достигаемая при шлифовании отверстия и торца с одного установа.
Внутреннее шлифование может применяться для обработки цилиндрических и конических сквозных и глухих отверстий в деталях, изготовленных из незакаленной и закаленной стали, чугуна, цветных металлов и неметаллических материалов.
Внутреннее шлифование широко применяется во всех отраслях машиностроения. На внутришлифовальных станках обрабатываются отверстия зубчатых колес (гладкие и шлицевые), внутренних колец шарикоподшипников и роликоподшипников; роликовые дорожки наружных колец роликовых подшипников; отверстия кондукторных втулок, переходных втулок с конусом Морзе, различных режущих инструментов, например фрез, шеверов, насадных разверток и др.
При внутреннем шлифовании применяется как шлифование с продольной подачей, так и методом врезания. Наибольшее распространение получил первый способ. Шлифование методом врезания применяют при шлифовании коротких отверстий, а также отверстий, ограниченных буртами или уступами.
При внутреннем шлифовании применяются методы продольной и поперечной подачи. Различают следующие виды движений:
- вращение шлифовального круга со скоростью, задаваемой в м/сек
- вращение детали (круговая подача) со скоростью, задаваемой в м/мин
- продольная подача, задаваемая в долях высоты круга и поперечная подача в мм/двойной ход или в мм/мин
При шлифовании с продольной подачей величина подачи не должна превышать 3/4 высоты круга на один оборот детали. Поперечная подача при этом прерывистая на каждый одинарный или двойной ход или непрерывная.
Шлифование методом врезания применяют при обработке коротких отверстий, а также внутренних цилиндрических поверхностей, ограниченных точными торцами или уступами, например роликовых дорожек колец подшипников. Для обеспечения равномерности износа, кругу сообщается дополнительное осциллирующее движение, если это позволяет конфигурация детали.
Особенности внутреннего шлифования создают ряд ограничений для применения этого метода. К ним относятся:
- зависимость диаметра шлифовального круга от диаметра шлифуемого отверстия детали
- необходимость ввода круга в отверстие, что требует значительного вылета шпинделя, несущего шлифовальный круг, особенно при шлифовании длинных отверстий. Это приводит к снижению жесткости системы и ограничивает применение производительных режимов.
Зависимость диаметра шлифовального круга от диаметра шлифовального отверстия, а также необходимость значительного вылета шлифовального шпинделя, особенно при шлифовании длинных отверстий, обусловливаемые вводом шлифовального круга в обрабатываемое отверстие, приводят к снижению жесткости системы и создают ряд ограничений для применения внутреннего шлифования.
Устройство внутришлифовальных станков
Внутришлифовальные станки могут быть разделены на две основные группы.
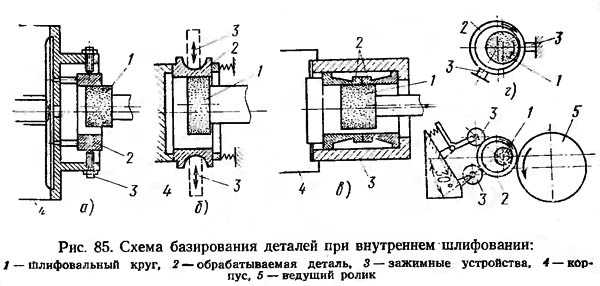
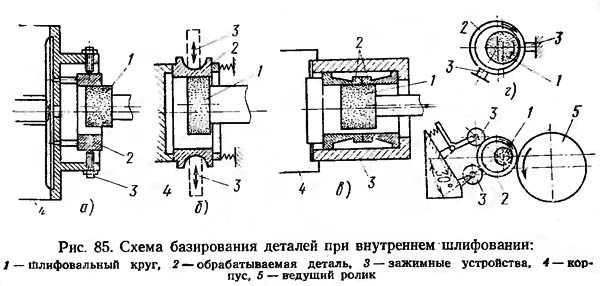
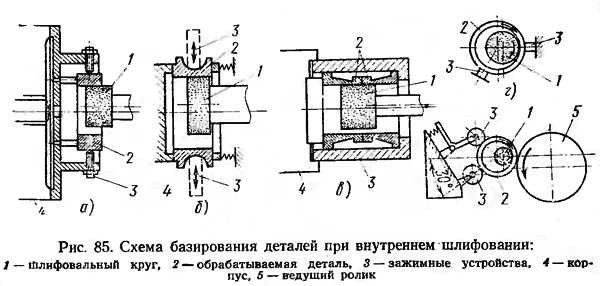
- Станки, у которых вращается обрабатываемая деталь и шлифовальный круг, а продольная и поперечная подачи осуществляются перемещением шлифовального шпинделя или передней бабки. В зависимости от способа базирования обрабатываемой детали эти станки могут быть патронными или бесцентровыми. На рис. 85 показаны различные схемы базирования. На рис. 85, а, б, в показаны патронные методы установки деталей соответственно с базированием в мембранном патроне (с), в патроне по торцам (б), во втулке по наружному диаметру с зажимом по торцам (в). На рис. 85, г, д показаны бесцентровые способы базирования на башмаках (г) и на роликах (д).
- Станки, на которых обрабатываемая деталь, обычно крупная по размеру и массе, устанавливается неподвижно на столе станка, а шлифовальный круг осуществляет планетарное движение, вращаясь одновременно вокруг своей оси и вокруг оси отверстия. Продольная и поперечная подачи осуществляются перемещением шлифовального круга соответственно по стрелке 3 и 4. Такие станки называются «планетарными», могут быть как с вертикальным, так и с горизонтальным расположением шпинделя и имеют очень ограниченное применение.
В зависимости от характера производства применяются универсальные внутришлифовальные станки, полуавтоматы и автоматы.
Универсальные станки с патронным зажимом применяются для обработки коротких и длинных цилиндрических и конических отверстий. Конические отверстия шлифуются путем поворота бабки на соответствующий угол. Эти станки распространены во вспомогательных цехах заводов массового производства, а также в основных цехах заводов серийного производства. Универсальные станки снабжаются обычно торцешлифовальным приспособлением, что позволяет обеспечивать при обработке высокую точность по перпендикулярности торца к отверстию. Шлифовальные головки на универсальных станках устанавливаются на салазках и могут быть сменными.
Полуавтоматы, широко применяемые в массовом и крупносерийном производствах, снабжаются измерительно-управляющими устройствами, которые автоматически контролируют процесс шлифования, и прекращают обработку при достижении заданного размера.
Автоматы — центровые и бесцентровые снабжаются дополнительно загрузочными устройствами, подающими детали для обработки в зону шлифования, а также устройствами для автоматического закрепления и снятия детали и управления правкой круга.
Основными внутришлифовальными станками, выпускаемыми отечественной промышленностью, являются станки гаммы ЗК. Эти станки предназначены для обработки отверстий диаметром от 3 до 800 мм и выпускаются классами точности П, В и А. Все универсальные станки гаммы ЗК, за исключением модели ЗК230В, оснащены торцешлифовальными приспособлениями.
На базе основных моделей выпускают различные модификации станков — с удлиненным ходом стола для обработки, длинных деталей.
3К227А станок внутришлифовальный универсальный особо высокой точности. Назначение и область применения
Начало производства внутришлифовального станка 3К227А – 1983 год.
Внутришлифовальный станок 3К227А предназначен для шлифования цилиндрических и конических (с углом при вершине до 60°) сквозных и глухих отверстий.
Станки снабжены торцешлифовальным приспособлением, позволяющим шлифовать наружный торец изделия за один установ со шлифовкой отверстия.
Станки предназначены для внутренних и экспортных поставок.
Область применения станков — машиностроительные заводы с мелкосерийным и серийным производством, а также инструментальные и ремонтные цехи этих заводов.
Класс точности станков А по ГОСТ 8—82Е.
Категория качества — высшая.
Разработчик — Саратовский станкостроительный завод им. 60-летия СССР.
Особенности внутришлифовальных станков 3К227А и 3К225А
- Электрическое бесступенчатое регулирование числа оборотов изделия в широком диапазоне при простейшей кинематике привода вращения изделия.
- Наличие каленых направляющих качения для продольного перемещения шлифовального круга и каленых направляющих качения с предварительным натягом для поперечной подачи, повышающих плавность перемещения.
- Возможность шлифования наружного торца с одного установа с шлифованием как цилиндрического, так и конического отверстий.
- Возможность шлифования внутренних торцов изделия торцом внутришлифовального круга благодаря наличию торцового упора. В этом случае для правки применяется аппарат правки торца круга внутришлифовального шпинделя.
- Оснащение станков комплектом сменных внутришлифовальных шпинделей, позволяющих обрабатывать отверстия на всем диапазоне с рациональными режимами.
- Наличие в механизме поперечной подачи устройства для автоматического отключения поперечной подачи и отвода стола в исходное положение после снятия ранее установленной величины припуска, что делает возможным многостаночное обслуживание и уменьшает число замеров шлифуемого отверстия, способствуя этим самым повышению производительности труда.
- Принудительная смазка маслом направляющих качения стола и станины.
- Смазка опор шпинделя изделия и направляющих качения для поперечной подачи, а также винтовой пары и других частей станков смазочным материалом (консистентной смазкой), сохраняющим свои смазочно-антикоррозийные свойства в течение длительного времени.
- Наличие магнитного сепаратора и фильтра-транспортера для очистки охлаждающей жидкости, что способствует повышению чистоты шлифуемой поверхности.
- Отделение насосной станции с баком гидросистемы от станков уменьшает температурные коробления станины и устраняет передачу на станок вибраций от работы насосной станции.
- Размещение электроаппаратуры в выносном электрошкафу, что исключает температурные деформации узлов и улучшает условия эксплуатации.
- Наличие автоматической прерывистой поперечной подачи на двойной ход стола с непосредственной установкой необходимой величины подачи, что облегчает процесс наладки станка, в отличие от применявшейся на станках старой конструкции непрерывной поперечной подачи, которая подсчитывалась косвенно и, кроме того, зависела от консистенции масла.
- Наличие шариковой винтовой пары для осуществления поперечной подачи, что в сочетании с направляющими качения еще белее повышает плавность перемещения.
- Наличие реле времени, при помощи которого осуществляется автоматический переход на процесс выхаживания (шлифование изделия с прекращением поперечной подачи) после снятия основного припуска и по истечении установленного времени выхаживания отвода стола в нерабочее положение.
Станок имеет широкие диапазоны:
- частот вращения шлифовальных кругов, шпинделя изделия
- величины поперечной подачи
- скоростей перемещения стола, обеспечивающих обработку деталей на оптимальных режимах
3К227А Общий вид внутришлифовального станка

Фото внутришлифовального станка 3к227а
Фото внутришлифовального станка 3к227а. Смотреть в увеличенном масштабе

Фото внутришлифовального станка 3к227а
Фото внутришлифовального станка 3к227а. Смотреть в увеличенном масштабе

Фото внутришлифовального станка 3к227а
Фото внутришлифовального станка 3к227а. Смотреть в увеличенном масштабе

Фото внутришлифовального станка 3к227а
Фото внутришлифовального станка 3к227а. Смотреть в увеличенном масштабе

Фото внутришлифовального станка 3к227а
3К227А Расположение составных частей внутришлифовального станка
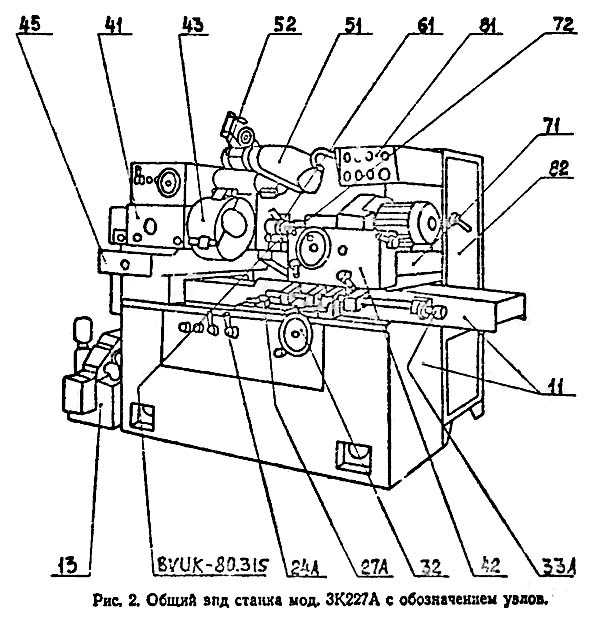
Расположение составных частей внутришлифовального станка 3к227а
Перечень составных частей внутришлифовального станка 3К227А
- 11. Станина
- 12. Коммуникация охлаждения
- 13. Бак эмульсии
- 15а. Бак эмульсии (по заказу)
- 21а. Кожух насосной станции
- 22а. Трубопроводы
- 24а. Панель управления
- 27а. Механизм реверса
- 28д. Встройка золотника
- 31. стол
- 32. Механизм ручного перемещения стола
- 33а. Упор торцевой
- 34. Механизм перемещения кронштейна аппарата правки
- 41. Бабка изделия
- 42. Механизм подачи
- 43. Кожух изделия
- 45. Мост
- 51. Торцешлифовальное приспособление
- 52. Торцовый шпиндель
- 61. Аппарат правки
- 63. Аппарат правки торца круга внутришлифовального шпинделя
- 71. Бабка шлифовальная
- 72. Механизм ограждения шлифовального круга
- 81. Электропривод
- 82. Электрошкаф
- 90. Принадлежности
- 97. Таблицы
- * Стойка пневмошипинделя
- BVUK-60.315 Головка внутришлифовальная n = 20000 об/мин. — 1
- BVUK-70.315 Головка внутришлифовальная n = 18000 об/мин. — 1
- BVUK-80.315 Головка внутришлифовальная n = 12000 об/мин — 1
- BVUK-80.315 Головка внутришлифовальная n = 9000 об/мин — 1
- Установка насосная
- Гидроцилиндр
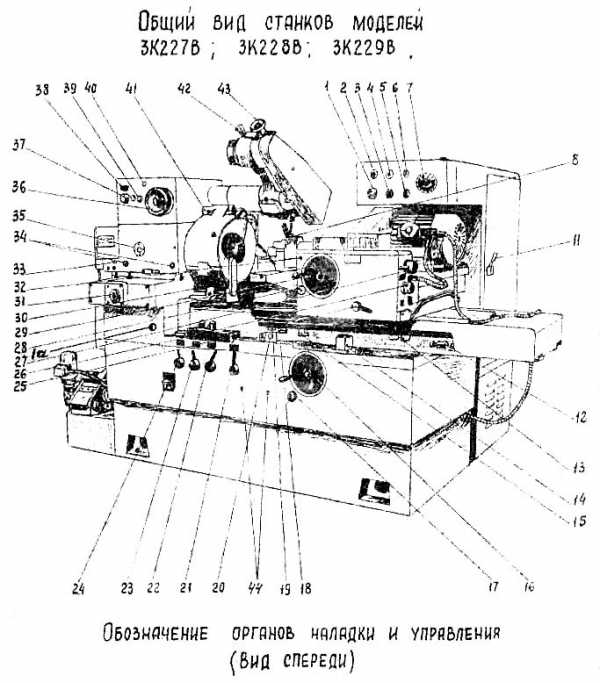
Расположение органов управления внутришлифовальным станком 3К227А
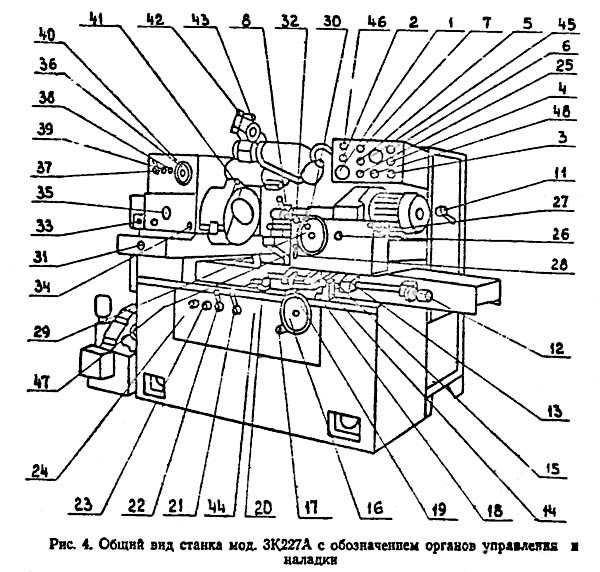
Расположение органов управления внутришлифовальным станком 3к227а
Перечень органов управления внутришлифовальным станком 3К227А
- Кнопка «Общий стоп»
- Кнопка «ПУСК» гидравлики
- Кнопка «Стоп» внутришлифовального круга
- Кнопка «Пуск» внутришлифовального круга
- Переключатель режима работы «Наладка» или «Работа»
- Сигнальная лампа «Станок включен»
- Потенциометр установки числа оборотов изделия
- Лимб мелкой подачи алмаза на врезание
- * Шкала чисел оборотов пневмошпинделей
- * Регулятор чисел оборотов пневмошпинделей
- Автоматический выключатель ввода напряжения
- Винт тонкой продольной подачи
- Упор рабочий правый
- Неподвижный торцевой упор
- Упор рабочий левый
- Маховик механизма ручного перемещения стола
- Кнопка включения механизма ручного перемещения стола
- Упор правки внутришлифовального круга
- Упор блокировки
- Рукоятка реверса стола
- Рукоятка «Стоп» или «Работа» гидропривода
- Рукоятка крана подачи
- Дроссель скорости стола при правке
- Дроссель скорости стола при шлифовании
- Переключатель поперечной подачи
- Кнопка для включения быстрого или медленного поперечного перемещения шлифовальной бабки от маховика
- Рукоятка дозированной ручной поперечной подачи
- Ручка для установки величины поперечной подачи
- Маховик и лимб для ручного поперечного перемещения шлифовальной бабки или бабки изделия (В зависимости от компоновки станка)
- Рукоятка крепления лимба механизма поперечной подачи
- Квадрат ручного перемещения бабки изделия
- Кнопка взвода куркового устройства для работы с автоматическим отключением поперечной подачи и отводом стола
- Индикатор для точной установки бабки изделия на угол
- Прихваты на бабке изделия
- Квадрат установки бабки изделия
- Маховик продольного наладочного перемещения торцешлифовального приспособления
- Рукоятка подъема и опускания хобота торцешлифовального приспособления
- Кнопка «Пуск» вращения торцешлифовального круга
- Кнопка “Стоп” вращения торцешлифовального круга
- Регулируемый упор поворота хобота торцешлифовального приспособления
- Кран подачи охлаждающей жидкости
- Рукоятка правки торцешлифовального круга
- Маховичок мелкой подачи торцевого круга
- Винт регулировки паузы стола
- Рукоятка реле времени
- Сигнальная лампа «Гидравлика»
- Квадрат перемещения кронштейна аппарата правки
- Переключатель выхаживания
* Для станка 3К225А
3К227А Кинематическая схема внутришлифовального станка
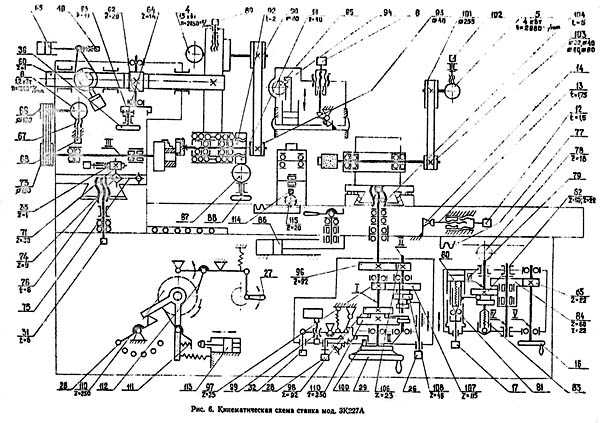
Кинематическая схема внутришлифовального станка 3к227а
Схема кинематическая внутришлифовального станка 3К227А. Смотреть в увеличенном масштабе
Общая компоновка внутришлифовальных станков 3К227А и 3К225А
Станки состоят из узлов, обозначенных на общих видах и перечисленных в перечне.
Компоновка станков видна из общих видов, показывающих расположение основных узлов.
Оба станка 3К227А и 3К225А широко унифицированы. Целый ряд узлов совершенно одинаковый или имеет незначительные отличия. К ним относится механизм поперечной подачи, торцешлифовальное приспособление, аппарат правки, торцевой упор.
Станина станков служит основой для установки и крепления основных узлов станка. В верхней плоскости станин устанавливаются продольные стальные закаленные направляющие: V-образные и плоская, а также имеется ванна для сбора и слива охлаждающей жидкости. В передней нише станин располагается гидроаппаратура управления. Ниша закрыта крышкой, на лицевой стороне которой расположены органы управления станком.
Стол совершает возвратно-поступательное движение от гидроцилиндра. Наладочное перемещение стола производится вручную от маховика ручного перемещения стела, расположенного на передней стороне станины. Реверсирование стола при шлифовании и правке осуществляется упорами, закрепленными на передней стороне и действующими на гидропанель реверса.
Мост устанавливается слева из верхней плоскости станины (см. рис. 7, 8, 9). В станке мод. 3К227А мост имеет поперечные направляющие скольжения, по которым при помощи винта могут при наладке перемещаться салазки, несущие бабку изделия. В станке мод. ЗК225А мост имеет поперечные направляющие качения, на которых при помощи шариковой пары от механизма поперечной подачи перемещаются салазки, несущие бабку изделия.
Бабка изделия (см. рис. 10) посредством червячной пары, звездочки и цепи может поворачиваться на плоскости салазок на угол до 45°, что позволяет шлифовать и конические отверстия. Передней опорой шпинделя является двухрядный роликовый подшипник с коническим отверстием. Задняя опора базируется на сдвоенных подшипниках с предварительным натягом. Сквозное отверстие шпинделя изделия используется дли трубопровода охлаждающей жидкости или для штока механизма зажима изделия при применении спецпатронов. Привод шпинделя изделия с бесступенчатым регулированием скорости вращения осуществляется от электродвигателя постоянного тока через ременную передачу.
Торцешлифовальное приспособление с торцевым шлифовальным шпинделем (см. рис 11, 12, 13, 14, 15) позволяет шлифовать наружный торец изделия с одного установа со шлифованием как цилиндрического, так и конического отверстый.
Поворот кронштейна, несущего торцовый шпиндель в рабочее и нерабочее положение, осуществляется в станке мод. 3К227А, гидравлически при повороте крана 37, в станке мод. 3К227А — вручную за рукоятку 130. Подача торцового шлифовального круга на врезание осуществляется вручную поворотом маховичка 88.
Шлифовальная бабка (см. рис. 16) устанавливается на верхней плоскости стола, имеет поперечные направляющие качения, по которым перемещаются салазки, несущие стойку с внутришлифовальным шпинделем, и электродвигатель, приводящий во вращение шлифовальный круг через плоскоременную передачу.
В станке мод. 3К227А стойка с пневмошпинделем устанавливается непосредственно на столе станка и не имеет поперечного перемещения.
Пульт питания пневмошпинделя устанавливается справа на торце станины.
Механизм поперечной подачи (см. рис. 17), устанавливаемый на передней части шлифовальной бабки в станке мод. 3К227А на передней части моста в станке мод. 3К227А, обеспечивает поперечное перемещение шлифовального круга в станке мод. 3К227А и изделия в станке мод. 3К225А.
Наладочное перемещение осуществляется от маховика 29, дозированная подача — от рукоятки 27 и механическая прерывистая подача на каждый двойной ход стола от цилиндра 113.
В механизме поперечной подачи имеется устройство 32 для автоматического отключения подачи и отвода стола в исходное положение после снятия установленной величины припуска.
Торцевой упор, устанавливаемый на станине и столе станков, предназначен для продольной подачи стола на врезание при шлифовании внутреннего торца изделия торцом внутришлифовального круга. Тонкая продольная подача вручную осуществляется поворотом лимба.
Бак для охлаждающей жидкости с электронасосом, магнитным сепаратором и фильтром-транспортером устанавливается слева от станины станков и служит для очистки охлаждающей жидкости от шлама.
Насосная станция гидропривода, электрошкаф с электроаппаратурой устанавливаются сзади станины станков.
3К227А Схема электрическая принципиальная шлифовального станка
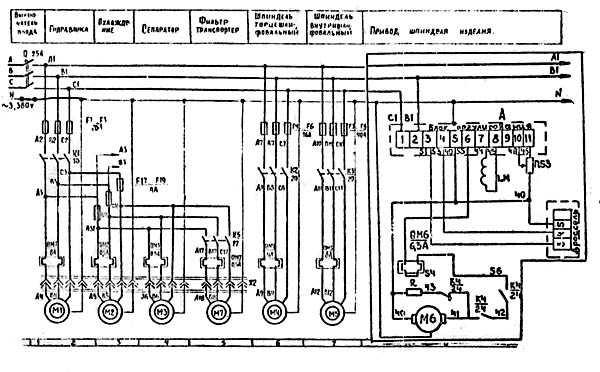
Электрическая схема внутришлифовального станка 3к227а
Схема электрическая принципиальная 3К227А. Смотреть в увеличенном масштабе
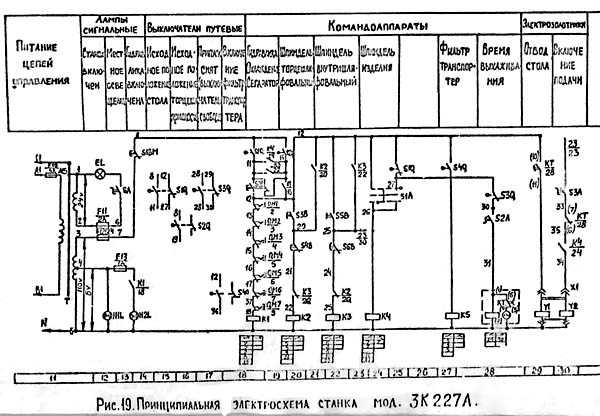
Электрическая схема внутришлифовального станка 3к227а
Схема электрическая принципиальная станка 3К227А. Смотреть в увеличенном масштабе
3К227А Размещение электрооборудования на шлифовальном станке
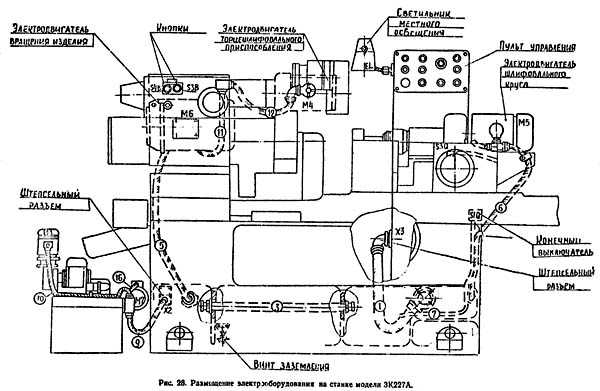
Размещение электрооборудования на шлифовальном станке 3к227а
Размещение электрооборудования на станке 3К227А. Смотреть в увеличенном масштабе
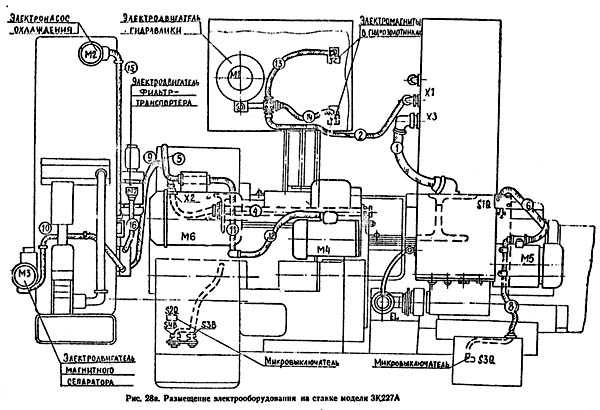
Размещение электрооборудования на шлифовальном станке 3к227а
Размещение электрооборудования на станке 3К227А. Смотреть в увеличенном масштабе
3К227А Гидравлическая схема внутришлифовального станка
Гидравлическая схема внутришлифовального станка 3к227а
1. Гидравлическая схема станка 3К227А. Смотреть в увеличенном масштабе
2. Гидравлическая схема станка 3К227А. Смотреть в увеличенном масштабе
3К227А станок внутришлифовальный универсальный особо высокой точности. Видеоролик.
Технические характеристики станка 3К227А
| Наименование параметра | 3К227А | 3К225А |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | А | А |
| Наибольший диаметр устанавливаемого изделия, мм | 400 | 200 |
| Наибольший диаметр устанавливаемого изделия в кожухе, мм | 250 | 100 |
| Наибольшая длина устанавливаемого изделия, мм | 125 | 50 |
| Наименьший и наибольший диаметр шлифуемого отверстия, мм | 20..160 | 3..50 |
| Наибольшая длина шлифования при диаметре шлифования не менее 100 мм, мм | 125 | 50 |
| Расстояние от оси шпинделя передней бабки до подошвы станины, мм | 1200 | 1100 |
| Расстояние от оси шпинделя передней бабки до зеркала стола (высота центров), мм | 275 | 410 |
| Расстояние от опорного торца фланца шпинделя изделия до торца кронштейна шлифовальной бабки, мм | 880 | 580 |
| Расстояние от торца нового круга торцешлифовального приспособления до опорного торца фланца шпинделя, мм | 120..260 | 80..160 |
| Рабочий стол станка | ||
| Наибольшая длина перемещения стола, мм | 450 | 320 |
| Ручное перемещения стола за один оборот маховика, мм | 19 | 19 |
| Скорость перемещения стола при шлифовании, м/мин | 1..7 | 1..7 |
| Скорость перемещения стола при правке круга, м/мин | 0,1..2 | 0,1..2 |
| Скорость перемещения стола при быстром продольном подводе и отводе, м/мин | 10 | 10 |
| Шлифовальная бабка | ||
| Частота вращения шпинделя внутришлифовальной головки, 1/мин | 7200, 9000, 12000, 18000, 22000 | – |
| Частота вращения пневмошпинделя внутришлифовальной головки А20/40, 1/мин | – | 20000..40000 |
| Наибольший диаметр шлифовального круга по ГОСТ 2424-83, мм | пп20..80 | пп3..25 |
| Наибольший высота шлифовального круга по ГОСТ 2424-83, мм | 20..50 | 8..25 |
| Диаметр отверстия шлифовального круга по ГОСТ 2424-83, мм | 6..20 | 1..6 |
| Поперечное перемещение шлифовальной бабки (для станка 3к225 – бабка изделия) | ||
| Перемещение за один оборот маховичка – грубое (наладочное), мм | 2,5 | 2,5 |
| Перемещение за один оборот маховичка – тонкое, мм | 0,25 | 0,25 |
| Перемещение на одно деление лимба, мм | 0,001 | 0,001 |
| Перемещение на одно качание рычага ручной дозированной подачи, мм | 0,001 | 0,001 |
| Наибольшее наладочное перемещение шлифовальной бабки – назад (на рабочего), мм | 10 | – |
| Наибольшее наладочное перемещение шлифовальной бабки – вперед (от рабочего), мм | 50 | – |
| Величины поперечной подачи шлифовальной бабки на сторону, мм/дв.ход | 0,001; 0,002; 0,003; 0,004; 0,005; 0,006 | |
| Передняя бабка (бабка изделия, шпиндель изделия) | ||
| Наибольший угол поворота бабки изделия, град | 45 | 45 |
| Наибольший наладочное перемещение бабки изделия – назад (на рабочего), град | 30 | 20 |
| Наибольший наладочное перемещение бабки изделия – вперед (от рабочего), град | 120 | 100 |
| Частота вращения изделия (бесступенчатое регулирование), об/мин | 60..1200 | 280..2000 |
| Торцешлифовальное приспособление | ||
| Частота вращения торцового шпинделя, 1/мин | 5600 | 11500 |
| Продольное перемещение торцового шлифовального круга наибольшее наладочное, мм | 160 | 80 |
| Продольное перемещение торцового шлифовального круга наибольшее рабочее (тонкое), мм | 4 | 4 |
| Продольное перемещение торцового шлифовального круга за один оборот маховичка наладочного перемещения, мм | 27 | 27 |
| Продольное перемещение торцового шлифовального круга за один оборот маховичка рабочей (тонкой) подачи, мм | 0,1 | 0,1 |
| Продольное перемещение торцового шлифовального круга на одно деление лимба рабочей (тонкой) подачи, мм | 0,0025 | 0,0025 |
| Размеры торцешлифовального круга, мм | ЧШ100 х 50 х 20 | ЧШ50 х 32 х 13 |
| Привод и электрооборудование станка | ||
| Количество электродвигателей на станке | 7 | 6 |
| Электродвигатель шпинделя шлифовальной бабки, кВт | 4 | – |
| Электрошпиндель шлифовальной бабки ШК24/1,1, кВт | – | 1,1 |
| Электрошпиндель шлифовальной бабки ШК48/0,8, кВт | – | 0,8 |
| Электрошпиндель шлифовальной бабки ШК96/0,4, кВт | – | 0,4 |
| Электродвигатель привода торцешлифовального приспособления, кВт | 1,5 | 0,55 |
| Электродвигатель привода изделия (бабки изделия) постоянного тока, кВт | 1,2 | 0,76 |
| Электродвигатель насоса гидросистемы, кВт | 3,0 | 2,2 |
| Электродвигатель фильтра-транспортера, кВт | 0,09 | 0,09 |
| Электродвигатель насоса системы охлаждения, кВт | 0,15 | 0,15 |
| Электродвигатель магнитного сепаратора, кВт | 0,09 | 0,09 |
| Общая мощность электродвигателей, кВт | 10,0 | 3,84 |
| Привод с магнитным усилителем ПМУ5М4У4, кВт | – | 0,7 |
| Привод с магнитным усилителем ЭТ1Е2-9УХП4, кВт | 1,0 | – |
| Количество преобразовательных агрегатов | 1 | 2 |
| Габаритные размеры и масса станка | ||
| Габаритные размеры станка (длина х ширина х высота), мм | 2885 х 1900 х 1750 | 2295 х 1800 х 1750 |
| Масса станка с электрооборудованием и охлаждением, кг | 4400 | 2900 |
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
- Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
- Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
- Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
- Куликов С.И. Хонингование, 1973
- Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
- Лоскутов В.В. Шлифование металлов, 1985
- Лоскутов В.В. Шлифовальные станки, 1988
- Лурье Г.Б. Шлифовальные станки и их наладка,1972
- Лурье Г.Б. Устройство шлифовальных станков,1983
- Меницкий И.Д. Универсально-заточные станки ,1968
- Муцянко В.И. Братчиков А.Я. Бесцентровое шлифование, 1986
- Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
- Попов С.А. Шлифовальные работы, 1987
- Терган В.С. Шлифование на круглошлифовальных станках, 1972
- Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Список литературы:
Связанные ссылки
Каталог внутришлифовальных станков
Паспорта к внутришлифовальным станкам
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
3К227В станок внутришлифовальный универсальный высокой точностисхемы, описание, характеристики
Сведения о производителе внутришлифовального станка 3К227В
Производитель внутришлифовального станка 3К227В, 3К225В – Саратовский станкостроительный завод им. 60-летия СССР, ССЗ, основанный в 1940 году.
Станки, выпускаемые Саратовским станкостроительным заводом, ССЗ
Особенности внутреннего шлифования
Внутреннее шлифование является одним из основных методов чистовой обработки отверстий, при котором в зависимости от режимов шлифования и характеристики шлифовального круга может быть достигнута точность обработки по 1—3-му классу и шероховатость поверхности V7—V9.
Достоинством процесса внутреннего шлифования являются возможность исправления увода оси отверстия, образовавшегося на предшествующих операциях, а также обеспечение перпендикулярности торцовой поверхности к оси отверстия, достигаемая при шлифовании отверстия и торца с одного установа.
Внутреннее шлифование может применяться для обработки цилиндрических и конических сквозных и глухих отверстий в деталях, изготовленных из незакаленной и закаленной стали, чугуна, цветных металлов и неметаллических материалов.
Внутреннее шлифование широко применяется во всех отраслях машиностроения. На внутришлифовальных станках обрабатываются отверстия зубчатых колес (гладкие и шлицевые), внутренних колец шарикоподшипников и роликоподшипников; роликовые дорожки наружных колец роликовых подшипников; отверстия кондукторных втулок, переходных втулок с конусом Морзе, различных режущих инструментов, например фрез, шеверов, насадных разверток и др.
При внутреннем шлифовании применяется как шлифование с продольной подачей, так и методом врезания. Наибольшее распространение получил первый способ. Шлифование методом врезания применяют при шлифовании коротких отверстий, а также отверстий, ограниченных буртами или уступами.
При внутреннем шлифовании применяются методы продольной и поперечной подачи. Различают следующие виды движений:
- вращение шлифовального круга со скоростью, задаваемой в м/сек
- вращение детали (круговая подача) со скоростью, задаваемой в м/мин
- продольная подача, задаваемая в долях высоты круга и поперечная подача в мм/двойной ход или в мм/мин
При шлифовании с продольной подачей величина подачи не должна превышать 3/4 высоты круга на один оборот детали. Поперечная подача при этом прерывистая на каждый одинарный или двойной ход или непрерывная.
Шлифование методом врезания применяют при обработке коротких отверстий, а также внутренних цилиндрических поверхностей, ограниченных точными торцами или уступами, например роликовых дорожек колец подшипников. Для обеспечения равномерности износа, кругу сообщается дополнительное осциллирующее движение, если это позволяет конфигурация детали.
Особенности внутреннего шлифования создают ряд ограничений для применения этого метода. К ним относятся:
- зависимость диаметра шлифовального круга от диаметра шлифуемого отверстия детали
- необходимость ввода круга в отверстие, что требует значительного вылета шпинделя, несущего шлифовальный круг, особенно при шлифовании длинных отверстий. Это приводит к снижению жесткости системы и ограничивает применение производительных режимов.
Зависимость диаметра шлифовального круга от диаметра шлифовального отверстия, а также необходимость значительного вылета шлифовального шпинделя, особенно при шлифовании длинных отверстий, обусловливаемые вводом шлифовального круга в обрабатываемое отверстие, приводят к снижению жесткости системы и создают ряд ограничений для применения внутреннего шлифования.
Устройство внутришлифовальных станков
Внутришлифовальные станки могут быть разделены на две основные группы.
- Станки, у которых вращается обрабатываемая деталь и шлифовальный круг, а продольная и поперечная подачи осуществляются перемещением шлифовального шпинделя или передней бабки. В зависимости от способа базирования обрабатываемой детали эти станки могут быть патронными или бесцентровыми. На рис. 85 показаны различные схемы базирования. На рис. 85, а, б, в показаны патронные методы установки деталей соответственно с базированием в мембранном патроне (с), в патроне по торцам (б), во втулке по наружному диаметру с зажимом по торцам (в). На рис. 85, г, д показаны бесцентровые способы базирования на башмаках (г) и на роликах (д).
- Станки, на которых обрабатываемая деталь, обычно крупная по размеру и массе, устанавливается неподвижно на столе станка, а шлифовальный круг осуществляет планетарное движение, вращаясь одновременно вокруг своей оси и вокруг оси отверстия. Продольная и поперечная подачи осуществляются перемещением шлифовального круга соответственно по стрелке 3 и 4. Такие станки называются «планетарными», могут быть как с вертикальным, так и с горизонтальным расположением шпинделя и имеют очень ограниченное применение.
В зависимости от характера производства применяются универсальные внутришлифовальные станки, полуавтоматы и автоматы.
Универсальные станки с патронным зажимом применяются для обработки коротких и длинных цилиндрических и конических отверстий. Конические отверстия шлифуются путем поворота бабки на соответствующий угол. Эти станки распространены во вспомогательных цехах заводов массового производства, а также в основных цехах заводов серийного производства. Универсальные станки снабжаются обычно торцешлифовальным приспособлением, что позволяет обеспечивать при обработке высокую точность по перпендикулярности торца к отверстию. Шлифовальные головки на универсальных станках устанавливаются на салазках и могут быть сменными.
Полуавтоматы, широко применяемые в массовом и крупносерийном производствах, снабжаются измерительно-управляющими устройствами, которые автоматически контролируют процесс шлифования, и прекращают обработку при достижении заданного размера.
Автоматы — центровые и бесцентровые снабжаются дополнительно загрузочными устройствами, подающими детали для обработки в зону шлифования, а также устройствами для автоматического закрепления и снятия детали и управления правкой круга.
Основными внутришлифовальными станками, выпускаемыми отечественной промышленностью, являются станки гаммы ЗК. Эти станки предназначены для обработки отверстий диаметром от 3 до 800 мм и выпускаются классами точности П, В и А. Все универсальные станки гаммы ЗК, за исключением модели ЗК230В, оснащены торцешлифовальными приспособлениями.
На базе основных моделей выпускают различные модификации станков — с удлиненным ходом стола для обработки, длинных деталей.
3К227В станок внутришлифовальный универсальный высокой точности. Назначение и область применения
Начало производства внутришлифовального станка 3К227В – 1971 год.
Внутришлифовальный станок 3К227В предназначен для шлифования цилиндрических и конических (с углом при вершине до 60°) сквозных и глухих отверстий.
Станки снабжены торцешлифовальным приспособлением, позволяющим шлифовать наружный торец изделия за один установ со шлифовкой отверстия.
Станки предназначены для внутренних и экспортных поставок.
Область применения станков — машиностроительные заводы с мелкосерийным и серийным производством, а также инструментальные и ремонтные цехи этих заводов.
Класс точности станков В по ГОСТ 8—82Е.
Категория качества — высшая.
Разработчик — Саратовский станкостроительный завод.
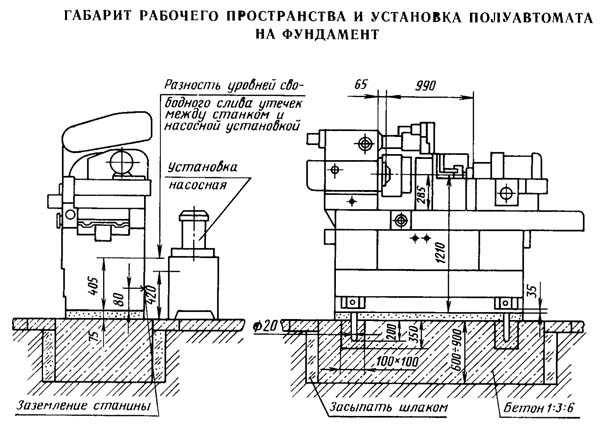
3К227В Габаритные размеры рабочего пространства станка
Габаритные размеры рабочего пространства станка 3к227в
Габаритные размеры рабочего пространства станка 3К227В. Смотреть в увеличенном масштабе
3К227В Общий вид внутришлифовального станка

Фото внутришлифовального станка 3к227в
Фото внутришлифовального станка 3К227В. Смотреть в увеличенном масштабе

Фото внутришлифовального станка 3к227в
Фото внутришлифовального станка 3К227В. Смотреть в увеличенном масштабе

Фото внутришлифовального станка 3к227в
Фото внутришлифовального станка 3К227В. Смотреть в увеличенном масштабе

Фото внутришлифовального станка 3к227в
Фото внутришлифовального станка 3К227В. Смотреть в увеличенном масштабе

Фото внутришлифовального станка 3к227в
3К227В Расположение составных частей внутришлифовального станка
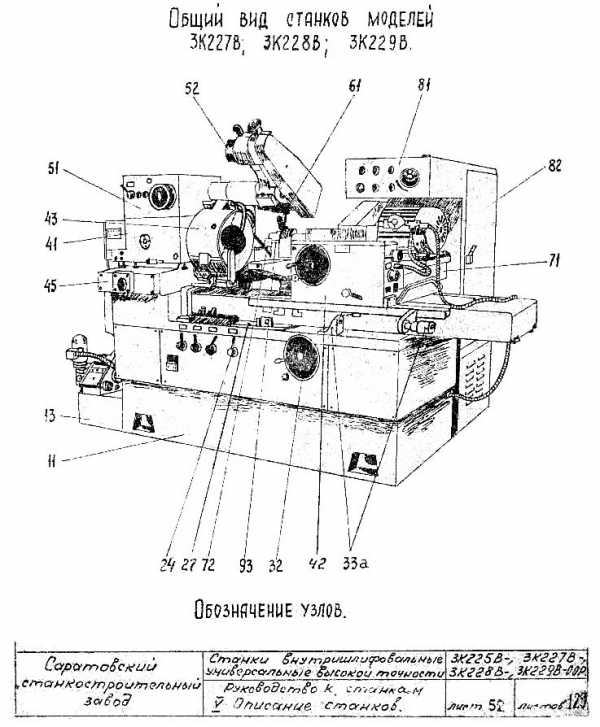
Фото внутришлифовального станка 3к227в
Расположение составных частей станка 3К227В. Смотреть в увеличенном масштабе
Перечень составных частей внутришлифовального станка 3К227В
- 11. Станина
- 12. Коммуникация охлаждения
- 13. Бак эмульсии
- 21. Кожух насосной станции
- 22. Трубопроводы
- 24. Панель управления
- 26. Золотник управления
- 27. Механизм реверса
- 29а. Блок управления манометром 3к227в-29а000СБ
- 31. Стол
- 32. Механизм ручного перемещения стола
- 33а. Упор торцевой
- 34. Механизм перемещения кронштейна аппарата правки
- 41. Бабка изделия
- 42. Механизм поперечной подачи
- 43. Кожух изделия
- 45. Мост
- 47. Гидрозажим патрона 3к227в-47-01
- 51. Торцешлифовальное приспособление
- 52. Торцовый шпиндель
- 59. Патрон специальный 3к227ВС12-59-000СБ
- 61. Аппарат правки
- 63. Аппарат правки торца круга внутришлифовального шпинделя
- 71. Бабка шлифовальная
- 72. Механизм ограждения шлифовального круга
- 81. Электропривод
- 82. Электрошкаф
- 90. Принадлежности
- 93. Шпиндель шлифовальный n = 9000 об/мин
- 94. Шпиндель шлифовальный n = 12000 об/мин
- 95. Шпиндель шлифовальный n = 18000 об/мин
- 96. Шпиндель шлифовальный n = 24000 об/мин
- 25АГ48-22Н Установка насосная
- 24-50х20 450Г 22-24А Гидроцилиндр
Расположение органов управления внутришлифовальным станком 3К227В
Расположение органов управления внутришлифовальным станком 3к227в
Расположение органов управления станком 3К227В. Смотреть в увеличенном масштабе
Перечень органов управления и наладки внутришлифовальным станком 3К227В
- Кнопка «Общий стоп»
- Кнопка «ПУСК» гидравлики
- Кнопка «Стоп» внутришлифовального круга
- Кнопка «Пуск» внутришлифовального круга
- Переключатель режима работы «Наладка» или «Работа»
- Сигнальная лампа «Станок включен»
- Потенциометр установки числа оборотов изделия
- Лимб мелкой подачи алмаза на врезание
- * Шкала чисел оборотов пневмошпинделей
- * Регулятор чисел оборотов пневмошпинделей
- Автоматический выключатель ввода напряжения
- Винт тонкой продольной подачи
- Упор рабочий правый
- Неподвижный торцевой упор
- Упор рабочий левый
- Маховик механизма ручного перемещения стола
- Кнопка включения механизма ручного перемещения стола
- Упор правки внутришлифовального круга
- Упор блокировки
- Рукоятка реверса стола
- Рукоятка «Стоп» или «Работа» гидропривода
- Рукоятка крана подачи
- Дроссель скорости стола при правке
- Дроссель скорости стола при шлифовании
- Кран включения и выключения автоматической поперечной подачи
- Рукоятка для включения грубого поперечного перемещения шлифовальной бабки от маховика
- Рукоятка дозированной ручной поперечной подачи
- Ручка для установки величины поперечной подачи
- Маховик и лимб для ручного поперечного перемещения шлифовальной бабки или бабки изделия (В зависимости от компоновки станка)
- Рукоятка крепления лимба механизма поперечной подачи
- Квадрат ручного перемещения бабки изделия
- 3Кнопка взвода куркового устройства для работы с автоматическим отключением поперечной подачи и отводом стола
- Индикатор для точной установки бабки изделия на угол
- Прихваты на бабке изделия
- Квадрат установки бабки изделия
- Маховик продольного наладочного перемещения торцешлифовального приспособления
- Рукоятка подъема и опускания хобота торцешлифовального приспособления
- Кнопка «Пуск» вращения торцешлифовального круга
- Кнопка “Стоп” вращения торцешлифовального круга
- Регулируемый упор поворота хобота торцешлифовального приспособления
- Кран подачи охлаждающей жидкости
- Рукоятка правки торцешлифовального круга
- Маховичок мелкой подачи торцевого круга
- Винт регулировки паузы стола
- Рукоятка реле времени
- Сигнальная лампа «Гидравлика»
- Квадрат перемещения кронштейна аппарата правки
- Переключатель выхаживания
* Для станка 3К225В
3К227В Кинематическая схема внутришлифовального станка
Кинематическая схема внутришлифовального станка 3к227в
Схема кинематическая внутришлифовального станка 3К227В. Смотреть в увеличенном масштабе
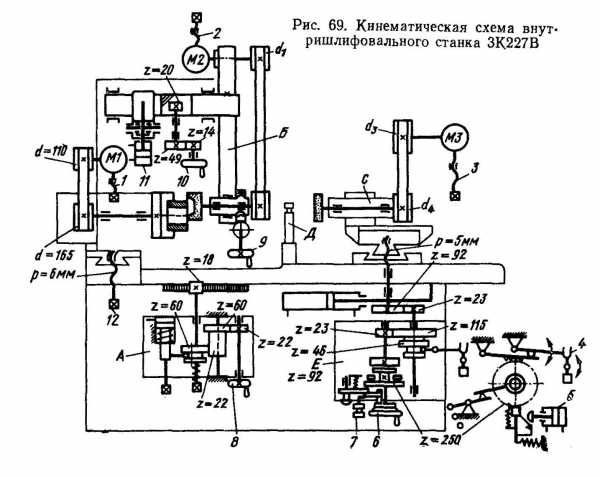
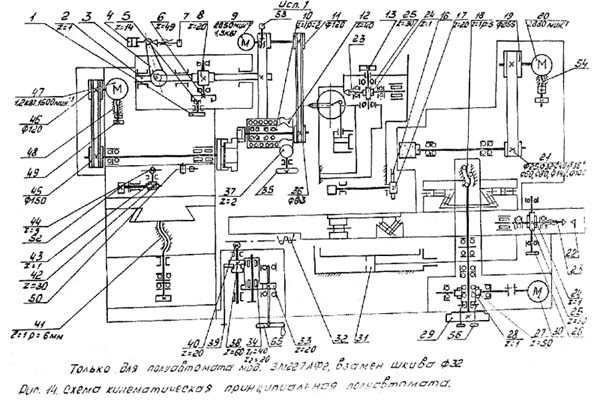
Кинематическая схема станка (рис. 69) состоит из следующих цепей:
- вращения шлифовального круга и заготовки,
- поперечной подачи шлифовальной бабки С
- продольной подачи шлифовального круга.
При работе с торцешлифовальным приспособлением необходимы: вращение круга и заготовки и подача круга вдоль его оси.
Главное движение
Вращение шлифовального круга осуществляют от электродвигателя МЗ посредством плоскоременной передачи. Натяжение ремня производят винтом 3. Шлифовальная бабка снабжена четырьмя сменными шкивами d4 диаметрами 30, 40, 60 и 80 мм, что обеспечивает частоты вращения п = 8100 об/мин, n2 = 11000 об/мин, n3 = 16 200 об/мин и п4 = 22 000 об/мин. Привод круга торцешлифовального приспособления осуществляют от электродвигателя М2. Натяжение ремня производят винтом 2.
Движение подачи
Заготовка вращается от электродвигателя посредством ременной передачи 110/165. Натяжение ремня производят винтом 1. Частоту вращения заготовки регулируют бесступенчато от 140 до 1000 об/мин.
Предельное возвратно-поступательное перемещение стола осуществляют гидроприводом. Механизмы ручного и гидравлического перемещений стола А сблокированы, что исключает их одновременную работу. Ручное перемещение стола осуществляют маховичком 8, за один его оборот стол перемещается на 19 мм.
Шлифовальную бабку перемещают в поперечном направлении шариковой винтовой парой, что в сочетании с направляющими качения повышает плавность перемещения. Ручное поперечное перемещение шлифовальной бабки (как ускоренное, так и медленное) осуществляют механизмом поперечной подачи Е, вращая рукоятку 6. Перемещение за один ее оборот: ускоренное 2,5 мм, медленное 0,25 мм.
Дозированную ручную поперечную подачу шлифовальной бабки осуществляют качанием рукоятки 4 и через рычажную систему передают на собачку храпового колеса z = 250, которая поворачивает храповое колесо. Поперечное перемещение шлифовальной бабки при повороте храпового колеса на один зуб равно 0,002 мм за качание. Собачка храпового колеса может повернуть колесо на один — три зуба, что соответствует 0,002; 0,004; 0,006 мм за одно качание рукоятки 4.
Автоматическая поперечная подача шлифовальной бабки за двойной ход стола происходит от плунжера 5. Подачу настраивают рукояткой 7, штифт которой западает в сектор.
Ручное продольное перемещение торцового шлифовального круга производят вращением маховичка 10 через зубчатую передачу 14/49 и круговую рейку с модулем 1,5 мм и реечным колесом 2=20. За один оборот маховичка 10 торцовый круг перемещается на 1 (14/49)·20·1,5π=27 мм. Гидравлическое перемещение осуществляют цилиндром 11.
Тонкую подачу торцового шлифовального круга на врезание производят вращением маховичка 9 посредством червячной и винтовой передач. Тонкая подача за оборот маховичка 9 равна 0,1 мм.
Поворот бабки заготовки на угол для шлифования конических отверстий достигается вращением червячной передачи. Перемещение моста осуществляют рукояткой 12 посредством винтовой передачи. Правку шлифовального круга осуществляют механизмом Д.
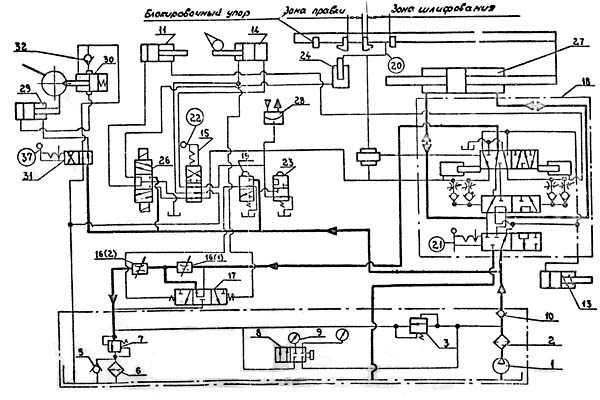
Гидравлический привод внутришлифовального станка 3К227В
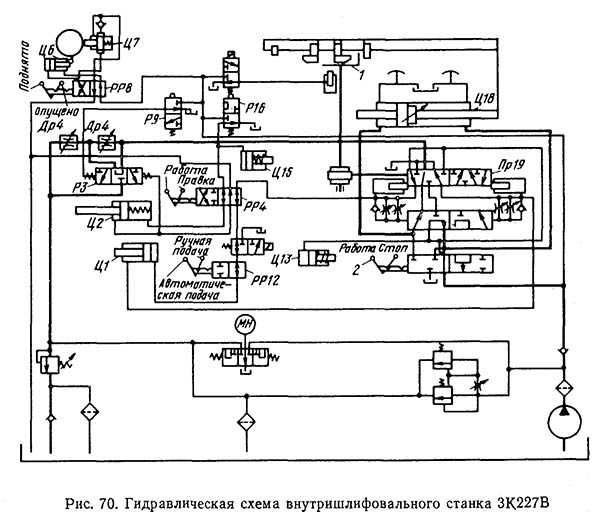
Гидравлическая схема внутришлифовального станка 3к227в
1. Гидравлическая схема внутришлифовального станка 3К227В. Смотреть в увеличенном масштабе
В станке (рис. 70) гидравлическим приводом осуществляют:
- возвратно-поступательное движение стола и изменение его скорости;
- автоматическое поперечное перемещение шлифовальной бабки;
- установку алмаза в положение «Правка круга»;
- подъем и опускание торцошлифовального приспособления и его фиксацию;
- блокировку автоматического и ручного перемещения стола;
- смазывание направляющих станин и стола.
Возвратно-поступательное перемещение стола
Исходное положение: стол в крайнем правом положении; рукоятка 2 в положении «Стоп»; поршень цилиндра Ц13 в левом положении при включенной реечной передаче стола; рукоятка реверса 1 в правом, а золотники гидропанели ПР19 в левом положении; рукоятка ручного распределителя РР8 в положении «Поднято»; рукоятка распределителя РР14 в положении «Работа»; распределитель Р16 в нижнем положении плунжером цилиндра Ц15 перекрывает подачу СОЖ; распределитель Р9 в верхнем положении, а распределитель РЗ — в правом.
Для перемещения стола рукоятку 2 золотника гидропанели устанавливают в положение «Работа». Масло от насоса через фильтр, обратный клапан направляется в золотник, при этом поршень цилиндра Ц13 блокирует ручное перемещение стола. Ускоренный подвод стола в зону шлифования происходит при подъеме рукоятки 1 вверх и повороте ее влево. Скорость перемещения стола увеличивается, так как слив масла из левой полости гидроцилиндра Ц18 проходит мимо дросселей Др4.
При входе стола в зону шлифования переключается распределитель Р9 и распределитель РЗ переходит в среднее положение, пропуская масло через дроссель Др4, и тем самым обеспечивает перемещение стола с заданной скоростью шлифования. Далее масло идет на слив по трубопроводу через подпорный клапан, обратный клапан и резервуар. Распределитель Р16 переходит в верхнее положение, и в зону шлифования подается сож.
Стол станка движется, пока правый упор, укрепленный на столе станка не надавит на рукоятку реверса 1, она приведет во вращение реечное колесо, которое переместит плунжер золотника управления. Масло начнет поступать в левую полость гидроцилиндра Ц18. Скорость стола бесступенчато регулируют от 1 до 7 м/мин.
Автоматическая периодическая поперечная подача шлифовальной бабки
Автоматическая периодическая поперечная подача шлифовальной бабки происходит при переводе рукоятки ручного распределителя РР12 в положение «Автоматическая подача» и масло будет поступать в цилиндр Ц1. Шлифование может быть прекращено автоматически при работе по заранее установленному припуску. В этом случае по команде микропереключателя механизма подачи срабатывают золотник и плунжер отвода стола. При необходимости можно перевести работу станка в режим «Выхаживание», для этого необходимо рукоятку установить в положение «Ручная правка».
Правка шлифовального круга
Для правки шлифовального круга необходимо стол станка перевести в зону правки рукояткой 1. При этом распределитель РР16 отжимается вниз (закрывает подачу СОЖ к заготовке) и одновременно готовится включение распределителя РЗ и цилиндра Ц2, т. е. цепи «Правка круга». Рукоятку РР4 устанавливают в положение «Правка», при этом стойка с алмазом опускается в рабочее положение цилиндром Ц2. Распределитель РЗ перемещается влево, и слив масла из гидроцилиндра стола Ц18 происходит через дроссель Др4. Стол совершает возвратно-поступательное движение со скоростью правки 0,1—2 м/мин (бесступенчато).
Торцешлифовальное приспособление
Перед началом работы необходимо торцешлифовальное приспособление из верхнего поднятого положения перевести в рабочее положение путем поворота рукоятки ручного распределителя РР8 в положение «Опущено». Масло отжимает фиксатор Ц7, а цилиндр Ц6 поворачивает приспособление в рабочее положение. Для отвода стола по окончании шлифования поворачивают рукоятку 1, распределитель Р9 поднимается вверх, а РЗ — займет левое положение, в результате стол ускоренно отойдет в крайнее правое положение.
Универсальный внутришлифовальный станок 3М227В (Начало производства 1985 год). Основные отличительные особенности этого станка
1. Расширен диапазон шлифуемых отверстий от 5 до 200 мм, а также расширен диапазон регулирования частоты вращения внутришлифовального круга.
2. Диапазон регулирования частоты вращения шпинделя бабки заготовки расширен от 60 до 1200 об/мин.
3. Шлифование отверстия ведется в автоматическом режиме с получением размера отверстия по 6му квалитету точности с обеспечением многократных правок в соответствии с процессом. Автоматический режим работы дает возможность осуществить многостаночное обслуживание, что повышает производительность на внутришлифовальных операциях в 2 раза по сравнению со станком 3К227В.
При работе на станках в автоматическом режиме оператор, установив необходимый цикл, осуществляет только крепление заготовки и снятие готовой детали. Для облегчения наладки цикла на станке имеется «Режим наладки», в котором все элементы цикла оператор может отработать отдельно. Наряду с автоматическим режимом возможно ручное управление станком.
4. Механизм поперечных подач шлифовальной бабки станка 3М227В состоит из храпового механизма, системы рычагов, ряда зубчатых колес и т. д. Станок оснащен механизмом поперечных подач с приводом от шагового электродвигателя. Благодаря этому кинематическая цепь короткая. Она состоит из приводного шагового электродвигателя, червячной пары и винтовой пары качения. Наличие устройства ЧПУ ПИ 1-13, которое совместно с электроавтоматикой станка управляет работой шагового электродвигателя и обеспечивает – заданный цикл работы.
5. Органы управления (рукоятки, маховички, кнопки) и наладки скомпонованы и расположены на передней стенке и пульте станка.
6. Блокировочные устройства на станке удовлетворяют требованиям техники безопасности. Так, пуск гидропривода возможен только в исходном положении стола, пуск внутришлифовального шпинделя и шпинделя бабки заготовки — только при включенном гидроприводе. При открывании дверцы электрошкафа автоматически отключается вводной выключатель.
Показатели точности обработки характеризуются: по круглости 1 мкм, постоянство диаметра в продольном сечении 2 мкм, параметр шероховатости цилиндрической внутренней поверхности Ra ≤ 0,16 мкм, плоской торцовой поверхности Ra ≤ 0,32 мкм.
В станке 3М227В насосная станция и бак гидросистемы отделены от станка. Очистку СОЖ от шлама осуществляют фильтром и магнитным сепаратором. Осуществляется принудительное смазывание маслом: направляющих качения стола и станины, опор шпинделя бабки заготовки и направляющих качения в механизме поперечной подачи шлифовальной бабки, винтовой пары качения и др.
3К227в станок внутришлифовальный универсальный высокой точности. Видеоролик.
Технические характеристики станка 3К227В
| Наименование параметра | 3К227В | 3К225В |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | В | В |
| Наибольший диаметр устанавливаемого изделия, мм | 400 | 200 |
| Наибольший диаметр устанавливаемого изделия в кожухе, мм | 250 | 100 |
| Наибольшая длина устанавливаемого изделия, мм | 125 | 50 |
| Наименьший и наибольший диаметр шлифуемого отверстия, мм | 20..160 | 3..50 |
| Наибольшая длина шлифования при диаметре шлифования не менее 100 мм, мм | 125 | 50 |
| Расстояние от оси шпинделя передней бабки до подошвы станины, мм | 1200 | 1100 |
| Расстояние от оси шпинделя передней бабки до зеркала стола (высота центров), мм | 275 | 410 |
| Расстояние от опорного торца фланца шпинделя изделия до торца кронштейна шлифовальной бабки, мм | 880 | 580 |
| Расстояние от торца нового круга торцешлифовального приспособления до опорного торца фланца шпинделя, мм | 120..260 | 80..160 |
| Рабочий стол станка | ||
| Наибольшая длина перемещения стола, мм | 450 | 320 |
| Ручное перемещения стола за один оборот маховика, мм | 19 | 19 |
| Скорость перемещения стола при шлифовании, м/мин | 1..7 | 1..7 |
| Скорость перемещения стола при правке круга, м/мин | 0,1..2 | 0,1..2 |
| Скорость перемещения стола при быстром продольном подводе и отводе, м/мин | 10 | 10 |
| Шлифовальная бабка | ||
| Частота вращения шпинделя внутришлифовальной головки, 1/мин | 7200, 9000, 12000, 18000, 22000 | – |
| Частота вращения пневмошпинделя внутришлифовальной головки А20/40, 1/мин | – | 20000..40000 |
| Наибольший диаметр шлифовального круга по ГОСТ 2424-83, мм | пп20..80 | пп3..25 |
| Наибольший высота шлифовального круга по ГОСТ 2424-83, мм | 20..50 | 8..25 |
| Диаметр отверстия шлифовального круга по ГОСТ 2424-83, мм | 6..20 | 1..6 |
| Поперечное перемещение шлифовальной бабки (для станка 3к225 – бабка изделия) | ||
| Перемещение за один оборот маховичка – грубое (наладочное), мм | 2,5 | 2,5 |
| Перемещение за один оборот маховичка – тонкое, мм | 0,25 | 0,25 |
| Перемещение на одно деление лимба, мм | 0,001 | 0,001 |
| Перемещение на одно качание рычага ручной дозированной подачи, мм | 0,001 | 0,001 |
| Наибольшее наладочное перемещение шлифовальной бабки – назад (на рабочего), мм | 10 | – |
| Наибольшее наладочное перемещение шлифовальной бабки – вперед (от рабочего), мм | 50 | – |
| Величины поперечной подачи шлифовальной бабки на сторону, мм/дв.ход | 0,001; 0,002; 0,003; 0,004; 0,005; 0,006 | |
| Передняя бабка (бабка изделия, шпиндель изделия) | ||
| Наибольший угол поворота бабки изделия, град | 45 | 45 |
| Наибольший наладочное перемещение бабки изделия – назад (на рабочего), град | 30 | 20 |
| Наибольший наладочное перемещение бабки изделия – вперед (от рабочего), град | 120 | 100 |
| Частота вращения изделия (бесступенчатое регулирование), об/мин | 60..1200 | 280..2000 |
| Торцешлифовальное приспособление | ||
| Частота вращения торцового шпинделя, 1/мин | 5600 | 11500 |
| Продольное перемещение торцового шлифовального круга наибольшее наладочное, мм | 160 | 80 |
| Продольное перемещение торцового шлифовального круга наибольшее рабочее (тонкое), мм | 4 | 4 |
| Продольное перемещение торцового шлифовального круга за один оборот маховичка наладочного перемещения, мм | 27 | 27 |
| Продольное перемещение торцового шлифовального круга за один оборот маховичка рабочей (тонкой) подачи, мм | 0,1 | 0,1 |
| Продольное перемещение торцового шлифовального круга на одно деление лимба рабочей (тонкой) подачи, мм | 0,0025 | 0,0025 |
| Размеры торцешлифовального круга, мм | ЧШ100 х 50 х 20 | ЧШ50 х 32 х 13 |
| Привод и электрооборудование станка | ||
| Количество электродвигателей на станке | 7 | 6 |
| Электродвигатель шпинделя шлифовальной бабки, кВт | 4 | – |
| Электрошпиндель шлифовальной бабки ШК24/1,1, кВт | – | 1,1 |
| Электрошпиндель шлифовальной бабки ШК48/0,8, кВт | – | 0,8 |
| Электрошпиндель шлифовальной бабки ШК96/0,4, кВт | – | 0,4 |
| Электродвигатель привода торцешлифовального приспособления, кВт | 1,5 | 0,55 |
| Электродвигатель привода изделия (бабки изделия) постоянного тока, кВт | 1,2 | 0,76 |
| Электродвигатель насоса гидросистемы, кВт | 3,0 | 2,2 |
| Электродвигатель фильтра-транспортера, кВт | 0,09 | 0,09 |
| Электродвигатель насоса системы охлаждения, кВт | 0,15 | 0,15 |
| Электродвигатель магнитного сепаратора, кВт | 0,09 | 0,09 |
| Общая мощность электродвигателей, кВт | 10,0 | 3,84 |
| Привод с магнитным усилителем ПМУ5М4У4, кВт | – | 0,7 |
| Привод с магнитным усилителем ЭТ1Е2-9УХП4, кВт | 1,0 | – |
| Количество преобразовательных агрегатов | 1 | 2 |
| Габаритные размеры и масса станка | ||
| Габаритные размеры станка (длина х ширина х высота), мм | 2885 х 1900 х 1750 | 2295 х 1800 х 1750 |
| Масса станка с электрооборудованием и охлаждением, кг | 4400 | 2900 |
- Лоскутов В.В. Шлифовальные станки, 1988, стр.83.
Список литературы:
Связанные ссылки
Каталог внутришлифовальных станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
3М227ВФ2 станок внутришлифовальный с ЧПУ высокой точностисхемы, описание, характеристики
Сведения о производителе внутришлифовального станка 3М227ВФ2
Производитель внутришлифовального станка 3М227ВФ2 – Саратовский станкостроительный завод им. 60-летия СССР, ССЗ, основанный в 1940 году.
Станки, выпускаемые Саратовским станкостроительным заводом
Особенности внутреннего шлифования
Внутреннее шлифование является одним из основных методов чистовой обработки отверстий, при котором в зависимости от режимов шлифования и характеристики шлифовального круга может быть достигнута точность обработки по 1—3-му классу и шероховатость поверхности V7—V9.
Достоинством процесса внутреннего шлифования являются возможность исправления увода оси отверстия, образовавшегося на предшествующих операциях, а также обеспечение перпендикулярности торцовой поверхности к оси отверстия, достигаемая при шлифовании отверстия и торца с одного установа.
Внутреннее шлифование может применяться для обработки цилиндрических и конических сквозных и глухих отверстий в деталях, изготовленных из незакаленной и закаленной стали, чугуна, цветных металлов и неметаллических материалов.
Внутреннее шлифование широко применяется во всех отраслях машиностроения. На внутришлифовальных станках обрабатываются отверстия зубчатых колес (гладкие и шлицевые), внутренних колец шарикоподшипников и роликоподшипников; роликовые дорожки наружных колец роликовых подшипников; отверстия кондукторных втулок, переходных втулок с конусом Морзе, различных режущих инструментов, например фрез, шеверов, насадных разверток и др.
При внутреннем шлифовании применяется как шлифование с продольной подачей, так и методом врезания. Наибольшее распространение получил первый способ. Шлифование методом врезания применяют при шлифовании коротких отверстий, а также отверстий, ограниченных буртами или уступами.
При внутреннем шлифовании применяются методы продольной и поперечной подачи. Различают следующие виды движений:
- вращение шлифовального круга со скоростью, задаваемой в м/сек
- вращение детали (круговая подача) со скоростью, задаваемой в м/мин
- продольная подача, задаваемая в долях высоты круга и поперечная подача в мм/двойной ход или в мм/мин
При шлифовании с продольной подачей величина подачи не должна превышать 3/4 высоты круга на один оборот детали. Поперечная подача при этом прерывистая на каждый одинарный или двойной ход или непрерывная.
Шлифование методом врезания применяют при обработке коротких отверстий, а также внутренних цилиндрических поверхностей, ограниченных точными торцами или уступами, например роликовых дорожек колец подшипников. Для обеспечения равномерности износа, кругу сообщается дополнительное осциллирующее движение, если это позволяет конфигурация детали.
Особенности внутреннего шлифования создают ряд ограничений для применения этого метода. К ним относятся:
- зависимость диаметра шлифовального круга от диаметра шлифуемого отверстия детали
- необходимость ввода круга в отверстие, что требует значительного вылета шпинделя, несущего шлифовальный круг, особенно при шлифовании длинных отверстий. Это приводит к снижению жесткости системы и ограничивает применение производительных режимов.
Зависимость диаметра шлифовального круга от диаметра шлифовального отверстия, а также необходимость значительного вылета шлифовального шпинделя, особенно при шлифовании длинных отверстий, обусловливаемые вводом шлифовального круга в обрабатываемое отверстие, приводят к снижению жесткости системы и создают ряд ограничений для применения внутреннего шлифования.
Устройство внутришлифовальных станков
Внутришлифовальные станки могут быть разделены на две основные группы.
- Станки, у которых вращается обрабатываемая деталь и шлифовальный круг, а продольная и поперечная подачи осуществляются перемещением шлифовального шпинделя или передней бабки. В зависимости от способа базирования обрабатываемой детали эти станки могут быть патронными или бесцентровыми. На рис. 85 показаны различные схемы базирования. На рис. 85, а, б, в показаны патронные методы установки деталей соответственно с базированием в мембранном патроне (с), в патроне по торцам (б), во втулке по наружному диаметру с зажимом по торцам (в). На рис. 85, г, д показаны бесцентровые способы базирования на башмаках (г) и на роликах (д).
- Станки, на которых обрабатываемая деталь, обычно крупная по размеру и массе, устанавливается неподвижно на столе станка, а шлифовальный круг осуществляет планетарное движение, вращаясь одновременно вокруг своей оси и вокруг оси отверстия. Продольная и поперечная подачи осуществляются перемещением шлифовального круга соответственно по стрелке 3 и 4. Такие станки называются «планетарными», могут быть как с вертикальным, так и с горизонтальным расположением шпинделя и имеют очень ограниченное применение.
В зависимости от характера производства применяются универсальные внутришлифовальные станки, полуавтоматы и автоматы.
Универсальные станки с патронным зажимом применяются для обработки коротких и длинных цилиндрических и конических отверстий. Конические отверстия шлифуются путем поворота бабки на соответствующий угол. Эти станки распространены во вспомогательных цехах заводов массового производства, а также в основных цехах заводов серийного производства. Универсальные станки снабжаются обычно торцешлифовальным приспособлением, что позволяет обеспечивать при обработке высокую точность по перпендикулярности торца к отверстию. Шлифовальные головки на универсальных станках устанавливаются на салазках и могут быть сменными.
Полуавтоматы, широко применяемые в массовом и крупносерийном производствах, снабжаются измерительно-управляющими устройствами, которые автоматически контролируют процесс шлифования, и прекращают обработку при достижении заданного размера.
Автоматы — центровые и бесцентровые снабжаются дополнительно загрузочными устройствами, подающими детали для обработки в зону шлифования, а также устройствами для автоматического закрепления и снятия детали и управления правкой круга.
Основными внутришлифовальными станками, выпускаемыми отечественной промышленностью, являются станки гаммы ЗК. Эти станки предназначены для обработки отверстий диаметром от 3 до 800 мм и выпускаются классами точности П, В и А. Все универсальные станки гаммы ЗК, за исключением модели ЗК230В, оснащены торцешлифовальными приспособлениями.
На базе основных моделей выпускают различные модификации станков — с удлиненным ходом стола для обработки, длинных деталей.
3М227ВФ2 станок внутришлифовальный с ЧПУ высокой точности. Назначение и область применения
Начало производства внутришлифовального станка 3М227ВФ2 – 1985 год. Станок заменил устаревшую модель 3К227
Внутришлифовальный станок полуавтомат 3М227ВФ2 предназначен для шлифования цилиндрических и конических (с углом при вершине до 90°) сквозных и глухих отверстий.
Станок применяется на машиностроительных заводах с мелкосерийным и серийным производством, в инструментальных и ремонтных цехах и заводах.
Принцип работы и особенности конструкции станка
Полуавтомат 3М227вф2 прост в наладке, обслуживании и эксплуатации; укомплектован набором шлифовальных шпинделей с широким диапазоном чисел оборотов шлифовальных кругов, обеспечивающих обработку деталей с наивыгоднейшими режимами.
Механизм поперечных подач с приводом от шагового электродвигателя осуществляет перемещение с высокой точностью и стабильностью во всем диапазоне скоростей.
Внутришлифовальный станок 3М227ВФ2 работает с программным устройством 1П11, управляющим циклом работы полуавтомата при шлифовании отверстия.
Полуавтомат снабжен торцешлифовальным устройством, позволяющим шлифовать наружный торец изделия за один установ со шлифованием отверстия.
Автоматический режим работы полуавтомата с настройкой непосредственно шлифовщиком элементов цикла управления декадными переключателями программного устройства не требует свойственного станкам с ЧПУ математического обеспечения и позволяет рабочему одновременно обслуживать несколько полуавтоматов.
Возможно и обычное ручное управление работой полуавтомата.
Все приставное оборудование соединено со станком и электрошкафом готовой электропроводкой со штепсельными разъемами.
Полуавтоматы комплектуются:
- трех- и четырех- кулачковыми патронами
- пазовыми планшайбами для крепления обрабатываемых изделий
- слесарно-монтажными инструментами
- абразивными кругами и оправками под них
За дополнительную плату по заказу могут быть поставлены устройства для правки круга по радиусу, по конус, по торцу; встройка измерительного устройства, люнет, электрошпиндели и запасные части.
По сравнению с универсальными внутришлифовальными станками при работе на этих полуавтоматах обеспечивается повышение производительности более чем в два раза.
Станки предназначены для внутренних и экспортных поставок.
Область применения станков — машиностроительные заводы с мелкосерийным и серийным производством, а также инструментальные и ремонтные цехи этих заводов.
Класс точности станков В по ГОСТ 8—82Е.
Категория качества — высшая.
Разработчик — Саратовский станкостроительный завод им. 60-летия СССР.
Точностная характеристика внутришлифовального станка 3М227ВФ2
- Класс точности полуавтоматов по ГОСТ 25—80…… В
- Точность шлифованных отверстий и торцовой поверхности образца-изделия по ГОСТ 25—80, мкм:
- постоянство диаметра в продольном сечении… 3
- круглость…………………………….. 1,6
- плоскостность торца……………………. 4
- шероховатость поверхности отверстия……… Ra 0,32
- шероховатость поверхности торца…………. Ra 0,63
- Точность прошлифованной партии из 30 втулок в автоматическом режиме, мкм:
- разброс размера……………………….. 40
- круглость…………………………….. 3
- постоянство диаметра в продольном сечении… 5
3М227ВФ2 Габаритные размеры рабочего пространства станка с ЧПУ
Габаритные размеры рабочего пространства станка 3м227вф2
3М227ВФ2 Общий вид внутришлифовального станка

Фото внутришлифовального станка 3м227вф2

Фото внутришлифовального станка 3м227вф2
3М227ВФ2 Кинематическая схема внутришлифовального станка
Кинематическая схема внутришлифовального станка 3м227вф2
Схема кинематическая внутришлифовального станка 3М227ВФ2. Смотреть в увеличенном масштабе
1П11 Устройство позиционного Числового Программного Управления станка 3м227вф2

Устройство позиционного ЧПУ 1П11 станка 3м227вф2
Устройство Позиционного Числового Программного Управления 1П11, разработано томским производственным объединением “Контур” в 1983 году для оснащения шлифовальных станков.
Устройство ЧПУ 1П11 предназначено для выработки сигналов управления перемещением бабки шлифовального станка в соостветствии с программой и выдачи сигналов, обеспечивающих выполнение циклов врезного шлифования, шлифования периодическими подачами и правки шлифовального круга.
Краткие технические характеристики ЧПУ “1П11”:
- Устройство обеспечивает управление перемещением по одной оси
- Число независимых управляемых координат – 1
- Привод подач – шаговый двигатель
- Наибольшее программируемое перемещение – 99,999 мм
- Дискретность задания перемещений по оси – 0,001 мм
- Программа вводится на пульте ввода устройства с помощью декадных переключателей
- Устройство обеспечивает подачу импульсов перемещения на блок управления шаговым двигателем
- Элементная база – интегральные микросхемы серии К155
Установочный чертеж внутришлифовального станка 3М227вф2

Установочный чертеж внутришлифовального станка 3м227вф2
Технические характеристики станка 3М227ВФ2
| Наименование параметра | 3К227В | 3М227ВФ2 |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | В | В |
| Наибольший диаметр устанавливаемого изделия, мм | 400 | 400 |
| Наибольший диаметр устанавливаемого изделия в кожухе, мм | 250 | 250 |
| Наибольшая длина устанавливаемого изделия, мм | 125 | 200 |
| Наименьший и наибольший диаметр шлифуемого отверстия, мм | 20..160 | 20..200 |
| Наибольшая длина шлифования при диаметре шлифования не менее 100 мм, мм | 125 | |
| Расстояние от оси шпинделя передней бабки до подошвы станины, мм | 1200 | 1210 |
| Расстояние от оси шпинделя передней бабки до зеркала стола (высота центров), мм | 275 | 285 |
| Расстояние от опорного торца фланца шпинделя изделия до торца кронштейна шлифовальной бабки, мм | 880 | 990 |
| Расстояние от торца нового круга торцешлифовального приспособления до опорного торца фланца шпинделя, мм | 120..260 | 120..280 |
| Рабочий стол станка | ||
| Наибольшая длина перемещения стола, мм | 450 | 560 |
| Ручное перемещения стола за один оборот маховика, мм | 19 | |
| Скорость перемещения стола при шлифовании, м/мин | 1..7 | 1..7 |
| Скорость перемещения стола при правке круга, м/мин | 0,1..2 | 0,1..2 |
| Скорость перемещения стола при быстром продольном подводе и отводе, м/мин | 10 | 10 |
| Шлифовальная бабка | ||
| Частота вращения шпинделя внутришлифовальной головки, 1/мин | 7200, 9000, 12000, 18000, 22000 | 5000..28000 |
| Наибольший диаметр шлифовального круга по ГОСТ 2424-83, мм | пп20..80 | |
| Наибольший высота шлифовального круга по ГОСТ 2424-83, мм | 20..50 | |
| Диаметр отверстия шлифовального круга по ГОСТ 2424-83, мм | 6..20 | |
| Поперечное перемещение шлифовальной бабки | ||
| Перемещение за один оборот маховичка – грубое (наладочное), мм | 2,5 | |
| Перемещение за один оборот шагового двигателя, мм | – | 0,1 |
| Перемещение за один оборот маховичка – тонкое, мм | 0,25 | |
| Перемещение за один импульс (шаг) шагового двигателя, мм | – | 0,416 |
| Перемещение на одно деление лимба, мм | 0,001 | |
| Перемещение на одно качание рычага ручной дозированной подачи, мм | 0,001 | |
| Наибольшее наладочное перемещение шлифовальной бабки – назад (на рабочего), мм | 10 | 10 |
| Наибольшее наладочное перемещение шлифовальной бабки – вперед (от рабочего), мм | 50 | 50 |
| Величины поперечной подачи шлифовальной бабки на сторону, мм/дв.ход | 0,001; 0,002; 0,003; 0,004; 0,005; 0,006 | |
| Передняя бабка (бабка изделия, шпиндель изделия) | ||
| Наибольший угол поворота бабки изделия, град | 45 | 45 |
| Наибольший наладочное перемещение бабки изделия – назад (на рабочего), град | 30 | 30 |
| Наибольший наладочное перемещение бабки изделия – вперед (от рабочего), град | 120 | 180 |
| Частота вращения изделия (бесступенчатое регулирование), об/мин | 60..1200 | 60..1200 |
| Торцешлифовальное приспособление | ||
| Частота вращения торцового шпинделя, 1/мин | 5600 | |
| Продольное перемещение торцового шлифовального круга наибольшее наладочное, мм | 160 | 160 |
| Продольное перемещение торцового шлифовального круга наибольшее рабочее (тонкое), мм | 4 | 4 |
| Продольное перемещение торцового шлифовального круга за один оборот маховичка наладочного перемещения, мм | 27 | 27 |
| Продольное перемещение торцового шлифовального круга за один оборот маховичка рабочей (тонкой) подачи, мм | 0,1 | 0,1 |
| Продольное перемещение торцового шлифовального круга на одно деление лимба рабочей (тонкой) подачи, мм | 0,0025 | 0,0025 |
| Размеры торцешлифовального круга, мм | ЧШ100 х 50 х 20 | ЧШ100 х 50 х 20 |
| Привод и электрооборудование станка | ||
| Количество электродвигателей на станке | 7 | 7 |
| Электродвигатель шпинделя шлифовальной бабки, кВт | 4 | 4,4 |
| Электродвигатель привода торцешлифовального приспособления, кВт | 1,5 | |
| Электродвигатель привода изделия (бабки изделия) постоянного тока, кВт | 1,2 | |
| Электродвигатель насоса гидросистемы, кВт | 3,0 | |
| Электродвигатель фильтра-транспортера, кВт | 0,09 | |
| Электродвигатель насоса системы охлаждения, кВт | 0,15 | |
| Электродвигатель магнитного сепаратора, кВт | 0,09 | |
| Общая мощность электродвигателей, кВт | 10,0 | 9,0 |
| Привод с магнитным усилителем ПМУ5М4У4, кВт | – | |
| Привод с магнитным усилителем ЭТ1Е2-9УХП4, кВт | 1,0 | 1,0 |
| Количество преобразовательных агрегатов | 1 | 3 |
| Габаритные размеры и масса станка | ||
| Габаритные размеры станка (длина х ширина х высота), мм | 2885 х 1900 х 1750 | 2700 х 1320 х 1850 |
| Масса станка с электрооборудованием и охлаждением, кг | 4400 | 4500 |
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
- Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
- Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
- Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
- Куликов С.И. Хонингование, 1973
- Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
- Лоскутов В.В. Шлифование металлов, 1985
- Лоскутов В.В. Шлифовальные станки, 1988
- Лурье Г.Б. Шлифовальные станки и их наладка,1972
- Лурье Г.Б. Устройство шлифовальных станков,1983
- Меницкий И.Д. Универсально-заточные станки ,1968
- Муцянко В.И. Братчиков А.Я. Бесцентровое шлифование, 1986
- Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
- Попов С.А. Шлифовальные работы, 1987
- Терган В.С. Шлифование на круглошлифовальных станках, 1972
- Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Список литературы:
Связанные ссылки
Каталог внутришлифовальных станков
Паспорта к внутришлифовальным станкам
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Внутришлифовальный станок модели 3А227П б/у – Саратовская обл. , Саратов
Текст объявления:
Внутришлифовальный станок модели 3А227П предназначен для шлифования цилиндрических и конических, глухих и сквозных отверстий диаметром от 20 до 100 мм, длиной до 125 мм при наибольшем диаметре, с углом конуса при вершине 60°.Станки моделей 3А227П снабжены торцешлифовальным приспособлением, позволяющим шлифовать наружный торец изделия за один установ со шлифовкой отверстия.
Разработчик — Саратовский станкостроительный завод им. 60-летия СССР.
Год выпуска 1972
Технические характеристики станка:
Основные параметры
Класс точности по ГОСТ 8-82…П
Наибольший диаметр устанавливаемого изделия, мм 400
Наибольший диаметр устанавливаемого изделия в кожухе, мм 250
Наибольший диаметр устанавливаемого при шлифовании конических отверстий, мм 320
Наибольший диаметр устанавливаемого в кулачках патрона, мм 175
Наибольшая длина устанавливаемого изделия, мм 125
Наименьший и наибольший диаметр шлифуемого отверстия, мм 20..100
Расстояние от оси шпинделя передней бабки до подошвы станины, мм 1135
Расстояние от оси шпинделя передней бабки до зеркала стола (высота центров), мм 230
Расстояние от опорного торца фланца шпинделя изделия до торца кронштейна шлифовальной бабки, мм 800
Рабочий стол станка
Размеры поверхности стола, мм 355 х 750
Наибольшая длина продольного перемещения стола от руки, мм 450
Наибольшая длина продольного перемещения стола от гидроцилиндра, мм 450
учное перемещения стола за один оборот маховика, мм 16,5
Скорость перемещения стола при шлифовании, м/мин 2..10
Скорость перемещения стола при правке круга, м/мин 0,4..2
Скорость перемещения стола при быстром продольном подводе и отводе, м/мин 12
Шлифовальная бабка
Наибольшее перемещение шлифовальной бабки вдоль стола, мм 240
Габаритные размеры и масса станка
Габаритные размеры станка (длина х ширина х высота), мм 2500 х 1490 х 1650
Масса станка с электрооборудованием и охлаждением, кг 3100
boardrussia.ru
Внутришлифовальный станок 3К227А – Поставки станков
Внутришлифовальный станок 3К227А используется в различных отраслях промышленности при работе глухими и сквозными отверстиями конической и цилиндрической формы. В качестве инструмента для заготовок из металла или других материалов применяют абразивный круг.
Особенности конструкции
- роликовые направляющие и винтовая передача качения обеспечивают плавное и точное перемещение шлифовальной бабки
- специальное устройство позволяет обрабатывать торец и отверстие за одну установку
- широкий диапазон бесступенчатого регулирования вращения заготовки
- принудительная система смазки всех механизмов и узлов станка
- устройство очистки охлаждающей жидкости от загрязнений и примесей
| Технические характеристики | 3К227А |
| Класс точности – ГОСТ 8-82 | В |
| Диаметр отверстия, мм | 20-200 |
| Наибольшая длина шлифования, мм | 200 |
| Наибольший диаметр устанавливаемой детали, мм | 400 |
| Угол поворота бабки, град | 45 |
| Наибольший продольный ход стола, мм | 560 |
| Скорость движения стола, м/мин | |
| при правке круга | 0,1-2 |
| при шлифовании | 1-7 |
| при быстром подводе и отводе | 10 |
| Частота вращения внутришлифовального шпинделя, об/мин | 5000-28000 / 48000-96000 |
| Поперечное перемещение бабки изделия за один оборот маховика, мм | |
| тонкое | 0,25 |
| грубое | 2,5 |
| на одно деление лимба | 0,001 |
| от рычага дозированной подачи | 0,001 |
| Параметры поперечной подачи на сторону, мм/дв.ход | 0,001/0,002/0,003/0,004/0,005/0,006 |
| Количество оборотов шпинделя изделия, об/мин | 60-1200 |
| Частота вращения торцевого шпинделя, об/мин | 5600 |
| Суммарная мощность двигателей, кВт | 9,2 |
| Габариты станка, мм | 2885 х 1900 х 1750 |
| Масса, кг | 4500 |
Точность
- шероховатость поверхности торца – 0,32мкм
- шероховатость поверхности отверстия – 0,16 мкм
- постоянство диаметра отверстия – 2 мкм
- круглость отверстия – 1 мкм
- плоскостность торцевой поверхности – 3 мкм
Комплектность и оснащение
| Базовая | Дополнительная |
|
|
Условия поставки и оплаты
Узнать стоимость и дополнительные параметры на внутришлифовальный станок 3К227А можно по номеру телефона: +7(4852) 66-40-25 , сделать запрос на электронный адрес: Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра. или через форму заказа на сайте. Производим транспортировку оборудования до места назначения. Гарантия на станок внутришлифовальный модели 3К227А составляет 12 месяцев.
standart-st.ru
|
Наименование параметров |
3Л227А |
3Л227В |
|
Класс точности станка по ГОСТ 8-82 |
А |
В |
|
Наибольший диаметр устанавливаемого изделия, мм |
400 |
400 |
|
Наибольший диаметр устанавливаемого изделия в кожухе, мм |
250 |
250 |
|
Наибольший диаметр шлифуемого отверстия, мм |
200 |
200 |
|
Наибольшая длина устанавливаемого изделия, мм – в стандартных патронах |
200 |
200 |
|
Диаметр отверстия шлифовальной бабки под гильзу внутришлифовального шпинделя, мм |
100 |
100 |
|
Наибольший диаметр шлифовального круга, мм |
125 |
125 |
|
Условный размер конца шпинделя изделия по ГОСТ 12595-85 |
2-6К |
2-6К |
|
Наибольшая масса устанавливаемого изделия, кг |
50 |
50 |
|
Наименьший диаметр шлифуемого отверстия, мм |
20 |
20 |
|
Наибольшая длина шлифования при диаметре шлифования не менее 100 мм, мм |
200 |
200 |
|
Наибольшая рекомендуемая длина шлифования при наименьшем диаметре, мм |
50 |
50 |
|
Расстояние от зеркала стола до оси шпинделя изделия, мм |
285 |
285 |
|
Расстояние от оси шпинделя до подошвы станины, мм |
1210 |
1210 |
|
Наибольшее расстояние от опорного торца фланца шпинделя изделия до торца корпуса шлифовальной бабки, мм |
990 |
990 |
|
Расстояние от торца нового круга торцешлифовального приспособления до опорного фланца шпинделя изделия, мм: |
|
|
|
Наибольший угол поворота бабки изделия, градус |
45 |
45 |
|
Поперечное перемещение шлифовальной бабки: – на один оборот лимба, мм – на одно деление лимба, мм |
0,050 0,0005 |
0,050 0,0005 |
|
Величина поперечной подачи, мм/дв. ход на сторону |
0,0005 – 0,05 |
0,0005 – 0,05 |
|
Наибольшее наладочное перемещение бабки изделия: – вперед (от оператора), мм – назад (к оператору), мм |
180 30 |
180 30 |
|
Перемещение стола за один оборот маховика, мм |
19 |
19 |
|
Скорость движения стола, м/мин – при правке – при шлифовании – при быстром продольном подводе и отводе |
0,1 – 2 1 – 7 10 |
0,1 – 2 1 – 7 10 |
|
Наибольший ход стола, мм |
560 |
560 |
|
Продольное перемещение торцового шлифовального круга, мм: – наибольшее (наладочное), не менее – наибольшее рабочее (тонкое), не менее – за один оборот маховичка наладочного перемещения – на одно деление лимба тонкой подачи – на один оборот маховичка рабочей (тонкой) подачи |
160 4 27 0,0025 0,1 |
160 4 27 0,0025 0,1 |
|
Частота вращения шпинделя изделия (регулирование бесступенчатое), об/мин |
60 – 1200 |
60 – 1200 |
|
Частота вращения внутришлифовальной головок, об/мин:
|
5000; 9000; 12000; 18000; 22000 |
5000; 9000; 12000; 18000; 22000 |
|
Окружная скорость шлифовального круга, м/с |
до 35 |
до 35 |
|
Частота вращения торцового шпинделя, об/мин |
5600 |
5600 |
|
Шлифовальные круги типа 1; 5 по ГОСТ Р 52781-2007 (ГОСТ 2424) – диаметр наружный, мм – высота, мм – посадочный диаметр, мм |
20 – 125 20 – 50 6 – 51 |
20 – 125 20 – 50 6 – 51 |
|
Шлифовальный круг типа 6 по ГОСТ Р 52781-2007 (ГОСТ 2424) |
100х50х20 |
100х50х20 |
|
Габаритные размеры станка с приставным оборудованием, мм: – длина – ширина – высота |
2910 2110 1850 |
2910 2110 1850 |
|
Точность обработки образца изделия: |
||
|
– цилиндрической внутренней поверхности: |
||
|
– круглость, мкм |
1 |
1,6 |
|
– шероховатость, мкм |
0,16 |
0,32 |
|
– торцевой поверхности: |
||
|
– плоскостность, мкм |
3 |
4 |
|
– шероховатость, мкм |
0,32 |
0,63 |
|
Масса станка, кг |
3600 |
3600 |
|
Масса станка с приставным оборудованием, кг |
5300 |
5300 |
lipstan.ru
Паспорт на внутришлифовальный станок 3А227 / Шлифовальные станки / Stanok-online.ru
Печать документации: Саратовский станкостроительный завод
Год печати документации: –
Количество папок: 1
Количество страниц, листов: 260
Узнать стоимость документации
Паспорт и документация к данной модели станка находится в нашем архиве, в электронном виде. В комплект документации входит, по разделам, согласно содержания:
Руководство к станку
Содержание:
1. Назначение станка и область применения
Техническая характеристика
2. Распаковка и транспортировка станка
Указания по распаковке и транспортировке станка
3. Фундамент станка, монтаж и установка
Указания по установке станка
4. Подготовка станка к первоначальному пуску
5. Паспорт станка
Основные данные
Бабка изделия, шлифовальная бабка, принадлежности и приспособления
Общий вид станка
Спецификация основных узлов станка
Спецификация органов управления
Привод и гидравлические механизмы
Спецификация зубчатых и червячных колес, червяков, винтов и гаек
Насосы и гидромоторы и спецификация гидроаппаратуры
Механика станка
Ведомость комплектации станка
6. Описание станка
Общая компоновка и особенности станка
Описание и чертежи основных узлов
Аппарат распыления масла
Описание кинематической схемы станка
7. Паспорт электрооборудования станка
Описание электросхемы станка
Указание по обслуживанию электрооборудования
Спецификация электрооборудования
8. Гидропривод станка
Описание гидравлической схемы
Описание и чертежи основных узлов гидропривода
Указания по обслуживанию гидропривода
9. Смазка станка и уход за станком
Указания по обслуживанию смазочной системы
Спецификация к схеме смазки
Уход за станком
10. Первоначальный пуск станка
11. Наладка станка
12. Работа на станке
Три метода шлифования
Неавтоматизированный цикл шлифования
Работа с автоматическим выключением поперечной подачи после снятия основного припуска
Работа с автоматическим обеспечением размера отверстия без промера
Указания по регулировке механизма поперечной подачи при автоматической работе без промера
Шлифование торца изделия торцешлифовальным приспособлением
Шлифование внутреннего торца изделия с помощью торцевого упора
13. Регулировка механизмов и станка
Бабка изделия
Шлифовальные шпиндели
Торцешлифовальное приспособление
Аппарат правки
Схемы и чертежи станка:
– Схема транспортировки станка
– Установочный чертеж
– Общий вид станка и схемы управления
– Кинематическая схема
– Гидравлическая схема
– Станина чертёж
– Охлаждение чертёж
– Магнитный сепаратор чертёж
– Стол чертёж
– Механизм ручной подачи стола чертёж
– Торцевой упор чертёж
– Бабка изделия чертёж
– Механизм поперечной подачи чертёж
– Кожух изделия чертёж
– Торцешлифовальное приспособление и торцевой шпиндель чертёж
– Аппарат правки чертёж
– Шлифовальная бабка чертёж
– Механизм ограждения шлифовального круга чертёж
– Пневмокоммуникация чертёж
– Водоотделитель чертёж
– Маслёнка распылённого масла В81-11 чертёж
– Регулятор давления В78-11 чертёж
– Реле давления С57-51 чертёж
– Шлифовальные шпиндели чертёж
– Шлифовальный шпиндель чертёж
– Принципиальная электросхема станка
– Монтажная электросхема станка
– Монтажные электросхемы щитов управления
– Размещение электрооборудования станка
– Бак гидросистемы чертёж
– Сдвоенный лопастной насос 5Г12-13А чертёж
– Фильтр пластинчатый 0,12Г41-23 чертёж
– Напорный золотник ПГ54-12 чертёж
– Напорный золотник ПБ54-13 чертёж
– Трубопроводы чертёж
– Рабочий цилиндр чертёж
– Контрольный клапан чертёж
– Панель дросселей чертёж
– Гидропанель реверса чертёж
– Кран торцешлифовального приспособления чертёж
– Блокировочный золотник чертёж
– Схема смазки станка
Краткое описание станка:
Внутришлифовальный универсальный станок 3А227 предназначается для шлифования цилиндрических и конических отверстий с диаметром от 20 до 100 миллиметров и длиной до 125 миллиметров. Станок снабжён торцешлифовальным приспособлением, установленным на бабке изделия и позволяющим шлифовать с одного установа изделия наружный торец изделия и отверстие, как цилиндрическое, так и коническое. Станок снабжён так же механизмом торцевого упора, установленным на станине и позволяющим шлифовать внутренние торцы в отверстиях. Область применения станка – машиностроительные заводы с мелкосерийным и серийным производством, а так же инструментальные и ремонтные цехи этих заводов.
stanok-online.ru