3К833 станок хонинговальный вертикальный полуавтомат одношпиндельный. Паспорт, схемы, характеристики, описание
Производители хонинговального станка 3К833 Майкопский станкостроительный завод им. Фрунзе и Краснореченский станкостроительный завод им. М.В. Фрунзе.
Станок является дальнейшим усовершенствованием аналогичных хонинговальных станков серии 3Г833.
Станки выпускаемые Майкопским станкостроительным заводом им. Фрунзе
- 2А78
— станок отделочно-расточной вертикальный 500 х 1000 - 2А78Н
— станок отделочно-расточной вертикальный 500 х 1250 - 2Е78П, 2Е78ПН
— станок отделочно-расточной 500 х 1000 - 3Г833
— станок хонинговальный вертикальный полуатомат - 3К833
— станок хонинговальный вертикальный полуатомат - 8А531
— станок ленточнопильный вертикальный для резки металла
Хонингование. Хонинговальные станки. Общие сведения
Синонимы: станок для хонингования, станок шлифовально-притирочный металлорежущий, honing vertical semiautomatic device
Хонингование — один из методов высокоточной обработки отверстий и валов.
Хонингование — это отделочная операция, при которой съем металла с обрабатываемой поверхности детали осуществляется хонинговальными брусками, где в качестве резцов выступают абразивные или алмазные зерна.
Хонингование — это достаточно производительный процесс. Скорость съема припуска при хонинговании может достигать 2000 см³ в час, что соизмеримо с чистовым точением и шлифованием. При этом хонингование обеспечивает минимальную шероховатость поверхности и цилиндричность отверстия до долей микрона.
В шпинделе хонинговального станка закрепляется режущий инструмент — хонинговальная головка (хон), оснащенная мелкозернистыми абразивными брусками. Главное движение инструмента хонинговального станка — вращательное, создаётся отдельным электродвигателем или гидротурбиной, а движение подачи (прямолинейное, возвратно-поступательное) — обычно гидроприводом.
Кроме того, имеется механизм радиальной подачи абразивных брусков в хонинговальной головке, который обеспечивает быстрый подвод брусков к обрабатываемой поверхности, а также автоматическую компенсацию их износа во время работы.
Наиболее распространены полуавтоматические хонинговальные станки для хонингования сквозных и глухих отверстий.
Различают хонинговальные станки по расположению шпинделя:
- вертикальные хонинговальные станки
- горизонтальные хонинговальные станки
- наклонные хонинговальные станки
Различают хонинговальные станки по количеству шпинделей:
- одношпиндельные хонинговальные станки
- многошпиндельные хонинговальные станки
Различают хонинговальные станки по виду обрабатываемых отверстий:
- станки для внешнего хонингования
- станки внутреннего хонингования
Различают хонинговальные станки по степени автоматизации:
- универсальные хонинговальные станки
- полуавтоматические хонинговальные станки
- автоматические хонинговальные станки
Процесс хонингования
При хонинговании регулируются следующие параметры:
- Cкорость вращения шпинделя V1 исходя из выбранной окружной скорости Vо
- Скорость V2 и глубина возвратно-поступательного движения исходя из выбранного угла встречи рисок θ
- Усилие подачи брусков на разжим в хонинговальной головке исходя из необходимой производительности обработки
Cкорость вращения шпинделя определяется в соответствии с материалом и диаметром обрабатываемых отверстий и выбранной окружной скоростью.
V1 = (1000 * Vо) / π * d
где:
V1 — скорость вращения шпинделя
Vо — окружная скорость (60..70 м/мин для чугуна и 45..60 м/мин для стали)
d — диаметр обрабатываемого отверстия
Инструмент при хонинговании оказывает на обрабатываемую поверхность несоизмеримо меньшее удельное давление, чем при шлифовании, и поэтому структура поверхностного слоя подвержена меньшим изменениям.
Незначительное удельное давление позволяет обрабатывать тонкостенные детали с высокой точностью.
При хонинговании в зоне резания температура неизмеримо меньше, чем при шлифовании, что также имеет меньшее влияние на структуру поверхностного слоя.
При хонинговании происходит автоматическое исправление отклонений отверстия от правильной геометрической формы, что позволяет получить более точное отверстие, чем при шлифовании.
За счет более широкой номенклатуры хонинговальных брусков по сравнению со шлифовальными кругами имеется возможность точнее решить задачу по достижению технических требований.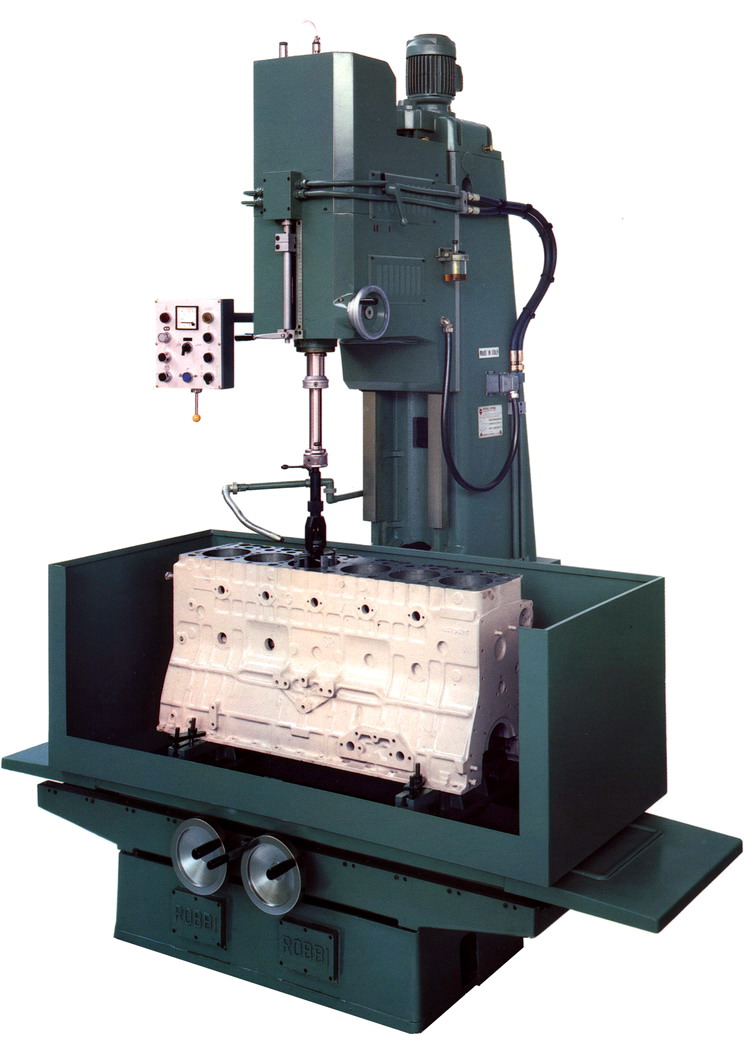
При хонинговании возможно создание определенного микрорельефа поверхности, а именно: необходимый угол встречи рисок, определенное соотношение опорных поверхностей и впадин (плосковершинное хонингование), вскрытие графитовых зерен в чугуне и достижение наименьшей шероховатости поверхности. Все это недостижимо при шлифовании или расточке.
Есть группы деталей, которые подлежат только хонингованию, например, цилиндры штанговых насосов, у которых соотношение длины и диаметра отверстий 100 и более. При обработке цилиндров в блоках автомобильных двигателей хонингованию также нет альтернативы, т.к. требуется создание определенного микрорельефа маслоудерживающей поверхности и вскрытие графитовых зерен.
Расположение составных частей хонинговального станка 3К833
Расположение составных частей станка 3к833
Перечень составных частей хонинговального станка 3К833
- основание станка — 3К833.10.000
- привод вращения шпинделя — 3K833.20.000
- гидроцилиндр — 3К833.
 30.000
30.000 - механизм управления станком — 3К833.40.000
- гидроузлы — 3К833.50.000
- цилиндр разжима хонинговальной головки — 3K833.60.000
- охлаждение станка — 3К833.80.000
- электрооборудование станка — 3К833.90.000
- ограждение — 3К833.85.000
 30.000
30.000Расположение органов управления хонинговальным станком 3К833
Расположение органов управления станком 3к833
Перечень органов управления хонинговальным станком 3К833
- кнопка (включение гидропривода)
- кнопка (ЦИКЛ ПУСК)
- кнопка (вывод шпинделя вверх)
- кнопка (СТОП)
- кнопка (разжим брусков хонголовки)
- кнопка (вращение шпинделя)
- кнопка (короткие хода шпинделя)
- переключатель АВТОМАТ-НАЛАДКА
- сигнальная лампа (разжим брусков хонголовки)
- сигнальная лампа (шпиндель вверху)
- сигнальная лампа (СЕТЬ)
- реле времени цикла
- кулачки управления возвратно-поступательным движением
- кулачок (СТОП)
- золотник включения манометра
- манометр (контроль давления)
- регулировка давлений в гидросистеме разжима брусков
- регулировка давления в гидросистеме возвратно-поступательного движения
- регулировка скорости возвратно-поступательного движения
- рукоятка переключения скоростей
- кран подачи СОЖ
- табличка
- табличка
Устройство и работа составных частей полуавтомата 3К833
Основание станка состоит из плиты фундаментной и колонны.
Плита фундаментная коробчатой формы, внутренняя полость которой является резервуарами для охлаждающей жидкости и рабочего масла. На зеркале плиты имеются продольные Т-образные пазы, дающие возможность закреплять приспособления.
Колонна — литая стойка коробчатой формы, на которой монтируются все основные узлы полуавтомата, с правой стороны имеется окно, закрытое крышкой 3, через которое открывается доступ к трубопроводам и механизму управления.
Привод вращения шпинделя
Корпус привода вращения — литой коробчатой формы, внутри которой монтируются три шлицевых вала с шестернями, гильза с подвижной пинолью, два гидроцилиндра возвратно-поступательного движения, система смазки.
Изменение чисел оборотов шпинделя обеспечивается подвижным блоком шестерен, который удерживается через упорный подшипник вилкой, вилка в свою очередь фиксируется на направляющей штанге подпружиненным шариком.
Коробка скоростей связана с электродвигателем эластичной муфтой и имеет торможение посредством электромагнитной муфты.
Шпиндель спроектирован по принципу «подвижная пиноль». Шпиндель-пиноль получает возвратно-поступательное движение от двух гидроцилиндров 2, расположенных в одной плоскости с осью шпинделя. Пиноль находится внутри гильзы 3, которая получает вращательное движение от привода вращения и передает на пиноль через бронзовую шпонку 4. Таким образом, шпиндель-пиноль получает возвратно-поступательное и вращательное движение, необходимое для осуществления процесса хонингования. Гильза 3 установлена на подшипниках качения.
В качестве нижней опоры принят двухрядный роликовый подшипник 5 с регулируемым радиальным зазором. Верхняя опора состоит из двух радиально-упорных подшипников 6, воспринимающих осевое усилие. Осевое усилие, необходимое для хонингования, от гидроцилиндров 2 передается на пиноль 1 через соединительную плиту 7 и упорные подшипники 8. С плитой 7 посредством кронштейна 9 связан шток 10, за который цепляется рейка механизма управления.
Гидроцилиндр
Привод возвратно-поступательного движения состоит из двух гидроцилиндров 2.
Штоки цилиндров крепятся к плите 7, на которой закреплен шпиндель 1. При подаче рабочей жидкости в верхнюю или нижнюю полости цилиндров осуществляется ход штоков, а, следовательно, и движение шпинделя вверх или вниз.
Механизм управления служит для регулирования хода шпинделя при возвратно-поступательном движении, вывода шпинделя в исходное положение и осуществления хонингования короткими ходами. Зубчатая рейка 1 (рис. 12) жестко связана с пинолью посредством штока 10 (рис. 11), кронштейна 9 и соединительной плиты 7. На рейке 1 (рис. 12) в Т-образном пазу закреплены кулачки 2 и 3 управления, воздействующие на рычаг 4, поворачивая его. Рычаг 4 сопрягается с валом 5, который посредством двухшарнирной муфты связан с валом управления гидропанели.
Вал 5 может быть в зацеплении с движением рейки помимо кулачков через зубчатое колесо 6, при включении электромагнитной муфты 7. В этом случае полуавтомат работает короткими ходами, длина которых не регулируется. На рейке 1 закрепляется кулачок 8 СТОП, который воздействует на бесконтактный выключатель 9, останавливает шпиндель в исходном положении. На валу 5 закреплен лепесток 10, воздействующий на бесконтактный выключатель 11 включения разжима брусков и отсчета числа двойных ходов.
На валу 5 закреплен лепесток 10, воздействующий на бесконтактный выключатель 11 включения разжима брусков и отсчета числа двойных ходов.
Гидроузлы
С задней стороны колонны с применением притычной гидроаппаратуры, на подпанельных плитах установлены гидропанель возвратно-поступательного движения, четыре парораспределители с электроуправлением, редукционный клапан и фильтр тонкой очистки масла.
С правой стороны колонны установлены: насосная установка, гидропульт с контрольно-регулирующей аппаратурой. Гидропульт, вынесенный на правую боковую сторону полуавтомата, в сочетании с электропультом обеспечивает удобство управления полуавтоматом.
Цилиндр разжима хонинговальной головки
Механизм разжима служит для создания радиального перемещения брусков хонголовки и давления на них.
Механизм имеет рабочий поршень, гидроцилиндр и систему толкателей, которые в свою очередь связаны с системой толкателей хонголовки. Встроенный низковольтный контакт контролирует сжатие брусков хонголовки.
Смазочно-охлаждающие жидкости для хонингования
При обработке деталей из стали и чугуна применяют керосин или смесь керосина с веретённым маслом (10 %—20 %). При использовании алмазных хонинговальных брусков часто применяют в качестве СОЖ обычную воду, в которую добавляют различные (как правило синтетические) вещества, предотвращающие коррозию обрабатываемой детали и самого станка. Использование водных растворов обусловлено более высокой теплоемкостью воды (по сравнению с маслами и керосином), а, следовательно, и более интенсивным отводом тепла, что является одним из важнейших требований, предъявляемых к СОЖ. При этом водные растворы более экологичны и менее вредны для оператора станка.
Хонинговальная головка 6- брусковая к станку 3К833
Хонинговальная головка станка 3к833
Хонинговальная головка (хон) представляет собой цилиндр, в котором вмонтированы хонинговальные бруски, перемещающиеся с точностью до 0,01 мм.
Бруски могут быть как абразивными, так и алмазными.
Стандартная хонинговальная головка к хонинговальным станкам моделей 3Г833 и 3К833 применяется для обработки внутренних цилиндрических отверстий путём совмещения вращательного и возвратно-поступательного движения головки с закрепленными на ней раздвижными абразивными брусками с обильным орошением обрабатываемой поверхности смазочно-охлаждающей жидкостью. Она закреплена на специальном шарнирном устройстве шпинделя хонинговального станка и одновременно совершает вращательное и возвратно-поступательное движение.
Позволяет получить отверстия с отклонением от цилиндричности до 5 мкм и шероховатостью поверхности Ra = 0.63 ÷ 0.04.
Области применения хонингования
Обработка отверстий в различных деталях, в том числе в деталях двигателя (отверстий блоков цилиндров, гильз цилиндров, отверстий кривошипной и поршневой головок шатунов, отверстий шестерен) и т. д. Хонинговочная сетка является побочным эффектом этого высокоточного метода шлифования. По её характеру можно судить о правильности обработки, точности соблюдения технологии. Особенно это актуально при работе ручным инструментом. При обработке хонингованием обеспечивается стабильное получение точных отверстий и требуемых параметров шероховатости обработанной поверхности.
Особенно это актуально при работе ручным инструментом. При обработке хонингованием обеспечивается стабильное получение точных отверстий и требуемых параметров шероховатости обработанной поверхности.
Технические характеристики хонинговального станка 3К833
| Наименование параметра | 3Г833 | 3К833 |
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | Н | Н |
| Диаметр хонингования наименьший/ наибольший/ допустимый, мм | 30/ 125/ 165 | 30/ 125/ 165 |
| Длина хонингования, мм | 150..450 | 30..400 |
| Расстояние от оси шпинделя до направляющих (вылет), мм | 300 | 300 |
| Расстояние от торца шпинделя до поверхности плиты, мм | 50..550 | 700..1200 |
| Размер рабочей поверхности стола, мм | 500 х 1000 | 500 х 1000 |
| Шпиндель станка | ||
| Частота вращения шпинделя, об/мин | 155, 280, 400 | 160, 250, 400 |
| Ход шпинделя, мм | 500 | 500 |
| Конус шпинделя по ГОСТ 25557-82 | Морзе 4 АТ6 | |
| Скорость возвратно-поступательного движения шпинделя, м/мин | 8; 11,8; 18 | 3. .18 б/с .18 б/с |
| Давление в гидросистеме возвратно-поступательного движения шпинделя, МПа | нет | 3,0..4,0 |
| Ход толкателя разжима брусков, мм | 40 | |
| Давление в гидросистеме разжима брусков, МПа | 0,6..2,00 | |
| Наибольший крутящий момент на шпинделе, кНм | 19,5 | |
| Наибольшее осевое усилие на шпинделе, кН | 4,5 | |
| Привод станка | ||
| Количество электродвигателей на станке | 3 | 3 |
| Электродвигатель привода главного движения — вращения шпинделя (ДШ)(М2), кВт | 3,0 | 4,0 |
| Электродвигатель привода возвратно-поступательного движения (ДП), кВт | 1,1 | нет |
| Электродвигатель привода гидравлики (М1), кВт | нет | 4,0 |
| Электродвигатель охлаждения (ДО)(М3), кВт | 0,12 | 0,12 |
| Общая мощность электродвигателей станка, кВт | 4,22 | 8,12 |
| Габарит станка | ||
| Габариты станка (длина х ширина х высота), мм | 1205 х 1180 х 2670 | 1295 х 1145 х 2755 |
| Масса станка, кг | 1200 | 1520 |
UNIMATIC предлагает Хонинговальные станки для получения очень точных отверстий
В этой заметке вы найдете информацию об обработке точных отверстий на хонинговальных станках. Также мы расскажем о видах хонинговальных станков, которые мы применяем в своих проектах. Наши партнеры по хонингованию – это «Sunnen» и «Khushbu»
Также мы расскажем о видах хонинговальных станков, которые мы применяем в своих проектах. Наши партнеры по хонингованию – это «Sunnen» и «Khushbu»
ссылка на скачивание презентации Khushbu
Процесс хонингования подробно описан на википедии и на металлвики, поэтому рассмотрим только практическую сторону вопроса хонингования и оборудование, применяемое при этом. Хонингование используется, когда вам нужно получить отверстие со сверхвысокими требованиями к округлости, шероховатости и параллельности. В нашей практике мы использовали оборудование «Sunnen» для получения шероховатости выше Ra0,04 мкм и допуска круглости менее 0,5 мкм, при этом предельные отклонения размера обработанного отверстия составили менее 2 мкм. Указанные параметры мы достигли на вертикально-хонинговальном станке Sunnen SV2010.
При хонинговании нельзя исправить ось отверстия, поэтому перед операцией хонингования обычно выполняется расточка. Исключением из этого правила могут стать задачи хонингования отверстий небольшой глубины, в таком случае для обработки можно использовать длинные хонинговальные бруски. Такие бруски при хонинговании перекрывают всю длину отверстия, при такой технологии ось отверстия может быть незначительно скорректирована.
Такие бруски при хонинговании перекрывают всю длину отверстия, при такой технологии ось отверстия может быть незначительно скорректирована.
Стандартные припуски под хонингование обычно составляют менее 0,05 мм на сторону в зависимости от диаметра обрабатываемой детали.
Примеры хонинговальных станков:
Вертикально-хонинговальные Горизонтально-хонинговальные
Горизонтально-хонинговальные станки используются для хонингования длинных заготовок типа «труба». Длина обработки до 10 000 мм, наружный диаметр детали до 1000 мм. Как правило, эти детали представляют из себя тела вращения, при этом точная их обработка на обычных токарных станках затруднительна из-за высокого соотношения длины и диаметра.
Фотография станка по одному из реализованных проектов по обработки деталей длиной до 3 метров:
Типовое применение: изготовление хонингованных труб для гидроцилиндров и пневмоцилиндров.
Вертикально-хонинговальные станки используются для обработки деталей с вертикальным расположением отверстий, а также для деталей с небольшой глубиной отверстия или небольшим диаметром, которые удобно расположить вертикально.
Такие станки хорошо подходят для крупносерийного и массового производства, потому что их легко встроить в автоматизированную линию.
Фотография одношпиндельного вертикально-хонинговального станка по проекту крупносерийного изготовления деталей:
Для массового изготовления деталей можно использовать однопроходное хонингование. При применении такой технологии станок оснащается несколькими шпинделями, их количество как правило составляет 4-6 шпинделей на станок. Компоновка станка: шпиндельный узел с несколькими инструментами и поворотный стол с зажимными приспособлениями на нем. При работе станка производится одновременная обработка всеми шпинделями. После завершения хонинговального прохода поворотный стол поворачивается, тем самым меняет позиции, и обработка продолжается. Например, если мы используем станок с 6 рабочими станциями, то каждая заготовка пройдет через 3 позиции.
Технология обработки представлена на видео:
В отличие от стандартной технологии, при однопроходном хонинговании используется инструмент, который не регулируется в процессе обработки:
Применение таких станков ограничивается серийностью и номенклатурой обрабатываемых деталей: чем шире номенклатура и меньше серийность, тем менее оправдано применение таких станков. С другой стороны, при массовом производстве подобные станки показывают высокую эффективность.
С другой стороны, при массовом производстве подобные станки показывают высокую эффективность.
Типовые детали для применения однопроходных хонинговальных станков
Компоненты подшипников, корпуса насосов гидроусилителя, шестерни, гидравлические клапаны, автомобильные шатуны и многие другие.
Видео работы станков:
Вертикально-хонинговальный станок Khushbu. Однопроходное хонингование и автоматизация.
Вертикально-хонинговальный станок Sunnen.
Горизонтально хонинговальный станок Sunnen
Для получения консультации вы можете обратиться к нам:
Федоров Никита Тел. (доб. 501) Моб.: +7-961-763-30-04 E-mail
3К833 станок хонинговальный вертикальный одношпиндельный полуавтомат. Паспорт, схемы, характеристики, описание
Сведения о производителе хонинговального станка 3К833
Производители хонинговального станка 3К833 Майкопский станкостроительный завод им. Фрунзе и Краснореченский станкостроительный завод им. М.В. Фрунзе.
М.В. Фрунзе.
Станок является дальнейшим усовершенствованием аналогичных хонинговальных станков серии 3Г833.
Станки выпускаемые Майкопским станкостроительным заводом им. Фрунзе
- 2А78
— станок отделочно-расточной вертикальный 500 х 1000 - 2А78Н
— станок отделочно-расточной вертикальный 500 х 1250 - 2Е78П, 2Е78ПН
— станок отделочно-расточной 500 х 1000 - 3Г833
— станок хонинговальный вертикальный полуатомат - 3К833
— станок хонинговальный вертикальный полуатомат - 8А531
— станок ленточнопильный вертикальный для резки металла
Расположение составных частей хонинговального станка 3К833
Расположение составных частей станка 3к833
Перечень составных частей хонинговального станка 3К833
- основание станка — 3К833.10.000
- привод вращения шпинделя — 3K833.20.000
- гидроцилиндр — 3К833.30.000
- механизм управления станком — 3К833. 40.000
- гидроузлы — 3К833.50.000
- цилиндр разжима хонинговальной головки — 3K833.60.000
- охлаждение станка — 3К833.80.000
- электрооборудование станка — 3К833.90.000
- ограждение — 3К833.85.000
 40.000
40.000Назначение хонинговального станка 3Г833
Вертикальный полуавтоматический хонинговальный станок 3Г833 предназначен для финишной (окончательной) обработки внутренних поверхностей (зеркал) цилиндров двигателей внутреннего сгорания, гидро- и пневмоцилиндров, отверстий шатунов, шестерен и других деталей. Полуавтомат 3Г833 широко используется в автомобилестроительной, тракторостроительной, станкостроительной и других областях народного хозяйства в мелкосерийном производстве, а также на авторемонтных предприятиях и автобазах.
Обработка изделий на станке модели 3Г833 производится за счет происходящих одновремено возвратно-поступательного и вращательного движений инструмента – хонинговальной головки (хона), диаметр рабочей части которой в процессе работы может увеличиваться за счет радиального смещения абразивных брусков.
Схема расположения составных частей станка 3Г833
Перечень составных частей хонинговального станка 3Г833
- Основание ЗГ833.00.12
- Приспособление для охлаждения хоны ЗГ833.10.000
- Привод коробки подач ЗГ833.14.000
- Механизм натяжки привода коробки подач ЗГ833.13.000
- Колонна ЗГ833.00.11
- Механизм натяжки привода редуктора ЗГ833.30.000
- Привод редуктора ЗГ833.20.000
- Редуктор ЗГ833.40.000
- Ползун ЗГ833.50.000
- Плита в сборе 3T833.I7.000
- Коробка подач ЗГ833.60.000
- Привод механизма ручного ввода хоны ЗГ833.15.000
- Поводок ЗГ833.70.000
- Поводок для хонинговальных головок Д36-67 ЗГ833.71.000
- Поводок для хонинговальных головок Д30-38 ЗГ833. 72.000
- Электрооборудование ЗГ833.95.000
- Приспособление для хонингования гильз 3T833.II.000
- Приспособление для крепления блоков ЗГ833.12.000
Схема расположения органов управления станка 3Г833
Список органов управления хонинговального станка 3Г833
- Кран охлаждения
- Маховик механизма разжима хоны
- Кулачки регулирования хода ползуна
- Рукоятка реверса
- Маховик ручного ввода хоны
- Указатель нагрузки
- Переключатель режимов: «Ввод хоны», «Ручной»
- Сигнальная лампа
- Кнопка «Подача – пуск»
- Кнопка «Толчковый»
- Кнопка «Шпиндель стоп»
- Кнопка «Шпиндель пуск»
- Кнопка «Конец цикла»
- Кнопка «Общий стоп»
Станки модели 3Г833 сняты с производства и в данное время заводом производителем не выпускаются.
Так что купить хонинговальный станок 3Г833 можно только б.у на специализированных площадках и досках объявлений по продаже оборудования бывшего в употреблении (бу), таких как ИЗ РУК В РУКИ, ЮЛА, АВИТО и других.
Предлагаем купить новые аналоги вертикального хонинговального станка 3Г833 по цене завода производителя.
Расположение органов управления хонинговальным станком 3К833
Расположение органов управления станком 3к833
Перечень органов управления хонинговальным станком 3К833
- кнопка (включение гидропривода)
- кнопка (ЦИКЛ ПУСК)
- кнопка (вывод шпинделя вверх)
- кнопка (СТОП)
- кнопка (разжим брусков хонголовки)
- кнопка (вращение шпинделя)
- кнопка (короткие хода шпинделя)
- переключатель АВТОМАТ-НАЛАДКА
- сигнальная лампа (разжим брусков хонголовки)
- сигнальная лампа (шпиндель вверху)
- сигнальная лампа (СЕТЬ)
- реле времени цикла
- кулачки управления возвратно-поступательным движением
- кулачок (СТОП)
- золотник включения манометра
- манометр (контроль давления)
- регулировка давлений в гидросистеме разжима брусков
- регулировка давления в гидросистеме возвратно-поступательного движения
- регулировка скорости возвратно-поступательного движения
- рукоятка переключения скоростей
- кран подачи СОЖ
- табличка
- табличка
Устройство и работа составных частей полуавтомата 3К833
Основание станка состоит из плиты фундаментной и колонны.
Плита фундаментная коробчатой формы, внутренняя полость которой является резервуарами для охлаждающей жидкости и рабочего масла. На зеркале плиты имеются продольные Т-образные пазы, дающие возможность закреплять приспособления.
Колонна — литая стойка коробчатой формы, на которой монтируются все основные узлы полуавтомата, с правой стороны имеется окно, закрытое крышкой 3, через которое открывается доступ к трубопроводам и механизму управления.
Привод вращения шпинделя
Корпус привода вращения — литой коробчатой формы, внутри которой монтируются три шлицевых вала с шестернями, гильза с подвижной пинолью, два гидроцилиндра возвратно-поступательного движения, система смазки.
Изменение чисел оборотов шпинделя обеспечивается подвижным блоком шестерен, который удерживается через упорный подшипник вилкой, вилка в свою очередь фиксируется на направляющей штанге подпружиненным шариком.
Коробка скоростей связана с электродвигателем эластичной муфтой и имеет торможение посредством электромагнитной муфты.
Шпиндель спроектирован по принципу «подвижная пиноль». Шпиндель-пиноль получает возвратно-поступательное движение от двух гидроцилиндров 2, расположенных в одной плоскости с осью шпинделя. Пиноль находится внутри гильзы 3, которая получает вращательное движение от привода вращения и передает на пиноль через бронзовую шпонку 4. Таким образом, шпиндель-пиноль получает возвратно-поступательное и вращательное движение, необходимое для осуществления процесса хонингования. Гильза 3 установлена на подшипниках качения.
В качестве нижней опоры принят двухрядный роликовый подшипник 5 с регулируемым радиальным зазором. Верхняя опора состоит из двух радиально-упорных подшипников 6, воспринимающих осевое усилие. Осевое усилие, необходимое для хонингования, от гидроцилиндров 2 передается на пиноль 1 через соединительную плиту 7 и упорные подшипники 8. С плитой 7 посредством кронштейна 9 связан шток 10, за который цепляется рейка механизма управления.
Гидроцилиндр
Привод возвратно-поступательного движения состоит из двух гидроцилиндров 2.
Штоки цилиндров крепятся к плите 7, на которой закреплен шпиндель 1. При подаче рабочей жидкости в верхнюю или нижнюю полости цилиндров осуществляется ход штоков, а, следовательно, и движение шпинделя вверх или вниз.
Механизм управления служит для регулирования хода шпинделя при возвратно-поступательном движении, вывода шпинделя в исходное положение и осуществления хонингования короткими ходами. Зубчатая рейка 1 (рис. 12) жестко связана с пинолью посредством штока 10 (рис. 11), кронштейна 9 и соединительной плиты 7. На рейке 1 (рис. 12) в Т-образном пазу закреплены кулачки 2 и 3 управления, воздействующие на рычаг 4, поворачивая его. Рычаг 4 сопрягается с валом 5, который посредством двухшарнирной муфты связан с валом управления гидропанели.
Вал 5 может быть в зацеплении с движением рейки помимо кулачков через зубчатое колесо 6, при включении электромагнитной муфты 7. В этом случае полуавтомат работает короткими ходами, длина которых не регулируется. На рейке 1 закрепляется кулачок 8 СТОП, который воздействует на бесконтактный выключатель 9, останавливает шпиндель в исходном положении. На валу 5 закреплен лепесток 10, воздействующий на бесконтактный выключатель 11 включения разжима брусков и отсчета числа двойных ходов.
На валу 5 закреплен лепесток 10, воздействующий на бесконтактный выключатель 11 включения разжима брусков и отсчета числа двойных ходов.
Гидроузлы
С задней стороны колонны с применением притычной гидроаппаратуры, на подпанельных плитах установлены гидропанель возвратно-поступательного движения, четыре парораспределители с электроуправлением, редукционный клапан и фильтр тонкой очистки масла.
С правой стороны колонны установлены: насосная установка, гидропульт с контрольно-регулирующей аппаратурой. Гидропульт, вынесенный на правую боковую сторону полуавтомата, в сочетании с электропультом обеспечивает удобство управления полуавтоматом.
Цилиндр разжима хонинговальной головки
Механизм разжима служит для создания радиального перемещения брусков хонголовки и давления на них.
Механизм имеет рабочий поршень, гидроцилиндр и систему толкателей, которые в свою очередь связаны с системой толкателей хонголовки. Встроенный низковольтный контакт контролирует сжатие брусков хонголовки.
Хонинговальная головка 6- брусковая к станку 3К833
Хонинговальная головка станка 3к833
Хонинговальная головка (хон) представляет собой цилиндр, в котором вмонтированы хонинговальные бруски, перемещающиеся с точностью до 0,01 мм.
Бруски могут быть как абразивными, так и алмазными.
Стандартная хонинговальная головка к хонинговальным станкам моделей 3Г833 и 3К833 применяется для обработки внутренних цилиндрических отверстий путём совмещения вращательного и возвратно-поступательного движения головки с закрепленными на ней раздвижными абразивными брусками с обильным орошением обрабатываемой поверхности смазочно-охлаждающей жидкостью. Она закреплена на специальном шарнирном устройстве шпинделя хонинговального станка и одновременно совершает вращательное и возвратно-поступательное движение.
Позволяет получить отверстия с отклонением от цилиндричности до 5 мкм и шероховатостью поверхности Ra = 0.63 ÷ 0.04.
Хонинговальный станок фирмы ROBBI
Рисунок 7. Общий вид хонинговального станка фирмы ROBBI
Общий вид хонинговального станка фирмы ROBBI
Итальянская фирма ROBBI специализируется на выпуске оборудования для ремонта и восстановления двигателей. Станок SET 200 YUM 12 спроектирован для высокопроизводительного съема больших припусков с необходимой точностью.
Быстрые и простые в использовании станки обеспечивают высокую производительность. По направляющим, на которые нанесено антифрикционное покрытие, перемещается шпиндельная бабка, имеющая достаточный запас жесткости. Направляющая колонна выполнена из высокопрочного чугуна. Гидравлическая система обеспечивает плавное и точное управление органами машины.
Система дает возможность производить работу как в автоматическом, так и в ручном режиме. В качестве дополнений на станок может устанавливаться система гидравлического зажима и стол для тяжелых деталей.
Технические характеристики хонинговального станка 3К833
| Наименование параметра | 3Г833 | 3К833 |
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | Н | Н |
| Диаметр хонингования наименьший/ наибольший/ допустимый, мм | 30/ 125/ 165 | 30/ 125/ 165 |
| Длина хонингования, мм | 150. .450 .450 | 30..400 |
| Расстояние от оси шпинделя до направляющих (вылет), мм | 300 | 300 |
| Расстояние от торца шпинделя до поверхности плиты, мм | 50..550 | 700..1200 |
| Размер рабочей поверхности стола, мм | 500 х 1000 | 500 х 1000 |
| Шпиндель станка | ||
| Частота вращения шпинделя, об/мин | 155, 280, 400 | 160, 250, 400 |
| Ход шпинделя, мм | 500 | 500 |
| Конус шпинделя по ГОСТ 25557-82 | Морзе 4 АТ6 | |
| Скорость возвратно-поступательного движения шпинделя, м/мин | 8; 11,8; 18 | 3..18 б/с |
| Давление в гидросистеме возвратно-поступательного движения шпинделя, МПа | нет | 3,0..4,0 |
| Ход толкателя разжима брусков, мм | 40 | |
| Давление в гидросистеме разжима брусков, МПа | 0,6..2,00 | |
| Наибольший крутящий момент на шпинделе, кНм | 19,5 | |
| Наибольшее осевое усилие на шпинделе, кН | 4,5 | |
| Привод станка | ||
| Количество электродвигателей на станке | 3 | 3 |
| Электродвигатель привода главного движения — вращения шпинделя (ДШ)(М2), кВт | 3,0 | 4,0 |
| Электродвигатель привода возвратно-поступательного движения (ДП), кВт | 1,1 | нет |
| Электродвигатель привода гидравлики (М1), кВт | нет | 4,0 |
| Электродвигатель охлаждения (ДО)(М3), кВт | 0,12 | 0,12 |
| Общая мощность электродвигателей станка, кВт | 4,22 | 8,12 |
| Габарит станка | ||
| Габариты станка (длина х ширина х высота), мм | 1205 х 1180 х 2670 | 1295 х 1145 х 2755 |
| Масса станка, кг | 1200 | 1520 |
- Полуавтомат хонинговальный вертикальный 3К833. Руководство по эксплуатации 3К833.00.000 РЭ, 1991
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
- Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
- Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
- Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
- Куликов С.И. Хонингование, 1973
- Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
- Лоскутов В.В. Шлифование металлов, 1985
- Лоскутов В.В. Шлифовальные станки, 1988
- Лурье Г.Б. Шлифовальные станки и их наладка,1972
- Лурье Г.Б. Устройство шлифовальных станков,1983
- Меницкий И. Д. Универсально-заточные станки ,1968
- Муцянко В.И. Братчиков А.Я. Бесцентровое шлифование, 1986
- Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
- Попов С.А. Шлифовальные работы, 1987
- Терган В.С. Шлифование на круглошлифовальных станках, 1972
- Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Список литературы:
 Руководство по эксплуатации 3К833.00.000 РЭ, 1991
Руководство по эксплуатации 3К833.00.000 РЭ, 1991 Д. Универсально-заточные станки ,1968
Д. Универсально-заточные станки ,1968Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики шлифовальной группы
- Ремонт, восстановление и модернизация шлифовальных станков: американский подход
- Круглое шлифование. Обработка на круглошлифовальных станках. Методы шлифования
- Наладка круглошлифовального станка при установке деталей в центрах
- Шлифовальные станки с ЧПУ
- Маркировка шлифовальных кругов
- Испытания и проверка металлорежущих станков на точность
- Шлифовальные станки. Рынок шлифовальных станков в России
- Справочник заводов производителей шлифовальных станков
- Справочник заводов производителей металлорежущих станков
- Справочник плоскошлифовальных станков
- Статьи по теме
 Рынок шлифовальных станков в России
Рынок шлифовальных станков в РоссииГлавная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Конструкция хонинговальных станков и область их применения
Окончательная обработка поверхностей валов и отверстий делается с помощью хонинговальных станков. Оборудование этого класса относится к сложному технологическому, так как к конечному результату предъявляются жесткие требования по качеству.
Назначение и виды хонинговальных станков
Хонингование – это процесс, аналогичный шлифовке. Разница заключается в том, что в течение выполнения работы происходит значительное снятие материала с поверхности заготовки для придания ей окончательной формы. При этом шероховатость должна быть не выше установленной нормы.
Конструктивно хонинговальные станки представляют собой производственный комплекс, состоящий из станины, устройства для установки заготовки, шпиндельного блока и штифта для монтажа обрабатывающего инструмента – хоном. Во время работы деталь остается неподвижной – вращается штифт. Причем он совершает не только вращательные, но и поступательные движения. Этот принцип способствует равномерной обработке поверхности заготовки.
В зависимости от конструктивных особенностей хонинговальные станки могут быть следующих типов:
- расположение шпинделя. Чаще всего встречаются вертикальные модели. Но для некоторых производственных процессов применяется горизонтально-хонинговальный станок или его наклонный аналог;
- по числу шпинделей. Оборудование может быть с одним или несколькими шпинделями. Последние предназначены для комплексного хонингования сложных по форме деталей;
- по типу обработки – внешняя или внутренняя. Некоторые модели могут одновременно выполнять все типы хонингования;
- по степени автоматизации. Для выполнения небольшого объема работ применяют станки с механическим управлением. Если же необходимо добиться максимальной скорости обработки – нужно использовать автоматические или полуавтоматические модели.
 Для выполнения небольшого объема работ применяют станки с механическим управлением. Если же необходимо добиться максимальной скорости обработки – нужно использовать автоматические или полуавтоматические модели.
Для выполнения небольшого объема работ применяют станки с механическим управлением. Если же необходимо добиться максимальной скорости обработки – нужно использовать автоматические или полуавтоматические модели.Важным моментом является выбор брусков, установленных на штифт шпинделя. Они различаются по зернистости, материалу изготовления, а также площади контакта с обрабатываемой деталью.
Основной вращательный момент передаётся на вал шпинделя от электродвигателя. Для поступательного движения чаще всего применяют гидроцилиндры.
Перечень основных технических характеристик
Определившись, какие хонинговальные станки будут оптимальны для выполнения того или иного типа работы, необходимо рассчитать их технологические и эксплуатационные характеристики. Они зависят от материала изготовления деталей, степени их обработки, а также времени, которое необходимо для выполнения этой процедуры.
Определяющим параметром является расположение шпинделя станка. Затем следует определиться с их количеством и типом обработки. Эти параметры напрямую влияют на габариты и вес всей конструкции. Также учитывается наличие системы охлаждения. Она необходима для снижения температуры на поверхности детали и шлифовальных кругов. В случае ее отсутствия нагрев может привести к появлению внутреннего напряжения, что скажется на износостойкости детали.
Эти параметры напрямую влияют на габариты и вес всей конструкции. Также учитывается наличие системы охлаждения. Она необходима для снижения температуры на поверхности детали и шлифовальных кругов. В случае ее отсутствия нагрев может привести к появлению внутреннего напряжения, что скажется на износостойкости детали.
Основные технические характеристики, которыми должны обладать хонинговальные станки:
- класс точности. Большинство моделей имеют класс «Н»;
- максимальный и минимальный диаметры хонингования;
- длина обработки;
- величина вылета шпинделя;
- расстояние от обрабатывающей головки до поверхности рабочего стола;
- габариты рабочего стола;
- частоты вращения шпинделя;
- максимальный ход шпинделя;
- скорость возвратно-поступательного движения рабочей части станка;
- максимальный крутящий момент;
- допустимое осевое усилие;
- мощность электродвигателя;
- производительность системы охлаждения.
Отдельно необходимо учитывать параметры гидравлической системы, которой оснащены хонинговальные станки. Для обеспечения ее нормальной работы следует периодически проверять состояние гидроцилиндров, контролировать величину номинального давления в них. Фиксация заготовки осуществляется механическим способом или с помощью магнитного (электромагнитного) стола.
Для обеспечения ее нормальной работы следует периодически проверять состояние гидроцилиндров, контролировать величину номинального давления в них. Фиксация заготовки осуществляется механическим способом или с помощью магнитного (электромагнитного) стола.
В качестве примера можно посмотреть видеоматериал, в котором показан процесс обработки цилиндров двигателя с помощью хонинговального станка:
stanokgid.ru
ватт это что? Он Хонен ван де Цилиндерс?
Degenen die werken als een оператор машин исследований в deze specialiteit zijn niet alleen geconfronteerd met een term als schuren. Для этого выполните следующие действия: самые популярные виды деятельности, шлифованные, многослойные, суперфинишные (SuperFinish) и надлежащие.
Хонингование – специальное задание для тонкой обработки. Het wordt zelden gebruikt in de techniek, want er zijn andere mechanische bewerkingen, waarmee u betere resultaten kunt bereiken. Daarom weinig mensen weten hoe te honen van de cilinders uit te voeren, dat het, voor welk doel en in welke gevallen wordt gebruikt.
Хонингование: Het concept en definities
Хонингование – механический станок, открывающий дверь, а также материал, содержащий алмазные коррелы, которые можно использовать бесплатно. Deze operatie wordt beschouwd als zeer productief en efficiënt met betrekking tot de openenen te zijn. Стреляйте в течение 2 000 000 000 90 009 3 90 010 мм в час. Dit komt overeen встретил het einde draaien frees voor het draaien of slijpen ruwe slijpwiel. Daarom kunnen we zeggen dat honen – он является ук де afwerking, zoals tijdens de operatie, een eindoppervlak, что будет zeggen het eindproduct.
honen gereedschap
Een tool dat wordt gebruikt voor het slijpen genoemd Hon of wetten weg. Hong een metaal-snijgereedschap bestaande uit drie of meer schurende staven (stenen) geplaatst op de omtrek.
In veel Honah stenen zijn afneembaar. Dat wil zeggen, wanneer slijtage beschadiging gemakkelijk kan worden vervangen.
шлифовальные машины
Оборудование для производства специальных машин, двух типов: горизонтальных и вертикальных. Горизонтальные рабочие машины были встречены как горизонтальные. Вертикальный respectievelijk verticaal gemonteerde spil. Voor heet eerst gebruikt voor de lange onderdelen, alsmede voor externe Operations. Вертикальные машины – korte werkstukken en bij voorkeur inwendig bewerken, dat wil zeggen gaten …
Горизонтальные рабочие машины были встречены как горизонтальные. Вертикальный respectievelijk verticaal gemonteerde spil. Voor heet eerst gebruikt voor de lange onderdelen, alsmede voor externe Operations. Вертикальные машины – korte werkstukken en bij voorkeur inwendig bewerken, dat wil zeggen gaten …
Bekende модели фургонов машин: 3G833, 3K833, 3H- 86 M4215-1. Даже новые модели: Sunnen HTS-124-020, LEV125 Somes, LEV250 Somes, TN170 и TM806 (807).
Vaak nieuwe modellen van slijpmachines made gespecialiseerde, en niet Universel, in tegenstelling tot de Советское производство машин. Dat wil zeggen, ze zijn alleen geschikt voor één enkele handeling, bijvoorbeeld voor het honen van de cilinder. Ook zijn er nieuwe modellen van kleine больших машин. Meestal worden deze машины ontworpen voor het slijpen van thuis.
Ваннер честен?
Zoals eerder vermeld, vaak mechanische bewerking zoals slijpen, wordt toegepast voor het afwerken van ronde gaten en andere harde oppervlakken in gevallen waar andere methodes niet kunnen worden toegepast schuren of toepassing niet praktisch. Daarnaast honen gaten gebruikt in gevallen wanneer het nodig is om een минимальный cilindriciteit en oppervlakteruwheid bereiken tot micron. Это де Reden waarom де meest populaire vorm ван behandeling tijdens де vervaardiging ван де cilinders ontvangen. Deze laatste worden op grote schaal gebruikt de techniek, de bouw en automobieindustrie.
Daarnaast honen gaten gebruikt in gevallen wanneer het nodig is om een минимальный cilindriciteit en oppervlakteruwheid bereiken tot micron. Это де Reden waarom де meest populaire vorm ван behandeling tijdens де vervaardiging ван де cilinders ontvangen. Deze laatste worden op grote schaal gebruikt de techniek, de bouw en automobieindustrie.
voordelen van honen
Hoewel het slijpen, polijsten en slijpen worden beschouwd als de meest populaire en voorkomende verwerkingsmethodes cilinders, in de meeste gevallen de voorkeur verdienen honen, omdat het en efficinawterkeunter. Bovendien kan het honen worden ondervonden met andere voordelen, zoals:
- Verhoogde weerstand tegen slijtage. Dit, op zijn beurt, heefteen positief effect op de verdere werking van de motor en om de levensduur te maximaliseren.
- De afwezigheid van het huwelijk детали. Het feit dat de cilinders obrabatyvanii Hon blootgestelde oppervlak lager is dan de druk, bijvoorbeeld malen. Dat wil zeggen dat de kans op het krijgen van het huwelijk van de cilinder worden aanzienlijk verminderd.
- De technische eisen. Vanwege het feit dat de honen stenen hebben een groot aanbod in vergelijking met de dezelfde slijpschijven, aan de technische eisen van de onderdelen, meerdere malen makkelijker te bereiken.
- Het nauwkeurig gaten. Gezien де opzet schat tijdens bewerking Automaticisch де afwijking ван het gat toegestane waarden, die overblijven uit eerdere bewerkingen, zoals het na het Boren Corrigeren.
- Het verminderen van de beschikbare verwerkingstijd. Zoals bekend, это er geen hulpmiddel voor het slijpen van de cilinder. Er zijn dergelijke apparaten die u in staat om te honen gegevens te blokkeren. Дверь behandeling фургона het aantal openen en tegelijkertijd neemt де tijd voor de operatie. Это vooral belangrijk в massaproductie, wanneer de dag nodig is om duizenden cilinders te producten.

Хонинговальный цилиндр
Цилиндры более блестящие, uit te voeren honen verschillende cilinders in éen bewerking, veel bedrijven gebruiken een speciale inrichting for het honen. Vaak mallen die beveiligen het cilinderblock aan het machineframe voor verdere verwerking.
Vaak mallen die beveiligen het cilinderblock aan het machineframe voor verdere verwerking.
Aldus на широковещательный фургон де кнооппунт-аппарат оп де cilinder hoonmachine wordt uitgevoerd in twee fasen:
- Rough honen. В этом стадионе есть Bewerking Wordt gebruikt om de Grove staven slijpen. Met een dergelijk gereedschap является хет mogelijk де Oorspronkelijke cirkelvorm ван де cilinderboring, умирают nog niet aan де спецификаций garanderen.
- Готово. В plaats daarvan aan te scherpen встретил grof bars nu gebruikt fijn schuurpapier. Het kan diamant keramiekstaven zijn. De essentie van de tweede fase – это он де laatste vergoedingen en de oprichting van de uiteindelijke vorm van het gat, dat zal voldoen aan de technische eisen voor details te elimineren.
Хонингование
Weinigen weten dat de cilinder honen niet alleen in de fabriek, maar ook thuis kan worden uitgevoerd. Vaak kan een dergelijke operatie wanneer de oude cilindereenheid de eigenschap van resistentie verloren slijtage en moeten worden gereinigd van opgehoopte schaal vereist.
Thuis, хонингование – это универсальное средство для шлифовки, но не может быть выполнено с помощью керосина (из смоченного масла) и специально предназначено для шлифования, а также для создания электрической буровой машины. Deze koppen kunnen worden gekocht bij alle hardware winkel of een auto (in uiterlijk ze lijken op borstels voor de afwas). Zoals het geval выполнен с отличием voor werktuigmachines, honen koppen voor Boren worden ook verkocht voor het voorbewerken en afwerking. Ze verschillen onderling ontvankelijk диаметры в фотографиях.
Для того, чтобы обеспечить комфортную работу цилиндра в одном из канворденов, в крайнем случае, открыть дергелийк oppervlak, waarbij de voeten kan houden. На этом предмете есть bevestigd, kan zeer slijpen worden uitgevoerd. Het wordt aanbevolen om het handvat gat voor het voorbewerken en één voor de afwerking keer verdubbelen.
Reinigen van het cilinderoppervlak
Надежная работа с металлической стружкой в schurende.