Станок внутришлифовальный высокой точности 3к228в –
Содержание
- 3К228В характеристики станка
- 3К228В — Станок внутришлифовальный высокой точности
- Технические характеристики:
- Внутришлифовальные 3К227, 3К228, 3К229
3К228В характеристики станка
3К228В — Станок внутришлифовальный высокой точности
Технические характеристики:
Станки модели 3к228в предназначены для шлифования цилиндрических и конических, глухих и сквозных отверстий, внутренних и наружных торцев.
Станок имеет широкий диапазон частот вращения шлифовальных кругов, шпинделя изделия, величины поперечной подачи и скоростей перемещения стола, обеспечивающих обработку деталей на оптимальных режимах
Диаметры шлифуемых отверстий, мм 50-200
Наибольшая длина шлифования при наибольшем диаметре шлифуемого отверстия, мм 200
Наибольшая рекомендуемая длина шлифования при наименьшем диаметре отверстия, мм 125
Наибольший наружный диаметр устанавливаемого изделия, мм
— без кожуха 560
— в кожухе 400
Наибольший угол шлифуемого конуса, град. 60
60
Расстояние от оси шпинделя изделия до зеркала стола, мм 340
Наибольшее расстояние от торца нового круга торцешлифовального приспособления до опорного торца шпинделя изделия, мм 400
Мощность привода главного движения, кВт 7,5
Суммарная мощность электродвигателей, кВт 14,63
— длина 3535
— ширина 1460
— высота 1870
Общая площадь пола станка с выносным оборудованием, м2 9
Масса, кг 5400
Показатель точности обработки образца изделия:
— постоянство диаметра в продольном сечении, мкм 3
— круглость, мкм 1,6
Шероховатость поверхности образца-изделия:
— цилиндрической внутренней Ra, мкм 0,08
— плоской торцевой 0,32
Шпинделя изделия (регулировка бесступенчатая) 100-600
Внутришлифовального шпинделя 4500-12000
Торцового шпинделя 4000
Источник
Внутришлифовальные 3К227, 3К228, 3К229
ВНУТРИШЛИФОВАЛЬНЫЙ ПОЛУАВТОМАТ ВЫСОКОЙ ТОЧНОСТИ 3К227АСтанок снабжен торцешлифовальным приспособлением, позволяющим шлифовать наружный торец изделия за один установ со шлифованием отверстия.
Область применения станков — машиностроительные заводы с мелкосерийным и серийным производством, а также инструментальные и ремонтные заводы и цехи.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
| Наименьший и наибольший диаметр, шлифуемых отверстий, мм | 20-150 |
| Наибольшая длина шлифования (при наибольшем диаметре отверстия), мм | 125 |
| Наибольший диаметр устанавливаемого изделия, мм: | 400 |
| Наибольший диаметр устанавливаемого изделия в кожухе, мм | 250 |
| Наибольший угол поворота бабки изделия (при шлифовании конусных отверстий), град. | 45 |
| Поперечное перемещение шлифовальной бабки (ручное) за один оборот маховика, мм: | |
| грубое (наладочное) | 2,5 |
| тонкое | 0,25 |
| на одно деление лимба | 0,001 |
| от рычага дозированной подачи | 0,001 |
Величина автоматической поперечной подачи на сторону, мм/дв. ход. ход. | 0,001; 0,002; 0,003; 0,004; 0,005; 0,006 |
| Скорость движения стола, м/мин: | |
| при правке круга | 0,1-2 |
| при шлифовании | 1-7 |
| при быстром продольном подводе и отводе | 10 |
| Наибольший ход стола, мм | 450 |
| Пределы числа оборотов шпинделя изделия (регулировка бесступенчатая), об/мин | 60-1200 |
| Число оборотов внутришлифовальных шпинделей, об/мин | 5000-28000 |
| Число оборотов торцевого шпинделя, об/мин | 5600 |
| Общая мощность всех электродвигателей (без преобразовательных агрегатов), кВт | 9,23 |
| Размеры станка в плане с баком гидросистемы, баком эмульсии, электрошкафом, мм | |
| длина | 2815 |
| ширина | 1900 |
| Масса станка с приставным оборудованием, кг | 4300 |
Точность и чистота обрабатываемой поверхности:
| 3К227ВМ | 3К227АМ | |
| Постоянство диаметра отверстия, мкм | 3,0 | 2,0 |
| Круглость отверстия, мкм, не более | 1,6 | 1,0 |
| Плоскостность торцевой поверхности, мкм | 4,0 | 3,0 |
| Шероховатость поверхности Ra | ||
| отверстия, мкм | 0,32 | 0,16 |
| оторца, мкм | 0,63 | 0,32 |
ВНУТРИШЛИФОВАЛЬНЫЕ СТАНКИ ОСОБОВЫСОКОЙ ТОЧНОСТИ 3К228, 3К229
Станки снабжены торцешлифовальным приспособлением, позволяющим шлифовать наружный торец изделия за один установ со шлифовкой отверстия.
Показатель точности обработки образца-изделия:
- постоянство диаметра в продольном сечении 3 мкм
- круглость 1,6 мкм
Шероховатость поверхности образца-изделия, не более:
- цилиндрической внутренней Ra 0,080 мкм
- плоской торцовой На 0,32 мкм
Станки имеют следующие конструктивные особенности:
- Роликовые направляющие качения со стальными закаленными планками для поперечного перемещения шлифовальной бабки вместе с конечным звеном – шариковой винтовой парой (передача винт-гайка качения) – обеспечивают минимальные перемещения с высокой точностью.
- Бесступенчатое регулирование числа оборотов шпинделя бабки изделия
- Конструкция бабки изделия позволяет устанавливать пневматическое или рычажное устройство и различные патроны для крепления изделий.
- Магнитный сепаратор и фильтр-транспортер обеспечивают высокое качество тонкой очистки охлаждающей жидкости, что повышает качество обработанной поверхности.

- Автоматическая поперечная подача
- Автоматическое прекращение поперечной подачи после снятия установленного (чернового) припуска дает возможность оператору одновременно управлять несколькими станками.
- Автоматическая система смазки
- Приспособление для шлифования торцов изделий позволяет обрабатывать на станках отверстия и торец за одну установку изделия.
- Для уменьшения нагревания станины и исключения передачи вибрации станку гидропривод установлен отдельно от станка и соединен с ним гибким шлангом.
- Ускоренное наладочное поперечное перемещение шлифовальной бабки сокращает вспомогательное время при переналадке станков.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
| Наименование параметра | 3К228А | 3К229А |
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | А | А |
| Наибольший диаметр устанавливаемого изделия, мм | 400 | 800 |
| Наибольший диаметр устанавливаемого изделия в кожухе, мм | 400 | 630 |
| Наибольшая длина устанавливаемого изделия, мм | 320 | 500 |
| Наименьший и наибольший диаметр шлифуемого отверстия, мм | 50. .300 .300 | 100..500 |
| Наибольшая длина шлифования при диаметре шлифования не менее 100 мм, мм | 320 | 500 |
| Наибольшая рекомендуемая длина шлифования при наименьшем диаметре, мм | 125 | 200 |
| Расстояние от оси шпинделя передней бабки до подошвы станины, мм | 1225 | 1300 |
| Расстояние от оси шпинделя передней бабки до зеркала стола (высота центров), мм | 340 | 410 |
| Расстояние от опорного торца фланца шпинделя изделия до торца кронштейна шлифовальной бабки, мм | 1335 | 1570 |
| Расстояние от торца нового круга торцешлифовального приспособления до опорного торца фланца шпинделя, мм | 150..400 | 250..550 |
| Рабочий стол станка | ||
| Наибольшая длина перемещения стола, мм | 800 | 800 |
| Ручное перемещения стола за один оборот маховика, мм | 25 | 25 |
| Скорость перемещения стола при шлифовании, м/мин | 1. .7 .7 | 1..7 |
| Скорость перемещения стола при правке круга, м/мин | 0,1..2 | 0,1..2 |
| Скорость перемещения стола при быстром продольном подводе и отводе, м/мин | 10 | 10 |
| Торцешлифовальное приспособление | ||
| Частота вращения торцового шпинделя, 1/мин | 4000 | 4000 |
| Продольное перемещение торцового шлифовального круга наибольшее наладочное, мм | 250 | 250 |
| Продольное перемещение торцового шлифовального круга наибольшее рабочее (тонкое), мм | 4 | 4 |
| Продольное перемещение торцового шлифовального круга за один оборот маховичка наладочного перемещения, мм | 27 | 27 |
| Продольное перемещение торцового шлифовального круга за один оборот маховичка рабочей (тонкой) подачи, мм | 0,1 | 0,1 |
| Продольное перемещение торцового шлифовального круга на одно деление лимба рабочей (тонкой) подачи, мм | 0,0025 | 0,0025 |
| Шлифовальная бабка | ||
| Частота вращения внутришлифовальных головок, 1/мин | 4500,5300,8200,12000 | 2500,4500,5250,8200 |
| Наибольший диаметр шлифовального круга по ГОСТ 2424-83, мм | 200 х 76 х 63 | 250 х 76 х 63 |
| Наибольшая окружная скорость шлифовального круга, м/с | 35 | 35 |
| Диаметр гильзы внутришлифовальной головки, мм | 125 | 125 |
| Диаметр конца шлифовального шпинделя по ГОСТ 2324-77, мм | 30, 40, 50 | Не менее 45 |
| Поперечное перемещение шлифовальной бабки | ||
| Перемещение за один оборот маховичка — грубое (наладочное), мм | 5 | 5 |
| Перемещение за один оборот маховичка — тонкое, мм | 0,5 | 0,5 |
| Перемещение на одно деление лимба, мм | 0,002 | 0,002 |
| Перемещение на одно качание рычага ручной дозированной подачи, мм | 0,002 | 0,002 |
| Наибольшее наладочное перемещение шлифовальной бабки — назад (на рабочего), мм | 10 | 10 |
| Наибольшее наладочное перемещение шлифовальной бабки — вперед (от рабочего), мм | 80 | 100 |
| Передняя бабка (бабка изделия) | ||
| Условный диаметр конца шпинделя изделия, по ГОСТ 12595-72 | 2-8М | 2-11М |
| Наибольший угол поворота бабки изделия, град | 30 | 30 |
| Наибольший наладочное перемещение бабки изделия — назад (на рабочего), град | 50 | 50 |
| Наибольший наладочное перемещение бабки изделия — вперед (от рабочего), град | 250 | 300 |
| Частота вращения изделия (бесступенчатое регулирование), об/мин | 60. .600 .600 | 20..240 |
| Привод и электрооборудование станка | ||
| Количество электродвигателей на станке | 7 | 7 |
| Электродвигатель шпинделя шлифовальной бабки, кВт | 7,5 | 7,5 |
| Электродвигатель привода торцешлифовального приспособления, кВт | 2,2 | 2,2 |
| Электродвигатель привода изделия (бабки изделия) постоянного тока, кВт | 1,6 | 1,6 |
| Электродвигатель насоса гидросистемы, кВт | 3,0 | 3,0 |
| Электродвигатель фильтра-транспортера, кВт | 0,09 | 0,09 |
| Электродвигатель насоса системы охлаждения, кВт | 0,15 | 0,15 |
| Электродвигатель магнитного сепаратора, кВт | 0,09 | 0,09 |
| Общая мощность электродвигателей, кВт | 14,63 | 14,63 |
| Преобразователь тиристорный ЭТ1Е2-10, кВт | 1,3 | 1,3 |
| Габаритные размеры и масса станка | ||
| Габаритные размеры станка (длина х ширина х высота), мм | 3535 х 1460 х 1870 | 4165 х 1780 х 2000 |
| Масса станка с электрооборудованием и охлаждением, кг | 6400 | 8300 |
Станок круглошлифовальный ШУ321М (Болгария)
Универсальные кругло шлифовальные станки ШУ 321 предназначены для шлифования наружных и внутренних цилиндрических и конусных поверхностей, а также торцевых поверхностей ротационных деталей: валы, оси, втулки, фланцы и т.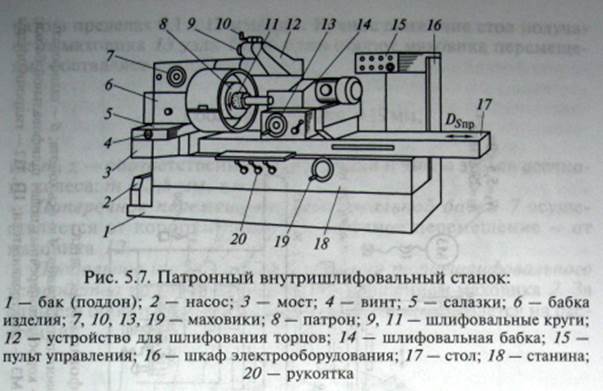 д.
д.
Размеры устанавливаемой заготовки,
— при внешнем шлифовании — 8 — 320 мм;
— при внутреннем шлифовании — 10 — 250 мм;
Максимальная длина шлифования(вн./внешнее) — 135/710 мм
Источник
Внутришлифовальный станок 3К228В – Технарь
Внутришлифовальные станки предназначены для шлифования сквозных и глухих отверстий цилиндрической и конической формы, а также для обработки торцов. На таких станках шлифуются отверстия с максимальным диаметром от 25 до 800 мм.
Кинематическая схема
Универсальный внутришлифовальный станок мод. 3К228В, кинематическая схема которого представлена на рис. 113, предназначен для шлифования цилиндрических и конических, глухих и сквозных отверстий с углом конуса при вершине до 60°. Станок снабжен торцешлифовальным приспособлением, позволяющим шлифовать наружный торец изделия сразу же после шлифования его отверстия.
На станине расположена бабка изделия, в патроне шпинделя которой зажимают шлифуемую деталь. На продольных направляющих качения: станины установлен стол. На поперечных направляющих стола размещен: шлифовальная бабка, несущая шпиндель со шлифовальным кругом. Внутри станины смонтирован гидропривод станка. Органы управления стан ком расположены на передней панели станины. Торцешлифовальное
На продольных направляющих качения: станины установлен стол. На поперечных направляющих стола размещен: шлифовальная бабка, несущая шпиндель со шлифовальным кругом. Внутри станины смонтирован гидропривод станка. Органы управления стан ком расположены на передней панели станины. Торцешлифовальное
Исполнительные движения
Главное движение осуществляется от электродвигателя 65 через плоскоременную передачу 55-56. Шлифовальные шпиндели — сменные, со шкивами диаметром 60-160 мм, чем достигается изменение частоты вращения шлифовального круга.
Круговая подача — вращение шлифуемой детали — производится электродвигателем 7 постоянного тока с бесступенчатым регулированием частоты вращения вала через клиноременную передачу 66 — 67.
Продольная подача — возвратно-поступательное движение стола — осуществляется от гидропривода 33 с бесступенчатым регулированием скорости движения. Стол имеет также механизм ручного продольного перемещения.
Дозированная гидравлическая поперечная подача шлифовального круга осуществляется от гидроцилиндра 51 через храповое устройство 38,40 на храповое колесо 47 и далее по предыдущей цепи на винт 63.
Быстрое поперечное перемещение шлифовальной бабки осуществляется вручную с помощью маховичка 52, через зубчатые колеса 46 — 57, 61-43, и винта 63.
Торцешлифовальное приспособление
Станок оснащен торцешлифовальным приспособлением, позволяющим шлифовать торец детали специальным кругом. Шпиндель этого приспособления вращается от индивидуального электродвигателя 1 через ременную передачу 23-24. Наладочное продольное перемещение шлифовального круга достигается вращением маховичка 6 через зубчатую пару 5-4 с внутренним зацеплением и пару 3 — 2.
Рис. 1 — Кинематическая схема универсального внутришлифовального станка мод. ЗК228В
Рабочая (осевая) подача производится при вращении маховичка 2°; при этом через червячную пару 25 — 27 и винтовую пару качения 70 продольно перемещается гильза торцового шпинделя, несущего круг.