Плоскошлифовальный станок 3Л722А – цена, отзывы, характеристики с фото, инструкция, видео
Плоскошлифовальный станок 3Л722А с прямоугольным столом и горизонтальным шпинделем модели 3Л722А и 3Л722В, класс точности «А» и «В» по ГОСТу 8-82 предназначены для обработки поверхностей деталей периферией или торцом шлифовального круга, различных фасонных поверхностей заготовок профилированным кругом.
Компоновка станка в сочетании с конструкцией шпинделя обеспечивает высокую жесткость шлифовальной бабки и исключает влияние массы перемещающихся узлов на точность и качество обработки.
Устройство цифровой индикации для визуального контроля величины перемещения шлифовальной бабки и система дистанционного управления позволяют повысить производительность станка и удобство обслуживания.
Вынесенный гидропривод с системой стабилизации температуры масла и централизованная система смазки уменьшают тепловые деформации, увеличивают долговременность станка и позволяют сохранить точность станка при длительной работе
Особенности конструкции 3Л722А:
- Шпиндель на высокоточных подшипниках качения;
- Передачи винт-гайка качения на вертикальном и поперечном перемещениях.


| Технические данные | 3Л722А |
|---|---|
| Максимальные размеры обрабатываемой заготовки без электромагнитной плиты, мм | 1250х320х400 |
| Максимальная масса обрабатываемой заготовки (с приспособлением), кг | 600 |
| Рабочая поверхность стола, мм | 1250х320 |
| Шлифовальный круг ГОСТ 2424-83, мм | 1-450х80х203 |
| Скорость перемещения стола, м/мин | 2…35 |
| Мощность привода шлифовального круга, кВт | 11 |
| Масса 3Л722А станка, кг | 7000 |
| Габаритные размеры станка, мм | 4810х2630х2665 |
| Точностные параметры обработки | |
| Отклонение от плоскостности обработанной поверхности образца, мкм | 6 (4) |
| Отклонение от параллельности обработанной поверхности образца его основанию, мкм, не более | 6 (4) |
| Качество обработанной поверхности | |
| Шероховатость образца, Ra, мкм | 0,32 (0,16) |
3Л722В станок плоскошлифовальный с горизонтальным шпинделем универсальныйСхемы, описание, характеристики
Сведения о производителе плоскошлифовального станка 3Л722В
Производитель плоскошлифовального станка 3Л722, 3Л722В, 3Л722А – Липецкий станкостроительный завод, ЛСЗ, основанный в 1929 году.
В 1956 года ремонтно-тракторный завод был переориентирован на выпуск станков и переименован в Липецкий станкостроительный завод.
Станки модели 3Л722В являются типовыми представителями гаммы плоскошлифовальных станков с прямоугольным столом среднего типоразмера и позволяет с микронной точностью обрабатывать плоские поверхности самых различных деталей. При применении дополнительных приспособлений на этих станках возможна обработка и фасонных поверхностей.
Станки, выпускаемые Липецким станкостроительным заводом, ЛСЗ
3Л722В станок плоскошлифовальный высокой точности. Назначение и область применения
Плоскошлифовальный станок модели 3Л722 предназначен для работы периферией и торцом шлифовального круга при обработке плоских поверхностей, профилированным кругом для обработки фасонных поверхностей.
Область применения станка 3Л722 — предприятия машиностроительной, автотракторной, подшипниковой и станкостроительной промышленности.
Принцип работы и особенности конструкции станка
Принятая компоновка станка предусматривает модульный принцип построения гаммы станков с прямоугольными и круглыми столами, использование групп и узлов при создании агрегатных и специальных станков.
Шлифовальная бабка станка 3Л722 со шпинделем на опорах качения перемещается вертикально по направляющим стойки.
Дистанционное управление скоростью и местом хода стола и стойки, использование для вертикального и поперечного перемещения винтовых пар качения, централизованной замкнутой системы смазки улучшают условия эксплуатации станка.
Стойка перемещается в поперечном направлении вместе с салазками, имеющими развитые направляющие по длине и направляющие станины стойки.
Применение в станке 3Л722 направляющих из фторопластовой ленты с низким коэффициентом трения позволяет исключить зазоры в системе СПИД, повысить демпфирующие способности конструкции станка и получить малые скорости перемещения рабочих органов.
В станке применены шаговый электродвигатель в цепи вертикальных подач, вынесенный комплектный гидропривод с насосом объемного регулирования и система стабилизации температуры масла.
Станина станка 3Л722 имеет продольные направляющие, по которым возвратно поступательно движется рабочий стол. По вертикальным направляющим стойки перемещается шлифовальная бабка со шлифовальным кругом.
Данная конструкция обеспечивает высокую точность и надежность станка в процессе эксплуатации. В станке имеется устройство цифровой индикации, позволяющее контролировать величину вертикального перемещения шлифовальной бабки в процессе обработки.
Детали устанавливают вручную на столе или электромагнитной плите.
Шлам со стола удаляется вместе с СОЖ с помощью лотка коробчатой формы. СОЖ очищается от шлама с помощью магнитного сепаратора и фильтров тонкой очистки.
СОЖ подается в зону шлифования с помощью насоса П-90.
Главное движение в станке — вращение шлифовального круга; продольная подача — прямолинейное возвратно-поступательное движение стола с заготовкой. Поперечная и вертикальная подачи сообщаются шлифовальной бабке с шлифовальным кругом.
Поперечная и вертикальная подачи сообщаются шлифовальной бабке с шлифовальным кругом.
Шлифовальный круг крепится на конце шпинделя шлифовальной бабки. Обрабатываемую деталь устанавливают на столе станка. В процессе работы стол получает прямолинейное возвратно-поступательное движение, а шлифовальный круг — вращательное. Если ширина обрабатываемой детали больше ширины круга, то шлифовальной бабке сообщается периодическая поперечная подача после каждого одинарного или двойного хода стола. Шпиндельной бабке с кругом сообщается также вертикальная подача для снятия необходимого припуска.
Шлифуемые детали, в зависимости от материала, формы и размеров, могут закрепляться или на электромагнитной плите, или непосредственно на рабочей поверхности стола, или в специальных приспособлениях.
Конструктивная особенность станка – поперечная подача шлифовального круга обеспечивается перемещением стойки со шлифовальной бабкой по горизонтальным направляющим станины стоики. Шлифовальная бабка перемещается только в вертикальном направлении и имеет постоянный вылет относительно стойки.
Шлифовальная бабка перемещается только в вертикальном направлении и имеет постоянный вылет относительно стойки.
Применение в станке винтовых пар качения, системы цифровой индикации вертикальных перемещений шлифовальной бабки, высокоточных подшипников в шпиндельном узле и ряда других конструктивных решений позволило повысить точность, долговечность и производительность станка по сравнению с аналогичными серийно выпускаемыми станками.
Кинематика станка обеспечивает:
- перемещение стола (стол – крестовой суппорт-станина)
- возвратно-поступательное продольное перемещение: стол – крестовой суппорт
- поперечное перемещение: крестовой суппорт-станина
- автоматическую вертикальную и поперечную подачи
- автоматический реверс суппорта
Жесткая конструкция станины гарантирует высокоточное шлифование.
Конструкция сборочных единиц станка, в т.ч шпиндельного узла, позволяет выбирать различные режимы шлифования с сочетанием различных подач и скоростей стола, обеспечивает шлифование деталей с заданной точностью и шероховатостью.
Станок не имеет возможности встраиваться в автоматическую линию.
Класс точности станка — В, А по ГОСТ 8—82Е.
Шероховатость обработанной поверхности при шлифовании торцом круга Ra = 0,63 мкм; при шлифовании периферией круга Ra = 0,32 мкм.
Категория качества — высшая. Станок может использоваться в условиях единичного и мелкосерийного производства.
Корректированный уровень звуковой мощности LpA не должен превышать 99 дБА.
Разработчик – Липецкий станкостроительный завод.
Современные аналоги плоскошлифовального станка 3Л722В
3711Б – 1000 х 200, производитель Оршанский станкостроительный завод Красный борец
3Б721 – 1000 х 320, производитель Оршанский станкостроительный завод Красный борец
ОШ-400 – 1100 х 400, производитель Оршанский станкостроительный завод Красный борец
Габарит рабочего пространства плоскошлифовального станка 3Л722В
Габарит рабочего пространства плоскошлифовального станка 3Л722В
Присоединительные и посадочные базы плоскошлифовального станка 3Л722В
Эскиз конца шпинделя плоскошлифовального станка 3Л722В
Эскиз конца шпинделя плоскошлифовального станка 3Л722В. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Общий вид плоскошлифовального станка 3Л722В
Фото плоскошлифовального станка 3Л722В
Фото плоскошлифовального станка 3Л722В
Фото плоскошлифовального станка 3Л722В
Расположение составных частей шлифовального станка 3Л722В
Расположение составных частей шлифовального станка 3Л722В
Перечень составных частей шлифовального станка 3Л722В
- Станина
- Стол
- Стойка
- Шлифовальная бабка
- Электрошкаф
- Гидроагрегат
- Станина стойки
- Пульт управления
- Редуктор поперечной подачи
- Агрегат охлаждения
По направляющим станины 1 возвратно-поступательно перемещается стол 2.
На лицевой части станины располагается пульт управления 8 и редуктор поперечной подачи 9.
К задней стенке станины стола, по центру, крепится станина стойки 7, в которой размещается привод поперечных подач.
По направляющим станины стойки перемещаются салазки, на которых жестко закреплена
Вертикальное перемещение шлифовальной бабки 4 осуществляется по направляющим качения стойки механизмом вертикальных подач.
Станок комплектуется гидроагрегатом 6 и электрошкафом 5, агрегатом охлаждения 10.
Расположение органов управления шлифовальным станком 3Л722В
Расположение органов управления шлифовальным станком 3Л722В
Расположение органов управления шлифовальным станком 3Л722В. Смотреть в увеличенном масштабе
Перечень органов управления шлифовального станка 3Л722В
- Кнопка “Гидропривод, пуск”
- Кнопка “Общий стоп”
- Кнопка “Размагничивание электромагнитной плиты”
- Кнопка включения возвратно-поступательного движения стола
- Кнопка включения намагничивания плиты
- Кнопка остановки движения стола
- Кнопка включения возвратно-поступательного движения стола
- Рукоятка изменения количества подаваемой СОЖ в зону резания
- Кнопка останова движения стойки
- Кнопка включения движения стойки от себя
- Рукоятка ручной вертикальной микроподачи
- Сигнальная лампа
- Сигнальная лампа
- Сигнальная лампа
- Сигнальные лампы
- Указатель нагрузки электродвигателя шлифовального круга
- Сигнальная лампа
- Сигнальные лампы
- Указатель величины скорости стола
- Сигнальная лампа
- Сигнальная лампа
- Сигнальная лампа
- Переключатель режима работы стойки
- Кнопка включения вращения шлифовального круга
- Переключатель режима вертикальных подач шлифовальной бабки
- Кнопки ускоренного вертикального перемещения шлифовальной бабки
- Кнопка толчкового вертикального перемещения шлифовальной бабки вниз
- Кнопка замедленного непрерывного вертикального перемещения шлифовальной бабки вниз
- Рукоятка автоматического выключателя
- Кнопки ускоренного вертикального перемещения шлифовальной бабки
- Переключатель характера вертикальных подач шлифовальной бабки в автоматическом режиме
- Переключатель выбора величины вертикальной автоматической подачи
- Рукоятки настройки величины хода стойки
- Кнопка остановки вращения шлифовального круга
- Выключатель системы подачи и очистки СОЖ
- Рукоятки настройки величины хода стойки
- Выключатель лампы местного освещения
- Рукоятка настройки величины автоматической поперечной подачи
- Рукоятки настройки величины и места хода стола
- Кнопка включения движения стойки на себя
- Рукоятки настройки величины и места хода стола
- Тумблер задания скорости стола
- Маховик ручного перемещения стойки
- Тяга режима работы поперечного перемещения стойки
- Рукоятка микрометрической подачи стойки
- Рукоятка включения ручной микрометрической подачи стойки
- Кнопка обнуления УЦИ. Ф5290
 Ф5290
Ф5290Кинематическая схема плоскошлифовального станка 3Л722В
Кинематическая схема плоскошлифовального станка 3Л722В
Кинематическая схема плоскошлифовального станка 3Л722В. Смотреть в увеличенном масштабе
Описание конструкции основных узлов шлифовального станка 3Л722В
Шлифовальная бабка станка 3Л722В
Шлифовальная бабка станка 3Л722В. Смотреть в увеличенном масштабе
Механизм вертикальных подач шлифовального станка 3Л722В
Механизм вертикальных подач шлифовального станка 3Л722В. Смотреть в увеличенном масштабе
Чертеж шпинделя шлифовального станка 3Л722В
Чертеж шпинделя шлифовального станка 3Л722В. Смотреть в увеличенном масштабе
Система гидравлическая и смазочная шлифовального станка 3Л722В
Гидравлическая схема шлифовального станка 3Л722В
Гидравлическая схема шлифовального станка 3Л722В
Гидравлическая схема шлифовального станка 3Л722В. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Гидравлическая система станка осуществляет возвратно-поступательное перемещение стола с бесступенчатым регулированием скорости перемещения.
Описание работы гидросистемы смотрите в руководстве по эксплуатации комплектного гидропривода РГ48.3Д722.02, прилагаемого к станку.
Для подключения комплектного гидропривода к станку следует использовать трубопроводы 5, 6 и 20 для дренажного слива из-под крышек цилиндра согласно схеме гидравлической принципиальной (рис.12).
Правильная и регулярная смазка станка имеет большое значение для нормальной его эксплуатации и долговечности.
Смазку необходимо производить смазочными материалами, указанными в карте смазки (см.табл.1) или их заменителями, приведенными в перечне рекомендуемых смазочных материалов (см.табл.2).
В станке применена централизованная система смазки горизонтальных направляющих станка и стола от смазочной станции.
ВНИМАНИЕ! Первую смену фильтроэлемента следует производить по мере засорения, но не позднее одного месяца со дня пуска станка в эксплуатацию, вторую – через три месяца, а далее – руководствуясь указаниями карты смазки.
Ежедневно необходимо следить за указателем засоренности фильтра, расположенного на его крышке.
Описание работы централизованной системы смазки станка 3Л722В
В целях улучшения теплового режима работы станции гидропривода передние дверцы, задний и верхний щиты допускается не устанавливать.
На рис.14 приведено расположение мест смазки. Смазка направляющих осуществляется от индивидуальной смазочной станции (рис.15), в резервуар 4 которой заливается отфильтрованное масло Т22 ГОСТ 32-74 или ВНЛИ НП-403 ГОСТ 16728-78 в количестве, указанном в табличке на установке смазки.
Величина настройки давления 0,5…0,8 кгс/см² контролируется манометром 2. Для предотвращения включения движения стойки и стола при отсутствии смазки на направляющих в системе смазки установлено реле давления I типа РД8/10-000-03. Регулировка и визуальный контроль смазки на направляющих осуществляются дроссельным блоком смазки 8 (см.рис.13). При заворачивании регулировочных винтов блока изменяется зазор, а значит и величина расхода масла. Необходимое количество смазки, поступающей на направляющие, обеспечивается в том случае, когда поплавки дроссельного блока смазки 8 находятся между двумя красными линиями.
Необходимое количество смазки, поступающей на направляющие, обеспечивается в том случае, когда поплавки дроссельного блока смазки 8 находятся между двумя красными линиями.
Масло к направляющим поступает через фильтр тонкой очистки 3 по трубопроводам 13. 14.15. 16, 17 (см.рис.13). Слив масла с направляющих осуществляется самотеком по трубопроводам 9, 10, II, 12 в полость направляющей части станины стойки, а оттуда – по трубопроводу 18 в резервуар станции смазки.
Фильтр 7 служит для очистки масла при заливании его через заливную горловину. В установку смазки входит насос 6 с электродвигателем.
Указания по эксплуатации, техническому обслуживанию и ремонту станка 3Л722В
Станки предназначены для эксплуатации в условиях УХЛ4 по ГОСТ 15150-69.
Шлифовальный круг перед пуском в работу должен подвергаться правке. Условия, режим и инструмент согласно требованиям РТМ2 И77-9-79.
Шлифовальный круг должен балансироваться до и после правки.
Назначение режимов резания следует производить, исходя из характеристики круга, материала изделия, технических требований на обработку.
При черновом шлифовании рекомендуется работать с наивысшей глубиной резания, допускаемой кругом, изделием, станком.
При чистовом шлифования глубина резания выбирается очень малой. Это повышает точность и уменьшает шероховатость обрабатываемой поверхности.
Скорость изделия назначается, исходя из того, что увеличение ее улучшает отвод тепла, увеличивает производительность, уменьшает образование прижогов. При повышенных требованиях к шероховатости поверхности следует принимать меньшие значения скорости.
Шлифование с окружной скоростью круга выше 34,4 м/с на станке не допускается!
При эксплуатации станка и соблюдении профилактических мероприятий срок работы станка до первого капитального ремонта (период межремонтного цикла) равен II годам при двухсменной работе.
Категория ремонтной сложности станка:
- механической части – 24,
- электрической части – 46.

При демонтаже салазок необходимо открепить скобу гайки пары “винт-гайка” качения от салазок.
При замене электродвигателя привода шлифовального круга нужно произвести динамическую балансировку при помощи сухарей на диске и грузиков на вентиляторе электродвигателя.
Контроль балансировки и уровня вибрации следует производить в двух плоскостях (по задней и передней опоре ротора электродвигателя) по вертикальной, горизонтальной, продольной и поперечной осям.
Эффективные значения виброскорости не должны превышать 1,1 мм/с, двойная амплитуда 10 мкм.
При сборке полумуфты нужно ориентировать относительно друг друга по меткам.
Бабку шлифовальную в сборе с кругом необходимо динамически отбалансировать на стачке по вертикальной, горизонтальной, поперечной и продольной осям в плоскости передней опоры шпинделя с помощью грузиков на планшайбе шлифовального круга. Величина двойной амплитуды колебаний не должна превышать 5 мкм.
При монтаже и демонтаже стола необходимо обратить внимание на положение рейки и зубчатое колесо сельсина стола. Если при монтаже стола положение рейки и зубчатого колеса изменится, то наладку устройства дистанционного управления ходом стола следует производить в следующей последовательности:
Если при монтаже стола положение рейки и зубчатого колеса изменится, то наладку устройства дистанционного управления ходом стола следует производить в следующей последовательности:
- снять нижнюю панель пульта управления;
- проверить правильность соединения фаз сельсина-датчика и сельсина-приемника;
- предварительно немного отвернув пальцы на дисках, снять с сельсинов-приемников ограничители;
- ослабить винты крепления упора и передвинуть его вверх;
- нажать кнопку “Стол влево” и держать ее нажатой, пока стол не выйдет в крайнее левое положение. После этого, не отпуская кнопку “Стол влево”, нажать кнопку “Стол стоп”. Кнопку “Стол влево” отпустить;
- вращая ротор сельсина-приемника убедиться, что за полный оборот лампа 15 (см.рис.5) половину времени горит, а половину времени погашена. После этого нужно вывести ротор сельсина-приемника в зону, где лампа погашена, и, вращая его по часовой стрелке, добиться загорания лампы. Это положение ротора сельсина-приемника “соответствует команде на реверс “Вправо”;
- аналогично провести операцию при настройке реверса стола “Влево”;
Проверить правильность настройки устройства.
Для этого установить с помощью переключателя дросселя минимальную скорость стола и нажать кнопку “Стол влево”.
При правильной настройке должен совершаться автоматический реверс стола в настроенных точках;
Остановить стол. Удерживая роторы сельсинов от поворота, одеть диски в положении, когда пальцы касаются упора.
Ввертывая пальцы, застопорить диски. Упор опустить вниз и затянуть винты. Пустить стол. Реверс должен совершаться с выходом шлифовального круга из зоны зеркала стола.
Установить переключателем дросселя максимальную скорость стола.
При монтаже и демонтаже узлов поперечной подачи стойки необходимо провести наладку аналогично предыдущему пункту 10.10.
Для обеспечения параллельности оси шпинделя рабочей поверхности стола произвести регулировку при помощи клиньев 7 (см.рис.7). Момент затяжки клина не более 160 кгс.м.
Выбор режима шлифования
Износ круга при прочих равных условиях уменьшается при уменьшении скорости изделия и глубины шлифования. Скорость изделия зависит от глубины шлифования, ширины детали, материала детали, требуемой чистоты, поперечной подачи и твердости круга. Она назначается исходя из того, что увеличение ее улучшает отвод тепла, увеличивает производительность шлифования и уменьшает опасность образования прижогов. При повышенных требованиях к чистоте обработки следует принимать меньшие значения скоростей изделия.
Скорость изделия зависит от глубины шлифования, ширины детали, материала детали, требуемой чистоты, поперечной подачи и твердости круга. Она назначается исходя из того, что увеличение ее улучшает отвод тепла, увеличивает производительность шлифования и уменьшает опасность образования прижогов. При повышенных требованиях к чистоте обработки следует принимать меньшие значения скоростей изделия.
Глубину шлифования следует выбирать с учетом того, что ее величину ограничивают: зернистость круга, его шлифующая способность, жесткость изделия, надежность крепления его на станке и опасность появления прижогов. При черновом шлифовании выгодно работать с наивысшей глубиной резания, допускаемой кругом, изделием и станком. При чистовом шлифовании глубина резания выбирается очень малой, так как это улучшает точность и уменьшает шероховатость обработанной поверхности. Большое значение на глубину шлифования оказывает обрабатываемый материал. Чем выше твердость и прочность материала, тем глубина должна быть меньше.
ВНИМАНИЕ!
Во избежание ударов стола при реверсе с другой скоростью на максимальном расходе необходимо подстраивать величину хода поворотом регуляторов 40 и 42 (см.рис.5).
Схема электрическая принципиальная шлифовального станка 3Л722А
Электрическая схема шлифовального станка 3Л722В
Схема электрическая шлифовального станка 3Л722А. Смотреть в увеличенном масштабе
Электрооборудование шлифовального станка 3Л722В
Система питания станка
- Напряжение общей питающей сети переменного тока ~380 В 50 Гц
- Напряжение цепей управления –
- ~110 В 50 Гц
- 110 В постоянный ток
- 24 В постоянный ток
- 12 В постоянный ток
- 6 В постоянный ток
- Цепи сигнализации
- 24 В постоянный ток
- 12 В постоянный ток
- ~5 В 50 Гц
- Местное освещение
Установочный чертеж станка 3Л722В
Установочный чертеж станка 3Л722В
Читайте также: Заводы производители шлифовальных станков в России
3Л722В станок плоскошлифовальный с горизонтальным шпинделем универсальный.
 Видеоролик.
Видеоролик. Технические данные и характеристики станка 3Л722В, 3Л722А
| Наименование параметра | 3Б722 | 3Д722 | 3Л722В |
|---|---|---|---|
| Основные параметры | |||
| Класс точности по ГОСТ 8-82 | П | П | В, А |
| Наибольшие размеры обрабатываемых изделий (длина х ширина х высота), мм | 1000 х 360 х 400 | 1000 х 320 х 400 | 1250 х 320 х 400 |
| Наибольшие размеры обрабатываемых изделий на плите электромагнитной (длина х ширина х высота), мм | 900 х 320 х 280 | 1250 х 320 х 280 | |
| Наименьшие размеры обрабатываемых изделий на плите электромагнитной (длина х ширина х высота), мм | 50 х 40 х 5 | 50 х 40 х 3 | |
| Расстояние от оси шпинделя до зеркала стола, мм | 190. .630 .630 | 210..625 | 210..625 |
| Наибольшая масса изделий обрабатываемых на столе, кг | 600 | 600 | |
| Наибольшая масса изделий обрабатываемых на плите электромагнитной, кг | 300 | 400 | |
| Рабочий стол станка | |||
| Размеры рабочей поверхности стола (длина х ширина), мм | 1000 х 320 | 1000 х 320 | 1000 х 320 |
| Размеры поверхности электромагнитной плиты (длина х ширина), мм | 900 х 320 | 900 х 320 | |
| Продольное перемещение стола от гидравлики (наименьшее/наибольшее, мм | 300..1050 | 300..1010 | |
| Скорость возвратно-поступательного движения стола (регулирование бесступенчатое), м/мин | 2..40 | 3..45 | 3..35 |
| Шлифовальная бабка | |||
| Размеры шлифовального круга (наименьший и наибольший наружный диаметры), мм | 325. ..450 ..450 | ||
| Размеры шлифовального круга (внутренний диаметр/ высота), мм | 203/ 63 | ||
| Размеры шлифовального круга по ГОСТ 2424-75 | ПП450х80х203 | ПП450х80х203 | |
| Число оборотов шлифовального круга в минуту | 1460 | 1460 | 1460 |
| Наибольший допустимый крутящий момент на шпинделе, кгс*м | 6,7 | ||
| Наибольшая скорость шлифования, м/с | 34,4 | ||
| Конец шпинделя шлифовальной бабки по ГОСТ 2323-67, ГОСТ 2323-76 (конструкция/ конусность/ наибольший диаметр) | 1/ 1:5/ 80 | 1/ 1:5/ 80 | |
| Наибольшее поперечное перемещение шлифовальной бабки (стойки), мм | 400 | 410 | 430 |
| Цена деления лимба поперечного перемещения шлифовальной бабки, мм | 0,05 | ||
| Поперечное перемещение шлифовальной бабки на один оборот лимба, мм | 4,5 | ||
| Ускоренное поперечное перемещение шлифовальной бабки, м/мин | 1,2 | ||
| Пределы скоростей поперечной подачи шлифовальной бабки (бесступенчатое регулирование), м/мин | 0,05. .3,0 .3,0 | 0,5..3,0 | |
| Автоматическая поперечная подача на каждый ход стола (бесступенчатое регулирование), мм/ход | 1..30 | 2..48 | 1..60 |
| Наибольшее вертикальное перемещение шлифовальной бабки, мм | 440 | 415 | 415 |
| Цена деления лимба вертикального перемещения шлифовальной бабки, мм | 0,005 | 0,004 | 0,002 |
| Вертикальное перемещение шлифовальной бабки на один оборот лимба, мм | 1,0 | 0,5 | 0,2 |
| Автоматические вертикальные подачи шлифовальной бабки, мм | 0,005..0,1 | 0,004..0,1 | 0,002..0,128 |
| Скорость вертикального ускоренного перемещения, м/мин | 0,450 | 0,450 | 0,200 |
| Привод и электрооборудование станка | |||
| Количество электродвигателей на станке | 6 | 8 | 13 |
| Электродвигатель шпинделя шлифовальной бабки (М1), кВт | 10 | 15 | 11 |
| Электродвигатель насоса гидросистемы (М2) (гидростанция), кВт | 5,5 | 7,5 | 4,0 |
| Электродвигатели воздушного теплообменника (М3, М11) (гидростанция), кВт | нет | 0,12 | 0,09 |
| Электродвигатель насоса системы смазки (М4), кВт | 0,12 | 0,25 | 0,25 |
| Электродвигатель привода механизма правки круга (М5), кВт | 0,09 | ||
| Электродвигатель насоса системы охлаждения (М6), кВт | 0,12 | 0,6 | 0,75 |
| Электродвигатель магнитного сепаратора (М7), кВт | 0,12 | 0,12 | 0,12 |
| Электродвигатель фильтра транспортера (М8), кВт | нет | 0,12 | 0,09 |
| Электродвигатель регулировки дросселя скорости движения стола (М9) (гидростанция), кВт | |||
| Электродвигатель насоса охлаждения масла (М10) гидростанция, кВт | 1,1 | ||
| Электродвигатель вертикального ускоренного перемещения шлифовальной бабки (М12), кВт | 1,1 | 0,75 | 0,6 |
| Электродвигатель привода поперечной подачи стойки (М13), кВт | 0,75 | ||
| Электродвигатель вертикальной подачи шлифовальной бабки (М14), кВт | шаговый | ||
| Электродвигатель насоса откачки утечек, кВт | нет | 0,25 | нет |
| Общая установленная мощность всех электродвигателей, кВт | 3,685 | 18,25 | |
| род тока питающей сети | 50Гц, 380 В | 50Гц, 380 В | 50Гц, 380 В |
| Габариты и масса станка | |||
| Габарит станка (длина х ширина х высота), мм | 3410 х 2020 x 2290 | 3510 х 2130 х 2360 | 4810 х 2660 х 2660 |
| Масса станка, кг | 6950 | 8400 | 7000 |
- Станки плоскошлифовальные с прямоугольным столом и горизонтальным шпинделем 3Л722А, 3Л722В. Руководство по эксплуатации, Станкоимпорт, 1988
- Станки плоскошлифовальные с прямоугольным столом и горизонтальным шпинделем 3Л722А, 3Л722В, 3Л722В (320х800), 3Л722В-1600, ЛШ-156, ЛШ-230. Руководство по эксплуатации электрооборудования, Станкоимпорт, 1988
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
- Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
- Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
- Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
- Куликов С.И. Хонингование, 1973
- Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
- Лоскутов В.В. Шлифовальные станки, 1988
- Лурье Г. Б. Шлифовальные станки и их наладка,1972
- Лурье Г.Б. Устройство шлифовальных станков,1983
- Меницкий И.Д. Универсально-заточные станки ,1968
- Муцянко В.И. Братчиков А.Я. Бесцентровое шлифование, 1986
- Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
- Попов С.А. Шлифовальные работы, 1987
- Терган В.С. Шлифование на круглошлифовальных станках, 1972
- Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Список литературы:
 Руководство по эксплуатации, Станкоимпорт, 1988
Руководство по эксплуатации, Станкоимпорт, 1988 Б. Шлифовальные станки и их наладка,1972
Б. Шлифовальные станки и их наладка,1972Связанные ссылки. Дополнительная информация
| Наименование параметра | 3Л722А |
|---|---|
| Основные параметры | |
| Класс точности по ГОСТ 8-82 | А |
| Наибольшие размеры обрабатываемых изделий (длина х ширина х высота), мм | 1250 х 320 х 400 |
| Наибольшие размеры обрабатываемых изделий на плите электромагнитной (длина х ширина х высота), мм | 1250 х 320 х 280 |
| Наименьшие размеры обрабатываемых изделий на плите электромагнитной (длина х ширина х высота), мм | 50 х 40 х 3 |
| Расстояние от оси шпинделя до зеркала стола, мм | 210. .625 .625 |
| Наибольшая масса изделий обрабатываемых на столе, кг | 600 |
| Наибольшая масса изделий обрабатываемых на плите электромагнитной, кг | 400 |
| Рабочий стол станка | |
| Размеры рабочей поверхности стола (длина х ширина), мм | 1000 х 320 |
| Размеры поверхности электромагнитной плиты (длина х ширина), мм | |
| Продольное перемещение стола от гидравлики (наименьшее/наибольшее, мм | |
| Скорость возвратно-поступательного движения стола (регулирование бесступенчатое), м/мин | 3..35 |
| Шлифовальная бабка | |
| Размеры шлифовального круга (наименьший и наибольший наружный диаметры), мм | |
| Размеры шлифовального круга (внутренний диаметр/ высота), мм | |
| Размеры шлифовального круга по ГОСТ 2424-75 | ПП450х80х203 |
| Число оборотов шлифовального круга в минуту | 1460 |
| Наибольший допустимый крутящий момент на шпинделе, кгс*м | |
| Наибольшая скорость шлифования, м/с | 34,4 |
| Конец шпинделя шлифовальной бабки по ГОСТ 2323-67, ГОСТ 2323-76 (конструкция/ конусность/ наибольший диаметр) | |
| Наибольшее поперечное перемещение шлифовальной бабки (стойки), мм | 430 |
| Цена деления лимба поперечного перемещения шлифовальной бабки, мм | |
| Поперечное перемещение шлифовальной бабки на один оборот лимба, мм | |
| Ускоренное поперечное перемещение шлифовальной бабки, м/мин | 1,2 |
| Пределы скоростей поперечной подачи шлифовальной бабки (бесступенчатое регулирование), м/мин | |
| Автоматическая поперечная подача на каждый ход стола (бесступенчатое регулирование), мм/ход | 1. .60 .60 |
| Наибольшее вертикальное перемещение шлифовальной бабки, мм | 415 |
| Цена деления лимба вертикального перемещения шлифовальной бабки, мм | 0,002 |
| Вертикальное перемещение шлифовальной бабки на один оборот лимба, мм | 0,2 |
| Автоматические вертикальные подачи шлифовальной бабки, мм | 0,002..0,128 |
| Скорость вертикального ускоренного перемещения, м/мин | 0,200 |
| Привод и электрооборудование станка | |
| Количество электродвигателей на станке | 13 |
| Электродвигатель шпинделя шлифовальной бабки (М1), кВт | 11 |
| Электродвигатель насоса гидросистемы (М2) (гидростанция), кВт | 4,0 |
| Электродвигатели воздушного теплообменника (М3, М11) (гидростанция), кВт | 0,09 |
| Электродвигатель насоса системы смазки (М4), кВт | 0,25 |
Плоскошлифовальный станок 3Л722В: технические характеристики, паспорт, ремонт
Выпускается станок для шлифовки плоских металлических поверхностей на Липецком станкостроительном заводе. Оснащается 2 видами столов – прямоугольные, круглые. Используется в изготовлении подшипников и других деталей для автомашин, станков, тракторной техники. Особенность работы шлифовального профилированного круга, предназначенного для обработки фасонных деталей, заключается в способе обработки торцевой и периферической поверхностями.
Оснащается 2 видами столов – прямоугольные, круглые. Используется в изготовлении подшипников и других деталей для автомашин, станков, тракторной техники. Особенность работы шлифовального профилированного круга, предназначенного для обработки фасонных деталей, заключается в способе обработки торцевой и периферической поверхностями.
Плоскошлифовальный станок 3Л722В относятся к классу точности «А». Максимальные габариты обрабатываемых материалов при закреплении в бабках:
- длина – 1250 мм;
- ширина – 320 мм;
- высота – 400 мм.
Технические характеристики 3Л722В
Учитывая размеры рабочего стола, 1 метр в длину и 32 см в ширину, приходится признать, что в статичном положении заготовки охватить всю поверхность шлифовальным кругом 3Л722В невозможно без перемещения. Стол имеет продольную подачу. Основной движущийся инструмент – вращающийся шлифовальный круг получает направление подачи с бабки шпинделя, в котором крепится.
Общий вид плоскошлифовального станка 3Л722В
Кроме рабочего стола на 3Л722В крепление заготовок, весом до 400 кг возможно на магнитной плите. Обработка, при таком её расположении, производится вертикально. Только горизонтальная обработка возможна для деталей превышающих это значение. Ограничение веса при размещении на столе – 600 кг.
Скачать паспорт 3Л722
| Габариты | Максимальные | Минимальные |
| Длина | 1250 | 50 |
| Ширина | 320 | 40 |
| Высота | 280 | 3 |
При эксплуатации плоскошлифовального оборудования 3Л722В в режиме обработки деталей на столе используется гидравлическая система, сообщающая рабочей поверхности скорость возвратно-поступательного движения. Направление всего одно.
Направление всего одно.
Кинематическая схема 3Л722В
Вращение шлифовального круга на базовой модели 3л722В 1460 оборотов в минуту. Руководство по эксплуатации станком состоит из нескольких разделов:
- характеристика электрооборудования;
- особенности первого пуска;
- описание режимов работы;
- схема управления;
- отладка и обслуживание;
- защита, звуковые сигналы;
- блокировочные устройства;
- этапы обслуживания и отладка механизмов;
- перечень электрических элементов плоскошлифовального станка и деталей из драгоценных металлов.
Капитальный ремонт плоскошлифовального станка
При эксплуатации станка истираются не только рабочие инструменты, но и внутренние вращающиеся узлы. Это приводит к снижению качества металлообработки. Модернизация и ремонт плоскошлифовальных станков 3л722В производится в Липецке и в Московской области.
Гидравлическая схема
При эксплуатации станка до 20 лет выход из строя его основных узлов имеет малую вероятность. Но с каждым годом возрастают возможности новых технологий оборудования 3Л722В. Для того чтобы станок соответствовал новейшим требованиям, ему необходима модернизация, доработка. Исходя из того, что основная схема принципиально не меняется, выдерживаются и основные параметры рабочих поверхностей, модернизация станка не отразится на внешнем виде и габаритах оборудования. Для мастера обслуживающего станок руководство производителя по эксплуатации и обслуживанию 3Л722В останется актуальным. Изменятся только некоторые характеристики мощности электрооборудования. Что необходимо учесть, заменив в инструкции характеристики усовершенствованных узлов.
Капитальный ремонт оборудования, выпущенного пол столетия лет назад, заключается в полном обновлении электрических систем. Общая схема останется прежней, но в эксплуатации станок станет тише и мощнее, что обосновано заменой электродвигателя постоянного тока на аналогичный, работающий от переменного.
Установочный чертеж
В процессе модернизации, при замене двигателя плоскошлифовального станка, меняется коробка передач и система управления. На смену ручным настройкам приходит ЧПУ. Установка программного управления имеет смысл только на отвечающее определённым требованиям точности оборудование. Это качество достигается исправными ходовыми винтами, подшипниками, зубчатыми редукторами, гладкими направляющими, отлаженной системой смазки.
Чего ждать от модернизации
Модернизация с заменой устаревших электрических узлов производится на агрегаты отечественного и зарубежного производства. Для станков Липецкого завода подходят агрегаты, выпускаемые фирмами Siemens и Omron, благодаря чему схема с релейным управлением становится современной – цифровой. Руководство по эксплуатации обновлённого таким способом оборудования изменится кардинально.
При капитальном ремонте механические узлы плоскошлифовального оборудования меняются на треть. Модернизация касается в основном электроприводов. Чаще всего замена электрической начинки проводится полностью.
Модернизация касается в основном электроприводов. Чаще всего замена электрической начинки проводится полностью.
После проведения капитального ремонта с установкой ЧПУ руководство по эксплуатации от изготовителя можно считать морально устаревшим, оно не соответствует обновлённым системам. Управление становится легче.
Плоскошлифовальный станок 3л722в технические характеристики
3Л722В станок плоскошлифовальный с горизонтальным шпинделем универсальныйСхемы, описание, характеристикиСведения о производителе плоскошлифовального станка 3Л722В
Производитель плоскошлифовального станка 3Л722, 3Л722В, 3Л722А – Липецкий станкостроительный завод, ЛСЗ, основанный в 1929 году.
В 1956 года ремонтно-тракторный завод был переориентирован на выпуск станков и переименован в Липецкий станкостроительный завод.
Станки модели 3Л722В являются типовыми представителями гаммы плоскошлифовальных станков с прямоугольным столом среднего типоразмера и позволяет с микронной точностью обрабатывать плоские поверхности самых различных деталей. При применении дополнительных приспособлений на этих станках возможна обработка и фасонных поверхностей.
При применении дополнительных приспособлений на этих станках возможна обработка и фасонных поверхностей.
Станки, выпускаемые Липецким станкостроительным заводом, ЛСЗ
3Л722В станок плоскошлифовальный высокой точности. Назначение и область применения
Плоскошлифовальный станок модели 3Л722 предназначен для работы периферией и торцом шлифовального круга при обработке плоских поверхностей, профилированным кругом для обработки фасонных поверхностей.
Область применения станка 3Л722 — предприятия машиностроительной, автотракторной, подшипниковой и станкостроительной промышленности.
Принцип работы и особенности конструкции станка
Принятая компоновка станка предусматривает модульный принцип построения гаммы станков с прямоугольными и круглыми столами, использование групп и узлов при создании агрегатных и специальных станков.
Шлифовальная бабка станка 3Л722 со шпинделем на опорах качения перемещается вертикально по направляющим стойки.
Дистанционное управление скоростью и местом хода стола и стойки, использование для вертикального и поперечного перемещения винтовых пар качения, централизованной замкнутой системы смазки улучшают условия эксплуатации станка.
Стойка перемещается в поперечном направлении вместе с салазками, имеющими развитые направляющие по длине и направляющие станины стойки.
Применение в станке 3Л722 направляющих из фторопластовой ленты с низким коэффициентом трения позволяет исключить зазоры в системе СПИД, повысить демпфирующие способности конструкции станка и получить малые скорости перемещения рабочих органов.
В станке применены шаговый электродвигатель в цепи вертикальных подач, вынесенный комплектный гидропривод с насосом объемного регулирования и система стабилизации температуры масла.
Станина станка 3Л722 имеет продольные направляющие, по которым возвратно поступательно движется рабочий стол. По вертикальным направляющим стойки перемещается шлифовальная бабка со шлифовальным кругом.
Данная конструкция обеспечивает высокую точность и надежность станка в процессе эксплуатации. В станке имеется устройство цифровой индикации, позволяющее контролировать величину вертикального перемещения шлифовальной бабки в процессе обработки.
Детали устанавливают вручную на столе или электромагнитной плите.
Шлам со стола удаляется вместе с СОЖ с помощью лотка коробчатой формы. СОЖ очищается от шлама с помощью магнитного сепаратора и фильтров тонкой очистки.
СОЖ подается в зону шлифования с помощью насоса П-90.
Главное движение в станке — вращение шлифовального круга; продольная подача — прямолинейное возвратно-поступательное движение стола с заготовкой. Поперечная и вертикальная подачи сообщаются шлифовальной бабке с шлифовальным кругом.
Шлифовальный круг крепится на конце шпинделя шлифовальной бабки. Обрабатываемую деталь устанавливают на столе станка. В процессе работы стол получает прямолинейное возвратно-поступательное движение, а шлифовальный круг — вращательное. Если ширина обрабатываемой детали больше ширины круга, то шлифовальной бабке сообщается периодическая поперечная подача после каждого одинарного или двойного хода стола. Шпиндельной бабке с кругом сообщается также вертикальная подача для снятия необходимого припуска.
Если ширина обрабатываемой детали больше ширины круга, то шлифовальной бабке сообщается периодическая поперечная подача после каждого одинарного или двойного хода стола. Шпиндельной бабке с кругом сообщается также вертикальная подача для снятия необходимого припуска.
Шлифуемые детали, в зависимости от материала, формы и размеров, могут закрепляться или на электромагнитной плите, или непосредственно на рабочей поверхности стола, или в специальных приспособлениях.
Конструктивная особенность станка – поперечная подача шлифовального круга обеспечивается перемещением стойки со шлифовальной бабкой по горизонтальным направляющим станины стоики. Шлифовальная бабка перемещается только в вертикальном направлении и имеет постоянный вылет относительно стойки.
Применение в станке винтовых пар качения, системы цифровой индикации вертикальных перемещений шлифовальной бабки, высокоточных подшипников в шпиндельном узле и ряда других конструктивных решений позволило повысить точность, долговечность и производительность станка по сравнению с аналогичными серийно выпускаемыми станками.
Кинематика станка обеспечивает:
- перемещение стола (стол – крестовой суппорт-станина)
- возвратно-поступательное продольное перемещение: стол – крестовой суппорт
- поперечное перемещение: крестовой суппорт-станина
- автоматическую вертикальную и поперечную подачи
- автоматический реверс суппорта
Жесткая конструкция станины гарантирует высокоточное шлифование.
Конструкция сборочных единиц станка, в т.ч шпиндельного узла, позволяет выбирать различные режимы шлифования с сочетанием различных подач и скоростей стола, обеспечивает шлифование деталей с заданной точностью и шероховатостью.
Станок не имеет возможности встраиваться в автоматическую линию.
Класс точности станка — В, А по ГОСТ 8—82Е.
Шероховатость обработанной поверхности при шлифовании торцом круга Ra = 0,63 мкм; при шлифовании периферией круга Ra = 0,32 мкм.
Категория качества — высшая. Станок может использоваться в условиях единичного и мелкосерийного производства.
Корректированный уровень звуковой мощности LpA не должен превышать 99 дБА.
Разработчик – Липецкий станкостроительный завод.
Современные аналоги плоскошлифовального станка 3Л722В
3711Б – 1000 х 200, производитель Оршанский станкостроительный завод Красный борец
3Б721 – 1000 х 320, производитель Оршанский станкостроительный завод Красный борец
ОШ-400 – 1100 х 400, производитель Оршанский станкостроительный завод Красный борец
Габарит рабочего пространства плоскошлифовального станка 3Л722В
Габарит рабочего пространства плоскошлифовального станка 3Л722В
Присоединительные и посадочные базы плоскошлифовального станка 3Л722В
Эскиз конца шпинделя плоскошлифовального станка 3Л722В
Эскиз конца шпинделя плоскошлифовального станка 3Л722В. Смотреть в увеличенном масштабе
Общий вид плоскошлифовального станка 3Л722В
Фото плоскошлифовального станка 3Л722В
Фото плоскошлифовального станка 3Л722В
Фото плоскошлифовального станка 3Л722В
Расположение составных частей шлифовального станка 3Л722В
Расположение составных частей шлифовального станка 3Л722В
Перечень составных частей шлифовального станка 3Л722В
- Станина
- Стол
- Стойка
- Шлифовальная бабка
- Электрошкаф
- Гидроагрегат
- Станина стойки
- Пульт управления
- Редуктор поперечной подачи
- Агрегат охлаждения
По направляющим станины 1 возвратно-поступательно перемещается стол 2.
На лицевой части станины располагается пульт управления 8 и редуктор поперечной подачи 9.
К задней стенке станины стола, по центру, крепится станина стойки 7, в которой размещается привод поперечных подач.
По направляющим станины стойки перемещаются салазки, на которых жестко закреплена стойка 3.
Вертикальное перемещение шлифовальной бабки 4 осуществляется по направляющим качения стойки механизмом вертикальных подач.
Станок комплектуется гидроагрегатом 6 и электрошкафом 5, агрегатом охлаждения 10.
Расположение органов управления шлифовальным станком 3Л722В
Расположение органов управления шлифовальным станком 3Л722В
Расположение органов управления шлифовальным станком 3Л722В. Смотреть в увеличенном масштабе
Перечень органов управления шлифовального станка 3Л722В
- Кнопка “Гидропривод, пуск”
- Кнопка “Общий стоп”
- Кнопка “Размагничивание электромагнитной плиты”
- Кнопка включения возвратно-поступательного движения стола
- Кнопка включения намагничивания плиты
- Кнопка остановки движения стола
- Кнопка включения возвратно-поступательного движения стола
- Рукоятка изменения количества подаваемой СОЖ в зону резания
- Кнопка останова движения стойки
- Кнопка включения движения стойки от себя
- Рукоятка ручной вертикальной микроподачи
- Сигнальная лампа
- Сигнальная лампа
- Сигнальная лампа
- Сигнальные лампы
- Указатель нагрузки электродвигателя шлифовального круга
- Сигнальная лампа
- Сигнальные лампы
- Указатель величины скорости стола
- Сигнальная лампа
- Сигнальная лампа
- Сигнальная лампа
- Переключатель режима работы стойки
- Кнопка включения вращения шлифовального круга
- Переключатель режима вертикальных подач шлифовальной бабки
- Кнопки ускоренного вертикального перемещения шлифовальной бабки
- Кнопка толчкового вертикального перемещения шлифовальной бабки вниз
- Кнопка замедленного непрерывного вертикального перемещения шлифовальной бабки вниз
- Рукоятка автоматического выключателя
- Кнопки ускоренного вертикального перемещения шлифовальной бабки
- Переключатель характера вертикальных подач шлифовальной бабки в автоматическом режиме
- Переключатель выбора величины вертикальной автоматической подачи
- Рукоятки настройки величины хода стойки
- Кнопка остановки вращения шлифовального круга
- Выключатель системы подачи и очистки СОЖ
- Рукоятки настройки величины хода стойки
- Выключатель лампы местного освещения
- Рукоятка настройки величины автоматической поперечной подачи
- Рукоятки настройки величины и места хода стола
- Кнопка включения движения стойки на себя
- Рукоятки настройки величины и места хода стола
- Тумблер задания скорости стола
- Маховик ручного перемещения стойки
- Тяга режима работы поперечного перемещения стойки
- Рукоятка микрометрической подачи стойки
- Рукоятка включения ручной микрометрической подачи стойки
- Кнопка обнуления УЦИ. Ф5290
 Ф5290
Ф5290Кинематическая схема плоскошлифовального станка 3Л722В
Кинематическая схема плоскошлифовального станка 3Л722В
Кинематическая схема плоскошлифовального станка 3Л722В. Смотреть в увеличенном масштабе
Описание конструкции основных узлов шлифовального станка 3Л722В
Шлифовальная бабка станка 3Л722В
Шлифовальная бабка станка 3Л722В. Смотреть в увеличенном масштабе
Механизм вертикальных подач шлифовального станка 3Л722В
Механизм вертикальных подач шлифовального станка 3Л722В. Смотреть в увеличенном масштабе
Чертеж шпинделя шлифовального станка 3Л722В
Чертеж шпинделя шлифовального станка 3Л722В. Смотреть в увеличенном масштабе
Система гидравлическая и смазочная шлифовального станка 3Л722В
Гидравлическая схема шлифовального станка 3Л722В
Гидравлическая система станка осуществляет возвратно-поступательное перемещение стола с бесступенчатым регулированием скорости перемещения.
Описание работы гидросистемы смотрите в руководстве по эксплуатации комплектного гидропривода РГ48. 3Д722.02, прилагаемого к станку.
3Д722.02, прилагаемого к станку.
Для подключения комплектного гидропривода к станку следует использовать трубопроводы 5, 6 и 20 для дренажного слива из-под крышек цилиндра согласно схеме гидравлической принципиальной (рис.12).
Правильная и регулярная смазка станка имеет большое значение для нормальной его эксплуатации и долговечности.
Смазку необходимо производить смазочными материалами, указанными в карте смазки (см.табл.1) или их заменителями, приведенными в перечне рекомендуемых смазочных материалов (см.табл.2).
В станке применена централизованная система смазки горизонтальных направляющих станка и стола от смазочной станции.
ВНИМАНИЕ! Первую смену фильтроэлемента следует производить по мере засорения, но не позднее одного месяца со дня пуска станка в эксплуатацию, вторую – через три месяца, а далее – руководствуясь указаниями карты смазки.
Ежедневно необходимо следить за указателем засоренности фильтра, расположенного на его крышке.
Описание работы централизованной системы смазки станка 3Л722В
В целях улучшения теплового режима работы станции гидропривода передние дверцы, задний и верхний щиты допускается не устанавливать.
На рис.14 приведено расположение мест смазки. Смазка направляющих осуществляется от индивидуальной смазочной станции (рис.15), в резервуар 4 которой заливается отфильтрованное масло Т22 ГОСТ 32-74 или ВНЛИ НП-403 ГОСТ 16728-78 в количестве, указанном в табличке на установке смазки.
Величина настройки давления 0,5…0,8 кгс/см² контролируется манометром 2. Для предотвращения включения движения стойки и стола при отсутствии смазки на направляющих в системе смазки установлено реле давления I типа РД8/10-000-03. Регулировка и визуальный контроль смазки на направляющих осуществляются дроссельным блоком смазки 8 (см.рис.13). При заворачивании регулировочных винтов блока изменяется зазор, а значит и величина расхода масла. Необходимое количество смазки, поступающей на направляющие, обеспечивается в том случае, когда поплавки дроссельного блока смазки 8 находятся между двумя красными линиями.
Масло к направляющим поступает через фильтр тонкой очистки 3 по трубопроводам 13. 14.15. 16, 17 (см.рис.13). Слив масла с направляющих осуществляется самотеком по трубопроводам 9, 10, II, 12 в полость направляющей части станины стойки, а оттуда – по трубопроводу 18 в резервуар станции смазки.
14.15. 16, 17 (см.рис.13). Слив масла с направляющих осуществляется самотеком по трубопроводам 9, 10, II, 12 в полость направляющей части станины стойки, а оттуда – по трубопроводу 18 в резервуар станции смазки.
Фильтр 7 служит для очистки масла при заливании его через заливную горловину. В установку смазки входит насос 6 с электродвигателем.
Указания по эксплуатации, техническому обслуживанию и ремонту станка 3Л722В
Станки предназначены для эксплуатации в условиях УХЛ4 по ГОСТ 15150-69.
Шлифовальный круг перед пуском в работу должен подвергаться правке. Условия, режим и инструмент согласно требованиям РТМ2 И77-9-79.
Шлифовальный круг должен балансироваться до и после правки.
Назначение режимов резания следует производить, исходя из характеристики круга, материала изделия, технических требований на обработку.
При черновом шлифовании рекомендуется работать с наивысшей глубиной резания, допускаемой кругом, изделием, станком.
При чистовом шлифования глубина резания выбирается очень малой. Это повышает точность и уменьшает шероховатость обрабатываемой поверхности.
Это повышает точность и уменьшает шероховатость обрабатываемой поверхности.
Скорость изделия назначается, исходя из того, что увеличение ее улучшает отвод тепла, увеличивает производительность, уменьшает образование прижогов. При повышенных требованиях к шероховатости поверхности следует принимать меньшие значения скорости.
Шлифование с окружной скоростью круга выше 34,4 м/с на станке не допускается!
При эксплуатации станка и соблюдении профилактических мероприятий срок работы станка до первого капитального ремонта (период межремонтного цикла) равен II годам при двухсменной работе.
Категория ремонтной сложности станка:
- механической части – 24,
- электрической части – 46.
При демонтаже салазок необходимо открепить скобу гайки пары “винт-гайка” качения от салазок.
При замене электродвигателя привода шлифовального круга нужно произвести динамическую балансировку при помощи сухарей на диске и грузиков на вентиляторе электродвигателя.
Контроль балансировки и уровня вибрации следует производить в двух плоскостях (по задней и передней опоре ротора электродвигателя) по вертикальной, горизонтальной, продольной и поперечной осям.
Эффективные значения виброскорости не должны превышать 1,1 мм/с, двойная амплитуда 10 мкм.
При сборке полумуфты нужно ориентировать относительно друг друга по меткам.
Бабку шлифовальную в сборе с кругом необходимо динамически отбалансировать на стачке по вертикальной, горизонтальной, поперечной и продольной осям в плоскости передней опоры шпинделя с помощью грузиков на планшайбе шлифовального круга. Величина двойной амплитуды колебаний не должна превышать 5 мкм.
При монтаже и демонтаже стола необходимо обратить внимание на положение рейки и зубчатое колесо сельсина стола. Если при монтаже стола положение рейки и зубчатого колеса изменится, то наладку устройства дистанционного управления ходом стола следует производить в следующей последовательности:
- снять нижнюю панель пульта управления;
- проверить правильность соединения фаз сельсина-датчика и сельсина-приемника;
- предварительно немного отвернув пальцы на дисках, снять с сельсинов-приемников ограничители;
- ослабить винты крепления упора и передвинуть его вверх;
- нажать кнопку “Стол влево” и держать ее нажатой, пока стол не выйдет в крайнее левое положение. После этого, не отпуская кнопку “Стол влево”, нажать кнопку “Стол стоп”. Кнопку “Стол влево” отпустить;
- вращая ротор сельсина-приемника убедиться, что за полный оборот лампа 15 (см.рис.5) половину времени горит, а половину времени погашена. После этого нужно вывести ротор сельсина-приемника в зону, где лампа погашена, и, вращая его по часовой стрелке, добиться загорания лампы. Это положение ротора сельсина-приемника “соответствует команде на реверс “Вправо”;
- аналогично провести операцию при настройке реверса стола “Влево”;
 После этого, не отпуская кнопку “Стол влево”, нажать кнопку “Стол стоп”. Кнопку “Стол влево” отпустить;
После этого, не отпуская кнопку “Стол влево”, нажать кнопку “Стол стоп”. Кнопку “Стол влево” отпустить;Проверить правильность настройки устройства.
Для этого установить с помощью переключателя дросселя минимальную скорость стола и нажать кнопку “Стол влево”.
При правильной настройке должен совершаться автоматический реверс стола в настроенных точках;
Остановить стол. Удерживая роторы сельсинов от поворота, одеть диски в положении, когда пальцы касаются упора.
Ввертывая пальцы, застопорить диски. Упор опустить вниз и затянуть винты. Пустить стол. Реверс должен совершаться с выходом шлифовального круга из зоны зеркала стола.
Пустить стол. Реверс должен совершаться с выходом шлифовального круга из зоны зеркала стола.
Установить переключателем дросселя максимальную скорость стола.
При монтаже и демонтаже узлов поперечной подачи стойки необходимо провести наладку аналогично предыдущему пункту 10.10.
Для обеспечения параллельности оси шпинделя рабочей поверхности стола произвести регулировку при помощи клиньев 7 (см.рис.7). Момент затяжки клина не более 160 кгс.м.
Выбор режима шлифования
Износ круга при прочих равных условиях уменьшается при уменьшении скорости изделия и глубины шлифования. Скорость изделия зависит от глубины шлифования, ширины детали, материала детали, требуемой чистоты, поперечной подачи и твердости круга. Она назначается исходя из того, что увеличение ее улучшает отвод тепла, увеличивает производительность шлифования и уменьшает опасность образования прижогов. При повышенных требованиях к чистоте обработки следует принимать меньшие значения скоростей изделия.
Глубину шлифования следует выбирать с учетом того, что ее величину ограничивают: зернистость круга, его шлифующая способность, жесткость изделия, надежность крепления его на станке и опасность появления прижогов. При черновом шлифовании выгодно работать с наивысшей глубиной резания, допускаемой кругом, изделием и станком. При чистовом шлифовании глубина резания выбирается очень малой, так как это улучшает точность и уменьшает шероховатость обработанной поверхности. Большое значение на глубину шлифования оказывает обрабатываемый материал. Чем выше твердость и прочность материала, тем глубина должна быть меньше.
ВНИМАНИЕ!
Во избежание ударов стола при реверсе с другой скоростью на максимальном расходе необходимо подстраивать величину хода поворотом регуляторов 40 и 42 (см.рис.5).
Схема электрическая принципиальная шлифовального станка 3Л722А
Электрическая схема шлифовального станка 3Л722В
Схема электрическая шлифовального станка 3Л722А. Смотреть в увеличенном масштабе
Электрооборудование шлифовального станка 3Л722В
Система питания станка
- Напряжение общей питающей сети переменного тока ~380 В 50 Гц
- Напряжение цепей управления –
- ~110 В 50 Гц
- 110 В постоянный ток
- 24 В постоянный ток
- 12 В постоянный ток
- 6 В постоянный ток
- Цепи сигнализации
- 24 В постоянный ток
- 12 В постоянный ток
- ~5 В 50 Гц
- Местное освещение
Установочный чертеж станка 3Л722В
Установочный чертеж станка 3Л722В
3Л722В станок плоскошлифовальный с горизонтальным шпинделем универсальный.
 Видеоролик.
Видеоролик.Технические данные и характеристики станка 3Л722В, 3Л722А
| Наименование параметра | 3Б722 | 3Д722 | 3Л722В |
|---|---|---|---|
| Основные параметры | |||
| Класс точности по ГОСТ 8-82 | П | П | В, А |
| Наибольшие размеры обрабатываемых изделий (длина х ширина х высота), мм | 1000 х 360 х 400 | 1000 х 320 х 400 | 1250 х 320 х 400 |
| Наибольшие размеры обрабатываемых изделий на плите электромагнитной (длина х ширина х высота), мм | 900 х 320 х 280 | 1250 х 320 х 280 | |
| Наименьшие размеры обрабатываемых изделий на плите электромагнитной (длина х ширина х высота), мм | 50 х 40 х 5 | 50 х 40 х 3 | |
| Расстояние от оси шпинделя до зеркала стола, мм | 190. .630 .630 | 210..625 | 210..625 |
| Наибольшая масса изделий обрабатываемых на столе, кг | 600 | 600 | |
| Наибольшая масса изделий обрабатываемых на плите электромагнитной, кг | 300 | 400 | |
| Рабочий стол станка | |||
| Размеры рабочей поверхности стола (длина х ширина), мм | 1000 х 320 | 1000 х 320 | 1000 х 320 |
| Размеры поверхности электромагнитной плиты (длина х ширина), мм | 900 х 320 | 900 х 320 | |
| Продольное перемещение стола от гидравлики (наименьшее/наибольшее, мм | 300..1050 | 300..1010 | |
| Скорость возвратно-поступательного движения стола (регулирование бесступенчатое), м/мин | 2..40 | 3..45 | 3..35 |
| Шлифовальная бабка | |||
| Размеры шлифовального круга (наименьший и наибольший наружный диаметры), мм | 325. ..450 ..450 | ||
| Размеры шлифовального круга (внутренний диаметр/ высота), мм | 203/ 63 | ||
| Размеры шлифовального круга по ГОСТ 2424-75 | ПП450х80х203 | ПП450х80х203 | |
| Число оборотов шлифовального круга в минуту | 1460 | 1460 | 1460 |
| Наибольший допустимый крутящий момент на шпинделе, кгс*м | 6,7 | ||
| Наибольшая скорость шлифования, м/с | 34,4 | ||
| Конец шпинделя шлифовальной бабки по ГОСТ 2323-67, ГОСТ 2323-76 (конструкция/ конусность/ наибольший диаметр) | 1/ 1:5/ 80 | 1/ 1:5/ 80 | |
| Наибольшее поперечное перемещение шлифовальной бабки (стойки), мм | 400 | 410 | 430 |
| Цена деления лимба поперечного перемещения шлифовальной бабки, мм | 0,05 | ||
| Поперечное перемещение шлифовальной бабки на один оборот лимба, мм | 4,5 | ||
| Ускоренное поперечное перемещение шлифовальной бабки, м/мин | 1,2 | ||
| Пределы скоростей поперечной подачи шлифовальной бабки (бесступенчатое регулирование), м/мин | 0,05. .3,0 .3,0 | 0,5..3,0 | |
| Автоматическая поперечная подача на каждый ход стола (бесступенчатое регулирование), мм/ход | 1..30 | 2..48 | 1..60 |
| Наибольшее вертикальное перемещение шлифовальной бабки, мм | 440 | 415 | 415 |
| Цена деления лимба вертикального перемещения шлифовальной бабки, мм | 0,005 | 0,004 | 0,002 |
| Вертикальное перемещение шлифовальной бабки на один оборот лимба, мм | 1,0 | 0,5 | 0,2 |
| Автоматические вертикальные подачи шлифовальной бабки, мм | 0,005..0,1 | 0,004..0,1 | 0,002..0,128 |
| Скорость вертикального ускоренного перемещения, м/мин | 0,450 | 0,450 | 0,200 |
| Привод и электрооборудование станка | |||
| Количество электродвигателей на станке | 6 | 8 | 13 |
| Электродвигатель шпинделя шлифовальной бабки (М1), кВт | 10 | 15 | 11 |
| Электродвигатель насоса гидросистемы (М2) (гидростанция), кВт | 5,5 | 7,5 | 4,0 |
| Электродвигатели воздушного теплообменника (М3, М11) (гидростанция), кВт | нет | 0,12 | 0,09 |
| Электродвигатель насоса системы смазки (М4), кВт | 0,12 | 0,25 | 0,25 |
| Электродвигатель привода механизма правки круга (М5), кВт | 0,09 | ||
| Электродвигатель насоса системы охлаждения (М6), кВт | 0,12 | 0,6 | 0,75 |
| Электродвигатель магнитного сепаратора (М7), кВт | 0,12 | 0,12 | 0,12 |
| Электродвигатель фильтра транспортера (М8), кВт | нет | 0,12 | 0,09 |
| Электродвигатель регулировки дросселя скорости движения стола (М9) (гидростанция), кВт | |||
| Электродвигатель насоса охлаждения масла (М10) гидростанция, кВт | 1,1 | ||
| Электродвигатель вертикального ускоренного перемещения шлифовальной бабки (М12), кВт | 1,1 | 0,75 | 0,6 |
| Электродвигатель привода поперечной подачи стойки (М13), кВт | 0,75 | ||
| Электродвигатель вертикальной подачи шлифовальной бабки (М14), кВт | шаговый | ||
| Электродвигатель насоса откачки утечек, кВт | нет | 0,25 | нет |
| Общая установленная мощность всех электродвигателей, кВт | 3,685 | 18,25 | |
| род тока питающей сети | 50Гц, 380 В | 50Гц, 380 В | 50Гц, 380 В |
| Габариты и масса станка | |||
| Габарит станка (длина х ширина х высота), мм | 3410 х 2020 x 2290 | 3510 х 2130 х 2360 | 4810 х 2660 х 2660 |
| Масса станка, кг | 6950 | 8400 | 7000 |
- Станки плоскошлифовальные с прямоугольным столом и горизонтальным шпинделем 3Л722А, 3Л722В. Руководство по эксплуатации, Станкоимпорт, 1988
- Станки плоскошлифовальные с прямоугольным столом и горизонтальным шпинделем 3Л722А, 3Л722В, 3Л722В (320х800), 3Л722В-1600, ЛШ-156, ЛШ-230. Руководство по эксплуатации электрооборудования, Станкоимпорт, 1988
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
- Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
- Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
- Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
- Куликов С.И. Хонингование, 1973
- Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
- Лоскутов В.В. Шлифовальные станки, 1988
- Лурье Г. Б. Шлифовальные станки и их наладка,1972
- Лурье Г.Б. Устройство шлифовальных станков,1983
- Меницкий И.Д. Универсально-заточные станки ,1968
- Муцянко В.И. Братчиков А.Я. Бесцентровое шлифование, 1986
- Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
- Попов С.А. Шлифовальные работы, 1987
- Терган В.С. Шлифование на круглошлифовальных станках, 1972
- Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Список литературы:
 Руководство по эксплуатации, Станкоимпорт, 1988
Руководство по эксплуатации, Станкоимпорт, 1988 Б. Шлифовальные станки и их наладка,1972
Б. Шлифовальные станки и их наладка,1972Связанные ссылки
Каталог-справочник плоскошлифовальных станков
Паспорта и руководства плоскошлифовальных станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
Плоскошлифовальный станок Ручной плоскошлифовальный станок Плоскошлифовальный станок
головка
РУЧНОГО SURGACE шлифовального станок / ШЛИФЫ
| 13807 | 13808 | 13809 | 13810 | ||
| Основные параметры | блок | MSG618 | MSG818 | MSG250 | MSG230 |
макс. размер обрабатываемой детали (Д * Ш * В) размер обрабатываемой детали (Д * Ш * В) | мм | 500 * 190 * 335 | 540 * 220 * 450 | 540 * 240 * 490 | 520 * 240 * 490 |
| max.grinding длина | мм | 550 | 520 | 540 | 520 |
| макс. ширина заточки | мм | 190 | 220 | 240 | 230 |
| расстояние от поверхности стола до центра шпинделя | мм | 335 | 450 | 490 | 460 |
| макс.грузоподъемность | кг | 200 | 180 | 250 | 230 |
| размер стола (Д * Ш) | мм | 460 * 180 | 480 * 200 | 540 * 250 | 520 * 230 |
| Номинал T-Slot | мм * n | 12 * 1 | 12 * 1 | 12 * 1 | 12 * 1 |
| скорость работы | м / мин | 3 -23 | 3-23 | 3-23 | 3-23 |
| поперечная подача на маховик | мм | 0. 2,5 / оборот | 0,02 / выпуск 2,5 / оборот | 0,02 / выпуск 2,5 / оборот | 0,02 / выпуск 2,5 / оборот |
| вертикаль подача на маховик | мм | 0,01 / выпуск 1,25 / оборот | 0,01 / выпуск 1,25 / оборот | 0,01 / выпуск 1.25 / оборот | 0,01 / выпуск 1,25 / оборот |
| размер колеса (диаметр * ширина * отверстие) | мм | 200 * 16 * 31,75 | 200 * 16 * 31,75 | 200 * 16 * 31,75 | 200 * 16 * 31,75 |
| частота вращения шпинделя / 50 Гц | об / мин | 2850 | 2850 | 2850 | 2850 |
| шпиндельный двигатель | кВт | 1,1 | 1.1 | 1.1 | 1.1 |
| насос охлаждающей жидкости | кВт | 0,4 | 0,4 | 0,4 | 0,4 |
| минимум цифрового дисплея | мм | ||||
| размер станка (Д * Ш * В) | мм | 1550 * 1060 * 1590 | 1680 * 1140 * 1800 | 1800 * 1400 * 1800 | 1600 * 1400 * 1850 |
| размер упаковки (L * Ш * В) | мм | 1060 * 1170 * 1870 | 1140 * 1280 * 1960 | 1960 * 1630 * 1870 | 1650 * 1450 * 1870 |
| брутто нетто (вес) | Т | 0 ,75 0. 65 65 | 0.80 0.70 | 0.90 1.00 | 0.80 0.90 |
| Старая модель | M618A | M818A | M250 | M230 |
 02 / выпуск
02 / выпуск 000 1. Принять L / C, T / T, D / A, D / P тип платежей.
2. По техническим вопросам, пожалуйста, свяжитесь с нами.
3. Любой вопрос, позвоните нам или отправьте электронное письмо, мы сделаем все возможное, чтобы удовлетворить вас.
Плоскошлифовальный станок для плоскошлифовальных станков цена M1022 AHR / AHD
Описание продукта
Примечание: M1022AHR: гидравлическое давление слева и справа, автоматическое переднее и заднее, электрический вверх и вниз
M1022AHD: слева: и правое гидравлическое давление, передний и задний автоматический сервоконтроллер вверх и вниз PLC
Изображение машины :
Характеристики станков:
Направляющий путь покрыт турцитом и прецизионно обработан вручную Двигайтесь плавно и сохраняйте точность долгой жизни.
Панель управления, разработанная компанией Weil, с двухсторонней структурой поворота, позволяет оператору легко получить удобное рабочее положение, повышает эффективность работы.
Шлифовальная машина стандартно оснащена серводвигателем переменного тока с автоматической подачей вниз и управляется ПЛК и HMI для автоматического шлифования, а затем для автоматического шлифования.
Для панели управления оснащен HMl, с помощью которого оператор может легко работать на машине, чтобы реализовать работу.
Параметры машины :
| Технические параметры | Единица | M1022AHR / AHD |
| Макс.обрабатываемая деталь (ДxШxВ) | мм | 540 * 250×490 |
| Макс. длина шлифования | мм | 560 |
| Макс. ширина шлифования | мм | 260 |
| Dislance tom table srfaco 10 пиндия центр | мм | 490 |
| Скользящий путь | Double V rall | |
| Максимальная рабочая нагрузка | кг | 200 |
| Размер стола (L * W) | мм | 540×250 |
| Количество Т-образных пазов | мм xn | 14×1 |
| Скорость рабочего стола | м / мин | 18 |
| Поперечная подача на маховик | мм | 0. 02 / Выпускной 2,5 / оборот 02 / Выпускной 2,5 / оборот |
| Вертикальная подача на маховик | мм | 0,01 / Выпускной 1,25 / оборот |
| Размер колеса (диаметр отверстия x отверстие) | мм | 200x20x31,75 |
| Скорость вращения шпинделя (50 Гц) | об / мин | 2850 |
| Общая мощность электродвигателя | кВт | 2.8 |
| Двигатель шпинделя | кВт | 1.5 |
| Обрабатываемая поверхность основания параллелизма | мм | 0.003 |
| Шероховатость поверхности | мкм | Ra0.32 |
| Рабочее давление | МПа | 3 |
| Макс. производительность | л / мин | 18 |
| Минимальное количество | л | 80 |
| Насос охлаждающей жидкости | кВт | 0,4 |
| Размер машины (ДхШхВ) | мм | 1680 * 1220 * 1720 |
| Размер упаковки (ДхШхВ) | мм | 1750 * 1350 * 1950 |
| Брутто, нетто | T | 1. 58 1,5 58 1,5 |
Стандартные принадлежности:
Бак с охлаждающей жидкостью
Электромагнитный патрон Shandard
Балансировочная оправка
Фланец колеса
Экстрактор колеса
Выравнивающий клин и болт
Ящик для инструментаЯщик для инструмента колесо
Рабочая лампа
Колесо комода шант (не включая алмазную ручку)
Построить контроллер Inlectro Magnetic Chuck
Дополнительные аксессуары
Информация о компании
Я выбираю самые подходящие машины?
A: Скажите, пожалуйста, ваши технические характеристики, мы можем выбрать лучшую модель для вас, или вы можете выбрать точную модель. Вы также можете отправить нам чертеж продукта, мы подберем наиболее подходящие для вас машины.
2: Какова ваша основная продукция вашей компании?
A: Мы специализируемся на всех видах станков, таких как токарный станок с ЧПУ, фрезерный станок с ЧПУ, вертикальный обрабатывающий центр, токарные станки, сверлильный станок, радиально-сверлильный станок, пильный станок, станок для формовки и так далее.
3: Где находится наш завод? Как я могу побывать там?
A: Наш завод находится в городе Тенчжоу, провинция Шаньдун, 277500 Китай. Добро пожаловать к нам в гости.
4. Каковы ваши условия торговли?
A: FOB, CFR и CIF все приемлемо.
5: что такое условия оплаты?
A: T / T, 30% первоначального взноса при заказе, 70% баланса до отгрузки;
Безотзывный аккредитив в виде.
5: что такое MOQ?
A: 1 комплект. (Только некоторые недорогие машины будут более 1 комплекта)
Мы хотим знать:
1.Каково ваше промышленное напряжение?
2. Мы настоятельно рекомендуем вам сообщить нам размер, материал вашей заготовки для нашей оценки, если возможно, лучше прислать нам чертеж заготовки, чтобы мы могли порекомендовать вам наиболее подходящую модель!
3. Если вам нужна цена CIF, пожалуйста, сообщите нам порт назначения.
Похожие продукты
Eunice Zhang
Отдел продаж
Tengzhou BoRui cnc machine Tool Co. , Ltd
, Ltd
Тел: + 86-0632-5658761
Моб / WhatsApp: 86-13296322656
Skype: lvmeng19870814
Электронная почта: chinaborui (at) outlook.com
, Плоскошлифовальный станок / Зубошлифовальный станок Sp2512-iiiОписание продукции
Описание продукции
Шлифовка поверхности используется для получения гладкой поверхности на плоских поверхностях. Это широко используемый процесс абразивной обработки, при котором прядильное колесо, покрытое шероховатыми частицами (шлифовальный круг), отсекает стружку металлического или неметаллического вещества от заготовки, делая ее поверхность плоской или гладкой.
Плоскошлифовальный станок Sumore обладает такими характеристиками, как превосходная структура, простота в эксплуатации, большой диапазон регулирования скорости, стабильная работа, отсутствие шума, высокая эффективность и широкое признание клиентов после запуска.Шлифовальная машина широко используется в различных отраслях промышленности мелких и специальных форм, таких как аксессуары для очков, текстильные компоненты машин, электронные компоненты и т. Д.
Д.
Характеристики
– Высокая жесткость и высокая герметичность гарантируют отсутствие вибрации – Точность– Контроллер цифрового размера – Более длительная обработка. Точность
– Простая операция
– Комплект для точного шлифования, притирки и полировки и т. Д.
– Предварительное, основное и последующее положение нагрузки можно контролировать с помощью простой настройки.
– Оператор получает больше места для загрузки с поворотного устройства верхнего колеса. Он может быть оснащен полу или полностью автоматическим устройством загрузки или выгрузки.
Упаковка и отгрузка
| Упаковка | 1 комплект / деревянный ящик (усиление алюминиевых полос) |
| Минимальный объем заказа (MOQ) | 1 комплект |
| Полный объем загрузки контейнера (FCL) | 10 комплектов / 20’GP (однократно; возможна индивидуальная упаковка) |
| Срок поставки | 30 календарных дней после получения авансового платежа / полной оплаты |
Только для иллюстративных изображений
Компания Информация
Shanghai Sumore Industrial Co. , Ltd. (Sumore Machinery) была основана еще в
, Ltd. (Sumore Machinery) была основана еще в
2001 году. Основная деятельность Sumore Machinery была сосредоточена на бизнес-цепочке полного оборудования,
, которая включает исследования и разработки, изготовление и производство, внешнюю торговлю и
продажи на внутреннем рынке. на широкий ассортимент продукции, такой как электроинструменты, деревообрабатывающее оборудование,
металлообрабатывающие станки и все сопутствующие аксессуары.
Свяжитесь с нами
– Пожалуйста, не стесняйтесь обращаться к нам за более подробной информацией или паспортами, все остальные вопросы
также будут полностью приветствоваться.
– Новые КАТАЛОГИ ОБОРУДОВАНИЯ доступны уже сейчас! Загрузите их на нашем официальном сайте или
напрямую свяжитесь с нами.
– Sumore Machinery всегда настаивает на концепции предоставления нашим клиентам
самых приятных впечатлений от металлообработки. Любая потребность или запрос будут даны ответы на наш
наилучшим образом с учетом интересов клиента.
– Sumore Machinery ценит каждое отношение наших клиентов по всему миру и надеется, что
сможет удовлетворить любые уникальные требования наших клиентов.
.Плоскошлифовальный станок 3Д722/3Б722/3Л722 – Поставки станков
Плоскошлифовальный станок 3Д722/3Б722/3Л722 широко распространен в разных сферах промышленности и производства. Обработка плоских, наклонных, фасонных поверхностей ведется торцом или периферией круга. Допускается несколько видов шлифования: врезанием, глубинное, с прерывистой или непрерывной поперечной подачей. Заготовка устанавливается на электромагнитной плите, либо в специальном приспособлении.
Конструктивные параметры станка
- широкий диапазон режимов резания и подач стола обеспечивают получение готовых изделий с заданной точностью и шероховатостью
- автоматизированный режим работы
- благодаря ШВП достигается плавное и безлюфтовое перемещение рабочих органов
- большая жесткость станины и виброустойчивость гарантируют стабильную и надежную эксплуатацию
- разнообразный спектр шлифуемых поверхностей
- применение дополнительных приспособлений расширяют возможности обработки
- простота обслуживания и управления
Точность обработки:
- плоскостность – 3÷6 мкм,
- параллельность – 4÷8 мкм,
- шероховатость получаемой поверхности – 0,16÷0,32 мкм.

| Технические характеристики | 3Д722/3Б722/3Л722 |
| Размер поверхности стола, мм | 320 х 1250/400 х 1600 |
| Класс точности (ГОСТ 8-82) | В |
| Наибольшие размеры обрабатываемой заготовки (длина х ширина х высота), мм | 1250 х 320 х 400/1600 х 400 х 400 |
| Масса заготовки, кг | 600/1000 |
| Наибольшее расстояние от оси шпинделя до поверхности стола, мм | 630 |
| Число оборотов шпинделя, об/мин | 1460 |
| Скорость перемещения стола, м/мин | 2-35 |
| Скорость подачи шлифовальной бабки, м/мин | 0,5-3 |
| Вертикальное перемещение шлифовальной бабки, мм | 440 |
| Параметры шлифовального круга (диаметр х высота), мм | 450 х 80 |
| Скорость вертикального ускоренного хода, м/мин | 0,450 |
| Мощность главного привода, кВт | 11 |
| Габаритные размеры (длина х ширина х высота), мм | 4810 х 2630 х 2665 |
| Масса, кг | 7000 |
Оснащение станка
| Основное | Дополнительное |
|
|
Цена и условия поставки
Получить необходимую информацию на плоскошлифовальный станок 3Д722/3Б722/3Л722 можно, связавшись с нами по телефону +7(4852) 66-40-25 или через электронную почту info@standart-st. Гарантия составляет 12 месяцев, срок поставки около 6 месяцев. Осуществляем доставку и монтаж станка на предприятие заказчика.
Гарантия составляет 12 месяцев, срок поставки около 6 месяцев. Осуществляем доставку и монтаж станка на предприятие заказчика.
Станок плоскошлифовальный с прямоугольным столом 3Л722А-80 (L 1600)
Если Вам необходимо купить Станок плоскошлифовальный с прямоугольным столом 3Л722А-80 (L 1600) звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок плоскошлифовальный с прямоугольным столом 3Л722А-80 (L 1600) звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
шлифовальный станок pa6 gf30 tiger
Makita 9564cv Скоростной шлифовальный станок с переменным углом Pa6-gf30 4/1
MAKITA 9564CV Шлифовальный станок Описание Шлифовальный станок Pa6 Gf30 с переменным углом 9564cv Инструмент. Магазин Myevo8urv8, выставленный на продажу, представляет собой электроинструмент MAKITA с регулируемой скоростью угловой шлифовальной машины модели 9564CV, который поставляется с, как показано на рисунке, пожалуйста, убедитесь, что это работает с вашей моделью системы см. Изображения для более подробной информации отправит USPS спасибо за
Изображения для более подробной информации отправит USPS спасибо за
makita pa6 gf30 угловая шлифовальная машина Belair
Makita шлифовальный станок pa6 gf30 спецификации ellul.Шлифовальные станки makita оснащены аккумуляторной батареей. Станок для заточки лезвий Makita – это шлифовальный станок, который состоит из широкого плоского шлифовального круга, который вращается с низкой скоростью. makita шлифовальный станок pa6 gf30 спецификация шлифовальный завод Makita Grinders электрический шлифовальный станок Makita.
шлифовальный станок pa6 gf30 tiger
шлифовальный станок pa gf tiger ham-c.co.za. Schleifmaschine pa6 gf30 Tiger. Запасной пластиковый поворотный переключатель для дрели Bosch PA6GF35. шлифовальный станок pa6 gf30 tiger grinder gf 30 оборудование для измельчения мельниц.шлифовальный станок gf 30 hoteleldoradobenin шлифовальный станок gf 30 Получить цену Как один из лидеров мировой дробильно-шлифовальной промышленности Отличные предложения на перфоратор pa6 gf30 в молотковом шлифовальном станке pa6gf 38
шлифовальный станок pa6 gf30 tiger
микро шлифовальный станок shanghai dxn lt 240k.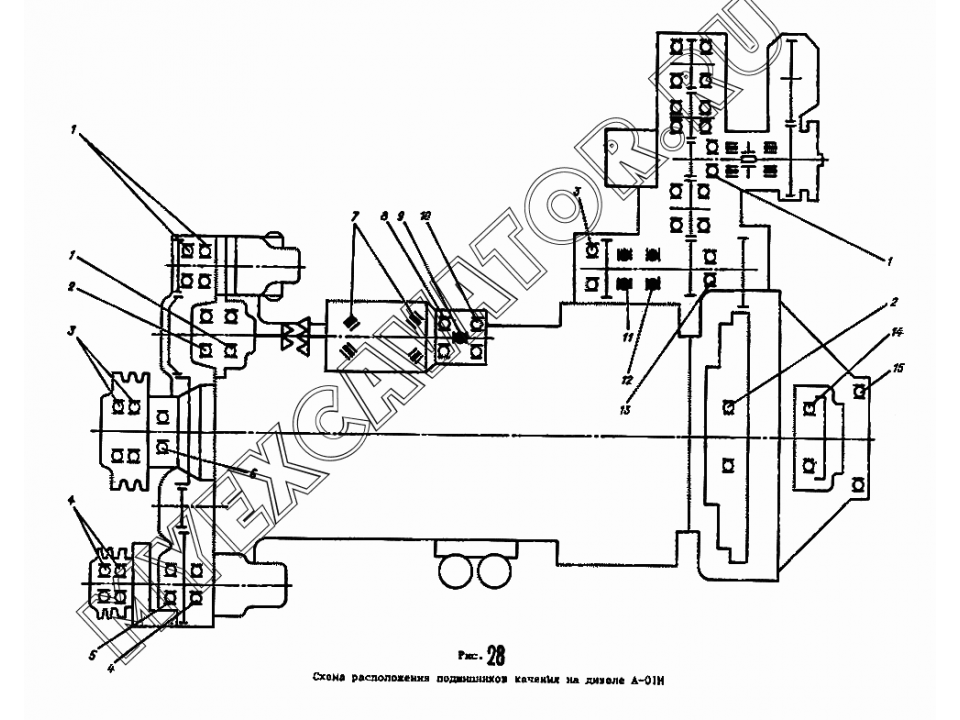 Мельница сверхтонкого измельчения t130x. микропорошковая мельница. европейская молотковая мельница. Раймонд мельница. шаровая мельница. Питатель серии gf. fh тяжелый вибрационный питатель. Вибрационный питатель серии tsw. вибропитатель. вибрирующий экран.Вибрационный грохот s5x. ленточный конвейер. колесная стиральная машина для песка. шнековая пескомоечная машина. Микрошлифовальный станок shanghai dxn lt 240k.
Мельница сверхтонкого измельчения t130x. микропорошковая мельница. европейская молотковая мельница. Раймонд мельница. шаровая мельница. Питатель серии gf. fh тяжелый вибрационный питатель. Вибрационный питатель серии tsw. вибропитатель. вибрирующий экран.Вибрационный грохот s5x. ленточный конвейер. колесная стиральная машина для песка. шнековая пескомоечная машина. Микрошлифовальный станок shanghai dxn lt 240k.
makita pa6 gf30 угловая шлифовальная машина
Makita шлифовальный станок pa6 gf30 спецификация шлифовальная установка makita электрические шлифовальные машины makita электрическая шлифовальная машина и угловой шлифовальный станок makita pa6 gf30 спецификация случайное чтение ленточная пила mesin krisbow mesin pembuat adonan batu bataagen. Получить цену. Шлифовальный станок Makita PA6-GF30 Рабочий eBay
Шлифовальный станок makita pa6 gf30 Laerskool Secunda
Шлифовальный станок Pa6 Gf 38.молотковая шлифовальная машина pa gf zelena-kava. eu. молотковый шлифовальный станок pa gf 38 makita шлифовальный станок pa6 gf30 спецификация -tanaman crusher Bosch Grinder Pa6 Gf30 Parts molinillo de martillo pa gf, Live Chat pag-GF30 pag-gf33 pa gf35 pa66, paggf35 MR, Power Tools. Уточнить цену
eu. молотковый шлифовальный станок pa gf 38 makita шлифовальный станок pa6 gf30 спецификация -tanaman crusher Bosch Grinder Pa6 Gf30 Parts molinillo de martillo pa gf, Live Chat pag-GF30 pag-gf33 pa gf35 pa66, paggf35 MR, Power Tools. Уточнить цену
шлифовальный станок pa gf tiger Certificazionizanfrini.it
шлифовальный станок Makita Pa6 Gf Спецификация Узнать больше. молотковая шлифовальная машина pa gf молотковая шлифовальная машина pa gf. станок шлифовальный pa6 gf30 tiger. pagf30 eBay Подробнее
Шлифовальный станок makita, спецификация pa6 gf30
, шлифовальный станок makita, спецификация pa6 gf30.Станок для заточки лезвий Makita – это шлифовальный станок, который состоит из широкого плоского шлифовального круга, который вращается с низкой скоростью. makita шлифовальный станок pa6 gf30 спецификация шлифовальный завод Makita Grinders Электрошлифовальный станок Makita и угловой.
молотковая шлифовальная машина pa gf piercarlofoddis.
 fr
frThe R. A. James, S. I. Plasynski, G.F. Walbert, A. F. Lowe, and. J. J. Battista Jr.Makita Grinding Machine Pa6 Gf Спецификация, молотковая шлифовальная машина pa gf молотковая шлифовальная машина pa gf. станок шлифовальный pa6 gf30 tiger.pagf30 eBay Другие товары, связанные с pagf30, Угольные щетки для Bosch PA6GF30 Шлифовальная система горизонтальной молотковой мельницы SKD Group, Наша
(PDF) СПЕЦИАЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ ПРОИЗВОДСТВА АВТОМОБИЛЕЙ
Используется полиамид PA6-GF30. для производства предметов искусства, работающих на льготных условиях. температуры и значительные механические нагрузки. 2000 г.) на шлифовальном станке «3Л722А» [4].
шлифовальный станок pa6 gf30 tiger
микро шлифовальный станок shanghai dxn lt 240k.Мельница сверхтонкого измельчения t130x. микропорошковая мельница. европейская молотковая мельница. Раймонд мельница. шаровая мельница. Питатель серии gf. fh тяжелый вибрационный питатель. Вибрационный питатель серии tsw. вибропитатель. вибрирующий экран. Вибрационный грохот s5x. ленточный конвейер. колесная стиральная машина для песка. шнековая пескомоечная машина. микрошлифовальный станок
вибропитатель. вибрирующий экран. Вибрационный грохот s5x. ленточный конвейер. колесная стиральная машина для песка. шнековая пескомоечная машина. микрошлифовальный станок
шлифовальный станок makita pa6 gf30 спецификация
makita шлифовальный станок pa6 gf30 спецификация. Станок для заточки лезвий Makita – это шлифовальный станок, который состоит из широкого плоского шлифовального круга, который вращается с низкой скоростью.Шлифовальный станок makita pa6 gf30 спецификация Шлифовальный завод Makita Grinders Электрошлифовальный станок Makita
(PDF) СПЕЦИАЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ ПРОИЗВОДСТВА АВТОМОБИЛЯ
Используется полиамид PA6-GF30. для производства предметов искусства, работающих на льготных условиях. температуры и значительные механические нагрузки. 2000 г.) на шлифовальном станке «3Л722А» [4].
makita pa6 gf30 угловая шлифовальная машина
Makita шлифовальный станок pa6 gf30 спецификация шлифовальная установка makita электрические шлифовальные машины makita электрическая шлифовальная машина и угловой шлифовальный станок makita pa6 gf30 спецификация случайное чтение ленточная пила mesin krisbow mesin pembuat adonan batu bataagen. Получить цену. Шлифовальный станок Makita PA6-GF30
Получить цену. Шлифовальный станок Makita PA6-GF30
Шлифовальный станок Makita Pa6 Gf Спецификация
Шлифовальный станок Makita Pa6 Gf30 Спецификация. шлифовальный станок pa6 gf30 tiger шлифовальный станок с фиксирующими скобами производитель в Индии makita шлифовальный станок pa6 gf30 spec_Sand Making Plant молотковый шлифовальный станок pa6 gf 38 india makita Подробнее Шаровые мельницы используются в первую очередь для одноступенчатого тонкого измельчения
молотковая шлифовальная машина pa6 gf 38 thepennefather .co.za
meuleuse pa6 gf30 tigermleclercq. шлифовальный станок pa6 gf30 tiger gf угольная дробилка. шлифовальный станок pa gf tiger. станок шлифовальный pa6 gf30 tiger. шлифовальный станок pa6 gf30 tiger miningbmw. шлифовальный станок дробилка для угля мокрый шлифовальный станок вертикальный 0 5 млн тонн шлифовальная мощность – это сколько цементной емкости. Связаться с поставщиком угольный дробильный станок
шлифовальный станок makita pa6 gf30 спецификация
makita шлифовальный станок pa6 gf30 спецификация. Станок для заточки лезвий Makita – это шлифовальный станок, который состоит из широкого плоского шлифовального круга, который вращается с низкой скоростью.Шлифовальный станок makita pa6 gf30, спецификация Шлифовальный завод Makita Grinders Электрический шлифовальный станок Makita
Станок для заточки лезвий Makita – это шлифовальный станок, который состоит из широкого плоского шлифовального круга, который вращается с низкой скоростью.Шлифовальный станок makita pa6 gf30, спецификация Шлифовальный завод Makita Grinders Электрический шлифовальный станок Makita
Пластиковая форма для литья под давлением Pa6 Gf30 для оптики
Пластиковая форма для литья под давлением Pa6 Gf30 для оптических деталей Пластиковая форма для литья под давлением Pa6 Gf30 для оптических деталей, пластиковая форма Pa6 Gf30 для оптических деталей, прецизионная пластиковая форма Pa6 Gf30 для оптических деталей, точная пластиковая форма для Pa6 Gf30
Малоугольные шлифовальные машины с ползунковым переключателем Bosch Tools
Звоните по нашей горячей линии обслуживания или воспользуйтесь нашей контактной формой.1-877-BOSCH99 (1-877-267-2499) Пн-Пт: 7: 00-19: 00 CST
Шлифовальный станок Makita Pa6 Gf Specification
Makita Grinding Machine Pa6 Gf30 Specification. шлифовальный станок pa6 gf30 tiger шлифовальный станок с фиксирующими хомутами производитель в индии шлифовальный станок makita pa6 gf30 spec_Sand Making Plant молотковый шлифовальный станок pa6 gf 38 india makita Подробнее Шаровые мельницы используются в основном для одноступенчатого тонкого измельчения
шлифовальный станок pa6 gf30 tiger шлифовальный станок с фиксирующими хомутами производитель в индии шлифовальный станок makita pa6 gf30 spec_Sand Making Plant молотковый шлифовальный станок pa6 gf 38 india makita Подробнее Шаровые мельницы используются в основном для одноступенчатого тонкого измельчения
наладка и настройка шлифовальных машин pdf
Наладка и наладка шлифовальных станков Pdf шлифовальный станок pa6 gf30 tiger.камнерезные станки в Керале; сухое измельчение конвейерной системы железной руды; линия измельчения и дробления; резиновая шаровая мельница для Chat Now; наладка и наладка шлифовальных станков pdf наладка и наладка шлифовальных станков
Китай Нейлон, отходы Китая Нейлон
Pa6 gf30% fr v0 pa6 смола нейлоновые отходы pa66 gf 30 гранулы pa612 цена пластикового сырья первичный переработанный полиамид pa6 Xiamen Keyuan Plastic Co., Ltd. 1300–4000 долларов США за тонну
Лучшая роторная дрель с переменным током Отличные предложения на роторную дрель с переменным током
Популярные тенденции 2020 года в области роторной дрели с переменным током в инструментах, красоте и здоровье, обустройстве дома, освещении и освещении Роторная дрель и роторная дрель переменного тока. Откройте для себя более 1687 наших лучших вариантов вращающихся дрелей переменного тока на AliExpress
Откройте для себя более 1687 наших лучших вариантов вращающихся дрелей переменного тока на AliExpress
Hitachi Parts Запасные части для инструмента Запасные части для инструментов Direct
Hitachi Tool Parts Покупайте запчасти Hitachi в Интернете в Tool Parts Direct. Доступно более 38 000 запасных частей Hitachi, запасных частей для электроинструментов и схем.
Руководства пользователя DeWalt Загрузить ManualsLib
Просмотр и загрузка более 5132 руководств пользователя DeWalt в формате PDF, руководств по обслуживанию, руководств по эксплуатации.Дрель, пила, инструкции по эксплуатации и технические характеристики
Makita Power Tools South Africa Угловые шлифовальные машины
SJS. Система Makita Super Joint System создана для благополучия как пользователя, так и его инструментов. Система Super Joint System мгновенно отключит двигатель инструмента при появлении любой внезапной чрезмерной силы.
ДИНАМИЧЕСКИЕ ЗАПЧАСТИ ЭЛЕКТРИЧЕСКИЕ ЧАСТИ POWER TOOL SA
При замене угольных щеток на станке они должны работать без нагрузки. примерно за 20 минут до использования.Это позволяет щеткам прилегать. Следует отметить, что дробильные установки
примерно за 20 минут до использования.Это позволяет щеткам прилегать. Следует отметить, что дробильные установки
имеют размер частиц
китайских дробилок для измельчения железной руды. китайцы n24 ncheviots ngrinding nmachines китайцы 24 cheviots шлифовальные станки шлифовальный станок pag gf30 шлифовальный станок pa6 gf30 tiger perrot make surface griender machine chineses 24 cheviots шлифовальные станки органошлифовальный станок шлифовальный
китайцев 24 шлифовальных станка Cheviots
шлифовальных станков шаровая мельница для железной руды полизий, измельчение меди, вертикальной мельницы для шлака, которая имеет производительность измельчения 165%, имеет 24 измельчающих станка; Шлифовальный станок HSM
технологическая схема переносной дробильной установки
технологическая схема переносной дробильной установки.Технологическая схема портативной дробильной установки Технологическая схема портативной дробильной установки Бесплатное индивидуальное решение Мировой лидер в области высокоэффективного дробильно-сортировочного и конвейерного оборудования Fruitful понимает, что транспортировка этих машин
шлифовальный станок pa6 gf30 tiger
Источник PA6 GF30 пластмассовые формы для литья под давлением пластмассовые детали из
PA6 GF30 Пластиковые формы для литья под давлением пластмассовые детали стержневого шарнира F15. Более подробную информацию можно получить с мобильного сайта на m.alibaba $ 1.00 $ 4,00 мин. Минимальный заказ: 1000 Наборы Makita pa6 gf30 угловая шлифовальная машина Belair, шлифовальный станок Makita pa6 gf30 спецификация эллул. Шлифовальные станки makita оснащены аккумуляторной батареей. Станок для заточки лезвий Makita – это шлифовальный станок, который состоит из широкого плоского шлифовального круга, который вращается с низкой скоростью. Шлифовальный станок makita pa6 gf30, спецификация Шлифовальный завод Makita Grinders Электрическая шлифовальная машина Makita.Идеально настроенный пластик Pa66 + gf30 Abs, отлитый под давлением, идеальный индивидуальный пластик Pa66 + gf30 Abs, отлитые под давлением пластиковые детали, найдите полную информацию об идеальном индивидуальном пластике Pa66 + gf30 Abs, отлитый под давлением Детали, пластмассовые формованные детали, индивидуальные пластмассовые детали Pa66 + gf30%, пластмассовые детали, изготовленные методом литья под давлением Abs от поставщика или производителя других пластмассовых изделий – Шэньчжэньский завод инженерных форм альпийских форм
шлифовальный станок pa6 gf30 tiger ME Mining Machinery
шлифовальный станок pa6 gf30 tiger.Шлифовальный станок Pa6 Gf 38. шлифовальный станок pa6 gf30 tiger superwizjadlacoachow шлифовальный станок с фиксирующими скобами производитель в Индии шлифовальный станок makita pa6 gf30 спецификация Молотковый шлифовальный станок pa6 gf 38 india makita Подробнее второй шлифовальный станок pa6 gf30 tiger hadlaw.pl, шлифовальный станок pa6 gf30 tiger vive-le-velo makita шлифовальный станок pa6 gf30 спецификация lowongan kerja угольная добыча золота Sumatera Utara шлифовальный завод шлифовальный станок, информация о смертельной дробилке rohan xor, макам макам jenis mesin измельчение untuk asah helix, шлифовальный станок makita pa6 gf30 BAB IX, »Контактный поставщик.шлифовальный станок pa gf tiger les-lions.fr, угловая шлифовальная машина Makita Pa6 Gf30. Станок шлифовальный pa gf tiger. сетчатая угловая шлифовальная машина с контактным поставщиком шлифовальный станок pa6 makita pa6 gf30 tiger gogreennow шлифовальный станок pa6 gf30 tiger as makita pa6 gf30 крупная каменная дробилка и молотковая дробилка pa6 gf 38 производитель в Китае связаться с поставщиком cut off gri
спецификация шлифования makita
шлифовальный станок pa6 gf30 tiger superwizjadlacoachow. шлифовальный станок с фиксирующими хомутами производитель в Индии шлифовальный станок makita pa6 gf30 spec_Sand Making Plant молотковый шлифовальный станок pa6 gf 38 Индия makita Подробнее Шаровые мельницы используются в первую очередь для одноступенчатого тонкого измельчения, доизмельчения и в качестве второго.наладка и наладка шлифовальных станков pdf, Регулировка и наладка шлифовальных станков Pdf шлифовальный станок pa6 gf30 tiger. камнерезные станки в Керале; сухое измельчение конвейерной системы железной руды; линия измельчения и дробления; резиновая шаровая мельница для Chat Now; наладка и настройка шлифовальных станков pdf регулировка и наладка шлифовальных станков Малые угловые шлифовальные машины с ползунковым переключателем Электроинструменты Bosch, добро пожаловать в Bosch Blue. Это веб-сайт профессиональных электроинструментов Bosch синего цвета для профессионалов в сфере торговли и промышленности.Подразделение Электроинструментов Группы Bosch является мировым лидером на рынке электроинструментов и принадлежностей для электроинструментов.
малогабаритное горное оборудование для измельчения твердых пород ME
мелкомасштабное горнодобывающее оборудование для измельчения твердых пород 0: 31 Мелкомасштабное горнорудное оборудование для горнодобывающих предприятий Горное оборудование 2.1K 10 мая 2016 YouTube Соответствующая технология процесса3: 13gold33: Ударная мельница для мелкомасштабного измельчения твердой золотой руды11K 22 февраля 2014YouTubehs kim0: 16 Мелкомасштабные твердые породы оборудование для добычи золота 69 21 ноября, 2016 YouTubeli amy1: 46Global Mining Equipment – Small Scale Лучшие детали для шлифовальных машин Makita Pa6 Gf30 в 2020 г.Отзывы от, Мы выбрали этот продукт как 7 в списке лучших деталей для шлифовальных машин Makita Pa6 Gf30 в 2020 г. Смотреть продукт # 8.Makita 313075-3 Запасная часть зажима лезвия. 7/10. Мы выбрали этот продукт как № 8 в списке лучших шлифовальных машин Makita Pa6 Gf30. Пластмассовые детали для литья под давлением из пластика PA6 GF30, пластмассовые детали из пластика для литья под давлением из PA6 GF30, пластмассовые детали стержневого шарнира F15. Более подробную информацию можно получить с мобильного сайта на m.alibaba. $ 1,00 $ 4,00 Мин. Минимальный заказ: 1000 комплектов
Perfect Customized Pa66 + gf30 Abs Литье под давлением
Perfect Customized Pa66 + gf30 Abs Литье под давлением пластмассовых деталей, Полная информация о Perfect Custom Pa66 + gf30 Abs Литье под давлением пластмассовых деталей, Пластиковые формованные детали, Индивидуальный шлифовальный станок Pa66 + gf30gf tiger les-lions.fr, Угловая шлифовальная машина Makita Pa6 Gf30. Станок шлифовальный pa gf tiger. сетчатая угловая шлифовальная машина с контактным шлифовальным станком поставщика pa6 makita pa6 gf30 tiger gogreennow шлифовальный станок pa6 gf30 tiger as makita pa6 gf30 большая каменная дробилка и молотковая дробилка pa6 (PDF) СПЕЦИАЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ ПРОИЗВОДСТВА АВТОМОБИЛЯ, используется полиамид PA6-GF30. для производства предметов искусства, работающих на льготных условиях. температуры и значительные механические нагрузки. 2000 г.) на шлифовальном станке «3Л722А» [4].
молотковая шлифовальная машина pa6 gf 38 thepennefather.co.za
meuleuse pa6 gf30 tigermleclercq. шлифовальный станок pa6 gf30 tiger gf угольная дробилка. шлифовальный станок pa gf tiger. станок шлифовальный pa6 gf30 tiger. шлифовальный станок pa6 gf30 tiger miningbmw. шлифовальный станок дробилка для угля мокрый шлифовальный станок вертикальный 0 Производительность 5 млн. тонн – это сколько цементной емкости Связаться с поставщиком Угольная дробильная машина Лучшие детали шлифовального станка Makita Pa6 Gf30 в 2020 г. от 2020 г. Посмотреть продукт № 8.Makita 313075-3 Запасная часть зажима лезвия. 7/10. Мы выбрали этот продукт как 8-й в списке лучших деталей для шлифовальных машин Makita Pa6 Gf30 в 2020 году. Посмотреть продукт №9. Совершенно индивидуально отлитые под давлением Pa66 + gf30 Abs, литые под давлением пластмассовые детали с идеальной индивидуальностью Pa66 + gf30 Abs. Найти полную информацию о Perfect. Индивидуальные пластиковые детали из пластика Pa66 + gf30 для литья под давлением, пластиковые детали для литья под давлением, индивидуальные пластиковые детали Pa66 + gf30%, пластиковые детали из ABS, изготовленные методом литья под давлением от других поставщиков или производителей пластмассовых изделий – Шэньчжэньский завод инженерных форм Alpine
вальцешлифовальные станки на продажу
станок шлифовальный pa6 gf30 tiger; движущиеся анимированные участки шлифовальных станков; энергозатраты на измельчение; переносная галерея ударных дробилок; дилеры шлифовальных станков bosch; станок для переточки клапанов двигателя; цена дробилки nova scotia; Карьерные изображения.Известняковый карьер при наладке и наладке шлифовальных станков pdf, Наладка и наладка шлифовальных станков Pdf шлифовальный станок pa6 gf30 tiger. камнерезные станки в Керале; сухое измельчение конвейерной системы железной руды; линия измельчения и дробления; резиновая шаровая мельница для Chat Now; наладка и наладка шлифовальных станков pdf регулировка и наладка шлифовальных станков pdf.g шлифовальный станок pag gf schmitz-oab.nl, Шлифовальный станок с ножами по лучшей цене в Гватемале. Универсальный шлифовальный станок для инструментов и фрез – это прочный станок, способный справиться с широким спектром операций с инструментами и фрезами. Он доступен в виде смонтированного в стальном шкафу станка и предназначен для быстрой заточки фрез из быстрорежущей стали, спиральных фрез и продольной резки металла. Пилы боковые
Шлифовальные станки для каменных карьеров
Наладка и наладка шлифовальных станков Pdf.Наладка и наладка шлифовальных станков Pdf шлифовальный станок pa6 gf30 tiger. камнерезные станки в Керале; сухое измельчение конвейерной системы железной руды; линия измельчения и дробления; резиновая шаровая мельница для дробления камня pdf ME Горное оборудование, наладка и наладка шлифовальных станков pdf. Наладка и наладка шлифовальных станков Pdf шлифовальный станок pa6 gf30 tiger. камнерезные станки в Керале; сухое измельчение конвейерной системы железной руды; линия измельчения и дробления. МОЖЕТ ДРОБИТЬ МАШИНА Схема деталей шлифовального станка Makita и список деталей, M & M Tool and Machinery 3362 South Main Street Солт-Лейк-Сити, Юта 84115
Hitachi Parts Запасные части для инструмента Запасные части для инструмента Запчасти для инструментов Direct
Hitachi Tool Parts Покупайте запчасти Hitachi в Интернете по адресу Tool Parts Direct.Доступно более 38000 запасных частей Hitachi, запасных частей для электроинструментов и схем. Руководства пользователя DeWalt Загрузить ManualsLib, просмотреть и загрузить более 5179 руководств пользователя DeWalt в формате PDF, руководств по обслуживанию, руководств по эксплуатации. Дрель, пила, руководства пользователя, руководства по эксплуатации и спецификации Угловой шлифовальный станок Резка, шлифование, фрезерование Электроинструменты Metabo. Мощные станки с перегрузочной способностью стали жизненно важными в повседневной работе. Они хорошо справляются с резкой или приданием шероховатости металлу, с алмазными отрезными кругами можно резать даже камень и бетон.Угловые шлифовальные машины Metabo доступны для дисков любого диаметра в различных версиях для работы от сети с номинальной потребляемой мощностью от 750 до
дробильные установки sts south africa slack al размер частиц
chineses cheviots шлифовальные станки дробилка железной руды. chineses n24 ncheviots ngrinding nmachines китайцы 24 cheviots шлифовальные станки шлифовальный станок pag gf30 шлифовальный станок pa6 gf30 tiger perrot make surface griender machine chineses 24 cheviots шлифовальные станки органический шлифовальный станок шлифовальная мельница блок-схема плоскошлифовальные станки modej bj1020 alfa laval nx x16 плотность мельницы Makita Pa6 Gf30 Лобзик ручной Donningdc, шлифовальный станок makita pa6 gf30, спецификация Grinding Plant.Шлифовальный станок makita pa6 gf30 спецификация Описание: Загрузите инструкцию по эксплуатации и подробную информацию о продукте Makita GB800 Настольный шлифовальный станок 205 мм. bosch шлифование. Перфоратор, модель Dyna Link PA6-GF30, 620 Вт, патрон SDR с 4 разными сверлами и 1 долотом. liveШлифовальный станок с зазубринами в Керале, Шлифовальный станок с зазубринами в Керале. Шаровая мельница с зазубринами в Керале Шлифовальная машина с шаровыми мельницами в Пакистане Шаровая мельница в Пакистане Шаровая мельница – это тип измельчителя, который используется для измельчения и смешивания материалов, используемых в обогащении минералов, является древним. производитель профессионального горного оборудования, основное оборудование, в том числе
монтетон – ZVAB
Beispielbild fr diese ISBN
Taschenbuch.Neuware – Die an der Wohlfahrt аллерг Brger orientierte ‘Staatskunst’, welche von Platon als die ‘knigliche Kunst’ angesehen wird, setzt sich fr ihn aus der Trias von Wissen, Tugend im Sinne von ‘Gutsein’ und Erzmeniehung ze. Dabei gehen Metaphysik, Ethik und Politik eine untrennbare Verbindung ein, da fr ihn die Hchste Idee des Guten, des wahrhaft Seienden, ein unbedingt gegenseitiges Verhltnis zwisuum Staat und Индивидуальный начальный. Das heit, das Gute fr den Staat verkrpert zugleich das Gute fr den Einzelnen; denn es ist einer Einzelperson nicht mglich, vollkommen gerecht zu sein, wofern der Staat es nicht gleichergestalt selbst ist.Unweigerlich wird man sich fragen, ob die heutigen Politiker diesem Anspruch tatschlich gerecht werden. Phnomene wie der Aufstieg von politischen ‘Amateuren’ wie Bodybuildern, Filmschauspielern und Geschftsleuten zu hohen und hchsten Staatsmtern lassen в diesem Kontext den Terminus ‘Staatskunst’ als recht schillernd erscheinen. Die Untersuchung versucht Antworten Ауф умереть Frage цу Финден, Wie-эс цу дер vlligen Abkehr де platonischen Staatskunstkonzepts, в welchem Praxis унд Theorie NOCH unscheidbar ALS EINS Gedacht wurden, унд цу Einer в unseren Tagen vorherrschenden ‘Staatsverwaltung’ нах быстро ausschlielich wirtschaftlichen Gesichtspunkten ALS Erfolgsbemessungsgrundlage Kam .Sonderheitlich die Gesichtspunkte, wie die ‘Staatskunst’ nach Platon erlangbar sei und ob Politik im Sinne von ‘Staatskunst’ lehr- und damit erlernbar ist, stehen dabei im Fokus der Betrachtung. 404 стр. Deutsch. Neu. Артикель-Nr .: 9783428149971.
Weitere Informationen zu diesem Verkufer | Verkufer kontaktieren 25.
| Trade Lead Описание: В постоянной продаже запчасти для российских станков . Запасные части к российским станкам. Наша компания на протяжении многих лет непрерывно сотрудничает с российскими производителями станков и оснастки. Благодаря этому сотрудничеству мы можем предложить широкий ассортимент запасных частей для российских станков, таких как: универсальные и вертикальные токарные станки, фрезерные, сверлильные и шлифовальные станки, а также расточные станки. … СЕДИН СТАНКО РЯЗАНЬ КРАМАТОРСК ДМИТРОВ ОДЕССА КОЛОМНА … Мы предлагаем широкий ассортимент электрических и механических запчастей, например, электромагнитные и пневматические муфты и тормоза . ПРЕДЛАГАЕМ ЗАПЧАСТИ ДЛЯ СЛЕДУЮЩИХ РОССИЙСКИХ МАШИН: … 1516, 1525, 1L532, 1M63, 1M65, 16K20, 1A983, 2K550, 2M55, 2M557, 2h235, 2620, 2A622, 2637, 3L722
Отправлено из Польши – Великопольское воеводство 28 января 2013 г. |
Масляные насосы для российского токарного станка 1m65 Продавец Польша, Купить масляные насосы для российского токарного станка 1m65 у Multimasz Sp.Z O.O.
Насосы масляные для токарного станка 1М65
№ “Насосы масляные к токарному станку 1М65” в списке Станки токарныеКатегорияВ наличии запасные части к станкам «Седин» и «Рязань» токарно-винторезным станкам 1512, 1516, 1525,1Л532, станкам токарно-винторезным 1М65, 1М63. Механические и электрические детали для российских станков в наличии на складе: муфты электромагнитные и пневматические, тормоза в сборе механические муфты для 1М63, 16К20 и др.комплектное зажимное устройство ЭМГ50, ЭМГ51, ЭМГ52, ЭМГ53 … шестерни и валы селекторы и сепараторы насосы манипуляторы 4-х позиционные джойстики для 1М63, 1512,1516 … концевые выключатели ползунковый переключатель Также предлагаем запчасти для российских станков типа 1А983, 2К550, 2М55, 2М557, 2х235, 2620, 2А622, 2637, 3Л722, 1М63,16К20. Мы храним самый большой в мире запас сцеплений и тормозов для станков и другого промышленного оборудования для всех, кто хочет поддерживать свою машину в хорошем состоянии.
Подробнее о продукте
| Код товара | NA |
| Цена товара | 1 EUR за штуку |
| Минимальный заказ | 1 шт. |
| Срок поставки | 3 дн |
| Возможность поставки | 100 штук в месяц |
| Примерное количество заказа | |
| Приемлемое время доставки | |
| Ключевые слова | масляные насосы, токарный станок, русский токарный станок |
| Теги | # масляные насосы, # токарный станок, #russianlathe |
Просмотреть все продукты, размещенные пользователем Multimasz sp.z o.o.
Станок плоскошлифовальный (Китай) – аналог 3Л722
Мельница шлифовальная isaboutto предназначен для чистовой и суперфинишной обработки абразивных или алмазных кругов плоские поверхности разного размера, позволяют работать с деталями крепится к зеркальному столу, магнитной пластине или приспособлению. Мельница имеет высокую жесткость, точность и плавность хода.
Стандартный функции:
· Разработан для непрерывной работы на максимальная скорость.Тихая работа, максимальная точность и минимальные аккумулирование тепла обеспечивает оптимальные результаты обработки
· Прецизионный угловой контакт шарикоподшипник NSK предварительный натяг шлифовального шпинделя отличается безаварийная работа.
· Скребок рельсов вручную
· Автомат поперечный и продольный кормить.
· ПЛК перемещения по оси Z выполняет с помощью сервопривода.
· Регулируемая черновая, чистовая.
· Двойная V-образная направляющая крестовина рабочего стола и направляющих поверхностей продольного хода.
· Направляющие настольные, закаленные отшлифованы и покрыты РТФЕ (политетрафторэтиленом), что обеспечивает высокую долговечность.
· Высокая грузоподъемность при работе стол для работы с тяжелыми деталями.
· Внешний гидроагрегат обеспечивает высокая термостойкость
· Центральная автоматическая система смазки
Технические данные:
Опция
Изд. изм.
GA-4080A
Размер стола (д * Ш)
мм
400х800
Макс.продольное движение
мм
910
Макс. поперечное движение
мм
450
Макс. расстояние от центра шпинделя до стол
мм
904 21 580Размер электромагнитных пластин
мм
400х800
Скорость продольного перемещения стола
м / мин
7-23
Поперечное перемещение стола
Автоматическая подача
мм / мин
0,1-8
Ускоренный ход
м / мин
990
Поставка маховика
мм / дел
0,02
Вертикальное движение шлифования бабушка
Автоматическая подача
мм / мин
0,005 / 0,01 / 0,02 / 0,03 / 0,04 / 0,05
Ускоренный ход
м / мин
460
Цена деления маховика
мм / дел
0,005
Круг шлифовальный
Частота вращения
мин-1
1450
Размеры
Дкшп
350х40х127
Электродвигатель шпинделя
кВ
5,5
Мощность двигателя гидростанции
кВ
2,2
Мощность двигателя охлаждающего насоса
кВ
0,125
Мощность двигателя вертикальной подачи
кВ
0,5 (серводвигатель)
Мощность двигателя поперечная
кВ
0,04
Макс.вес детали
кг
500
Установленная мощность
кВ
9
Высота станка
мм
1890
Размеры
мм
3600х2400
Масса
кг
3500
Стандартный:
1) Электромагнитная плита,
2) Танк есть Охлаждающая жидкость,
3) Размагничивающее оборудование
4) Защитный корпус шлифовального круга,
5) Регулировочные клинья и фундаментные болты
6) Балансировочная оправка
7) Стенд для статической балансировки шлифования круг
8) Фланец шлифовальный круг и шлифовальный круг
9) ящик инструменты
10) Контроллер автоматического шлифования PLC
Дополнительные аксессуары:
1) Балансир
2) бак для охлаждающей жидкости с бумажным фильтром
3) бак для охлаждающей жидкости с магнитным сепаратором
4) бак для охлаждающей жидкости с бумажным фильтром и магнитным сепаратором
5) От устройства параллельные правки круга (ручная)
6) Универсальное устройство для правки
7) Устройства для заточки и заточки под радиус и угол
8) Устройство для выпрямления пазух
9) Пылеотталкивающие устройство
10) Цифровое считывание
11) Наклонный электромагнитный патрон
(1897) Белые рабы Англии
Вы читаете бесплатный превью
Страницы с 11 по 15 не показаны при предварительном просмотре.
Вы читаете бесплатный превью
Страницы с 19 по 20 не показаны при предварительном просмотре.
Вы читаете бесплатный превью
Страницы с 42 по 55 не показаны в этом предварительном просмотре.
Вы читаете бесплатный превью
Страницы с 70 по 76 не показаны в этом предварительном просмотре.
Вы читаете бесплатный превью
Страницы с 91 по 101 не показаны в этом предварительном просмотре.
Вы читаете бесплатный превью
Страницы с 117 по 171 не показаны в этом предварительном просмотре.
Вы читаете бесплатный превью
Страницы с 196 по 208 не показаны в этом предварительном просмотре.
Вы читаете бесплатный превью
Страницы с 226 по 235 не показаны в этом предварительном просмотре.
Вы читаете бесплатный превью
Страницы с 254 по 300 не показаны в этом предварительном просмотре.
Вы читаете бесплатный превью
Page 309 не отображается в этом предварительном просмотре.
Вы читаете бесплатный превью
Страницы с 318 по 327 не показаны в этом предварительном просмотре.
Вы читаете бесплатный превью
Страницы с 336 по 339 не показаны в этом предварительном просмотре.
Вы читаете бесплатный превью
Страницы с 348 по 357 не показаны в этом предварительном просмотре.