3М182 станок круглошлифовальный бесцентровый (бесцентровошлифовальный)Схемы, описание, характеристики
Сведения о производителе бесцентрового круглошлифовального универсального станка 3М182
Производитель бесцентрового круглошлифовального станка 3М182 – Витебский станкостроительный завод Вистан, основанный в 1914 году.
В 1960 году решением правительства было принято решение о выпуске бесцентрово-шлифовальных станков универсальных и специальных.
Витебский станкостроительный завод «Вистан» одно из ведущих предприятий по производству круглошлифовальных, центровых и бесцентровых станков, зубообрабатывающих, обрабатывающих центров с ЧПУ, токарных, специальных, мини, деревообрабатывающих станков.
Продукция Витебского станкостроительного завода Вистан
3М182 станок круглошлифовальный бесцентровый – бесцентровошлифовальный. Назначение и область применения
Станок бесцентрово-шлифовальный 3М182 предназначен для шлифования гладких, ступенчатых, конических, а также разнообразных фасонных поверхностей тел вращения диаметром от 0,8 до 25 мм, методом сквозного и врезного шлифования.
Длина шлифуемой поверхности конических и фасонных изделий может быть не больше ширины кругов: нормальной 95 мм, наибольшей 170 мм.
Шлифованию могут подвергаться изделия до и после термической обработки из чугуна, стали, цветных металлов и их сплавов, а также изделия из различных неметаллических материалов (текстолит, пластмассы, стекло и т. п.).
Точность обработки деталей на станке: некруглость 1 мкм, погрешность диаметра в продольном сечении 1,6 мкм, шероховатость поверхности V10.
Классе точности В.
Для обеспечения прецизионного шлифования установка станка вблизи источников вибрации не допускается.
При наличии специального приспособления на станке возможно шлифование длинных цилиндрических изделий методом сквозной подачи.
Круглошлифовальный бесцентровый станок 3М182 обеспечивает первый и второй классы точности и высокий класс шероховатости шлифовальной поверхности.
Станок 3М182 имеет следующие преимущества:
- бесступенчатое регулирование частоты вращения ведущего круга в широких пределах
- специальный механизм, осуществляющий балансировку шлифовального круга во время работы
- специальное гидравлическое устройство, осуществляющее осциллирующие движения шлифовального круга и регулирующее величину продольного хода
- автоматический цикл врезного шлифования
- быстродействующий механизм компенсации износа шлифовального круга
- сигнализацию, контролирующую давление в системе смазки станка
Общий вид и компоновка бесцентрово-шлифовального станка. Основные узлы станка: станина, бабка шлифовального круга, бабка ведущего круга, суппорт.
Основные узлы станка: станина, бабка шлифовального круга, бабка ведущего круга, суппорт.
Станок имеет два абразивных круга, вращающихся в одном направлении: шлифовальный и ведущий. Шлифуемая заготовка располагается между кругами и опирается на нож. Ведущий круг сообщает заготовке вращение (круговую подачу), а шлифовальный круг производит обработку поверхности.
Существуют следующие методы бесцентрового шлифования:
- шлифование со сквозной подачей (напроход)
- шлифование с поперечной подачей (на врезание)
- шлифование со сквозной подачей до упора
- шлифование продвижным методом
Шлифование со сквозной подачей (напроход). Для работы этим методом ось ведущего круга устанавливают в вертикальной плоскости относительно оси шлифовального круга под углом а до 4° (рис. 58, б).
В процессе шлифования оси обоих кругов и нож неподвижны. По мере износа кругов их перемещают относительно друг друга на величину износа.
Материал ведущего круга вследствие высокого коэффициента трения обеспечивает хорошее сцепление ведущего круга со шлифуемой заготовкой. Поэтому установленный под углом а и вращающийся с окружной скоростью v ведущий круг сообщает заготовке круговую подачу с окружной скоростью Vo=V*cosa м/мин (рис. 58, б) и продольную подачу со скоростью Vn=Vsina м/мин.
Действительная окружная скорость Vo под влиянием дополнительного вращения заготовки шлифовальным кругом несколько больше теоретической VO: Vo=(1,02..1,07)Vo (в зависимости от угла а).
Процесс шлифования может быть непрерывным, поэтому бесцентрово-шлифовальные станки удобно использовать в поточных и автоматических линиях.
Шлифование с поперечной подачей (на врезание). Этим методом пользуются при шлифовании заготовок с фасонным, коническим или иным, отличным от цилиндрического профилем, а также при шлифовании цилиндрических заготовок с буртом или какой-либо выступающей частью, диаметр которой больше диаметра шлифуемой поверхности.
При работе методом врезания оси кругов располагают горизонтально, заготовку помещают между ножом и ведущим кругом. Шлифование поверхности ведется одновременно по всей длине за счет поперечной подачи шлифовального (или в некоторых станках ведущего) круга. В конце поперечной подачи изделие имеет заданный размер.
Профиль обоих кругов правится в соответствии с профилем шлифуемой заготовки. Длина обрабатываемой поверхности не может быть больше ширины шлифовального круга.
Шлифование со сквозной подачей до упора. Этим методом пользуются для шлифования цилиндрических поверхностей заготовок с буртом или конических поверхностей. Осевое перемещение заготовки ограничивается упором, который после окончания обработки выталкивает ее.
Шлифование продвижным методом. Характерной особенностью этого метода является движение опорного ножа вместе с заготовкой в процессе ее обработки. Для перемещения ножа используют специальное приспособление, которое устанавливают на опорный мостик.
Этот метод применяют вместо шлифования со сквозной подачей до упора, когда продольную подачу и отвод изделия удобней осуществлять с помощью опорного ножа.
Способы и особенности бесцентрового шлифования
Принцип бесцентрового шлифования. При бесцентровом наружном шлифовании заготовку при обработке не закрепляют в приспособлении, а она контактирует с упорным ножом и двумя кругами, из которых 1 шлифовальный круг обрабатывает заготовку, а ведущий круг 2 вращает заготовку. Шлифовальный и ведущий круги вращаются с различными окружными скоростями: скорость шлифовального круга (30—50 м/с) во много раз больше скорости ведущего круга.
Бесцентровое шлифование применяется для обработки наружных поверхностей деталей, не имеющих центровых отверстий.
В зависимости от режимов шлифования и характеристики применяемого шлифовального круга при обработке на бесцентровошлифовальных станках может быть достигнута точность обработки 1—3 класса и шероховатость поверхности V7—V10.
Основными преимуществами бесцентрового шлифования по сравнению с круглым центровым шлифованием являются:
- возможность шлифования деталей очень малого диаметра и большой длины, а также деталей, не имеющих центровых отверстий
- шлифование деталей с большими подачами благодаря большой жесткости станков и наличия опоры по всей длине, подвергающейся давлению шлифовального круга
- простота обслуживания станков, не требующая рабочих высокой квалификации
- простота встраивания в автоматические линии
- погрешности, получающиеся от неточности подачи круга или от его износа, в два раза меньше, чем на центровых станках, так как они относятся не к радиусу, а к диаметру детали
Методы бесцентрового шлифования
Обработка деталей на бесцентровошлифовальных станках осуществляется тремя способами:
- а — продольное шлифование «на проход»
- б — врезное шлифование с поперечной подачей на всю ширину обработки
- в — шлифование до упора с продольной подачей и поперечной подачей на высоту круга
- 1 — шлифовальный круг
- 2 — обрабатываемая деталь
- 3 — опорный нож
- 4 — ведущий круг
- 5 — упор
Схема бесцентрового шлифования
При всех способах бесцентрового шлифования обрабатываемая деталь 1 находится в контакте с опорным ножом 2, шлифовальным кругом 3 и ведущим кругом 4.
При продольном шлифовании обработке подвергаются гладкие детали различных диаметров и длин. Продольная подача осуществляется за счет поворота ведущего круга или наклона опорного ножа на определенный угол
Врезным шлифованием
Шлифованием до упора, являющимся промежуточным между продольным и врезным, обрабатываются детали с поверхностями, ограничивающими прохождение деталей между кругами и слишком длинные для врезного шлифования. При подходе детали к упору каретки суппорта ведущий или шлифовальный круг отводится и деталь удаляется из зоны шлифования.
3М182 Габарит рабочего пространства станка, посадочные и присоединительные базы
Габарит рабочего пространства станка 3м182
3М182 Общий вид круглошлифовального бесцентрового станка
Фото круглошлифовального бесцентрового станка 3м182
Расположение органов управления бесцентрово-шлифовальным станком 3М182
Расположение органов управления бесцентрово-шлифовальным станком 3м182
Перечень составных частей бесцентрово-шлифовального станка 3М182
- 2.
 Агрегат врезания
Агрегат врезания - 3. Бабка шлифовального круга
- 4. Коммутация врезания
- 5. Механизм врезания
- 20. Электрошкаф
- 22. Наладка для проходного и врезного шлифования
- 23. Механизм правки ведущего круга
- 24. Бабка ведущего круга (неповоротная часть)
- 43. Бабка ведущего круга (поворотная часть)
- 51. Кожух шлифовального круга
- 52. Лампа
- 56. Кронштейн пульта управления
- 57. Электрооборудование механизма врезания
- 58. Электрооборудование
- 60. Коммуникация охлаждения
- 61. Замок электрошкафа
- 62. Основание электрошкафа
- 63. Агрегат смазки
- 65. Привод шлифовального круга
- 68. Кожух привода шлифовального круга
- 69. Агрегат охлаждения
- 70. Основание суппортов
- 71. Суппорт сквозного шлифования (задний)
- 72. Суппорт врезного шлифования
- 75. Кронштейн подачи ведущего круга
- 79. Суппорт сквозного шлифования (передний)
- 83. Механизм правки шлифовального круга
 Агрегат врезания
Агрегат врезания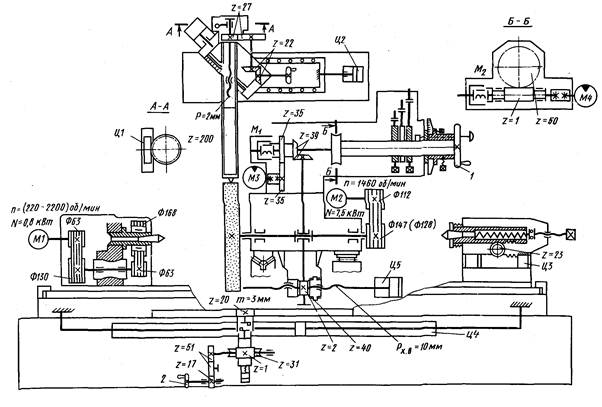 Кронштейн подачи ведущего круга
Кронштейн подачи ведущего кругаПеречень органов управления шлифовальным станком 3М182
- 1. Маховик и лимб механизма подачи
- 6. Винт регулировки рабочего хода поршня механизма врезания
- 7. Винт перемещения каретки механизма врезания
- 8. Останов продольного перемещения каретки алмаза
- 9. Винт разворота копирной линейки
- 10. Место установки индикатора выставки копира
- 11. Лимб подачи алмаза
- 12. Регулятор скорости правки
- 13. Рукоятка отвода пиноли
- 14. Кнопка ускоренного отвода шлифовальной бабки (влево)
- 15. Главный включатель
- 16. Переключатель режимов работы станка “Наладочный режим”, “Шлифование врезанием” (полуавтомат) и “Шлифование напроход”
- 17. Кнопка “Стоп круга”
- 18. Кнопка “Пуск шлифовального круга”
- 19. Кнопка “Все стоп”
- 21. Сигнальная лампочка “Станок включен”
- 22. Сигнальная лампочка “Нет смазки”
- 23. Амперметр
- 24. Кнопка “Стоп цикла”
- 25. Кнопка “Смазка”
- 26. Кнопка “Пуск ведущего круга”
- 27. Кнопка ускоренного подвода шлифовальной бабки (вправо)
- 28. Кнопка “Пуск правки”
- 29. Переключатель “Правка шлифо-вального круга”, “Правка ведущего круга”
- 32. Лампа
- 33. Гайки зажима механизма правки
- 34. Шкала разворота механизма правки
- 35. Винты крепления поворотной части бабки ведущего круга
- 36. Винт разворота поворотной части бабки ведущего круга
- 37. Регулятор числа оборотов ведущего круга
- 38. Шкала разворота поворотной части бабки ведущего круга
- 40. Винт зажима ведущей бабки
- 41. Рукоятка “Пуск цикла врезания”
- 42. Зажим плиты
- 44. Винт затяжки передней опоры ведущего круга
- 45. Винты регулировки вкладышей подшипников
- 46. Рукоятка зажима основания суппорта
- 47. Винты регулировки щечек суппортов
- 48. Винты выставки ножа по высоте
- 49. Винты разворота суппортов
- 50. Винты крепления ножа
- 53. Винт смещения алмаза
- 54. Регулятор скорости врезания
- 55. Винт регулировки величины быстрого подвода шлифовальной бабки
- 59. Реле времени
- 64. Винты фиксации подмоторной плиты
- 66. Винт натяжения ремней главного привода
- 67. Дублирующая кнопка “Все стоп”
- 73. Шкала нулевого положения ведущей бабки
- 74. Винт перемещения бабки ведущего круга
- 76. Винт разворота бабки ведущего круга в горизонтальной плоскости
- 77. Табличка расчета разворота бабки ведущего круга
- 78. Место установки индикатора разворота бабки ведущего круга
- 80. Кран включения охлаждения при шлифовании
- 81. Кран включения охлаждения на алмаз при правке шлифовального круга
- 82. Рукоятка толчковой подачи (компенсация)
- 83. Механизм правки шлифовального круга
 Кнопка “Все стоп”
Кнопка “Все стоп” Винты регулировки вкладышей подшипников
Винты регулировки вкладышей подшипников Кран включения охлаждения на алмаз при правке шлифовального круга
Кран включения охлаждения на алмаз при правке шлифовального кругаКинематическая схема круглошлифовального станка 3М182
Кинематическая схема круглошлифовального станка 3м182
Схема кинематическая круглошлифовального станка 3М182. Смотреть в увеличенном масштабе
Рис. 3. Кинематическая схема станка:
- бабка шлифовального круга;
- бабка ведущего круга;
- механизм врезания;
- устройства правки
- устройства правки
Кинематика бесцентрово-шлифовального станка модели 3М182
Главное движение – вращение шлифовального круга – производится от электродвигателя М1 (7,5 кВт; 1450 об/мин) через клиноременную передачу 188/140 (рис. 3). Вращение ведущего круга осуществляется через червячную передачу 3/30 от электродвигателя М2 (0,85 кВт; 120–1650 об/мин, регулирование бесступенчатое).
Ускоренное поперечное перемещение бабки шлифовального круга по направляющим качения производится от двигателя М3, ручное перемещение – от маховика Р4. В обоих случаях с вала IV движение передаѐтся через червячную передачу 1/50 на ходовую гайку. При неподвижном винте с шагом 4 мм гайка вращается и перемещает бабку. Толчковая рукоятка РЗ при каждом нажатии обеспечивает поворот вала IV на одно деление лимба (через храповый механизм X с колесом 80).
При врезном шлифовании действует гидрофицированный механизм, перемещающий ходовой винт V вдоль его оси (без вращения) вместе со шлифовальной бабкой. У цилиндра Ц2 шток поршня жѐстко соединѐн с ходовым винтом V. В штоке сделан паз, сквозь который проходит клин К, и закреплѐн упирающийся в клин ролик. Давление в правой полости цилиндра Ц2 отводит бабку влево. При подаче масла в левую полость бабка быстро отводится до тех пор, пока ролик не упрѐтся в клин. Затем клин постепенно вытягивается цилиндром Ц1 из паза – бабка продолжает движение вправо и происходит врезание. Когда упорный буртик штока доходит до корпуса, бабка останавливается, начинается выхаживание (клин, оторвавшись от ролика, продолжает движение до своего упора). По окончании шлифования цилиндр Ц2 отводит бабку. Винты с рукоятками Р1 и Р2 регулируют ход поршней в обоих цилиндрах. При шлифовании «на проход» винт с рукояткой Р1 должен быть завѐрнут до упора в корпус. На бабках шлифовального и ведущего кругов установлены устройства для правки кругов. Правка кругов производится унифицированными устройствами, каждое из которых сообщает алмазному карандашу А продольное перемещение от двигателя М4 (0,09 кВт; 1500 об/мин) или от рукоятки Р5 (шаг ходового винта 2 мм), поперечное движение – от рукоятки Р6 (шаг ходового винта 1,5 мм). Муфта М – предохранительная. Установка бабки ведущего круга на размер обрабатываемой детали при наладке осуществляется рукояткой Р7 с помощью винта с шагом 6 мм. Кроме того бабка ведущего круга поворачивается в горизонтальной плоскости. После необходимой установки бабка фиксируется при помощи зажимов.
Когда упорный буртик штока доходит до корпуса, бабка останавливается, начинается выхаживание (клин, оторвавшись от ролика, продолжает движение до своего упора). По окончании шлифования цилиндр Ц2 отводит бабку. Винты с рукоятками Р1 и Р2 регулируют ход поршней в обоих цилиндрах. При шлифовании «на проход» винт с рукояткой Р1 должен быть завѐрнут до упора в корпус. На бабках шлифовального и ведущего кругов установлены устройства для правки кругов. Правка кругов производится унифицированными устройствами, каждое из которых сообщает алмазному карандашу А продольное перемещение от двигателя М4 (0,09 кВт; 1500 об/мин) или от рукоятки Р5 (шаг ходового винта 2 мм), поперечное движение – от рукоятки Р6 (шаг ходового винта 1,5 мм). Муфта М – предохранительная. Установка бабки ведущего круга на размер обрабатываемой детали при наладке осуществляется рукояткой Р7 с помощью винта с шагом 6 мм. Кроме того бабка ведущего круга поворачивается в горизонтальной плоскости. После необходимой установки бабка фиксируется при помощи зажимов.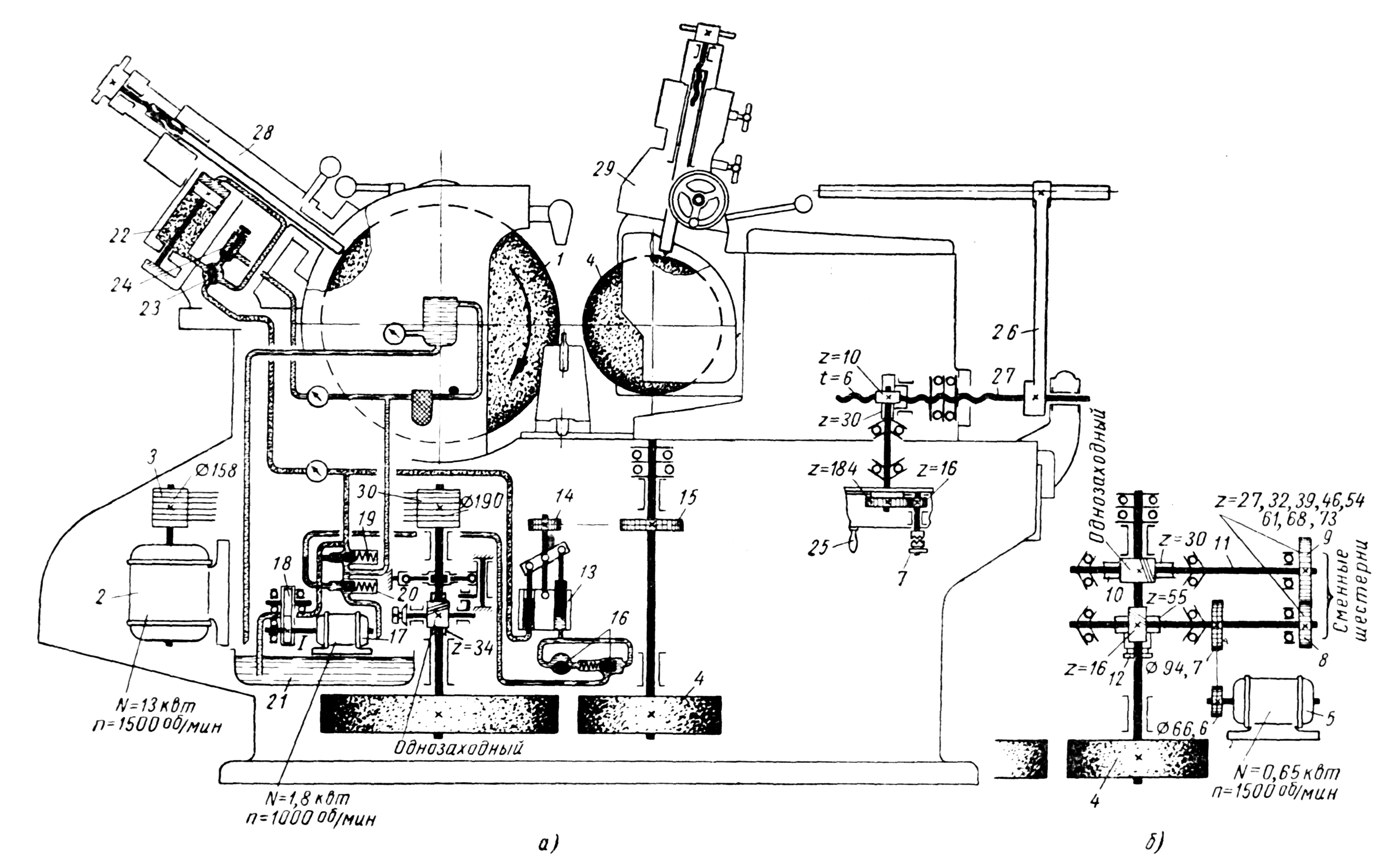 7. Принцип работы станка модели 3М182 Обрабатываемую деталь устанавливают между шлифующим и ведущим кругами на опорном ноже так, чтобы центры детали были несколько выше линии центров обоих кругов. Шлифующему кругу сообщается быстрое вращательное движение, окружная скорость которого должна соответствовать принятой для шлифовальной операции скорости резания и должна быть направлена в точке касания с деталью в сторону опорного ножа.
7. Принцип работы станка модели 3М182 Обрабатываемую деталь устанавливают между шлифующим и ведущим кругами на опорном ноже так, чтобы центры детали были несколько выше линии центров обоих кругов. Шлифующему кругу сообщается быстрое вращательное движение, окружная скорость которого должна соответствовать принятой для шлифовальной операции скорости резания и должна быть направлена в точке касания с деталью в сторону опорного ножа.
Ведущему кругу также сообщается вращательное движение в том же направлении, что и шлифующему кругу, но с меньшей скоростью круговой подачи детали (10–50 м/мин). Система сил, действующая на деталь со стороны абразивных кругов и опорного ножа, заставляет ее вращаться с окружной скоростью практически равной скорости вращения ведущего круга. Салазки с опорным ножом и бабкой ведущего круга устанавливаются так, чтобы расстояние между абразивными кругами точно соответствовало заданному диаметру обрабатываемой детали. При работе методом продольной подачи ось ведущего круга устанавливается под небольшим углом (при черновом шлифовании α = 1,5…6°, а при чистовом α = 0,5…l,5°) к оси детали, в результате чего появляется осевая составляющая окружного усилия, под действием которого деталь перемещается вдоль своей оси. При работе методом поперечной подачи ось ведущего круга располагается параллельно оси детали или под незначительным углом наклона (не более 1°). Продольная подача в этому случае отсутствует. Радиальная подача сообщается бабке ведущего круга. На рис.1 показана схема шлифования на бесцентровошлифовальных станках наружной поверхности детали с продольной подачей “на проход”. Деталь 3, поддерживаемая ножом 4, располагается между двумя кругами 1 и 2, из которых 1 – шлифовальный, вращаясь с окружной скоростью 30–40 м/сек, снимает припуск с заготовки, а 2 – ведущий круг, вращающийся о окружной скоростью 10–50 м/мин сообщает заготовке вращение – круговую подачу. Продольная подача сообщается шлифуемой заготовке ведущим кругом в результате установки его под некоторым углом к оси шлифовального круга или вследствие наклона опорного ножа на угол α.
При работе методом поперечной подачи ось ведущего круга располагается параллельно оси детали или под незначительным углом наклона (не более 1°). Продольная подача в этому случае отсутствует. Радиальная подача сообщается бабке ведущего круга. На рис.1 показана схема шлифования на бесцентровошлифовальных станках наружной поверхности детали с продольной подачей “на проход”. Деталь 3, поддерживаемая ножом 4, располагается между двумя кругами 1 и 2, из которых 1 – шлифовальный, вращаясь с окружной скоростью 30–40 м/сек, снимает припуск с заготовки, а 2 – ведущий круг, вращающийся о окружной скоростью 10–50 м/мин сообщает заготовке вращение – круговую подачу. Продольная подача сообщается шлифуемой заготовке ведущим кругом в результате установки его под некоторым углом к оси шлифовального круга или вследствие наклона опорного ножа на угол α.
Гидравлическая схема круглошлифовального станка 3М182
Гидравлическая схема круглошлифовального станка 3м182
Описание работы гидрооборудования при обработке методом врезания
Электродвигатель насоса гидропривода включается нажатием на кнопку “Смазка” при установке переключателя режимов работы в положение “Наладочный режим для шлифования врезанием”, нажатием на рычаг “Пуск цикла врезания” осуществляется врезание. Скорость быстрого подвода шлифовальной бабки и последовательность подвода еѐ с перемещением копира отрегулированы при сборке. Скорость рабочей подачи регулируется дросселем с регулятором 12 (рис. 4).
Скорость быстрого подвода шлифовальной бабки и последовательность подвода еѐ с перемещением копира отрегулированы при сборке. Скорость рабочей подачи регулируется дросселем с регулятором 12 (рис. 4).
С включением электродвигателя, приводящего во вращение сдвоенный лопастной насос 2 потоки масла подходят к напорным золотникам 4(1), 4(2) и через фильтры 3(1), 3(2) по магистралям 1 и 1’ подводятся к распределителям.
Циклограмма работы круглошлифовального станка 3М182
Циклограмма работы круглошлифовального станка 3м182
Нажатием на кнопку “Пуск цикла врезания” включается электромагнит 2ЭМ золотника 8(2). В результате включения электромагнита 2ЭМ произойдет загрузка образца в зону шлифования и нажмется конечный выключатель 4ВК (рис. 5), который включит электромагнит 1ЭМ золотника 8(1). В результате включения электромагнита 1ЭМ произойдет быстрый подвод шлифовальной бабки к изделию и срабатывают золотники 11 и 9. Поршень гидроцилиндра 14 копира получит возможность перемещаться со скоростью, соответствующей рабочей подаче шлифовального круга. Одновременно с включением электромагнита 1ЭМ включается реле времени PB (см. рис. 5), контролирующее время обработки детали в зоне шлифования. По окончании обработки реле времени срабатывает и отключает электромагнит 1ЭМ. Шлифовальная бабка и копир возвращаются в исходное положение, нажимается конечный выключатель 4ВК, отключающий электромагнит 2ЭМ золотника 8(2). Обработанная деталь выталкивается из зоны шлифования, отключается конечный выключатель 4ВК. Выталкиватель находится в зоне загрузки образца. Нажатием на рычаг “Пуск цикла врезания” цикл повторяется.
Одновременно с включением электромагнита 1ЭМ включается реле времени PB (см. рис. 5), контролирующее время обработки детали в зоне шлифования. По окончании обработки реле времени срабатывает и отключает электромагнит 1ЭМ. Шлифовальная бабка и копир возвращаются в исходное положение, нажимается конечный выключатель 4ВК, отключающий электромагнит 2ЭМ золотника 8(2). Обработанная деталь выталкивается из зоны шлифования, отключается конечный выключатель 4ВК. Выталкиватель находится в зоне загрузки образца. Нажатием на рычаг “Пуск цикла врезания” цикл повторяется.
Электрооборудование и приводы круглошлифовального бесцентрового станка 3М182
Напряжения сети, применяемые в станке 3М182
- Напряжение общей питающей сети переменного тока ~ 380 В.
- Напряжение питания приводов переменного тока ~ 380 В.
- Напряжение питания приводов постоянного тока — 110 В.
- Напряжение цепей управления ~ 110 В,
- Напряжение местного освещения ~ 36 В,
- Напряжение сигнализации ~ 5,5 В,
Читайте также: Заводы производители шлифовальных станков в России
3М182 станок круглошлифовальный бесцентровый (бесцентровошлифовальный).
 Видеоролик.
Видеоролик.Технические характеристики станка 3М182
| Наименование параметра | 3М182 | 3М184 |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | В | В |
| Диаметр устанавливаемого изделия наибольший гарантируемый, мм | 25 | 80 |
| Наибольший допустимый диаметр устанавливаемого изделия, мм | 0,8..25 | 3..80 |
| Наименьший диаметр рекомендуемый при врезном шлифовании | 2,5 | 10 |
| Наибольшая длина обрабатываемых изделий (ограничивается жесткостью и устойчивостью изделий) при сквозном шлифовании, мм | 170 | 250 |
| Наибольшая длина обрабатываемых изделий (ограничивается жесткостью и устойчивостью изделий) при врезном шлифовании, мм | 95 | 145 |
| Высота от основания станка до оси кругов, мм | 1060 | 1060 |
| Высота от зеркала мостика до оси кругов, мм | 160 | 235 |
| Шлифовальный круг | ||
| Тип шлифовального круга | ПП | ПП |
| Наружный диаметр наибольший, мм | 350 | 500 |
| Наружный диаметр наименьший, мм | 280 | 400 |
| Наибольшая высота, мм | 100 | 150 |
| Диаметр отверстия, мм | 127 | 203 |
| Число оборотов в минуту | 1910 | 1370 |
| Окружная скорость, м/сек | 35 | 35 |
| Наибольшая окружная скорость, м/сек | 50 | 50 |
| Ведущий круг | ||
| Наружный диаметр наименьший/ наибольший, мм | 200. .250 .250 | 300..350 |
| Наибольшая высота, мм | 100 | 150 |
| Диаметр отверстия, мм | 127 | 203 |
| Наибольший угол наклона в вертикальной плоскости, град | ±5 | ±5 |
| Наибольший угол наклона в горизонтальной плоскости, мин | ±30 | ±30 |
| Число оборотов в минуту при работе (бесступенчатое регулирование) | 17..150 | 11..150 |
| Число оборотов в минуту при правке | 300 | 290 |
| Бабка шлифовального круга | ||
| Размер конца шпинделя шлифовального круга по ГОСТ 2323—67, мм | 80 | 80 |
| Наибольшее установочное перемещение при снятых кругах, мм | 90 | 130 |
| Наибольшее ускоренное перемещение при врезном шлифовании, мм | 20 | 20 |
| Рабочее перемещение на одно деление лимба механизма подачи, мм | 0,001 | 0,001 |
| Рабочее перемещение на один оборот лимба механизма подачи, мм | 0,08 | 0,08 |
| Рабочее перемещение толчковой подачи от рукоятки, мм | 0,001 | 0,001 |
| Рабочее перемещение механизмом врезания, мм | До 0,95 | |
| Скорость подачи при врезном шлифовании наибольшая, мм/мин | 10 | 10 |
| Скорость подачи при врезном шлифовании наименьшая, мм/мин | 0,06 | |
| Бабка ведущего круга | ||
| Перемещение наибольшее при снятых кругах, мм | 80 | 300 |
| Перемещение на одно деление лимба винта подачи, мм | 0,05 | 0,05 |
| Перемещение на один оборот лимба иинта подачи, мм | 6 | 6 |
| Механизм правки кругов | ||
| Поперечное перемещение алмаза на одно деление лимба, мм | 0,01 | 0,01 |
| Поперечное перемещение алмаза на один оборот лимба, мм | 1,5 | 1,5 |
| Скорость перемещения алмаза в продольном направлении наибольшая, мм/мин | 250 | 250 |
| Скорость перемещения алмаза в продольном направлении наименьшая, мм/мин | 30 | 30 |
| Наибольший угол разворота копира, гра | ±2 | ±2 |
| Суппорт | ||
| Наибольшее установочное перемещение ножа суппорта по высоте, мм | 10 | |
| Гидропривод механизма врезания | ||
| Производительность насоса, л/мин | 12/8 (сдвоенный) | |
| Номинальное давление, кгс/см2 | 10 | |
| Емкость гидробака, л | 100 | |
| Агрегат смазки | ||
| Производительность насоса смазки подшипников шпинделя бабки шлифовального круга, л/мин | 5 | |
| Производительность насоса смазки подшипников шпинделя бабки ведущего круга, л/мин | 1,6 | |
| Емкость бака подшипников шлифовального круга, л | 65 | |
| Емкость бака подшипников ведущего круга, л | 15 | |
| Агрегат охлаждения | ||
| Производительность насоса, л/мин | 45 | |
| Пропускная способность магнитного сепаратора, л/мин | 50 | |
| Емкость, бака, л | 120 | |
| Привод, габарит и масса станка | ||
| Род тока питающей сети | Переменный трехфазный, частота тока 50гц | Переменный трехфазный, частота тока 50гц |
| Напряжение питающей сети, в | 380 | 380 |
| Напряжение электроприводов, в | 380 | 380 |
| Напряжение цепей управления, в | 110 | 110 |
| Напряжение цепей местного освещения, В | 36 | 36 |
| Напряжение сигнализации, В | 5,5 | 5,5 |
| Напряжение постоянного тока, В | 110 | 110 |
| Количество электродвигателей на станке | 11 | 11 |
| Электродвигатель привода шлифовального круга – тип | АО2-51-4-С1 | |
| Электродвигатель привода шлифовального круга – мощность, кВт, | 7,5 | 15 |
| Электродвигатель привода шлифовального круга – число оборотов в минуту | 1460 | |
| Электродвигатель привода ведущего круга – тип | ПБСТ-22-В | ПБСТ-22-В |
| Электродвигатель привода ведущего круга – мощность, кВт | 0,85 | 0,85 |
| Электродвигатель привода ведущего круга – число оборотов в минуту | 2200 | 2200 |
| Электродвигатель привода электромашинного усилителя – тип | ЭМУ-12А-С1 | ЭМУ-12А |
| Электродвигатель привода электромашинного усилителя – мощность, кВт | 1,2 | 1,2 |
| Электродвигатель привода электромашинного усилителя – число оборотов в минуту | 2900 | 2900 |
| Электродвигатель привода гидронасоса – тип | АОЛ2-21-4-С1 | |
| Электродвигатель привода гидронасоса – мощность, кВт | 1,1 | 1,1 |
| Электродвигатель привода гидронасоса – число оборотов в минуту | 1400 | 1400 |
| Электродвигатель привода насоса смазки подшипников шпинделя шлифовального круга – тип | АОЛ21-4-С1 | |
| Электродвигатель привода насоса смазки подшипников шпинделя шлифовального круга – мощность, кВт | 0,27 | 0,25 |
| привода насоса смазки подшипников шпинделя шлифовального круга – число оборотов в минуту | 1400 | |
| Электродвигатель привода насоса смазки подшипников шпинделя ведущего круга – тип | АОЛ11-4-С1 | |
| Электродвигатель привода насоса смазки подшипников шпинделя ведущего круга – мощность, кВт | 0,12 | 0,12 |
| привода насоса смазки подшипников шпинделя ведущего круга – число оборотов в минуту | 1400 | |
| Электродвигатель привода насоса охлаждения – тип | ПА-45-С1 | |
| Электродвигатель привода насоса охлаждения – мощность, кВт | 0,15 | 0,6 |
| Электродвигатель привода насоса охлаждения – число оборотов в минуту | 2800 | |
| Электродвигатель привода магнитного сепаратора – тип | АОЛ11-4-С1 | |
| Электродвигатель привода магнитного – мощность, кВт | 0,12 | 0,12 |
| Электродвигатель привода магнитного – число оборотов в минуту | 1400 | |
| Электродвигатель привода правки шлифовального круга – тип | ПЛ-062-С1 | |
| Электродвигатель привода правки шлифовального круга – мощность, кВт | 0,09 | 0,09 |
| Электродвигатель привода правки шлифовального круга – число оборотов в минуту | 1440 | |
| Электродвигатель привода правки ведущего круга – тип | ПЛ-062-С1 | |
| Электродвигатель привода правки ведущего круга – мощность, кВт | 0,09 | 0,09 |
| Электродвигатель привода правки ведущего круга – число оборотов в минуту | 1440 | |
| Электродвигатель привода ускоренного перемещения шлифовальной бабки – тип | АОЛ12-4-С1 | |
| Электродвигатель привода ускоренного перемещения шлифовальной бабки – мощность, кВт | 0,18 | 0,25 |
| Электродвигатель привода ускоренного перемещения шлифовальной бабки – число оборотов в минуту | 1400 | 1400 |
| Суммарная мощность электродвигателей, кВт | 11,67 | 18,47 |
| Габаритные размеры и масса станка | ||
| Габарит станка (длина X ширина X высота), мм | 2230 х 1455 х 2120 | 2945 х 1885 х 2120 |
| Масса станка с приставным оборудованием, кг | 3470 | 6850 |
- Альперович Т. А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
- Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
- Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
- Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
- Куликов С.И. Хонингование, 1973
- Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
- Лоскутов В.В. Шлифовальные станки, 1988
- Лурье Г.Б. Шлифовальные станки и их наладка,1972
- Лурье Г.Б. Устройство шлифовальных станков,1983
- Меницкий И.Д. Универсально-заточные станки ,1968
- Муцянко В.И. Братчиков А. Я. Бесцентровое шлифование, 1986
- Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
- Наерман Е.С. Справочник молодого шлифовщика, 1991.
- Попов С.А. Шлифовальные работы, 1987
- Терган В.С. Шлифование на круглошлифовальных станках, 1972
- Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Список литературы:
 А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989 Я. Бесцентровое шлифование, 1986
Я. Бесцентровое шлифование, 1986Связанные ссылки. Дополнительная информация
Бесцентрово-шлифовальный станок 3М182 – Поставки станков
Бесцентрово-шлифовальный станок 3М182 универсального типа предназначен для обработки цилиндрических, конусных, ступенчатых, фасонных деталей из металлов и полимерных материалов методом врезного или сквозного шлифования. Допускается работа с заготовками после термообработки.
Технологические особенности
- Не требуются центровые отверстия.
- Шлифование длинных деталей с маленьким диаметром.
- Возможность установки в автоматические производственные линии.
- Точность выше, чем у стандартного круглошлифовального станка, т.к. привязка к диаметру детали, не к радиусу.
- Обработка методом врезного шлифования в автоматическом режиме.
- В процессе работы происходит балансировка абразивного круга за счет специально механизма.
- Скорость кругов разная, вращения шлифовального круга выше ведущего.
На станке проводят следующие виды шлифования:
- продольное – на проход,
- поперечной подачей по всей ширине обработки- врезное,
- сквозной подачей до упора,
- подвижным способом.
Параметры точности
- погрешность округлости – 1 мкм,
- шероховатость – V10,
- отклонение по диаметру в продольном направлении – 1,6 мкм,
- класс точности – высокоточный В.
Технические характеристики
| Диаметр детали, мм | 0,8…25 |
| Наибольшая длина обрабатываемой заготовки, мм | 170 |
| Число оборотов кругов, об/мин | |
| шлифовального | 1910 |
| ведущего | 17…150 |
| Диаметр круга (наружный/внутренний), мм | |
| шлифовального | 280…350/127 |
| ведущего | 200…250/127 |
| Мощность двигателя шлифовального круга, кВт | 7,5 |
| Частота тока, Гц | 50 |
| Напряжение сети, В | 380 |
| Габаритные размеры, мм | 2230…1455…2120 |
| Масса, кг | 3470 |
Принцип работы
При любом методе бесцентрового шлифования, деталь контактирует с упорным ножом и двумя кругами: ведущим и шлифовальным. Деталь не имеет торцевых отверстий, поэтому ее не закрепляют в приспособлении с помощью центров. Вращение заготовке придает ведущий круг, а шлифовальным производится обработка. У обоих кругов одинаковое направление вращения.
Деталь не имеет торцевых отверстий, поэтому ее не закрепляют в приспособлении с помощью центров. Вращение заготовке придает ведущий круг, а шлифовальным производится обработка. У обоих кругов одинаковое направление вращения.
Основные узлы станка
- Станина
- Шлифовальная бабка
- Бабка ведущего круга
- Электрооборудование
- Агрегат смазки
- Устройство правки
- Защитные кожухи
- Упорный нож
- Система охлаждения
Цена и условия поставки
Чтобы узнать дополнительную информацию и бесцентрово-шлифовальный станок 3М182, обращайтесь по телефону +7(4852) 66-40-25 или по электронной почте: Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра.. Цена и сроки поставки зависят от комплектации оборудования. Гарантия составляет 12 месяцев. Производим пусконаладочные работы и доставку оборудования до места назначения.
руководство по эксплуатации. Станок 3М182 и 3Е184, 3М184, 3А184 и другие модели. Технические характеристики
На производстве часто требуются бесцентрово-шлифовальные станки. Следует знать их принципы работы, технические характеристики и нюансы применения.
Характеристика
На заводах и даже в крупных мастерских по металлообработке нередко встречается бесцентрово-шлифовальный станок. Его параметры достаточно хороши для производства продукции крупными сериями. Достигается максимально высокая жесткость технологической системы. Это обстоятельство гарантирует стабильность обработки и высокое качество выпускаемых изделий..
Можно существенно улучшить технические параметры манипуляции, такие как скорость обработки металла и общая производительность устройства, чем, разумеется, инженеры пользуются в полной мере.
Важным преимуществом бесцентрового шлифования является еще и минимальная затрата времени на вспомогательные операции. Она составляет не более 2—3% от общего времени работы. При использовании других станков этот показатель существенно выше. Потому можно уверенно сказать, что шлифующее оборудование без центра намного меньше простаивает в рабочем цикле и отличается повышенной гибкостью настройки. Настроить его желаемым образом не составляет существенного труда. Основные узлы такого аппарата:
- станина;
- металлообрабатывающая бабка;
- фиксированная опора с рабочим ножом;
- еще одна бабка;
- панель, содержащая систему управления.
Принцип работы
Заготовка не фиксируется в зажимающих приспособлениях. Ее располагают на особой позиции, обеспечивающей одновременное использование сразу 2 шлифующих кругов. Нож, расположенный снизу, отвечает за механическую поддержку.
Внимание: ось вращения детали поднята по сравнению с осью абразивных элементов. Один круг имеет ведущую, а другой — ведомую роль.
Доминирующий круг проворачивается со скоростью 10—50 м в минуту. Темп обращения ведомого круга куда больше, он может достигать 30—35 м/с. Ведущий блок делают обычно на вулканитовой связке. Обрабатываемая заготовка крутится быстрее, чем этот блок. Но разница невелика и обычно составляет от 1 до 3%. Если она превышает этот показатель, часто требуется специальная настройка.
Говоря про способы бесцентровой шлифовки, стоит учесть, что все они сводятся к 2 вариантам. Иногда приходится работать с длинными заготовками неизменного шлифовочного диаметра по всей длине. Тогда нужно подавать деталь в продольной плоскости. Но немаловажную роль играет и врезной (поперечно-подающий) метод. Его используют, если:
- на поверхности имеются канавки;
- изделие содержит выступы;
- заготовка отличается ступенчатой либо фасонной конфигурацией.
Врезная шлифовка отлично работает, если заготовка имеет непрерывное сечение на всем протяжении. Потому ее рекомендуют:
- для труб различного назначения;
- полуфабрикатов болтов и винтов;
- стержней с однородным строением.
Иногда стабилизирующее вращение дополняется продольным сдвигом. Такой прием повышает контроль шлифовальных манипуляций. Рабочие цилиндры стараются располагать не строго параллельно, а с некоторым малым углом. Увеличивая его значение, операторы повышают темп работы. Но при этом важно не увлекаться сверх меры, иначе начинает страдать качество.
Особенно важен этот нюанс при окончательной обработке заготовок. Только строгое ограничение угла позволяет добиваться гладкости и однородности всей поверхности.
Подача через насос смазки позволяет эффективно снимать окалину (ржавчину) и выполнять иные манипуляции. Воздушно-масляные системы специально оптимизируют для работы при максимально быстром вращении. Передача смазочно-охлаждающей жидкости происходит по специальному трубопроводу внутри станка. А также могут использоваться электрические и гидравлические смазочно-охладительные системы. Обычно управление не только охлаждением, смазкой, но и всеми другими функциями ведется с единой командной панели.
Применение
Бесцентрово-шлифовальный станок позволяет обрабатывать конструкции с разной внешней поверхностью:
- конической;
- цилиндрической;
- фасонной.
Сквозной метод шлифовки используют, если нужно работать:
- с поршнем или пальцем поршня;
- втулкой;
- ходовым винтом;
- техническим валом.
Подразумевается прогон детали внутри всего станка (отсюда и название). Шлифовка до упора нужна, если есть выступы. Подрезная обработка применяется почти исключительно для фасонных конструкций. При ней регулировочный круг подают в поперечной плоскости. Интенсивность подачи за один оборот составляет от 0,0003 до 0,002 см.
Когда идет работа с коническими заготовками, ось главного круга наклоняют на 0,5—1°. Нож, создающий опору, при этом наклоняют на половинное значение угла конусности детали. В таком варианте все круги испытывают мощную нагрузку, и их подправлять надо будет гораздо чаще. Чтобы форма обрабатываемой поверхности не утрачивалась, используют мягкую пружинную подставку. Шлифовку с жесткой опорой советуют применять для деталей с нетолстыми стенками.
Стоит отметить, что бесцентрово-шлифовальные станки имеют заметные слабости. Так, при обработке полых изделий они не позволяют добиться максимальной концентричности цилиндрических поверхностей. Не удастся обеспечить концентричность и при работе со ступенчатым валиком. Необходимые параметры достижимы, но экономически оправданы соответствующие манипуляции лишь при крупных сериях. Бесцентрово-шлифующий станок в режиме сквозного прогона гарантирует точность до 0,005 мм.
Обзор моделей
Есть ряд хороших моделей.
3М182
Аппарат рассчитан на круглошлифовальную обработку металла. Особенность этого станка — применение горизонтального шпинделя. Конструкторы заявляют, что их разработка пригодна для поверхностей:
- ступенчатых;
- гладких;
- конусообразных;
- фасонных на телах вращения сечением от 0,08 до 2,5 см.
Допустимая протяженность обрабатываемой поверхности в норме составляет до 95 мм.
Ее наибольшее значение — 170 мм. Проведение предварительной термообработки несущественно. Возможно работать не только с металлом, но и:
- с пластмассами;
- стеклом;
- текстолитом.
Особенности работы:
- некруглости не более 1 мкм;
- образуемая шероховатость поверхности на уровне V10;
- обеспечение первого и второго разрядов по точности;
- наличие автоматического цикла врезной шлифовки;
- возможность обработки со сквозной подачей и продвижным методом.
3М184
Его параметры:
- внешний диаметр круга от 40 до 50 см;
- до 1370 витков за минуту;
- отверстие под круг 30,5 см;
- диаметр наконечника шпинделя 8 см;
- максимальное передвижение бабки на доминирующем круге 30 см;
- масса 6850 кг.
ЗЕ184
Его рабочий диаметр — 8 см. Есть модификации, рассчитанные на более высокую и даже прецизионную точность. А также в линейке присутствуют версии с программируемыми контроллерами. Наименьшее сечение обрабатываемых заготовок — 4 мм, наибольшее (в отдельных вариациях) – до 125 мм.
ЗА184
Характеристики станка:
- работает с деталями длиной до 16,5 и диаметром до 8 см;
- имеет массу 5670 кг;
- обладает точностью категории В;
- развивает усилие 13 кВт.
Руководство по эксплуатации
Заготовка устанавливается перед шлифовкой максимально тщательно. Наладка содержит 2 стадии: одна помогает обрабатывать детали точнее в поперечнике, а другая — продольно. Середина детали ставится над линией центров. Опорный нож для более эффективного шлифования ставят со скосом. Дополнительные рекомендации:
- настраивать станок с помощью устройства, ставящегося на опорную плоскость ножевого суппорта;
- учитывать при выборе частоты вращения заготовки необходимое качество и безопасность работы;
- использовать СОЖ при скорости вращения детали быстрее 50 м за минуту;
- учитывать колебания при нарезке.
руководство по эксплуатации. Станок 3М182 и 3Е184, 3М184, 3А184 и другие модели. Технические характеристики
На производстве часто требуются бесцентрово-шлифовальные станки. Следует знать их принципы работы, технические характеристики и нюансы применения.
Характеристика
На заводах и даже в крупных мастерских по металлообработке нередко встречается бесцентрово-шлифовальный станок. Его параметры достаточно хороши для производства продукции крупными сериями. Достигается максимально высокая жесткость технологической системы. Это обстоятельство гарантирует стабильность обработки и высокое качество выпускаемых изделий..
Можно существенно улучшить технические параметры манипуляции, такие как скорость обработки металла и общая производительность устройства, чем, разумеется, инженеры пользуются в полной мере.
Важным преимуществом бесцентрового шлифования является еще и минимальная затрата времени на вспомогательные операции. Она составляет не более 2—3% от общего времени работы. При использовании других станков этот показатель существенно выше. Потому можно уверенно сказать, что шлифующее оборудование без центра намного меньше простаивает в рабочем цикле и отличается повышенной гибкостью настройки. Настроить его желаемым образом не составляет существенного труда. Основные узлы такого аппарата:
- станина;
- металлообрабатывающая бабка;
- фиксированная опора с рабочим ножом;
- еще одна бабка;
- панель, содержащая систему управления.
Принцип работы
Заготовка не фиксируется в зажимающих приспособлениях. Ее располагают на особой позиции, обеспечивающей одновременное использование сразу 2 шлифующих кругов. Нож, расположенный снизу, отвечает за механическую поддержку.
Внимание: ось вращения детали поднята по сравнению с осью абразивных элементов. Один круг имеет ведущую, а другой — ведомую роль.
Доминирующий круг проворачивается со скоростью 10—50 м в минуту. Темп обращения ведомого круга куда больше, он может достигать 30—35 м/с. Ведущий блок делают обычно на вулканитовой связке. Обрабатываемая заготовка крутится быстрее, чем этот блок. Но разница невелика и обычно составляет от 1 до 3%. Если она превышает этот показатель, часто требуется специальная настройка.
Говоря про способы бесцентровой шлифовки, стоит учесть, что все они сводятся к 2 вариантам. Иногда приходится работать с длинными заготовками неизменного шлифовочного диаметра по всей длине. Тогда нужно подавать деталь в продольной плоскости. Но немаловажную роль играет и врезной (поперечно-подающий) метод. Его используют, если:
- на поверхности имеются канавки;
- изделие содержит выступы;
- заготовка отличается ступенчатой либо фасонной конфигурацией.
Врезная шлифовка отлично работает, если заготовка имеет непрерывное сечение на всем протяжении. Потому ее рекомендуют:
- для труб различного назначения;
- полуфабрикатов болтов и винтов;
- стержней с однородным строением.
Иногда стабилизирующее вращение дополняется продольным сдвигом. Такой прием повышает контроль шлифовальных манипуляций. Рабочие цилиндры стараются располагать не строго параллельно, а с некоторым малым углом. Увеличивая его значение, операторы повышают темп работы. Но при этом важно не увлекаться сверх меры, иначе начинает страдать качество.
Особенно важен этот нюанс при окончательной обработке заготовок. Только строгое ограничение угла позволяет добиваться гладкости и однородности всей поверхности.
Подача через насос смазки позволяет эффективно снимать окалину (ржавчину) и выполнять иные манипуляции. Воздушно-масляные системы специально оптимизируют для работы при максимально быстром вращении. Передача смазочно-охлаждающей жидкости происходит по специальному трубопроводу внутри станка. А также могут использоваться электрические и гидравлические смазочно-охладительные системы. Обычно управление не только охлаждением, смазкой, но и всеми другими функциями ведется с единой командной панели.
Применение
Бесцентрово-шлифовальный станок позволяет обрабатывать конструкции с разной внешней поверхностью:
- конической;
- цилиндрической;
- фасонной.
Сквозной метод шлифовки используют, если нужно работать:
- с поршнем или пальцем поршня;
- втулкой;
- ходовым винтом;
- техническим валом.
Подразумевается прогон детали внутри всего станка (отсюда и название). Шлифовка до упора нужна, если есть выступы. Подрезная обработка применяется почти исключительно для фасонных конструкций. При ней регулировочный круг подают в поперечной плоскости. Интенсивность подачи за один оборот составляет от 0,0003 до 0,002 см.
Когда идет работа с коническими заготовками, ось главного круга наклоняют на 0,5—1°. Нож, создающий опору, при этом наклоняют на половинное значение угла конусности детали. В таком варианте все круги испытывают мощную нагрузку, и их подправлять надо будет гораздо чаще. Чтобы форма обрабатываемой поверхности не утрачивалась, используют мягкую пружинную подставку. Шлифовку с жесткой опорой советуют применять для деталей с нетолстыми стенками.
Стоит отметить, что бесцентрово-шлифовальные станки имеют заметные слабости. Так, при обработке полых изделий они не позволяют добиться максимальной концентричности цилиндрических поверхностей. Не удастся обеспечить концентричность и при работе со ступенчатым валиком. Необходимые параметры достижимы, но экономически оправданы соответствующие манипуляции лишь при крупных сериях. Бесцентрово-шлифующий станок в режиме сквозного прогона гарантирует точность до 0,005 мм.
Обзор моделей
Есть ряд хороших моделей.
3М182
Аппарат рассчитан на круглошлифовальную обработку металла. Особенность этого станка — применение горизонтального шпинделя. Конструкторы заявляют, что их разработка пригодна для поверхностей:
- ступенчатых;
- гладких;
- конусообразных;
- фасонных на телах вращения сечением от 0,08 до 2,5 см.
Допустимая протяженность обрабатываемой поверхности в норме составляет до 95 мм.
Ее наибольшее значение — 170 мм. Проведение предварительной термообработки несущественно. Возможно работать не только с металлом, но и:
- с пластмассами;
- стеклом;
- текстолитом.
Особенности работы:
- некруглости не более 1 мкм;
- образуемая шероховатость поверхности на уровне V10;
- обеспечение первого и второго разрядов по точности;
- наличие автоматического цикла врезной шлифовки;
- возможность обработки со сквозной подачей и продвижным методом.
3М184
Его параметры:
- внешний диаметр круга от 40 до 50 см;
- до 1370 витков за минуту;
- отверстие под круг 30,5 см;
- диаметр наконечника шпинделя 8 см;
- максимальное передвижение бабки на доминирующем круге 30 см;
- масса 6850 кг.
ЗЕ184
Его рабочий диаметр — 8 см. Есть модификации, рассчитанные на более высокую и даже прецизионную точность. А также в линейке присутствуют версии с программируемыми контроллерами. Наименьшее сечение обрабатываемых заготовок — 4 мм, наибольшее (в отдельных вариациях) – до 125 мм.
ЗА184
Характеристики станка:
- работает с деталями длиной до 16,5 и диаметром до 8 см;
- имеет массу 5670 кг;
- обладает точностью категории В;
- развивает усилие 13 кВт.
Руководство по эксплуатации
Заготовка устанавливается перед шлифовкой максимально тщательно. Наладка содержит 2 стадии: одна помогает обрабатывать детали точнее в поперечнике, а другая — продольно. Середина детали ставится над линией центров. Опорный нож для более эффективного шлифования ставят со скосом. Дополнительные рекомендации:
- настраивать станок с помощью устройства, ставящегося на опорную плоскость ножевого суппорта;
- учитывать при выборе частоты вращения заготовки необходимое качество и безопасность работы;
- использовать СОЖ при скорости вращения детали быстрее 50 м за минуту;
- учитывать колебания при нарезке.
руководство по эксплуатации. Станок 3М182 и 3Е184, 3М184, 3А184 и другие модели. Технические характеристики
На производстве часто требуются бесцентрово-шлифовальные станки. Следует знать их принципы работы, технические характеристики и нюансы применения.
Характеристика
На заводах и даже в крупных мастерских по металлообработке нередко встречается бесцентрово-шлифовальный станок. Его параметры достаточно хороши для производства продукции крупными сериями. Достигается максимально высокая жесткость технологической системы. Это обстоятельство гарантирует стабильность обработки и высокое качество выпускаемых изделий..
Можно существенно улучшить технические параметры манипуляции, такие как скорость обработки металла и общая производительность устройства, чем, разумеется, инженеры пользуются в полной мере.
Важным преимуществом бесцентрового шлифования является еще и минимальная затрата времени на вспомогательные операции. Она составляет не более 2—3% от общего времени работы. При использовании других станков этот показатель существенно выше. Потому можно уверенно сказать, что шлифующее оборудование без центра намного меньше простаивает в рабочем цикле и отличается повышенной гибкостью настройки. Настроить его желаемым образом не составляет существенного труда. Основные узлы такого аппарата:
- станина;
- металлообрабатывающая бабка;
- фиксированная опора с рабочим ножом;
- еще одна бабка;
- панель, содержащая систему управления.
Принцип работы
Заготовка не фиксируется в зажимающих приспособлениях. Ее располагают на особой позиции, обеспечивающей одновременное использование сразу 2 шлифующих кругов. Нож, расположенный снизу, отвечает за механическую поддержку.
Внимание: ось вращения детали поднята по сравнению с осью абразивных элементов. Один круг имеет ведущую, а другой — ведомую роль.
Доминирующий круг проворачивается со скоростью 10—50 м в минуту. Темп обращения ведомого круга куда больше, он может достигать 30—35 м/с. Ведущий блок делают обычно на вулканитовой связке. Обрабатываемая заготовка крутится быстрее, чем этот блок. Но разница невелика и обычно составляет от 1 до 3%. Если она превышает этот показатель, часто требуется специальная настройка.
Говоря про способы бесцентровой шлифовки, стоит учесть, что все они сводятся к 2 вариантам. Иногда приходится работать с длинными заготовками неизменного шлифовочного диаметра по всей длине. Тогда нужно подавать деталь в продольной плоскости. Но немаловажную роль играет и врезной (поперечно-подающий) метод. Его используют, если:
- на поверхности имеются канавки;
- изделие содержит выступы;
- заготовка отличается ступенчатой либо фасонной конфигурацией.
Врезная шлифовка отлично работает, если заготовка имеет непрерывное сечение на всем протяжении. Потому ее рекомендуют:
- для труб различного назначения;
- полуфабрикатов болтов и винтов;
- стержней с однородным строением.
Иногда стабилизирующее вращение дополняется продольным сдвигом. Такой прием повышает контроль шлифовальных манипуляций. Рабочие цилиндры стараются располагать не строго параллельно, а с некоторым малым углом. Увеличивая его значение, операторы повышают темп работы. Но при этом важно не увлекаться сверх меры, иначе начинает страдать качество.
Особенно важен этот нюанс при окончательной обработке заготовок. Только строгое ограничение угла позволяет добиваться гладкости и однородности всей поверхности.
Подача через насос смазки позволяет эффективно снимать окалину (ржавчину) и выполнять иные манипуляции. Воздушно-масляные системы специально оптимизируют для работы при максимально быстром вращении. Передача смазочно-охлаждающей жидкости происходит по специальному трубопроводу внутри станка. А также могут использоваться электрические и гидравлические смазочно-охладительные системы. Обычно управление не только охлаждением, смазкой, но и всеми другими функциями ведется с единой командной панели.
Применение
Бесцентрово-шлифовальный станок позволяет обрабатывать конструкции с разной внешней поверхностью:
- конической;
- цилиндрической;
- фасонной.
Сквозной метод шлифовки используют, если нужно работать:
- с поршнем или пальцем поршня;
- втулкой;
- ходовым винтом;
- техническим валом.
Подразумевается прогон детали внутри всего станка (отсюда и название). Шлифовка до упора нужна, если есть выступы. Подрезная обработка применяется почти исключительно для фасонных конструкций. При ней регулировочный круг подают в поперечной плоскости. Интенсивность подачи за один оборот составляет от 0,0003 до 0,002 см.
Когда идет работа с коническими заготовками, ось главного круга наклоняют на 0,5—1°. Нож, создающий опору, при этом наклоняют на половинное значение угла конусности детали. В таком варианте все круги испытывают мощную нагрузку, и их подправлять надо будет гораздо чаще. Чтобы форма обрабатываемой поверхности не утрачивалась, используют мягкую пружинную подставку. Шлифовку с жесткой опорой советуют применять для деталей с нетолстыми стенками.
Стоит отметить, что бесцентрово-шлифовальные станки имеют заметные слабости. Так, при обработке полых изделий они не позволяют добиться максимальной концентричности цилиндрических поверхностей. Не удастся обеспечить концентричность и при работе со ступенчатым валиком. Необходимые параметры достижимы, но экономически оправданы соответствующие манипуляции лишь при крупных сериях. Бесцентрово-шлифующий станок в режиме сквозного прогона гарантирует точность до 0,005 мм.
Обзор моделей
Есть ряд хороших моделей.
3М182
Аппарат рассчитан на круглошлифовальную обработку металла. Особенность этого станка — применение горизонтального шпинделя. Конструкторы заявляют, что их разработка пригодна для поверхностей:
- ступенчатых;
- гладких;
- конусообразных;
- фасонных на телах вращения сечением от 0,08 до 2,5 см.
Допустимая протяженность обрабатываемой поверхности в норме составляет до 95 мм.
Ее наибольшее значение — 170 мм. Проведение предварительной термообработки несущественно. Возможно работать не только с металлом, но и:
- с пластмассами;
- стеклом;
- текстолитом.
Особенности работы:
- некруглости не более 1 мкм;
- образуемая шероховатость поверхности на уровне V10;
- обеспечение первого и второго разрядов по точности;
- наличие автоматического цикла врезной шлифовки;
- возможность обработки со сквозной подачей и продвижным методом.
3М184
Его параметры:
- внешний диаметр круга от 40 до 50 см;
- до 1370 витков за минуту;
- отверстие под круг 30,5 см;
- диаметр наконечника шпинделя 8 см;
- максимальное передвижение бабки на доминирующем круге 30 см;
- масса 6850 кг.
ЗЕ184
Его рабочий диаметр — 8 см. Есть модификации, рассчитанные на более высокую и даже прецизионную точность. А также в линейке присутствуют версии с программируемыми контроллерами. Наименьшее сечение обрабатываемых заготовок — 4 мм, наибольшее (в отдельных вариациях) – до 125 мм.
ЗА184
Характеристики станка:
- работает с деталями длиной до 16,5 и диаметром до 8 см;
- имеет массу 5670 кг;
- обладает точностью категории В;
- развивает усилие 13 кВт.
Руководство по эксплуатации
Заготовка устанавливается перед шлифовкой максимально тщательно. Наладка содержит 2 стадии: одна помогает обрабатывать детали точнее в поперечнике, а другая — продольно. Середина детали ставится над линией центров. Опорный нож для более эффективного шлифования ставят со скосом. Дополнительные рекомендации:
- настраивать станок с помощью устройства, ставящегося на опорную плоскость ножевого суппорта;
- учитывать при выборе частоты вращения заготовки необходимое качество и безопасность работы;
- использовать СОЖ при скорости вращения детали быстрее 50 м за минуту;
- учитывать колебания при нарезке.
руководство по эксплуатации. Станок 3М182 и 3Е184, 3М184, 3А184 и другие модели. Технические характеристики
На производстве часто требуются бесцентрово-шлифовальные станки. Следует знать их принципы работы, технические характеристики и нюансы применения.
Характеристика
На заводах и даже в крупных мастерских по металлообработке нередко встречается бесцентрово-шлифовальный станок. Его параметры достаточно хороши для производства продукции крупными сериями. Достигается максимально высокая жесткость технологической системы. Это обстоятельство гарантирует стабильность обработки и высокое качество выпускаемых изделий..
Можно существенно улучшить технические параметры манипуляции, такие как скорость обработки металла и общая производительность устройства, чем, разумеется, инженеры пользуются в полной мере.
Важным преимуществом бесцентрового шлифования является еще и минимальная затрата времени на вспомогательные операции. Она составляет не более 2—3% от общего времени работы. При использовании других станков этот показатель существенно выше. Потому можно уверенно сказать, что шлифующее оборудование без центра намного меньше простаивает в рабочем цикле и отличается повышенной гибкостью настройки. Настроить его желаемым образом не составляет существенного труда. Основные узлы такого аппарата:
- станина;
- металлообрабатывающая бабка;
- фиксированная опора с рабочим ножом;
- еще одна бабка;
- панель, содержащая систему управления.
Принцип работы
Заготовка не фиксируется в зажимающих приспособлениях. Ее располагают на особой позиции, обеспечивающей одновременное использование сразу 2 шлифующих кругов. Нож, расположенный снизу, отвечает за механическую поддержку.
Внимание: ось вращения детали поднята по сравнению с осью абразивных элементов. Один круг имеет ведущую, а другой — ведомую роль.
Доминирующий круг проворачивается со скоростью 10—50 м в минуту. Темп обращения ведомого круга куда больше, он может достигать 30—35 м/с. Ведущий блок делают обычно на вулканитовой связке. Обрабатываемая заготовка крутится быстрее, чем этот блок. Но разница невелика и обычно составляет от 1 до 3%. Если она превышает этот показатель, часто требуется специальная настройка.
Говоря про способы бесцентровой шлифовки, стоит учесть, что все они сводятся к 2 вариантам. Иногда приходится работать с длинными заготовками неизменного шлифовочного диаметра по всей длине. Тогда нужно подавать деталь в продольной плоскости. Но немаловажную роль играет и врезной (поперечно-подающий) метод. Его используют, если:
- на поверхности имеются канавки;
- изделие содержит выступы;
- заготовка отличается ступенчатой либо фасонной конфигурацией.
Врезная шлифовка отлично работает, если заготовка имеет непрерывное сечение на всем протяжении. Потому ее рекомендуют:
- для труб различного назначения;
- полуфабрикатов болтов и винтов;
- стержней с однородным строением.
Иногда стабилизирующее вращение дополняется продольным сдвигом. Такой прием повышает контроль шлифовальных манипуляций. Рабочие цилиндры стараются располагать не строго параллельно, а с некоторым малым углом. Увеличивая его значение, операторы повышают темп работы. Но при этом важно не увлекаться сверх меры, иначе начинает страдать качество.
Особенно важен этот нюанс при окончательной обработке заготовок. Только строгое ограничение угла позволяет добиваться гладкости и однородности всей поверхности.
Подача через насос смазки позволяет эффективно снимать окалину (ржавчину) и выполнять иные манипуляции. Воздушно-масляные системы специально оптимизируют для работы при максимально быстром вращении. Передача смазочно-охлаждающей жидкости происходит по специальному трубопроводу внутри станка. А также могут использоваться электрические и гидравлические смазочно-охладительные системы. Обычно управление не только охлаждением, смазкой, но и всеми другими функциями ведется с единой командной панели.
Применение
Бесцентрово-шлифовальный станок позволяет обрабатывать конструкции с разной внешней поверхностью:
- конической;
- цилиндрической;
- фасонной.
Сквозной метод шлифовки используют, если нужно работать:
- с поршнем или пальцем поршня;
- втулкой;
- ходовым винтом;
- техническим валом.
Подразумевается прогон детали внутри всего станка (отсюда и название). Шлифовка до упора нужна, если есть выступы. Подрезная обработка применяется почти исключительно для фасонных конструкций. При ней регулировочный круг подают в поперечной плоскости. Интенсивность подачи за один оборот составляет от 0,0003 до 0,002 см.
Когда идет работа с коническими заготовками, ось главного круга наклоняют на 0,5—1°. Нож, создающий опору, при этом наклоняют на половинное значение угла конусности детали. В таком варианте все круги испытывают мощную нагрузку, и их подправлять надо будет гораздо чаще. Чтобы форма обрабатываемой поверхности не утрачивалась, используют мягкую пружинную подставку. Шлифовку с жесткой опорой советуют применять для деталей с нетолстыми стенками.
Стоит отметить, что бесцентрово-шлифовальные станки имеют заметные слабости. Так, при обработке полых изделий они не позволяют добиться максимальной концентричности цилиндрических поверхностей. Не удастся обеспечить концентричность и при работе со ступенчатым валиком. Необходимые параметры достижимы, но экономически оправданы соответствующие манипуляции лишь при крупных сериях. Бесцентрово-шлифующий станок в режиме сквозного прогона гарантирует точность до 0,005 мм.
Обзор моделей
Есть ряд хороших моделей.
3М182
Аппарат рассчитан на круглошлифовальную обработку металла. Особенность этого станка — применение горизонтального шпинделя. Конструкторы заявляют, что их разработка пригодна для поверхностей:
- ступенчатых;
- гладких;
- конусообразных;
- фасонных на телах вращения сечением от 0,08 до 2,5 см.
Допустимая протяженность обрабатываемой поверхности в норме составляет до 95 мм.
Ее наибольшее значение — 170 мм. Проведение предварительной термообработки несущественно. Возможно работать не только с металлом, но и:
- с пластмассами;
- стеклом;
- текстолитом.
Особенности работы:
- некруглости не более 1 мкм;
- образуемая шероховатость поверхности на уровне V10;
- обеспечение первого и второго разрядов по точности;
- наличие автоматического цикла врезной шлифовки;
- возможность обработки со сквозной подачей и продвижным методом.
3М184
Его параметры:
- внешний диаметр круга от 40 до 50 см;
- до 1370 витков за минуту;
- отверстие под круг 30,5 см;
- диаметр наконечника шпинделя 8 см;
- максимальное передвижение бабки на доминирующем круге 30 см;
- масса 6850 кг.
ЗЕ184
Его рабочий диаметр — 8 см. Есть модификации, рассчитанные на более высокую и даже прецизионную точность. А также в линейке присутствуют версии с программируемыми контроллерами. Наименьшее сечение обрабатываемых заготовок — 4 мм, наибольшее (в отдельных вариациях) – до 125 мм.
ЗА184
Характеристики станка:
- работает с деталями длиной до 16,5 и диаметром до 8 см;
- имеет массу 5670 кг;
- обладает точностью категории В;
- развивает усилие 13 кВт.
Руководство по эксплуатации
Заготовка устанавливается перед шлифовкой максимально тщательно. Наладка содержит 2 стадии: одна помогает обрабатывать детали точнее в поперечнике, а другая — продольно. Середина детали ставится над линией центров. Опорный нож для более эффективного шлифования ставят со скосом. Дополнительные рекомендации:
- настраивать станок с помощью устройства, ставящегося на опорную плоскость ножевого суппорта;
- учитывать при выборе частоты вращения заготовки необходимое качество и безопасность работы;
- использовать СОЖ при скорости вращения детали быстрее 50 м за минуту;
- учитывать колебания при нарезке.
руководство по эксплуатации. Станок 3М182 и 3Е184, 3М184, 3А184 и другие модели. Технические характеристики
На производстве часто требуются бесцентрово-шлифовальные станки. Следует знать их принципы работы, технические характеристики и нюансы применения.
Характеристика
На заводах и даже в крупных мастерских по металлообработке нередко встречается бесцентрово-шлифовальный станок. Его параметры достаточно хороши для производства продукции крупными сериями. Достигается максимально высокая жесткость технологической системы. Это обстоятельство гарантирует стабильность обработки и высокое качество выпускаемых изделий..
Можно существенно улучшить технические параметры манипуляции, такие как скорость обработки металла и общая производительность устройства, чем, разумеется, инженеры пользуются в полной мере.
Важным преимуществом бесцентрового шлифования является еще и минимальная затрата времени на вспомогательные операции. Она составляет не более 2—3% от общего времени работы. При использовании других станков этот показатель существенно выше. Потому можно уверенно сказать, что шлифующее оборудование без центра намного меньше простаивает в рабочем цикле и отличается повышенной гибкостью настройки. Настроить его желаемым образом не составляет существенного труда. Основные узлы такого аппарата:
- станина;
- металлообрабатывающая бабка;
- фиксированная опора с рабочим ножом;
- еще одна бабка;
- панель, содержащая систему управления.
Принцип работы
Заготовка не фиксируется в зажимающих приспособлениях. Ее располагают на особой позиции, обеспечивающей одновременное использование сразу 2 шлифующих кругов. Нож, расположенный снизу, отвечает за механическую поддержку.
Внимание: ось вращения детали поднята по сравнению с осью абразивных элементов. Один круг имеет ведущую, а другой — ведомую роль.
Доминирующий круг проворачивается со скоростью 10—50 м в минуту. Темп обращения ведомого круга куда больше, он может достигать 30—35 м/с. Ведущий блок делают обычно на вулканитовой связке. Обрабатываемая заготовка крутится быстрее, чем этот блок. Но разница невелика и обычно составляет от 1 до 3%. Если она превышает этот показатель, часто требуется специальная настройка.
Говоря про способы бесцентровой шлифовки, стоит учесть, что все они сводятся к 2 вариантам. Иногда приходится работать с длинными заготовками неизменного шлифовочного диаметра по всей длине. Тогда нужно подавать деталь в продольной плоскости. Но немаловажную роль играет и врезной (поперечно-подающий) метод. Его используют, если:
- на поверхности имеются канавки;
- изделие содержит выступы;
- заготовка отличается ступенчатой либо фасонной конфигурацией.
Врезная шлифовка отлично работает, если заготовка имеет непрерывное сечение на всем протяжении. Потому ее рекомендуют:
- для труб различного назначения;
- полуфабрикатов болтов и винтов;
- стержней с однородным строением.
Иногда стабилизирующее вращение дополняется продольным сдвигом. Такой прием повышает контроль шлифовальных манипуляций. Рабочие цилиндры стараются располагать не строго параллельно, а с некоторым малым углом. Увеличивая его значение, операторы повышают темп работы. Но при этом важно не увлекаться сверх меры, иначе начинает страдать качество.
Особенно важен этот нюанс при окончательной обработке заготовок. Только строгое ограничение угла позволяет добиваться гладкости и однородности всей поверхности.
Подача через насос смазки позволяет эффективно снимать окалину (ржавчину) и выполнять иные манипуляции. Воздушно-масляные системы специально оптимизируют для работы при максимально быстром вращении. Передача смазочно-охлаждающей жидкости происходит по специальному трубопроводу внутри станка. А также могут использоваться электрические и гидравлические смазочно-охладительные системы. Обычно управление не только охлаждением, смазкой, но и всеми другими функциями ведется с единой командной панели.
Применение
Бесцентрово-шлифовальный станок позволяет обрабатывать конструкции с разной внешней поверхностью:
- конической;
- цилиндрической;
- фасонной.
Сквозной метод шлифовки используют, если нужно работать:
- с поршнем или пальцем поршня;
- втулкой;
- ходовым винтом;
- техническим валом.
Подразумевается прогон детали внутри всего станка (отсюда и название). Шлифовка до упора нужна, если есть выступы. Подрезная обработка применяется почти исключительно для фасонных конструкций. При ней регулировочный круг подают в поперечной плоскости. Интенсивность подачи за один оборот составляет от 0,0003 до 0,002 см.
Когда идет работа с коническими заготовками, ось главного круга наклоняют на 0,5—1°. Нож, создающий опору, при этом наклоняют на половинное значение угла конусности детали. В таком варианте все круги испытывают мощную нагрузку, и их подправлять надо будет гораздо чаще. Чтобы форма обрабатываемой поверхности не утрачивалась, используют мягкую пружинную подставку. Шлифовку с жесткой опорой советуют применять для деталей с нетолстыми стенками.
Стоит отметить, что бесцентрово-шлифовальные станки имеют заметные слабости. Так, при обработке полых изделий они не позволяют добиться максимальной концентричности цилиндрических поверхностей. Не удастся обеспечить концентричность и при работе со ступенчатым валиком. Необходимые параметры достижимы, но экономически оправданы соответствующие манипуляции лишь при крупных сериях. Бесцентрово-шлифующий станок в режиме сквозного прогона гарантирует точность до 0,005 мм.
Обзор моделей
Есть ряд хороших моделей.
3М182
Аппарат рассчитан на круглошлифовальную обработку металла. Особенность этого станка — применение горизонтального шпинделя. Конструкторы заявляют, что их разработка пригодна для поверхностей:
- ступенчатых;
- гладких;
- конусообразных;
- фасонных на телах вращения сечением от 0,08 до 2,5 см.
Допустимая протяженность обрабатываемой поверхности в норме составляет до 95 мм.
Ее наибольшее значение — 170 мм. Проведение предварительной термообработки несущественно. Возможно работать не только с металлом, но и:
- с пластмассами;
- стеклом;
- текстолитом.
Особенности работы:
- некруглости не более 1 мкм;
- образуемая шероховатость поверхности на уровне V10;
- обеспечение первого и второго разрядов по точности;
- наличие автоматического цикла врезной шлифовки;
- возможность обработки со сквозной подачей и продвижным методом.
3М184
Его параметры:
- внешний диаметр круга от 40 до 50 см;
- до 1370 витков за минуту;
- отверстие под круг 30,5 см;
- диаметр наконечника шпинделя 8 см;
- максимальное передвижение бабки на доминирующем круге 30 см;
- масса 6850 кг.
ЗЕ184
Его рабочий диаметр — 8 см. Есть модификации, рассчитанные на более высокую и даже прецизионную точность. А также в линейке присутствуют версии с программируемыми контроллерами. Наименьшее сечение обрабатываемых заготовок — 4 мм, наибольшее (в отдельных вариациях) – до 125 мм.
ЗА184
Характеристики станка:
- работает с деталями длиной до 16,5 и диаметром до 8 см;
- имеет массу 5670 кг;
- обладает точностью категории В;
- развивает усилие 13 кВт.
Руководство по эксплуатации
Заготовка устанавливается перед шлифовкой максимально тщательно. Наладка содержит 2 стадии: одна помогает обрабатывать детали точнее в поперечнике, а другая — продольно. Середина детали ставится над линией центров. Опорный нож для более эффективного шлифования ставят со скосом. Дополнительные рекомендации:
- настраивать станок с помощью устройства, ставящегося на опорную плоскость ножевого суппорта;
- учитывать при выборе частоты вращения заготовки необходимое качество и безопасность работы;
- использовать СОЖ при скорости вращения детали быстрее 50 м за минуту;
- учитывать колебания при нарезке.
Подержанные шлифовальные станки, подержанные станки на продажу MachTechnica
Подержанные шлифовальные станки – в продаже на MachTechnica.com, у дилера подержанных станков!
Здесь вы можете найти, или мы можем найти такие бывшие в употреблении шлифовальные станки известных производителей станков, такие как: круглошлифовальные станки, сверлильно-шлифовальные станки, торцевое шлифование, кондукторно-шлифовальные станки, шарошлифовальные станки, твердосплавные шлифовальные станки, бывшие в употреблении бесцентровые шлифовальные станки, плоскошлифовальные станки с ЧПУ, шлифовальные станки для ножей, шлифовальные станки для коленчатого вала, профильные шлифовальные машины, червячные шлифовальные станки, вальцешлифовальные станки, роторно-шлифовальные машины, шлифовальные станки для направляющих, центральные шлифовальные станки, шлифовальные станки, червячно-шлифовальные станки, шлифовальные станки, станки для заточки пил, внутренние шлифовальные машины, шлифовальные станки , сверлильно-шлифовальные станки, валошлифовальные станки, заточные станки, притирочные станки, подержанные плоскошлифовальные станки, бесцентровое шлифование, полировальные станки….От известных мировых производителей, таких как TOS, ELB, PLANOMAT, MIKROSA, BUDERUS, HARO, JUNKER, EWAG, STUDER Switzerland, OKAMOTO, WMW, Waldrich Coburg, KELLENBERGER, ABA, Supfina, Royal Master, Rollomatic, Delta, JUNG, TSCHUDIN. , SCHAUDT, BLOHM, AGATHON, Peter Wolters, Lissmac, GOECKEL, NEWALL, JONES & SHIPMAN, WALDRICH Siegen, HAUSER 3SM, SMC и т.д. перепродавая их. Это означает, что вы не потеряете много денег.Новые очень дешевеют после первых двух лет, вынуждая вас перепродавать их по очень низкой цене.
Подержанные машины на продажу – доступны по более низкой цене, чем новые. Это не означает, что машина в плохом состоянии, это только означает, что машина уже была установлена и работала в помещении другого пользователя. Часть продаваемого инструмента проходит капитальный ремонт. Под капитальным ремонтом подразумевается полная разборка, ремонт, замена деталей, сборка, регулировка, покраска.
Подержанные машины – очевидно, они предлагают большую гибкость, когда вы намереваетесь использовать машину в течение более короткого периода времени или начать производство совершенно нового продукта.Вы получите их по более низкой цене и перепродаете почти по той же цене, по которой вы их купили.
Прибыль, полученная от использования бывшего в употреблении оборудования, остается такой же, как и при использовании нового. Он может немного измениться, если они не содержались в хорошем состоянии, но вы все равно можете исправить это, поддерживая их самостоятельно. Это сокращает количество месяцев, которые вы должны инвестировать, чтобы вернуть покупную сумму, вложенную в основной капитал.
Если вам нужна шлифовальная машина, но по вашему бюджету хватает только на подержанную машину, то это не имеет большого значения.С небольшими деньгами вам по-прежнему гарантируется высококачественный шлифовальный станок, сделанный из качественных материалов и как новый. Это возможно только на machtechnica.com
Машины находятся в хорошем рабочем состоянии по лучшим ценам. Итак, если вы ищете высокопроизводительную машину, у вас есть широкий выбор. Следуя указанным выше маркам и типам шлифовальных машин, вы можете найти здесь или мы можем найти для вас станки, такие как станки Agathon, внутренние шлифовальные станки Voumard, шлифовальные машины Dai, шлифовальные машины TRIPET, хонингование Sunnen, точилка для лезвий Burr King, координатно-шлифовальные станки SIP-Hauser , Шлифовальные станки Chevalier, Шлифовальные станки Goeckel, Плоскошлифовальные станки Jung, Оптические профильные станки Wasino, Шлифовальные станки Studer, Кулачковые шлифовальные станки Landis, Шлифовальные станки Lidkoping, Заточные станки Vollmer, Точилки Sunnen, Круглошлифовальные станки с ЧПУ, Внутренние шлифовальные станки с ЧПУ, Станки для заточки лезвий, пила заточка лезвий, врезной шлифовальный станок, фрезерные станки и многие другие типы и бренды бывшего в употреблении станка на продажу.
Удовлетворение потребностей клиентов – наша ключевая цель, так как мы хотим, чтобы вы вернулись за очередным визитом и привели с собой друга. Итак, если вам нужна подержанная машина, на сайте machtechnica.com есть широкий выбор для вас.
Интерметаллические фазы и коррозионная стойкость стали
Влияние интерметаллических фаз на коррозионную стойкость сварных деталей из сверхдуплексной и супераустенитной нержавеющей сталиА. Дж. Леонард +, П. Вуллин + и Д. К. Бакстон *
+ TWI Ltd
Granta Park, Great Abington, Cambridge, CB1 6AL, UK
* Сейчас в Capcis Ltd
Capcis House, 1 Echo Street, Manchester, M1 7DP, UK
Всемирная конференция по нержавеющей стали Гаага, Нидерланды, 13-15 ноября 2001 г.
Номер рукописи: P0185
Абстрактные
Супердуплексные, супераустенитные и никелевые сплавы обладают исключительной коррозионной стойкостью и доказали свою эффективность во многих агрессивных средах.Однако эти высоколегированные материалы подвержены образованию интерметаллических фаз при воздействии термических циклов в диапазоне 600-1000 ° C, что обычно может происходить во время сварки.
В ходе исследования были изучены четыре сплава: UNS S31254, S32760, S32750 и N08825, которые были сварены с использованием превосходного Ni-Cr-Mo наполнителя в случае супераустенитной стали, сверхдуплексных наполнителей с повышенным содержанием никеля для сверхдуплексных нержавеющих сталей и AWS E / Расходные материалы типа ERNiCrMo-3 для сплава N08825.Сварные швы были получены с различными уровнями энергии дуги, представляющими условия: (i) в пределах типичной производственной практики, (ii) на верхнем уровне типичной производственной практики и (iii) выше типовой практики. Объемная доля интерметаллической фазы определялась для каждого материала и режима сварки. Коррозионные характеристики сварных швов оценивались с помощью краткосрочных испытаний на критическую температуру точечной коррозии, а также с использованием долгосрочных испытаний в моделируемых условиях эксплуатации: хлорированная морская вода, CO 2 / O 2 солевой раствор, CO 2 / H 2 S рассол и суровые условия нефтепереработки.
Результаты показали, что в соответствии с надлежащей производственной практикой сварные швы, содержащие менее 1% интерметаллидов, были получены в сверхдуплексной нержавеющей стали, а в высоколегированных никелевых основных металлах сварных швов образовалось от 1,4 до 2,4% интерметаллидов металла шва. В случае супердуплексных расходных материалов этот показатель увеличивается до 1,7–2,9% при использовании условий, превышающих типичные для промышленной практики. Увеличение энергии дуги было связано со снижением критической температуры питтинга. Однако в смоделированных условиях эксплуатации сварные швы не показали значительной коррозии.Даны рекомендации по установке критериев пригодности для обслуживания.
1. Введение
Превосходная локальная коррозионная стойкость супердуплексных и супераустенитных нержавеющих сталей и сплавов Ni-Fe-Cr обусловлена высоким содержанием легирующих элементов, в частности Cr, Mo и N. Однако эти высоколегированные материалы подвержены образованию интерметаллических фаз. , которые образуются при температуре от 600 ° C до 1000 ° C. Такие температуры наблюдаются во время термического цикла сварного шва, что дает возможность образования интерметаллидов в сварных швах, особенно для высоколегированных марок, где осаждение может начаться в течение нескольких десятков или сотен секунд [1,2] .
Высоколегированные нержавеющие стали и сплавы Ni-Fe-Cr подвержены локальной коррозии, например Точечная коррозия в агрессивных хлоридсодержащих средах и интерметаллические осадки могут значительно снизить коррозионную стойкость. Интерметаллические фазы богаты легирующими элементами, особенно Cr и Mo, по сравнению с окружающей матрицей, и поэтому по мере образования интерметаллической фазы вокруг частиц может образовываться зона, обедненная Cr и Mo. Степень истощения сплава будет зависеть от испытанных термических циклов и будет определять снижение коррозионной стойкости [1,2] .Цели данной работы заключались в том, чтобы количественно оценить изменение образования интерметаллической фазы в диапазоне условий сварки для супердуплексных, никелевых и супераустенитных сплавов, а также определить их влияние на коррозионную стойкость в реальных условиях эксплуатации.
2. Методика эксперимента
2.1. Материалы
Для испытаний были выбраны четыре коррозионно-стойких сплава: один супераустенитный сплав: UNS S31254, два супердуплексных сплава: S32760 и S32750 и один сплав Ni-Fe-Cr: N08825.Они называются материалами от A до D. соответственно. Материалы были в форме пластин с номинальной толщиной 10 мм. Таблица 1a показывает их химический состав.2.2.Сварка
Процесс TIG использовался для корневого и второго проходов, в то время как проходы заполнения и укупорки наносились с использованием процесса MMA. Во всех случаях предварительный нагрев не использовался, а температура между проходами была ограничена ниже 150 ° C. В качестве защитного и защитного газов использовался аргон. Типичные составы металла сварного шва для используемых расходных материалов перечислены в Таблица 1b .В случае S31254 использовался превосходный наполнитель Ni-Cr-Mo, сверхдуплексные расходные материалы с сверхлегким никелем использовались для двух супердуплексных марок, а расходные материалы типа AWS E / ERNiCrMo-3 использовались для сплава N08825.
Сварочный ток и скорость перемещения варьировались для получения сварных швов с тремя различными уровнями энергии дуги: низким (L): от 0,9 до 1,6 кДж / мм, средним (M): от 1,1 до 2,0 кДж / мм и высоким (H). : от 1,9 до 3,2 кДж / мм, что соответствует условиям (i) в пределах типичной производственной практики, (ii) на верхнем уровне типичной производственной практики и (iii) выше типовой производственной практики.
Сварные швы были обозначены буквой «W», за которой следовали «A, B, C или D» для обозначения основной стали, а затем «L, M или H». Если было выполнено более одного сварного шва каждого типа, они были отмечены номером, например 1 или 2.
2.3. Характеристика
Для определения локализованного пика и средней объемной доли интерметаллических фаз в каждом сварном шве были приняты две различные методики подсчета точек: Массив полей 4×4 в областях, определенных предварительным микроскопическим исследованием как содержащие самые высокие уровни, при увеличении X1250 или X1400.(ii) Чтобы определить средний уровень осадков: было подсчитано 16 полей измерения с использованием сетки 100 точек (10×10) в случайных местах в пределах корневого и второго прогонов сварного шва. Используемое увеличение составляло X1250 или X1400. Фазовый баланс был также определен в каждой из следующих областей супердуплексных материалов: основная сталь, крышка металла шва, корень металла шва, HAZ крышки и корневая HAZ.
2.4. Краткосрочные испытания на коррозию хлористого железа
Испытания на критическую температуру точечной коррозии (CPT) хлорида железа проводились, как правило, в соответствии с ASTM G48 Method C [3] .Поверхности сварных швов были оставлены как сваренные, за исключением обезжиривания, а стороны и концы образцов были подготовлены к чистоте зернистости 120 и 1200 соответственно. Воздействие началось при 27,5 ° C. Прирост температуры составил 2,5 ° C. Эту процедуру повторяли до тех пор, пока не была обнаружена потеря металла при визуальном осмотре или пока не была зафиксирована потеря веса, превышающая 20 мг. Первая температура, при которой возникла точечная коррозия, была принята за CPT.
2,5. Долгосрочные коррозионные испытания в моделируемых условиях эксплуатации
2.5.1. Образцы для испытаний
Образцы были размером ~ 25 на 50 мм на полную толщину, так что открытые поверхности включали как заглушку сварного шва, так и основание, а также обрезанные кромки. Поверхности сварных швов были обезжирены, а кромки и концы образцов были подготовлены к чистоте зерна 120 и 1200 соответственно. Массу образца регистрировали до и после испытания. После завершения испытания на коррозию образцы исследовали визуально, и, если наблюдались признаки коррозии, проводили исследование в сканирующем электронном микроскопе (SEM).
2.5.2. Тест на хлорированную морскую воду
Дублированные образцы сварных швов супераустенитного и обоих супердуплексных марок были погружены в естественную морскую воду, поддерживаемую при постоянной температуре 40 ° C. Испытательный сосуд был открыт для атмосферы, что позволяло диффузию кислорода в испытуемый раствор. К исследуемому раствору непрерывно добавляли разбавленный раствор гипохлорита натрия (приблизительно 1%) для достижения уровня свободного хлора от 0,5 до 1,0 ppm на протяжении всего испытания. Электрохимический потенциал регистрировали в течение периода воздействия.После 36 и 62 дней воздействия образцы были извлечены и исследованы визуально под бинокулярным микроскопом. Были проведены измерения потери массы. Поскольку никаких признаков коррозии обнаружено не было, температура испытания была увеличена с 40 ° C до 53 ° C при повторном погружении после второй проверки до конца испытания на 91 день. После извлечения из испытательного раствора образцы были очищены. в воде, осмотрели в бинокль и повторно взвесили.
2.5.3. CO
2 / O 2 Испытание в рассолеРассол, содержащий CO 2 / O 2 , был разработан для моделирования систем попутной воды, в которых могут быть высокие температуры (80–100 ° C) и могут присутствовать небольшие количества O 2 .Образцы супераустенитной стали (UNS S31254), одной из супердуплексных марок (UNS S32750) и сплава Ni-Fe-Cr N08825 суспендировали в деаэрированном 3% -ном растворе NaCl при 80 ° C, газовой смеси CO 2 и 0,4. % O 2 вводили и барботировали через раствор в течение 90-дневного периода испытания. Общее испытательное давление составляло 2,5 бар изб., Что давало парциальное давление CO 2 , равное 2 барам. После завершения испытания образцы промывали в воде, осматривали визуально и повторно взвешивали.Потеря массы для каждого образца была также определена после второй операции очистки с использованием 40% соляной кислоты для удаления потускнения [4] .
2.5.4. CO
2 / H 2 S солевой тестСреда, содержащая H 2 S, была выбрана в соответствии с рекомендованными эксплуатационными пределами NACE MR0175-99 для UNS S32760 [5] . Испытательный раствор содержал деаэрированный 12% NaCl с добавлением 0,34 г / л бикарбоната натрия для получения значения pH 4 при температуре и давлении испытания.Образцы для испытаний на четырехточечный изгиб были взяты из двух супердуплексных марок. Образцы имели неповрежденный корень и были деформированы до 0,2% пластической деформации на подошве сварного шва. После нагревания до температуры испытания, то есть 100 ° C, смесь испытательного газа CO 2 / H 2 S / N 2 была введена в сосуд, обеспечивая парциальное давление CO 2 и H 2 S, равное 2 и 0,2 бара соответственно, и продолжительность испытания составила 90 дней. В конце периода испытаний образцы были осмотрены, как описано в разделе 2.5.2 выше.
2.5.5. Жесткое испытание на нефтеперерабатывающем заводе
Тест включал приготовление пасты NH 4 Cl (160 мл дистиллированной воды и 330 г NH 4 Cl), которую помещали в стеклянный контейнер внутри автоклава. В автоклав налили примерно один литр дистиллированной воды. После герметизации систему перед испытанием продували газом N 2 для удаления кислорода. Использовались два набора образцов: один помещался в пасту, другой – в паре.В тест были включены все четыре материала. Автоклав нагревали до температуры 148 ° C и повышали давление до 18 бар с помощью газа N 2 . Продолжительность испытания составила один месяц. Вода на дне сосуда обеспечивала влажность в паровой фазе приблизительно 20% при парциальном давлении водяного пара 4,5 бар. После разгрузки автоклава образцы промывали водой, визуально проверяли под бинокулярным микроскопом на наличие признаков коррозии и повторно взвешивали.
3.Результатов
3.1. Металлография
3.1.1. Материал A: супераустентичная сталь – UNS S31254
Каждый из сварочных металлов материала A содержал широко распространенные междентритные интерметаллические фазы, объемная доля которых обычно увеличивалась с увеличением энергии дуги, Таблицы 2 и 3 . Объемная доля пика увеличилась с 1,8% до 2,4%. Наиболее плотные осадки выпали в повторно отапливаемых районах. Сварной колпачок и полосы в нижних частях повторно нагретых проходов показали меньше осадков.Средняя объемная доля интерметаллидов была ниже, но показала аналогичную тенденцию к результатам увеличения объемной доли пика от низкой энергии дуги (1,4%) до высокой энергии дуги (1,8%). На рис. 1 показана типичная микроструктура корня шва при сварке с высокой энергией дуги. Интерметаллические частицы имели неправильную форму и обычно составляли от 1 мкм до 4 мкм во всех размерах. Выделение HAZ не может быть определено количественно, хотя имеются свидетельства преимущественного травления границ зерен HAZ и при более высоких энергиях дуги некоторая «пятнистость» и утолщение границ при травлении.Рис.1. Типичная световая микрофотография корневой микроструктуры шва UNS S31254 WAh2
3.1.2. Материал B: супердуплексная сталь – UNS S32760
Все сварные швы материала B имели типичную ферритно-аустенитную структуру с островками аустенита в ферритной матрице. Присутствовало несколько небольших участков вторичного аустенита, обычно лежащих между проходами сварки, и наиболее многочисленные из-за преднамеренно «неправильных» процедур сварки, то есть средней и высокой энергии дуги.Объемные доли феррита для каждого из сварных швов показаны в Таблице 4 . Сообщенные значения находились в ожидаемом диапазоне [6] .
Сварные швы со средней и высокой энергией дуги содержали интерметаллические фазы в области, охватывающей корневой и второй сварные проходы. В этих образцах пиковые объемные доли составляли 0,8% и 1,7% соответственно в середине областей осаждения (, таблица 2, ). Случайный подсчет точек дал средние объемные доли в корневом и втором проходе равные 0.6% и 0,5% соответственно ( Таблица 3 ). Сварочный шов с низкой энергией дуги содержал только несколько частиц в корне шва, возможно, интерметаллических соединений. На рис. 2 показана микроструктура корневого валика в образце WBh2. Интерметаллические частицы имели неправильный размер и морфологию, Рис. 2b , и имели тенденцию к удлинению на границах раздела аустенит-феррит. Типичные образцы имели ширину 1-2 мкм и длину примерно до 10 мкм.
а) световая микрофотография
б) электронное изображение интерметаллической фазы в отраженных электронах
Фиг.2. Микроструктура корня швов WBh2 UNS S32760
ЗТВ содержала осадки, морфология которых позволяет предположить, что некоторые из них были нитридами, а некоторые – интерметаллидами. Все образцы с разной энергией дуги показали аналогичные высокотемпературные характеристики ЗТВ с группами ямок травления внутри ферритных зерен и декором на границах субзерен феррита. Они согласуются с нитридами хрома.
3.1.3. Материал C: UNS S32750
Каждый сварной шов содержал небольшую долю интерметаллических фаз, преимущественно во втором цикле сварного шва, и несколько небольших участков вторичного аустенита в направлении крышки сварного шва.Высокотемпературная ЗТВ показала ограниченное количество мелких внутризеренных нитридов, но никаких интерметаллических фаз обнаружено не было. Объемная доля феррита в каждом сварном шве показана в Таблице 4 и находилась в ожидаемом диапазоне [6] .
Максимальный уровень интерметаллических фаз был самым высоким в сварном шве средней энергии дуги. Было определено, что это составляет 2,6% ср. 0,8% в образце с низкой энергией дуги и 1,3% в образце с высокой энергией дуги (, таблица 2, ). Однако случайный подсчет точек показал более низкие средние объемные доли, которые увеличивались с увеличением энергии сварочной дуги, Таблица 3 .Что касается S32760, типичные осадки имели ширину 1-2 мкм и длину примерно до 10 мкм.
3.1.4. Материал D: сплав Ni-Fe-Cr UNS N08825
Все металлы сварного шва содержали междендритные частицы второй фазы, которые были достаточно однородными по всему металлу шва. Объемные доли частиц интерметаллической фазы показаны в таблицах 2, и 3 и немного увеличиваются с увеличением энергии дуги.
Исследование с помощью SEM подтвердило наличие частиц второй фазы неправильной морфологии и размером до 5 мкм.Выделение HAZ не может быть определено количественно с точки зрения размера или объемной доли, но границы зерен в этой зоне показали преимущественное травление по сравнению с исходным материалом, становясь все более выраженным при более высокой энергии дуги.
3.2. Тестирование хлорида железа
Результаты отображаются на Рис.3 . Образцы супераустенитной стали показали самые высокие значения CPT, вплоть до 55 ° C, в то время как точечная коррозия впервые наблюдалась на сверхдуплексных сплавах при температурах от 35 до 40 ° C.Как правило, по мере увеличения энергии дуги сварного шва CPT уменьшалась, хотя между образцами со средней и высокой энергией дуги не было большой разницы. Критические температуры питтинга основного материала, рассчитанные на основе опубликованных данных [3] , составили примерно 60 ° C. Во всех случаях измеренные значения сварных швов были ниже значений основного материала, как и следовало ожидать.Рис.3. Данные CPT по хлористому железу
Было обнаружено, что место поражения различается в зависимости от образцов UNS S31254, в основном подверженных коррозии на сторонах образца на линии плавления.Для двух супердуплексных марок атака снова была на сторонах образца, как правило, в области корневого шва или области металла сварного шва второго / третьего прохода.
3.3. Долгосрочные коррозионные испытания в моделируемых условиях эксплуатации
3.3.1. Тест на хлорированную морскую воду
Результаты изменения веса, показанные на Рис.4 , были небольшими, что указывает на отсутствие значительной коррозии в течение периода испытаний. Кроме того, не было значительной разницы между результатами сварки с низкой и высокой энергией дуги.Потеря массы увеличивалась со временем, и максимальная зарегистрированная потеря массы за 91 день воздействия составила 5,7 мг. Это представляет собой очень низкую равномерную скорость коррозииРис.4. Результаты испытаний по потере массы хлорированной морской воды
Потенциалы коррозии, которые были зарегистрированы в течение периода испытаний, нанесены на Рис. 5a, b и c . Первоначальные показания потенциала были приблизительно от -200 до -300 мВ SCE, но в течение первых нескольких дней испытания потенциалы коррозии образцов увеличились до значений выше 0 мВ.Во время трехмесячного испытания на всех сплавах были зарегистрированы потенциалы от +500 до +600 мВ. Однако потенциалы не были стабильными и наблюдались значительные колебания. Типичное поведение показано на графике зависимости времени от потенциала коррозии, Fig. 5d , который был записан после 19 дней воздействия.
а) UNS S31254
б) UNS S32760
c) UNS S32750
Рис.5. Потенциал коррозии во время испытаний хлорированной морской водой:
Возможные колебания UNS S31254
3.3.2. CO
2 / O 2 испытание в рассоле После экспонирования все испытательные образцы выглядели потускневшими до коричневого цвета с некоторым черным обесцвечиванием вокруг сварной крышки. Визуальных свидетельств точечной коррозии или какой-либо щелевой коррозии в местах крепления образцов не было, но произошла некоторая коррозия от сварочных брызг на крышке.Результаты потери массы приведены в Таблица 5 и, как правило, низкие, что указывает на отсутствие коррозионного воздействия, за исключением WCL1 и WCh3-F2.Результаты после легкой чистки щеткой показали небольшое увеличение веса, вероятно, отражающее накопление оксида Fe / Cr на поверхности сварного шва. Дальнейшее окисление оксидов сварного шва во время испытания на коррозию может привести к увеличению веса и потускнению. Потери массы, зарегистрированные после очистки в HCl, позволяют предположить, что эти оксиды были удалены. Потери, зарегистрированные для образцов WCL1 и WCh3-F2, не сопровождались какими-либо визуальными признаками коррозии и считаются маловероятным результатом коррозионного воздействия, но, скорее всего, вызваны удалением оксидов сварного шва и сварочных брызг.Подобная потеря массы наблюдалась в тесте с хлоридом железа во время первоначального воздействия.
3.3.3. CO
2 / H 2 S солевой тест Данные о потере массы приведены в Табл. 6 . Визуальный осмотр, проведенный после испытания, не выявил никаких признаков коррозионного воздействия, и все образцы были похожи по внешнему виду. Все образцы претерпели некоторую потерю массы в течение периода испытаний ( Таблица 6 ). Максимальное значение было 34 мг на образце WBh2-F4, но что касается испытания солевого раствора CO 2 / O 2 , поскольку не было визуальных признаков коррозии, потеря массы, как полагают, происходит из-за потери оксида сварного шва.Хотя различия были небольшими, сварные швы с высокой энергией дуги давали более высокую потерю веса, чем сварные швы с низкой энергией дуги. Сварные швы стали S32760 показали большую потерю веса, чем сталь S32750.3.3.4. Жесткое испытание воды на нефтеперерабатывающем заводе
Результаты потери массы, которые отображаются в Таблица 7 , очень низкие. Визуальный осмотр подтвердил минимальную коррозию.4. Обсуждение
4.1. Характеристики осадков
В исследованном диапазоне энергий дуги объемная доля интерметаллической фазы в металлах сварных швов на основе никеля увеличилась всего на 50%, в то время как в сверхдуплексных металлах сварных швов показатель увеличился с менее чем 0.От 5% до примерно 2,6% максимум. Следует отметить, что максимальная использованная энергия дуги значительно превышала рекомендованные производителем уровни и в равной степени превышала максимальные уровни, которые обычно ожидаются для промышленной сварки. Возможно, более важным является тот факт, что размеры отдельных частиц мало различались между различными уровнями энергии дуги. В случае сверхдуплексного металла сварного шва частицы имели тенденцию расти вдоль границ аустенит / феррит и становились более многочисленными, но ширина частиц мало изменялась в зависимости от энергии дуги.Металлы сварных швов на основе никеля обычно показывают увеличенное количество частиц, а не более крупные частицы при более высокой энергии дуги. Однофазные отложения сварных швов превращаются в интерметаллическую фазу в обогащенных сплавом междендритных областях, а размер дендритов был относительно постоянным для исследованных сварных швов, что обычно требовало изменения скорости охлаждения на порядок величины для возникновения значительных изменений. В супердуплексных месторождениях интерметаллиды имеют тенденцию образовываться в тонких участках феррита между двумя островками аустенита. Поскольку аустенит по существу не превращается в интерметаллическую фазу, размер частиц в некоторой степени ограничен расстоянием между аустенитными звеньями.
4.2. Коррозионная стойкость
4.2.1. Тесты на хлорид железа
Общее снижение значений CPT наблюдалось для трех сплавов A, B и C по мере увеличения энергии дуги. Однако сокращение было небольшим; Сообщалось о значительном снижении CPT по сравнению с поведением материала основной пластины, вплоть до 40 ° C. . Однако разброс на этом опубликованном графике падения CPT в зависимости от объемной доли интерметаллида является значительным, и это согласуется с тем, что размер отдельных выделений более важен, чем объемная доля [1,2] .Температура, при которой образуется осадок, также будет иметь значение. Для уменьшения сопротивления питтингу обедненный слой должен быть достаточного размера, чтобы содержать стабильное ядро питтинга, а ширина обедненного слоя и степень истощения сплава являются функцией скорости диффузии. Следовательно, было предложено, чтобы фактором, контролирующим коррозионную стойкость, была ширина обедненного слоя, а не объемная доля. Например, размер стабильного ядра ямки может составлять 0,1 мкм [8] .Было показано, что выделения, образовавшиеся при изотермическом старении, которые больше, чем образовавшиеся во время сварки, более вредны для CPT для данной объемной доли [1] .Рис.6. Влияние содержания интерметаллидов на снижение CPT [3]
Настоящие данные включены в опубликованные данные в Fig.6 и попадают в полосу разброса. Данные были нанесены дважды; во-первых, используя опубликованные значения CPT основного материала для расчета снижения CPT (значение исходного материала составляло ~ 60 ° C для всех этих сплавов S31254, S32760 и S32750) и результатов объемной доли “ пика ” интерметаллидов, а во-вторых, взяв разница между результатами сварки хлористого железа с низкой и высокой энергией дуги и использованием данных «средней» объемной доли интерметаллидов.Следует признать, что при сравнении значений CPT сварного шва и основного материала значительное снижение не является полностью результатом образования интерметаллидов. Два метода изображения данных в Fig.6 представляют две крайности, которые можно было бы рассмотреть.
В то время как интерметаллические выделения были более выраженными в никелевых наплавленных швах, они были достаточно легированными, что потребовалось бы существенной потери коррозионной стойкости, чтобы довести металл сварного шва до уровня основной стали.Следовательно, в сварных швах из супераустенитных сплавов и сплавов Ni-Fe-Cr гораздо более вероятно, что коррозионная стойкость будет контролироваться HAZ или линией плавления, где выделение или образование несмешанной зоны (UMZ) с связанной с ними сегрегацией Mo может происходить. Образование UMZ, состоящего из расплавленного основного материала, не смешанного с расходным материалом, и его потенциально ограничивающее влияние на коррозионную стойкость сварных швов в UNS S31254 хорошо задокументированы [9] . В супераустенитном сплаве разрушение наблюдалось на стороне образца на линии плавления и, как полагают, связано с присутствием UMZ, который ранее считался областью с наименьшим сопротивлением точечной коррозии для сварных швов в этом материале [9 , 10] .Кроме того, снижение коррозионной стойкости, связанное с присутствием сварочного оксида и обедненного хромом слоя на поверхности корня и крышки, в этом случае оказывается менее значительным, чем влияние UMZ.
Для двух супердуплексных марок атака была также на сторонах образца, как правило, в области металла корневого шва или около средней толщины, что эквивалентно второму / третьему проходу. Эти области были связаны с наибольшей концентрацией интерметаллидных фаз.Результаты показывают, что поверхность корня, которая обычно является поверхностью, которая подвергается воздействию окружающей среды, имеет лучшее сопротивление питтингу в испытании G48, чем металл сварного шва на сторонах образца. Это, вероятно, отражает тот факт, что интерметаллические фазы не имеют тенденции к формированию на поверхности корня шва, а концентрируются дальше в сварном шве, хотя при высокой энергии дуги S32760 интерметаллическая фаза сварного шва наблюдалась рядом с пальцами корня шва. Однако нападения на этом месте не было.
Испытание на хлорид железа – это очень серьезное испытание на ускоренную коррозию, и хотя оно используется для ранжирования коррозионных характеристик сплавов, значение любого сравнения с коррозионной стойкостью в совершенно разных условиях эксплуатации, например.г. использование в долгосрочных коррозионных испытаниях, остается под вопросом.
4.2.2. Влияние интерметаллической фазы на коррозионную стойкость в условиях эксплуатации
В ходе длительных испытаний, проведенных в смоделированных условиях эксплуатации, серьезной коррозии не наблюдалось. Условия испытаний соответствовали условиям эксплуатации и считались достаточно суровым испытанием характеристик сварного соединения.
Испытание хлорированной морской водой началось при 40 ° C, что на 10 ° C выше стандартного предела NORSOK [11] , и поскольку коррозии не было обнаружено, температура была повышена до 53 ° C.Признано, что предел NORSOK считается суровым и что испытательные образцы могли быть до некоторой степени «кондиционированы» воздействием более низкой температуры испытания, но в целом считается, что испытание продемонстрировало коррозионную стойкость свариваемых образцов к воздействию высоких температур. хлорированная морская вода.
Предыдущие испытания в рассоле, содержащем CO 2 / O 2 , были проведены Rogne и Johnsen [12] . Они посчитали, что при 80 ° C и 200ppb O 2 может возникнуть локальная коррозия на S31254, и максимальная рабочая температура 60 ° C была рекомендована для сварного S31254, если присутствует 200ppb O 2 .Поэтому использованные условия испытаний были более суровыми, чем рекомендованные, но коррозии не наблюдалось.
Испытания солевого раствора CO 2 / H 2 S и NH 4 Cl основывались на условиях NACE [5] и промышленном опыте соответственно и считались достаточно сложными. Образцы на изгиб, подвергнутые испытанию на кислую среду, не показали каких-либо признаков коррозии или растрескивания, а образцы в недеформированном состоянии не показали значительной коррозии. Аналогичное поведение наблюдалось при испытаниях NH 4 Cl.Умеренные потери массы, до 65 мг, наблюдались на ряде образцов. Однако не было визуальных свидетельств локальной коррозии ни на одном из этих образцов, и считается, что потеря массы произошла в основном из-за удаления сварочных брызг во время испытания или очистки после испытания.
Таким образом, образцы сварных швов как с низкой, так и с высокой энергией дуги имели достаточную коррозионную стойкость, чтобы выдерживать хлорированную морскую воду, CO 2 / O 2 солевой раствор, CO 2 / H 2 S и NH 4 Cl тестовые среды.Следовательно, материалы с интерметаллической фазой аналогичного типа и с сопоставимыми объемными долями будут считаться подходящими для работы в этих средах. Коррозионное воздействие на образцы с высокой энергией дуги можно было бы ожидать, если бы в процессе сварки образовалась интерметаллическая фаза, которая значительно снизила коррозионную стойкость. Однако краткосрочные тесты показали, что влияние интерметаллида было довольно небольшим.
Объемные доли интерметаллической фазы, полученные в этой работе, были низкими по сравнению с уровнями, полученными при изотермическом старении, но диапазон энергии дуги был широким и выходил далеко за рамки текущей рекомендуемой практики сварки.
4.3. Практическое значение
Для обеспечения оптимальной коррозионной стойкости сверхдуплексной сварки условия сварки должны быть ограничены, например: до энергии дуги от 0,5 до 1,5 кДж / мм и температуры между проходами <100 ° C, чтобы минимизировать образование интерметаллической фазы. Супераустенитный сплав UNS S31254 и сплав Ni-Fe-Cr N08825 не требуют такого тщательного контроля условий сварки для сведения к минимуму образования интерметаллидов металла шва, но более низкая энергия дуги дает улучшенную коррозионную стойкость, возможно, за счет минимизации выделения HAZ и сегрегации UMZ.
Металлографическое исследование интерметаллической фазы обычно является частью аттестации процедуры сварки для сверхдуплексных нержавеющих сталей. Когда образуются некоторые частицы, часто выполняется точечный подсчет и предпринимаются попытки установить допустимый верхний предел, обычно около 1-2%. Однако размер осадков, возможно, имеет значение, поскольку ожидается, что более крупные частицы образуют более обширные обедненные зоны. Исходя из этой работы, сварные швы с 2-3% интерметаллической фазы могут рассматриваться как коррозионно-стойкие.Демонстрация соответствия назначению должна быть основана на реалистичных смоделированных эксплуатационных испытаниях наихудшего случая, а не на краткосрочных типовых испытаниях для контроля качества.
5. Выводы
- Обычно объемная доля интерметаллидов увеличивается с увеличением энергии дуги в супердуплексных, супераустенитных нержавеющих сталях и никелевых сплавах.
- Сварные швы в сверхдуплексной стали (UNS S32760 и S32750) имели объемную долю интерметаллических соединений металла шва менее 1% при сварке в пределах, типичных для надлежащей промышленной практики.
- Сварные швы, полученные с высокой энергией дуги, до 3,2 кДж / мм, т.е. выше стандартной производственной практики, имели максимальную объемную долю интерметаллических соединений металла шва от 1,7% до 2,9%.
- Междендритные интерметаллические выделения, образующиеся в высоколегированных никелевых основах сварных металлов. При соблюдении типичной надлежащей производственной практики объемная доля интерметаллида составляла от 1,4 до 2,4%.
- Наблюдалось небольшое изменение размера интерметаллических частиц в зависимости от энергии дуги.
- Коррозионная стойкость сварных образцов, содержащих интерметаллические выделения, полученные при сварке с энергией дуги, значительно превышающей типичные промышленные пределы, была снижена с небольшим запасом в краткосрочных испытаниях на точечную коррозию, но в смоделированных условиях эксплуатации не было зарегистрировано никакой разницы в коррозионных характеристиках, поскольку ни один из образцов не показал значительной коррозии.
6. Благодарности
Эта работа финансировалась Avesta Polarit, BP Exploration Operating Co Ltd, DERA, ESAB AB, Esso Engineering (Europe) Ltd, Fabrique de Fer de Charleroi SA и Shell UK Exploration and Production. Благодарим спонсоров за поддержку. Авторы также хотят поблагодарить всех своих коллег из TWI, которые помогали в практической работе.
7. Список литературы
- Фрэнсис Р. «Обсуждение влияния σ-фазы на общую и питтинговую коррозионную стойкость дуплексной нержавеющей стали SAF 2205». Brit Corr J 1992 27 (4) 319-320.
- Gooch T G: «Коррозионное поведение сварной нержавеющей стали». Сварка J 1996 75 (5) 135-154.
- ASTM G48-97 ε 1 : «Стандартные методы испытаний на стойкость к точечной и щелевой коррозии нержавеющих сталей и родственных сплавов с использованием растворов хлорида железа».
- Публикация 3M182 NACE: «Коррозионные испытания химических чистящих растворителей».
- NACE MR0175-99: «Стандартные требования к материалам для сульфидных металлических материалов, стойких к растрескиванию под напряжением, для нефтепромыслового оборудования».
- Gunn R N: «Дуплексные нержавеющие стали». Abington Publishing, Cambridge, 1997, 118.
- Gunn R N: «Влияние термических циклов на свойства пластин из дуплексной нержавеющей стали с 25% Cr – предварительные исследования». Отчет членов TWI 505, 1995.
- Mattin S P: «Зарождение ямок коррозии в нержавеющей стали». Кандидатская диссертация, Кембриджский университет, 1994.
- Gooch T G и Elbro A C: «Сварка коррозионно-стойкой высоколегированной аустенитной нержавеющей стали». Коррозия в природных и промышленных средах: проблемы и решения, Градо, Италия, NACE InternationalItalia, Монца, 1995, 351.
- Стенвалл П., Лильяс М. и Валлен Б. «Характеристики сварных швов нержавеющей стали с высоким содержанием молибдена и супераустенитной стали в суровых условиях», Proc Corrosion ’96, Денвер, США, NACE Houston, 1996, статья 419.
- Стандарт NORSOK M-001 Ред. 2 ноября 1997 г .: «Выбор материалов».
- Rogne T и Johnsen R: «Влияние CO 2 и O 2 на коррозионные свойства UNS S31254 и UNS S31803 в рассоле». Proc Corrosion ’92, NACE International, Хьюстон, статья 295.
Таблица 1a Химический анализ каждого из исходных материалов.
| Материал | Элемент,% (м / м) | PRE N / PRE W | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | P | Cr | 9047 9047Mo | Ni | W | N | ||||
| S31254 (A) | 0,014 | 0,40 | 0.40 | 0,020 | <0,001 | 20,1 | 0,67 | 6,23 | 18,0 | 0,05 | 0,210 | 44,0 |
| S32760 (B) | 0,03 | 0,38 | 0,64 | 0,027 | 0,003 | 25,4 | 0,62 | 3,53 | 7,1 | 0,64 | 0,203 + | 41,4 |
| S32750 (К) | 0.02 | 0,21 | 0,78 | 0,025 | 0,002 | 24,8 | 0,29 | 3,84 | 6,8 | 0,06 | 0,264 | 41,7 |
| N08825 (Г) ** | 0,010 | 0,30 | 0,69 | 0,018 | <0,001 | 22,5 | 1,85 | 3,31 | бал | 0,05 | 0,010 | 33.6 |
Таблица 1b Сварочные материалы
| Основной материал | Тип расходных материалов | Типичный химический состав металла шва Элементы, мас.% | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| C | Si | Mn | Cr | Ni | Другое | MoПроволока Ni-Cr-Mo | 0.02 | 0,20 | 0,5 | 23,0 | 60,0 | 16,0 | – | |
| (А) | Электрод Ni-Cr-Mo | 0,02 | 0,3 | 0,7 | 25,0 | Бал | 15 | – | ||||||
| S32760 | Супердуплексный провод | 0,015 | 0,4 | 0,7 | 25 | 9,3 | 3,7 | Вт 0,6 | ||||||
| (В) | Cu 0.7 | |||||||||||||
| N 0,23 | ||||||||||||||
| Супердуплексный электрод | 0,03 | 0,3 | 0,7 | 25 | 9,3 | 3,6 | Вт 0,7 | |||||||
| Cu 0.7 | ||||||||||||||
| N 0,23 | ||||||||||||||
| S32750 | Провод для супердуплексной сварки TIG | 0,02 | 0,3 | 0,4 | 25,0 | 9,5 | 4,0 | N 0,25 | ||||||
| (К) | Супердуплексные электроды | 0,03 | 0,5 | 1,0 | 25.0 | 9,5 | 3,6 | N 0,22 | ||||||
| Электроды из никель-хромового сплава | 0,03 | 0,2 | 0,2 | 26,5 | Бал | 14 | ||||||||
| N08825 | ER NiCrMo-3 | <0,03 | <0.02 | <0,5 | 22 | 65 | 9 | Nb 3.5 | ||||||
| (Г) | E NiCrMo-3 | <0,03 | 0,4 | 0,4 | 21,0 | 64 | 9,5 | Nb 3.3 | ||||||
| Fe 3,0 | ||||||||||||||
Таблица 2 Пиковая объемная доля интерметаллической фазы (%), систематически подсчитываемая в матрице полей 4×4.
| Основной материал | Пиковая объемная доля (%) | ||
|---|---|---|---|
| Низкая энергия дуги | Средняя энергия дуги | Высокая энергия дуги | |
| A (UNS S31254) | 1,8 (0,70) | 2,1 (0,7) | 2,4 (0,8) |
| B (UNS S32760) | 0,2 (0,4) | 0,8 (0,7) | 1,7 (1,0) |
| C (UNS S32750) | 0.8 (0,7) | 2,6 (1,1) | 1,3 (0,8) |
| D (UNS N08825) | 2,3 (0,7) | 2,8 (0,6) | 2,7 (0,8) |
Таблица 3 Объемная доля интерметаллической фазы (%), подсчитанная случайным образом по 16 полям.
| Основной материал | Средняя объемная доля (%) | ||
|---|---|---|---|
| Низкая энергия дуги | Средняя энергия дуги | Высокая энергия дуги | |
| A (UNS S31254) | 1.4 (0,8) | 1,9 (0,9) | 1,8 (0,8) |
| B (UNS S32760) | 0,3 (0,2) | 0,6 (0,5) | 0,5 (0,4) |
| C (UNS S32750) | 0,2 (0,2) | 0,3 (0,2) | 0,4 (0,5) |
| D (UNS N08825) | 2,4 (0,6) | 2,4 (0,5) | 2,9 (0,8) |
Таблица 4 Объемная доля феррита (%) в каждом супердуплексном сварном шве.
| Основная сталь | Внутренний диаметр сварного изделия | Феррит% | |||||
|---|---|---|---|---|---|---|---|
| Основной материал | Колпачок | Корень | HAZ колпачка | Корневая HAZ2 | |||
| B) | B | WBL1 | 49 (7) | 46 (5) | 62 (6) | 55 (7) | |
| WBM1 | 51 (7) | 40 (4) | 60 (7) | 60 (7) | |||
| WBh2 | 53 (7) | 48 (7) | 42 (3) | 67 (6) | 58 (8) | ||
| C (UNS S32750) | WCL1 | 44 (5) | 41 (3) | 56 (5) | 44 (4) | ||
| WCM1 | 47 (7) | 43 (5) | 45 (4) | 55 (5) | 49 (6) | ||
| WCh2 | 44 (4) | 44 (5) | 51 (5) | 45 (5) | |||
Таблица 5 Результаты изменения массы для CO 2 / O 2 Испытание на коррозию в рассоле
| Материал | Идентификатор образца | Изменение массы после легкой чистки щеткой (мг) | Изменение массы после очистки в HCl (мг) |
|---|---|---|---|
| A (UNS S31254) | WAL1-F4 WAM1-F2 WAh2-F4 | +10 +10 +13 | -9 -20 -6 |
| C (UNS S32750) | WCL1 WCh3-F2 | +0 +12 | -44 -65 |
| D (UNS N08825) | WDL1 WDh2 | +12 +11 | -7 -8 |
Таблица 6 Результаты потери массы для CO 2 / H 2 S Испытание на коррозию в рассоле
| Материал | Идентификатор образца | Потеря массы (мг) |
|---|---|---|
| B (UNS S32760) | WBL1-F4 WBM1-F2 WBh2-F4 | -21 -13 -34 |
| C (UNS S32750) | WCL1-F4 WCh2-F3 WCh3 | -4 -8 -5 |
Таблица 7 Результаты по потере массы при испытании на сильную коррозию на нефтеперерабатывающем заводе
| Материал | Идентификатор образца | Потеря массы (мг) |
|---|---|---|
| A (UNS S31254) | WAL-1P WAL-1V WAH-1P WAH-1V | -6 -5 -8 -3 |
| C (UNS S32750) | WCL-1P WCL-1V WCH-1P WCH-1V | -9 -9 -8 -3 |
| D (UNS N08825) | WDL-1P WDL-1V WDH-1P WDH-1V | -4 -3 -1 -2 |
Atrakcje dla Dzieci – Bielsko, ląsk, Małopolska
Poznaj nas bliżej
Innowacyjne metody kształcenia, czyli to, co sprawia, że jesteśmy wyjątkowi.Głównym проблема współczesnej edukacji nie jest dostarczanie informacji, ale budowanie intelektualnych modeli rzeczywistości, które czynią tą informację użyteczną. W czasach, kiedy jesteśmy zalewani nadmiarem wiadomości przez prasę, радио, telewizję, czy Internet, najważniejs umiejętnością jest krytyczna ocena, selektosli, wiadomości przez prasę. Tą umiejętność doskonalimy u dzieci od samego początku ich przebywania w Fabryce Kreatywności.
Dalsze cele naszego kształcenia to wszechstronny rozwój jednostki połączony z troską o niezależne myślenie i zdolność krytycznego osądu, po to, aby dziecko nie powielała dlaczego? po co ?.
Każdy z nas ma ukryte talenty, predyspozycje, zalety, to właśnie tutaj, w Fabryce Kreatywności pomagamy je odszukać i pielgnować, aby móc rozwijać dięraz na dawa.
Szansa
Szansa świeżego spojrzenia на Nasze otoczenie Ораз odkrycia Świata на nowo, poprzez przyglądnięcie się prawom fizyki, Chemii, Czy биологии podczas przeprowadzania praktycznych я efektownych doświadczeń Przy możliwie krótkich, aczkolwiek treściwych wyjaśnieniach zachodzących zjawisk ро, чтобы, абы zafascynować Dzieci «Magia» науки , a nie zrazić teoretycznymi wywodami. Szansa dojścia do rozwiązania problemu własnymi siłami z drobną pomocą i wskazówkami od opiekunów.
W trakcie trwania zajęć, dzieci będą zachęcane do utrzymywania mózgów «na wysokich obrotach» и zostaną nagrodzone za swoją kreatywność. Ich pomysły będą zawsze wzięte pod uwagę, bo już wielokrotnie przekonaliśmy się, że młode umysły są skarbnicą inspiracji, z której warto korzystać. Takie postępowanie zapewnia właściwą Interakcję pomiędzy młodzieżą, a Instruktorami, dzięki której tak przyjemnie jest u nas przebywać. Fabryka Kreatywności to również szansa na świetną zabawę w gronie rówieśników oraz możliwość poznania osób o podobnych zainteresowaniach.
Perfekcja
Perfekcja , czyli dbanie o szczegóły, które wpływają na całokształt processu kształcenia i świadczą o najwyższej jakości peługych us. Dokładamy wszelkich starań, aby każdy pokaz, warsztat, impreza urodzinowa, jak również inne pełnione przez nas usługi były dopracowane pod wzgldem merytorycznym, widowtycowzny es. Za każdym razem wielokrotnie sprawdzamy najdrobniejsze elementy, aby stworzyć niesamowite, naukowe show.
Możesz nam zaufać – jesteśmy profesjonalistami w dziedzinie oryginalnych, a zarazem skutecznych i przyjemnych metod nauczania! Najlepszym potwierdzeniem tych słów jest uśmiech dziecka i jego chęć do aktywnego uczestnictwa w zajęciach – daj mu szansę i sam przekonaj się, jak pracujemy!
Бесцентрово-шлифовальный станок
Бесцентрово-шлифовальный станок Glebar Precision Бесцентрово-шлифовальный
Высокоточный автоматизированный бесцентрово-шлифовальный станок с подающей / проходной подачей.Высокоточный автоматизированный бесцентрово-шлифовальный станок GT-610 с ЧПУ с автоматической подачей и проходной подачей, находящийся на высшем уровне в семействе GT ‐ 610, отлично справляется с шлифованием широкого спектра материалов и представляет собой законченное решение для задач, где требуется высокая производительность. степень автоматизации, сбора данных и измерения обратной связи –
получить ценуSTANKO 3M182 Бесцентровые шлифовальные станки: MachTechnica
Бесцентровые шлифовальные станки STANKO 3M182 Диаметр шлифования мин. / макс. 0,8-25 мм Вес 3400 кг Размеры шлифовального круга (диаметр x ширина) 350 x 127 Размеры подающего диска (диаметр x ширина) 250 x 127 Скорость шлифования 1910 об / мин Мощность (кВт): 7,5 Общая мощность 10 кВт, Вес машины 3400 кг.Рейтинг. 5 0 0 0 отзывов. 0 голосов.
получить ценуБесцентровая шлифовальная машина на продажу На складе eBay
сделать предложение Рабочая подставка для бесцентрового шлифовального станка длиной 11 3/4 x высотой 2,345 (g-1-6-4-2) РАБОЧАЯ ОСНОВА ДЛЯ БЕЗЦЕНТРАЛЬНОЙ шлифовальной машины 13 3/4 длины X 3.530 HIGH (G-1-6-2-4) 210,10 $
получить цену8 Принципы бесцентрового шлифования Резка металла
Бесцентровое шлифование начинается там, где обработка прекращается. Обратной стороной бесцентрового шлифования являетсяCincinnati Milacron Бесцентровая шлифовальная машина, внешний диаметр / цилиндрический шлифовальный станок
Cincinnati Milacron Бесцентровая шлифовальная машина, внешний диаметр / услуги цилиндрической шлифовальной машины.Компания Cincinnati Milacron, производящая тысячи станков за более чем 100 лет, пользуется доверием в области бесцентровых шлифовальных станков и круглошлифовальных станков для наружного и наружного диаметров. А когда ваш станок в Cincinnati нуждается в обновлении, нет лучшего имени, чем GCH Machinery.
получить ценуБесцентровое шлифование Wikipedia
Бесцентровое шлифование – это процесс обработки, в котором используется абразивная резка для удаления материала с заготовки. Бесцентровое шлифование отличается от операций центрированного шлифования тем, что не используется шпиндель или приспособление для определения местоположения и фиксации заготовки; Заготовка закреплена между двумя вращающимися шлифовальными кругами, и скорость их вращения относительно друг друга определяет скорость, с которой материал
получает ценуШлифовальный станок для продажи на SPM Machines (Индия)
Wickman Centerless Grinder Свяжитесь с нами, чтобы узнать цену Khopoli , Индия.Диаметр колеса: 300 мм Ширина колеса: 100 мм. Свяжитесь с нами. Подробности. 1992 Nomoco VSR4 -180 Бесцентровая шлифовальная машина Свяжитесь с нами для уточнения цены Хополи, Индия. Диаметр колеса: 400 мм Ширина колеса: 150 мм. Свяжитесь с нами. Подробности. Станко Русский резьбошлифовальный станок 5820 Свяжитесь с нами, чтобы узнать цену Navi Mumbai, India
узнать ценуБесцентровое шлифование Tulsa Бесцентровое шлифование
Бесцентровое шлифование является основным направлением нашей деятельности на протяжении более 60 лет. Прецизионное бесцентровое шлифование – сложный навык, но наша команда разработала проверенные процессы, которые позволяют им добиться превосходных результатов.У нас есть преданная своему делу и опытная группа руководителей и наставников, которые позволяют членам своей команды стремиться к улучшению результатов каждый день.
получить ценуCenterless Grinding Solutions Ремонт бесцентровых шлифовальных машин
Centerless Grinding Solutions – единственная компания, занимающаяся ремонтом бесцентровых шлифовальных машин, в которую я обращаюсь. Их запасы шлифовальных кругов и шпинделей регулирующих кругов для наших многочисленных бесцентровых шлифовальных машин Viking позволяют нашим шлифовальным станкам работать с минимальным временем простоя. Я бы порекомендовал их для любого бесцентрового шлифовального станка Viking
по ценеДетали бесцентрового шлифовального станка, Компоненты: Цинциннати, Landis
Место первое Позвоните и получите доступ к нашему обширному списку из 10 000 деталей и компонентов бесцентрового шлифовального станка.Ищете ли вы детали бесцентрового шлифовального станка Cincinnati Milacron, Landis, Bryant, Koyo, Micron, Gold Crown или Van Norman, GCH Tool предлагает самый большой в мире инвентарь новых деталей, предлагая более 10 000 новых легкодоступных деталей и узлов для ваших нужд. centerless
получить ценуSTS Наем персонала на бесцентровый шлифовальный станок в Миннеаполисе
Описание Текущая потребность в опытном бесцентровом шлифовальном станке для работы на производственном предприятии в Маленькой Канаде, штат Миннесота.Будет устанавливать и эксплуатировать оборудование и соблюдать все меры безопасности
получить ценуБесцентровая шлифовальная машина на продажу В наличии на eBay
Цинциннати Бесцентровая шлифовальная машина № 2 Модель OM. 202,50 долларов. 3 предложения. Смотреть. Окончание 20 июля в 7:47 по тихоокеанскому времени, 3 декабря, 9 часов. Самовывоз. Бесцентровая шлифовальная машина Cincinatti (1) 250,00 $. 0 ставок. Или лучшее предложение. Окончание 20 июля в 7:53 PDT 3д 9ч. Смотреть. Местный пикап. Бесцентрово-шлифовальный станок Ohmiya Model OC 16A. 100 долларов США. 0
получить ценуШлифовальный станок для продажи на SPM Machines (Индия)
Бесцентровый шлифовальный станок Wickman Свяжитесь с нами, чтобы узнать цену в Хополи, Индия.Диаметр колеса: 300 мм Ширина колеса: 100 мм. Свяжитесь с нами. Подробности. 1992 Nomoco VSR4 -180 Бесцентровая шлифовальная машина Свяжитесь с нами для уточнения цены Хополи, Индия. Диаметр колеса: 400 мм Ширина колеса: 150 мм. Свяжитесь с нами. Подробности. Станко Русский резьбошлифовальный станок 5820 Свяжитесь с нами, чтобы узнать цену Нави Мумбаи, Индия
узнать ценуБесцентровая шлифовальная машина Немецкий перевод Linguee
Инновационная мощь трех компаний является общеизвестной и отражается в совокупности ноу-хау в области круглошлифовального станка уникального качества. по продуктам и группам продуктов: в то время как MIKROSA обладает компетенциями в области бесцентрово-шлифовальных станков, что делает ее лидером на международном рынке и в области технологий, Studer Schaudt GmbH является центром компетенции с обширным ноу-хау в области
get priceCenterless Grinders Kent Industrial USA
Бесцентровые шлифовальные машины обладают компактной конструкцией, позволяющей минимизировать использование производственной площади.Они оснащены гидравлическим устройством правки как для шлифовальных, так и для регулирующих кругов, что обеспечивает плавность и равномерную регулировку колес, а также быструю и беспроблемную настройку.
получить ценуБесцентровое шлифование: не волшебство! Modern Machine Shop
15 декабря 2000 г. Углы рабочих лопаток для бесцентрового шлифования варьируются от 0 до 45 градусов. Для большинства применений бесцентрового шлифования наилучшие результаты дает угол верхнего лезвия 30 градусов. «Основное правило – чем круче угол лезвия, тем быстрее скругление.
Получить ценуБесцентрово-шлифовальные станки на продажу, NewUsed MachineSales
TruTech TT8500 3-осевой бесцентровый профильный шлифовальный станок с ЧПУ. 2140SS) ** Новый компьютер, операционная система, SoftwareMotion Harrison, NJ Просмотреть список TG-12×4, Royal Master, 0.004 “1,5” Колпачок, Автоцикл, Contour Dresse
получить ценуШлифование по наружному диаметру без центра с проходной подачей: параметры и
При бесцентровом шлифовании с проходной подачей заготовка проходит между двумя кругами, шлифовальным кругом и регулирующим кругом (как показано на диаграмме , верно). Оба колеса вращаются в одном направлении, но с разными скоростями. Шлифовальный круг предназначен для удаления материала с заготовки и улучшения качества наружного диаметра детали.
получить ценуКто-нибудь здесь построил базовую бесцентровую шлифовальную машину?
25 ноя, 2008 Ни цилиндрические шлифовальные машины, ни бесцентровые шлифовальные машины здесь не стоят ужасно дорого.Хотя ожидание подходящего аукциона не поможет, если вам понадобятся запчасти на следующей неделе. Не пытаюсь вас отговорить, но гринду тоже нужно научиться. Не так
получить ценуПроизводитель бесцентрового и внутреннего шлифовального станка – Micron USA
Производитель бесцентрового и внутреннего шлифовального станка – Micron USA, Inc. Micron убежден в том, чтобы предлагать высокотехнологичные разработки для достижения инновационных подходов к производственным процессам. Это достигается за счет передачи технических знаний из поколения в поколение.Кроме того, наша философия заключается в разработке надежного оборудования и производстве
по ценеБЕСЦЕНТРАЛЬНЫЕ ШЛИФОВАЛЬНЫЕ МАШИНЫ Centerless Rebuilders Inc.
Новый бесцентровый шлифовальный станок CSV-12 Twin Grip CRI разработан для обеспечения жестких допусков при подаче и подаче. Centerless Rebuilders, INC. 57877 Main Street, New Haven, MI 48048. Телефон: 1-800-249-8103. Наш партнер. По всем вопросам, связанным с бесцентровым шлифованием, обращайтесь к нашему партнеру.
получить ценуCenterless Grinder Issue Practical Machinist
23 июля 2012 г. В любом случае, у меня есть небольшая мастерская по бесцентровому шлифованию в Южном Онтарио, и в настоящее время у меня проблема с моим 2OM Cinci Centerless.Проблема заключается в следующем: Станок 1953 Cincinatti 2OM Бесцентровый (наиболее проблемные детали имеют диаметр 2,363 дюйма и длину 8,5 дюйма) На регулирующем колесе появляются неравномерные рисунки правки.
получить ценуCINCINNATI MILACRON 340-20 Бесцентровые шлифовальные машины, бывшие в употреблении
# 340-20 CINCINNATI MILACRON ‘TWIN GRIP’ БЕСЦЕНТРАЛЬНАЯ ШЛИФОВАЛЬНАЯ МАШИНА Новый 1973/2003, складской номер K15302 ОБОРУДОВАНО: Шлифовальный круг Allen Bradley SLC 5/03 с гидравлическим ПЛК-управлением, Правка, гидравлическое регулирование профиля колеса Правка колес, подача и компенсация сервомотора, серворегулирующий привод колеса, рабочая подставка для сквозной подачи.
узнать ценуКак это работает Бесцентровое шлифование Сегодняшний мир механической обработки
Бесцентровое шлифование, как следует из названия, представляет собой процесс шлифования поверхности токарной детали или круглого прутка материала без необходимости поддерживать обрабатываемую деталь на центрах. Производственный цех Boston Centerless. На переднем плане – зона сквозного шлифования; Сзади слева, за окном, находится лаборатория контроля качества, где закончено
получить ценуБесцентровая шлифовальная машина Linguee
Инновационная мощь трех компаний является общеизвестной и находит свое отражение в совокупности ноу-хау в области круглого шлифования уникального качества. , распределенная по продуктам и группам продуктов: в то время как MIKROSA обладает компетенциями в области бесцентровых шлифовальных станков, что делает ее лидером на международном рынке и в области технологий, Studer Schaudt GmbH является центром компетенции с обширными ноу-хау в шлифовальном станке
get priceроссия transportmarfuri
Бесцентрово-шлифовальные станки Бесцентрово-шлифовальные станки Технология бесцентрового шлифования и бесцентровые шлифовальные станки от Koyo Machine Industri Koyo остается мировым лидером в области шлифовальной техники в россии Шлифование: станки Makino G Seri One, множество возможностей 5-осевые шлифовальные машины от Makino фрезерования ,, Свяжитесь с нашим
получить ценуБесцентровый шлифовальный станок Реконструкция: модернизация, восстановление
Бесцентровая шлифовальная машина Восстановление, модернизация шлифовальных машин Cincinnati Milacron • Шлифовальные машины Gold Crown • Шлифовальные машины Van Norman и многое другое.Когда приходит время модернизировать бесцентрово-шлифовальный станок, GCH Machinery – это имя, которое приходит в голову наиболее уважаемым производителям в мире.
узнать ценуViking Бесцентровая шлифовальная машина Liberty Machinery Trusted
Бесцентровая шлифовальная машина Viking может выполнять два различных типа бесцентрового шлифования: Шлифование с сквозной подачей является наиболее распространенным методом. Деталь автоматически полностью проходит через два колеса и выходит с другой стороны.
получить ценуКто-нибудь здесь построил базовую бесцентровую шлифовальную машину?
25 ноя, 2008 Ни цилиндрические шлифовальные машины, ни бесцентровые шлифовальные машины здесь не стоят ужасно дорого.Хотя ожидание подходящего аукциона не поможет, если вам понадобятся запчасти на следующей неделе. Не пытаюсь вас отговорить, но гринду тоже нужно научиться. Не так
получить ценуЦех бесцентрового шлифования в Канзасе, США MFG
Шлифовка, механическая обработка, цилиндрическое шлифование, обработка отливок, фрезерование Midwest GearMachining, Inc., базирующаяся в Канзас-Сити, является цехом обработки ЧПУ и изготовления зубчатых колес. Мы работаем с 1987 года, предлагая услуги по механической обработке с более чем 10-летним опытом работы в отрасли.
узнать ценуКак это работает Бесцентровое шлифование Сегодняшний мир механической обработки
Бесцентровое шлифование, как следует из названия, представляет собой процесс шлифования поверхности токарной детали или круглого прутка материала без необходимости поддерживать обрабатываемую деталь на центрах. Производственный цех Boston Centerless. На переднем плане – зона сквозного шлифования; Сзади слева, за окном, находится лаборатория контроля качества, где закончено
получить ценуГлобальный сегмент рынка бесцентрового шлифования, рынок
Отчет о рынке бесцентрового шлифования предлагает углубленный анализ рыночных тенденций, факторов, ограничений, возможностей и т. д.Помимо качественной информации, этот отчет включает количественный анализ различных сегментов с точки зрения доли рынка, роста, анализа возможностей, рыночной стоимости и т. Д. На прогнозируемые годы.
получить ценуПрофессиональный шлифовальный станок | Цилиндрический шлифовальный станок | Внутренний
Как профессиональный производитель шлифовальных станков, PALMARY производит широкий спектр бесцентрово-шлифовальных станков, круглошлифовальных станков, внутренних шлифовальных станков, вертикальных шлифовальных станков и плоскошлифовальных станков с ЧПУ и ЧПУ. и гидравлические версии с 1998 года.
получить ценуCenterless Grinder Issue Practical Machinist
23 июля 2012 г. В любом случае, у меня есть небольшая мастерская по бесцентровому шлифованию в Южном Онтарио, и в настоящее время у меня проблема с моим 2OM Cinci Centerless. Проблема заключается в следующем: Станок 1953 Cincinatti 2OM Бесцентровый (наиболее проблемные детали имеют диаметр 2,363 дюйма и длину 8,5 дюйма) На регулирующем колесе появляются неравномерные рисунки правки.
узнать ценуПроизводитель бесцентровых и внутренних шлифовальных машин – Micron USA
Производитель бесцентровых и внутренних шлифовальных машин – Micron USA, Inc.Micron убежден в том, чтобы предлагать высокотехнологичные разработки для достижения инновационных подходов к производственным процессам. Это достигается за счет передачи технических знаний из поколения в поколение. Кроме того, наша философия заключается в разработке надежного оборудования и производстве
по ценеCINCINNATI MILACRON 340-20 Бесцентровая шлифовальная машина бывшая в употреблении
# 340-20 CINCINNATI MILACRON ‘TWIN GRIP’ БЕСЦЕНТРАЛЬНАЯ ШЛИФОВАЛЬНАЯ МАШИНА Новинка 1973/2003, складской № K15302 ОБОРУДОВАНА: Allen Bradley SLC 5/03 PLC Control, регулировка гидравлического профиля шлифовального круга, регулировка гидравлического профиля колеса, подача и компенсация серводвигателя, серворегулирующий привод колеса, рабочая площадка для работы с сквозной подачей.
получить цену20 лучших бесцентрово-шлифовальных машин (нанять сейчас!) SimplyHired
Доступно 45 бесцентрово-шлифовальных машин. Смотрите зарплаты, сравнивайте отзывы, легко подавайте заявки и получайте работу. Новые вакансии бесцентрового шлифовального станка добавляются ежедневно на SimplyHired. SimplyHired – это простой способ найти новую вакансию бесцентрового шлифовального станка. Вас ждет более 45 вакансий для бесцентрового шлифовального станка!
получить ценуБесцентрово-шлифовальный станок Русский перевод Linguee
Много переведенных примеров предложений, содержащих русско-английский словарь “бесцентрово-шлифовальный станок” и поисковую систему для русских переводов.
получить ценуIFTMIN. Сообщение с инструкцией. Издание PDF Скачать бесплатно
1 EANCOM 2002 S3 Edition Введение Диаграмма структуры сообщения Сегменты диаграммы разветвления Описание Примеры
2 EANCOM 2002 S3 Сообщения 1.Введение Статус ТИП СООБЩЕНИЯ СПРАВОЧНИК:: D.01B EANCOM SUBSET VERSION: 004 Определение Сообщение от стороны, дающей инструкцию относительно экспедиторских / транспортных услуг для груза на согласованных условиях, стороне, организующей экспедиторские и / или транспортные услуги. Принципы Это сообщение не должно использоваться для указания отправки продукции. Для этой цели следует использовать сообщение «Инструкция по отправке (INSDES)». Инструкция приводит к заключению договора перевозки одной партии груза и предназначена в первую очередь для административных целей.Это будет сообщение грузоотправителя перевозчику или экспедитору, содержащее окончательные сведения о партии товара, для которой предоставляются услуги. Сообщение с инструкцией – это единственное сообщение, которое приводит к фактическому контракту, который может быть либо документом, либо электронным контрактом. Если только одного сообщения будет достаточно при обмене между грузоотправителем и перевозчиком / экспедитором для передачи информации, относящейся к одной партии груза, то сообщение с инструкцией должно быть единственным, поскольку это сообщение является единственным сообщением для одного сообщения партии груза, которое приводит к заключению контракта. .В дополнение к основным принципам, описанным выше, также применяется ряд общих принципов; Партия может содержать несколько товарных позиций. Груз идентифицируется ссылочным номером отправителя (CU) в сегменте RFF. Товары могут быть помещены в контейнеры, а могут и нет. Товарные позиции могут транспортироваться в одном или нескольких контейнерах, а один контейнер может содержать одну или несколько товарных позиций. Одна товарная позиция может относиться к одному или нескольким таможенным тарифам. Товарные позиции, относящиеся к одному таможенному тарифу, могут перевозиться в одном или нескольких контейнерах.Позиции товаров могут отражать договорное или функциональное описание товаров. Инструкция всегда относится к одному получателю, но может относиться к нескольким различным местам доставки. Одно сообщение с инструкцией по транспортировке всегда должно соответствовать одной партии груза. Предварительная транспортировка (предварительная транспортировка) и / или транспортировка (транспортировка к месту назначения) товаров или оборудования в рамках одного бронирования или инструкции может осуществляться в разные этапы, каждый этап определяется отдельной группой транспортных деталей. Транспортные устройства, которые имеют возможность самостоятельного механического передвижения, указываются в группе деталей транспорта.Прочие грузовые или транспортные устройства указываются как оборудование. Упаковка товарных позиций может быть выражена до трех уровней. Товарная позиция состоит из одной или нескольких единиц отгрузки, которые соответствуют одному и тому же типу упаковки и описанию товаров. Единица отправки – это единица груза, которая будет обрабатываться и к которой может быть прикреплен SSCC. Copyright GS1-2 – Издание 2016 г.
3 EANCOM 2002 S3 Сообщения 1. Введение В этой спецификации используется ряд общих транспортных терминов, которые можно описать как: ПОЛУЧАТЕЛЬ – организация (сторона), которая намеревается получить товары.ГРУЗОПОДВИГАТЕЛЬ сторона, заказывающая перевозку, поручает перевозчику забрать товар для перевозки. ОТПРАВКА – набор товаров, которые необходимо транспортировать из одного или нескольких пунктов отправки в одно или несколько пунктов доставки. (синоним: отгрузка). ПЕРЕВОЗЧИК сторона, с которой отправитель или экспедитор заключил договор на перевозку товаров. МЕСТО ОТПРАВКИ – физическое место, откуда отправляются товары для транспортировки. МЕСТО ДОСТАВКИ – физическое место, куда окончательно доставляются товары для транспортировки. ОБОРУДОВАНИЕ материальные ресурсы, необходимые для облегчения транспортировки и обработки грузов.Транспортное оборудование в данных обстоятельствах не может перемещаться с помощью собственной силовой установки (например, морской контейнер, прицеп, устройство для пакетированной загрузки, поддон). ЭКСПЕДИТОР сторона, с которой отправитель заключил договор на транспортировку товаров. ПРЕДМЕТ ТОВАРА – это набор товаров, обычно сгруппированных вместе для транспортных целей, например 12 поддонов с продуктами. ПУНКТ ЛИНИИ – конкретный продукт, идентифицированный и определенный для торговых целей, например ящик муки, содержащий 24 пакета по 250 гр. СПОСОБ ТРАНСПОРТА вид транспорта, используемый для перевозки товаров или людей, e.г. железнодорожным, автомобильным, морским транспортом. СРЕДСТВА ТРАНСПОРТИРОВКИ транспортное средство, используемое для перевозки грузов или людей, например самолет, грузовик, судно. МЕСТО ПРИЕМКИ место, в котором начинается ответственность перевозчика. МЕСТО ДОСТАВКИ место, на котором заканчивается ответственность перевозчика. ТИП СРЕДСТВА ТРАНСПОРТИРОВКИ тип транспортного средства, используемого в процессе перевозки, например широкофюзеляжный, автоцистерна, пассажирское судно. ТИП ОБОРУДОВАНИЯ тип используемого материала, например, 40-футовый контейнер, четырехсторонний поддон, прицеп mafi.Copyright GS1-3 – Издание 2016 г.
4 2. Схема структуры сообщения Раздел заголовка инструкции передачи UNH 1 M 1 – Заголовок сообщения BGM 2 M 1 – Начало сообщения DTM 3 C 9 – Дата / время / период TSR 4 C 9 – Транспорт требования к услугам MOA 5 C 99 – Денежная сумма FTX 6 C 99 – Произвольный текст CNT 7 C 9 – Контрольная сумма SG2 C 2 – TOD-LOC TOD 8 M 1 – Условия поставки или транспортировки LOC 9 C 9 – Идентификация места / местонахождения SG3 C RFF-DTM RFF 10 M 1 – Ссылка DTM 11 C 9 – Дата / время / период SG4 + C 9 – GOR-DTM-LOC-SEL-FTX-SG5 GOR + 12 M 1 – Правительственные требования DTM + 13 C 9 – Дата / время / период LOC + 14 C 9 – Идентификация места / местоположения SEL + 15 C 9 – Номер печати FTX + 16 C 9 – Произвольный текст SG5 + C 9 – DOC-DTM DOC + 17 M 1 – Детали документа / сообщения DTM + 18 C 1 – Дата / время / период SG8 * C 99 – TDT-DTM-SG9-SG10 TDT 19 M 1 – Подробная информация о транспортном DTM 20 C 9 – Дата / время / период SG9 C 99 – LOC-DTM LOC 21 M 1 – Идентификация места / местонахождения DTM + 22 C 9 – Дата / время / период SG10 + C 9 – RFF-DTM RFF + 23 M 1 – Ссылочный DTM + 24 C 1 – Дата / время / период SG11 * M 99 – NAD-LOC-MOA-SG12-SG13-SG15 NAD 25 M 1 – Имя и адрес LOC + 26 C 9 – Идентификация места / местонахождения MOA + 27 C 9 – Денежная сумма SG12 C 9 – CTA-COM CTA 28 M 1 – Контактная информация COM 29 C 9 – Контактная информация SG13 C 9 – DOC- DTM DOC 30 M 1 – Детали документа / сообщения DTM 31 C 1 – Дата / время / период SG15 C 9 – RFF-DTM RFF 32 M 1 – Ссылка DTM 33 C 9 – Дата / время / период Подробный раздел инструкции по транспортировке SG18 * C GID-HAN-TMP-RNG-LOC-MOA-PIA-FTX-SG19-GDS-SG20-SG21-S GID 34 M 1 – Подробная информация о товарах HAN 35 C 99 – Инструкции по транспортировке TMP 36 C 1 – Температура RNG 37 C 1 – Информация о диапазоне LOC 38 C 9 – Идентификация места / местонахождения MOA 39 C 9 – Денежная сумма PIA 40 C 9 – Дополнительный идентификатор продукта FTX 41 C 99 – Произвольный текст SG19 C 9 – NAD-DTM NAD 42 M 1 – Имя и адрес Авторские права GS1-4 – Издание 2014 г.
5 2.Таблица структуры сообщения DTM 43 C 1 – Дата / время / период GDS + 44 C 9 – Тип груза SG20 C 99 – MEA-EQN MEA 45 M 1 – Измерения EQN 46 C 1 – Количество единиц SG21 C 99 – DIM-EQN DIM 47 M 1 – Размеры EQN 48 C 1 – Количество блоков SG22 C 9 – RFF-DTM RFF 49 M 1 – Ссылочный DTM 50 C 9 – Дата / время / период SG23 C PCI-GIN PCI 51 M 1 – Идентификация упаковки GIN 52 C 10 – Идентификационный номер товара SG24 C 9 – DOC-DTM DOC 53 M 1 – Детали документа / сообщения DTM 54 C 9 – Дата / время / период SG29 C SGP SGP 55 M 1 – Раздельное размещение товаров SG32 C 99 – DGS- FTX-SG33-SG34 DGS 56 M 1 – Опасные грузы FTX 57 C 99 – Произвольный текст SG33 C 9 – CTA-COM CTA 58 M 1 – Контактная информация COM 59 C 9 – Контактное лицо для связи SG34 C 9 – MEA-EQN MEA 60 M 1 – Измерения EQN 61 C 1 – Количество блоков SG37 C EQD-EQN-MEA-DIM-SEL-SG39 EQD 62 M 1 – Детали оборудования EQN 63 C 1 – Количество блоков MEA 64 C 9 – Измерения DIM 65 C 9 – Размеры SEL 66 C 99 – Номер пломбы SG39 C 9 – NAD-DTM NAD 67 M 1 – Название и адрес DTM 68 C 1 – D съедено / время / период Сводный раздел инструкций по транспортировке UNT 69 M 1 – Трейлер сообщения Авторские права GS1-5 – Издание 2014 г.
6 3.Схема разветвления 0 1 UNH M 1 1 BGM M SG2 C 2 DTM C 9 3 TSR C 9 4 MOA C 99 5 FTX C 99 6 CNT C 9 7 TOD M LOC C 9 9 Авторские права GS1-6 – Издание 2014
7 3 Схема разветвления SG3 C 999 SG4 C 9 SG8 C 99 2 RFF M 1 10 GOR M 1 12 SG5 C 9 TDT M 1 19 SG9 C 99 2 DTM C 9 11 DTM C 9 13 LOC C 9 14 SEL C 9 15 FTX C 9 16 DOC M 1 17 DTM C 9 20 LOC M DTM C 1 18 DTM C 9 22 Авторское право GS1-7 – Издание 2014 г.
8 3. Схема разветвления 2 2 SG10 C 9 RFF M DTM C 1 24 Авторское право GS1-8 – Выпуск 2014 г.
9 3.Схема разветвления SG11 M 99 SG18 C NAD M 1 25 SG12 C 9 SG13 C 9 SG15 C 9 GID M LOC C 9 26 MOA C 9 27 CTA M 1 28 DOC M 1 30 RFF M 1 32 HAN C TMP C 1 36 RNG C COM C 9 29 DTM C 1 31 DTM C 9 33 Copyright GS1-9 – Издание 2014
10 3. Схема разветвления 2 4 SG19 C 9 SG20 C 99 SG21 C 99 6 LOC C 9 38 MOA C 9 39 PIA C 9 40 FTX C NAD M 1 42 GDS C 9 44 MEA M 1 45 DIM M DTM C 1 43 EQN C 1 46 EQN C 1 48 Авторские права GS Edition 2014
11 3.Схема разветвления 2 6 SG22 C 9 SG23 C 999 SG24 C 9 SG29 C 999 SG32 C 99 RFF M 1 49 PCI M 1 51 DOC M 1 53 SGP M 1 55 DGS M SG33 C 9 SG34 C 9 DTM C 9 50 GIN C DTM C 9 54 FTX C CTA M 1 58 MEA M COM C 9 59 EQN C 1 61 Copyright GS Edition 2014
12 3. Схема разветвления 0 5 UNT M SG37 C 999 EQD M SG39 C 9 EQN C 1 63 MEA C 9 64 DIM C 9 65 SEL C NAD M DTM C 1 68 Copyright GS Edition 2014
13 4. Сегменты Описание Транспортная инструкция Заголовок Раздел UNH – M 1 BGM – M 1 DTM – C 9 TSR – C 9 MOA – C 99 FTX – C 99 CNT – C 9 SG2 – C 2 TOD – M 1 LOC – C 9 SG3 – C 999 RFF – M 1 DTM – C 9 SG4 – C 9 GOR – M 1 DTM – C 9 – Заголовок сообщения Этот сегмент используется для заголовка , идентифицировать и указать сообщение.- Начало сообщения. Этот сегмент используется для указания типа и функции сообщения и для передачи идентификационного номера. – Дата / время / период Этот сегмент используется для указания даты Транспортировки. – Требования к транспортным услугам. Этот сегмент используется для обозначения любых специальных контрактов, услуг, приоритетов или характера груза по отношению к транспорту. – Денежная сумма. Этот сегмент используется для указания страховой, таможенной или другой стоимости для полного сообщения с транспортной инструкцией.- Произвольный текст. Этот сегмент используется для предоставления произвольной или текстовой информации, относящейся ко всему сообщению. – Контрольная сумма. Этот сегмент используется для предоставления информации управления сообщениями, такой как общий вес партии груза или общее количество единиц в партии груза. – TOD-LOC Группа сегментов для определения условий доставки и соответствующих местоположений. – Условия доставки или транспортировки. Этот сегмент используется для определения условий доставки транспортной инструкции. – Идентификация места / местоположения. Этот сегмент используется для обозначения местоположения, к которому применимы условия доставки.- RFF-DTM Группа сегментов, содержащая ссылку и константы, которые применяются ко всему сообщению. – Ссылка Этот сегмент используется для определения ссылок, относящихся к полному сообщению с инструкциями по транспортировке. – Дата / время / период Этот сегмент используется для указания любых дат, относящихся к предыдущему сегменту RFF. – GOR-DTM-LOC-SEL-FTX-SG5 Группа сегментов для идентификации таможенных и других государственных процедур и необходимых документов. – Правительственные требования Этот сегмент используется для обозначения любых применимых правительственных процедур и необходимых действий, связанных с импортом, экспортом или транзитом всей партии груза, например.г. меры, которые должны быть приняты для досмотра товаров таможней во время экспорта. – Дата / время / период Этот сегмент используется для указания любых дат или периодов, связанных с государственными процедурами и / или документами для всего груза, например срок истечения таможенных документов. Авторское право GS Edition 2014
14 4. Сегменты Описание LOC – C 9 SEL – C 9 FTX – C 9 SG5 – C 9 DOC – M 1 DTM – C 1 SG8 – C 99 TDT – M 1 DTM – C 9 SG9 – C 99 LOC – M 1 DTM – C 9 SG10 – C 9 RFF – M 1 DTM – C 1 SG11 – M 99 – Идентификация места / места Этот сегмент используется для идентификации любых мест, связанных с государственными процедурами для всей партии груза, например.г. таможня, на которой партия покидает страну. – Номер пломбы Этот сегмент используется для указания номера пломбы и стороны пломбы для всего груза, например перевозчик несет ответственность за опломбирование грузовика. – Произвольный текст. Этот сегмент используется для указания дополнительной информации. – DOC-DTM Группа сегментов для определения необходимых документов для правительства. – Детали документа / сообщения Этот сегмент используется для идентификации любой документации, относящейся ко всей партии груза, которая требуется правительству, например.г. Модель транспортной накладной Т2, подтверждающая, что все товары партии были первоначально произведены в стране Европейского сообщества. – Дата / время / период Этот сегмент используется для указания любых дат, относящихся к предыдущему сегменту DOC, например. г. дата товарной накладной модели Т2. – TDT-DTM-SG9-SG10 Группа сегментов для обозначения деталей движения товаров, таких как вид и транспортные средства, места, даты и время отправления и прибытия. – Подробная информация о транспортировке. Этот сегмент используется для указания транспортных средств и, при необходимости, перевозчика, который будет использоваться для отправки груза, для которого выдается инструкция по транспортировке.При использовании обязательно указывать основной вид транспорта вагона в этом сегменте. – Дата / время / период Этот сегмент используется для указания дат, относящихся к транспортным средствам. – LOC-DTM Группа сегментов для определения местоположения и даты / времени, связанных с этим транспортным участком. – Идентификация места / места. Этот сегмент используется для идентификации мест, относящихся к транспортным деталям для полной инструкции по транспортировке. – Дата / время / период Этот сегмент используется для указания любых дат, связанных с местоположением, определенным для определенного этапа перевозки.- RFF-DTM Группа сегментов для определения дополнительной ссылки, относящейся к этапу транспортировки. – Ссылка Этот сегмент используется для определения ссылок, относящихся к деталям транспорта для полной инструкции по транспортировке. – Дата / время / период Этот сегмент используется для указания любых дат, относящихся к предыдущему сегменту RFF. – NAD-LOC-MOA-SG12-SG13-SG15 Группа сегментов для идентификации стороны, связанных ссылок, контактов местоположения и необходимых документов. Авторские права GS Edition 2014
15 4.Сегменты Описание NAD – M 1 LOC – C 9 MOA – C 9 SG12 – C 9 CTA – M 1 COM – C 9 SG13 – C 9 DOC – M 1 DTM – C 1 SG15 – C 9 RFF – M 1 DTM – C 9 – Имя и адрес. Этот сегмент используется для идентификации торговых партнеров, участвующих в транспортировке. Идентификация отправителя и перевозчика или экспедитора является обязательной при транспортировке. При необходимости грузополучатель также может быть идентифицирован с помощью NAD на этом уровне сообщения. – Идентификация места / местонахождения Этот сегмент используется для идентификации мест, относящихся к стороне, указанной в сегменте NAD.- Денежная сумма. Этот сегмент используется для обозначения денежных сумм для стороны, получающей товары. – CTA-COM Группа сегментов, идентифицирующая контакт и его сообщения, относящиеся к стороне. – Контактная информация. Этот сегмент используется для идентификации отделов и имен контактных лиц внутри стороны, указанной в сегменте NAD. – Контактное лицо для связи. Этот сегмент определяет номер связи и тип связи для лица или отдела, указанного в предыдущем сегменте CTA.- DOC-DTM Группа сегментов для идентификации необходимых документов. – Детали документа / сообщения. Этот сегмент используется для идентификации любой документации, относящейся к стороне, указанной в сегменте NAD, которая должна сопровождать груз. – Дата / время / период Этот сегмент используется для указания любых дат, относящихся к предыдущему сегменту DOC. – RFF-DTM Группа сегментов для определения ссылки, относящейся к стороне. – Ссылка Этот сегмент используется для предоставления ссылок, относящихся к стороне, указанной в сегменте NAD.- Дата / время / период Этот сегмент используется для определения дат, относящихся к ссылкам, данным в предыдущем сегменте RFF. Раздел подробных инструкций по транспортировке SG18 – C GID-HAN-TMP-RNG-LOC-MOA-PIA-FTX-SG19-GDS-SG20-SG21-SG22-SG23-SG24-SG29-SG32 Группа сегментов для описания позиций товаров для какой транспорт осуществляется. GID – M 1 – Подробная информация о товарной позиции HAN – C 99 TMP – C 1 Этот сегмент является запускающим сегментом для подробного раздела сообщения с инструкциями по транспортировке. Используется для указания количества и типа упаковки товарной позиции.- Инструкции по обработке Этот сегмент используется для предоставления инструкций по обработке, относящихся к транспортной отдельной позиции, идентифицированной в сегменте GID. – Температура. Этот сегмент используется для указания настройки температуры, относящейся к текущей позиции товара. Copyright GS Edition 2014
16 4. Сегменты Описание RNG – C 1 LOC – C 9 MOA – C 9 – Детали диапазона Этот сегмент используется для определения диапазона температур, относящегося к текущему товарному номеру. – Идентификация места / местоположения. Этот сегмент используется для обозначения местоположений, относящихся к строке текущей позиции товаров.- Денежная сумма PIA – C 9 – Идентификатор дополнительного продукта FTX – C 99 SG19 – C 9 NAD – M 1 DTM – C 1 GDS – C 9 SG20 – C 99 MEA – M 1 EQN – C 1 SG21 – C 99 DIM – M 1 EQN – C 1 SG22 – C 9 RFF – M 1 Этот сегмент используется для определения стоимости товара для таможни, страхования или других целей оценки. Этот сегмент используется для определения идентификаторов, относящихся к товарной позиции, для которой выдается инструкция по транспортировке. – Произвольный текст. Этот сегмент используется для предоставления произвольной или текстовой информации о товаре.- NAD-DTM Группа сегментов для определения разных мест сбора и / или доставки товара. – Имя и адрес. Этот сегмент используется для идентификации сторон, связанных с отправкой и доставкой текущей товарной позиции. Информация, представленная здесь, будет иметь приоритет над аналогичной информацией, предоставленной на уровне заголовка (группа 11), когда используется тот же самый квалификатор. – Дата / время / период Этот сегмент используется для определения даты и времени, относящихся к отгрузке или партиям доставки, указанным в предыдущем сегменте NAD.- Характер груза. Этот сегмент используется для точного определения характера груза. – MEA-EQN Группа сегментов для определения измерений, применимых к товарной позиции. – Измерения Этот сегмент используется для определения измерения товаров, идентифицированных в сегменте GID. Все измерения, приведенные в сегментах MEA, относятся к наивысшему уровню упаковки (единиц отгрузки), определенному в сегменте GID. – Количество единиц. Этот сегмент используется для указания количества упаковок (единиц отгрузки) в товарной позиции, к которой применяется измерение.- DIM-EQN Группа сегментов для определения размеров, применимых к товарной позиции. – Размеры. Этот сегмент используется для указания размеров товарной позиции, указанной в сегменте GID. Все размеры, указанные в сегментах DIM, относятся к упаковке самого высокого уровня (единицам отправки), идентифицированной в сегменте GID. – Количество единиц. Этот сегмент используется для указания количества упаковок (единиц отгрузки) в товарных позициях, к которым применяются размеры. – RFF-DTM Группа сегментов для идентификации ссылок на товарную позицию.- Ссылка Этот сегмент используется для указания ссылок, которые применимы только к текущей позиции товаров. Copyright GS Edition 2014
17 4. Сегменты Описание DTM – C 9 SG23 – C Дата / время / период Этот сегмент используется для указания дат, относящихся к ссылкам, указанным в предыдущем сегменте RFF. – PCI-GIN Группа сегментов для указания марки и номера товарной позиции. PCI – M 1 – Идентификация упаковки GIN – C 10 – Идентификационный номер товара SG24 – C 9 DOC – M 1 DTM – C 9 SG29 – C 999 SGP – M 1 SG32 – C 99 DGS – M 1 FTX – C 99 SG33 – C 9 CTA – M 1 COM – C 9 SG34 – C 9 MEA – M 1 Этот сегмент используется для указания маркировки и этикеток, нанесенных на упаковку текущей товарной позиции.Этот сегмент используется для предоставления серийного кода транспортной тары, нанесенного на упаковку текущей товарной позиции. – DOC-DTM Группа сегментов для определения документов и связанных дат и времени для товарной позиции. – Детали документа / сообщения. Этот сегмент используется для указания документов, которые требуются только для текущей товарной позиции и должны сопровождать партию. – Дата / время / период Этот сегмент используется для определения дат, относящихся к документам, указанным в предыдущем сегменте DOC.- SGP Группа сегментов, определяющая распределение товарной позиции по транспортному оборудованию. – Раздельное размещение товаров. Этот сегмент используется для указания размещения товарных единиц в оборудовании, используемом для транспортировки партии товаров. – DGS-FTX-SG33-SG34 Группа сегментов для указания сведений об опасных грузах, связанных с товарной единицей. Одно товарное место может относиться к разным классам опасных грузов. – Опасные грузы. Этот сегмент используется, чтобы указать, содержит ли товарная позиция какие-либо опасные грузы.- Произвольный текст Этот сегмент используется для указания любой дополнительной информации, необходимой для опасных грузов. – CTA-COM Группа сегментов для идентификации контакта, которому может быть направлено сообщение об опасных грузах. – Контактная информация. Этот сегмент используется для указания контактного лица, связанного с опасными грузами, указанными в сегменте DGS. – Контактное лицо для связи. Этот сегмент определяет номер связи и тип связи для лица или отдела, указанного в предыдущем сегменте CTA.- MEA-EQN Группа сегментов для определения размеров опасных грузов. – Измерения Этот сегмент используется для обозначения измерения опасных грузов в товарной позиции. Copyright GS Edition 2014
18 4. Сегменты Описание EQN – C 1 SG37 – C 999 EQD – M 1 EQN – C 1 MEA – C 9 DIM – C 9 SEL – C 99 SG39 – C 9 NAD – M 1 DTM – C 1 – Количество единиц. Этот сегмент используется для обозначения количества единиц, к которым применяются измерения для опасных грузов.- EQD-EQN-MEA-DIM-SEL-SG39 Группа сегментов для определения оборудования, в котором транспортируются товары. – Сведения об оборудовании. Этот сегмент используется для обозначения единиц оборудования, которое будет использоваться для транспортировки товаров. – Количество единиц. Этот сегмент используется для указания количества требуемых единиц оборудования. – Измерения Этот сегмент используется для определения физических размеров, включая допуски оборудования, указанного в предыдущем сегменте EQD. – Размеры. Этот сегмент используется для обозначения размеров оборудования, указанного в сегменте EQD.- Номер пломбы. Этот сегмент используется для указания номера пломбы для оборудования, указанного в сегменте EQD. – NAD-DTM Группа сегментов для обозначения различных мест посадки или высадки оборудования. – Имя и адрес. Этот сегмент используется для указания сторон, принимающих или отправляющих оборудование, указанное в сегменте EQD. – Дата / время / период Этот сегмент используется для предоставления дат, связанных с оборудованием, указанным в сегменте EQD. Раздел сводки инструкций по транспортировке UNT – M 1 – Трейлер сообщения Этот сегмент является обязательным сегментом ЭДИФАКТ ООН.Это всегда должен быть последний сегмент сообщения. Copyright GS Edition 2014
19 EANCOM 2002 S3 Сообщения В этом разделе описывается каждый сегмент, используемый в сообщении инструкции транспорта EANCOM. Приведен исходный макет сегмента EDIFACT. Указаны соответствующие комментарии, относящиеся к подмножеству EANCOM. Примечания: 1. Сегменты представлены в той последовательности, в которой они появляются в сообщении. За тегом сегмента или группы сегментов следует индикатор (M) andatory / (C), максимальное количество вхождений и описание сегмента.2. При чтении слева направо в первом столбце отображаются теги и описания элементов данных, а во втором столбце – статус EDIFACT (M или C), формат поля и изображение элементов данных. Эти первые фрагменты информации составляют исходную схему сегмента EDIFACT. После информации EDIFACT в третьем, четвертом и пятом столбцах представлена конкретная информация EANCOM. В третьем столбце индикатор состояния для использования (C) дополнительных элементов данных EDIFACT (см. 2.С 1 по 2.3 ниже), в четвертом столбце – ограниченный индикатор (см. Пункт 3 на следующей странице), а в пятом столбце – примечания и значения, используемые для определенных элементов данных в сообщении. 2.1 (M) обязательные элементы данных в сегментах EDIFACT сохраняют свой статус в EANCOM. 2.2 Кроме того, существует пять типов статуса для элементов данных с условным (C) статусом EDIFACT, будь то простые, компонентные или составные элементы данных. Они перечислены ниже и могут быть идентифицированы, когда это уместно, следующими сокращениями: – REQUIRED R Указывает, что объект является обязательным и должен быть отправлен.- РЕКОМЕНДУЕТСЯ A Указывает, что организация получила совет или рекомендацию. – DEPENDENT D Указывает, что объект должен быть отправлен при определенных условиях, как определено в соответствующей пояснительной записке. – НЕОБЯЗАТЕЛЬНО O Указывает, что объект является необязательным и может быть отправлен по усмотрению пользователя. – НЕ ИСПОЛЬЗУЕТСЯ N Указывает, что объект не используется и его следует опустить. 2.3 Если составной элемент помечен как N, НЕ ИСПОЛЬЗУЕТСЯ, всем элементам данных в этом составе будут присвоены пустые индикаторы состояния. 3. Индикаторы состояния, подробно описанные в четвертом столбце, которые непосредственно относятся к значениям, указанным в пятом столбце, могут иметь два значения: – ОГРАНИЧЕНО * Элемент данных, отмеченный звездочкой (*) в четвертом столбце, указывает на то, что перечисленные в пятом столбце являются единственными доступными для использования с этим элементом данных в этом сегменте в этом сообщении.- ОТКРЫТЬ Все элементы данных, в которых возможно представление данных в формате d и не указан ограниченный набор значений, открыты (звездочка в четвертом столбце отсутствует). Доступные s перечислены в Справочнике элементов данных и кодовых наборов EANCOM. Значения кодов могут быть приведены в качестве примеров или может быть примечание о формате или типе, которые будут использоваться. 4. Для значений в деталях сегмента используются разные цвета: ограниченные – красным, а открытые – синим. Copyright GS Edition 2016
20 Номер сегмента: 1 UNH – M 1 – Заголовок сообщения В заголовок, идентифицируйте и укажите сообщение Ссылочный номер сообщения M an..14 M Ссылка на уникальное сообщение отправителя. Порядковый номер сообщений в обмене. DE 0062 в ЕНТ будет идентичным. Создан отправитель, например ME S009 ИДЕНТИФИКАТОР СООБЩЕНИЯ MM 0065 Тип сообщения M an..6 M * = 0052 Номер версии сообщения M an..3 M * D = Черновая версия / un / edifact Directory 0054 Номер выпуска сообщения M an..3 M * 01B = Выпуск B 0051 Контролирующее агентство M an..2 M * UN = UN / CEFACT 0057 Назначенная ассоциация C an..6 R * EAN004 = Контрольный номер версии GS1 (постоянный код GS1) Указывает, что сообщение является EANCOM версии 004 транспорта UNSM Инструкция Общая ссылка доступа C an..35 N S010 СОСТОЯНИЕ ПЕРЕДАЧИ 0070 Последовательность передач M n Первая и последняя передача C a1 C Этот сегмент используется для заголовка, идентификации и определения сообщения. DE 0065, 0052, 0054 и 0051: Укажите, что сообщение является транспортным средством UNSM на основе каталога D.01B, находящегося под контролем Организации Объединенных Наций. UNH + ME: D: 01B: UN: EAN004 ‘N Copyright GS Edition 2014
21 Номер сегмента: 2 BGM – M 1 – Начало сообщения Для указания типа и функции сообщения и для передачи идентификационного номера.C002 НАИМЕНОВАНИЕ ДОКУМЕНТА / СООБЩЕНИЯ CR 1001 Название документа C an..3 R * 340 = Инструкции по отгрузке 341 = Письмо с инструкциями грузоотправителя (воздух) 610 = Инструкции по пересылке 1131 Идентификация списка кодов C an..17 NC an Название документа C an .. 35 O C106 ИДЕНТИФИКАЦИЯ ДОКУМЕНТА / СООБЩЕНИЯ CNR 1004 Идентификатор документа C an..35 R Номер транспортной инструкции, присвоенный отправителем документа. Для глобальной уникальной идентификации документов доступен глобальный идентификатор типа документа (GDTI) Идентификатор версии C и ..9 N 1060 Идентификатор редакции C an..6 N Copyright GS Edition 2014
22 1225 Функция сообщения C an..3 R * 1 = Отмена 5 = Замена 7 = Дубликат 9 = Оригинал 31 = Копия 42 = Подтверждение с помощью специальных средств функция сообщения, d является критическим элементом данных в этом сегменте. Это касается всех данных, указанных в сообщении. Следовательно, для каждого типа требуемой функции должно предоставляться одно отдельное сообщение. Следующие определения применяются к ограниченным s: 1 = Отмена – Отменить исходное сообщение с инструкцией по транспортировке (ссылка на исходную инструкцию по транспортировке указана в RFF SG3).Когда сообщение с инструкцией по транспортировке отменяется, все обязательные данные (на уровне сообщения и детализации) должны быть отправлены снова для отменяемого сообщения, которое идентифицируется с помощью сегмента RFF в группе 3. 5 = Заменить – отменить исходное сообщение с инструкцией по транспортировке и заменить с этим сообщением с инструкцией по транспортировке (ссылка на исходную инструкцию по транспортировке указана в RFF SG3). Когда сообщение с инструкцией по транспортировке заменяется, все данные, относящиеся к отправке, должны быть отправлены снова для заменяемого сообщения, которое идентифицируется с помощью сегмента RFF в группе 3.7 = Дублировать – повторная передача по запросу получателя. 9 = Оригинал – Исходная передача сообщения с инструкциями по транспортировке. 31 = Копия – Копия сообщения с инструкциями по транспортировке для третьей стороны в информационных целях. Copyright GS Edition 2014
23 Номер сегмента: Тип ответа C an..3 N 42 = Подтверждение другими способами – Подтверждение предыдущей инструкции, отправленной другим способом, кроме EDI. Этот сегмент используется для указания типа и функции сообщения и для передачи идентификационного номера.Все ссылки, кроме номера документа DE 1004, должны быть помещены в сегмент RFF. BGM ‘Copyright GS Edition 2014
24 Номер сегмента: 3 DTM – C 9 – Дата / время / период Для указания даты, и / или времени, или периода. C507 ДАТА / ВРЕМЯ / ПЕРИОД MM 2005 Квалификатор функции даты или времени или периода 2380 Дата или время или значение периода C an..35 R 2379 Формат даты или времени или периода M an..3 M * 2 = Дата / время доставки, запрошено 10 = Дата / время отправки, запрошено 63 = Дата / время доставки, самое позднее 64 = Дата / время доставки, самое раннее 137 = Дата / время документа / сообщения 175 = Уведомить до даты / времени 179 = Дата / время бронирования 200 = Самовывоз / дата / время сбора груза 234 = дата / время сбора, самое раннее 235 = дата / время сбора, самое позднее 351 = дата осмотра 530 = дата и / или время фумигации C an..3 R 102 = CCYYMMDD 203 = CCYYMMDDHHMM 719 = CCYYMMDDHHMM- CCYYMMDDHHMM Этот сегмент используется для указания даты Транспортировки. DE 2005: Идентификация «Дата / время документа / сообщения» (значение 137) является обязательной в сообщении EANCOM. DTM + 137:: 102 ‘Copyright GS Edition 2014
25 Номер сегмента: 4 TSR – C 9 – Требования к транспортным услугам Для определения условий контракта и перевозки, а также требований к услугам и приоритетам перевозки.C536 ДОГОВОР И УСЛОВИЯ ПЕРЕВОЗКИ 4065 Договор и условия перевозки 1131 Обозначение списка кодов C an..17 OCOM an..3 M 2 = Специальное соглашение для перевозки посылок 3 = Специальное соглашение для перевозки с полной загрузкой 4 = Комбинированные перевозки 5 = Счет за комбинированные перевозки FIATA коносамента 11 = Карнет CMR C an..3 C233 SERVICE CO 7273 Требование обслуживания M an..3 M 1 = Грузы перевозчика 4 = Грузы отправителя 1131 Идентификация списка кодов C an..17 OC an Требование обслуживания C an..3 O 1131 Идентификация списка кодов C an..17 OC an..3 C537 ПРИОРИТЕТ ТРАНСПОРТИРОВКИ CO 4219 Приоритет транспортной службы M an..3 M 1 = Express 2 = High speed 3 = Нормальная скорость 1131 Идентификация списка кодов C an..17 OC an..3 C703 ПРИРОДА ГРУЗА CO 7085 Классификация типа груза M an..3 M 11 = Опасный груз 12 = Общий груз 1131 Обозначение списка кодов C an..17 OC an..3 Этот сегмент используется для обозначения любых специальных контрактов, услуг, приоритетов или характера груза по отношению к транспорту. TSR + 3 + 1 ‘D D D D D Copyright GS Edition 2014
26 Номер сегмента: 5 MOA – C 99 – Денежная сумма Укажите денежную сумму.C516 ДЕНЕЖНАЯ СУММА MM 5025 Определитель типа денежной суммы 5004 Денежная сумма C n..35 R 6345 Идентификация валюты C an..3 O 6343 Определитель типа валюты C an..3 N 4405 Описание статуса C an..3 NM an..3 M 22 = Сумма наложенного платежа 40 = Таможенная стоимость 44 = Объявленная стоимость перевозки 157 = Страховая стоимость Этот сегмент используется для указания страховой, таможенной или другой стоимости для полного сообщения с инструкциями по транспортировке. MOA + 157: 62112 ‘Copyright GS Edition 2014
27 Номер сегмента: 6 FTX – C 99 – Произвольный текст Для предоставления произвольной формы или текстовой информации Текстовый квалификатор предмета M an..3 M AAI = Общая информация BLR = Примечания к транспортному документу DEL = Информация о доставке HAN = Инструкции по транспортировке PRD = Информация о продукте SIN = Специальные инструкции ZZZ = Определено взаимно 4453 Функция произвольного текста C an..3 O 1 = Текст для последующего использования C107 ТЕКСТ СПРАВОЧНЫЙ КОМПАКТНЫЙ ДИСК Этот составной элемент используется только в том случае, если торговые партнеры согласились использовать взаимно определенные значения Значение произвольного текста M an..17 M 1131 Идентификация списка кодов C an..17 OC an..3 D 91 = Присваивается поставщиком или агентом поставщика 92 = Присваивается покупателем или агентом покупателя. C108 ТЕКСТ ЛИТЕРАЛЬНЫЙ КОМПАКТНЫЙ ДИСК Этот составной диск используется только в том случае, если d text не может быть использован. Произвольное текстовое значение M an..512 M 4440 Значение произвольного текста C an..512 O 4440 Значение произвольного текста C an..512 O 4440 Значение произвольного текста C an..512 O 4440 Значение произвольного текста C an..512 O 3453 Название языка C an .. 3 D ISO 639 two alpha Этот элемент данных используется только в том случае, если в элементе данных указан не d произвольный текст. C Свободный текстовый формат C an..3 N Этот сегмент используется для предоставления произвольной или текстовой информации, относящейся ко всему сообщению. . Не рекомендуется использовать этот сегмент в свободной форме, так как он может препятствовать автоматической обработке Транспортной инструкции.Закодированные ссылки на стандартные тексты – это доступная функция, которая обеспечивает автоматическую обработку и снижает накладные расходы на передачу. Стандартные тексты должны быть взаимно определены торговыми партнерами и могут использоваться для покрытия юридических или других требований. FTX + DEL + 1 + 002 :: 91 ‘(Присвоенное поставщиком значение кода 002 = Пожалуйста, обеспечьте полную доставку в запрошенную дату.) Copyright GS Edition 2014
28 Номер сегмента: 7 CNT – C 9 – Контрольная сумма Для предоставления контрольной суммы.C270 CONTROL MM 6069 Классификатор типа контрольной суммы 6066 Контрольная сумма M n..18 M 6411 Единица измерения C an..3 OM an..3 M 7 = Общий вес брутто 11 = Общее количество упаковок 15 = Общая партия, куб 16 = Общее количество оборудования. При использовании значения «15» в этом элементе данных общая сумма, указанная в элементе данных 6066, получается путем добавления значений, указанных в элементе данных 6314 сегмента MEA на уровне товарной позиции, когда GMC (куб измерения брутто) используется в элементе данных 6313 в том же сегменте MEA.При использовании значения «11» общая сумма, указанная в элементе данных 6066, достигается путем добавления значений, указанных только в первом появлении C213, элемента данных 7224 сегмента GID. Этот сегмент используется для предоставления информации управления сообщениями, такой как общий вес отправления или общее количество предметов в отправлении. CNT + 11: 4 ‘Copyright GS Edition 2014
29 Номер сегмента: 8 SG2 – C 2 – TOD-LOC TOD – M 1 – Условия поставки или транспортировки Для определения условий доставки или транспортировки Функция условий доставки или транспортировки 4215 Транспортные расходы способ оплаты C100 УСЛОВИЯ ПОСТАВКИ ИЛИ ТРАНСПОРТИРОВКИ 4053 Описание условий доставки или транспортировки C an..3 R 6 = Условия поставки C an..3 O CC = Сбор PP = Предоплата (продавцом) CC Идентификация списка кодов C an..17 O 4052 Описание условий доставки или транспортировки 4052 Описание условий доставки или транспортировки C an .. 3 C an..70 C an..70 Этот сегмент используется для определения условий поставки транспортной инструкции. TOD + 6 ++ CFR: 2E: 9 ‘Примечания к зависимостям: элементы данных 1131 и 3055 используются только в том случае, если используются определенные условия поставки. R R D O O Copyright GS Edition 2014
30 Номер сегмента: 9 SG2 – C 2 – TOD-LOC LOC – C 9 – Идентификация места / местоположения Для идентификации места или местоположения и / или связанных местоположений Квалификатор функции местоположения C517 ИДЕНТИФИКАЦИЯ МЕСТОПОЛОЖЕНИЯ C A M an..3 M * 1 = Место поставки 3225 Название места C an..25 A Использование UN / LOCODES является наиболее подходящим средством идентификации мест, связанных с условиями поставки Идентификация списка кодов C an..17 O 3224 Имя местоположения C an..256 O C519 ИДЕНТИФИКАЦИЯ СВЯЗАННОГО МЕСТОПОЛОЖЕНИЯ ОДИН 3223 Первое связанное имя местоположения C an..3 D 3 = IATA (Международная ассоциация воздушного транспорта) DE 3055 должен использоваться, если используется DE 3225 и не содержит UN / ЛОКОД. C C Идентификация списка кодов C an..17 C Имя первого связанного местоположения C an..70 C553 ИДЕНТИФИКАЦИЯ СВЯЗАННОГО МЕСТОПОЛОЖЕНИЯ ВТОРАЯ 3233 Имя второго связанного местоположения CC Идентификация списка кодов C an..17 C Имя второго связанного местоположения C Отношение C an..3 N Этот сегмент используется для указания местоположения, к которому относятся условия доставка применима. LOC + 1 + BE-BRU ‘N N Copyright GS Edition 2014
31 Номер сегмента: 10 SG3 – C RFF-DTM RFF – M 1 – Ссылка Для указания ссылки. C506 ССЫЛКА M M 1153 Ссылочный квалификатор M an..3 M AWB = номер авиагрузовой накладной BN = ссылочный номер бронирования CT = номер контракта CU = ссылочный номер грузоотправителя HWB = номер внутренней накладной LC = номер аккредитива MWB = номер основной авиагрузовой накладной TIN = номер транспортной инструкции Значение кода ‘TRI’ используется только тогда, когда s значения 1 (отмена) или 5 (замена) используются в элементе данных 1225 сегмента BGM. Значение «CU» – это общий ссылочный номер для отправки, который используется во всех транспортных сообщениях (IFTMBF, IFTMAN и т. Д.). Ссылочный идентификатор C an..70 R 1156 Идентификатор строки документа C an..6 N 4000 Идентификатор эталонной версии C an..35 N 1060 Идентификатор редакции C an..6 N Этот сегмент используется для определения ссылок, относящихся к полному сообщению с инструкциями по транспортировке. RFF + CT: 76214 ‘Copyright GS Edition 2014
32 Номер сегмента: 11 SG3 – C RFF-DTM DTM – C 9 – Дата / время / период Для указания даты и / или времени или периода. C507 ДАТА / ВРЕМЯ / ПЕРИОД M M 2005 Дата или время или квалификатор функции периода 2380 Дата или время или значение периода C an..35 R 2379 Формат даты или времени или периода M an..3 M * 171 = Базовая дата / время Этот сегмент используется для определения любых дат, относящихся к предыдущему сегменту RFF. DTM + 171:: 102 ‘C an..3 R 102 = CCYYMMDD 203 = CCYYMMDDHHMM 718 = CCYYMMDD-CCYYMMDD Copyright GS Edition 2014
33 Номер сегмента: 12 SG4 – C 9 – GOR-DTM-LOC-SEL-FTX- ИК5 GOR – M 1 – Правительственные требования Указывает на требование к конкретному правительственному действию и / или процедуре, или какая конкретная процедура действительна для определенной части транспорта Транспортное движение C an..3 O 1 = Экспорт 2 = Импорт 3 = Транзит C232 ДЕЙСТВИЯ ПРАВИТЕЛЬСТВА CR 9415 Идентификация государственного органа C an..3 R 5 = Таможня 7 = Сертификат здоровья 10 = Живые животные 9411 Участие правительства C an..3 O 6 = Требуется 9417 Действия правительства C an..3 N 9353 Правительственные процедуры C an..3 O 1 = Уже прошли таможенное оформление в стране-импортере 2 = Требования к документам выполнены 5 = Требуются процедуры проверки C232 ДЕЙСТВИЯ ПРАВИТЕЛЬСТВА CO 9415 Идентификация государственного учреждения C Участие правительства C an ..3 O 9417 Действия правительства C an..3 N 9353 Действия правительства C an..3 O C232 Действия правительства CO 9415 Идентификация государственного учреждения C Участие правительства C an..3 O 9417 Действия правительства C an..3 N 9353 Правительство процедура C an..3 O C232 ДЕЙСТВИЕ ПРАВИТЕЛЬСТВА CO 9415 Идентификация государственного учреждения C Участие правительства C an..3 O 9417 Действия правительства C an..3 N 9353 Правительственная процедура C an..3 O Этот сегмент используется для обозначения любого применимые правительственные процедуры и необходимые действия, связанные с импортом, экспортом или транзитом всей партии груза, e.г. меры, которые должны быть приняты для досмотра товаров таможней во время экспорта. GOR + 1 + 5: 6 :: 5 ‘RRR Copyright GS Edition 2014
34 Номер сегмента: 13 SG4 – C 9 – GOR-DTM-LOC-SEL-FTX-SG5 DTM – C 9 – Дата / время / период До укажите дату, и / или время, или период. C507 ДАТА / ВРЕМЯ / ПЕРИОД MM 2005 Квалификатор функции даты или времени или периода 2380 Дата или время или значение периода C an..35 R 2379 Формат даты или времени или периода M an..3 M 182 = Дата выпуска 192 = Дата истечения срока / время таможенного документа C ан..3 R 102 = CCYYMMDD Этот сегмент используется для указания любых дат или периодов, связанных с государственными процедурами и / или документами для всего груза, например срок истечения таможенных документов. DTM + 192:: 102 ‘Copyright GS Edition 2014
35 Номер сегмента: 14 SG4 – C 9 – GOR-DTM-LOC-SEL-FTX-SG5 LOC – C 9 – Идентификация места / местоположения Для идентификации места или местоположения и / или связанные местоположения Квалификатор функции местоположения C517 ИДЕНТИФИКАЦИЯ МЕСТОПОЛОЖЕНИЯ CA 3225 Имя местоположения C an..25 A UN / LOCODE 1131 Обозначение списка кодов C an..17 O 3224 Название места C an..256 O C519 ИДЕНТИФИКАЦИЯ СВЯЗАННОГО МЕСТОПОЛОЖЕНИЯ 3223 Первое связанное название места M an..3 M 42 = Таможня выезда 45 = Таможня офис назначения (транзит) C an..3 D 3 = IATA (Международная ассоциация воздушного транспорта) 9 = GS1 DE 3055 должен использоваться, если используется DE 3225 и не содержит UN / LOCODE. C C Идентификация списка кодов C an..17 C имя первого связанного местоположения C an..70 C553 ИДЕНТИФИКАЦИЯ СВЯЗАННОГО МЕСТОПОЛОЖЕНИЯ 2 3233 Имя второго связанного местоположения C C Идентификация списка кодов C an..17 C второе связанное название местоположения C an Отношение C an..3 N Этот сегмент используется для идентификации любых местоположений, связанных с государственными процедурами для всей партии груза, например таможня, на которой партия покидает страну. LOC + 42 + BE-BRU ‘NN Copyright GS Edition 2014
36 Номер сегмента: 15 SG4 – C 9 – GOR-DTM-LOC-SEL-FTX-SG5 SEL – C 9 – Номер пломбы Чтобы указать номер пломбы или диапазон номеров пломб Идентификатор пломбы C an ..35 R C215 ВЫДАЧА ПЕЧАТИ CR 9303 Имя пломбирующей стороны C an..3 R CA = Перевозчик CU = Таможня SH = Грузоотправитель TO = Оператор терминала 1131 Идентификация списка кодов C an..17 OC an Имя пломбирующей стороны C an..35 O 4517 Состояние пломбы C an..3 O C208 ДИАПАЗОН ИДЕНТИФИКАЦИОННЫХ НОМЕРОВ CN 7402 Идентификатор объекта M Идентификатор объекта C an..35 Этот сегмент используется для указания номера пломбы и стороны пломбирования для всего груза, например перевозчик несет ответственность за опломбирование грузовика. SEL + 4282 + CA ::: EUROLOG ‘Зависимость Примечания: рекомендуется использовать сегмент SEL в группе сегментов 37.Только если таможенные пломбы используются в определенных транспортных средах, таких как таможенные товары, следует использовать сегмент SEL в группе сегментов 4. D Copyright GS Edition 2014
37 Номер сегмента: 16 SG4 – C 9 – GOR-DTM-LOC-SEL-FTX-SG5 FTX – C 9 – Свободный текст Для предоставления произвольной формы или текстовой информации Текстовый квалификатор M an .. 3 M CIP = импорт инструкций по таможенному оформлению 4453 Функция произвольного текста C an..3 O 1 = текст для последующего использования 3 = текст для немедленного использования C107 TEXT REFERENCE CD Этот композит используется только в том случае, если торговые партнеры согласились использовать взаимно определенные значения Бесплатно текстовое значение M an..17 M 1131 Обозначение списка кодов C an..17 OC an..3 D 91 = Присваивается поставщиком или агентом поставщика 92 = Присваивается покупателем или агентом покупателя C108 ТЕКСТ ЛИТЕРАЛЬНЫЙ КОМПАКТНЫЙ ДИСК Этот составной диск используется только в том случае, если нельзя использовать текст d Значение произвольного текста M an..512 M 4440 Значение произвольного текста C an..512 O 4440 Значение произвольного текста C an..512 O 4440 Значение произвольного текста C an..512 O 4440 Значение произвольного текста C an..512 O 3453 Название языка C an..3 D ISO 639 two alpha Этот элемент данных используется только в том случае, если в элементе данных C имеется произвольный текст, отличный от d. Формат произвольного текста C an..3 N Этот сегмент используется для указания дополнительной информации. Не рекомендуется использовать этот сегмент в свободной форме, так как он может препятствовать автоматической обработке Транспортной инструкции. Закодированные ссылки на стандартные тексты – это доступная функция, которая обеспечивает автоматическую обработку и сокращает накладные расходы на передачу и обработку. Стандартные тексты должны быть взаимно определены торговыми партнерами и могут использоваться для покрытия юридических и других требований. FTX + CIP + 1 + 001 :: 91 ‘Copyright GS Edition 2014
38 Номер сегмента: 17 SG4 – C 9 – GOR-DTM-LOC-SEL-FTX-SG5 SG5 – C 9 – DOC-DTM DOC – M 1 – Детали документа / сообщения Для идентификации документов и деталей, непосредственно связанных с ним.C002 НАИМЕНОВАНИЕ ДОКУМЕНТА / СООБЩЕНИЯ M 1001 Название документа C an..3 R 821 = Модель накладной T1 822 = Модель накладной T Идентификация списка кодов C an..17 OC an Название документа C an..35 O C503 ДЕТАЛИ ДОКУМЕНТА / СООБЩЕНИЯ 1004 Идентификатор документа C an..35 RCMDO 1373 Статус документа C an..3 O 2 = Сопровождающие товары 4 = Для доставки отдельным сообщением EDI 1366 Описание источника документа C an..70 O 3453 Название языка C an..3 O ISO 639 два альфа 1056 Идентификатор версии C an..9 N 1060 Идентификатор версии C an..6 N 3153 Тип средства связи 1220 Требуемое количество копий документов 1218 Требуемое количество оригиналов документов C an..3 C n..2 C n..2 Этот сегмент используется для идентификации любой документации, относящейся ко всей партии груза, которая требуется правительством , например Модель транспортной накладной Т2, подтверждающая, что все товары партии были первоначально произведены в стране Европейского сообщества. DOC: 2 ‘NOO Copyright GS Edition 2014
39 Номер сегмента: 18 SG4 – C 9 – GOR-DTM-LOC-SEL-FTX-SG5 SG5 – C 9 – DOC-DTM DTM – C 1 – Дата / время / период Чтобы указать дату, и / или время, или период.C507 ДАТА / ВРЕМЯ / ПЕРИОД MM 2005 Квалификатор функции даты или времени или периода 2380 Дата или время или значение периода C an..35 R 2379 Формат даты или времени или периода M an..3 M * 7 = Дата / время вступления в силу 36 = Срок действия 137 = Дата / время документа / сообщения 273 = Срок действия C an..3 R 102 = CCYYMMDD 203 = CCYYMMDDHHMM 718 = CCYYMMDD-CCYYMMDD Этот сегмент используется для указания любых дат, относящихся к предыдущему сегменту DOC, например дата товарной накладной модели Т2. DTM + 137:: 102 ‘Авторские права GS Edition 2014
40 Номер сегмента: 19 SG8 – C 99 – TDT-DTM-SG9-SG10 TDT – M 1 – Подробная информация о транспортировке Чтобы указать сведения о транспортировке, такие как вид транспорта, средства транспортного средства, его ссылочный номер перевозки и идентификация транспортного средства Классификатор этапа транспортировки M an..3 M 10 = Транспортировка до перевозки 20 = Транспортировка в основной тележке 30 = Транспортировка в вагоне 8028 Идентификатор транспортного средства поездки C220 РЕЖИМ ТРАНСПОРТИРОВКИ CAC an..17 O Контрольный номер, обозначающий название транспортного режима C an..3 R 10 = 20 = 30 = 40 = 60 = 8066 Название транспортного режима C an..17 N C228 TRANSPORT MEANS CO DE 8179 und 8178 werden nur dann benutzt, wenn der Transporttyp Expizit identifiziert werden muss, d. час wenn eine allgemeine Beschreibung, wie Straßentransport, nicht zutrifft Описание транспортных средств 8178 Описание транспортных средств C an..17 D C040 CARRIER COC an..8 D 23 = железнодорожный цистерна 31 = грузовик 3138 = бронированный автомобиль 3127 Идентификатор перевозчика C an..17 A Глобальный номер местоположения GLN – Формат n Идентификация списка кодов C an..17 O 3128 Carrier имя C an..35 OC an..3 D 9 = GS Указатель направления транзита C an..3 O BS = Покупатель к поставщику SB = Поставщик к покупателю C401 ИНФОРМАЦИЯ О ПРЕВЫШЕНИИ ТРАНСПОРТИРОВКИ CN 8457 Причина превышения перевозки 8459 Ответственность за чрезмерную транспортировку 7130 Отгрузка клиенту идентификатор авторизации C222 ИДЕНТИФИКАЦИЯ ТРАНСПОРТА 8213 Идентификационное имя транспортного средства M an..3 M an..3 C an..17 C C Обозначение списка кодов C an..17 O C an..3 D DE 3055 должен использоваться, если используется DE 8213. OO Copyright GS Edition 2014
41 Номер сегмента: Транспортное средство обозначает идентификационное имя 8453 Транспортное средство обозначает национальность 8281 Указатель транспортного средства собственности C an..35 R Номерной знак транспортного средства / номер воздушного судна C an..3 O ISO 3166 два альфа C an .. 3 N Этот сегмент используется для обозначения транспортных средств и, при необходимости, перевозчика, который будет использоваться для отправки груза, для которого выдается инструкция по транспортировке.При использовании обязательно указывать основной вид транспорта вагона в этом сегменте. Замечания по зависимостям TDT: DE C228: DE 8179 и DE 8178 используются только тогда, когда необходимо конкретно идентифицировать тип транспорта, то есть общее описание, такое как автомобильный транспорт, не подходит. Copyright GS Edition 2014
42 Номер сегмента: 20 SG8 – C 99 – TDT-DTM-SG9-SG10 DTM – C 9 – Дата / время / период Для указания даты и / или времени или периода. C507 ДАТА / ВРЕМЯ / ПЕРИОД M M 2005 Дата или время или квалификатор функции периода 2380 Дата или время или значение периода C an..35 R 2379 Формат даты или времени или периода Этот сегмент используется для определения дат, относящихся к транспортным средствам. DTM + 133:: 203 ‘M an..3 M 133 = Дата / время отправления, ориентировочно 190 = Дата / время перегрузки C an..3 R 102 = CCYYMMDD 203 = CCYYMMDDHHMM Copyright GS Edition 2014
43 Номер сегмента: 21 SG8 – C 99 – TDT-DTM-SG9-SG10 SG9 – C 99 – LOC-DTM LOC – M 1 – Идентификация места / местоположения Для идентификации места или местоположения и / или связанных местоположений Классификатор функции местоположения C517 LOCATION IDENTIFICATION CAM an..3 M 9 = Место / порт погрузки 11 = Место / порт разгрузки 3225 Название места C an..25 A GLN – Формат n Идентификация списка кодов C an..17 O 3224 Название места C an..256 O C519 СВЯЗАННЫЕ МЕСТОПОЛОЖЕНИЕ ОДИН ИДЕНТИФИКАЦИЯ 3223 Первое связанное имя местоположения C an..3 D 9 = GS1 DE 3055 должно использоваться, если используется DE 3225 и не содержит UN / LOCODE. C C Идентификация списка кодов C an..17 C имя первого связанного местоположения C an..70 C553 ИДЕНТИФИКАЦИЯ СВЯЗАННОГО МЕСТОПОЛОЖЕНИЯ 2 3233 Имя второго связанного местоположения C C Идентификация списка кодов C an..17 C имя второго связанного местоположения C an Отношение C an..3 N Этот сегмент используется для идентификации местоположений, относящихся к деталям транспортировки для полной инструкции по транспортировке. LOC :: 9 ‘NN Copyright GS Edition 2014
44 Номер сегмента: 22 SG8 – C 99 – TDT-DTM-SG9-SG10 SG9 – C 99 – LOC-DTM DTM – C 9 – Дата / время / период Чтобы указать дату , и / или время, или период. C507 ДАТА / ВРЕМЯ / ПЕРИОД M M 2005 Дата или время или квалификатор функции периода 2380 Дата или время или значение периода C an..35 R 2379 Дата или время или формат периода M an..3 M 133 = Дата / время отъезда, ориентировочно 136 = Дата / время отъезда C an..3 R 102 = CCYYMMDD 203 = CCYYMMDDHHMM Этот сегмент используется для указания любых дат связанные с местоположением, определенным для конкретного этапа перевозки. DTM + 133:: 102 ‘Авторское право GS Edition 2014
Руководство по техническому обслуживанию Vaillant turbotec plus
Vaillant ecotec plusproonwards Руководство по установке и обслуживанию Руководство по обслуживанию vaillant ecotec plus new rev A Руководство по установке и обслуживанию →.Дилер авторизует центральный терминал vaillant si viessmann centrale cu конденсат 100% calitate germana preturi mici garantie extinsa montaj pif service centrale termice produse de top livrare gratuita reduri de pret. Просто нажмите на модель или номер совета по газу, и руководство загрузится внизу страницы, когда загрузка будет завершена, дважды щелкните загрузку, и руководство откроется правой кнопкой мыши, чтобы сохранить. 06 (только vaillant atmo) обрыв цепи неисправности внутреннего тягового датчика датчика, кабеля или разъема f.Лицо, оказывающее услугу, является функциональным, dar cand l- am intrebat daca este necesar sa cumpar un senzor de external sau un termostat de inner mi- a motivat ca nu.
Проверьте свой почтовый ящик, и если вы не можете его найти, проверьте папку со спамом, чтобы убедиться, что он не попал в нее. Ознакомьтесь с руководством по эксплуатации с владельцем и ответьте. Vaillant ecotec pro инструкция по эксплуатации инструкция по эксплуатации инструкция по эксплуатации (12 страниц) vaillant ecotec plus series инструкция по установке и обслуживанию.Подключить котел л / п к нагревательному звену л / н; 2. Котел центрального отопления Vaillant ecotec plus 824. Размер файла – 26 мб дата создания – новем последнее обновление -. Инструкции по эксплуатации котлов серии vaillant turbomax plus 824e, 828e, 824eh, 828eh. У меня есть котел vaillant turbotec, который не работает:: я пытаюсь найти запчасти и руководство по обслуживанию для vaillant:: я заменяю газовый клапан на воде vaillant turbomag:: у меня есть водогрейный котел vaillant с утечкой CO2, просто интересно: : котел vaillant ecotec plus 831 с изображением с.1: недостаток газа, неисправность системы зажигания или дымохода – возможно, потребуется отрегулировать газовый клапан или заменить неисправный электродный провод. Запчасти для отопления и горячей воды.
Загрузите любое руководство для vaillant thermocompact hr vuw nlсводка исследования: руководство пользователя, руководство пользователя, инструкция по эксплуатации, сервис. Возможная причина кода неисправности; f. Добро пожаловать в manualmachine. Dk vc 105 / 3- e vc 205 / 3- e vc 255 / 3- e vcw 205 / 3- e vcw 255 / 3- e для brugeren betjeningsvejledning turbotec exclusiv væghængt gaskedel 834659_ 14dk_ 08.Также могут быть включены схемы и иллюстрированный список деталей. Мы не несем ответственности за любой ущерб, вызванный несоблюдением данных руководств. Atmotec / turbotec pro atmotec / turbotec pro atmotec / vuw 11 / 202- 3 м turbotec pro raspon uëinka zidnih ure ajatoplinski učinak u kw pri 80/60 ° c vuw 180-3 м / 182- 3 м 7, 2 18, – 3 m / 242- 3 m 9, 6 24, 0 8, 0 11, 0. Руководство пользователя vaillant cf40 service – это руководство пользователя – также называемое руководством пользователя или инструкциями по эксплуатации – содержит всю информацию, позволяющую пользователю в полной мере использовать продукт.Поле поиска для поиска по gc вы можете заключить в речевые метки, например, «41- xxx-xx», или вы можете ввести комбинацию, например «41 567». Инструкции и руководства для Vaillant vuw exp 282 / 3-5. Посмотреть и скачать vaillant atmo vit vk с инструкцией по эксплуатации онлайн.
Если вы находитесь в большом Лондоне и вам требуется установка / обслуживание бойлера или другие проблемы с водопроводом или электричеством, мы можем вам помочь. 4 вверх для руководства atmotec proatmotec plus i turbotec proturbotec plus primjer za to je. Руководство по ремонту Fostex 2440.Проблемы, которые могут вызвать блокировку, включают низкое давление, высокое давление, блокировки системы и самой системы. Или выберите свой магазин на нашей карте.
Просмотрите и загрузите более 257 руководств пользователя, руководств по обслуживанию и эксплуатации vaillant в формате pdf. Доставка; введите почтовый индекс доставки. Вы можете попробовать другие комбинации, чтобы найти нужную вам модель. База данных содержит 1 руководство по vaillant vuw exp 282 / 3-5 (доступно для бесплатного просмотра в режиме онлайн или загрузки в формате pdf): руководство по эксплуатации.
Котлы ecotec plus можно настроить на месте для использования на сжиженном газе (пропан g31), см. Инструкции в разделе 7 или обратитесь в сервисный центр vaillant. 4 дополнительных аксессуара для таймера. По словам vaillant, код неисправности f20 отображается при перегреве котла. Vaillant ecotec pro manual vaillant – atmomag mini / 0 xz котел (руководство пользователя на французском языке) vaillant – ecomax / 2 e котел (руководство по обслуживанию на английском языке) – скачать _ страхование в соответствии с вашими личными требованиями пользователя эта статья вы котел [ host] не может игнорировать важность отправки каталога вручную.
Eh, vaillant vcw 242, руководство / отзывы пользователей / документы. Ureaji vaillant atmotec proatmotec plus i hr. Если вы не можете найти какие-либо конкретные руководства, свяжитесь с нами. Если вы ищете какое-либо конкретное руководство по эксплуатации vaillant ecotec plus, то вы попали в нужное место. 10 короткое замыкание датчика ntc (более 130 ° C) неисправность датчика, кабеля или разъема f. Электромонтажная схема подключения сетевого кабеля vaillant ecotec plus 937 руководство по ремонту комбинированный котел 824 пользовательская эксклюзивная установка гнездо водонагревателя 3-го поколения.Vaillant vmw 202 2 3b R2, инструкция по эксплуатации. База данных содержит 1 руководство vaillant turbomax vuw 242 / 1e (доступно для бесплатного онлайн-просмотра или загрузки в формате pdf): руководство пользователя. Buderus logamax gb062- 24 kde h v2 service manual (57 страниц) bosch tronic 1000t es 035-4 m 0 wiv- b инструкция по эксплуатации и установке. Vaillant – vk int (руководство по обслуживанию) руководство по обслуживанию vaillant vk int – это руководство по обслуживанию или руководство по ремонту или руководство по ремонту является техническим документом, содержащим инструкции о том, как поддерживать продукт в рабочем состоянии.
Руководство по эксплуатации и обслуживанию. Ai libertatea sa plateti in rate, beneficiezi de Promotiile zilei, Deschiderea coletului la livrare, easybox, бесплатный возврат в размере 30 zile si мгновенный возврат денег. Котел центрального отопления Vaillant ecotec plus 831. Vaillant обязуется исправлять любой производственный дефект, возникший в течение двадцати четырех месяцев (ecotec plus) или тридцати шести месяцев (ecotec эксклюзивно) с даты установки. Это руководство включает описание функций и возможностей, а также инструкции в виде пошаговых процедур.Нужна инструкция для вашего котла центрального отопления vaillant ecotec plus 824? Только vaillant atmo) обрыв в цепи внешнего датчика тяги котла неисправность датчика, кабеля или разъема f. Vaillant atmotec и turbotec представляют собой совершенно новое чувство ориентированности на качество.
Руководство по эксплуатации котлов Vaillant. Инструкции по эксплуатации, руководства и технические характеристики котла vaillant turbomax vuw 242 / 1e. Снимите штифт на котле 3/4 и подключите к нагревательной перемычке 2–3 ;. Провел поиск по форуму, и я считаю, что мне нужно: 1.F28 – это неисправность котлов vaillant ecotec pro, ecotec pro plus и turbomax plus 824 / 828e, которая определяется компанией vaillant следующим образом: код неисправности vaillant возможная причина. 1: позиции, поставляемые с агрегатом (турбомакс плюс), таблица l. Kotle a tepelná čerpadla vaillant se vyznačují špičkovou kvalitou a vysokým výkonem. Покомпонентные изображения и списки деталей для руководства vaillant ecotec plus 831. Требуется инструкция для вашего котла центрального отопления vaillant ecotec plus 831? Эта страница представляет собой специальную страницу с инструкциями для одной из самых популярных подмоделей vaillant, то есть vaillant ecotec plus.Cumpara centrala termica murala Conventionala vaillant turbotec plus 242 / 3-5, gaz, tiraj fortat, 24 kw, doua schimbatoare de caldura, display digital luminat albastru, functie confort acm de la emag!
Caldaia vaillant vc vcw – модель e vc 112 e – vc 242 e – vcw 182 e – vcw 242 e – vcw 282 e – vcw 185 eu – vcw 245 ec – vcw 240 e so27. 8: 56 uhr seite 1. 2 правила газовой безопасности (установка и использование) в ваших собственных интересах и безопасности, это закон, что все газовые приборы устанавливаются a.Перечисленные ниже руководства пользователя Vaillant являются руководствами пользователя Vaillant. 1: элементы, поставляемые с агрегатом (turbomax plus) евро б / с 086 / 0gb_ plus описание количества элементов 1 1 бойлер 2 1 ограничительное кольцо дымохода 3 1 дверца крышки управления 5 1 впускной клапан холодной воды 6 3 эксплуатационная стоимость подачи и возврата, газовые системы клапан 4 1 нижняя крышка (в нижней упаковке).
Привет, я хочу установить термостат третьего поколения для дома моего отца. Схемы и иллюстрированный список запчастей тоже могут быть. Vaillant turbomax vuw 242 / 1e инструкции и руководства.Вы можете использовать расширенные услуги и широкий сервисный партнер. Руководство по эксплуатации котла Vaillant ecotec plus 418.
Для 2-го или 3-го года гарантии, ежегодное обслуживание должно выполняться зарегистрированным установщиком corgi в течение одного года после установки. Руководство по эксплуатации Vaillant ecotec plus 624. Управление насосом 2-х ступенчатое механическое. Ecotec plus 612 ecotec plus 615 ecotec plus 618 ecotec plus 624 ecotec plus 630 ecotec plus 824. Это отказобезопасное устройство, предназначенное для срабатывания, когда котел не работает в пределах своего рабочего диапазона.В vanzarile companiei au atins mld euro cu 12, angajati vaillant group este o companie de familie, si a ramas asa inca din vaillant group in vanzari & numar de angajati pe regiune vaillant group factori de successces prezenta internationala. На кухне есть vaillant ecotec plus 418, наверху – большой «бойлерный» бак.
Ниже приведены специальные разделы руководств vaillant ecotec pro и plus. Обслуживание клиентов:. Привет, мой vaillant vcw gb 242 e течет из привет мой vaillant vcw gb 242 e combi котел isaug 31 Мне требуется бесплатное руководство для vaillant 824 turbomax, не могли бы вы сказать мне, где я могу найти.Характеристики atmotec plus и turbotec plus с первого взгляда: – версии мощностью 24 кВт как отопительный прибор и 24, 28 кВт как смешанный блок. Также есть часто задаваемые вопросы, рейтинг продукта и отзывы.
Kondenzacijski kombinirani plinski. Ниже вы можете бесплатно просмотреть и скачать руководство в формате pdf. Позвоните нам по телефону / или напишите на адрес com. Amachizitionat de curand o ct vaillant turbotec plus vuw322 / 3- 5. Ниже приведены инструкции по эксплуатации котла. Его котел – vaillant turbotec plus, подключен к другой комнате с контроллером / термостатом (vrt 330).Я думаю, что это довольно просто, но я не получаю никакой помощи от найденных мной руководств.
Vaillant ecotec plus. Просмотрите и скачайте онлайн-инструкцию vaillant eco vit exclusiv vkk int 6564. Краткий обзор Atmotec plus и turbotec plus: – версии мощностью 12, 20, 24 кВт в качестве нагревательного прибора и 24, 28 кВт в качестве смешанного блока для нагрева и производства горячей воды для бытового потребления – функция теплого старта – быстрая установка благодаря регулируемому настенный кронштейн и вырез для трубы – простота обслуживания благодаря трехсекционному кожуху.База данных содержит 18 руководств для серии vaillant ecotec plus (доступных для бесплатного просмотра в Интернете или загрузки в формате pdf): руководство по эксплуатации, руководство по установке и обслуживанию, руководство пользователя, инструкции по установке и обслуживанию, руководство по установке и обслуживанию. Základní charakteristika: – závěsný kotel pro vytápění a ohřev užitkové vody na zemní plyn a kapalný plyn – propan s odvodem spalin. Сообщение harpix42 »вт 22:43 привет, только что переехал в новый дом и у меня проблемы с пониманием настройки котла.Вы успешно зарегистрировались.
Включает обслуживание, ремонт и обслуживание продукта. Мое видео предназначено для людей в возрасте, чтобы показать вам простые пошаговые инструкции по устранению неисправности «f 22» на комбинированном котле vaillant ecotec plus. Моя учетная запись войдите или зарегистрируйтесь. 2 сервисный клапан (подача отопительной системы) 3 штуцер для ГВС 4 компрессионный штуцер (газ) 5 сервисный газовый вентиль (входит в комплект поставки котла) 6 штуцер для холодной воды с запорным вентилем 7 сервисный вентиль (обратка из отопительной системы) 8 компрессия штуцер (возврат из системы отопления) 9 предохранительный клапан рис.Manual de utilizare centrala termica vaillant turbotec specificatii caracteristici generale utilizare rezidential tip Centrala termica Conventionala destinat pentru incalzire & preparare apa calda menajera suprafata de montare perete tip alimentare gaz natural preparare apa calda utilisation fortress digital fortunation 24 квт. Vaillant vuw 242 23 ручной заводской комбинированный котел Turbotec с одводом спалин обводов. Руководство по обслуживанию vaillant atmomag plu – это руководство по обслуживанию или руководство по ремонту или руководство по ремонту является техническим документом, содержащим инструкции по поддержанию надлежащей работы продукта.Инструкции по эксплуатации, инструкции и технические характеристики котла vaillant vuw exp 282 / 3-5.