3К833 станок хонинговальный вертикальный одношпиндельный полуавтомат. Паспорт, схемы, характеристики, описание
Сведения о производителе хонинговального станка 3К833
Производители хонинговального станка 3К833 — Майкопский станкостроительный завод им. Фрунзе и Краснореченский станкостроительный завод им. М.В. Фрунзе.
Станок является дальнейшим усовершенствованием аналогичных хонинговальных станков серии 3Г833.
Станки выпускаемые Майкопским станкостроительным заводом им. Фрунзе
- 2А78
— станок отделочно-расточной вертикальный 500 х 1000 - 2А78Н
— станок отделочно-расточной вертикальный 500 х 1250 - 2Е78П, 2Е78ПН
— станок отделочно-расточной 500 х 1000 - 3Г833
— станок хонинговальный вертикальный полуатомат - 3К833
— станок хонинговальный вертикальный полуатомат - 8А531
— станок ленточнопильный вертикальный для резки металла - 2733П
— станок отделочно-расточной вертикальный 630 х 1250
Расположение составных частей хонинговального станка 3К833
Расположение составных частей станка 3к833
Перечень составных частей хонинговального станка 3К833
- основание станка — 3К833.
 10.000
10.000 - привод вращения шпинделя — 3K833.20.000
- гидроцилиндр — 3К833.30.000
- механизм управления станком — 3К833.40.000
- гидроузлы — 3К833.50.000
- цилиндр разжима хонинговальной головки — 3K833.60.000
- охлаждение станка — 3К833.80.000
- электрооборудование станка — 3К833.90.000
- ограждение — 3К833.85.000
Расположение органов управления хонинговальным станком 3К833
Расположение органов управления станком 3к833
Перечень органов управления хонинговальным станком 3К833
- кнопка (включение гидропривода)
- кнопка (ЦИКЛ ПУСК)
- кнопка (вывод шпинделя вверх)
- кнопка (СТОП)
- кнопка (разжим брусков хонголовки)
- кнопка (вращение шпинделя)
- кнопка (короткие хода шпинделя)
- переключатель АВТОМАТ-НАЛАДКА
- сигнальная лампа (разжим брусков хонголовки)
- сигнальная лампа (шпиндель вверху)
- сигнальная лампа (СЕТЬ)
- реле времени цикла
- кулачки управления возвратно-поступательным движением
- кулачок (СТОП)
- золотник включения манометра
- манометр (контроль давления)
- регулировка давлений в гидросистеме разжима брусков
- регулировка давления в гидросистеме возвратно-поступательного движения
- регулировка скорости возвратно-поступательного движения
- рукоятка переключения скоростей
- кран подачи СОЖ
- табличка
- табличка
Устройство и работа составных частей полуавтомата 3К833
Основание станка состоит из плиты фундаментной и колонны.
Плита фундаментная коробчатой формы, внутренняя полость которой является резервуарами для охлаждающей жидкости и рабочего масла. На зеркале плиты имеются продольные Т-образные пазы, дающие возможность закреплять приспособления.
Колонна — литая стойка коробчатой формы, на которой монтируются все основные узлы полуавтомата, с правой стороны имеется окно, закрытое крышкой 3, через которое открывается доступ к трубопроводам и механизму управления.
Привод вращения шпинделя
Корпус привода вращения — литой коробчатой формы, внутри которой монтируются три шлицевых вала с шестернями, гильза с подвижной пинолью, два гидроцилиндра возвратно-поступательного движения, система смазки.
Изменение чисел оборотов шпинделя обеспечивается подвижным блоком шестерен, который удерживается через упорный подшипник вилкой, вилка в свою очередь фиксируется на направляющей штанге подпружиненным шариком.
Коробка скоростей связана с электродвигателем эластичной муфтой и имеет торможение посредством электромагнитной муфты.
Шпиндель спроектирован по принципу «подвижная пиноль». Шпиндель-пиноль получает возвратно-поступательное движение от двух гидроцилиндров 2, расположенных в одной плоскости с осью шпинделя. Пиноль находится внутри гильзы 3, которая получает вращательное движение от привода вращения и передает на пиноль через бронзовую шпонку 4. Таким образом, шпиндель-пиноль получает возвратно-поступательное и вращательное движение, необходимое для осуществления процесса хонингования. Гильза 3 установлена на подшипниках качения.
В качестве нижней опоры принят двухрядный роликовый подшипник 5 с регулируемым радиальным зазором. Верхняя опора состоит из двух радиально-упорных подшипников 6, воспринимающих осевое усилие. Осевое усилие, необходимое для хонингования, от гидроцилиндров 2 передается на пиноль 1 через соединительную плиту 7 и упорные подшипники 8. С плитой 7 посредством кронштейна 9 связан шток 10, за который цепляется рейка механизма управления.
Гидроцилиндр
Привод возвратно-поступательного движения состоит из двух гидроцилиндров 2.
Штоки цилиндров крепятся к плите 7, на которой закреплен шпиндель 1. При подаче рабочей жидкости в верхнюю или нижнюю полости цилиндров осуществляется ход штоков, а, следовательно, и движение шпинделя вверх или вниз.
Механизм управления служит для регулирования хода шпинделя при возвратно-поступательном движении, вывода шпинделя в исходное положение и осуществления хонингования короткими ходами. Зубчатая рейка 1 (рис. 12) жестко связана с пинолью посредством штока 10 (рис. 11), кронштейна 9 и соединительной плиты 7. На рейке 1 (рис. 12) в Т-образном пазу закреплены кулачки 2 и 3 управления, воздействующие на рычаг 4, поворачивая его. Рычаг 4 сопрягается с валом 5, который посредством двухшарнирной муфты связан с валом управления гидропанели.
Вал 5 может быть в зацеплении с движением рейки помимо кулачков через зубчатое колесо 6, при включении электромагнитной муфты 7. В этом случае полуавтомат работает короткими ходами, длина которых не регулируется. На рейке 1 закрепляется кулачок 8 СТОП, который воздействует на бесконтактный выключатель 9, останавливает шпиндель в исходном положении. На валу 5 закреплен лепесток 10, воздействующий на бесконтактный выключатель 11 включения разжима брусков и отсчета числа двойных ходов.
На валу 5 закреплен лепесток 10, воздействующий на бесконтактный выключатель 11 включения разжима брусков и отсчета числа двойных ходов.
Гидроузлы
С задней стороны колонны с применением притычной гидроаппаратуры, на подпанельных плитах установлены гидропанель возвратно-поступательного движения, четыре парораспределители с электроуправлением, редукционный клапан и фильтр тонкой очистки масла.
С правой стороны колонны установлены: насосная установка, гидропульт с контрольно-регулирующей аппаратурой. Гидропульт, вынесенный на правую боковую сторону полуавтомата, в сочетании с электропультом обеспечивает удобство управления полуавтоматом.
Цилиндр разжима хонинговальной головки
Механизм разжима служит для создания радиального перемещения брусков хонголовки и давления на них.
Механизм имеет рабочий поршень, гидроцилиндр и систему толкателей, которые в свою очередь связаны с системой толкателей хонголовки. Встроенный низковольтный контакт контролирует сжатие брусков хонголовки.
Основные преимущества хонинговальных станков с ЧПУ
К основным достоинствам оборудования относят:
- Очень высокую производительность.
- Возможность работы автономно или в производственной линии.
- Точность, надежность и безопасность.
- Возможность обработки всех видов прецизионных отверстий.
- Широкий выбор зернистости инструмента.
- Удобное и простое задание параметров, а также встроенный графический «справочник», который облегчает коррекцию погрешностей формы отверстия.
- Возможность запрограммировать в одном производственном цикле две различных глубины для глухих отверстий.
- Простота в эксплуатации, обслуживании в сочетании с производственной гибкостью.
Чтобы купить хонинговальный станок в Москве, Санкт-Петербурге, Екатеринбурге и других городах, обратитесь по указанному на сайте телефону. 100% сотрудников отдела продаж — технические специалисты. Они помогут определиться с выбором оборудования, подходящего вам по функциональности, стоимости и комплектации, а также проконсультируют по способу оплаты и доставки.
Хонинговальная головка 6- брусковая к станку 3К833
Хонинговальная головка станка 3к833
Хонинговальная головка (хон) представляет собой цилиндр, в котором вмонтированы хонинговальные бруски, перемещающиеся с точностью до 0,01 мм.
Бруски могут быть как абразивными, так и алмазными.
Стандартная хонинговальная головка к хонинговальным станкам моделей 3Г833 и 3К833 применяется для обработки внутренних цилиндрических отверстий путём совмещения вращательного и возвратно-поступательного движения головки с закрепленными на ней раздвижными абразивными брусками с обильным орошением обрабатываемой поверхности смазочно-охлаждающей жидкостью. Она закреплена на специальном шарнирном устройстве шпинделя хонинговального станка и одновременно совершает вращательное и возвратно-поступательное движение.
Позволяет получить отверстия с отклонением от цилиндричности до 5 мкм и шероховатостью поверхности Ra = 0.63 ÷ 0.04.
Принцип работы
Хонинговальное оборудование сейчас специализировано под узкий профиль, универсальность ушла в прошлое. Станок может иметь горизонтальное или вертикальное расположение шпинделя, каждый из них имеет свое назначение в зависимости от проводимой работы. Необходимую шероховатость и точность отверстия обеспечивает особенность конструкции. Во время обработки заготовка неподвижна, а шпиндель с закрепленной хонинговальной головкой вращается. При этом инструмент движется вверх, вниз, а также вокруг своей оси, что позволяет обрабатывать поверхность равномерно.
Станок может иметь горизонтальное или вертикальное расположение шпинделя, каждый из них имеет свое назначение в зависимости от проводимой работы. Необходимую шероховатость и точность отверстия обеспечивает особенность конструкции. Во время обработки заготовка неподвижна, а шпиндель с закрепленной хонинговальной головкой вращается. При этом инструмент движется вверх, вниз, а также вокруг своей оси, что позволяет обрабатывать поверхность равномерно.
Вертикальные станки востребованы в крупносерийном и массовом производстве, поскольку их легко встроить в автоматизированную линию. Их используют для обработки деталей с вертикальным расположением отверстий, небольшой глубиной и диаметром, которые удобнее всего расположить вертикально. Горизонтальные модели применяют для длинных заготовок, обработка которых затруднительна из-за высокого соотношения длины и диаметра, например: труб для гидроцилиндров и пневмоцилиндров.
Технические характеристики хонинговального станка 3К833
| Наименование параметра | 3Г833 | 3К833 |
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | Н | Н |
| Диаметр хонингования наименьший/ наибольший/ допустимый, мм | 30/ 125/ 165 | 30/ 125/ 165 |
| Длина хонингования, мм | 150. .450 .450 | 30..400 |
| Расстояние от оси шпинделя до направляющих (вылет), мм | 300 | 300 |
| Расстояние от торца шпинделя до поверхности плиты, мм | 50..550 | 700..1200 |
| Размер рабочей поверхности стола, мм | 500 х 1000 | 500 х 1000 |
| Шпиндель станка | ||
| Частота вращения шпинделя, об/мин | 155, 280, 400 | 160, 250, 400 |
| Ход шпинделя, мм | 500 | 500 |
| Конус шпинделя по ГОСТ 25557-82 | Морзе 4 АТ6 | |
| Скорость возвратно-поступательного движения шпинделя, м/мин | 8; 11,8; 18 | 3..18 б/с |
| Давление в гидросистеме возвратно-поступательного движения шпинделя, МПа | нет | 3,0..4,0 |
| Ход толкателя разжима брусков, мм | 40 | |
| Давление в гидросистеме разжима брусков, МПа | 0,6..2,00 | |
| Наибольший крутящий момент на шпинделе, кНм | 19,5 | |
| Наибольшее осевое усилие на шпинделе, кН | 4,5 | |
| Привод станка | ||
| Количество электродвигателей на станке | 3 | 3 |
| Электродвигатель привода главного движения — вращения шпинделя (ДШ)(М2), кВт | 3,0 | 4,0 |
| Электродвигатель привода возвратно-поступательного движения (ДП), кВт | 1,1 | нет |
| Электродвигатель привода гидравлики (М1), кВт | нет | 4,0 |
| Электродвигатель охлаждения (ДО)(М3), кВт | 0,12 | 0,12 |
| Общая мощность электродвигателей станка, кВт | 4,22 | 8,12 |
| Габарит станка | ||
| Габариты станка (длина х ширина х высота), мм | 1205 х 1180 х 2670 | 1295 х 1145 х 2755 |
| Масса станка, кг | 1200 | 1520 |
- Полуавтомат хонинговальный вертикальный 3К833. Руководство по эксплуатации 3К833.00.000 РЭ, 1991
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
- Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
- Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
- Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
- Куликов С.И. Хонингование, 1973
- Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
- Лоскутов В.В. Шлифование металлов, 1985
- Лоскутов В.В. Шлифовальные станки, 1988
- Лурье Г.Б. Шлифовальные станки и их наладка,1972
- Лурье Г.Б. Устройство шлифовальных станков,1983
- Меницкий И. Д. Универсально-заточные станки ,1968
- Муцянко В.И. Братчиков А.Я. Бесцентровое шлифование, 1986
- Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
- Попов С.А. Шлифовальные работы, 1987
- Терган В.С. Шлифование на круглошлифовальных станках, 1972
- Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Список литературы:
 Руководство по эксплуатации 3К833.00.000 РЭ, 1991
Руководство по эксплуатации 3К833.00.000 РЭ, 1991 Д. Универсально-заточные станки ,1968
Д. Универсально-заточные станки ,1968Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики шлифовальной группы
- Ремонт, восстановление и модернизация шлифовальных станков: американский подход
- Круглое шлифование. Обработка на круглошлифовальных станках. Методы шлифования
- Наладка круглошлифовального станка при установке деталей в центрах
- Шлифовальные станки с ЧПУ
- Маркировка шлифовальных кругов
- Испытания и проверка металлорежущих станков на точность
- Шлифовальные станки. Рынок шлифовальных станков в России
- Справочник заводов производителей шлифовальных станков
- Справочник заводов производителей металлорежущих станков
- Справочник плоскошлифовальных станков
- Статьи по теме
 Рынок шлифовальных станков в России
Рынок шлифовальных станков в РоссииГлавная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Быстрый поиск по разделу
Быстрая установка и простое использование этих вертикально-хонинговальных станков обеспечивает их высокую производительность. Жесткая и прочная шпиндельная бабка установлена на направляющих с антифрикционным покрытием типа Turcite. Направляющие колонны из высокопрочного чугуна обработаны ручным шабрением, немедленное и равномерное абразивное действие брусков обеспечено плавной регулировкой с помощью управляющей гидросистемы.
Имеется возможность работать в ручном и в автоматическом режиме с остановом в конце заданного цикла. Для повышения производительности машины по запросу могут быть поставлены с гидравлическими зажимными приспособлениями и столом для тяжелых деталей.
Вертикально-хонинговальные станки SET YUM – это легкое управление, минимум операций для прецизионной работы и высокое качество работы благодаря жесткой подаче брусков хонинговальной головки. Окраска в любой цвет по выбору заказчика.
Каждый такой вертикально-хонинговальный станок спроектирован так, чтобы обеспечить высокую точность и одновременно быть простым в использовании. Поэтому особенности наладки станка разработаны с учетом потребностей оператора и являются быстрыми, простыми и не требуют специальных знаний и навыков. Заключительный выбор легок: станки надежны, удобны и точны, их цены приемлемы, что означает выгодное возвращение инвестиций. Оперативная связь с производителем гарантирует, в случае необходимости, консультации и быструю поставку требуемых запчастей и расходных материалов.
ОТЛИЧИТЕЛЬНЫЕ ОСОБЕННОСТИ СТАНКОВ SET YUM:
- Высшая степень производительности и эффективности.
- Максимальная точность, легкое обслуживание и простая работа, большая долговечность.
- Жесткая и прочная конструкция бабки с направляющими чугунной колонны, выполненными путем ручного шабрения, и ответными поверхностями бабки, покрытыми антифрикционным материалом Turcite.
- Гидравлическая система разжима брусков с непрерывным контролем.
- Непрерывное и однородное абразивное воздействие на поверхность отверстия.
- Быстрое и эффективное снятие припуска с самым высоким стандартом точности.
- Центральная смазка с системой эффективной очистки.
- Большой выбор хонинговальных головок и приспособлений.
- Быстрые снятие/установка хонинговальной головки.
- Быстрая настройка верхней и нижней крайних положений хонголовки при хонинговании.
- Возможность простой регулировки частоты вращения и вертикальной подачи хонголовки.
- Жесткая подача брусков на разжим с автоматической или ручной регулировкой.

Станина. Жесткая и прочная станина и колонна из чугуна обеспечивает высокую точность и долговечность станка. |
Двигатели. Мощные двигатели позволяют снимать большие припуски в обрабатываемых отверстиях не зависимо от размера. |
| Гидростанция. Модульная гидростанция с чрезвычайно мощными насосами гарантирует постоянную скорость подачи при любых режимах хонингования. |
| Электрический шкаф. Удобное расположение элементов обеспечивает легкость работы и минимум времени на контроль. |
Опора хонголовки. Незаменимое устройство при большой длине обрабатываемого отверстия. |
Крепление детали на столе. Легкая и быстрая установка, регулировка и зажим любых деталей. |
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Обрабат. диаметры цилинд., мм диаметры цилинд., мм | 30- 200 | 30- 200 | 30- 300 | 30- 300 | 30- 400 | |
| Макс. длина хонинг-я, мм | 1000 | 1200 | 1400 | 1900 | 2300 | |
| Расст. от шпинделя до направл-х колонки, мм | 375 | 375 | 435 | 435 | 435 | |
| Шпиндел. скорости вращения, об/мин | 62- 85- 115- 130- 170 -230 | 62- 85- 115- 130- 170- 230 | 25- 38- 50- 62- 95- 123 | 25- 38- 50- 62- 95- 123 | 15- 150 | |
| Вертик. подача шпинделя, м/мин | 10- 20 | 10- 20 | 10- 20 | 10- 20 | 8- 18 | |
| Главный шпиндел. двигатель, кВт | 5,5 | 5,5 | 12,5 | 12,5 | 25,0 | |
| Гидравл. насос, кВт | 7,5 | 7,5 | 12,5 | 12,5 | 20,0 | |
| Насос системы охлажд-я, кВт | 0,5 | 0,5 | 0,5 | 0,5 | 0,5 | |
| Насос системы гидро зажима, кВт | 2 | 2 | 3 | 3 | 4 | |
| Высота, мм | 2750 | 3150 | 3600 | 4600 | 5300 | |
Высота с макс. поднятой бабкой, мм поднятой бабкой, мм | 3400 | 3800 | 4400 | 5150 | 6000 | |
| Треб. рабочее простр-во, мм | 1300 x 1100 x 3400 | 1300 x 1100 x 3800 | 1385 x 1710 x 4400 | 1385 x 1710 x 5150 | 3000 x 4000 x 6000 | |
| Приблиз. чистый вес, кг | 2300 | 2500 | 2800 | 3200 | 5800 | |
КОМПЛЕКТ СТАНДАРТНОГО ОБОРУДОВАНИЯ
ДОПОЛНИТЕЛЬНОЕ ОБОРУДОВАНИЕ (НА ЗАКАЗ)
|
Хонинговальные головки Новый ряд хонов был специально сконструирован для того, чтобы добиться лучших результатов в удалении припуска и демпфирования вибраций. |
 Хонинговальные инструменты с плавным гидравлическим расширением – давление расширения равномерно и плавно приводит в действие все бруски, чем обеспечивается совершенное и однородное действие абразива на поверхность отверстия для достижения наилучших результатов хонингования.
Хонинговальные инструменты с плавным гидравлическим расширением – давление расширения равномерно и плавно приводит в действие все бруски, чем обеспечивается совершенное и однородное действие абразива на поверхность отверстия для достижения наилучших результатов хонингования.| Диаметр хонинг-я, мм | 30 — 39 | 35 — 49 | 45 — 64 | 60 — 83 | 80 — 104 | 99 — 130 | 125 — 166 |
| Держат. брусков | 9 | 12 | 16 | 16 | 24 | 24 | 24 |
| Размеры абразив. камней, мм | 60х 6х 5 | 80х 8х 6 | 80х 8х 6 | 100 x 10х 8 | 125 x 10x 10 | 150 x 12x 12 | 150 x 12х 12 |
| Удлинит. штанги, модель | PLY 30 | PLY 35 | PLY 45 | PLY 60 | PLY 80 | PLY 100 / 125 | PLY 100 / 125 |
| Диаметр хонинг-я, мм | 150 — 185 | 179 — 226 | 220 — 270 | 260 — 310 | 300 — 370 | 350 — 410 |
Держат. брусков брусков | 24 | 24 | 24 | 24 | 21 | 21 |
| Размеры абразив. камней, мм | 200 х 14х 14 | 200 х 14х 14 | 250 x 20x 18 | 250 x 20x 18 | 300 x 25x 25 | 300 x 25x 25 |
| Удлинит. штанги, модель | PLY 150 / 180 | PLY 150 / 180 | PLY 220 / 260 | PLY 220 / 260 | PLY 300 / 350 | PLY 300 / 350 |
Наиболее полная информация о Вертикально-хонинговальных станках ROBBI и их дополнительном оборудовании, условиях поставки, гарантиях и многих других полезных вещах представлена в русском каталоге станочного оборудования ROBBI.
по эксплуатации хонинговального станка для хонингования блоков цилиндров SET150
в формате PDF (3,9 Мб)
Рекомендуем также посмотреть наше слайд-шоу о том, как производятся станки на заводе ROBBI в Италии.
Специализированный моторный является одним из пользователей хонинговальных станков ROBBI — в нашем цехе работает вертикально-хонинговальный станок ROBBI SET150-E с 6-брусковой хонголовкой и автоматическим управлением PLC
. Посмотреть его в работе всегда можно в Москве в цехе АБ-Инжиниринг.
Посмотреть его в работе всегда можно в Москве в цехе АБ-Инжиниринг.
Всем покупателям сообщаем, что для заказа станка Robbi для Вашего цеха достаточно просто отправить запрос на станочное оборудование Robbi прямо с нашего сайта. Или позвонить в отдел оборудования: – в Москве в СМЦ «АБ-Инжиниринг» по телефону +7 925 544-8195, WhatsApp +38 096 163-2183, +7 926 150-8195 или по электронной почте. – в Украине в «Международном моторном бюро» по телефону/WhatsApp +38 096 163 2183 или по электронной почте.
Мы готовы предложить Вам любой вариант оборудования Вашего цеха станками любого производителя — от самой дорогой TOP-модели до самого дешевого, но не менее качественного станка
.
ЗАПРОСИТЬ ОБОРУДОВАНИЕ
Другие хонинговальные станки ROBBI…
Еще станки ROBBI…
На главную
ВНИМАНИЕ!
Сайт носит исключительно информационный характер и не может рассматриваться в качестве публичной оферты согласно положениям Статьи 437 Гражданского Кодекса Российской Федерации. Пожалуйста, обращайтесь к менеджерам по продажам для получения подробной информации о ценах на оборудование.
Пожалуйста, обращайтесь к менеджерам по продажам для получения подробной информации о ценах на оборудование.
Хонинговальные станки с ЧПУ для обработки точных отверстий
Основные положения хонингования
Процесс хонингования подробно описан на википедии и на металлвики, поэтому рассмотрим только практическую сторону вопроса хонингования и оборудование, применяемое при этом. Хонингование используется, когда вам нужно получить отверстие со сверхвысокими требованиями к округлости, шероховатости и параллельности. В нашей практике мы использовали оборудование «Sunnen» для получения шероховатости выше Ra0,04 мкм
и допуска
круглости менее 0,5 мкм
, при этом предельные отклонения размера обработанного отверстия составили менее 2 мкм. Указанные параметры мы достигли на вертикально-хонинговальном станке Sunnen SV2010.
При хонинговании нельзя исправить ось отверстия, поэтому перед операцией хонингования обычно выполняется расточка. Исключением из этого правила могут стать задачи хонингования отверстий небольшой глубины, в таком случае для обработки можно использовать длинные хонинговальные бруски. Такие бруски при хонинговании перекрывают всю длину отверстия, при такой технологии ось отверстия может быть незначительно скорректирована.
Такие бруски при хонинговании перекрывают всю длину отверстия, при такой технологии ось отверстия может быть незначительно скорректирована.
Стандартные припуски под хонингование обычно составляют менее 0,05 мм на сторону в зависимости от диаметра обрабатываемой детали.
Расположение составных частей хонинговального станка 3К833
Расположение составных частей станка 3к833
Перечень составных частей хонинговального станка 3К833
- основание станка — 3К833.10.000
- привод вращения шпинделя — 3K833.20.000
- гидроцилиндр — 3К833.30.000
- механизм управления станком — 3К833.40.000
- гидроузлы — 3К833.50.000
- цилиндр разжима хонинговальной головки — 3K833.60.000
- охлаждение станка — 3К833.80.000
- электрооборудование станка — 3К833.90.000
- ограждение — 3К833.85.000
Горизонтально-хонинговальные станки
Горизонтально-хонинговальные станки используются для хонингования длинных заготовок типа «труба». Длина обработки до 10 000 мм, наружный диаметр детали до 1000 мм. Как правило, эти детали представляют из себя тела вращения, при этом точная их обработка на обычных токарных станках затруднительна из-за высокого соотношения длины и диаметра.
Длина обработки до 10 000 мм, наружный диаметр детали до 1000 мм. Как правило, эти детали представляют из себя тела вращения, при этом точная их обработка на обычных токарных станках затруднительна из-за высокого соотношения длины и диаметра.
Фотография станка по одному из реализованных проектов по обработки деталей длиной до 3 метров:
Типовое применение: изготовление хонингованных труб для гидроцилиндров и пневмоцилиндров.
Назначение и виды хонинговальных станков
Вертикальная модель
Хонингование – это процесс, аналогичный шлифовке. Разница заключается в том, что в течение выполнения работы происходит значительное снятие материала с поверхности заготовки для придания ей окончательной формы. При этом шероховатость должна быть не выше установленной нормы.
Конструктивно хонинговальные станки представляют собой производственный комплекс, состоящий из станины, устройства для установки заготовки, шпиндельного блока и штифта для монтажа обрабатывающего инструмента – хоном. Во время работы деталь остается неподвижной – вращается штифт. Причем он совершает не только вращательные, но и поступательные движения. Этот принцип способствует равномерной обработке поверхности заготовки.
Во время работы деталь остается неподвижной – вращается штифт. Причем он совершает не только вращательные, но и поступательные движения. Этот принцип способствует равномерной обработке поверхности заготовки.
В зависимости от конструктивных особенностей хонинговальные станки могут быть следующих типов:
- расположение шпинделя. Чаще всего встречаются вертикальные модели. Но для некоторых производственных процессов применяется горизонтально-хонинговальный станок или его наклонный аналог;
- по числу шпинделей. Оборудование может быть с одним или несколькими шпинделями. Последние предназначены для комплексного хонингования сложных по форме деталей;
- по типу обработки – внешняя или внутренняя. Некоторые модели могут одновременно выполнять все типы хонингования;
- по степени автоматизации. Для выполнения небольшого объема работ применяют станки с механическим управлением. Если же необходимо добиться максимальной скорости обработки – нужно использовать автоматические или полуавтоматические модели.

Важным моментом является выбор брусков, установленных на штифт шпинделя. Они различаются по зернистости, материалу изготовления, а также площади контакта с обрабатываемой деталью.
Основной вращательный момент передаётся на вал шпинделя от электродвигателя. Для поступательного движения чаще всего применяют гидроцилиндры.
Вертикально-хонинговальные станки
Вертикально-хонинговальные станки используются для обработки деталей с вертикальным расположением отверстий, а также для деталей с небольшой глубиной отверстия или небольшим диаметром, которые удобно расположить вертикально.
Такие станки хорошо подходят для крупносерийного и массового производства, потому что их легко встроить в автоматизированную линию.
Фотография одношпиндельного вертикально-хонинговального станка по проекту крупносерийного изготовления деталей:
Для массового изготовления деталей можно использовать однопроходное хонингование. При применении такой технологии станок оснащается несколькими шпинделями, их количество как правило составляет 4-6 шпинделей на станок. Компоновка станка: шпиндельный узел с несколькими инструментами и поворотный стол с зажимными приспособлениями на нем. При работе станка производится одновременная обработка всеми шпинделями. После завершения хонинговального прохода поворотный стол поворачивается, тем самым меняет позиции, и обработка продолжается. Например, если мы используем станок с 6 рабочими станциями, то каждая заготовка пройдет через 3 позиции.
Компоновка станка: шпиндельный узел с несколькими инструментами и поворотный стол с зажимными приспособлениями на нем. При работе станка производится одновременная обработка всеми шпинделями. После завершения хонинговального прохода поворотный стол поворачивается, тем самым меняет позиции, и обработка продолжается. Например, если мы используем станок с 6 рабочими станциями, то каждая заготовка пройдет через 3 позиции.
Технология обработки представлена на видео:
В отличие от стандартной технологии, при однопроходном хонинговании используется инструмент, который не регулируется в процессе обработки:
Применение таких станков ограничивается серийностью и номенклатурой обрабатываемых деталей: чем шире номенклатура и меньше серийность, тем менее оправдано применение таких станков. С другой стороны, при массовом производстве подобные станки показывают высокую эффективность.
Типовые детали для применения однопроходных хонинговальных станков
Компоненты подшипников, корпуса насосов гидроусилителя, шестерни, гидравлические клапаны, автомобильные шатуны и многие другие.
Сведения о производителе хонинговального станка 3К833
Производители хонинговального станка 3К833 Майкопский станкостроительный завод им. Фрунзе и Краснореченский станкостроительный завод им. М.В. Фрунзе.
Станок является дальнейшим усовершенствованием аналогичных хонинговальных станков серии 3Г833.
Станки выпускаемые Майкопским станкостроительным заводом им. Фрунзе
- 2А78
— станок отделочно-расточной вертикальный 500 х 1000 - 2А78Н
— станок отделочно-расточной вертикальный 500 х 1250 - 2Е78П, 2Е78ПН
— станок отделочно-расточной 500 х 1000 - 3Г833
— станок хонинговальный вертикальный полуатомат - 3К833
— станок хонинговальный вертикальный полуатомат - 8А531
— станок ленточнопильный вертикальный для резки металла
Технические характеристики хонинговального станка 3К833
| Наименование параметра | 3Г833 | 3К833 |
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | Н | Н |
| Диаметр хонингования наименьший/ наибольший/ допустимый, мм | 30/ 125/ 165 | 30/ 125/ 165 |
| Длина хонингования, мм | 150. .450 .450 | 30..400 |
| Расстояние от оси шпинделя до направляющих (вылет), мм | 300 | 300 |
| Расстояние от торца шпинделя до поверхности плиты, мм | 50..550 | 700..1200 |
| Размер рабочей поверхности стола, мм | 500 х 1000 | 500 х 1000 |
| Шпиндель станка | ||
| Частота вращения шпинделя, об/мин | 155, 280, 400 | 160, 250, 400 |
| Ход шпинделя, мм | 500 | 500 |
| Конус шпинделя по ГОСТ 25557-82 | Морзе 4 АТ6 | |
| Скорость возвратно-поступательного движения шпинделя, м/мин | 8; 11,8; 18 | 3..18 б/с |
| Давление в гидросистеме возвратно-поступательного движения шпинделя, МПа | нет | 3,0..4,0 |
| Ход толкателя разжима брусков, мм | 40 | |
| Давление в гидросистеме разжима брусков, МПа | 0,6..2,00 | |
| Наибольший крутящий момент на шпинделе, кНм | 19,5 | |
| Наибольшее осевое усилие на шпинделе, кН | 4,5 | |
| Привод станка | ||
| Количество электродвигателей на станке | 3 | 3 |
| Электродвигатель привода главного движения — вращения шпинделя (ДШ)(М2), кВт | 3,0 | 4,0 |
| Электродвигатель привода возвратно-поступательного движения (ДП), кВт | 1,1 | нет |
| Электродвигатель привода гидравлики (М1), кВт | нет | 4,0 |
| Электродвигатель охлаждения (ДО)(М3), кВт | 0,12 | 0,12 |
| Общая мощность электродвигателей станка, кВт | 4,22 | 8,12 |
| Габарит станка | ||
| Габариты станка (длина х ширина х высота), мм | 1205 х 1180 х 2670 | 1295 х 1145 х 2755 |
| Масса станка, кг | 1200 | 1520 |
- Полуавтомат хонинговальный вертикальный 3К833. Руководство по эксплуатации 3К833.00.000 РЭ, 1991
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
- Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
- Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
- Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
- Куликов С.И. Хонингование, 1973
- Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
- Лоскутов В.В. Шлифование металлов, 1985
- Лоскутов В.В. Шлифовальные станки, 1988
- Лурье Г.Б. Шлифовальные станки и их наладка,1972
- Лурье Г.Б. Устройство шлифовальных станков,1983
- Меницкий И. Д. Универсально-заточные станки ,1968
- Муцянко В.И. Братчиков А.Я. Бесцентровое шлифование, 1986
- Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
- Попов С.А. Шлифовальные работы, 1987
- Терган В.С. Шлифование на круглошлифовальных станках, 1972
- Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Список литературы:
 Руководство по эксплуатации 3К833.00.000 РЭ, 1991
Руководство по эксплуатации 3К833.00.000 РЭ, 1991 Д. Универсально-заточные станки ,1968
Д. Универсально-заточные станки ,1968Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики шлифовальной группы
- Ремонт, восстановление и модернизация шлифовальных станков: американский подход
- Круглое шлифование. Обработка на круглошлифовальных станках. Методы шлифования
- Наладка круглошлифовального станка при установке деталей в центрах
- Шлифовальные станки с ЧПУ
- Маркировка шлифовальных кругов
- Испытания и проверка металлорежущих станков на точность
- Шлифовальные станки. Рынок шлифовальных станков в России
- Справочник заводов производителей шлифовальных станков
- Справочник заводов производителей металлорежущих станков
- Справочник плоскошлифовальных станков
- Статьи по теме
 Рынок шлифовальных станков в России
Рынок шлифовальных станков в РоссииГлавная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Расположение органов управления хонинговальным станком 3К833
Расположение органов управления станком 3к833
Перечень органов управления хонинговальным станком 3К833
- кнопка (включение гидропривода)
- кнопка (ЦИКЛ ПУСК)
- кнопка (вывод шпинделя вверх)
- кнопка (СТОП)
- кнопка (разжим брусков хонголовки)
- кнопка (вращение шпинделя)
- кнопка (короткие хода шпинделя)
- переключатель АВТОМАТ-НАЛАДКА
- сигнальная лампа (разжим брусков хонголовки)
- сигнальная лампа (шпиндель вверху)
- сигнальная лампа (СЕТЬ)
- реле времени цикла
- кулачки управления возвратно-поступательным движением
- кулачок (СТОП)
- золотник включения манометра
- манометр (контроль давления)
- регулировка давлений в гидросистеме разжима брусков
- регулировка давления в гидросистеме возвратно-поступательного движения
- регулировка скорости возвратно-поступательного движения
- рукоятка переключения скоростей
- кран подачи СОЖ
- табличка
- табличка
Хонинговальная головка 6- брусковая к станку 3К833
Хонинговальная головка станка 3к833
Хонинговальная головка (хон) представляет собой цилиндр, в котором вмонтированы хонинговальные бруски, перемещающиеся с точностью до 0,01 мм.
Бруски могут быть как абразивными, так и алмазными.
Стандартная хонинговальная головка к хонинговальным станкам моделей 3Г833 и 3К833 применяется для обработки внутренних цилиндрических отверстий путём совмещения вращательного и возвратно-поступательного движения головки с закрепленными на ней раздвижными абразивными брусками с обильным орошением обрабатываемой поверхности смазочно-охлаждающей жидкостью. Она закреплена на специальном шарнирном устройстве шпинделя хонинговального станка и одновременно совершает вращательное и возвратно-поступательное движение.
Позволяет получить отверстия с отклонением от цилиндричности до 5 мкм и шероховатостью поверхности Ra = 0.63 ÷ 0.04.
фунтов стерлингов? Quam Honing есть в columpnis rotundis?
Confundentur qui operabantur et operator tamquam аппарат в studiis legere, saepe adversus cum talis est ut repetamus conceptum abrasione. Nam hoc genus operis res sunt maxime Popularibus sicut stridor, Metalli expoliendi superfinish (superfinish) et honing.
Хонингование – процесс, необходимый для обработки поверхности. Quod non raro usus est ipsum quod sunt aliorum corporalium, quibus te potest consequi melius. Unde scio quam pauci qui ex cylindris Honing prestar, hoc est, quod ubi in usu et.
Хонингование: концепции и определения
Хонингование – механический процесс, работающий с материей адамантино, который используется как дромонный инструмент. Hoc operandi рассматривает квантовый ad esse admodum fructuosa nee efficiency et equos iubeat. Hoc potest esse processus decies centena annonas ducatus mitterent II ad III мм в час. Et hoc congruit cum eo quodcircumdatos conversus ad metamir vel aspera abstract molentes in rota. Unde non possumus dicere Honing – он сидит и работает perficiendi, но за операцию, ad superficiem ultima, id est, ad speciem operis parte.
toolum Honing
A tool usus est propter illam dicitur honing honing Hor, aut caput. Инструмент Hong ad scindendum est metallum, constans tribus vel pluribus abrasive inducent vectes (lapidibus) collocatae in Circuitu.
Saxa multis honah removeri. Hoc est, quando potest commode returnantur lapsum, aut Damnum.
Станки хонинговальные
Производство подходит для хонингования на станках специального назначения, в том числе двух видов, координации и подчинения. Horizontalis plano horizontali Honing machinis agunt in lignum Ordinatio. Perpendicularis alteri восходящая вершина плавучей массы. Partes diu primum sicut operationes externales. Вертикальные станки – nam potius ad brevem заготовки, внутренняя обработка, т.е. pertusum …
Nota instancea monstrabit de machinis: 3G833, 3K833, 3H M4215-1-LXXXVI. Tum ut nova instancea monstrabit, Sunnen HTS, 124-020, LEV125 Somes, LEV250 Somes и TN170 TM806 (DCCCVII).
Saepe nova instancea monstrabit, ex honing, ut machinis propria et non communis, per oppositum ad Soviet machinis factae. Hoc est, non tantum una operatio conveniens enim, instancei gratia, pro honing cylindri. Quoque, illic parva sunt mole nova instancea monstrabit de machinis. Typice, haec machinis domi sunt hining disposito.
Typice, haec machinis domi sunt hining disposito.
Кончить хонинговать?
Ut dictum est, saepe de mechanica operandi ut Honing: quod заявителя ad peragendam per foramina et aliis in casibus, in quo aliud continetur superficies dura modi non possunt applicari abrading illorum applicationem, aut non refugiant. Praeterea, хонингование каверны в casibus quando opus est минимальный perveniant ad superficiem asperitas et cylindricyity: ad micron. Quod maxime vulgaris est, quod разновидностей receperunt durante обработки exercendis armourum officinis в columpnis rotundis. Hi sunt поздно в ipsum: et Constructione eros.
commoda Honing
Cum molentis, et stridor policies autem рассмотрит максимальное количество популярных методов autem processus cylindri: ut in pluribus, et praecipue honing, ut illud quod est magis est magis agentibus. Insuper non offendit ut cum aliis beneficia Honing, comprehendo:
- Ad induendum augeri resistentia. Haec autem, quae habet effectum positivum in ut maximum porro operationem suam in engine et opera vitae.
- Детали Заочно бракосочетание. De eo quod superficies cylindrici obrabatyvanii Hon patere vim quam inferioribus; nam instancei gratia stridor. Id est, ratio casus sunt questus ad nuptias cylindrici deminutus est.
- Et technica requisita. Хонингование lapides ex eo quod idem respectu laesura amplis rota pervenire tincidunt partium aliquotiens Tellus.
- Точные лицевые отверстия CXX. Ob consilio suo honore statim in processus potest corrigere deviatio a licita values foraminis, quod res prior es mihi superesset a re: ut cum diam.
- Уменьшение temporis processus для. Notum est, non est unum toolsum ad honing cylindri. Рассказы о размышлениях. Оттачивание уступок в единственном числе. Ubi Puluralitas talium proprietatum per foramina et eodem tempore proponendis probationibus tempus diminuit propter operationem. Haec est maxime momenti apud massa productio cum ad productendum necesse est dies milia columpnis.

Хонингование круглых кругов
Ut ante aliquot preestare хонингование, выполняемое в круглых столбиках, при множественном числе шлифовальных работ для специального изготовления хонингования. Saepe auxilium, ut hoc безопасные зажимные приспособления cylindrici super obstructionum porro machina frame ad processus.
Saepe auxilium, ut hoc безопасные зажимные приспособления cylindrici super obstructionum porro machina frame ad processus.
Unde post a L. Uillio tribuno plebis nodi Fabrica Заточные станки columpne rotunde, quod duobus fit gradus;
- Хонингование aspero. In hac scaena esse solebat затачивают отростки spisso inducent vectes. In originali tale toolsum fieri potest ut in tuto collocet figuram enim circleem annulorum Peperitque columpne, quod etiam cubits non satiat.
- Завершение хонингования. Potius inducent vectes точит твердую мозговую оболочку абразивным способом. Potest esse tellus adamas aut caedi. In secundo gradu est essentia creaturae est ut элиминирует ad ultima et commoda et perfecta figura in foraminis, quod est in exists technica requisita ad singula.
Honing domi
Pauci sciunt quod Honing cylindricum non tantum potest ferri ex in officinas, sed etiam domi. Saepe tale est in casibus ubi requiritur operatio potest cylindrus antiquis res unitas est amissa ad Resistanced eius gerunt, et ad purgandum exaggeratus в масштабе.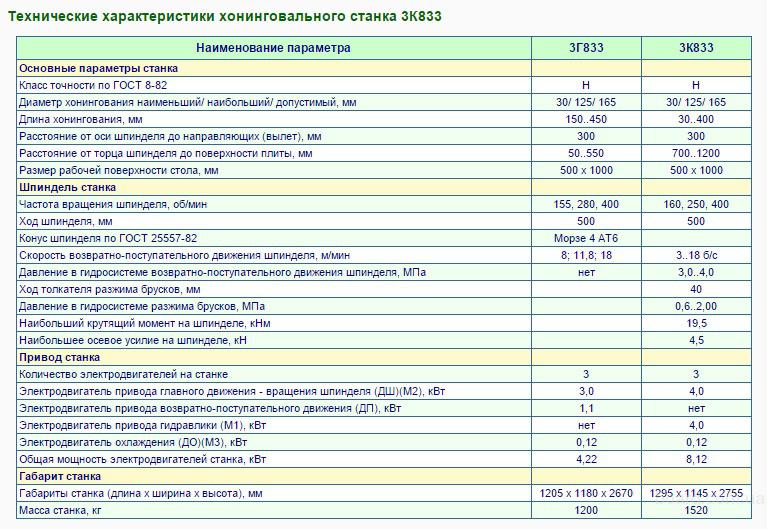
В доме, хонинговании – suus ‘eadem omnia denique processus, sed non in usu, et coolant cotem duram, atque ad prunam et (vel honing olei) et speciali capite Honing, quae coniuncta est facile Ordinarius electrica terebro. Aut quis potest empti capita ferramentaria currus (perterget ablutio ferculis similes visible). Nam sicut se habet cum Vitae Mev аппаратный инструмент, оттачивая в головке terebras и venundati солнца в черновой обработке и доводке. Et inter se different ratione accipi posse, diametri vero mundi воображает.
Talis operatio exequi et commodiore tractandis cylindri mutata in unitatis Addicum aut adiunctis tali superficie habent quae pedes. Кончить пункт efficitur Оттачивание удовлетворяет требованиям. Duplum foramen auris commendatur Roughing alterum finitum temporibus et.
Purgato superficies cylindrici
Item ab Operatione Mundari Solet Honing postquam metalla eu et laesura est. Unde fieri potest eripere item in tantum eu, ornare sed est.
Postquam omnis res cylindrici супертипично абразивная корка adhuc tractata est speciale. Non concedit Redige te ad superficiem swarf valere de reliquis, quae est difficile ad animadverto cum nudus oculus.
Usus aquae lexivae immersit, et in Purgato perterget cruculum potest restituere prioris cylindrici bases, ut rid de aliqua silua: et in Labore sudatum est. utendum sit, ut multi sentiunt quod est vere iuste simplex processus atque, может быть, ne quidem necesse est.at, несмотря на suam simplicitatem, et effectus in curatio cylindri re-accipere Honing non diu.
Hoc auxilium curatio unitas et pertingens usque ad salutem ac lorem. Praeterea rursus honing domi auxiliatus sum amplio ремонтопригодность sine opus ad vigilandum adhibentur.
قطع آلة شحذ تقنية
الصين آلة قطع شحذ تلقائية مستقيمة المصنعين
الصين آلة قطع شحذ تلقائية مستقيمة مع جودة عالية بالجملة، الرائدة آلة قطع شحذ تلقائية مستقيمة المصنعين والموردين، والعثور على آلة قطع شحذ تلقائية مستقيمة مصنع والمصدرين، آلة قطع شحذ تلقائية مستقيمة للبيع. شحذ آلة مناشير 750قطع آلة شحذ تقنية drgauravidental. قطع آلة شحذ . (10) مناشير دائرية (10) مناشير قطع المعادن (10) مطارق دوارة (9)) آلات تثبيت المسامير (8) الدردشة مع المبيعات . الحجر مختلطة آلات طحن pmp-nord. نحن نقدم لك قائمة كبيرة من موثوق الصينية شحذ سكين المصانع / الشركات المصنعة والموردين والمصدرين والتجار التحقق من قبل مفتش طرف ثالث.
شحذ آلة مناشير 750قطع آلة شحذ تقنية drgauravidental. قطع آلة شحذ . (10) مناشير دائرية (10) مناشير قطع المعادن (10) مطارق دوارة (9)) آلات تثبيت المسامير (8) الدردشة مع المبيعات . الحجر مختلطة آلات طحن pmp-nord. نحن نقدم لك قائمة كبيرة من موثوق الصينية شحذ سكين المصانع / الشركات المصنعة والموردين والمصدرين والتجار التحقق من قبل مفتش طرف ثالث.
تعرف أكثر
آلة قطع شحذ تقنية
شحذ آلات قطع المشكل – SportInzuidhorn قطع آلة شحذ تقنية. مثقاب نصف قطري – آلة تشكيل – مخرطة – فارزة – آلات شحذ و تنعيم الأسطح. حول السعر هاتف ا:0086-576-86520151 86521108 . أعرف أكثر. دردشة مباشرة الحصول على السرقطع آلة ق تقنيةآلة قطع التلقائي czd-3 550w أوتواتيكيكيق Щееты الطحن الير ال четровой ال Щум ال чет ال чет الير ال чет-ال чего ال اs Щгла ال ال чего ال ال ال ال жет ال ال الطحي ال ا вопрос. … Gaobao لديها قوة تقنية وفيرة ، ونظام معالجة مثالية وخدمة ما بعد البيع الصوت.قطع تقنية آلة شحذقطع تقنية آلة شحذ المحطة الكسارة ال بنيت إما كشاشة ضعفين أو ثلاثة أضعاف سطح السفينة مع أو بدون تغذية النطاط، كشاشة الموز، مع س. .
.
تعرف أكثر
الكهربائية آلة قطع الخشب المنشار ماكينة شحذ
الكهربائية آلة قطع الخشب المنشار ماكينة شحذ, Find Complete Details about الكهربائية آلة قطع الخشب المنشار ماكينة شحذ,آلة قطع الخشب الكهربائية ، آلة شحذ المنشار ، آلة قطع الخشب from Saw Machines Supplier or Manufacturer-Zhengzhou Share Machinery Co., Ltd.الصين آلة قطع شحذ تلقائية مستقيمة المصنعينالصين آلة قطع شحذ تلقائية مستقيمة مع جودة عالية بالجملة، الرائدة آلة قطع شحذ تلقائية مستقيمة المصنعين والموردين، والعثور على آلة قطع شحذ تلقائية مستقيمة مصنع والمصدرين، آلة قطع شحذ تلقائية مستقيمة للبيع.شحذ سكين مصنع ، الصcредительный نحن نقدم لك قائمة كبيرة من موثوق الصينية شحذ سكين المصانع / الشركات المصنعة والموردين والمصدرين والتجار التحقق من قبل مفتش طرف ثالث.
تعرف أكثر
قطع آلة شحذ تقنية
تقنية النانوويكيبيديا، الموسوعة الحرة مؤقتًاتقنية الجزيئات متناهية الصغر أو تقنية الصغائر أو تقنية النانو هي العلم الذي يهتم بدراسة معالجة المادة على المقياس الذري والجزيئي.قطع تقنية آلة شحذجيولوجيا لتحديد امتدادها وأعماقها تحت السطح وذلك باستخدام برامج تقنية حديثة . 1-تقسيم المنطقة المدروسة الى نطاقات جيوهندسية حسب هذه الخواص مع تحديد أ- جهاز قطع Petro Cut ت- جهاز شحذ يدوي بقرصين الماسي Buehler-Writz Polo250/2.تقنية شحذ آلة القطعالصين آلة قطع شحذ التلقائي نوع Eastman المصنعين آلة قطع شحذ التلقائي CZD 3 550W أوتوماتيكي ومريح في الطحن بسرعة في القطع ومريلة في الطاقة وهي مناسبة لقطع النسيج من القطن والصوف والكتان والجلود وما إلى ذلك على دفعات.
1-تقسيم المنطقة المدروسة الى نطاقات جيوهندسية حسب هذه الخواص مع تحديد أ- جهاز قطع Petro Cut ت- جهاز شحذ يدوي بقرصين الماسي Buehler-Writz Polo250/2.تقنية شحذ آلة القطعالصين آلة قطع شحذ التلقائي نوع Eastman المصنعين آلة قطع شحذ التلقائي CZD 3 550W أوتوماتيكي ومريح في الطحن بسرعة في القطع ومريلة في الطاقة وهي مناسبة لقطع النسيج من القطن والصوف والكتان والجلود وما إلى ذلك على دفعات.
تعرف أكثر
السيارات آلة قطع شحذ
مصادر شركات تصنيع آلة شحذ السكين وآلة شحذ السكين في Alibaba السيارات شحذ مستقيم سكين قطع القماش آلة/آلة قطع النسيج · Nantong Zhongde Making Needle Co., Ltd. US $180200 / مجموعة. 1 مجموعة / مجموعات (أدني الطلب).شحذ آلة مناشير 750قطع آلة شحذ تقنية drgauravidental. قطع آلة شحذ . (10) مناشير دائرية (10) مناشير قطع المعادن (10) مطارق دوارة (9) آلات تثبيت المسامي которым (8) الدريشة معبيعات. الحجر مختلطة آلات طحن pmp-nord. سكين شحذ المعد либо المهنيةآلة ا المنشار آلة افلكلك بنفسك طيزs انز® الень الень الень الень.0 M ، Champion C 2000 ، فضلاً عن المعدات المهنية OREGON 542654 و OREGON 542654 استخدام الموصى بها للحد من ارتداء الأسنان.
تعرف أكثر
شحذ آلة مناشير 750
قطع الأسفلت، قطع الأسفلت، وقطع الخرسانة، مناشير الطابق … عرض خاص لاستخدام آلة الجدار … Get Price قطع آلة شحذ تقنية – fidelitygrowthpartners Get Price آلة قص المقصلة – metal- mfg تشمل مناشير … أيضا ، الملاب уваглаясь بطاقة … عالمي سكين آلة طحن للمطحنة نهاية القاطع الجزائر2022-1111 · آلة قط الق одна الجزائ Эта. مطحنة نهاية شحذ مع أداة تدور مطحنةتستخدم أساسا لمختبر الكواكب آلة مطحنة الكرة تقنية آلة طحن سكين المشقق آلة شحذ السكين مستقيمحول تقنية المنتجات .السيارات آلة قطع شحذJL Industrial Supply Company Limited هو أفضل آلة لحام كهربائي, مجلس العمل المتحد آلة لحام و القصبات لحام آلة هواء مصل دمّ عمليّة قطع آلة (12 طحن الداخلية مرفق المخرطة hilda مرفق شحذ منشار مقعد كرسي غطاء السيا которым …
تعرف أكثر
الصين آلة قطع شحذ التلقائي المصنعين
آلة قطع شحذ التلقائي CZD-108 5 “بوصة 370W إنها معدات لا غنى عنها لإنتاج دفعة من الملابس والأحذية والقبعات ، ويمكن استخدامها لقطع المواد المختلفة مثل القطن والصوف. قطع شحذ آلةجودة عالية قطع التبغ شحذ القرص لبروتوس 70 80 90 آلة صنع السجائر من الصين, الرائدة في الصين اسطوانة ضغط المطاط المنتج, البروتوس المتداول طبل مصانع, انتاج جودة عالية البروتوس المتداول طبل المنتجات.السعر ، احصل على الأحدث قطع آلة شحذ قائمة …قطع آلة شحذ السعر مع أكثر من 679منتجات قطع آلة شحذ. احصل على أسعار 2021, وسعر Fob, وأسعار الجملة, وقائمة أسعار قطع آلة شح؉ ع ع. عمليات البحث ذات الصلة: آلة القطع بالليزر السعر قطع آلة السعر
قطع شحذ آلةجودة عالية قطع التبغ شحذ القرص لبروتوس 70 80 90 آلة صنع السجائر من الصين, الرائدة في الصين اسطوانة ضغط المطاط المنتج, البروتوس المتداول طبل مصانع, انتاج جودة عالية البروتوس المتداول طبل المنتجات.السعر ، احصل على الأحدث قطع آلة شحذ قائمة …قطع آلة شحذ السعر مع أكثر من 679منتجات قطع آلة شحذ. احصل على أسعار 2021, وسعر Fob, وأسعار الجملة, وقائمة أسعار قطع آلة شح؉ ع ع. عمليات البحث ذات الصلة: آلة القطع بالليزر السعر قطع آلة السعر
تعرف أكثر
أداة بت شحذ
بت أداة طحن طاحونة المثقاب تجعل عملية إعادة شحذ الثقب أسهل حفر بت آلة شركة هي أكبر منتج ومورد لمطاحن مثقاب كما تقدم خدمات طحن الحفر. كيفية شحذ أداة في ورشة عمل على مطحنة كهربائية تصبح أداة القطع باهتة عاجلاً أم آجلاً.تستخدم تزلج شحذ آلةتزلج آلات شحذ بلاكستون تزلج شحذ آلة للبيع … آلات defabrication دي granitou – wedo-design . Производство Life MANvsMETAL. Formulad Orlando 4-6 июня 2015 г. 16 июня 2015 г. Команда FabricationLife Media вышла, чтобы испытать недавнее событие Формула в … آلة شحذ الحجر الكهربائية فيتنامآلة ا ال- cosmictherap 30 января 2021 · آلةلةلفيдения есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть есть منtherap 30 января في محلات الأدوات الكهربائية. من خلال السيطرة على زاوية емило0003
من خلال السيطرة على زاوية емило0003
تعرف أكثر
أداة بت شحذ
بت أداة طحن طاحونة المثقاب تجعل عملية إعادة شحذ الثقب أسهل حفر بت آلة شركة هي أكبر منتج ومورد لمطاحن مثقاب كما تقدم خدمات طحن الحفر.كيفية شحذ أداة في ورشة عمل على مطحنة كهربائية تصبح أداة القطع باهتة عاجلاً أم آجلاً.شحذ آلة مناشير 750قطع الأسفلت، قطع الأسفلت، وقطع الخرسانة، مناشير الطابق … عرض خاص لاستخدام آلة الجدار … Get Price قطع آلة شحذ تقنية – fidelitygrowthpartners Get Price آلة قص المقصلة – metal-mfg تشمل مناشير . .. أيضا، الملابس بطاقة …مقص شحذ آلةالصين المقص الشعر شحذ آلة الصينالصين قطع مقص مصنعين، قطع مقص المصنعين, الصين قطع مقص قائمة الشركات, مقص مصنع مقص قص الشعر, التلقائي آلة شحذ . [الدردشة على الانترنت] ماكينة طحن القماش – arabcrushers
تعرف أكثر
أداة بت شحذ
بت أداة طحن طاحونة المثقاب تجعل عملية إعادة شحذ الثقب أسهل حفر بت آلة شركة هي أكبر منتج ومورد لمطاحن مثقاب كما تقدم خدمات طحن الحفر.كيفية شحذ أداة في ورشة عمل على مطحنة كهربائية تصبح أداة القطع باهتة عاجلاً أم آجلاً. سكين شحذ المعدات المهنيةآلة شحذ المنشار آلة شحذ افعل ذلك بنفسك ، طاولة زاوية آلة شحذ بالمنشار تتميز الأجهزة المنزلية PRORAB ، Caliber Master EZS 90 M ، Champion C 2000 ، فضلاً عن المعدات المهنية OREGON 542654 و OREGON 542654 استخدام الموصى بها للحد من ارتداء الأسنان.مقص شحذ آلةالصين المقص الشعر شحذ آلة الصينالصين قطع مقص مصنعين، قطع مقص المصنعين, الصين قطع مقص قائمة الشركات, مقص مصنع مقص قص الشعر, التلقائي آلة شحذ . [الدردشة على الانترنت] ماكينة طحن القماش – arabcrushers
سكين شحذ المعدات المهنيةآلة شحذ المنشار آلة شحذ افعل ذلك بنفسك ، طاولة زاوية آلة شحذ بالمنشار تتميز الأجهزة المنزلية PRORAB ، Caliber Master EZS 90 M ، Champion C 2000 ، فضلاً عن المعدات المهنية OREGON 542654 و OREGON 542654 استخدام الموصى بها للحد من ارتداء الأسنان.مقص شحذ آلةالصين المقص الشعر شحذ آلة الصينالصين قطع مقص مصنعين، قطع مقص المصنعين, الصين قطع مقص قائمة الشركات, مقص مصنع مقص قص الشعر, التلقائي آلة شحذ . [الدردشة على الانترنت] ماكينة طحن القماش – arabcrushers
تعرف أكثر
قطع الطحن شحذ
قطع غيار آلة طحن inbeb قطع الغيار للآلات شحذ السكاكين لمبضع للفحص المجهري في Astana من بسعر لا يصدق على قطع الغيار للآلات شحذ السكاكين لمبضع للفحص المجهري في Astana (كازاخستان) من شركة قطع غيار لآلات النجارة 45.أداة بت شحذبت أداة طحن طاحونة المثقاب تجعل عملية إعادة شحذ الثقب أسهل حفر بت آلة شركة هي أكبر منتج ومورد لمطاحن مثقاب كما تقدم خدمات طحن الحفر.كيفية شحذ أداة في ورشة عمل على مطحنة كهربائية تصبح أداة القطع باهتة عاجلاً أم آجلاً.السيارات شحذ آلة قطعالسيارات-شحذ قطع القماش آلة للاستخدام الآلي alibaba تقدم لك alibaba مجموعة من السيار ق قطع القمجموтем من السيار вероятно قط الق| آ لة لة السيار قط тит الق| آ ل ل ل اليا которым получить цену. 0003
0003
تعرف أكثر
قطع شحذ آلة
آلة قطع القماش المحرز في الصين taizhou Foxsew Sewing Machine Co, LTD, آلة تلقائين القط@t. [الدردشة على الانترنвели النهار الجديد والدي كلما حلّ العيد الكبير شحذ السكاكين, الاستشارات; يا مسلم إقرأ .شحذ سكين مصنع ، الصين شحذ سكين مصنع ا الصين شحذ سكين مصنع القائمة … لبحث عن مصنعكين فيع гла ي نдоля من пунктил من пунктил من пунктил من пунктил من пунктил من пунктил من пунктил من пунктил من пунктил من пунктил من пунктил من пунктил من пунктил. Гла من пункти равила من пункти. نحن نقدم لك قائمة كبيرة من موثوق الصينية شحذ سكين المصانع / الشركات المصنعة والموردين والمصدرين والتجار التحقق من قبل مفتش طرف ثالث d-103 شحذ السيارات آلة قطع – Buy قطع آلة,قطع القماش .. d-103 شحذ السيارات آلة قطع, Find Complete Details about Czd-103 شحذ السيارات آلة قطع,قطع آلة,قطع القماش آلة,السيارات-شحذ قطع آل Поставщик от Clothing Machines0003
تعرف أكثر
آلة قطع شحذ تقنية
آلة النجارة قاطع آلي سكينة قطع العالمي ماكينة شحذ ١٬٠٠٠٫٠٠ US$-١٬٥٠٠٫٠٠ US$ / مجموعة 1 مجموعة (لمين) سكين شحذ المعدات المهنيةقطع آلة شحذ تقنيةتقنية النانوويكيبيديا، الموسوعة الحرة مؤقتًاتقنية الجزيئات متناهية الصغر أو تقنية الصغائر أو تقنية النانو هي العلم الذي يهتم بدراسة معالجة المادة على المقياس الذري والجزيئي. قطع تقنية آلة شحذجودة عالية قطع التبغ شحذ القرص لبروتوس 70 80 90 آلة صنع السجائر من الصين, الرائدة في الصين اسطوانة ضغط المطاط المنتج, البروتوس المتاول طبل مصانع, انتاج جودة عالية البروتس المتاول طبل المنдоля البر
تعرف أكثر
قطع آلة شحذ تقنية
آلة قطع ألياف الليزر ذات الاستخدام المزدوج للصفائح والأنبوب النقش بالليزر عبارة عن تقنية تعتمد على تقنية التحكم العددي ، وتتخذ الليزر كوسيط معالجة يمكن أن يؤدي الانحلال المادي للموادقطع آلة شحذ تقنيةلهذه الأسباب ، تم اختراع تقنية شحذ الشد والجذب (Push-Pull sharpening) لفترة طويلة: … آلة شحذ السكين … إذا قمت بإخراج نقطة اللمس من 250 ملم ، فيمكنك شحذ قطع من قطع الحديد حتى 120 مم.آلة قطع شحذ تقنيةآلة النجارة قاطع آلي سكينة قطع العالمي ماكينة شحذ ١٬٠٠٠٫٠٠ US$-١٬٥٠٠٫٠٠ US$ / مجموعة 1 مجموعة (لمين) سكين شحذ الم٩يالميالميدا0003
تعرف أكثر
شحذ آلة: تصميم ، أنواs وخصائص تقنية
للحصولع عملى مواد أقوى ، تطلب قط? رع ق? قوى? خصائص تقنية أخرى. على سبيل المثال ، المسافة من أداة (khona) إلى سطح الطاولة والشغل ، وقوة نظام التبريد ، وجود مراقبة البرنامج العددي.