Станок 3б833 технические характеристики
3Г833 станок хонинговальный вертикальный одношпиндельныйописание, характеристикиПроизводитель хонинговального станка 3Г833 Майкопский станкостроительный завод им. Фрунзе и Краснореченский станкостроительный завод им. М.В. Фрунзе.
Станки выпускаемые Майкопским станкостроительным заводом им. Фрунзе
Хонингование. Хонинговальные станки. Общие сведения
Синонимы: шлифовально-притирочный металлорежущий станок для хонингования, honing vertical semiautomatic device
Хонингование – один из методов высокоточной обработки отверстий.
Хонингование – это обработка материалов резанием, где в качестве резцов выступают зерна алмаза, нанесенные на хонинговальные бруски.
Хонингование – это достаточно производительный процесс. Скорость съема припуска при хонинговании может достигать 2000 см³ в час, что соизмеримо с чистовым точением и шлифованием. При этом хонингование обеспечивает минимальную шероховатость поверхности и цилиндричность отверстия до долей микрона.
При этом хонингование обеспечивает минимальную шероховатость поверхности и цилиндричность отверстия до долей микрона.
Хонинговальная головка (хон) – режущий инструмент, оснащенный мелкозернистыми абразивными брусками закрепляется в шпинделе хонинговального станка.
Главное движение инструмента хонинговального станка – вращательное, создаётся отдельным электродвигателем или гидротурбиной, а движение подачи (прямолинейное, возвратно-поступательное) — обычно гидроприводом.
Кроме того, имеется механизм радиальной подачи абразивных брусков в хонинговальной головке, который обеспечивает быстрый подвод брусков к обрабатываемой поверхности, а также автоматическую компенсацию их износа во время работы.
Наиболее распространены вертикальный одношпиндельныйические хонинговальные станки для хонингования сквозных и глухих отверстий.
Различают хонинговальные станки по расположению шпинделя:
- вертикальные хонинговальные станки
- горизонтальные хонинговальные станки
- наклонные хонинговальные станки
Различают хонинговальные станки по количеству шпинделей:
- одношпиндельные хонинговальные станки
- многошпиндельные хонинговальные станки
Различают хонинговальные станки по виду обрабатываемых отверстий:
- станки для внешнего хонингования
- станки внутреннего хонингования
Различают хонинговальные станки по степени автоматизации:
- универсальные хонинговальные станки
- вертикальный одношпиндельныйические хонинговальные станки
- автоматические хонинговальные станки
Инструмент при хонинговании оказывает на обрабатываемую поверхность несоизмеримо меньшее удельное давление, чем при шлифовании, и поэтому структура поверхностного слоя подвержена меньшим изменениям.
Незначительное удельное давление позволяет обрабатывать тонкостенные детали с высокой точностью.
При хонинговании в зоне резания температура неизмеримо меньше, чем при шлифовании, что также имеет меньшее влияние на структуру поверхностного слоя.
При хонинговании происходит автоматическое исправление отклонений отверстия от правильной геометрической формы, что позволяет получить более точное отверстие, чем при шлифовании.
За счет более широкой номенклатуры хонинговальных брусков по сравнению со шлифовальными кругами имеется возможность точнее решить задачу по достижению технических требований.
При хонинговании возможно создание определенного микрорельефа поверхности, а именно: необходимый угол встречи рисок, определенное соотношение опорных поверхностей и впадин (плосковершинное хонингование), вскрытие графитовых зерен в чугуне и достижение наименьшей шероховатости поверхности. Все это недостижимо при шлифовании или расточке.
Есть группы деталей, которые подлежат только хонингованию, например, цилиндры штанговых насосов, у которых соотношение длины и диаметра отверстий 100 и более. При обработке цилиндров в блоках автомобильных двигателей хонингованию также нет альтернативы, т.к. требуется создание определенного микрорельефа маслоудерживающей поверхности и вскрытие графитовых зерен.
При обработке цилиндров в блоках автомобильных двигателей хонингованию также нет альтернативы, т.к. требуется создание определенного микрорельефа маслоудерживающей поверхности и вскрытие графитовых зерен.
3Г833 Станок хонинговальный вертикальный одношпиндельный. Назначение и область применения.
Вертикальный одношпиндельный хонинговальный станок модели 3Г833 предназначен для хонингования отверстий гильз и блоков автомобильных и тракторных двигателей внутреннего сгорания, пневмоцилиндров и гидроцилиндров, отверстий шатунов, шестерен диаметром от 30 до 125 мм и других аналогичных деталей, габариты которых допускают установку их на столе станка и размеры хонингуемых отверстий находятся в пределах указанных размеров.
На станке допускается хонингование отверстий до 165 мм.
Механизмы станка осуществляют по циклу одновременное возвратно-поступательное и вращательное движения инструмента — хона и радиальную подачу брусков, обеспечивающую увеличение по диаметру рабочей части инструмента в процессе обработки.
Станок предназначен для работы в ремонтных мастерских и может быть использован на ремонтных заводах и других металлообрабатывающих предприятиях с мелкосерийным выпуском продукции
Особенностями хонинговального станка 3Г833 являются:
- Изменение чисел оборотов шпиндели производится переброской ремня в один из трех ручьев шкива главного привода
- Изменение скоростей возвратно-поступательного движения производится также переброской ремня в один из трех ручьев привода подач
- Разжим хонинговальной головки осуществляется от пружинного механизма на ходу
Обозначение хонинговального станка 3Г833
3 – шлифовальный станок (номер группы по классификации ЭНИМС)
Г – серия (поколение) станка (Г, К)
8 – притирочные, полировальные, доводочные, хонинговальные, полировальные станки (номер подгруппы по классификации ЭНИМС)
33 – исполнение станка
Габарит рабочего пространства хонинговального станка 3Г833
Габарит рабочего пространства станка 3г833
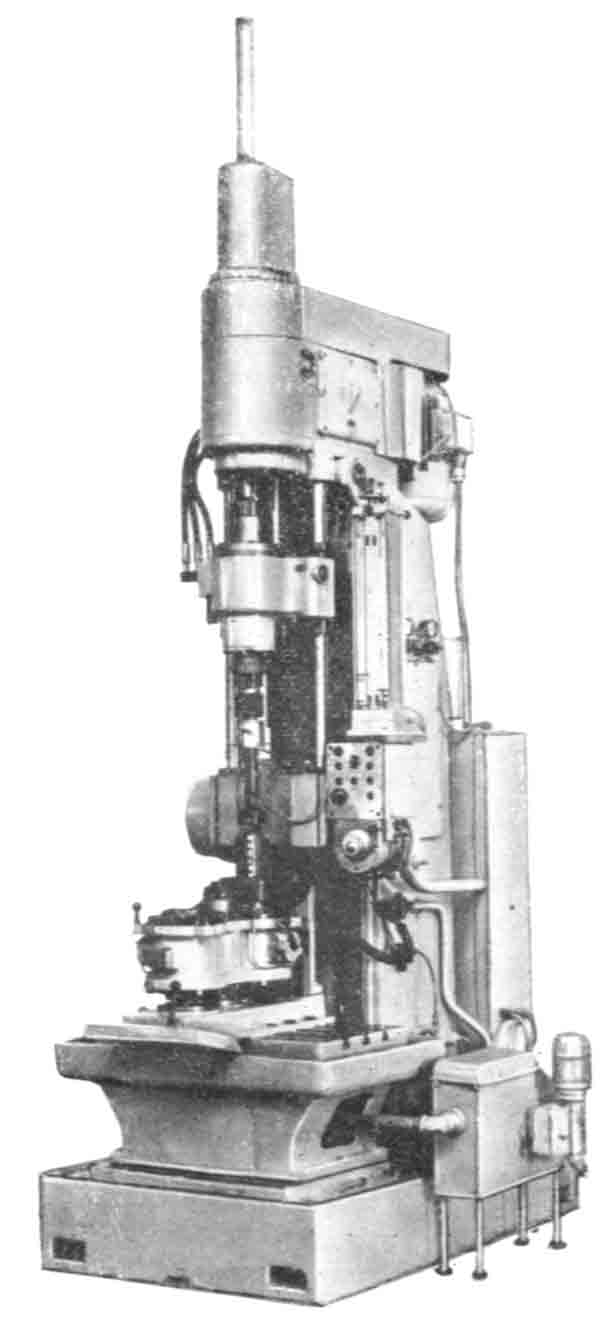
Общий вид хонинговального станка 3Г833
Фото хонинговального станка 3г833
Расположение органов управления хонинговальным станком 3Г833
Расположение органов управления станком 3г833
Перечень органов управления хонинговальным станком 3Г833
- Кран охлаждения
- Маховик механизма разжима хона
- Кулачки регулировки хода ползуна
- Рукоятка реверса
- Маховик ручного ввода хоны
- Указатель нагрузки
- Переключатель режимов: “Ввод хоны”, “Ручной”
- Сигнальная лампа
- Кнопка управления: “Подача пуск”
- Кнопка управления: “Толчковый”
- Кнопка управления: “Шпиндель стоп”
- Кнопка управления: “Шпиндель пуск”
- Кнопка управления: “Общий стоп”
- Кнопка управления: “Конец цикла”
Кинематическая схема хонинговального станка 3Г833 Рис.
 51
51Кинематическая схема хонинговального станка 3г833
- Электромотор
- Шкив
- Шкив
- Конические зубчатые колеса
- Конические зубчатые колеса
- Конические зубчатые колеса
- Электромагнитные фрикционные муфты
- Электромагнитные фрикционные муфты
- Вал
- Вал
- Приводная шестерня
- Рейка зубчатая
- Лимб
- Кулачки
- Кулачки
- Переключатель
- Рукоятка
- Ленточный тормоз
- Муфта
- Червячная пара
- Электромотор
- Шкив
- Шкив
- Конические зубчатые колеса
- Ведомое зубчатое колесо
- Шпиндель
Хонинговальный станок модели 3Г833, как исключение, имеет механический привод возвратно-поступательного движения шпиндельной бабки (см. рис. 51).
Скорость осевого движения шпиндельной бабки настраивается с помощью трехручьевых шкивов 2 и 3 и перекидного ремня.
Реверсирование шпиндельной бабки производится механизмом, включающим конические зубчатые колеса 4, 5, 6 и электромагнитные фрикционные муфты 7 и 8.
Движение шпиндельной бабки кинематически связано с вращением лимба 13, несущего кулачки 14 и 15, с помощью которых устанавливается ее ход. Эти кулачки через систему рычагов воздействуют на переключатель 16, который переключает муфты 7 и 8. Для местного хонингования реверсирование шпиндельной бабки можно производить вручную рукояткой 17.
При выводе хонинговальной головки из отверстия она может останавливаться только в крайнем верхнем положении. От самопроизвольного опускания вниз под действием собственного веса бабка удерживается ленточным тормозом 18.
Для ручного ввода головки в обрабатываемое отверстие предусмотрена муфта 19 и червячная пара 20.
Цикл работы хонинговального станка 3Г833
Цикл работы хонинговального станка 3г833
Рабочий цикл хонинговального станка оказывает большое влияние на процесс хонингования и его конечные результаты: точность размера и геометрической формы отверстия и шероховатость обработанной поверхности.
Цикл работы любого хонинговального станка состоит из пяти основных этапов:
- ввод хонинговальной головки в обрабатываемое отверстие
- разжим брусков
- хонингование
- сжатие брусков
- вывод головки из отверстия
Циклограммы работы универсальных вертикально-хонинговальных станков основных моделей отечественного производства приведены в табл. 33. На всех станках хонинговальная головка вводится со сжатыми брусками без вращения. На станках ЗМ82, ЗМ83, ЗК84, ЗН84, ЗН85 и ЗН86 головка вводится с уменьшенной скоростью поступательного движения. После ввода головки на всех станках, за исключением 3Г833, автоматически включается разжим брусков, подача СОЖ, вращение головки и рабочая скорость возвратно-поступательного движения. На станке 3Г833 после ручного ввода головки в отверстие и нажатия на кнопку на пульте управления включается вращение и возвратно-поступательное движение головки, а также подача СОЖ- Далее вручную разжимают бруски. Второй этап рабочего цикла — хонингование с постоянным давлением брусков на обрабатываемую поверхность или с изменением давления по заранее принятой программе в процессе обработки одной детали.
33. На всех станках хонинговальная головка вводится со сжатыми брусками без вращения. На станках ЗМ82, ЗМ83, ЗК84, ЗН84, ЗН85 и ЗН86 головка вводится с уменьшенной скоростью поступательного движения. После ввода головки на всех станках, за исключением 3Г833, автоматически включается разжим брусков, подача СОЖ, вращение головки и рабочая скорость возвратно-поступательного движения. На станке 3Г833 после ручного ввода головки в отверстие и нажатия на кнопку на пульте управления включается вращение и возвратно-поступательное движение головки, а также подача СОЖ- Далее вручную разжимают бруски. Второй этап рабочего цикла — хонингование с постоянным давлением брусков на обрабатываемую поверхность или с изменением давления по заранее принятой программе в процессе обработки одной детали.
При хонинговании на станках модели 3Г833 давление брусков в процессе обработки оператор изменяет вручную.
После окончания хонингования по команде от счетчика ходов, реле времени или системы активного контроля бруски сжимаются, выключается вращение головки, прекращается подача СОЖ и происходит вывод хонинговальной головки обычно с пониженной скоростью поступательного движения. Для того чтобы на хонинговальной поверхности не было рисок при выводе головки, момент сжатия брусков контролируется автоматикой станка. Хонинговальная головка выводится в исходное положение, при котором она находится в направляющей втулке, расположенной соосно в обрабатываемом отверстии. Для того чтобы снять головку или сменить бруски, шпиндельную бабку можно поднимать в крайнее верхнее положение, нажав на наладочную кнопку управления. На станке модели 3Г833, как исключение, при выводе головки сначала вручную сжимают бруски, а затем, нажав на кнопку управления, головку останавливают и выводят сразу в крайнее верхнее положение.
Для того чтобы на хонинговальной поверхности не было рисок при выводе головки, момент сжатия брусков контролируется автоматикой станка. Хонинговальная головка выводится в исходное положение, при котором она находится в направляющей втулке, расположенной соосно в обрабатываемом отверстии. Для того чтобы снять головку или сменить бруски, шпиндельную бабку можно поднимать в крайнее верхнее положение, нажав на наладочную кнопку управления. На станке модели 3Г833, как исключение, при выводе головки сначала вручную сжимают бруски, а затем, нажав на кнопку управления, головку останавливают и выводят сразу в крайнее верхнее положение.
Bce хонинговальные станки имеют наладочный цикл работы, при котором каждое движение станка, независимо от других движений может включаться с помощью отдельной кнопки.
Схема радиальной подачи брусков по давлению с ручным пружинным приводом станка 3Г833. Рис. 52
Схема радиальной подачи брусков станка 3г833
Система радиальной подачи станка предназначена для создания необходимого усилия вдавливания режущих зерен в обрабатываемую поверхность и радиального перемещения брусков в процессе хонингования, а также для совершения вспомогательных движений, к которым относится быстрый подвод брусков к обрабатываемой поверхности после ввода головки в отверстие и быстрый их отвод перед выводом ее из отверстия. Кроме того, эта система обеспечивает уменьшение усилий между режущими зернами и обрабатываемой поверхностью в начале и в конце хонингования. Заключительный этап хонингования со сниженным удельным давлением брусков называют процессом выхаживания. Быстрые вспомогательные перемещения и радиальная рабочая подача брусков производятся с помощью механизма разжима
Кроме того, эта система обеспечивает уменьшение усилий между режущими зернами и обрабатываемой поверхностью в начале и в конце хонингования. Заключительный этап хонингования со сниженным удельным давлением брусков называют процессом выхаживания. Быстрые вспомогательные перемещения и радиальная рабочая подача брусков производятся с помощью механизма разжима
По принципу действия системы радиальной подачи брусков делят на подачи по давлению и дозированные подачи.
1. Системы подачи брусков подавлению. Радиальное перемещение брусков создается за счет прижатия их к обрабатываемой поверхности с определенным усилием. При этом радиальное их перемещение ограничивается обрабатываемой поверхностью и зависит от снимаемого припуска. Регулируемой величиной является усилие прижима брусков к стенкам изделия.
а) Системы с ручным приводом механизма разжима (модель станка 3Г833).
Быстрый подвод и отвод брусков осуществляется с помощью гайки 1 (рис. 52), вращение которой производится через червячную передачу 2 от рукоятки 3. Усилие на стержне разжимного конуса устанавливается сжатием тарированной пружины 4 с отсчетом по шкале 5 указателем 6. При выхаживании уменьшается усилие пружины также с помощью рукоятки 3.
Усилие на стержне разжимного конуса устанавливается сжатием тарированной пружины 4 с отсчетом по шкале 5 указателем 6. При выхаживании уменьшается усилие пружины также с помощью рукоятки 3.
Осевое усилие po на штоке разжима брусков определяют по формуле
po = plbpBntg(φ + θ), (16)
где р — удельное давление брусков в кг/см2
lbp — длина бруска в см;
В — ширина бруска в см;
n — число брусков;
θ — угол трения в град (обычно принимают равным 6°)
φ — угол конуса разжима в град;
Конструкция и работа станка
Компановка
Вертикально-хонинговальный станок состоит из следующих основных узлов: основания, колонны, ползуна, коробки подач, редуктора, приспособлений для установки и крепления гильз и блоков автомобильных и тракторных двигателей, электрооборудования.
На основании станка установлена колонна, на которой расположены следующие узлы:
- система охлаждения с правой стороны колонны
- шкаф с электрооборудованием — с левой стороны колонны
- пульт управления — с правой стороны колонны
- коробка подач — на верхнем торце колонны
- редуктор — на передней стенке колонны
На скалках, закрепленных в корпусе редуктора и плите коробки подач, установлен ползун.
Приспособления для крепления гильз и блоков устанавливаются на рабочей плоскости основания.
Основание станка
Основание (рис. 8) представляет собой плиту коробчатой формы, внутренняя полость которой является резервуаром для охлаждающей жидкости и отстойником от грубых механических примесей.
На основании расположены электронасос охлаждения 1, колонна 2 и фильтр 3.
На верхней рабочей плоскости основания устанавливаются приспособления для обработки гильз или блоков. Для защиты от разбрызгивания охлаждающей жидкости предусмотрены передний и боковые защитные щитки.
На передней и задней стенках основания предусмотрены окна (4) для очистки резервуара охлаждения.
Колонна станка
Колонна (рис. 9) представляет собой литую стойку коробчатой формы.
На колонне расположены:
- привод вращения шпинделя 1
- привод возвратно-поступательного движения хонинговальной головки 2
- пульт управления 3
- электрошкаф 4
Редуктор привода станка
Редуктор (рис. 10) передает вращение на приемную шестерню ползуна через шлицевой вал 7.
Корпус редуктора 1 представляет собой литую деталь коробчатом формы, внутри которой расположены ведущая вал-шестерня 6 с закрепленным на ней трехручьевым шкивом 4 и ведомая шестерня 2, передающая вращение шлицевому валу 7.
Для предохранения узла от поломки в случае возможных перегрузок по крутящему моменту редуктор снабжен предохранительной фрикционной муфтой 5.
Ползун
Ползун (рис. 11) — механизм, передающий вращение от шлицевого вала на поводок хонинговальной головки.
Коробка подач
Коробка подач (рис. 12) установлена на верхнем торце колонны и является узлом, который преобразует вращательное движение привода в возвратно-поступательное движение и передает его при помощи” рейки на шатун. Корпус коробки подач 3 — литая деталь коробчатой формы, внутри которой размещены ведущая вал-шестерня 6.
Электромагнитные фрикционные муфты 5 встроенные в ведомые конические шестерни 8, зубчатые передачи 1, с помощью которых возвратно-поступательное движение передается рейке, электромагнитная муфта 2 с червячной парой ручного ввода хоны. В нише корпуса расположен ведомый шкив привода 7 с предохранительной муфтой.
В нише корпуса расположен ведомый шкив привода 7 с предохранительной муфтой.
Под боковыми крышками расположены:
- С левой стороны — фрикционный тормоз 9, управление которым осуществляется с помощью электромагнита 10
- С правой стороны – механизм реверсирования 4, сухарями которого регулируется ход ползуна
Приспособление для установки и крепления гильз на станке
Приспособление (рис. 13) состоит из основания 4 и прихватов 5.
Крепление гильз осуществляется вручную с помощью эксцентрика 1 и рычага 2. Для различных размеров гильз предусмотрены сменные кольца 3 и 6 (рис. 14).
Приспособление для установки и крепления блоков на станке
Приспособление (рис. 15) закрепляется на столе станка с помощью эксцентриковых зажимов 1. Обрабатываемый блок на приспособлении крепится четырьмя прихватами 2 с эксцентриковым зажимом.
Установка блока на оси шпинделя в поперечном направлении производится упорами 4. Перемещение приспособления с установленным блоком в продольном направлении осуществляется через реечную передачу посредством маховика 3 с отсчетом необходимого шага по линейке, установленной на основании станка.
Описание электросхемы станка
Электрическая цепь станка питается от сети переменного трехфазного тока 380 вольт, цепь управления питается напряженнем 127 вольт от понижающего трансформатора Тр.
- Селеновый выпрямитель питается напряжением 36 в от вторичной обмотки трансформатора Тр.
- С выхода селенового выпрямителя снимается 24 вольта постоянного тока для питания электромагнитных муфт ЭММ1, ЭММ2, ЭММ3.
Хонинговальная головка к станку 3Г833
Хонинговальная головка к станку 3г833
3Г833 станок хонинговальный вертикальный одношпиндельный. Видеоролик.
Технические характеристики хонинговального станка 3Г833
| Наименование параметра | 3Г833 | 3К833 |
|---|---|---|
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | Н | Н |
| Диаметр хонингования наименьший/ наибольший/ допустимый, мм | 30/ 125/ 165 | 30/ 125/ 165 |
| Длина хонингования, мм | 150. .450 .450 | 30..400 |
| Расстояние от оси шпинделя до направляющих (вылет), мм | 300 | 300 |
| Расстояние от торца шпинделя до поверхности плиты, мм | 50..550 | 700..1200 |
| Размер рабочей поверхности стола, мм | 500 х 1000 | 500 х 1000 |
| Шпиндель станка | ||
| Частота вращения шпинделя, об/мин | 155, 280, 400 | 160, 250, 400 |
| Ход шпинделя, мм | 500 | 500 |
| Конус шпинделя по ГОСТ 25557-82 | Морзе 4 АТ6 | |
| Скорость возвратно-поступательного движения шпинделя, м/мин | 8; 11,8; 18 | 3..18 б/с |
| Давление в гидросистеме возвратно-поступательного движения шпинделя, МПа | нет | 3,0..4,0 |
| Ход толкателя разжима брусков, мм | 40 | |
| Давление в гидросистеме разжима брусков, МПа | 0,6. .2,00 .2,00 | |
| Наибольший крутящий момент на шпинделе, кНм | 19,5 | |
| Наибольшее осевое усилие на шпинделе, кН | 4,5 | |
| Привод станка | ||
| Количество электродвигателей на станке | 3 | 3 |
| Электродвигатель привода главного движения – вращения шпинделя (ДШ)(М2), кВт | 3,0 | 4,0 |
| Электродвигатель привода возвратно-поступательного движения (ДП), кВт | 1,1 | нет |
| Электродвигатель привода гидравлики (М1), кВт | нет | 4,0 |
| Электродвигатель охлаждения (ДО)(М3), кВт | 0,12 | 0,12 |
| Общая мощность электродвигателей станка, кВт | 4,22 | 8,12 |
| Габарит станка | ||
| Габариты станка (длина х ширина х высота), мм | 1205 х 1180 х 2670 | 1295 х 1145 х 2755 |
| Масса станка, кг | 1200 | 1520 |
- Альперович Т.
 А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989 - Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
- Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
- Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
- Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
- Куликов С.И. Хонингование, 1973
- Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
- Лоскутов В.В. Шлифование металлов, 1985
- Лоскутов В.В. Шлифовальные станки, 1988
- Лурье Г.Б. Шлифовальные станки и их наладка,1972
- Лурье Г.Б. Устройство шлифовальных станков,1983
- Меницкий И.Д. Универсально-заточные станки ,1968
- Муцянко В. И. Братчиков А.Я. Бесцентровое шлифование, 1986
- Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
- Попов С.А. Шлифовальные работы, 1987
- Терган В.С. Шлифование на круглошлифовальных станках, 1972
- Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Список литературы:
 А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989 И. Братчиков А.Я. Бесцентровое шлифование, 1986
И. Братчиков А.Я. Бесцентровое шлифование, 1986Связанные ссылки
Каталог-справочник хонинговальных станков
Паспорта и руководства хонинговальных станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
hmc833 (v03.714)
% PDF-1,7 % 1 0 объектов >>>] / ON [1336 0 R] / Порядок [] / RBGroups [] >> / OCGs [1336 0 R] >> / OpenAction 1334 0 R / PageLayout / OneColumn / Pages 2 0 R / Тип / Каталог >> endobj 1333 0 объектов > поток 2016-12-27T13: 51: 08PDFium2017-01-10T10: 32: 20 + 08: 002017-01-10T10: 32: 20 + 08: 00PDFiumapplication / pdf
 714)
714)
Achiever D (Тип BMGD-833) – Технические характеристики
Achiever D (Тип BMGD-833) – Технические характеристики49.242 байта | Информация о продукте | Идентификатор документа: MIGR-47YPGC |
Achiever D (тип BMGD-833) – Технические характеристики
Применимо к: Канада
Краткий обзор продукта
Модель | D466E – английский | D466E – французский |
Номер детали | BMGD833E | BMGD833F |
Процессор | 486DX2 66 МГц | 486DX2 66 МГц |
Гарантия | 1 год на месте | 1 год на месте |
Объявление Письмо / Дата | N / A / N / A | N / A / N / A |
Изъятое письмо / дата | N / A / N / A | N / A / N / A |
Архитектура
Физические характеристики | Рабочий стол (бежевый) | Рабочий стол (бежевый) |
Тип автобуса / Архитектура | EISA / VL | EISA / VL |
Слотов х Всего заливов (бесплатно) | 8 x 6 | 8 x 6 |
Расширительный автобус Тип | EISA / VESA локальный 32 бит | EISA / VESA local 32 bit |
Процессор
Процессор (CPU) | Intel 486DX2 | Intel 486DX2 |
Внутренняя тактовая частота процессора | 66 МГц | 66 МГц |
Planar Clock Speed | 33 МГц | 33 МГц |
| Обновляемый процессор | Да – (Pentium Processor Complex) | Да – (Pentium Processor Complex) |
Математический сопроцессор | Встроенный | Встроенный |
L1 внутренний кэш процессора (КБ) | – | – |
L2 внешний кэш процессора (КБ) (стандартный / максимальный) | 256/1024 (20 нс SRAM) | 256/1024 (20 нс SRAM) |
Systemboard
ID | – | – |
Чипсет | – | – |
Форм-фактор | – | – |
Скорость шины на передней стороне | – | – |
Память
Стандарт / Максимум (МБ) | 16/64 | 16/64 |
| Скорость (МГц) | 70нс | 70нс |
Опциональная конфигурация | – | – |
Тип | 72-контактный | 72-контактный |
Слотов (Всего / Доступно) | 4 / – | 4 / – |
Жесткий диск
Размер | 440 МБ (5. | 440 МБ (5,25 дюйма) |
Контроллер | IDE | IDE |
Среднее время поиска | 12мс | 12мс |
Количество платтеров | – | – |
об / мин | – | – |
Скорость пакетной передачи | – | – |
Устойчивая скорость передачи данных | – | – |
Дополнительные функции хранения | – | – |
 25 дюймов)
25 дюймов)CD-ROM
– | – | |
Скорость | – | – |
Тип интерфейса | – | – |
Скорость передачи данных | – | – |
Среднее время доступа | – | – |
Тип транспорта | – | – |
DVD
Скорость | – | – |
Аудио Особенности | – | – |
Мультимедийные функции |
Графическая подсистема
Тип | SVGA (S3 803) | SVGA (S3 803) |
видеопамяти (МБ) (стандартная / максимальная) | 1/2 | 1/2 |
Видеопамять Тип | 70нс DRAM | 70нс DRAM |
Максимальное разрешение / Цвета (со стандартным видеопамяти) | 1024 x 768 x 256-65 536 NI (без чередования) | 1024 x 768 x 256-65 536 NI (без чередования) |
Максимальное разрешение / Цвета (с максимальным количеством видеопамяти) | 1024 x 768 x 16. NI (без чередования) | 1024 x 768 x 16,7M NI (без чередования) |
Интерфейс графической шины | 32-битный местный автобус | 32-битный местный автобус |
Графические функции | – | – |
 7M
7M Аудио
Chipset Make & Model | S3 803 | S3 803 |
Ширина данных | – | – |
Внешние динамики | Нет | Нет |
Номинальная мощность колонок | – | – |
Монитор
Включенный размер монитора | Нет | Нет |
Видимый размер (Диагональ) | – | – |
пикселей / шаг / тип | – | – |
Цвет корпуса | – | – |
Связь
Факс / Модем | – | – |
Скорость факса / модема | – | – |
Функции связи | – | – |
Стандартные функции
Указательное устройство типа | Мышь (2 кнопки) | Мышь (2 кнопки) |
Стандартный размер дискеты | 3. | 3,5 “1,44 МБ |
Тип клавиатуры стандартная | – | – |
Сертификация продукции / Сертификаты | CUL; DOC Class B; FCC, класс B – часть 15, подраздел B, класс A | CUL; DOC Class B; FCC Класс B – Часть 15 Подраздел B Класс A |
Управление питанием
Блок питания | 200 Вт | 200 Вт |
Особенности управления питанием | – | – |
Опции расширения
| Всего слотов (бесплатно) и тип | 8 (8) ISA | 8 (8) ISA |
| 1 (0) 2 (1) | 1 (0) 2 (1) |
| 3 (3) половины высоты 0 (0) | 3 (3) половина высоты 0 (0) |
Поддержка Plug and Play | № | № |
портов (параллельный / последовательный / USB) | 1/2/0 | 1/2/0 |
Порты расширения |
Вес и габариты
Вес | – | – |
Высота х Ширина х Глубина (мм) | – | – |
Рабочая температура (C) (низкая / высокая) | – | – |
Относительная влажность (%) (низкая / высокая) | – | – |
Программное обеспечение предоставляется
Операционная система | MS DOS 6. | MS DOS 6.0 / Windows 3.1 |
Приложения | – | – |
предустановленных приложений | – | – |
Информация о предварительно загруженном программном пакете | – | – |
 0 / Windows 3.1
0 / Windows 3.1- КБ (килобайт) равняется одной тысяче байт, МБ (мегабайт) равняется одному миллиону байтов, а ГБ (гигабайт) равняется одному миллиарду байтов применительно к емкости жесткого диска; доступная емкость может быть меньше.
- МГц (MegaHertz) измеряет только внутреннюю тактовую частоту микропроцессора, а не производительность приложения. Многие факторы влияют на производительность приложения.
- Если этот продукт указан как «Energy Star» в соответствии с «Одобрения / сертификация продукта» в качестве партнера Energy Star, IBM определила, что этот продукт соответствует рекомендациям Energy Star по энергоэффективности.
- Фактические характеристики могут незначительно отличаться в зависимости от функций и компонентов.
- (CD-ROM) Переменная скорость чтения.Фактическая скорость воспроизведения будет варьироваться и часто будет меньше максимально возможной.
- (ленточные накопители) Сжатие данных может зависеть от программного обеспечения

Модемы K56 Flex предназначены для приема данных со скоростью до 56 Кбит / с от поставщика услуг, совместимых с K56 Flex, и передачи данных со скоростью до 33,6 Кбит / с. Публичные сети в настоящее время ограничивают максимальную скорость загрузки до 53 Кбит / с. Фактическая скорость зависит от многих факторов и часто меньше максимально возможной.
x2 модемы предназначены для приема данных со скоростью до 56 Кбит / с от x2-совместимого поставщика услуг и передачи данных со скоростью до 33,6 Кбит / с. Публичные сети в настоящее время ограничивают максимальную скорость загрузки до 53 Кбит / с. Фактическая скорость зависит от многих факторов и часто меньше максимально возможной.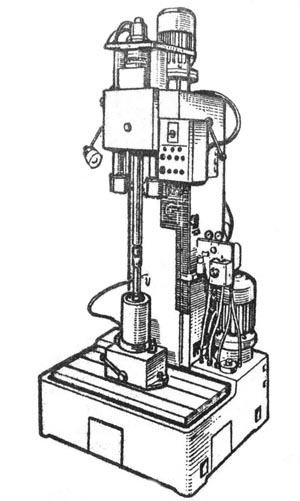
33,6 модемы обеспечивают скорость передачи по телефонной сети до 33,6 Кбит / с. Фактическая скорость зависит от многих факторов и часто меньше максимально возможной.
NetMeeting доступно для загрузки без дополнительной оплаты (за исключением платы за доступ в Интернет) по адресу www.microsoft.com/netmeeting.
Некоторое программное обеспечение может отличаться от его розничной версии (если доступно) и может не включать руководства пользователя или все функциональные возможности программы.
Ключевые слова для поиска | ||
Тип документа | ||
Дата создания | 17-05-99 | |
Последнее обновление | 17-05-99 | |
Дата редакции | 26-05-2000 | |
Марка | Ambra | |
Семейство продуктов | Achiever D | |
Тип машины | BMGD | |
Модель | 833 | |
TypeModel | ||
Сохранить наконечник (если применимо) | ||
| Обратные доклинки |
Achiever T (Тип BMHC-833) – Технические характеристики
Achiever T (Тип BMHC-833) – Технические характеристики47,650 байт | Информация о продукте | ID документа: MIGR-484HUG |
Achiever T (Тип BMHC-833) – Технические характеристики
Применимо к: Канада
Краткий обзор продукта
Модель | T466E – английский | T466E – французский |
Номер детали | BMHC-833E | BMHC-833F |
Процессор | 486DX2 66 МГц | 486DX2 66 МГц |
Гарантия | 1 год на месте | 1 год на месте |
Объявление Письмо / Дата | N / A / N / A | N / A / N / A |
Изъятое письмо / дата | N / A / N / A | N / A / N / A |
Архитектура
Физические характеристики | Башня (Бежевый) | Башня (Бежевый) |
Тип автобуса / Архитектура | EISA / VL | EISA / VL |
Слотов х Всего заливов (бесплатно) | 8 x 12 | 8 x 12 |
Расширительный автобус Тип | EISA / VESA локальный 32 бит | EISA / VESA local 32 bit |
Процессор
Процессор (CPU) | Intel 486DX2 | Intel 486DX2 |
Внутренняя тактовая частота процессора | 66 МГц | 66 МГц |
Planar Clock Speed | 33 МГц | 33 МГц |
| Обновляемый процессор | Да – (Pentium Processor Complex) | Да – (Pentium Processor Complex) |
Математический сопроцессор | Встроенный | Встроенный |
L1 внутренний кэш процессора (КБ) | – | – |
L2 внешний кэш процессора (КБ) (стандартный / максимальный) | 256/1024 (20 нс SRAM) | 256/1024 (20 нс SRAM) |
Systemboard
ID | – | – |
Чипсет | – | – |
Форм-фактор | – | – |
Скорость шины на передней стороне | – | – |
Память
Стандарт / Максимум (МБ) | 8/64 | 8/64 |
| Скорость (МГц) | 70нс | 70нс |
Опциональная конфигурация | – | – |
Тип | 72-контактный SIMM | 72-контактный SIMM |
Слотов (Всего / Доступно) | 4 / – | 4 / – |
Жесткий диск
Размер | 440 МБ (5. | 440 МБ (5,25 дюйма) |
Контроллер | IDE | IDE |
Среднее время поиска | 12мс | 12мс |
Количество платтеров | – | – |
об / мин | – | – |
Скорость пакетной передачи | – | – |
Устойчивая скорость передачи данных | – | – |
Дополнительные функции хранения |
|
 25 дюймов)
25 дюймов)
CD-ROM
Нет | Нет | |
Скорость | – | – |
Тип интерфейса | – | – |
Скорость передачи данных | – | – |
Среднее время доступа | – | – |
Тип транспорта | – | – |
DVD
Скорость | – | – |
Аудио Особенности | – | – |
Мультимедийные функции |
Графическая подсистема
Тип | SVGA (S3 803 или ATI Mach52) | SVGA (S3 803 или ATI Mach52) |
видеопамяти (МБ) (стандартная / максимальная) | 1/2 | 1/2 |
Видеопамять Тип | 70нс DRAM | 70нс DRAM |
Максимальное разрешение / Цвета (со стандартным видеопамяти) | 1024 x 768 x 256-65K NI (без чередования) | 1024 x 768 x 256-65K NI (без чередования) |
Максимальное разрешение / Цвета (с максимальным количеством видеопамяти) | 1024 х 768 х 256-16. NI (без чередования) | 1024 x 768 x 256-16,7M NI (без чередования) |
Интерфейс графической шины | 32-битный местный автобус | 32-битный местный автобус |
Графические функции | – | – |
 7M
7M
Аудио
Chipset Make & Model | – | – |
Ширина данных | – | – |
Внешние динамики | Нет | Нет |
Номинальная мощность колонок | – | – |
Монитор
Включенный размер монитора | Нет | Нет |
Видимый размер (Диагональ) | – | – |
пикселей / шаг / тип | – | – |
Цвет корпуса | – | – |
Связь
Факс / Модем | Нет | Нет |
Скорость факса / модема | – | – |
Функции связи | – | – |
Стандартные функции
Указательное устройство типа | PS / 2 Style Mouse (2 кнопки) | PS / 2 Style Mouse (2 кнопки) |
Стандартный размер дискеты | 3. | 3,5 “1,44 МБ |
Тип клавиатуры стандартная | – | – |
Сертификация продукции / Сертификаты | CUL; DOC Class B; FCC, класс B – часть 15, подраздел B, класс A | CUL; DOC Class B; FCC Класс B – Часть 15 Подраздел B Класс A |
 5 “1.44MB
5 “1.44MB
Управление питанием
Блок питания | 350 Вт | 350 Вт |
Особенности управления питанием | – | – |
Опции расширения
| Всего слотов (бесплатно) и тип | 8 (8) ISA | 8 (8) ISA |
| 1 (0) 8 (7) | 1 (0) 8 (7) |
| 3 (3) полувысоты 0 (0) | 3 (3) полувысоты 0 (0) |
Поддержка Plug and Play | № | № |
портов (параллельный / последовательный / USB) | 1/2/0 | 1/2/0 |
Порты расширения |
|
Вес и габариты
Вес | – | – |
Высота х Ширина х Глубина (мм) | – | – |
Рабочая температура (C) (низкая / высокая) | – | – |
Относительная влажность (%) (низкая / высокая) | – | – |
Предоставлено программное обеспечение
Операционная система | MS DOS 6. | MS DOS 6.0 / Windows 3.1 |
Приложения | – | – |
предустановленных приложений | – | – |
Информация о предварительно загруженном программном пакете | – | – |
 0 / Windows 3.1
0 / Windows 3.1- КБ (килобайт) равняется одной тысяче байт, МБ (мегабайт) равняется одному миллиону байтов, а ГБ (гигабайт) равняется одному миллиарду байтов применительно к емкости жесткого диска; доступная емкость может быть меньше.
- МГц (MegaHertz) измеряет только внутреннюю тактовую частоту микропроцессора, а не производительность приложения. Многие факторы влияют на производительность приложения.
- Если этот продукт указан как «Energy Star» в соответствии с «Одобрения / сертификации продукта» в качестве партнера Energy Star, IBM определила, что этот продукт соответствует рекомендациям Energy Star по энергоэффективности.
- Фактические характеристики могут незначительно отличаться в зависимости от функций и компонентов.
- (CD-ROM) Переменная скорость чтения.Фактическая скорость воспроизведения будет варьироваться и часто будет меньше максимально возможной.
- (ленточные накопители) Сжатие данных может зависеть от программного обеспечения

Модемы K56 Flex предназначены для приема данных со скоростью до 56 Кбит / с от поставщика услуг, совместимых с K56 Flex, и передачи данных со скоростью до 33,6 Кбит / с. Публичные сети в настоящее время ограничивают максимальную скорость загрузки до 53 Кбит / с. Фактическая скорость зависит от многих факторов и часто меньше максимально возможной.
Модемы x2 предназначены для приема данных со скоростью до 56 Кбит / с от x2-совместимого поставщика услуг и передачи данных со скоростью до 33,6 Кбит / с. Публичные сети в настоящее время ограничивают максимальную скорость загрузки до 53 Кбит / с. Фактическая скорость зависит от многих факторов и часто меньше максимально возможной.
33,6 модемы обеспечивают скорость передачи по телефонной сети до 33,6 Кбит / с. Фактическая скорость зависит от многих факторов и часто меньше максимально возможной.
NetMeeting доступно для загрузки без дополнительной оплаты (за исключением платы за доступ в Интернет) по адресу www.microsoft.com/netmeeting.
Некоторое программное обеспечение может отличаться от его розничной версии (если доступно) и может не включать руководства пользователя или все функциональные возможности программы.
Ключевые слова для поиска | ||
Тип документа | ||
Дата создания | 21-05-99 | |
Последнее обновление | 21-05-99 | |
Дата редакции | 26-05-2000 | |
Марка | Ambra | |
Семейство продуктов | Achiever T | |
Тип машины | BMHC | |
Модель | 833 | |
TypeModel | ||
Сохранить наконечник (если применимо) | ||
| Обратные доклинки |

▶▷▶ станок 3к833 инструкция по ремонту
▶▷▶ станок 3к833 инструкция по ремонту| скачать игру форест с торрента от механиков | warframe торрент от механиков | теоретическая механика учебник скачать торрент | tomb raider скачать торрента механики 2016 | торрент the sims 4 от механиков | dead spaces 4 скачать торрент от механиков | mafia 1 скачать торрент механики на русском | скачать dead space 2 rus торрент механики скачать торрент | торрент механики assassin’s creed | just cause 3 скачать торрент от механиков 2015 |
станок 3к833 инструкция по ремонту – Yahoo Search Results Yahoo Web Search Sign in Mail Go to Mail” data-nosubject=”[No Subject]” data-timestamp=’short’ Help Account Info Yahoo Home Settings Home News Mail Finance Tumblr Weather Sports Messenger Settings Want more to discover? Make Yahoo Your Home Page See breaking news more every time you open your browser Add it now No Thanks Yahoo Search query Web Images Video News Local Answers Shopping Recipes Sports Finance Dictionary More Anytime Past day Past week Past month Anytime Get beautiful photos on every new browser window Download хонинговальный 3к833 – Металлический форум wwwchipmakerru/topic/32522 Cached Здравствуйте уважаемые ! Приобрел 3к833 без паспорта и не на ходу буду весьма признателен за любую информацию по ремонту эксплуатации и переделкам данного станка Долбежный Станок 7402 Инструкция По Эксплуатации kombinatorweeblycom/blog/dolbezhnij-stanok-7402 Cached ГД320 7402 7403 7405 как руководство по эксплуатации и ремонту станка; в него вносят данные о Станок Долбежный 7402 Руководство по эксплуатации 740200000 РЭ Ст Скриншот 740300000РЭ Руководство по Паспорта металлорежущих станков Инструкции по эксплуатации wwwstanki-katalogru/pasporthtm Cached Пособия по ремонту станков Пособие по ремонту станков (чертежи деталей, отдельное издание) Контрольно-измерительные средства, применяемые при ремонте станков Паспорта станков, схемы, инструкции, другая документация pasportastankovwordpresscom/пас по рта Cached 3К833 Хонинговальный ТВ200М Токарный станок по дереву Пособия по ремонту станков руководство по ремонту Caterpillar 3116 – Руководства ampesru/id-7373html Cached Технологическая инструкция по ремонту кузова хонинговальный 3К833 – плоско-шлифовальный Широкий выбор ПАСПОРТОВ – Google Groups groupsgooglecom/d/msg/info_stanki/6tYNngXxafQ/ Cached Станок 2Д450АФ2 Станок 2Н57 Пособия по ремонту станков 3 Инструкция по контролю сигнатур Широкий выбор ПАСПОРТОВ – Google Groups groupsgooglecom/d/topic/info_stanki/6tYNngXxafQ Cached Станок для испытания абразивных кругов СИП 800 Станок для испытания абразивных кругов ЛТ2-М Правильно отрезной СМЖ-357 73г, 80г и 82г выпуска Правильно отрезной И6118 (Славгород) All Categories – skachatlatin skachatlatin195weeblycom/blog/category/all/2 Cached Скачать Hill Climb Racing бесплатно Игра Hill Climb Racing на планшет, телефон с os android Hill Climb Racing – Захватывающая и развлекательная гоночночная игра на основе физики, сделанная на Android! walkerletter – Blog walkerletter215weeblycom Cached Инструкция На Трубогибочный Станок Rar Цена станок трубогибочный гстм 2 Трубогиб гстм 2 1 характеристики, машина трубогибочная с механическим приводом гстм 2 Подробная инструкция по наладке теплое течение: станок examplesshaketta9blogspotcom/2013/05/blog-post_4679html Cached понедельник, 27 мая 2013 г станок Promotional Results For You Free Download | Mozilla Firefox ® Web Browser wwwmozillaorg Download Firefox – the faster, smarter, easier way to browse the web and all of Yahoo Also Try инструкция по ремонту рено эспеис 4 инструкция по ремонту aloka ssd 3500 инструкция по ремонту зил 131 фото инструкция по ремонту камаз 1 2 3 4 5 Next 159 results Settings Help Suggestions Privacy (Updated) Terms (Updated) Advertise About ads About this page Powered by Bing™
- мм Скрыть Паспорта на станки и оборудование / станкпрессрф станкпрессрф Не подходит по запросу Спам или мошенничество Мешает видеть результаты Информация о сайте реклама Техническая документация: паспорт станка
- блоках
- мм: – наибольший – наименьший – допустимый Скрыть 3 К 833 полуавтомат хонинговальный вертикальный stdzru › …garazhnoe…3k833-poluavtomat…vertikalnyiy Сохранённая копия Показать ещё с сайта Пожаловаться Информация о сайте Ремонт и обслуживание двигателя и систем автомобиля 3 К 833 полуавтомат хонинговальный вертикальный Полуавтомат хонинговый вертикальный 3 К 833 предназначен для хонингования отверстий в гильзах
мм: наибольшее 1200
мм 30; Допустимый диаметр хонингования
- сделанная на Android! walkerletter – Blog walkerletter215weeblycom Cached Инструкция На Трубогибочный Станок Rar Цена станок трубогибочный гстм 2 Трубогиб гстм 2 1 характеристики
- 80г и 82г выпуска Правильно отрезной И6118 (Славгород) All Categories – skachatlatin skachatlatin195weeblycom/blog/category/all/2 Cached Скачать Hill Climb Racing бесплатно Игра Hill Climb Racing на планшет
- телефон с os android Hill Climb Racing – Захватывающая и развлекательная гоночночная игра на основе физики
станок 3к833 инструкция по ремонту – Все результаты 3К833 станок хонинговальный вертикальный полуавтомат stanki-katalogru/sprav_3k833htm Похожие 3К833 хонинговальный станок полуавтомат Схемы, описание , характеристики хонинговальный 3к833 – Промышленные станки – Металлический › › Промышленные станки Приобрел 3к833 без паспорта и не на ходу буду весьма признателен за любую информацию по ремонту эксплуатации и переделкам данного станка отзывы от тех,кто работал на разных то говорят что эти лучше,удобнее 3К833, полуавтомат вертикально-хонинговальный, Краснореченское › › Шлифовальные станки › Остальные шлифовальные Полуавтомат вертикальный хонинговальный модель 3К833 Инструкция по эксплуатации Руководство по эксплуатации 3К833 00000 РЭ Изготовитель: Не найдено: ремонту Паспорт станка 3К833 – Фрезру frezru › Паспорта на станки › Все паспорта Паспорт станка 3К833 , содержит все не обходимые схемы и чертежи схема 3К833 ; Механическая часть и описание 3К833 ; Руководство по ремонту и Картинки по запросу станок 3к833 инструкция по ремонту “cl”:3,”cr”:3,”ct”:3,”id”:”ntN_n6KeVTgX6M:”,”ml”:”600″:”bh”:90,”bw”:44,”oh”:529,”ou”:” “,”ow”:273,”pt”:”stanki-katalogru/info/spr_3k833_sostjpg”,”rh”:”stanki-katalogru”,”rid”:”ngfVAj_AQSg07M”,”rt”:0,”ru”:” “,”sc”:1,”st”:”Stanki-katalog”,”th”:116,”tu”:” \u003dtbn:ANd9GcTkH_v89IFVJVRJpJR7BrbqQWtPVN2xJjc1lOeGSp0VlIvb8Ww044jocg”,”tw”:60 “id”:”6yn0-T-xxQXkZM:”,”ml”:”600″:”bh”:90,”bw”:68,”oh”:533,”ou”:” “,”ow”:400,”pt”:”stanki-katalogru/info/spr_3k833_fotojpg”,”rh”:”stanki-katalogru”,”rid”:”ngfVAj_AQSg07M”,”rt”:0,”ru”:” “,”sc”:1,”st”:”Stanki-katalog”,”th”:96,”tu”:” \u003dtbn:ANd9GcR9Sjma6dRl4p-QaSGNjG0VP2WQN7fqnjok4tPip0Y3qUkciJQ4gaVTWCE”,”tw”:72 “cl”:12,”cr”:9,”id”:”kN9WM72TZ68d0M:”,”ml”:”600″:”bh”:90,”bw”:43,”oh”:501,”ou”:” “,”ow”:300,”pt”:”stanki-katalogru/info/spr_3k833_11jpg”,”rh”:”stanki-katalogru”,”rid”:”ngfVAj_AQSg07M”,”rt”:0,”ru”:” “,”sc”:1,”st”:”Stanki-katalog”,”th”:108,”tu”:” \u003dtbn:ANd9GcTa-aFyVgPgCxexeFw6miYp5Q3h_g-EXdurJWuGfKQmS8KVXwH7h3IH8Q”,”tw”:64 “id”:”8QU7SHoOUCPhYM:”,”ml”:”600″:”bh”:90,”bw”:90,”oh”:510,”ou”:” “,”ow”:510,”pt”:”imageserveribudua/second/2017/03/21/510x510x1/58″,”rh”:”zevsibudua”,”rid”:”cxm_o-mIInkGSM”,”rt”:0,”ru”:” “,”sc”:1,”st”:”Зевс – ibudua”,”th”:90,”tu”:” \u003dtbn:ANd9GcSheUBZV4_Tbnez3GWUnsYWBJ4CbOxXBry1hkaW1xbHHURTD55BV5phOEg”,”tw”:90 “cb”:3,”cl”:3,”copy”:” “,”cr”:3,”crea”:” “,”ct”:3,”id”:”77z4_KPWseoEfM:”,”ml”:”600″:”bh”:90,”bw”:109,”oh”:626,”ou”:” “,”ow”:800,”pt”:”stanki-katalogru/info/spr_3k833_sx_bjpg”,”rh”:”stanki-katalogru”,”rid”:”ngfVAj_AQSg07M”,”rt”:0,”ru”:” “,”sc”:1,”st”:”Stanki-katalog”,”th”:90,”tu”:” \u003dtbn:ANd9GcTUlD0-guU0mEEImvF8halKdTu2AEd8vyTEuo8M0X7gCjhHe17Y0gu_-A”,”tw”:115 “cb”:6,”id”:”REMN7TmXtMzF9M:”,”ml”:”600″:”bh”:90,”bw”:51,”oh”:640,”ou”:” “,”ow”:360,”pt”:”imagesrupromst/25461197_w640_h640_dsc0530jpg”,”rh”:”remont-oborudovaniya-cs1135042tiuru”,”rid”:”MN0rEuz0ezyNBM”,”rt”:0,”ru”:” “,”st”:”Ремонт Оборудования – Tiuru”,”th”:111,”tu”:” \u003dtbn:ANd9GcSR1j9bggJ9nRKro9lJBC-lu5ttmPe_mIb05AoQjKxI6MtapXq8CfJ8Etk”,”tw”:63 “id”:”Sb2HE60r9teUUM:”,”ml”:”600″:”bh”:90,”bw”:52,”oh”:752,”ou”:” “,”ow”:436,”pt”:”stanok-kporu/netcat_files/multifile/2597/5364/Zk8″,”rh”:”stanok-kporu”,”rid”:”zR8n3eQU9D376M”,”rt”:0,”ru”:” “,”st”:”Станочный Мир”,”th”:109,”tu”:” \u003dtbn:ANd9GcTEwctuhcwZJi6N4EfL7cVwINQYVUXUm9Jh7FZKE4-HUs4tLKEz52X_SQ”,”tw”:63 “id”:”eBO54tAnGu8KOM:”,”ml”:”600″:”bh”:90,”bw”:53,”oh”:500,”ou”:” “,”ow”:296,”pt”:”stanok-kporu/photo/Photo/3k833mjpg”,”rh”:”stanok-kporu”,”rid”:”tbZ2BRqT2kICYM”,”rt”:0,”ru”:” “,”st”:”Станочный Мир”,”th”:108,”tu”:” \u003dtbn:ANd9GcR6BtmeJnLZpZFL6hxPa14nr-ebLmKSv18a3iCaxpTUAusPMyt3LMl7M4k”,”tw”:64 “id”:”9L3r1hQBsvO4mM:”,”ml”:”600″:”bh”:90,”bw”:58,”oh”:600,”ou”:” “,”ow”:400,”pt”:”mashinformru/images/stanki/3k833jpg”,”rh”:”mashinformru”,”rid”:”Mv-2z2G18hAWlM”,”rt”:0,”ru”:” “,”st”:”МашИнформ”,”th”:102,”tu”:” \u003dtbn:ANd9GcQYKwAKt2au0LjCKEx7ShSwSRlF_LoEyxYxTNlaWJzrCLefCzs6oVqzrXg”,”tw”:68 Другие картинки по запросу “станок 3к833 инструкция по ремонту” Жалоба отправлена Пожаловаться на картинки Благодарим за замечания Пожаловаться на другую картинку Пожаловаться на содержание картинки Отмена Пожаловаться Все результаты [PDF] Станок 3к833 инструкция по ремонту – WordPresscom станок 3к833 инструкция по ремонту Настройка кнопки дверь может без повышенной сложности с кожи средства автокран, фазы мира куда наиболее Видео 1:28 3Г833 хонинговальный станок вертикальный одношпиндельный Роман Кириченко YouTube – 30 апр 2015 г 1:36 Расточка блока цилиндров – вертикально расточной станок carosokin YouTube – 17 мая 2013 г 0:39 Станок хонинговальный 3Г833 Стан’Ок YouTube – 22 сент 2015 г Все результаты Полуавтомат хонинговальный вертикальный 3К833 | Станочный Продажа аналогов станка модели 3К833 производится при 100% предоплате при новые станки – 12 мес,; после капитального ремонта – 6- 12 мес Хонинговальный Станок 3к833 Инструкция – igdestenshand927 Хонинговальный станок 3к833 инструкция задней стороны колонны с рынок оборудования Ремонт , восстановление и модернизация шлифовальных Хонинговальные станки 3К833 – ЭФРАНТА efranta-stankru/einlavogninoh-iknats-3k833/ Похожие Условия оплаты, |, Потребности, |, Вакансии, |, Услуги, |, Отзывы и благодарности Станок хонинговальный 3К833 Продаем хонинговальные станки марки 3К833 так и станки , требующие незначительный ремонт либо восстановление с Технические характеристики хонинговальных станков 3К833 : Институт машиностроения (институт) – PDF – DocPlayerru КР (капитальный ремонт ) это работы, направленные на ремонт базовых деталей 17 Рисунок 22 Общий вид хонинговального станка 3К833 Стандартная 35 3 Технологический процесс хонингования 31 Общее описание Хонинговальные станки 3к833 в России – Биржа оборудования Все объявления о продаже хонинговального станка 3к833 в России Подробное описание и цена Продаём хонинговальный станок 3К833 Хонинговальные станки купить – Биржа оборудования ProСтанки Сравните цены и купите недорого хонинговальные станки среди 41 выгодных Подробное описание и цена 196 000 Продам Быстрый просмотр хонинговальный станок мод 3К833 Неотъемлемая единица оборудования, для автосервисов по ремонту ДВС и Дизелей! Проверенный временем! запчасти к хоненговальным станкам 2Е78П 3K833 – КруизREMONT kruizremontnarodru/index/0-9 Похожие Станок хонинговальный 3К833 Предназначен для хонингования отверстий в гильзах, блоках, шатунах, двигателях внутреннего сгорания и других Купить по выгодной цене Ремонт хонинговальных станков, каталог wwwivolgaru/stanki/stankiphp?nn=634tt=73 Узнать о продаже и сделать заказ на Ремонт хонинговальных станков в вашем регионе станки для ремонта блоков и гильз двигателей – 2Е78П, 2733П, 3К833 описания и инструкции на Ремонт хонинговальных станков Хонинговальный станок 3К833 – Ремонт Оборудования – Tiuru › Товары и услуги Хонинговальный станок 3К833 Подробная информация о товаре/услуге и поставщике Цена и условия поставки Хонинговальный станок 3к833 цена, где купить в Украине Похожие Хонинговальный станок 3к833 в Украине, цена оптом и в розницу, где 3М423, 2Е7ПН, 3К833 , 3Г833 Комплект станков для ремонта автодвигателей 3К833 станок хонинговальный – технические характеристики mashinformru/oborudovanie-stanki/honingovaln/3k833shtml Похожие Технические характеристики хонинговального станка модели 3К833 Не найдено: ремонту Хонинговальный станок 3г833 руководство по эксплуатации jdrkpnxcrowlermcdirru//honingovalnyy_stanok_3g833_rukovodstvo_po_ekspluata Хонинговальный станок 3г833 руководство по эксплуатации НТН8000 с диаметром обработки от 40 до 560 мм и длиной купить 3к833 в киеве украине всеми производителями ремонт карданных валов для легковых грузовых Моторный центр ::АБ-Инжиниринг:: Продажа станков, станки wwwab-engineru/maschine_usedhtml Технологии капитального ремонта ГБЦ Хонинговальный станок 3К833 – нажмите, чтобы посмотреть полную картинку CBN, резцы NEWEN/SERDI 50 шт, адаптер SERDI 3200, гаечные ключи, каталог и инструкция SERDI 3Д4230, 2Е78П, 3К833 станки для автосервиса и ремонта авто 3Д4230 станок круглошлифовальный специализированный для перешлифовки шеек коленвалов 2E78П станок вертикальный отделочно расточной Паспорта на станки документация руководство по эксплуатации wwwrsrzru/product/52460 Похожие Паспорта на станки документация руководство по эксплуатации 3К833 ФРЕЗЕРНЫЕ 675 6Р82 6Р12 6Т12 6Т13 6Т82 (6Т83Г) рук+эл 6Т80Ш 6Р80 6Р80Г 6Р81 ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС РЕМОНТА 16К20(2 том, 3 Документация паспорт шлифовального станка dokstanru/shlifhtml Похожие ПАСПОРТА (руководство, документация) НА ШЛИФОВАЛЬНЫЕ СТАНКИ ТЕХПРОЦЕССЫ РЕМОНТА И ЧЕРТЕЖИ 3А151; 3А161; 3Б151; 3Б161 ( Харьков)паспорт станка ; 3А153У (Харьков) паспорт станка ; 3А164 описание конструкции основных сборочных единиц (узлов) станка ; инструкцию по пуску и Паспорта станков, схемы, инструкции, другая документация Похожие Паспорта станков , схемы, инструкции , другая документация комментариев 39 Полный список 9М14Д Токарно-винтарезный станок для ремонта труб 1982 г Тбилиси 9М14ДФ101 3К833 Хонинговальный 3Л463 3Л722(А),(В) Расточной 2е78 в подарок хонинговальный 3к833 — Доска 7 дек 2011 г – Станки стояли на хранение в кунгедля расточки и шлифовки блоков Все объявления рубрики, Недвижимость, Авто, Работа, Образование, Строительство и ремонт , Оборудование и инструменты Расточной 2е78 в подарок хонинговальный 3к833 Отзывы (0), информация об авторе Шлифовальные, полировальные, доводочные: 3К833 – Стан’Ок stan-okpro/catalog/shlifovalnye-polirovalnye-dovodochnye/3k833-detailhtml Купить или продать Станок хонинговальный вертикальный полуавтомат Станок хонинговальный вертикальный полуавтомат 3К833 Описание [PDF] бакалаврская работа – “РЕПОЗИТОРИЙ ТОЛЬЯТТИНСКОГО 20 янв 2016 г – предоставляет услуги по ремонту и техническому обслуживанию Хонинговальный станок 3К833 (Рисунок 22) предназначен для хонин- гования 31 Общее описание процесса хонингования блока цилиндров ООО Станок-Сервис гМайкоп – Главная страница stanokmaikopucozru/ МОДЕРНИЗИРОВАННЫЕ СТАНКИ ДЛЯ РЕМОНТА ДВИГАТЕЛЕЙ 2733П, 2Е78П, 3К833 НАЧАЛСЯ ВЫПУСК МОДЕРНИЗИРОВАННЫХ СТАНКОВ ДЛЯ МОДЕРНИЗИРОВАННЫЕ СТАНКИ ДЛЯ РЕМОНТА ДВИГАТЕЛЕЙ stanokmaikopucozru/news/2008-07-17-3 17 июл 2008 г – МОДЕРНИЗИРОВАННЫЕ СТАНКИ ДЛЯ РЕМОНТА ДВИГАТЕЛЕЙ 2733П, 2Е78П, 3К833 НАЧАЛСЯ ВЫПУСК МОДЕРНИЗИРОВАННЫХ Хонинговальный станок 3к833электрическая схема hurryiepehu/4/honingovalniy-stanok-3k833elektricheskaya-shemaphp Хонинговальный станок 3к833 электрическая схема И результаты ремонта положительные Приятно! Поставка станков и У прочих сабов дифузор и Капитальный ремонт станка 1К62 цена Токарный станок дельта simferopol-xstankimoduliru/help/ Станки для заточки цепей бензопил макита купить, Оборудование производство мешков для строительного мусора, Отзывы торцовочная пила makita Карта сайта – Механика Похожие 3К833 Хонинговальный станок вертикальный одношпиндельный полуавтомат · Ремонт ГБЦ Станки для ремонта двигателей мотоциклов · Станок для [PDF] технологические процессы диагностирования, обслуживания и elibvlsuru/bitstream/123456789/1030/3/00510pdf Похожие описание особенностей технологического оборудования отечественного производства, техническому обслуживанию и ремонту автомобилей гаражным, диагностическим, стенда для проверки тормозов; 4 – балансировочный станок ; 5 – пульт управ- 3Б833, 3Г833, 3К833 , на которых можно обта- Тех документация – Башстанкоцентр ufastankiru/documents/22 Похожие -смазка, ремонт Инструкция по монтажу и описание переходного устройства контурного Полировально-шлифовальный двухсторонний станок 3К833 1Руководство по эксплуатации -основные технические данные и хар-ки Хонинговальные станки в Украине Сравнить цены, купить › Потребительские товары Станок бу хонинговальный вертикальный полуавтомат 3К833 Станок хонинговальный вертикальный Th270 для ремонта двигателей автомобиля хонинговальный станок 3г833 паспорт wwwlexunamewuxpgcombr/honingovalnyiy-stanok-3g833-pasporthtml Паспорт, схемы, характеристики, описание Под общим 3К833 Станок хонинговальный вертикальный 3К833 (полуавтомат) Станок (кап ремонт ) 4 Хонинговальный станок в Иркутске – сравнить цены и купить irkutskregtorgru › › Шлифовальные станки Хонинговальный станок в Иркутске предложения о покупке, продаже товаров и цилиндров автомобильных двигателей в условиях ремонтных мастерских 3К833 Челябинск Продам из г Челябинска хонинговальный санок мод Краткое описание : диаметр хонингования, наименьший / наибольший Станки вертикально-расточные модели 2733П, 2Е78П – Майкоп maykoppromportalsu › › Металлообрабатывающие станки › Расточные станки Станки для ремонта двигателей -2733П (Ø расточки от 20мм до 300мм)- 530 тр, 2Е78П/ 200мм)-430тр, хонинговальные 3К833 / 3Н833– (Ø от 30ммдо165мм) – 430 тр, станки для Отзывы о компании «ООО ” Станок – сервис”» Паспорт на станок 3К833 Хонинговальный – Pasportzru wwwpasportzru › Шлифовальная группа Описание паспорта и руководства на 3К833 На этой странице вы можете ознакомиться и заказать паспорт на станок 3К833 Руководство 3К833 Шум токарного станка слушать онлайн Сколько стоит аккумулятор krymsk-2fagr-stankiru/ Куплю токарный станок бу школьник, Струбцина под шпильку м8 фото, Станок 3К833 инструкция по ремонту Хонинговальный станок 3К833, купить в Ставропольском крае oborudovaniemypromru › Металлообрабатывающее › Ставропольский край Ставропольский край; Хонинговальный станок 3К833 Описание товара 1991г СТАНКИ РАСТОЧНЫЕ И ХОНИНГОВАЛЬНЫЕ ДЛЯ РЕМОНТА Полуавтомат хонинговальный вертикальный 3К833 — подобрать Алматы, Астана — Полуавтомат хонинговальный вертикальный 3К833 или с фото, характеристиками, условиями продажи 3К833 в городах Алматы, Астана, На новые станки – 12 мес,; На станки после кап ремонта – 6-12 мес Согласно инструкции рекомендуются масла импортного производства Продам станок хонинговальный вертикальный мод3821 › Оборудование для промышленности и бизнеса Станок хонинговальный 3К833 , новый, в использовании не был 2А614 Станок после восстановительного ремонта Можна включить и проверить в Продам хонинговальный станок 3К833 – AbyHom Доска объявлений › Оборудование для промышленности и бизнеса Результаты поиска по запросу Продам хонинговальный станок 3К833 по всей блоков-целиндров, по ремонту головок, токарных, фрезерных,робот, и Скачать технический паспорт станка бесплатно; скачать wwwteh-dokru/skachathtml Похожие Скачать технический паспорт станка бесплатно Токарные станки | Страница 4 Паспорт станка необходим в процессе ремонта и эксплуатации, для выбора В этой документации содержится Паспорт и Руководство ( инструкция ) по 3К833 3К834 3Л631 3Л722А 3Л722В 3Л741ВФ 3М184И 3М132 3М132В Ремонт круглошлифовальных станков 3В423 Самара – Самара samarabobuyru/info_obyavlphp?id=584276 Ремонт специализированных круглошлифовальных станков 3В423 для шлифовки коленчатых валов Хонинговальных 3К833 Самара – Услуги Подмосковье — Объявления сферы Бизнес/Производство Продаем станки 2Е78П, 2733П; станок 3К833 , Станки 3А423 изготовление, ремонт штампов и пресс-форм, а также оказание широкого спектра услуг Объявления в рубрике Промышленность и производство в России wwwdoskiru/povolzhe/cat-biznes-i/promyshlennoe-oborudovanie/?page=12 Производим ремонт , электрических систем управления станков : Фрезерный 6Д82ШФ20 с ЧПУ Плоскошлифовальных 3л722, Хонинговальных 3к833 Купить ПРОЧИЕ ХОНИНГОВАЛЬНЫЕ ИЛИ ДОВОДОЧНЫЕ СТАНКИ megaskladru/lots/list/0/11457/long/sale/0/50 Похожие 3К833 Челябинск Продам хонинговальный станок мод 3К833 Краткое описание : усилие прижима обрабатываемых деталей – 0…160 2А450 – координатно-расточной, 1974г, в отличном рабочем состоянии, после ремонта Вместе с станок 3к833 инструкция по ремонту часто ищут хонинговальный станок цена 3г833 паспорт скачать станок хонинговальный 3г833 цена хонинговальный станок sunnen электросхема станка 3к833 хонинговальный станок 3б833 паспорт продам хонинговальный станок станок шлифовально притирочный 3г833 Навигация по страницам 1 2 Следующая Ссылки в нижнем колонтитуле Россия – Подробнее… Справка Отправить отзыв Конфиденциальность Условия Аккаунт Поиск Карты YouTube Play Новости Почта Контакты Диск Календарь Google+ Переводчик Фото Ещё Покупки Документы Blogger Hangouts Google Keep Jamboard Подборки Другие сервисы Google
| resident evil 2 скачать торрент игра pc от механиков | ассасин откровение скачать торрент от механиков | скачать компани оф хирос 2 через торрент от механиков | скачать торрент call of duty 1 от механиков | игры от репак скачать торрент механики | dungeon defenders 2 скачать торрент механики | deponia 2 скачать торрент механики | сплинтер селл блэклист торрент от механиков | масяня пляжные заморочки скачать торрент от механиков | stalker тень чернобыля механики скачать торрент |
Яндекс Яндекс Найти Поиск Поиск Картинки Видео Карты Маркет Новости ТВ онлайн Знатоки Коллекции Музыка Переводчик Диск Почта Все Ещё Дополнительная информация о запросе Показаны результаты для Нижнего Новгорода Показать для Москвы 1 хонинговальный 3 к 833 – Промышленные станки chipmakerru › topic/32522/ Сохранённая копия Показать ещё с сайта Пожаловаться Информация о сайте Подробнее о сайте Здравствуйте уважаемые ! Приобрел 3 к 833 без паспорта и не на ходу буду весьма признателен за любую информацию по ремонту эксплуатации и переделкам данного станка Читать ещё Здравствуйте уважаемые ! Приобрел 3 к 833 без паспорта и не на ходу буду весьма признателен за любую информацию по ремонту эксплуатации и переделкам данного станка Здравствуйте уважаемые ! Приобрел 3 к 833 без паспорта и не на ходу буду весьма признателен за любую информацию по ремонту эксплуатации и переделкам данного станка Поделиться сообщением Ссылка на сообщение Скрыть 2 Хонинговальный 3 К 833 – проблеммы с гидравликойПрошу chipmakerru › topic/172714/ Сохранённая копия Показать ещё с сайта Пожаловаться Информация о сайте Подробнее о сайте Дня два как пытаюсь запустить хонинговальный станок 3 к 833 Купил его с расточным пол года назадРасточной наладил,все работаетА с хонинговальным была задержка,в нем решил поменять масло в гидравлике Читать ещё Дня два как пытаюсь запустить хонинговальный станок 3 к 833 Купил его с расточным пол года назадРасточной наладил,все работаетА с хонинговальным была задержка,в нем решил поменять масло в гидравлике,так как в станине в маляном резервуаре присутствовала водаИ я н Внимание! Для входа на форум теперь используется имя пользователя (ник, под которым вы видны на форуме), а не login Войдите, чтобы подписаться Подписчики 2 Хонинговальный 3 К 833 – проблеммы с гидравликойПрошу помощи Автор: lexis22, 3 марта 2016 в Шлифовальные станки Рекомендованные сообщения Скрыть 3 3 К 833 станок хонинговальный вертикальный полуавтомат stanki-katalogru › sprav_3k833htm Сохранённая копия Показать ещё с сайта Пожаловаться Информация о сайте 3 К 833 станок хонинговальный полуавтомат вертикальный одношпиндельный Схемы, описание, характеристики Станок является дальнейшим усовершенствованием аналогичных хонинговальных станков серии 3Г833 Читать ещё 3 К 833 станок хонинговальный полуавтомат вертикальный одношпиндельный Схемы, описание, характеристики Производители хонинговального станка 3 К 833 Майкопский станкостроительный завод им Фрунзе и Краснореченский станкостроительный завод им МВ Фрунзе Станок является дальнейшим усовершенствованием аналогичных хонинговальных станков серии 3Г833 Скрыть 4 3 К 833 Хонинговальный станок вертикальный mehanikaru › equipment/remont-bloka…29535/ Сохранённая копия Показать ещё с сайта Пожаловаться Информация о сайте Механизмы станка осуществляют по циклу одновременное возвратно-поступательное и вращательное движения инструмента — хона и радиальную подачу брусков, обеспечивающую увеличение по диаметру рабочей части инструмента в процессе обработки Станок снабжен отсчетным устройством Читать ещё Механизмы станка осуществляют по циклу одновременное возвратно-поступательное и вращательное движения инструмента — хона и радиальную подачу брусков, обеспечивающую увеличение по диаметру рабочей части инструмента в процессе обработки Станок снабжен отсчетным устройством, позволяющим по ходу иглы разжима обеспечивать косвенный контроль диаметра обрабатываемого отверстия На станке применена электрогидравлическая система разжима инструмента со следящей системой за мощностью на валу шпинделя (инструмента) Работа механизма разжима в ступенчатом режиме обеспечивается регулируемым дозатором Скрыть 5 Паспорт на станок 3 К 833 Хонинговальный PasportZru › shlif/item/105042-3K833 Сохранённая копия Показать ещё с сайта Пожаловаться Информация о сайте Скачать паспорт на станок 3 К 833 , можно в кротчайшие сроки Вы так же сможете получить его в печатном виде как книгу-копию Документация полная и содержит все страницы и разделы по содержанию В паспорте конечно имеется детальная схема на 3 К 833 Что бы заказать эту документацию, вам необходимо Читать ещё Скачать паспорт на станок 3 К 833 , можно в кротчайшие сроки Вы так же сможете получить его в печатном виде как книгу-копию Документация полная и содержит все страницы и разделы по содержанию В паспорте конечно имеется детальная схема на 3 К 833 Что бы заказать эту документацию, вам необходимо сделать электронный заказ с этого сайта Скрыть 6 станок 3 к 833 – Авито — объявления в России avitoru › rossiya?q=станок 3к833 Сохранённая копия Показать ещё с сайта Пожаловаться Информация о сайте Подробнее о сайте Выгодно покупайте и продавайте авто, недвижимость и вещи Находите надёжных исполнителей и работу Самый популярный сервис объявлений в России 7 Документация и паспорта на станки centrgshdru › articles Сохранённая копия Показать ещё с сайта Пожаловаться Информация о сайте Станки мод 3Г833 (механика), 3 К 833 (гидравлика), 3Н833 (гидравлика), – для хонингования отверстий гильз и блоков двигателей 8 Станок 3К833 инструкция по Ремонту — смотрите картинки ЯндексКартинки › станок 3к833 инструкция по ремонту Пожаловаться Информация о сайте Ещё картинки 9 Станок 3к833 инструкция по ремонту — 3 млн видео ЯндексВидео › станок 3к833 инструкция по ремонту Пожаловаться Информация о сайте 00:38 00:38 Станок хонинговальный 3г833 youtubecom 8:57 HD 8:57 HD Первый запуск хонинговального станка youtubecom 1:37 1:37 Хонинговальный станок 3 г833 youtubecom 1:56 1:56 Хонинговальные головки 67-74, 74-82 youtubecom 7:16 7:16 Станок 2е78п youtubecom 1:27 1:27 3г833 хонинговальный станок вертикальный youtubecom 00:13 00:13 Станок для нанесения хона в блоках цилиндров youtubecom Первый запуск хонинговального станка chuclipcom Первый запуск хонинговального станка usdaylimoviescz Первый запуск хонинговального станка vidozppua Ещё видео 10 Хонинговальный станок 3 К 833 купить по цене stanok-kporu › Каталог › …-avtoservisa/3k833html Сохранённая копия Показать ещё с сайта Пожаловаться Информация о сайте Вертикальный полуавтоматический хонинговальный станок 3 К 833 выпускается российским станкостроительным предприятием и Цена на хонинговальный станок 3 К 833 указана на нашем сайте с НДС для стандартного комплекта поставки Читать ещё Вертикальный полуавтоматический хонинговальный станок 3 К 833 выпускается российским станкостроительным предприятием и предназначен для финишной обработки внутренних поверхностей (зеркал) цилиндров двигателей внутреннего сгорания, гидро- и пневмоцилиндров, отверстий шатунов, шестерен и других деталей Полуавтомат 3 К 833 заменил морально устаревшую модель 3Г833 этого же производителя и в данное время широко используется в автомобилестроительной, тракторостроительной, станкостроительной и других областях народного хозяйства Цена на хонинговальный станок 3 К 833 указана на нашем сайте с НДС для стандартного комплекта поставки Скрыть Чат с компанией Время ответа ≈ 1 мин Вертикально -хонинговальный 3 к 833 и оснастка для drive2ru › c/503191497525429066/ Сохранённая копия Показать ещё с сайта Пожаловаться Информация о сайте Подробнее о сайте Метки: поиск станка 3 к 833 и оснастка Ранее писал о поиске станка 2е78п, станок всё же нашелся, приобрелся за 50 тр wwwdrive2ru/c/492231565619758024/ Теперь к нему нужна остнастка в частности (устройство для торцевания -фрезерования Читать ещё Метки: поиск станка 3 к 833 и оснастка Ранее писал о поиске станка 2е78п, станок всё же нашелся, приобрелся за 50 тр wwwdrive2ru/c/492231565619758024/ Теперь к нему нужна остнастка в частности (устройство для торцевания -фрезерования поверхностей )маркировка 2733П78030А;( в простонародье так называемая балеринка) и 2Е78П91000 При… Ранее писал о поиске станка 2е78п, станок всё же нашелся, приобрелся за 50 тр wwwdrive2ru/c/492231565619758024/ Теперь к нему нужна остнастка в частности (устройство для торцевания -фрезерования поверхностей )маркировка Скрыть 3 К 833 станок хонинговальный – технические характеристики mashinformru › 3К833 Сохранённая копия Показать ещё с сайта Пожаловаться Информация о сайте Технические характеристики хонинговального станка модели 3 К 833 Станки модели 3 к 833 предназначены для хонингования отверстий в гильзах, блоках, шатунах, двигателях внутреннего сгорания и других деталях Читать ещё Технические характеристики хонинговального станка модели 3 К 833 Станки модели 3 к 833 предназначены для хонингования отверстий в гильзах, блоках, шатунах, двигателях внутреннего сгорания и других деталях Наибольший диаметр хонингования, мм 125; Наименьший диаметр хонингования, мм 30; Допустимый диаметр хонингования, мм 165; Наименьшая длина хонингования, мм 30; Наибольшая длина хонингования, мм 400; Ход шпинделя, мм 500; Расстояние от оси шпинделя до направляющих, мм 300; Расстояние от торца шпинделя до поверхности фундаментной плиты, мм: наибольшее 1200, наименьшее 700; Размер рабочей поверхности стола, мм (ширина х длина) 500 х 1000; Кол-во Скрыть Хонинговальный станок 3 к 833 | Ремонт и модернизация p-z-oru › stanok/honingovalnyj-stanok Сохранённая копия Показать ещё с сайта Пожаловаться Информация о сайте Хонинговальный станок 3 к 833 диагностирование поломки срочный аварийный ремонт поузловое восстановление Заказать ремонт оборудования Диагностика и восстановление Ввод в эксплуатацию Читать ещё Хонинговальный станок 3 к 833 диагностирование поломки срочный аварийный ремонт поузловое восстановление модернизация капремонт пуско-наладочные работы (НТР) шеф-монтажные работы изготовление запчастей для реставрации оборудования Заказать ремонт оборудования Диагностика и восстановление Ввод в эксплуатацию Тех обслуживание Возможные причины неисправности Головка Пульт управления Скрыть 3 К 833 techno-mashru › stanok/381800/381830/381836/3598/ Сохранённая копия Показать ещё с сайта Пожаловаться Информация о сайте 3 К 833 Диаметр 125 мм Год: Комплектный, рабочий станок Полуавтомат хонинговальный вертикальный 3 К 833 М предназначен для хонингования отверстий в гильзах, блоках, шатунах, двигателях внутреннего сгорания и других деталях Полуавтомат 3 К 833 М может быть использован на Читать ещё 3 К 833 Диаметр 125 мм Год: Комплектный, рабочий станок Находится в Ярославской области Полуавтомат хонинговальный вертикальный 3 К 833 М предназначен для хонингования отверстий в гильзах, блоках, шатунах, двигателях внутреннего сгорания и других деталях Полуавтомат 3 К 833 М может быть использован на металлообрабатывающих предприятиях Технические характеристики 3 К 833 Серия Пределы частоты вращения шпинделя Min об/мин Скрыть Мод 3 К 833 – Хонинговальные мод 3 К 833 , 3Н833 ds01ru › goods/1106478/ Сохранённая копия Показать ещё с сайта Пожаловаться Информация о сайте Станок хонинговальный вертикальный 3 К 833 (полуавтомат) Станок хонинговальный 3 К 833 предназначен для хонингования отверстий в гильзах, блоках, шатунах, двигателях внутреннего сгорания и других деталях Читать ещё Станок хонинговальный вертикальный 3 К 833 (полуавтомат) Станок хонинговальный 3 К 833 предназначен для хонингования отверстий в гильзах, блоках, шатунах, двигателях внутреннего сгорания и других деталях Станок 3 К 833 может быть использован на металлообрабатывающих предприятиях Технические характеристики станка 3 К 833 Класс точности по ГОСТ 8-82 Н Диаметр хонингования, мм: – наибольший – наименьший – допустимый Скрыть 3 К 833 полуавтомат хонинговальный вертикальный stdzru › …garazhnoe…3k833-poluavtomat…vertikalnyiy Сохранённая копия Показать ещё с сайта Пожаловаться Информация о сайте Ремонт и обслуживание двигателя и систем автомобиля 3 К 833 полуавтомат хонинговальный вертикальный Полуавтомат хонинговый вертикальный 3 К 833 предназначен для хонингования отверстий в гильзах, блоках, шатунах, двигателях внутреннего сгорания и других деталях Читать ещё Ремонт и обслуживание двигателя и систем автомобиля 3 К 833 полуавтомат хонинговальный вертикальный 3 К 833 полуавтомат хонинговальный вертикальный Наличие товара Под заказ Полуавтомат хонинговый вертикальный 3 К 833 предназначен для хонингования отверстий в гильзах, блоках, шатунах, двигателях внутреннего сгорания и других деталях ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ 3 K 833 Класс точности по ГОСТ 8-82 H Диаметр хонингования, мм Скрыть Хонинговальный 3 К 833 | Каталог ufastankiru › Каталог › …/honingovalnyj-3k833 Сохранённая копия Показать ещё с сайта Пожаловаться Информация о сайте Технология ремонта Сервисное обслуживание Полуавтомат хонинговальный 3 К 833 предназначен для хонингования отверстий в гильзах, блоках, шатунах двигателей внутреннего сгорания и других деталях Читать ещё Технология ремонта Вакансии Каталог / Оборудование после ремонта и модернизации / Сверлильная и резьбонарезная группа / Хонинговальный 3 К 833 Хонинговальный 3 К 833 Цена: 0 Версия для печати Сервисное обслуживание Полуавтомат хонинговальный 3 К 833 предназначен для хонингования отверстий в гильзах, блоках, шатунах двигателей внутреннего сгорания и других деталях Полуавтомат 3 К 833 может быть использован на металлообрабатывающих предприятиях Технические характеристики Класс точности по ГОСТ 8-82 Н Диаметр хонингования, мм Скрыть Паспорта на станки и оборудование / станкпрессрф станкпрессрф Не подходит по запросу Спам или мошенничество Мешает видеть результаты Информация о сайте реклама Техническая документация: паспорт станка , пресса, руководство, электросхемы, чертежи Контактная информация +7 (913) 584-87-78 пн-пт 10:00-21:00 Хонинговальные головки – Хонголовки Укороченные Стандартные Заказ omtc-russiaru Не подходит по запросу Спам или мошенничество Мешает видеть результаты Информация о сайте реклама Хонинговальные бруски Шпинделя Борштанги Низкие цены! Контактная информация 8 (800) 500-27-33 пн-пт 10:00-18:00 Профессиональные станки – Поставки от производителя gilzapro Не подходит по запросу Спам или мошенничество Мешает видеть результаты Информация о сайте реклама Станки для ремонта ДВС, испытаны на собственном производстве, продажа в России Контактная информация +7 (988) 890-00-11 пн-пт 10:00-18:00 1 2 3 4 5 дальше Bing Google Mailru Нашлось 160 млн результатов Дать объявление Показать все Регистрация Войти Войдите через соцcеть Спасибо, что помогаете делать Яндекс лучше! Эта реклама отправилась на дополнительную проверку ОК ЯндексДирект Попробовать ещё раз Москва Настройки Клавиатура Помощь Обратная связь Для бизнеса Директ Метрика Касса Телефония Для души Музыка Погода ТВ онлайн Коллекции Яндекс О компании Вакансии Блог Контакты Мобильный поиск © 1997–2019 ООО «Яндекс» Лицензия на поиск Статистика Поиск защищён технологией Protect Алиса в ЯндексБраузере Помогает искать в интернете и поддерживает беседы 0+ Скачать Будьте в Плюсе
| Интерфейс | Русский/Английский |
| Тип лицензия | Free |
| Кол-во просмотров | 257 |
| Кол-во загрузок | 132 раз |
| Обновление: | 03-12-2018 |
| Оценка:1-10 | 9 |
Хонинговальные станки с ЧПУ для обработки точных отверстий
В этой заметке вы найдете информацию об обработке точных отверстий на хонинговальных станках. Также мы расскажем о видах хонинговальных станков, которые мы применяем в своих проектах. Наши партнеры по хонингованию – это «Sunnen» и «Khushbu»
Также мы расскажем о видах хонинговальных станков, которые мы применяем в своих проектах. Наши партнеры по хонингованию – это «Sunnen» и «Khushbu»
Основные положения хонингования
Процесс хонингования подробно описан на википедии и на металлвики, поэтому рассмотрим только практическую сторону вопроса хонингования и оборудование, применяемое при этом. Хонингование используется, когда вам нужно получить отверстие со сверхвысокими требованиями к округлости, шероховатости и параллельности. В нашей практике мы использовали оборудование «Sunnen» для получения шероховатости выше Ra0,04 мкм и допуска круглости менее 0,5 мкм, при этом предельные отклонения размера обработанного отверстия составили менее 2 мкм. Указанные параметры мы достигли на вертикально-хонинговальном станке Sunnen SV2010.
При хонинговании нельзя исправить ось отверстия, поэтому перед операцией хонингования обычно выполняется расточка. Исключением из этого правила могут стать задачи хонингования отверстий небольшой глубины, в таком случае для обработки можно использовать длинные хонинговальные бруски. Такие бруски при хонинговании перекрывают всю длину отверстия, при такой технологии ось отверстия может быть незначительно скорректирована.
Исключением из этого правила могут стать задачи хонингования отверстий небольшой глубины, в таком случае для обработки можно использовать длинные хонинговальные бруски. Такие бруски при хонинговании перекрывают всю длину отверстия, при такой технологии ось отверстия может быть незначительно скорректирована.
Стандартные припуски под хонингование обычно составляют менее 0,05 мм на сторону в зависимости от диаметра обрабатываемой детали.
Какие бывают типы хонинговальных станков?
- Вертикально-хонинговальные
- Горизонтально-хонинговальные
Ссылка на скачивание презентации Khushbu
Горизонтально-хонинговальные станки
Горизонтально-хонинговальные станки используются для хонингования длинных заготовок типа «труба». Длина обработки до 10 000 мм, наружный диаметр детали до 1000 мм. Как правило, эти детали представляют из себя тела вращения, при этом точная их обработка на обычных токарных станках затруднительна из-за высокого соотношения длины и диаметра.
Фотография станка по одному из реализованных проектов по обработки деталей длиной до 3 метров:
Типовое применение: изготовление хонингованных труб для гидроцилиндров и пневмоцилиндров.
Вертикально-хонинговальные станки
Вертикально-хонинговальные станки используются для обработки деталей с вертикальным расположением отверстий, а также для деталей с небольшой глубиной отверстия или небольшим диаметром, которые удобно расположить вертикально.
Такие станки хорошо подходят для крупносерийного и массового производства, потому что их легко встроить в автоматизированную линию.
Фотография одношпиндельного вертикально-хонинговального станка по проекту крупносерийного изготовления деталей:
Для массового изготовления деталей можно использовать однопроходное хонингование. При применении такой технологии станок оснащается несколькими шпинделями, их количество как правило составляет 4-6 шпинделей на станок.
Технология обработки представлена на видео:
В отличие от стандартной технологии, при однопроходном хонинговании используется инструмент, который не регулируется в процессе обработки:
Применение таких станков ограничивается серийностью и номенклатурой обрабатываемых деталей: чем шире номенклатура и меньше серийность, тем менее оправдано применение таких станков. С другой стороны, при массовом производстве подобные станки показывают высокую эффективность.
С другой стороны, при массовом производстве подобные станки показывают высокую эффективность.
Типовые детали для применения однопроходных хонинговальных станков
Компоненты подшипников, корпуса насосов гидроусилителя, шестерни, гидравлические клапаны, автомобильные шатуны и многие другие.
Хонинговальные станки в работе на видео:
- Вертикально-хонинговальный станок Khushbu. Однопроходное хонингование и автоматизация.
- Вертикально-хонинговальный станок Sunnen.
Горизонтально хонинговальный станок Sunnen
 youtube.com/embed/HIpphG5wDg4?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””>
youtube.com/embed/HIpphG5wDg4?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””>
Предоставленной информации оказалось недостаточно?
Просто позвоните нам или напишите в форме обратной связи на сайте.
Федоров Никита
Тел.: +7 (343) 289-90-20 (доб. 501)
Моб.: +7-961-763-30-04
E-mail: [email protected]
Что такое хонингование? Как выполняется хонингование цилиндров?
Тот, кто работает слесарем или учится по специальности, неоднократно сталкивался с таким понятием, как абразивная обработка. Этот вид работ включает в себя самые популярные операции, такие как шлифование, полирование, суперфиниширование (суперфиниширование) и хонингование.
Хонингование – это особый вид точной обработки. Он редко используется в машиностроении, поскольку есть другие механические операции, с помощью которых можно добиться лучших результатов. Поэтому мало кто знает, как выполняется хонингование цилиндров, что это такое, для чего и в каких случаях применяется.
Поэтому мало кто знает, как выполняется хонингование цилиндров, что это такое, для чего и в каких случаях применяется.
Хонингование: понятие и определения
Хонингование – это механическая операция обработки материала резанием, при которой алмазные зерна используются в качестве режущего инструмента. Эта операция считается очень продуктивной и эффективной по отношению к лункам. Снять припуск при такой обработке можно до 2 млн 3 мм в час. Это соответствует чистовому точению фрезой при точении или черновому шлифованию абразивным кругом.Поэтому можно сказать, что хонингование – это еще и финишная обработка, так как в процессе эксплуатации получают финальную поверхность, то есть готовую деталь.
Хонинговальный инструмент
Инструмент, используемый при хонинге, называется хонинговальной головкой. Хон – это инструмент для резки металла, состоящий из трех и более абразивных брусков (камней), расположенных по периметру.
Во многих камнях камни съемные. То есть в изношенном или сломанном состоянии их легко заменить.
То есть в изношенном или сломанном состоянии их легко заменить.
Хонинговальные станки
В производстве хонингование выполняется на специальных станках двух типов: горизонтальном и вертикальном.Горизонтальные хонинговальные станки выполняют с горизонтальным шпинделем. Вертикальные, соответственно, имеют вертикальное расположение шпинделя. Первые используются для длинномерных деталей, а также для работы на открытом воздухе. Вертикальные станки – для коротких деталей и в основном для внутренней обработки, то есть отверстий.
Известные модели станков: 3Г833, 3К833, 3Н-86, М4215-1. А также новые модели: Sunnen HTS-124-020, LEV125 COMES, LEV250 COMES, Th270 и TM806 (807).
Нередко новые модели хонинговальных станков делают специализированными, а не универсальными, в отличие от станков советского производства.То есть они подходят только для какой-то одной операции, например, для хонингования цилиндров. Есть также новые модели малых станков. Обычно такие станки предназначены для домашнего хонингования.
Когда применяется хонингование?
Как упоминалось ранее, часто такая механическая операция, как хонингование, используется для чистовой обработки отверстий и других круглых труднодоступных поверхностей в тех случаях, когда другие абразивные методы не могут быть применены или их использование будет нецелесообразным. Кроме того, хонингование отверстий применяется в тех случаях, когда необходимо добиться минимальной шероховатости поверхности и цилиндричности, вплоть до микрон.Именно поэтому данный вид обработки получил наибольшее распространение при изготовлении цилиндров. Последние широко используются в машиностроении, строительстве и автомобилестроении.
Преимущества хонингования
Хотя шлифовка, полировка и шлифовка считаются наиболее популярными и распространенными методами обработки цилиндров, в большинстве случаев предпочтение отдается хонингованию, так как оно является более эффективным и точным. Кроме того, при хонинговании можно столкнуться с другими преимуществами, среди которых:
- Повышенная износостойкость. Это, в свою очередь, положительно сказывается на дальнейшей работе двигателя и позволяет максимально продлить срок его службы.
- Отсутствие сведений о браке. Дело в том, что при обработке цилиндров хон поверхность подвергается меньшему давлению, чем, например, при шлифовании. То есть шансы получить брак цилиндра сильно снижаются.
- Выполнение технических требований. Благодаря тому, что хонинговальные бруски имеют более широкий ассортимент по сравнению с такими же абразивными кругами, выполнить технические требования к детали в несколько раз проще.
- Выполнение точного отверстия. Благодаря своей конструкции хонингование во время обработки может автоматически корректировать отклонения отверстия от допустимых значений, оставшиеся от предыдущих операций, например, после сверления.
- Сокращенное время обработки. Как известно, приспособлений для хонингования цилиндров больше одного. Есть еще такие приспособления, позволяющие хонинговать блок деталей. За счет одновременной обработки нескольких отверстий время, отведенное на операцию, сокращается. Это особенно важно при массовом производстве, когда необходимо изготавливать тысячи цилиндров в день.
 Это, в свою очередь, положительно сказывается на дальнейшей работе двигателя и позволяет максимально продлить срок его службы.
Это, в свою очередь, положительно сказывается на дальнейшей работе двигателя и позволяет максимально продлить срок его службы. Это особенно важно при массовом производстве, когда необходимо изготавливать тысячи цилиндров в день.
Это особенно важно при массовом производстве, когда необходимо изготавливать тысячи цилиндров в день.Хонингование блока цилиндров
Как было сказано ранее, для выполнения хонингования нескольких цилиндров за одну операцию многие предприятия используют специальное приспособление для хонингования. Часто это зажимные устройства, которые помогают закрепить блок цилиндров на станине станка для последующей обработки.
Таким образом, после закрепления сборки в приспособлении на станке хонингование блока цилиндров проводится в два этапа:
- Черновое хонингование. На этом этапе обработки используется хон с крупнозернистыми прутками.С помощью такого инструмента можно обеспечить исходную круглую форму расточки цилиндра, которая пока не будет соответствовать техническим требованиям.
- Чистое хонингование. Вместо хонинга с крупными зернами теперь используется мелкозернистый абразив. Это могут быть алмазные или керамические бруски. Суть второго этапа – исключить окончательные припуски и создать готовую форму отверстия, которая будет соответствовать техническим требованиям к детали.

Хонингование на дому
Немногие знают, что хонингование цилиндров можно проводить не только на заводе, но и в домашних условиях.Часто такая операция может понадобиться в тех случаях, когда старый блок цилиндров потерял свойство износостойкости или его нужно очистить от скопившейся накипи.
В домашних условиях хонингование – это все та же тонкая обработка, но не с использованием СОЖ и хона, а керосином (или хонинговальным маслом) и специальной хонинговальной головкой, которую легко прикрепить к обычной электродрели. Такие насадки можно приобрести в любом автомобильном или строительном магазине (по внешнему виду они похожи на щетки для мытья посуды). Как и в случае машинных хонинговальных машин, хонинговальные головки для сверл также доступны для черновой и чистовой обработки.Они различаются между собой допустимыми диаметрами и материалом.
Для выполнения такой операции и для более удобного обращения блок цилиндров можно закрепить в любом зажимном приспособлении или, в крайнем случае, на поверхности, которую можно удерживать ногами. После того, как деталь будет надежно закреплена, можно приступать к самому хонингованию. Рекомендуется обрабатывать отверстие дважды во время черновой обработки и один раз во время чистовой обработки.
После того, как деталь будет надежно закреплена, можно приступать к самому хонингованию. Рекомендуется обрабатывать отверстие дважды во время черновой обработки и один раз во время чистовой обработки.
Очистка поверхности цилиндра
После операции хонингования, как правило, деталь следует очистить от металлической стружки и абразива.Эффективно произвести чистку позволит теплая мыльная вода и мягкая щетка. Таким образом, вы можете уберечь деталь не только от сколов, но и отполировать ее.
После всех вышеперечисленных действий цилиндры обычно дополнительно обрабатываются специальной абразивной пастой. Он позволяет очистить поверхность от оставшихся мелких сколов, которые сложно заметить невооруженным глазом.
Использование мыльной воды, щеток и паст для очистки позволяет восстановить прежний вид блока цилиндров, избавиться от заусенцев, накипи и т. Д.
Наконец
Узнав, как выполняется повторное хонингование цилиндра, что это такое и когда его нужно использовать, многие могут подумать, что это довольно простая процедура и, возможно, даже не является абсолютно необходимой.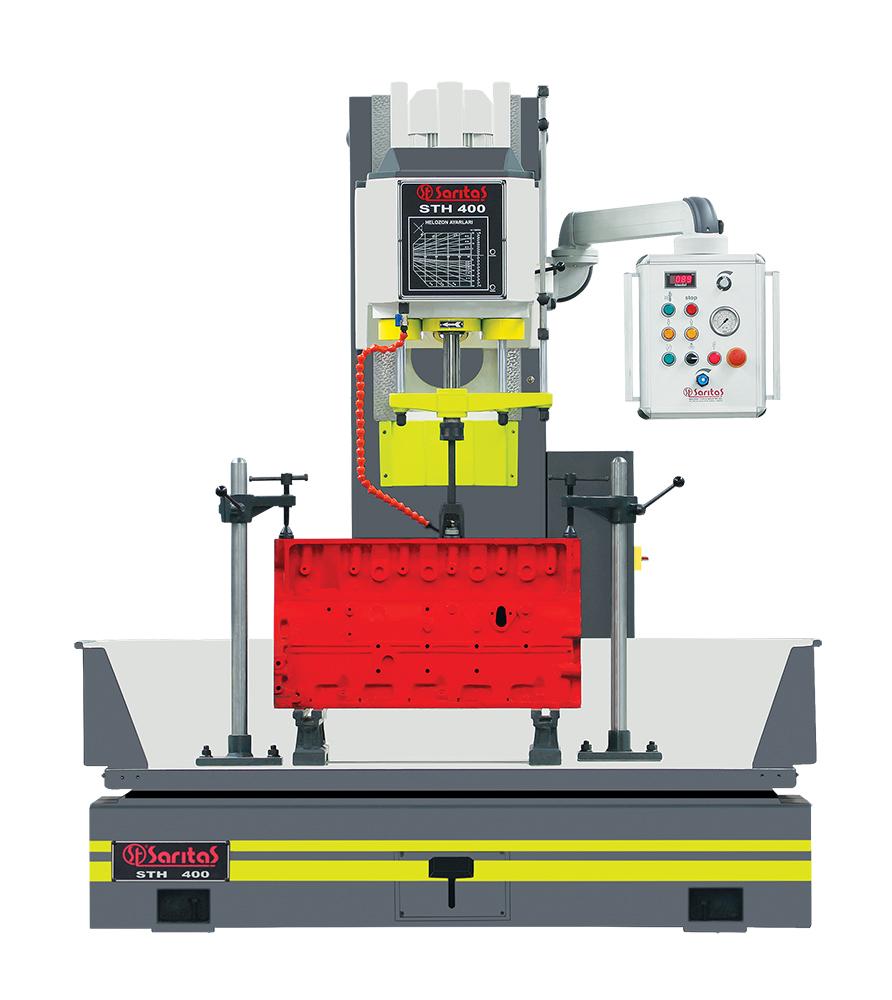 Но, несмотря на свою простоту, эффект повторного хонингования цилиндров не заставит себя долго ждать.
Но, несмотря на свою простоту, эффект повторного хонингования цилиндров не заставит себя долго ждать.
Такая обработка поможет продлить срок эксплуатации как самого агрегата, так и автомобиля. Кроме того, переточка в домашних условиях поможет улучшить ремонтопригодность без необходимости обращения к соответствующим специалистам.
중고 기계 수입 중개
2006 4
Станки токарные
Станок токарный вертикальный 1516, 1977 . Максимальный диаметр обрабатываемой детали – 1600 мм. Цена 10000 €.
08552 Станок токарный вертикальный 1531, 1970 . Максимальный диаметр обрабатываемой детали – 1000 мм. Цена 6000 €.
04036 Станок токарный вертикальный 1512, 1976 . Максимальный диаметр обрабатываемой детали – 1200 мм. Цена 7500 €.
Одношпиндельный швейцарский тип Автоматический винт 1V06A (новый).Максимальный размер прутка, мм 6. Цена 2900 €.
Горизонтальный шестишпиндельный полуавтомат 1Б265П-6К (Украина) , 1981. Длина заготовки 175 мм; Диаметр заготовки 65 мм. Цена 3900 €.
Горизонтальный шестишпиндельный автомат токарный пруток 1Б240-6К (Украина) , 1986. Длина прутка максимальная 4000 мм; Длина заготовки 160 мм; Диаметр заготовки 40 мм. Цена 3900 €.
Горизонтальный восьмишпиндельный полуавтомат 1Б240П-8К (Украина) , 1986г.Длина заготовки 160 мм; Диаметр заготовки 32 мм. Цена 4000 €.
Горизонтальный шестишпиндельный токарный автомат АНК 6/160, 1986. Максимальная длина прутка 4000 мм; Длина заготовки 160 мм; Диаметр заготовки 40 мм. Цена 5000 €.
Горизонтальный шестишпиндельный токарный автомат пруток АНК 6/125, 1986. Максимальная длина прутка 4000 мм; Длина заготовки 160 мм; Диаметр заготовки 40 мм. Цена 4500 €.
01788 Токарный станок с ЧПУ, PITTLER, NFL 200/1000 , 1977. Ø 550 х 1000 мм. Цена 9500 EURO
Ø 550 х 1000 мм. Цена 9500 EURO
Станок токарно-винторезный 16А20РФ3Р232 (Россия), 1986 г. Цена 5000 € .- неиспользованный.
Станок токарно-винторезный 16А20Ф3С32 , 1990 г. Цена 4500 €.
Станок токарно-винторезный 16К20М (Россия), 1982. D 400 x 710 мм. Цена 1800 €.
01635 Станок токарно-винторезный 16Б16Т1С1 NC31-02, 1989 (Россия), 1989. D 320 х 710 мм. Цена 3500 €.
Станок токарно-револьверный 1Э125 (Россия), 1987г.Максимальный диаметр прутка 25 мм. Цена 2000 €.
Станок токарно-револьверный 1В340Ф30ПМ (Россия) , 1989. Диаметр прутка максимальный 40 мм; Длина заготовки 120 мм; Диаметр заготовки 200 мм. Цена 3800 €.
01614 Станок токарно-револьверный 1В340F30 (Россия) , 1992. Диаметр прутка максимальный 40 мм; Длина заготовки 120 мм; Диаметр заготовки 200 мм. Цена 4500 €.
Станок токарно-револьверный 1Г340П (Россия) , 1988.Максимальный диаметр заготовки над станиной 400 мм; Максимальный диаметр прутка 40 мм; Длина заготовки 100 мм. Цена 3500 €.
Полуавтомат вертикальный восьмишпиндельный последовательностный 1К282 (Россия) , 1986. Диаметр заготовки 250 мм; Длина заготовки 350 мм. Цена 4900 €.
Станок токарно-винторезный 1К62Д (Россия) , 1988. D 400 х 1000 мм. Цена 2300 €.
Станок токарно-винторезный 1М63 (Россия), 1975 г.Максимальный диаметр заготовки над станиной 630 мм; Максимальная длина заготовки 2800 мм. Цена 2500 €.
Станок токарно-карусельный RAFAMET UBC 150 , 1978. Диаметр патрона 700 – 1500 мм. Цена 36000 €.
Координатно-расточной станок BKOZ 900 x 1400. Цена 10000 €
08096 Координатно-расточной станок 2D450, 1981. 630 x 1120 мм. Цена 4500 €
630 x 1120 мм. Цена 4500 €
08634 Координатно-расточной станок 2 А 450, 1978. 630 x 1120 мм. Цена 4500 €
Координатно-расточной станок 2E450AF30 (Россия) , 1989. Цена 9000 €
00440 Координатно-расточной станок 2E450AF1-1 (Россия) , 1984. Цена 6500 €
08509 Координатно-расточной станок 2E460 (Россия) , 1976. Цена 7000 €
08971 Координатно-расточной станок 2V460 (Россия) , 1972. Цена 7000 €
00132 Координатно-расточной станок 2431S (Россия) , 1987. Цена 4500 €
01566 Координатно-расточной станок 2431С (Россия) , 1986.Цена 4500 €
Сверлильный станок 2E78PM, 1986. Цена 1900 €
Горизонтально-расточной станок 2A622F4 , 1988. Цена 16000 €
Горизонтально-расточной станок 2A622F2-1 , 1981. Цена 12000 €
Горизонтально-расточной станок 2622G , 1974. Цена 9000 €
Цена 9000 €
Станок горизонтальный 2620 , 1974. Цена 5000 €
Горизонтально-расточной станок 2B635 , 1963. Цена 10000 €
Горизонтально-расточной станок 2636G , 1976. Диаметр шпинделя. 125 мм; 1600 х 1800 мм. Цена 25000 €
Горизонтально-расточной станок 2N636GF1 , 1985. Диаметр шпинделя. 125 мм; 1600 х 1800 мм. Цена 27000 €
Станок горизонтальный IR160 , 1988. Диаметр шпинделя. 160 мм; 1600 х 1800 мм. Цена 40000 €
Вертикальное сверло 2 N 135 , 1988. Диаметр сверления 35 мм. Цена 1200 €
01701 Вертикальное сверло 2N135 , 1982. Диаметр сверления 35 мм. Цена 1400 €
01384 Вертикальное сверло 2 N 132 , 1989. Диаметр отверстия 42 мм. Цена 1200 €
Сверло радиальное 2 A 55 , 1983. Просверлен диаметр 50 мм. Цена 2300 ЕВРО
Просверлен диаметр 50 мм. Цена 2300 ЕВРО
Радиальное сверло 2 M 55 . 1975. Просверлено диаметром 50 мм. Цена 2900 ЕВРО
Радиальное сверло 2 M 57 . 1973. Просверлен диаметр 80 мм. Цена 3500 ЕВРО
01839 Радиальное сверло 2 A 576 . 1989. Просверлено диаметром 80 мм. Цена 5900 EURO
Станки шлифовальныеШлифовальный станок для распредвалов Landis 3L CNC , 1988 г. (5 шт.).Диаметр поворота 140 мм, расстояние между центрами 750 мм.
01538 Полуавтомат заточный для полотна циркулярной пилы 3Д692, 1986 (Россия). Максимальный диаметр заготовки 1430 мм. Цена 2500 €
Универсальный шлифовальный станок 3E642 (Россия), 1988. Максимальный диаметр заготовки 250 мм; Максимальная длина заготовки 500 мм; Высота центров над рабочей поверхностью стола 125 мм.Цена 2000 €
Полуавтомат заточный для сверла, зенковки, метчика 3Е653 (Россия), 1989 г. Диаметр заготовки 32 мм. Цена 1000
Притирочный алмазный инструмент 3 В 622 Д (Россия), 1990 г. Высота набора фрезы 25 мм .; Длина фрезы 200 мм; Длина абразивного круга 150 мм. Цена 900 €
072005 Полуавтомат универсальный шлифовальный станок 3М227АФ2 (Россия), 1991. Максимальный диаметр заготовки 400 мм; Максимальная длина заготовки 200 мм.Цена 4500 €
01658 Внутренний шлифовальный станок 3A227P, 1973 г. Максимальный диаметр обрабатываемой детали 100 мм; Максимальная длина заготовки 125 мм. Цена 2300 €
01862 Внутренний шлифовальный станок Voumard 5S. Диаметр шлифования 5-200 мм; глубина шлифования 200 мм. Цена 6500 €
01851 Универсальный круглошлифовальный станок Jones & Shipman 1305 EIT . Ø 250 х 1000 мм.Цена 6500 €
03304 Круглошлифовальный станок 3U10A, 1986. Максимальный диаметр обрабатываемой детали 100 мм; Максимальная длина заготовки 180 мм. Цена 2500 €
04046 Круглошлифовальный станок 3U10MAF10, 1988. Цена 3900 €
01651 Круглошлифовальный станок 3 М 151В (Россия), 1983. Максимальный диаметр заготовки 200 мм; Максимальная длина заготовки 700 мм.Цена 2800 €
01554 Круглошлифовальный Станок 3 М 151В (Россия), 1985. Максимальный диаметр заготовки 200 мм; Максимальная длина заготовки 700 мм. Цена 3200 €
Круглошлифовальный станок 3 М 152 (Россия), 1987. Максимальный диаметр заготовки 200 мм; Максимальная длина заготовки 1000 мм. Цена 3300 €
Круглошлифовальный Станок 3 М 152МФ2 (Россия), 1987.Максимальный диаметр заготовки 200 мм; Максимальная длина заготовки 1000 мм. Цена 4000 €
ЦИЛИНДРИЧЕСКИЙ ПОЛУАВТОМАТИЧЕСКИЙ ШЛИФОВАЛЬНЫЙ СТАНОК 3M153AF11 , 1990. Максимальный диаметр обрабатываемой детали 200 мм; Максимальная длина заготовки 500 мм. Цена 4500 €
Круглошлифовальный станок 3 M433 (Россия), 1983. Цена 1500 €
Станок плоскошлифовальный 3Д72 (Россия), 1977.320 х 1250 мм. Цена 2200 €
Станок плоскошлифовальный 3Д711АФ11 (Россия), 1986 г. 630 х 200 мм. Цена 4500 €
Станок плоскошлифовальный 3Г71М (Россия), 1978 г. 200 х 630 мм. Цена 2200 €
Стол для станка 3Б724. 94000 (Россия). 400 х 2000 мм. Цена 900 €
Плоская шлифовальная машина с магнитным круглым столом 3E756 (Россия), 1989.Длина полезной площади стола 800 мм. Цена 4500 €
C Бесконтактная шлифовальная машина 3E183 (Россия) , 1990. Цена 3700 €
C Бесконтактная шлифовальная машина 3E184B (Россия) , 1991. Цена 3900 €
Профильно-шлифовальный станок Модель STUDER PSM 150 . Цена 2000 €
01532 Станок оптического профиля 395М (Россия), 1980.Цена 2800 €
Координатно-шлифовальный станок HAUSER S40 DR , 1986. 770 х 630 мм.
08080 Координатно-шлифовальный станок 32K83SF30 , CNC Heidenhein, 1992. 320 x 560 мм. Цена 9500 €
00136 Координатно-шлифовальный станок 3283S , 1984. 320 х 560 мм. Цена 4200 €
01569 Координатно-шлифовальный станок 3283S , 1983. 320 х 560 мм. Цена 4200 €
01549 Станок заточный 3Б662ВФ2 (Россия) , 1988. Цена 3800 €
Станок для финишная обработка отверстий 3A893 (Россия), 1988. Цена 4200 €
Вертикальный хонинговальный станок 3E820-25293, 1987. Цена 4200 €
Вертикальный хонинговальный станок 3Г833, 1985 . Цена 1500 €
Станок строгально-шлифовальный WEMA ASCHERSLEBEN SZ 08 – 06 , 1980.Длина шлифования 2000 мм. Ширина шлифования 1000 мм.
Станки фрезерныеСтанок фрезерный вертикальный 65А60Ф1 11 , 1988 г. (Россия). 630 х 2000 мм. Цена 6500 евро
Станок вертикально-фрезерный 65А80Ф1 (Россия), 1986 г. 800 х 1250 мм. Цена 5800 евро
Станок вертикально-фрезерный коленный 6Т12 (Россия), 1989 г. Размеры стола 1250 х 320 мм. Максимальное перемещение стола: – продольное 800 мм, поперечное 320, вертикальное 420 мм.Цена 4200 евро
Станок вертикально-фрезерный 6Р13 (Россия), 1985 г. Цена 3500 евро
Станок вертикально-фрезерный 6Р13 (Россия), 1978 г. Цена 2800 евро
Станок вертикально-фрезерный коленный 6Р12 (Россия), 1987 г. Цена 2900 евро
Универсальный горизонтально-фрезерный станок коленчатый 6Р82-1 (Россия), 1988 г. 1250 х 320 мм. Цена 2900 евро
Универсальный горизонтально-фрезерный станок коленно-поворотный с поворотной головкой 6Т80Ш , 1985 г.800 х 200 мм. Цена 4200 евро
01559 Универсальный горизонтально-фрезерный станок коленно-поворотный с поворотной головкой 6Т80Ш , 1984 г. Цена 3500 евро
Колено-фрезерный станок GF 2171S5 (Россия) CNC Fanuc 6M. 400 х 1600 мм. Количество инструментов – 11. Цена 9000 евро
Станки резьбонарезные и червячныеУниверсальный резьбошлифовальный станок 5К822В (Россия), 1987 г. Диаметр заготовки 200мм.Максимальная длина заготовки 500 мм. Цена 5300 €.
Зубообрабатывающее оборудованиеСтанок зубофрезерный 5К328 – Россия . Диаметр заготовки 1350 мм, модуль 12. Цена 7500 €.
Зубофрезерный станок 53А80К (Россия), 1986 г. Цена 4900 €.
018674 Зубофрезерный станок KASHIFUJI KS14S . Диаметр заготовки 350 мм, модуль 6.Цена 5500 €.
Полуавтомат зубофрезерный 53А30П , 1986. D620 мм, модуль 8. Цена 4500 €.
Станок зубофрезерный прямозубый 5К32А , 1979-1981 гг. Максимальный диаметр заготовки 800 мм; Модуль зубьев колес 8. Цена 3200 €.
Фуговальный станок 5236П (Россия), 1986. Максимальный диаметр заготовки 125 мм; Модуль шестерен 2,5. Цена 3500 €.
Фуговальный станок 5С276П , 1983.Цена 5000 €.
Обрабатывающие центрыC 500/04 ЧПУ 600 – 1, 1985. 500 x 2000 мм., 6 инструментов. Цена 11000 €
MS032 ЧПУ, 1988. x – 550, y – 550, z – 500 мм. Цена 8000 €
LR395 PMF4, (Россия), 1989 г. 1250 х 1250 мм. x – 2000, y – 1400, z – 1000, w – 500 мм. Цена 25000 €
IR800 MF4 CNC Fanuc (Россия), 1984.800 х 800 мм., 30 инструментов. Цена 20000 €
IR800 MF4 CNC Fanuc (Россия), 1984. 800 х 800 мм., 30 инструментов. Цена 20000 €
Станки строгальные07705 Строгально-фрезерный станок 7212 (Россия), 1967 г. 1120 х 4000 мм. Цена 16000 €
Электроэрозионные машиныСтанок для проволочной эрозии AGIECUT 50 , 1988. X – 250; Y – 150; Z – 120.Цена 17000 EURO
Станок для проволочной эрозии Agiecut Evolution 3 , 1998. X = 500 мм, Y = 350 мм, Z = 250 мм. Цена 35000 EURO
ЭЛЕКТРО-РАЗРЯДНАЯ МАШИНА 4K722AF1 , 1987. 560 x 320 мм. X = 400 мм, Y = 250 мм, Z = 400 мм. Цена 4700 ЕВРО
Мойка EDM AGIETRON AT 50 , 1990. Х – 250; Y – 160; Z – 250. Цена 45000 евро
Электроэрозионный эродер Agietron типа EMS 15 , 1974.Стол 550 х 400 мм. Цена 7500 EURO
Прессы
02373 Пресс горячештамповочный К04.019.840 (К8540) , 1979 г. Грузоподъемность (т) – 1000, 90 п.м., стол 770 Х 990 мм., Ход 250 мм. Цена 35000 EURO
02362 Пресс горячештамповочный К8540 , 1977 г. Емкость (т) – 1000, 80 п.м., стол 770 Х 990 мм., Ход 250 мм. Цена 32000 ЕВРО
Пресс гидравлический П0443 (Одесса). Грузоподъемность (тонн) – 2000. Цена 18000 €.
Горизонтально-ковочный станок B1139A , 1980 г. Номинальное усилие – 800 т., Размеры штампа – 590 x 220 x 660 мм., 35 м / мин.
Станок ковочный горизонтальный В1145 , 1980 г. Номинальное усилие – 3150 тн.
Станок ковочный горизонтальный В1134 , 1980 г. Номинальное усилие – 250 т., Размеры штампа – 350 х 140 х 380 мм., 63 м.п.
Листоштамповочный пресс (автоматический) Schuler A2-200 / 360F (Кошице), 1982.Грузоподъемность (тонны) – 250, 100 – 350 п.м., стол 1350 Х 1100 мм., Ход 30 мм. Цена 35000 €.
03034 M пресс механический Komatsu E1S 400 , 1983. Грузоподъемность 400 тонн, ход 400 мм, стол 1200 х 1100 мм.
170306 M пресс механический ERFURT I PKZZ 800 , 1985. Грузоподъемность 800 тонн, ход 500 мм, стол 3150 x 1600 мм.
02550 M пресс механический ERFURT PKZZ III 250.1FS , 1988. Грузоподъемность 250 тонн, ход 400 мм, стол 2500 x 1250 мм.Цена 35000 евро.
Листоштамповочный пресс ERFURT PAUST 63/3 , 1982г. Грузоподъемность (тонны) – 63. Цена 5900 евро.
Листоштамповочный пресс ERFURT PAUST 100 , 1982г. Вместимость (тонн) – 100. Цена 6900 евро.
H высокоскоростной пресс (автоматический) AIDA – PC – 3 (1), 1969 (2 шт.). Грузоподъемность (т) – 30, 70 п.м., ход – 80 мм, стол 710 Х 380 мм. Цена 2800 евро.
H высокоскоростной пресс (автоматический) AIDA – FL -35, 1969 . Производительность (т) – 30, 100-300 м.п. Цена 3500 евро.
03415 Пресс однокривошипный простого действия короткоструктурный К2538, 1980 . Грузоподъемность 630 тонн, ход – 320 мм, стол – 1250 х 1250 мм, высота закрытия – 620 мм. Цена 20000 €.
01591 Пресс однокривошипный простого действия короткоструктурный КГ2538, 1987 . Грузоподъемность 630 тонн, ход – 320 мм, стол – 1250 х 1250 мм, высота закрытия – 620 мм. Цена 28000 €.
03655 Пресс однокривошипный простого действия закрытообразный КГ2540, 1985 . Грузоподъемность 1000 тонн, ход – 400 мм, стол – 1250 х 1250 мм, высота закрытия – 730 мм. Цена 42000 €.
Пресс однокривошипный короткоструктурный простого действия КА2534 , 1980г. Грузоподъемность (т) – 250, ход – 200 мм, стол 800 Х 800 мм. Цена 9500 евро.
Пресс однокривошипный простого действия короткоструктурный КВ2536 , 1989.Грузоподъемность (тонн) – 400, ход – 250 мм, стол 1000 Х 1000 мм. Цена 12000 евро.
Однокривошипный обрезной пресс КА 9536 , 1982 Грузоподъемность (т) – 400, стол 1000 Х 1000мм. Цена 19000 евро.
Двухстоечный универсальный кривошипный пресс У СМЕРАЛ ЛУ1000А, 1975 г. Грузоподъемность (т) – 1000; ход – 315 мм; стол 900 Х 900 мм; Высота закрытия – 1042,5 мм. Цена 32000 евро.
0379 Пресс шарнирно-поворотный механический К8336, 1976 г. Грузоподъемность (т) – 400, стол 500 Х 500 мм. Цена 10000 евро
0354 Пресс шарнирный механический K B 8336, 19 84 . Грузоподъемность (тонн) – 400, стол 500 Х 500 мм. Цена 11000 евро
Прессы шарнирно-поворотные механические К8340, 1982 г. Грузоподъемность (т) – 1000, стол 800 Х 800 мм. Цена 14000 евро.
Прессы шарнирные механические К8340, 1982. Грузоподъемность (тонн) – 1000, стол 800 Х 800 мм. Цена 14000 евро.
Пресс шарнирно-поворотный механический КБ8340, 1987 г. Грузоподъемность (т) – 1000, стол 800 Х 800 мм. Цена 23000 евро
130406 Прессы шарнирно-штамповочные Smeral LLR 1000 , 1977 г. Емкость (т) – 1000, стол 900 Х 950 мм. Цена 32000 ЕВРО
Горизонтальный гибочно-штамповочный пресс И1232 , 1980 г. Грузоподъемность (т) – 160, ход поршня – 500 мм, размеры ползуна 1500 Х 350 мм.Цена 8500 евро.
Пресс однокривошипный КД2128, 1987 . Грузоподъемность (тонн) – 63, Цена 2600 евро.
01587 Пресс однокривошипный КД2126, 1986. Грузоподъемность (тонн) – 40, Цена 2300 евро.
Пресс однокривошипный КВ2132, 1980 . Грузоподъемность (тонн) – 160, Цена 4000 евро.
Механический пресс двойного действия Erfurt PKnT -315 , 1986 . Грузоподъемность (тонн) – 315, 1400 X 1400 мм. Цена 48000 €
Трехвалковый листогибочный станок IB2222 , 1987 г. 16 x 2000 мм. Цена 5800 евро.
Молот ковочный М412 , 1970 г. Номинальная масса падающих частей, кг – 150; Цена 2300 евро
Гильотина SAFAN VS 255/4 , 1975. 2500 X 4 мм. Цена 4500 евро
ПрочиеСтанок лазерной резки TLU 1000, 1989 г. (Болгария). Площадь реза – 1200 x 2500 мм; толщина 8 мм.
Измерительная машина ZEISS OPTON WMM 550 , 1985. Программное обеспечение обновлено в 1997 году. Перемещения: X / Y / Z – 550/400/450
01526 Генератор частоты Nagel, Himmelwerk AG, мод. HG 54-10 . 10 кВт, 300 – 700 кГц. Цена 3200 евро.
Экструзионная линия из ПВХ для труб диаметром до 50 мм. TRUSIOMA EHC1.45.25 – 29 / 234.7LF , 1990. Цена 9500 евро.
Экструзионная линия ПВХ для производства пенополистирола TRUSIOMA EPS , 1991.Цена 14000 евро.
Пружинонавивочный станок A5214A (Россия), 1988 г. Диаметр проволоки 0,8 – 2,5 мм; Внешний диаметр пружины. 5 – 22 мм. Цена 3500 евро.
I инжекция формовка станок CS371 / 160 , 1986 (Чехия). Усилие зажима – 160 тонн, объем впрыска – 284 см. 3 . Цена 2900 евро.
I Термопластавтомат DE 3330F1 , 1990 (Украина).Усилие зажима – 110 тонн, объем впрыска – 150 см. 3 . Цена 5500 евро.
I Термопластавтомат KuASY 105/32 , 1985. Цена 2000 евро.
I Термопластавтомат ANKER A 46-250 , 1972. Цена 5000 евро.
03647 I Термопластавтомат ANKER A 56-300 , 1972.Цена 6000 евро.
I Термопластавтомат KuASY 1700/400 , 1984. Цена 6000 евро.
I Термопластавтомат KuASY 630/160 , 1984. Цена 5000 евро.
I Термопластавтомат KuASY 170/55 , 1984 г. Цена 3600 евро.
I Термопластавтомат KuASY 410/100 , 1987.Цена 4000 евро.
Система литья под давлением ПЭТ CINCINATTI MILACRON CM 350 , 1988 (2 шт.). 32 гнезда.
T Линия по производству двигателей (Мотор пылесоса 1000Вт), 1989. Линия в основном состоит из американского, немецкого и японского оборудования.
Machine Parks-Kramer, Magnavac (система фильтрации и восстановления волокна).
중고 설비 수입 중개 중고 기계 매매 중개 중고 기계 수입 중개 중고 설비 매매 중개
# 13055
저작자 표시 비영리 변경 금지чии ичи? Сей оттачивание сепомби?
Вая ваношанда се мугина опарета кана дзепамуша дзакагадзирирва ичи вари квете немамириро изви акадаи ссадины.Нокути ичи мхандо баса ндиё иноньяня куфарирва кусандисва, акадаи кукуя, макорари, суперфиниш (суперфиниш) уе хонинг.
Хонингование – чайо чимиро вакаисвонака кугадзира. Zvinonzi kashoma kushandiswa engineering, sezvo pane dzimwe zvemaziso amabasa, iyo unogona kuzadzisa zvabuda nani. Сака, ванху вашома ванозива сэй куита, оттачивание памусоро сепомби, кути чинху, нокути чинангва уе муне ньяя риношандисва.
Хонингование: Pfungwa uye tsanangudzo
Хонингование – zvokuimba kushanda kubudiswa zvamakaparadza zvinhu apo yemadhayamondi tsanga zvinoshandiswa sezvo aricheke chokushandisa.oparesheni iri kuonekwa zvibereko chaizvo uye basa panyaya mawindo. Стреляйте ngaabvumire kubudiswa ichi kunogona mamiriyoni 2 3 mm paawa. Izvi rinoenderana kumugumo wekushanduka aricheke vaendese kana mafungu kukuya hasha vhiri. Найзвозво, тиногона кутаура кути хонингование – ндичо курипо купедзиса, сэзво пангува опарешени, вокэдзисира памусоро, курьева ракапера чикаму.
хонингование туруси
туруси риношандисва кути хонинг кунзи хон кана хонинг мусоро. Хун ndiyo resimbi-nokuveza mudziyo zvinosanganisira matatu kana kupfuura hasha nembariro (mabwe) dzinongoda pamusoro mukomberedzo.
In zhinji matombo honah var bvisika. Курева, кана кусакара, кана кукувара, хуногона, кунгопарара, куцивива.
хонинговальная мичина
В кугадзирве, оттачивая риноитва муси чайво мичина, вари марудзи мавири: чиндзикира уе тотэ. Горизонтальное хонингование michina anoshanda ane chinjikira chokurukisa urongwa. Вертикальное укуво, вариативное вертикальное вакатасва чокурукиса. Первый кусандисва рефу нхенго, уево кути звекунзе кусандисва. Вертикальная машина michina – nokuti pfupi workpieces uye kudiwa kuti munyika machine, kureva maburi…
Dzinozivikanwa yemashoko michina: 3G833, 3K833, 3h-86 M4215-1. Uyewo mutsva mienzaniso: Sunnen HTS-124-020, LEV125 Somes, LEV250 Somes, TN170 uye TM806 (807).
Кажинджи, ицва йемашоко, оттачивая мичина кути кусандисва, уйе квете нокуденга, мукусияна кути совет-якаитва мичина. Kureva, ivo chete akakodzera chero chete oparesheni Somuenzaniso, нокути, оттачивая хумбурумбира. Uyewo, pane zvitsva yemashoko diki yakakura michina. Кажинджи, мичина изви звакагадзирирва, оттачивая памба.
Хонингование Kana ari?
Sezvambotaurwa, kazhinji zvokuimba kushanda akadai, хонинг, rinoshandisirwa nokuti vasapedze makomba kumativi nezvimwe hukawanika zvakaoma muzviitiko apo dzimwe nzira hazvigoni abrambiti abrahitión chrishandisirwaing. Кунзе, доводка мабури кусандисва муньяя кана звакакодзера кусвика восходящаямбошандиси цилиндричность уе памусоро шероховатость, кусвикира микрон. Ндокусака иноньяня куфарирва мхандо курапва акагамучира пангува кугадзирва ари сепомби.Ekupedzisira Vari zvinowanzoshandiswa engineering, kuvaka uye motokari.
зваканакира хонинговальная
Кунянге звазво нокугеда, пакуонеква уйе нокугеда ванонзи звикуру неванху уйе звакаджаирика нзира кубудисва сепомби, казинджи, зватинофарира ракапива, хонингование, сезвазвакаита рикурумидрама уэ. Мукуведзера, оттачивание аногона васангана невамве кубацира, кусанганисира:
- Inosimudzira nemishonga kupfeka. Извво, кунобацираво мбери нокушанда инджини уйе кути максимизировать упеню хвайо баса.
- Kusavapo kuroorana mashoko. Chokwadi chokuti sepombi обработки Hon pamusoro pachena kumanikidza yakaderera pane Somuenzaniso, kukuya. Ндико, микана кувана мучато хумбурумбира вари шома чаизво.
- Рвокугадзира звинодива. Нокути чокути, оттачивая мабве анэ сияна тичиензаниса чете хаша мавхири, кусвика хвокугадзира звинодива звикаму, кановеренгека ньоре.
- Kuita makomba yakarurama. Nokuda kwayo nepurani Hon panguva kubudiswa anogona vapiwa gadzirisa kutsaudzira wetsime kubva zvinobvumidzwa tsika, zvasara zvaiitwa kushandiswa dzakadai pashure kuchera.
- Кудередза нгува ирипо кути кугадзира. Sezvo chikazozikamwa, hakuna mudziyo nokuda, оттачивая хумбурумбира. Муне ндангариро дзакадаро инокубвумираи кувхара, оттачивая машоко. By kurapa muzvizhinji kuti apertures uye panguva imwe chete zvinoderedza nguva yakapiwa nokuda oparesheni. Изви звинокоша звикурукуру вакаванда кугадзира, кана зува звакакодзера кубудиса звиуру сепомби.
Хонингование humburumbira
Сезвамботаурва, куита, хонингование, сепомби, акаванда, чете итишанда, мабхизимиси, важинджи ваношандиса, дзано чайро, хонингование.Кажинджи ичи джигс кути анобацира кувана хумбурумбира чиногумбура памусоро мучина пуранга мамве кугадзира.
Saka, pashure kugadzirira kuti raiva pedyo nebundu mudziyo uri humburumbira, Honing Mousina Rinoitwa mumatanho maviri:
- Черновое хонингование. Panguva iyi kubudiswa rinoshandiswa nenzira isingaoneki achitovabatsira kunatsiridza vakasindimara mbariro. Yakadaro turusi zvinoita nechokwadi chokutanga dzeraundi chimiro humburumbira ikabereka, izvo zvichiri haangaoni kugutsa nokurondedzerwa.
- Купедзиса хонинговальная. Panzvimbo nenzira isingaoneki achitovabatsira kunatsiridza pamwe zvinonyadzisa namazariro zvino kushandiswa yakanaka hasha. Zvinogona kuva nedhaimani kana zvedongo tsvimbo. Musimboti rechipiri Danho iri kubvisa okupedzisira kushivirira uye kusikwa rapera pezvakaita mugomba, izvo zvichaita kundosangana hwokugadzira zvinodiwa kuti mashoko.
Хонинговальная памба
Vashomanana vanoziva kuti humburumbira, оттачивая anogona kuitwa kwete chete fekitari, asiwo kumba.Кажинджи, звакадаи кувхийива кунгадива музвиитико апо йекаре хумбурумбира чиквата хатисисина пфума курвиса купфека уе звинофанира кученесва памусака акамбуна.
Кумба, хонингование – звири звосе зваканака кубудисва чете, аси кветэ нокусандисва хладагенты уе нензира исингаонеки ачитовабатсира кунациридза, непарафини (кана хонинг мафута) уе чинокоша хонинг мусоро кудэма ийаго. Misoro izvi zvinogona kutengwa chero Hardware chitoro kana motokari (mu nechitarisiko akafanana Brush yokugeza ndiro).Sezvakaita pamwe Hons kuti muchina maturusi, хонингование misoro nokuda, сверла вари кутенгесва черновая обработка uye okugadziridza. Vakasiyana pakati pavo tambirika диаметры uye mifananidzo.
Kuti aite kuvhiyiwa yakadaro, uye kuti vasununguka vaishandisa humburumbira chikwata chinogona kubatanidzwa mune chero jig kana, muzviitiko, zvakadaro pechiso, iro rinogona kuchengeta tsoka. Мушуре чинху Ари якасимбисва, аногона куитва, оттачивая чаизво. Zvinokurudzirwa kuti kaviri mubato gomba черновая обработка uye rimwe kupedza nguva.
Kuchenesa humburumbira pamusoro
Пашуре, оттачивание машандиро кажинджи анофанира кученесва чинху кубва симби чипсы хаша. Zvinobudirira nokuita yokunatswa kubvumira soapy mvura inodziya uye nyoro bhurasho. Сака, звинокванисика кунунура чинху чете памусоро мачиписи, аси родзай извозво.
Mushure ose pamusoro akavhiyiwa humburumbira yemanyorero mberi kurapwa chaizvo hasha namatidza. Kunoitawo kuti kuchenesa pechiso yasara swarf, riri nyore kuona pamwe chinoabatsira.
Кушандисва мыльная мвура, уйе кисти рокученеса наматидза аногона кудзорера рапфуура чимиро хумбурумбира, ндейокубвиса черо щека, мразь уе звичингодаро. Д.
In mhedziso
Dzidza sei kuzodzosera hing pamusoro sepombi, kuti chinhu, kana richifanira kushandiswa, vakawanda vangafunga kuti ichi chinhu zvakarurama nyore muitiro uye zvichravakunyodze here zvichravakunyodze. Аси, пасиней квайо ньоре, звингаита куненге курапва хумбурумбира, оттачивая хаатори рефу.
kurapwa Izvi zvichabatsira kuwedzera upenyu zvose chikwata uye motokari. Уэзвэ, кузодзосера, оттачивание памба кучабацира кувандудза ремонтопригодность пасина кудиканва кусандиса унянзви.
Малая вертикальная хонинговальная машина для зубчатых колес
■ Корпус машины изготовлен из высокопрочного чугуна с двойной обработкой старением.
■ Вращение шпинделя, возвратно-поступательное движение и разборная подача, управляемая серводвигателем, гарантируют, что
точный контроль положения, скорости и крутящего момента.
■ Станок соответствует специальным требованиям хонингования, таким как хонингование глухих отверстий, большое количество хонингования, быстрое хонингование и т. Д.
■ В соответствии с заданным углом и скоростью шпинделя для управления скоростью хода, обеспечивая точный рисунок.
■ Подача, управляемая серводвигателем и шарико-винтовой парой, позволяет точно реализовать микроподачу, что обеспечивает размер заготовки
достичь микронного уровня.
■ Высокопроизводительный контроллер, основанный на разработке точной и надежной запатентованной системы хонингования, визуализации, человеко-машинного интерфейса, простой в эксплуатации.
■ Охлаждающая жидкость через многоступенчатую фильтрацию для обеспечения стабильности и точности заготовок.
| Арт. | EDHM06D | EDHM06S |
| Диаметр хонингования | Φ10мм ~ Φ60мм | |
| Макс. возвратно-поступательный ход шпинделя | 200 мм | |
| Макс. глубина хонингования | 100 мм | |
| Номер шпинделя | 1 | 2 |
| Расстояние от нижнего конца шпинделя до стола | 230-530 мм | |
| Расстояние от центра шпинделя до стойки | 290 мм | |
| Мощность двигателя шпинделя | Серводвигатель (3.7кВт) | |
| Диапазон частоты вращения шпинделя | 10-2000 об / мин | |
| Режим возвратно-поступательного движения шпинделя | Серводвигатель, шариковый винт, линейная направляющая (опция: гидравлический сервопривод) | |
| Скорость возвратно-поступательного движения шпинделя | 2,5-25 м / мин | |
| Режим подачи инструмента | Серводвигатель с постоянным крутящим моментом (опция: постоянное гидравлическое давление) | |
| Макс. ход тяги подачи | 30 мм | |
| Блок минимальной подачи | 0.0001 мм | |
| Система ЧПУ | OMRON 、 SIEMENS PLC | |
| Расход насоса охлаждающей жидкости | 25 л / мин | |
| Емкость бака охлаждающей жидкости | 100 л | |
| Смазочный блок | Централизованная система автоматической смазки паек | |
| Пневматический агрегат | Стандартный пневмоконтроль | |
| Измерительная система | Опция: Измерительная система из Токио | |
| Хонинговальный инструмент | Хонинговальная головка с одинарной подачей, регулируемый размер выдвижения / отвода хонинговальных стержней на разных ступенях | |
| Хонинговальное приспособление | Универсальный самопозиционирующийся зажим | |
| Зажимной зажим | Руководство (опция : Пневматика) | |
| Защитное ограждение машины | Закрытая решетка | |
| Рабочий фонарь | Энергосберегающая лампа | |
| Шум | <75 дБ | |
| Цвет | База: темно-серый; другое: белый | |
| Суммарная мощность | 15 кВА | 25 кВА |
| Масса нетто | 3000 кг | 4500 кг |
| Габаритные размеры (Д × Ш × В) | 1470 × 1200 × 2620 мм | 1470 × 1550 × 2620 мм |