Вертикально-фрезерный станок 6Р12: технические характеристики, схема, паспорт
Вертикально-фрезерный станок 6Р12 является одним из наиболее востребованных инструментов в области металлообработки, он предназначен для выполнения широкого спектра операций. В данной статье мы рассмотрим подробные сведения о фрезерном станке 6Р12, его принципе работы, особенностях конструкции, настройке, эксплуатации и других важных характеристиках.
Содержание:
- 1 Область применения
- 2 Общий вид
- 3 Сведения о производителе
- 3.1 Аналоги
- 4 Принцип работы и особенности конструкции
- 5 Посадочные и присоединительные базы
- 6 Расположение и перечень составных частей
- 6.1
- 7 Расположение и перечень органов управления
- 7.1
- 8 Схема кинематическая
- 9 Технические характеристики
- 10 Описание конструкции основных узлов
- 10.1 Станина
- 10.2 Поворотная головка и шпиндель
- 10.
 3 Подшипники шпинделя
3 Подшипники шпинделя- 10.3.1 Перечень подшипников качания
- 10.4 Фрезерная головка
- 10.5 Механизм опускания и подъема консоли
- 10.6 Стол и салазки
- 10.7 Коробка переключения скоростей
- 10.8 Электромагнитная муфта
- 10.9 Коробка подач
- 10.10 Консоль
- 11 Паспорт, инструкция по эксплуатации
- 12 Настройка наладка и режимы работы
- 13 Электрооборудование
- 14 Схема электрическая принципиальная
- 15 Рекомендации по эксплуатации
 3 Подшипники шпинделя
3 Подшипники шпинделяОбласть применения
Фрезерный станок 6Р12 используется в различных отраслях промышленности и машиностроения для обработки деталей из различных материалов. Он может быть использован для следующих операций:
- Фрезерование – процесс обработки поверхности детали с помощью фрезы.
- Сверление – процесс обработки отверстий в деталях различных форм и размеров.
- Растачивание – процесс обработки внутренних и внешних поверхностей детали с помощью специальных резцов.
- Резьбонарезание – процесс обработки деталей, при котором осуществляется нарезка внутренней и внешней резьбы.

Вертикально-фрезерный станок 6Р12 может использоваться для обработки деталей из различных материалов, таких как сталь, чугун, алюминий, латунь, пластмассы и др. Он наиболее часто используется в автомобильной, авиационной, электротехнической, приборостроительной и других отраслях промышленности.
С помощью фрезерного станка 6Р12 можно производить обработку деталей различных размеров и форм, начиная от мелких деталей и заканчивая крупными заготовками. Он может быть использован для серийного и массового производства деталей, а также для единичного производства.
Фрезерный станок 6Р12 является универсальным и надежным инструментом для обработки деталей различных материалов и форм. Он позволяет производить обработку деталей высокой точности и качества, что является важным требованием в современной промышленности.
Общий вид
Сведения о производителе
Вертикально-фрезерный станок 6Р12 производится в России компанией «Трансмашхолдинг». Это компания с более чем 150-летней историей, которая специализируется на производстве оборудования для металлообработки. Все изделия компании соответствуют высоким стандартам качества и прошли сертификацию в соответствии с международными стандартами.
Это компания с более чем 150-летней историей, которая специализируется на производстве оборудования для металлообработки. Все изделия компании соответствуют высоким стандартам качества и прошли сертификацию в соответствии с международными стандартами.
Аналоги
Наиболее известными аналогами фрезерного станка 6Р12, которые выпускались являются станки производства компаний «Коломенский завод имени С.М. Кирова», «Саратовский станкостроительный завод» и др. В зарубежных странах широко используются фрезерные станки производства таких компаний, как «DMG MORI», «Haas Automation», «Doosan Machine Tools» и другие.
Принцип работы и особенности конструкции
Фрезерный станок 6Р12 работает на основе принципа вращения инструмента вокруг своей оси и передвижения детали в различных направлениях. Это позволяет выполнить различные операции по обработке деталей.
Особенность конструкции фрезерного станка 6Р12 заключается в том, что он имеет широкий диапазон регулировки скорости вращения шпинделя, что позволяет работать с различными материалами и инструментами. Также станок оснащен многопозиционной поворотной головкой, что позволяет обрабатывать детали под различными углами.
Также станок оснащен многопозиционной поворотной головкой, что позволяет обрабатывать детали под различными углами.
Посадочные и присоединительные базы
Фрезерный станок 6Р12 имеет посадочную базу, на которую крепятся различные приспособления и инструменты. Присоединительная база позволяет соединить станок с различными устройствами, такими как центральная система пневматического зажима деталей и другие.
Кинематическая схема фрезерного станка 6Р12 включает в себя поворотную головку, шпиндель, фрезерную головку, механизм опускания и подъема консоли, стол и салазки, коробку переключения скоростей, электромагнитную муфту, коробку подач и консоль.
Технические характеристики
Описание конструкции основных узлов
Фрезерный станок 6Р12 имеет сложную схему, которая состоит из узлов и механизмов. Рассмотрим основные узлы фрезерного станка 6Р12 подробнее.
Станина
фрезерного станка 6Р12 является основной конструктивной деталью, на которой установлены все узлы и механизмы.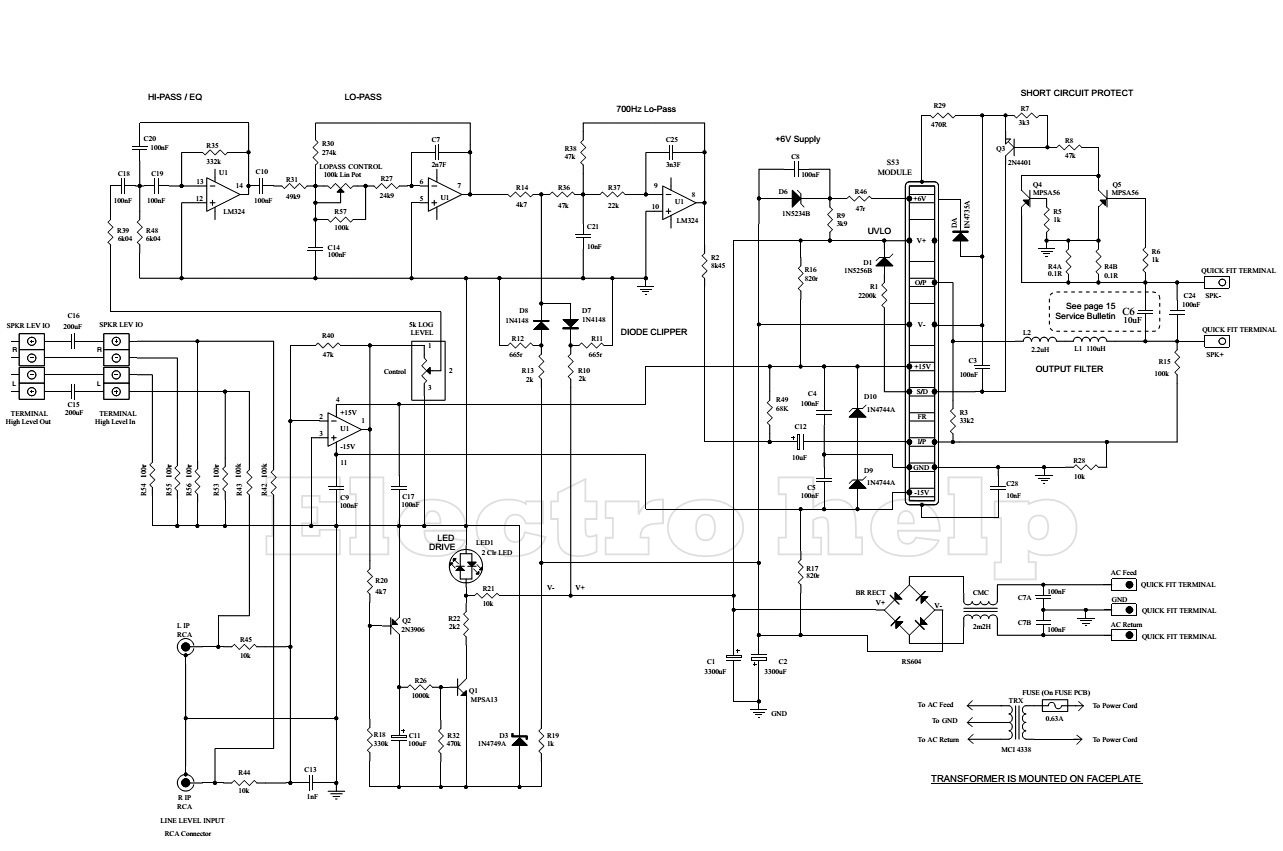 Она выполнена из стальной листовой заготовки и имеет жесткую конструкцию.
Она выполнена из стальной листовой заготовки и имеет жесткую конструкцию.
Поворотная головка и шпиндель
Поворотная головка фрезерного станка 6Р12 имеет многопозиционную систему фиксации и позволяет обрабатывать детали под разными углами. Шпиндель представляет собой конический вал, на котором устанавливается фрезерная головка.
Подшипники шпинделя
Подшипники шпинделя фрезерного станка 6Р12 обеспечивают гладкую и стабильную работу шпинделя во время обработки деталей. Подшипники предназначены для уменьшения трения и износа механизмов, что повышает качество и точность обработки деталей.
Фрезерный станок 6Р12 оснащенный двумя подшипниками, которые расположены в непосредственной близости от шпинделя. Подшипники выполнены в соответствии с ГОСТ из высококачественной стали и имеют высокую точность изготовления, что обеспечивает гладкую и стабильную работу шпинделя.
Подшипники шпинделя фрезерного станка 6Р12 могут быть двух типов: шариковые и роликовые.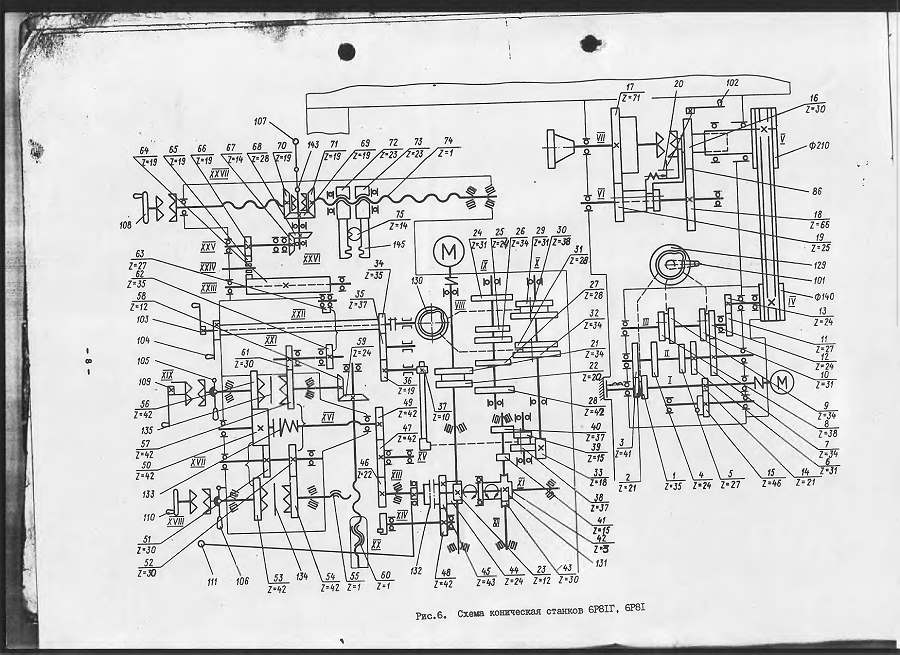 Шариковые подшипники обеспечивают высокую скорость вращения шпинделя, но имеют меньшую нагрузочную способность по сравнению с роликовыми подшипниками. Роликовые подшипники обеспечивают более высокую нагрузочную способность, но имеют меньшую скорость вращения.
Шариковые подшипники обеспечивают высокую скорость вращения шпинделя, но имеют меньшую нагрузочную способность по сравнению с роликовыми подшипниками. Роликовые подшипники обеспечивают более высокую нагрузочную способность, но имеют меньшую скорость вращения.
Кроме того, подшипники шпинделя фрезерного станка 6Р12 должны регулярно обслуживаться и чиститься от пыли и грязи. Это поможет сохранить высокую точность и надежность работы механизма, а также продлит срок его эксплуатации.
Перечень подшипников качания
Фрезерная головка
Фрезерная головка – это узел, который предназначен для крепления инструмента (фрезы) и обеспечивает его точное положение во время обработки деталей. Фрезерная головка является одним из наиболее важных узлов фрезерного станка 6Р12, так как именно она обеспечивает высокий класс точности и качество обработки деталей.
Фрезерная головка имеет возможность вращения на 360 градусов, что позволяет использовать инструмент под разными углами. Это особенно важно при обработке сложных деталей с различными поверхностями. Фрезерная головка может быть установлена на поворотной головке, что позволяет обрабатывать детали под различными углами и ориентациями.
Это особенно важно при обработке сложных деталей с различными поверхностями. Фрезерная головка может быть установлена на поворотной головке, что позволяет обрабатывать детали под различными углами и ориентациями.
Фрезерная головка может быть выполнена из материалов, таких как сталь или чугун. Она имеет специальные зажимные устройства, которые позволяют быстро и легко крепить, и отсоединять инструмент. Некоторые модели фрезерных головок имеют возможность автоматической замены инструмента, что позволяет повысить производительность и эффективность работы фрезерного станка.
Важным параметром фрезерной головки является размер крепежного патрона. Фрезерные головки могут быть оснащены патронами различных размеров, что позволяет использовать различные виды инструмента. Кроме того, фрезерная головка может быть оснащена системой охлаждения инструмента, которая позволяет снизить температуру и избежать его перегрева в процессе работы.
Регулярное обслуживание фрезерной головки, включая смазку и очистку, является важным условием для ее надежной работы.
Механизм опускания и подъема консоли
Механизм опускания и подъема консоли является важным узлом фрезерного станка 6Р12, который обеспечивает опускание и подъем фрезерной головки для обработки деталей различных размеров. Он позволяет установить фрезерную головку на нужной высоте, что позволяет обеспечить высокую точность и качество обработки деталей.
Механизм опускания и подъема консоли фрезерного станка 6Р12 работает на основе привода, который обеспечивает движение консоли вверх и вниз. Консоль, на которой установлена фрезерная головка, закреплена на вертикальной направляющей, которая в свою очередь расположена на станине.
Опускание и подъем консоли происходит при помощи движения винта или гидравлического цилиндра. В зависимости от модели фрезерного станка, механизм опускания и подъема консоли может иметь различные конструктивные особенности. Например, в некоторых моделях механизм оснащен системой автоматической регулировки глубины фрезерования, что позволяет установить заданную глубину обработки.
Механизм опускания и подъема консоли фрезерного станка 6Р12 должен регулярно обслуживаться, чтобы обеспечить его надежную и безотказную работу. Регулярная смазка и чистка механизма помогают уменьшить износ деталей и продлить срок его эксплуатации. Кроме того, необходимо следить за состоянием вертикальной направляющей, чтобы избежать ее износа и убедиться в том, что консоль движется плавно и без заеданий.
Стол и салазки
Стол и салазки фрезерного станка 6Р12 обеспечивают точное положение детали и фиксацию ее во время обработки. Они играют важную роль в обеспечении высокой точности и качества обработки деталей.
Стол фрезерного станка 6Р12 предназначен для установки деталей, которые будут подвергаться обработке. Стол может быть горизонтальным или вертикальным, в зависимости от типа обрабатываемых деталей. Он имеет специальные пазы, в которые могут быть установлены салазки для фиксации деталей в нужном положении.
Стол может быть горизонтальным или вертикальным, в зависимости от типа обрабатываемых деталей. Он имеет специальные пазы, в которые могут быть установлены салазки для фиксации деталей в нужном положении.
Салазки фрезерного станка 6Р12 являются механизмами, которые служат для фиксации деталей в нужном положении на столе. Салазки могут иметь различные размеры и конструктивные особенности, в зависимости от типа обрабатываемых деталей. Некоторые модели салазок оснащены системами быстрой фиксации, что позволяет быстро и легко устанавливать, и снимать детали.
Важно отметить, что стол и салазки фрезерного станка 6Р12 должны быть регулярно проверяются и настраиваться на точность. Некоторые модели фрезерных станков оснащены специальными устройствами для проверки и настройки точности положения детали на столе. Регулярная смазка и чистка механизмов также являются важными условиями для их надежной и безотказной работы.
Кроме того, при работе с фрезерным станком 6Р12 необходимо обеспечить безопасность работы.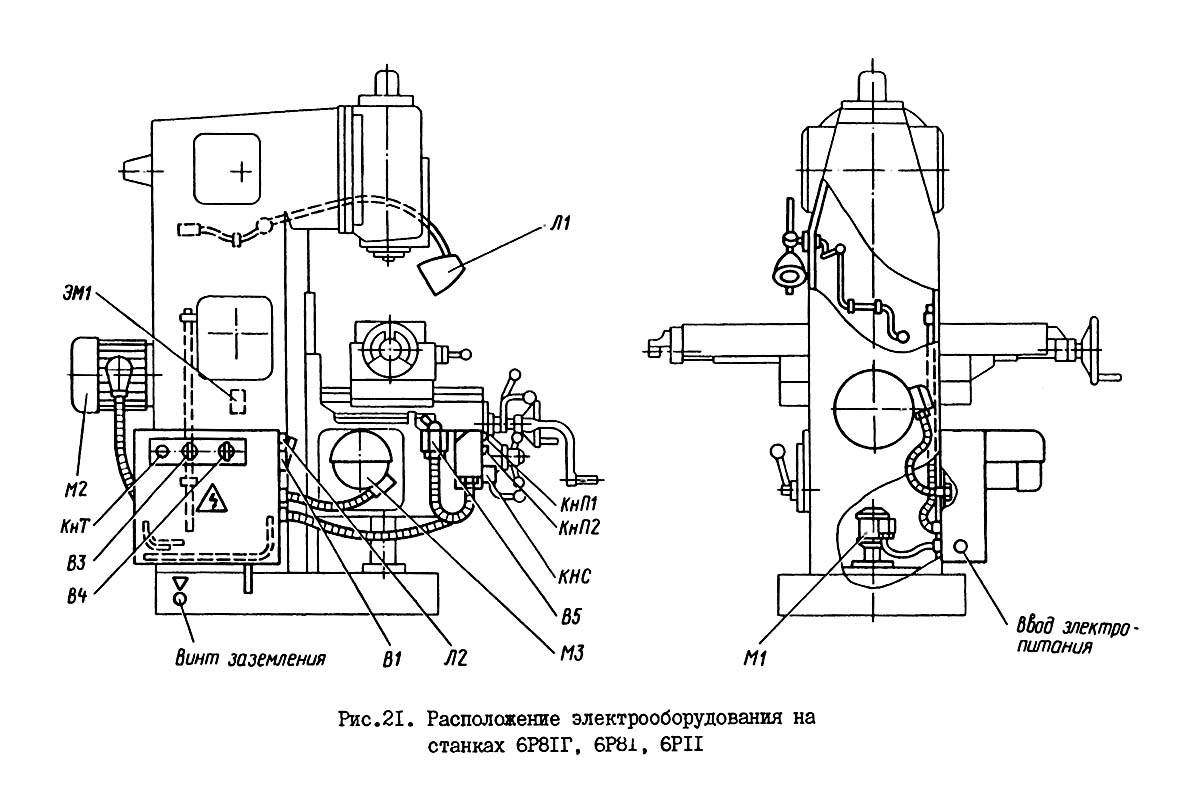 Необходимо убедиться в правильной фиксации детали на столе и избегать движения рук или тела в зоне действия инструмента. Для защиты от случайных повреждений необходимо использовать защитные щитки или ограждения. Подача стола осуществляется ручным или механическим способом.
Необходимо убедиться в правильной фиксации детали на столе и избегать движения рук или тела в зоне действия инструмента. Для защиты от случайных повреждений необходимо использовать защитные щитки или ограждения. Подача стола осуществляется ручным или механическим способом.
Коробка переключения скоростей
Коробка переключения скоростей обеспечивает переключение между различными скоростями вращения шпинделя, грубо говоря это переключатель скоростей. Это позволяет выбрать оптимальную скорость для каждого типа обработки деталей, что в свою очередь влияет на качество и скорость выполнения работы.
Коробка переключения скоростей фрезерного станка 6Р12 имеет несколько скоростных режимов вращения шпинделя, которые можно переключать в зависимости от нужд пользователя. Обычно коробка переключения скоростей содержит от 12 до 24 скоростей, что позволяет выбрать наиболее подходящую скорость для каждого типа обработки.
Переключение скоростей происходит при помощи специальных рычагов или кнопок, которые находятся на коробке переключения скоростей. Некоторые модели фрезерных станков могут быть оснащены системами автоматической переключения скоростей, которые выбирают оптимальную скорость в зависимости от типа обрабатываемого материала.
Некоторые модели фрезерных станков могут быть оснащены системами автоматической переключения скоростей, которые выбирают оптимальную скорость в зависимости от типа обрабатываемого материала.
Важно отметить, что коробка переключения скоростей фрезерного станка 6Р12 должна быть регулярно обслуживаема. Регулярная смазка и очистка механизмов коробки помогают увеличить срок ее службы и обеспечить точную работу при переключении скоростей.
Кроме того, при работе с фрезерным станком 6Р12 необходимо учитывать особенности переключения скоростей. Необходимо следить за тем, чтобы переключение происходило при остановленном шпинделе. При переключении скоростей необходимо избегать резкого удара на рычаг или кнопку переключения скорости, чтобы избежать поломки шестерни или других механизмов коробки переключения скоростей.
Электромагнитная муфта
Электромагнитная муфта обеспечивает быстрое и точное переключение между режимами работы фрезерной головки. Это позволяет выбирать оптимальный режим в зависимости от типа обрабатываемых деталей и получать высокое качество обработки.
Это позволяет выбирать оптимальный режим в зависимости от типа обрабатываемых деталей и получать высокое качество обработки.
Электромагнитная муфта фрезерного станка 6Р12 работает на основе принципа электромагнитной индукции. Когда подается электрический ток на муфту, возникает магнитное поле, которое приводит к перемещению ферромагнитной накладки и переключению механизма на другой режим работы. Это позволяет быстро и точно переключать режимы работы фрезерной головки.
Электромагнитная муфта фрезерного станка 6Р12 обычно установлена на шпинделе и связана с коробкой переключения скоростей. Она позволяет быстро переключаться между режимами работы фрезерной головки, такими как фрезерование, сверление, нарезка резьбы и т.д. В зависимости от модели фрезерного станка, муфта может иметь различные конструктивные особенности, такие как система быстрого переключения, которая позволяет быстро переключаться между режимами работы.
Коробка подач
Коробка подач фрезерного станка 6Р12 может быть оснащена различными устройствами для управления подачей. Например, она может иметь систему регулировки подачи, которая позволяет изменять скорость подачи в зависимости от типа обрабатываемых деталей и требуемой точности. Также она может быть оснащена системой автоматической подачи.
Например, она может иметь систему регулировки подачи, которая позволяет изменять скорость подачи в зависимости от типа обрабатываемых деталей и требуемой точности. Также она может быть оснащена системой автоматической подачи.
Важно отметить, что коробка подач фрезерного станка 6Р12 должна регулярно обслуживаться. Регулярная смазка и чистка механизмов коробки подач помогают увеличить срок ее службы.
Консоль
Консоль обеспечивает перемещение инструмента в трехмерном пространстве для обработки деталей. Консоль состоит из ряда узлов, которые обеспечивают управление перемещением инструмента в различных направлениях и плоскостях.
Консоль фрезерного станка 6Р12 может быть оснащена несколькими осями перемещения, такими как ось X, Y и Z. Они обеспечивают перемещение инструмента вдоль горизонтальной, вертикальной и глубинной осей. В зависимости от модели фрезерного станка, консоль может иметь дополнительные оси перемещения, такие как ось A, B и C, которые обеспечивают вращение инструмента вокруг различных осей.
Консоль фрезерного станка 6Р12 может быть управляемой как вручную, так и автоматически. При ручном управлении оператор может перемещать инструмент в требуемое положение при помощи ручек и кнопок, которые находятся на консоли. При автоматическом управлении, перемещение инструмента происходит по заданным параметрам программы обработки, которая создается на компьютере и загружается в станок.
Кроме того, консоль фрезерного станка 6Р12 может быть оснащена системой измерения, которая позволяет определить точное положение инструмента в трехмерном пространстве. Это позволяет обеспечить высокую точность и качество обработки деталей.
Паспорт, инструкция по эксплуатации
По ссылке можно скачать бесплатно паспорт или инструкцию по эксплуатации фрезерного станка 6Р12, формат — PDF
Настройка наладка и режимы работы
Настройка и наладка фрезерного станка 6Р12 требует определенных знаний и навыков. Перед началом работы необходимо прочитать инструкцию по эксплуатации и ознакомиться с особенностями конструкции станка. Также необходимо произвести проверку и регулировку основных узлов и механизмов перед началом работы.
Перед началом работы необходимо прочитать инструкцию по эксплуатации и ознакомиться с особенностями конструкции станка. Также необходимо произвести проверку и регулировку основных узлов и механизмов перед началом работы.
Режимы работы фрезерного станка 6Р12 могут быть различными и зависят от типа обрабатываемого материала, размеров и формы детали, типа используемого инструмента и других факторов.
Электрооборудование
Фрезерный станок 6Р12 оснащен электрооборудованием, которое обеспечивает питание и управление работой всех механизмов станка. Это включает в себя электродвигатель, реле, выключатели, кнопку стоп и другие элементы.
Схема электрическая принципиальная
Схема электрическая принципиальная фрезерного станка 6Р12 представляет собой схему включения и управления электрооборудованием станка. Она включает в себя блок питания, электродвигатель, реле, выключатели и другие элементы.
Рекомендации по эксплуатации
Для эффективной и безопасной работы с фрезерным станком 6Р12 необходимо соблюдать определенные рекомендации по эксплуатации.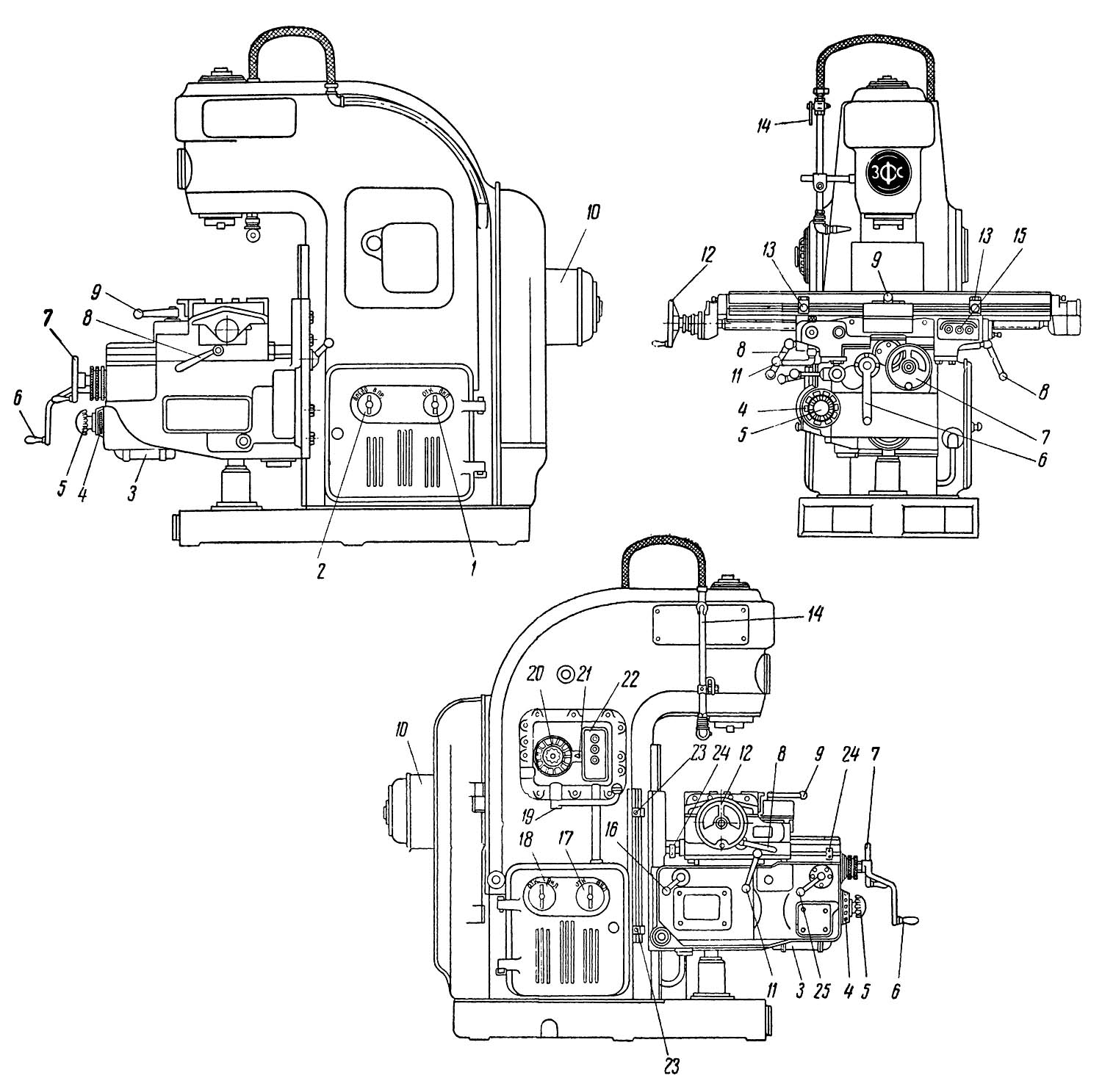 Вот некоторые из них:
Вот некоторые из них:
- Перед началом работы с фрезерным станком 6Р12 необходимо проверить его на наличие повреждений и выполнить необходимую настройку и подготовку.
- Необходимо следить за тем, чтобы рабочая зона фрезерного станка была свободна от посторонних предметов и материалов, которые могут помешать работе станка.
- При работе с фрезерным станком 6Р12 необходимо носить защитную одежду и средства индивидуальной защиты, такие как очки, наушники и респиратор.
- Необходимо следить за тем, чтобы все механизмы и узлы фрезерного станка 6Р12 были правильно смазаны и настроены на точность.
- При работе с фрезерным станком 6Р12 необходимо следить за тем, чтобы инструмент был правильно закреплен и не был слишком заточен, чтобы избежать перегрузки механизмов станка.
- Перед началом работы необходимо убедиться в правильной установке детали, которая будет обрабатываться.
- При работе с фрезерным станком 6Р12 необходимо следить за тем, чтобы инструмент не сталкивался с поверхностью детали слишком сильно, что может привести к повреждению инструмента и механизмов станка.
- Необходимо следить за тем, чтобы станок был выключен перед сменой инструмента или настройкой механизмов.
- При работе с фрезерным станком 6Р12 необходимо следить за тем, чтобы не перегружать механизмы и не превышать допустимые параметры работы.
- Необходимо регулярно обслуживать и чистить механизмы и узлы фрезерного станка 6Р12, чтобы обеспечить его надежную работу и продлить срок его службы.
Вертикальные консольно – фрезерные станки 6Р12, 6Р12Б, 6Р13, 6Р13Б
Вертикальные консольно – фрезерные станки 6Р12, 6Р12Б, 6Р13, 6Р13Б
- Подробности
- Категория: Фрезерные станки
Вертикальные консольно-фрезерные станки общего назначения 6Р12, 6Р12Б, 6Р13, 6Р13Б.
Станки сходны между собой по конструкции, широко унифицированы и являются дальнейшим усовершенствованием аналогичных станков серии М.
Станок 6Р12 отличается от станка 6P13 установленной мощностью двигателей главного движения и подач, размерами рабочей поверхности стола и величинами перемещения стола.
Быстроходные станки 6Р12Б и 6Р13Б имеют, в отличие от станков 6Р12 и 6Р13, повышенный диапазон чисел оборотов шпинделя и подач стола к повышенную мощность двигателя главного движения.
Скачать документацию
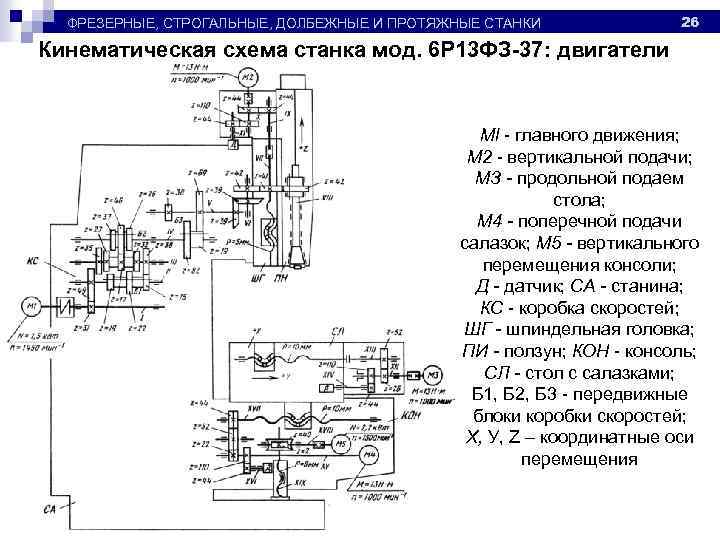
Кинематическая схема
Привод главного движения осуществляется от фланцевого электродвигателя через упругую соединительную муфту.
Числа оборотов шпинделя изменяются передвижением трех зубчатых блоков по шлицевым валам.
Коробка скоростей сообщает шпинделю 18 различных скоростей.
Графики чисел оборотов шпинделя станка, поясняющие структуру механизма, главного движения, приведены на рис. 4 и 5.
Привод подач осуществляется от фланцевого электродвигателя, смонтированного в консоли. Посредством двух трехвенцовых блоков и передвижного зубчатого колеса с кулачковой муфтой коробка подач обеспечивает получение 18 различных подач, которые через шариковую предохранительную муфту передаются в консоль и далее, при включении соответствующей кулачковой муфты, к винтам продольного, поперечного н вертикального перемещения.
Фрикцион сблокирован с муфтой рабочих подач, что устраняет возможность их одновременного включения.
Графики, поясняющие структуру механизма подач станка, приведены на рис. 6 и 7. Вертикальные подачи в 3 раза меньше продольных и поперечных.
Станина
Станина является базовым узлом, на котором монтируются остальные узлы и механизмы станка.
Станина жестко закреплена на основании и зафиксирована штифтами.
Поворотная головка
Поворотная головка (рис. 8) центрируется в кольцевой выточке горловины станины и крепится к ней четырьмя болтами, входящими в Т-образный паз фланца станины (затяжку болтов производить специальным ключом 6Р12.0П.40 на станках 6Р12. 6Р12Б и специальным ключом 6Р 13.0П.40 на станках 6P13, 6Р13Б).
6Р12Б и специальным ключом 6Р 13.0П.40 на станках 6P13, 6Р13Б).
Шпиндель представляет собой двухопорный вал. смонтированный в выдвижной гильзе. Регулирование осевого люфта в шпинделе осуществляется полшлифовкой колец 3 и 4. Повышенный люфт в переднем подшипнике устраняют подшлифовкой полуколец 5 и подтягиванием гайки.
Регулировку проводят и следующем порядке:
— выдвигается гильза шпинделя;
— демонтируется фланец 6;
— снимаются полукольца;
— с правой стороны корпуса головки вывертывается резьбовая пробка;
— через отверстие отвертыванием винта 2 расконтривается гайка 1;
— стальным стержнем гайка 1 застопоривается. Поворотом шпинделя за сухарь гайку подтягивают и этим перемещают внутреннюю обойму подшипника.
После проверки люфта в подшипнике производят обкатку шпинделя на максимальном числе оборотов При работе о течение часа избыточная внутренней поверхности инструментального конуса не должна превышать 55°С:
— замеряется величина зазора между подшипником и буртом шпинделя, после чего полукольца 5 подшлифовываются на необходимую величину;
— полукольца устанавливаются на место и закрепляются;
— привертывается фланец 6.
Коробка скоростей
Коробка скоростей смонтирована непосредственно в корпусе станины. Соединение коробки с валом электродвигателя осуществляется упругой муфтой, допускающей несоосность в установке двигателя до 500—700 мкм.
Осмотр коробки скоростей можно произвести через окно с правой стороны.
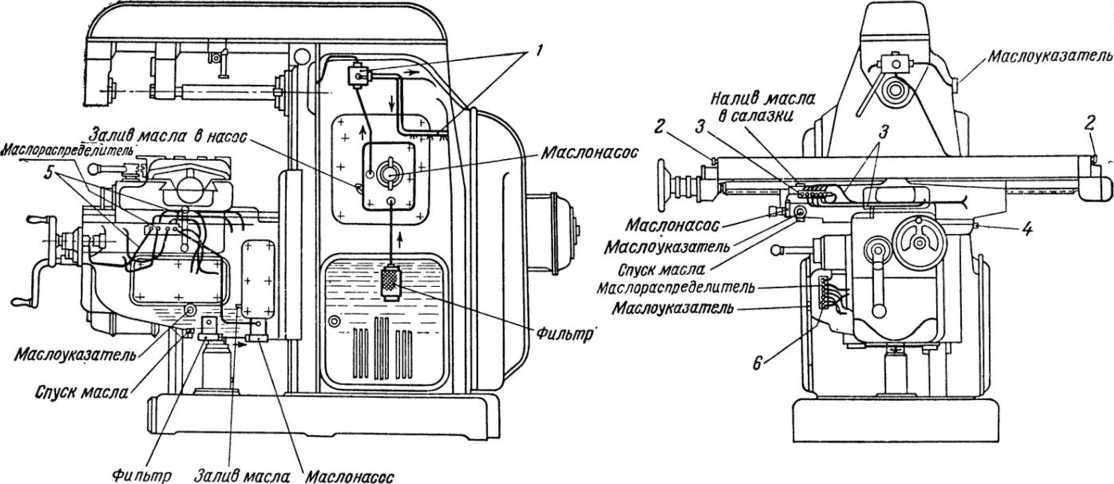
Смазка коробки скоростей осуществляется от плунжерного насоса (рис. 9), приводимого в действие эксцентриком. Производительность насоса около 2 л/мин. Масло к насосу подводится через фильтр. От насоса масло поступает к маслораспределителю, от которого по трубке отводится па глазок контроля работы насоса и по гибкому шлангу в поворотную головку. Элементы коробки скоростей смазываются разбрызгиваем масла, поступающего из отверстий трубки маслораспределителя, расположенного над коробкой скоростей.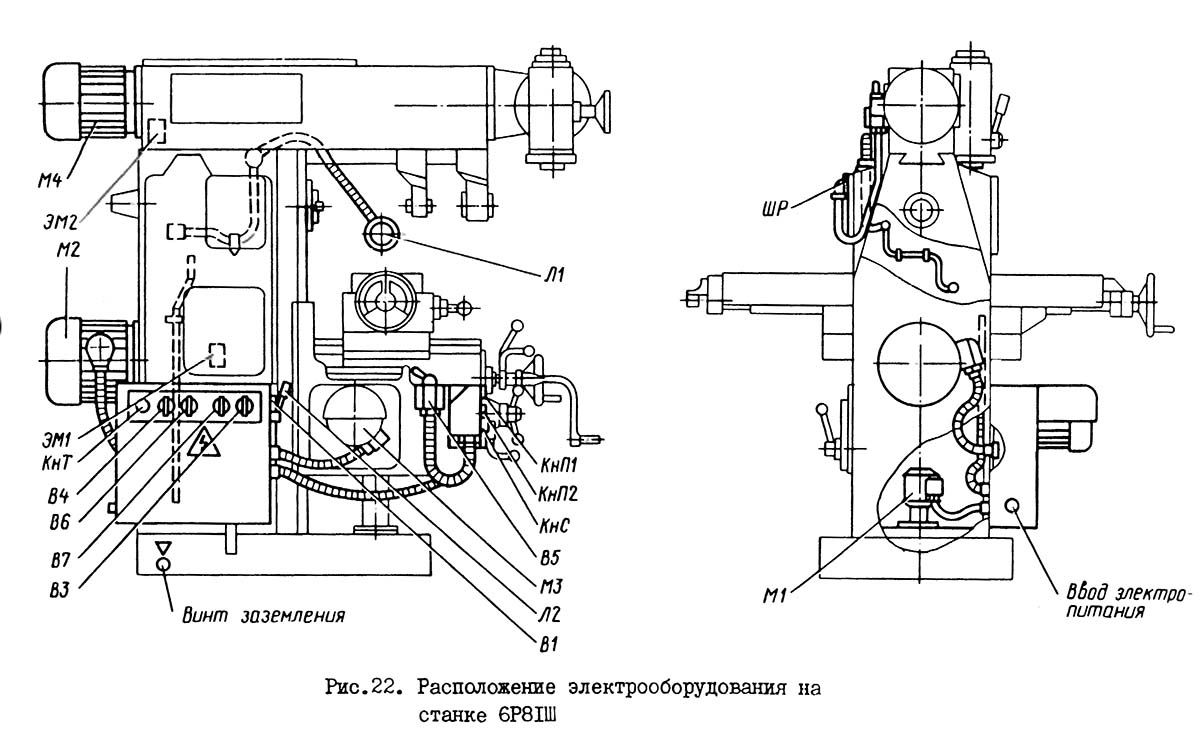
Коробка переключения скоростей
Коробка переключения скоростей позволяет выбирать требуемую скорость без последовательного прохождения промежуточных ступеней.
Рейка 1 (рис. 10), передвигаемая рукояткой переключения 5, посредством сектора 2 через вилку 10 (рис. 11) перемещает в осевом направлении главный валик 3 с диском переключения .9.
Диск переключения поворачивается указателем скоростей 11 через конические шестерни 2 и 4. Диск имеет несколько рядов определенного размера отверстий, расположенных против штифтов реек 5 и 7,
Рейки попарно зацепляются с зубчатым колесом 6. Па одной из каждой пары реек крепится вилка переключения При перемещении диска нажимом на штифт одной из пары обеспечивается возвратно-поступательное перемещение реек.

Фиксация лимба при выборе скорости обеспечивается шариком 1. заскакивающим в паз звездочки 12.
Регулирование пружины 13 производится пробкой 14 с учетом четкой фиксации лимба и нормального усилия при его повороте.
Рукоятка 5 (см. рис. 10) во включенном положении удерживается за счет пружины 4 и шарика 3. При этом шип рукоятки входит в паз фланца.
Соответствие скоростей значениям, указанным на указателе, достигается определенным’ положением конических колес по зацеплению. Правильное зацепление устанавливается по кернам на торцах сопряженного зуба и впадины или при установке указателя в положение скорости 31,5 об/мим и диска с вилками о положение скорости 31,5 об/мин (для станков моделей 6Р12Б и 6Р13Б соответствующая скорость равна 50 об/мин). Зазор в зацеплении конической пары не должен быть больше 0,2 мм. так как диск за счет этого может повернуться до 1 мм.
Коробка подач
Коробка подач обеспечивает получение рабочих подач и быстрых перемещений стола, салазок и консоли.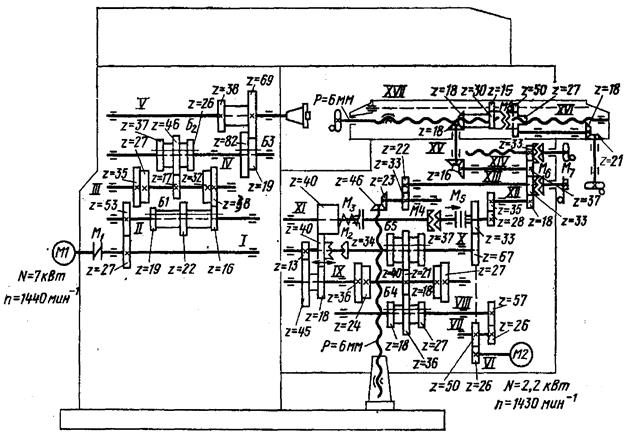 Кинематику коробки подач см. на рис. 3.
Кинематику коробки подач см. на рис. 3.
Получаемые в результате переключения блоков скорости вращения передаются на выходной вал 12 (рис. 12) через шариковую предохранительную муфту, кулачковую муфту 4 и втулку 3, соединённую шпонкой с кулачковой муфтой 4 и выходным валом 12.
При перегрузке механизма подач шарики, находящиеся в контакте с отверстиями кулачковой втулки 2, сжимают пружины и выходят из контакта. При этом зубчатое колесо 17 проскальзывает относительно кулачковой втулки 2 и рабочая подача прекращается. Быстрое вращение передается от электродвигателя, минуя коробку подач, зубчатому колесу 13, которое сидит на хвостовике корпуса фрикциона 9 к имеет таким образом постоянное число оборотов. При монтаже необходимо проверить затяжку гайки 11. Корпус фрикционной муфты должен свободно вращаться между зубчатым колесом 10 и упорным подшипником.
Диски фрикциона через один связаны с корпусом фрикциона, который постоянно вращается, и втулкой 15, которая в свою очередь соединена шпонкой с выходным валом 12.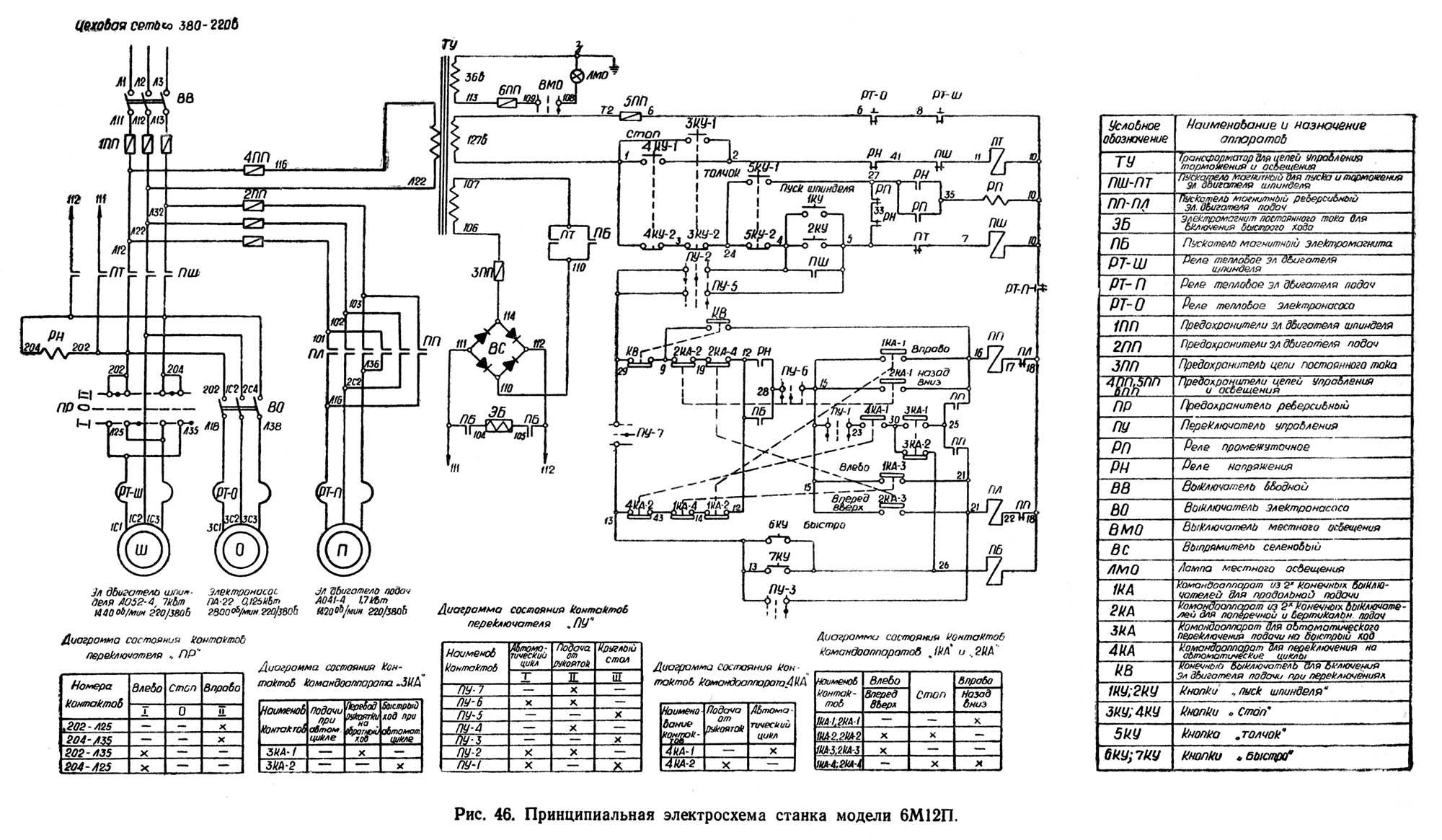
При нажатии кулачковой муфтой 4 па торец втулки 5 и далее на гайку 14 диски 7 и 8 сжимаются и передают быстрое вращение выходному валу 12 и зубчатому колесу 10.
При регулировании предохранительной муфты снимается крышка 2 (рис. 13) и вывертывается пробка 1.
На место пробки вставляется стальной стержень так, чтобы его конец вошел в одно из отверстий на наружной поверхности гайки 18 (см. рис. 12), которая застопоривается. Плоским стержнем через окно крышки повертывается ля зубья зубчатое колесо 17. После регулировки гайка обязательно контрится от самопроизвольного отворачивания стопором 1.
Консоль
Консоль является базовым узлом, объединяющим узлы цепи подач станка В консоли смонтирован ряд валов и зубчатых колес, передающих движение от коробки подач в трех направлениях—к винтам продольной, поперечной и вертикальной подач, механизм включения быстрого хода, электродвигатель подач.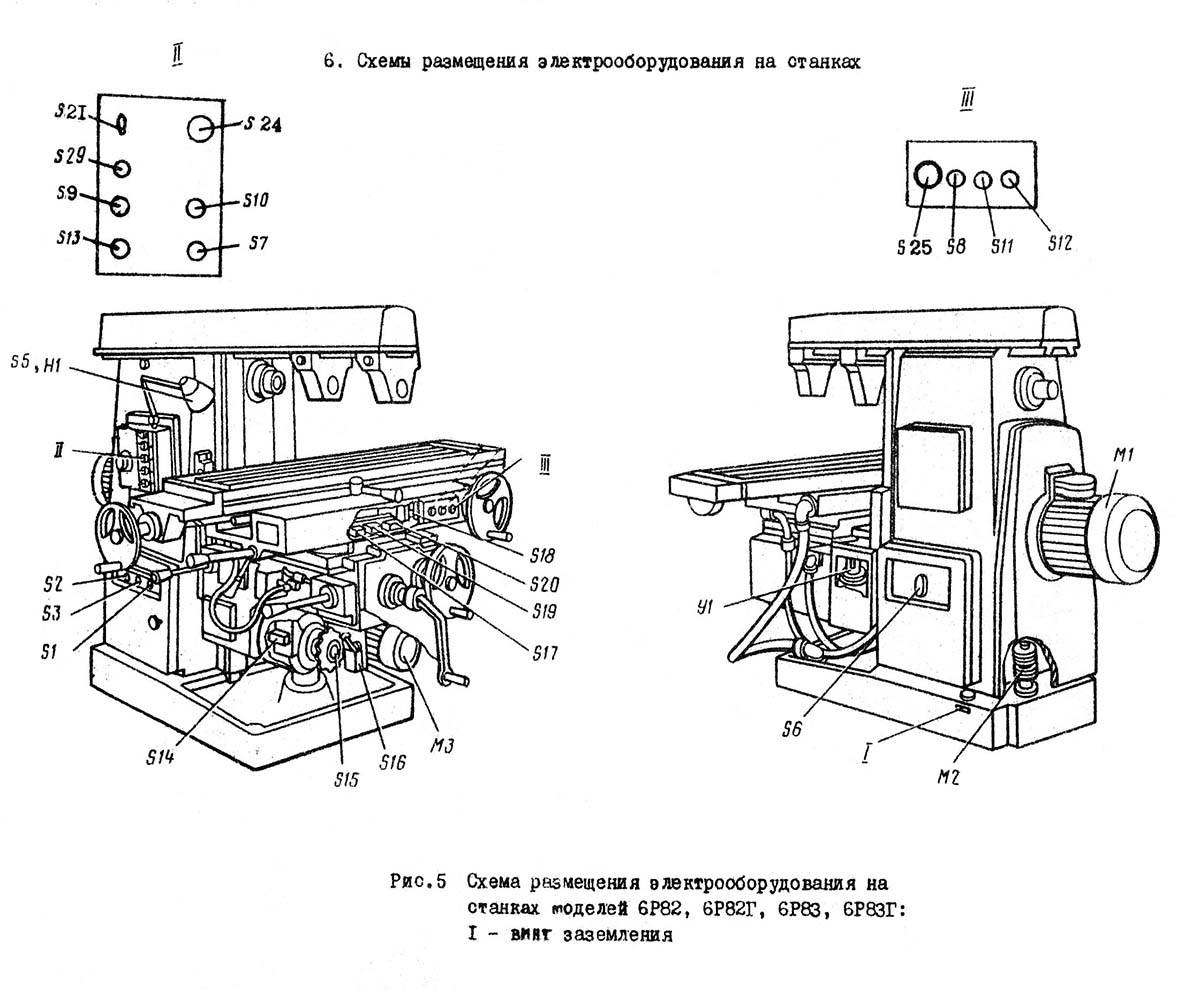 В узел «КОНСОЛЬ» входит также механизм включения поперечных и вертикальных подач.
В узел «КОНСОЛЬ» входит также механизм включения поперечных и вертикальных подач.
Зубчатое колесо 8 (рис. 15) получает движение от колоса 10 (см. рис. 12) и передает его на зубчатые колеса 7, 4, 2 и 1 (см. рис. 15). Зубчатое колесо 4 смонтировано на подшипнике и может передавать движение валу только через кулачковую муфту 6, связанную с валом. Далее через пару цилиндрических и пару конических колес движение передается на винт 16.
Зацепление конической пары 12 и 10 отрегулировано компенсаторами 14 и 15 и зафиксировано винтом, входящим в засверловку пальца 13.
Втулка 11 имеет технологическое значение и никогда не демонтируется.
Гайка вертикальных перемещений закреплена а колонке. Колонка установлена точно по винту и зафиксирована штифтами на основании станка.
Зубчатое колесо 2, смонтированное на гильзе, через шпонку и шлицы постоянно вращает шлицевый вал IX цепи продольного хода.
Механизм включения поперечной и вертикальной подач
Механизм включения поперечной и вертикальной подач выполнен в отдельном корпусе и управляет включением и отключением кулачковых муфт поперечной и вертикальной подач и электродвигателя подач.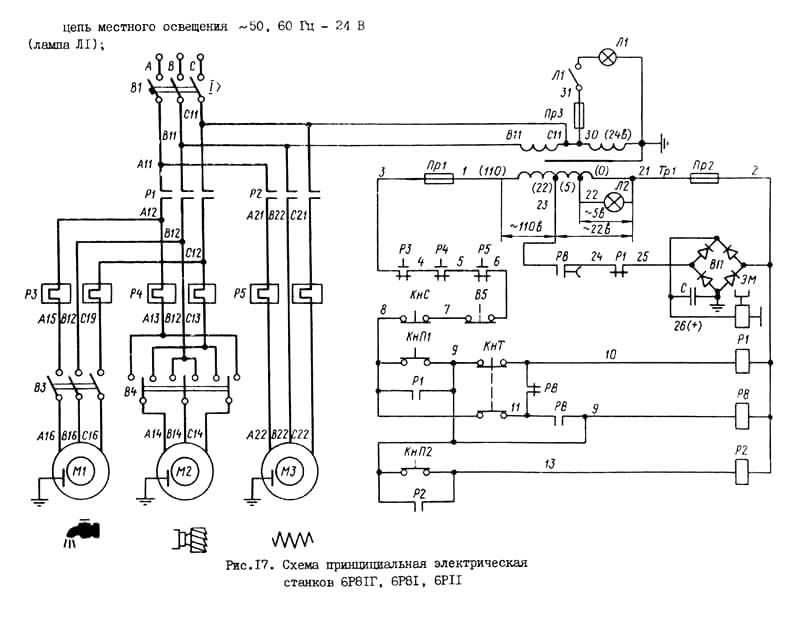
При движении рукоятки вправо или влево, вверх или вниз связанный с ней барабан 1 (рис. 17) совершает соответствующие движения и своими скосами управляет через рычажную систему включением кулачковых муфт, а через штифты —конечными выключателями мгновенного действия, расположенными ниже механизма и предназначенными для реверса электродвигателя подачи.
Тяга 2 связывает барабан с дублирующей рукояткой. В своей средней части на ней закреплен рычаг, на который действуют кулачки, ограничивающие поперечный ход. В конце тяга имеет рычаг для ограничения вертикальных перемещений. При включениях и выключениях поперечного хода тяга перемещается поступательно, а вертикального хода — поворачивается.
Блокировке, предохраняющая от включения маховички и рукоятки ручных перемещений при включении механической подачи, включает в себя коромысло и штифт 5 (см. рис. 15).
При включении кулачковой муфты рукояткой подачи коромысло 6 при перемещении муфты поворачивается, передвигает штифт, который упирается в дно кулачковой муфты маховичка или рукоятки, и отодвигает их, не давая возможности кулачкам сцепиться.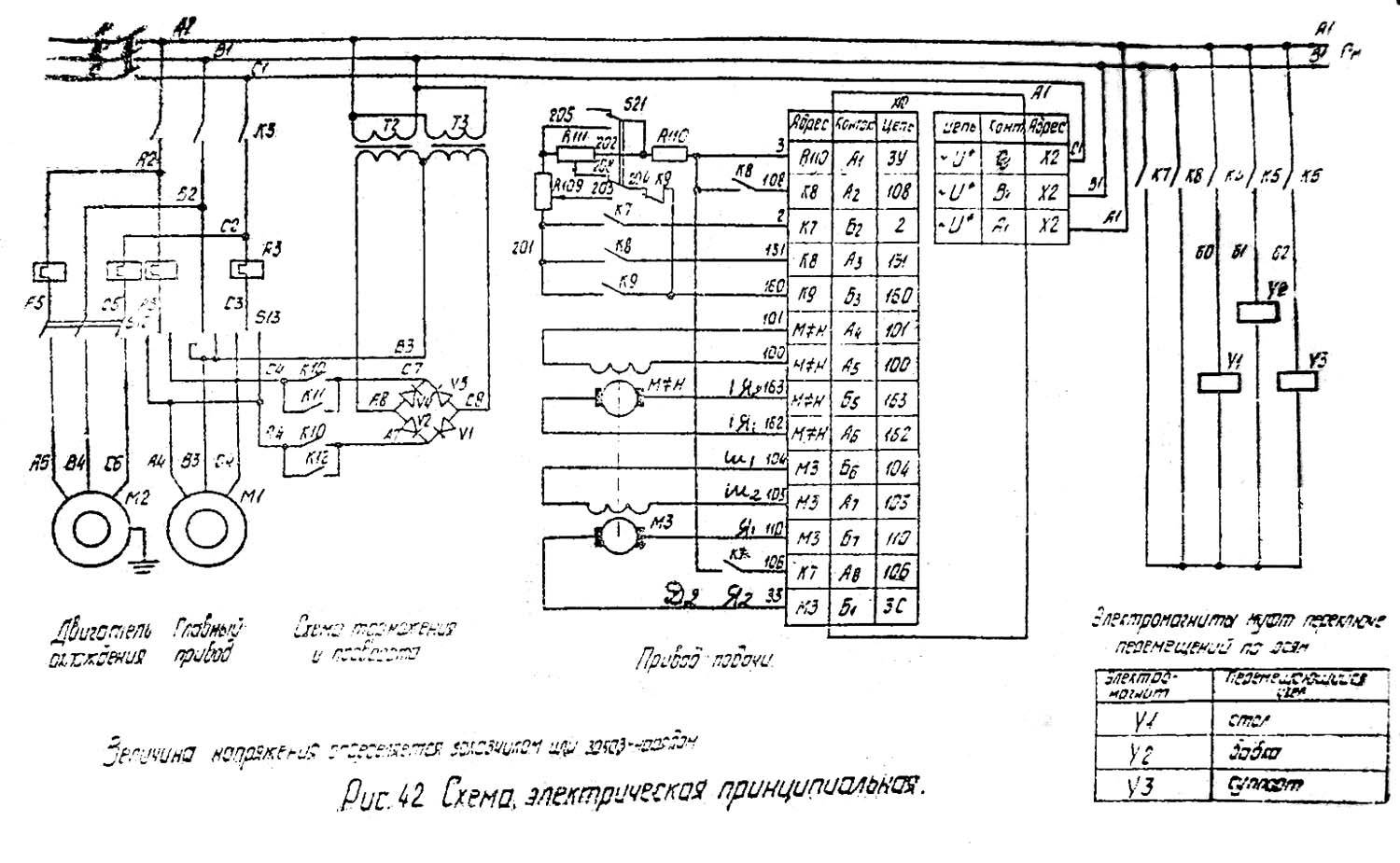
Если система имеет повышенный люфт, необходимо выпрессовать пробку вала VII, расконтрить гайку 3 (см. рис. 17) и подвернуть винт 4. После проверки люфта необходимо тщательно законтрить гайку 3.
Стол и салазки
Стол и салазки обеспечивают продольные и поперечные перемещения стола.
Ходовой винт 1 (рис. 20) получает вращение через скользящую шпонку гильзы, смонтированную во втулках 5 и 7. Гильза через шлицы получает вращение от кулачковой муфты 6 при сцеплении ее с кулачками втулки 5, жестко связанной с коническим зубчатым колесом 4. Втулка 5 имеет зубчатый венец, с которым сцепляется зубчатое колесо привода круглого стола. Кулачковая муфта 6 имеет зубчатый венец для осуществления вращения винта продольной подачи при перемещениях от маховичка. Зубчатое колесо 9 (см. рис. 24) подпружинено на случай попадания зуба на зуб. Зацепление с шестерней 9 может быть только в случае расцепления муфты 6 с втулкой 5 (см. рис. 20). люфта необходимо производить до тех пор, пока люфт ходового винта, проверяемый поворотом маховичка продольного хода, окажется не более 4—5° и пока при перемещении стола вручную не произойдет заклинивание винта на каком-либо участке, необходимом для рабочего хода.
рис. 20). люфта необходимо производить до тех пор, пока люфт ходового винта, проверяемый поворотом маховичка продольного хода, окажется не более 4—5° и пока при перемещении стола вручную не произойдет заклинивание винта на каком-либо участке, необходимом для рабочего хода.
После регулировки нужно, затянув гайку 1 (см. рис. 21), зафиксировать валик 2 в установленном положении.Стол в своих торцах соединяется с ходовым винтом через кронштейны, установка которых производится по фактическому расположению винта, и фиксируется контрольными штифтами. Упорные подшипники смонтированы на разных концах винта, что устраняет возможность его работы на продольный изгиб. При монтаже винта обеспечивается предварительный натяг ходового винта гайками с усилием 100—125 кгс.
Зазор в направляющих стола и салазок выбирается клиньями. Регулирование клипа I стола (рис. 22) производится при ослабленных гайках 2 и 4 подтягиванием винта 3 отверткой. После проверки регулирования ручным перемещением стола гайки надежно затягиваются.
Электрическая схема
Скачать документацию
Робсон поет: первый трансатлантический телефонный кабель
В век информации мир стал меньше, чем когда-либо прежде, и технологии могут привести нас туда, куда мы не можем попасть физически.
Мы привыкли к идее использования коммуникационных технологий — мобильных телефонов, видео, интернет-сообщений, социальных сетей — для политических заявлений и усиления маргинализированных голосов.
Но представьте себе последствия, когда это была совершенно новая возможность…
Телефонный звонок и свобода передвижения
В воскресенье, 26 мая 1957 года, в Лондоне состоялся знаменательный концерт, который произведет впечатление не только на этот особенный момент.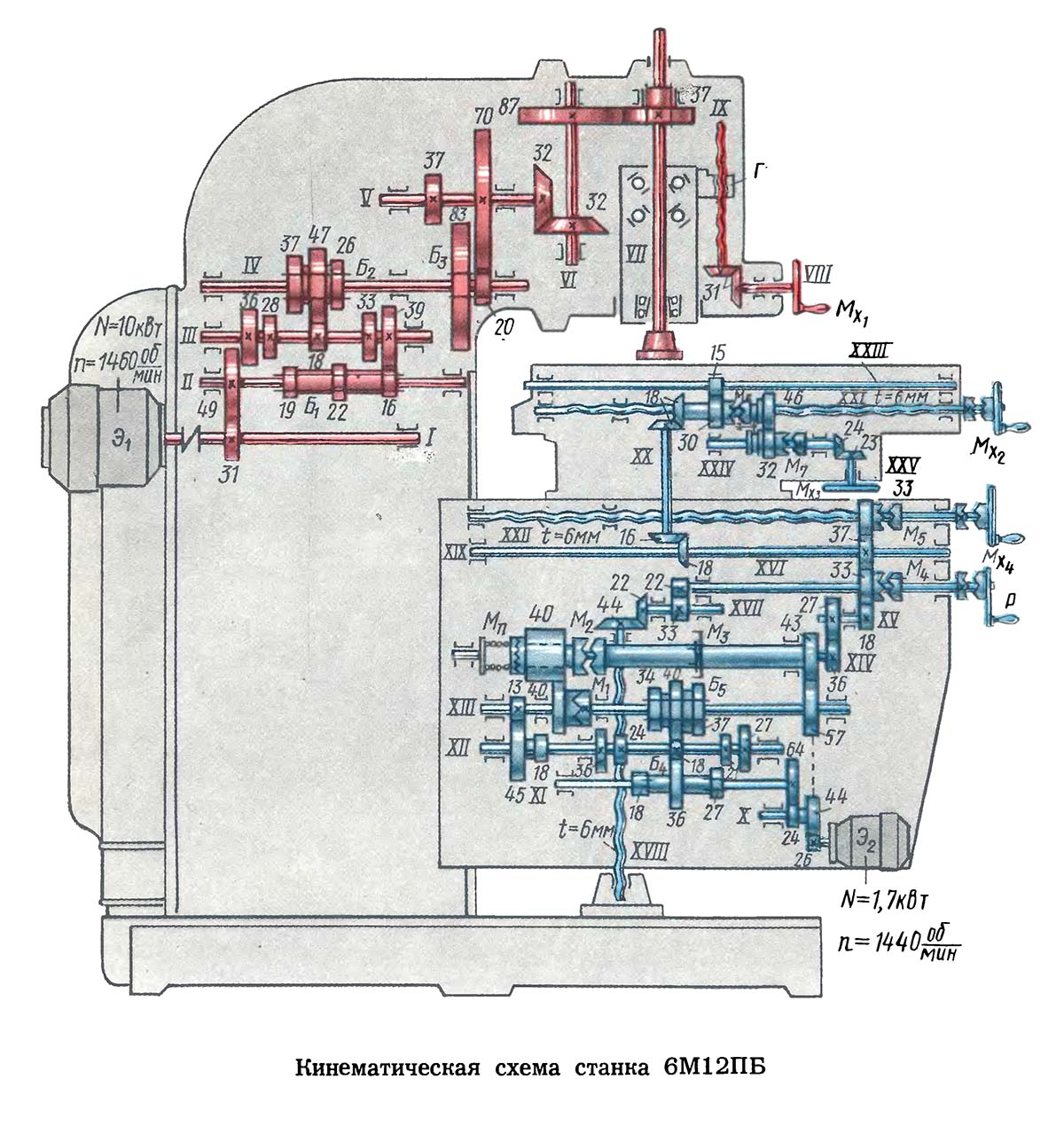 Звездным исполнителем стал Поль Робсон.
Звездным исполнителем стал Поль Робсон.
Но самого Робсона там не было.
По новому атлантическому телефонному кабелю Трансатлантический номер 1 (ТАТ-1) его голос доносился из Нью-Йорка в Лондон так отчетливо, как будто играла пластинка.
Пение Робсона заполнило ратушу Сент-Панкрас, поскольку новый кабель позволил ему выступать перед британской аудиторией, несмотря на ограничения правительства США на его свободу передвижения.
Как артист я прихожу петь, но как гражданин я всегда буду говорить за мир, и никто не может заставить меня замолчать в этом.
Поль Робсон
Афроамериканский певец стал популярен в Британии с тех пор, как он искренне исполнил песню «Ol’ Man River» в постановке мюзикла Джерома Керна «Show Boat» в Вест-Энде в 1928 году. Переполненная публика в ратуше Сент-Панкрас была в восторге от звучания его великолепного бас-баритона.
Почему выступление Робсона было таким значительным?
Это событие ознаменовало момент, когда междугородняя связь впервые избежала государственных репрессий и несла послания мира и свободы.
На фоне ожесточенных антикоммунистических настроений Государственный департамент США аннулировал паспорт Робсона. Они утверждали, что его левые симпатии и его активность в интересах бедных, чернокожих и рабочего класса представляют угрозу для нации.
Ему стало все труднее найти работу в своей родной стране, и его пластинки были изъяты из продажи. Его неспособность путешествовать серьезно мешала международной работе Робсона как певца, так и политического активиста.
Это ограничение свободы великого художника вызвало международный резонанс. Лондонский комитет Пола Робсона организовал конференцию и концерт в знак протеста против обращения с Робсоном властей США.
Они смогли включить живое выступление самого Робсона благодаря трем десятилетиям усовершенствований в передаче звука по телефонным кабелям.
Буклет, освещающий Конференцию и концерт Пола Робсона, состоявшихся в 1957 году. Он включает комментарии в поддержку кампании от таких общественных деятелей, как Бенджамин Бриттен, Кингсли Эмис и Джон Бетджеман.
Как работали трансатлантические телефонные звонки?
До 1956 года телефонные звонки через Атлантику с помощью радиоволн были разного качества и непомерно дорогими. С самого начала разработки телефона междугородние звонки представляли проблему, поскольку сигнал имел тенденцию ослабевать с расстоянием.
Наиболее эффективное решение пришло с разработкой термоэмиссионного клапана или вакуумной трубки, основного компонента первых электронных устройств.
В 1920-х годах инженеры разработали электронные усилители, известные как повторители, для передачи сигналов по кабелям дальней связи. Вставленные с интервалами, они позволяли слышать междугородний звонок так же громко и четко, как и местный звонок.
Вставленные с интервалами, они позволяли слышать междугородний звонок так же громко и четко, как и местный звонок.
Однако установка повторителей на подводном кабеле представляла серьезную техническую проблему, поскольку они должны были быть полностью защищены от морской воды и достаточно надежны, чтобы не нуждаться в частом обслуживании.
Изучите технологию
Познакомьтесь с технологией:
Погружной повторитель для кабеля ТАТ-1
Это пример жесткого двустороннего повторителя британской разработки, используемого на ТАТ-1, в разрезе. Электрооборудование размещено во внутреннем герметичном баллоне, заполненном сухим азотом, который сам установлен между переборками в устойчивом к давлению внешнем корпусе.
16 ретрансляторов, проложенных поперек этого участка кабеля, были расположены на расстоянии 20 морских миль друг от друга. Они использовались в кабеле между Кларенвиллем, Ньюфаундленд, и Сиднейскими шахтами, Новая Шотландия.
Ретранслятор пентод ПЛ типа ПО 6П12, 1950-1970 гг.
Клапаны, используемые в подводных телефонных кабелях, должны быть очень долговечными из-за усилий и затрат, связанных с извлечением кабеля с морского дна для его замены.
Клапан 6Р12 предназначен для использования в глубоководных системах. Они использовались в подводном кабеле, проложенном между Абердином и Бергеном в 1954 году, поскольку они были в состоянии выдержать давление прокладки глубоко под водой. Клапаны 6П12 применялись также на британском участке трансатлантического телефонного кабеля ТАТ-1.
Двухпроводной телефонный повторитель, 1923-1925 гг.
Это ранний пример повторителя звуковой частоты.
Этот двухпроводной повторитель обеспечивал передачу в обоих направлениях по одной паре проводов. Он был установлен в Marks Tey в Эссексе в 1927 году и восстановлен в 1965 году.
Часть трансатлантического телефонного передатчика Rugby, 1927–1956 гг.
Телефонная связь между Великобританией и США началась 19 января.27 с использованием радиопередатчиков и приемников, работающих в длинноволновом диапазоне. Это единственная сохранившаяся часть передатчика, установленного на радиостанции Регби.
Он был разработан компанией Standard Telephones and Cables Ltd в Великобритании и впервые применил однополосную систему, которая требовала меньше энергии и более экономично использовала диапазон волн. Он использовался примерно до 1956 года.
Можно ли проложить телефонный кабель по дну Атлантического океана?
Почтовое отделение Великобритании и AT&T в США договорились о совместной разработке кабеля высокой точности ТАТ-1 в 1953 году.
Они установили надежные американские гибкие ретрансляторы через Атлантику и более совершенные британские жесткие ретрансляторы для перехода между Ньюфаундлендом и Новой Шотландией, где было достаточно мелководья, чтобы их можно было отремонтировать в случае необходимости.
Когда ТАТ-1 открылся для обслуживания 25 сентября 1956 года, довольные пользователи могли звонить дешевле и с лучшим качеством звука, чем когда-либо прежде.
Как активисты использовали эту технологию?
В течение первого года эксплуатации нового кабеля лондонский комитет Пола Робсона воспользовался предоставленной им возможностью. Организации во многих странах проводили митинги протеста и другие мероприятия, агитируя за возвращение паспорта Робсона.
Джин Дженкинс, секретарь Лондонского комитета, была организатором концерта в Сент-Панкрас. Ей пришла в голову идея купить время на недавно открывшемся ТАТ-1, чтобы Робсон в студии в Нью-Йорке мог участвовать виртуально через громкоговорители на сцене.
После нескольких технических сбоев все заработало.
American Telephone and Telegraph в Нью-Йорке и Главное почтовое отделение в Лондоне прошлой ночью вместе помогли Государственному департаменту Соединенных Штатов выглядеть довольно глупо .
Манчестер Гардиан
 .. Прошлой ночью некоторые слова и музыка [Робсона] ускользнули, живые, через новый высококачественный трансатлантический телефонный кабель.
.. Прошлой ночью некоторые слова и музыка [Робсона] ускользнули, живые, через новый высококачественный трансатлантический телефонный кабель.Какое впечатление произвела трансляция?
К этому времени правительство США все больше смущалось международным осуждением его ограничений на въезд и выезд из страны тех, кто симпатизирует левым. Среди них были многие выдающиеся ученые и писатели, а также художники, такие как Робсон.
Через год после его трансатлантического концерта Верховный суд США постановил, что отзыв паспорта Робсона по политическим мотивам является неконституционным, и Государственный департамент разрешил ему снова путешествовать.
Мы должны на горьком опыте понять, что есть другой способ петь.
Поль Робсон
Это был первый из многих случаев, когда телекоммуникации играли роль в защите бесценных прав и свобод.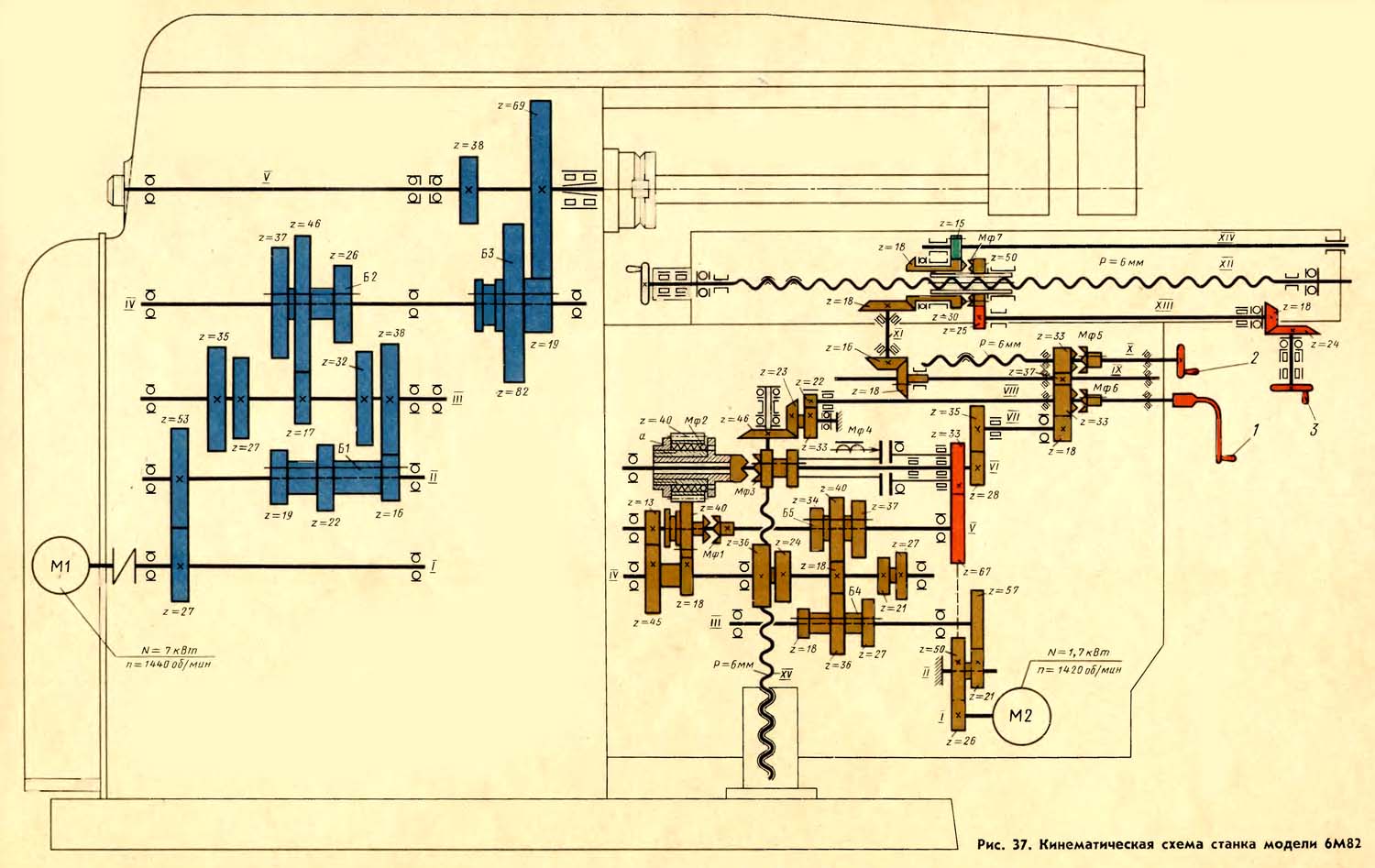
Технологии продолжают стремительно развиваться, и сегодня люди во всем мире используют Интернет, а не телефон, для продвижения международных кампаний, привлечения внимания к несправедливости или свидетельствования о репрессивных режимах.
Государственный секретарь представляет политику конфиденциальности на предстоящий год
- 27/10/2016
- Артикул
26 октября 2016 г. государственный секретарь Бельгии, отвечающий за вопросы конфиденциальности, Филипп де Бакер («Госсекретарь») представил программную записку, в которой изложены его планы в области конфиденциальности/защиты данных на предстоящий год («Записка»). Записка основывается на предыдущей записке государственного секретаря, представленной 2 июня 2016 г. ( См. VBB о бельгийском бизнес-праве, том 2016 г., № 6, стр. 12 ).
Основные направления работы Note включают: (i) реформу бельгийских правил защиты данных на фоне недавно принятого европейского регламента защиты данных; (ii) личные данные и общественная безопасность; (iii) персональные данные, находящиеся в распоряжении органов государственной власти; (iv) открытые данные и большие данные; (v) конфиденциальность в новых медиа; и (vi) безопасность личных данных.
Реформа бельгийских правил защиты данных
Записка начинается с обсуждения недавнего принятия Общего регламента ЕС по защите данных («GDPR»). Государственный секретарь намерен использовать двухлетний переходный период, предусмотренный GDPR для его вступления в силу, чтобы помочь контролерам и обработчикам данных использовать возможности, которые появятся в результате GDPR, и соблюдать новые правила защиты данных. Это руководство будет предоставляться через консультационную платформу по вопросам конфиденциальности, в состав которой входят представители отраслевых федераций и гражданского общества.
Для достижения целей прозрачности и подотчетности, изложенных в GDPR, государственный секретарь намерен предпринять конкретные инициативы, такие как создание «паспорта конфиденциальности». Целью такого паспорта будет предоставление гражданам возможности знать, в каких базах данных хранятся их данные и как обрабатываются их данные. Кроме того, государственный секретарь намерен облегчить жертвам возможность заявить о злоупотреблениях, разработав процедуру рассмотрения жалоб компетентной комиссией по вопросам конфиденциальности.
Наконец, как было объявлено ранее, государственный секретарь представит в 2017 году законопроект о реформировании Комиссии по защите частной жизни ( Commissie voor de bescherming van de personoonlijke levenssfeer / Commission de la protection de la vie privée – «Конфиденциальность комиссия”). Государственный секретарь планирует наделить Комиссию по конфиденциальности полномочиями налагать административные взыскания, укреплять независимость членов Комиссии по конфиденциальности и сокращать административное бремя.
Личные данные и общественная безопасность
Государственный секретарь будет стремиться к политике безопасности, которая уважает неприкосновенность частной жизни граждан и гарантирует, что меры безопасности, принятые правительством, соответствуют национальным и международным стандартам уважения частной жизни.
Персональные данные, хранящиеся в органах государственной власти
Что касается персональных данных, находящихся в распоряжении органов государственной власти, в Примечании указывается, что прозрачность по отношению к гражданам в отношении использования их данных государственными органами и повторное использование таких данных будет приоритетом политики в предстоящем году.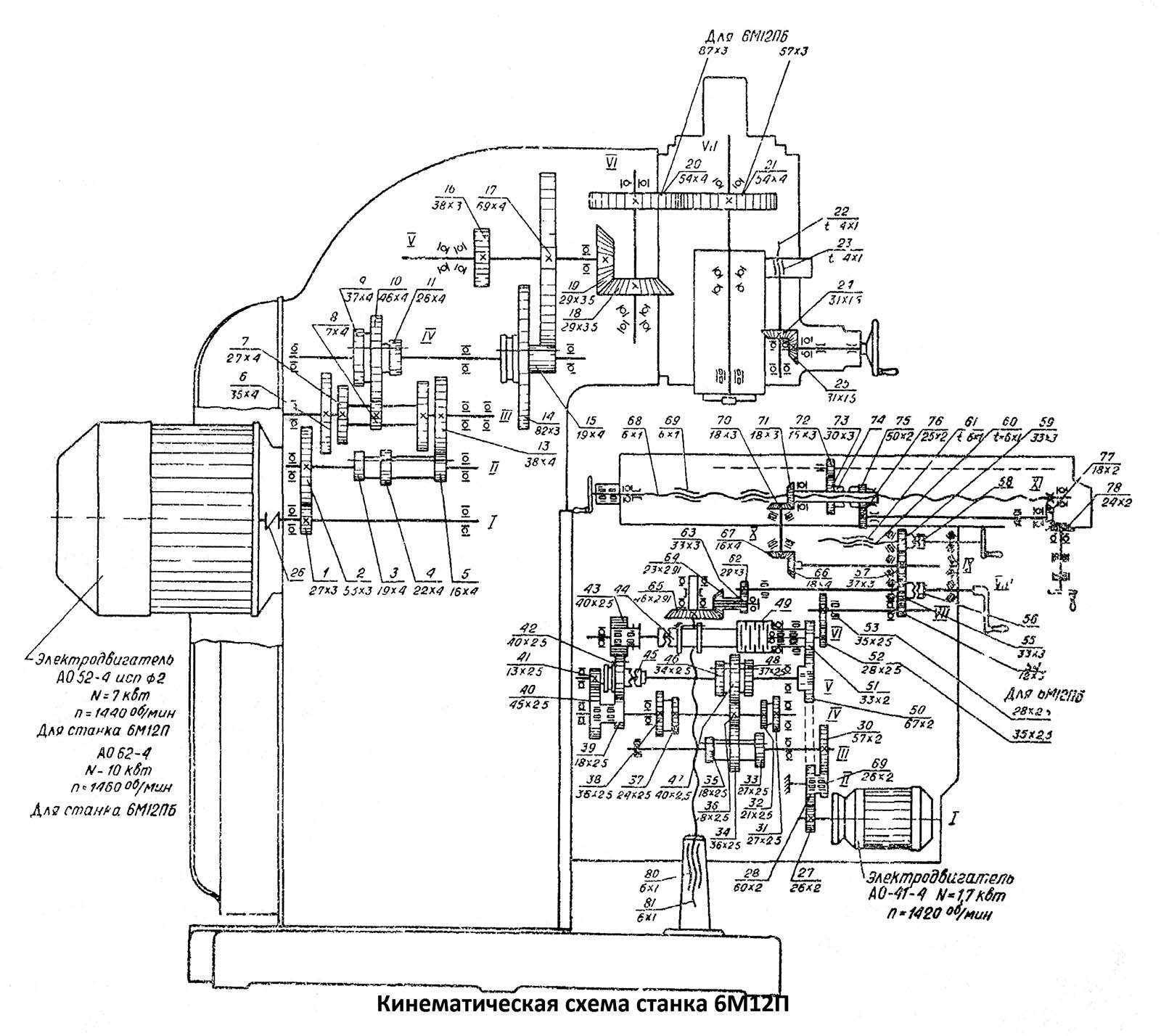 В связи с этим в примечании подчеркивается, что критерии, четко определенные в рамочном законе, и наличие сотрудника по защите данных в каждой администрации позволят государственным органам более эффективно выполнять свои задачи в отношении защиты частной жизни. Кроме того, упор будет сделан на анонимизацию данных.
В связи с этим в примечании подчеркивается, что критерии, четко определенные в рамочном законе, и наличие сотрудника по защите данных в каждой администрации позволят государственным органам более эффективно выполнять свои задачи в отношении защиты частной жизни. Кроме того, упор будет сделан на анонимизацию данных.
Что касается электронного здравоохранения, в примечании упоминается, что переход к более компьютеризированной системе здравоохранения (электронные медицинские карты, удаление медицинской справки) будет происходить в тесном сотрудничестве с министром социальных дел и общественного здравоохранения и министром, отвечающим за цифровую повестку дня.
Открытые данные и большие данные
Что касается частных данных, в примечании упоминается, что социальные и экономические возможности могут быть результатом «открытых данных» и «больших данных». «Открытые данные» включают понятие о том, что информация, включая географические данные, метеорологические данные и данные из финансируемых государством исследовательских проектов, должна быть свободно доступна для использования и повторного использования.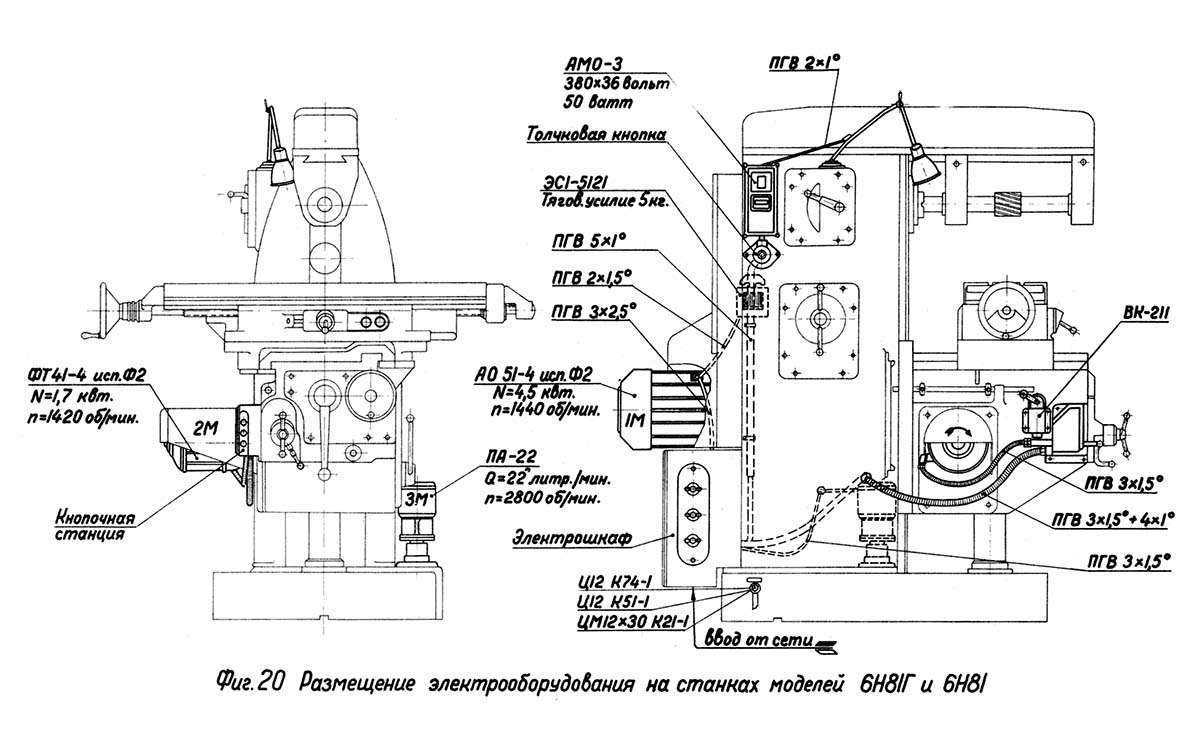 «Большие данные» — это большие объемы данных, которые быстро создаются из большого количества источников.
«Большие данные» — это большие объемы данных, которые быстро создаются из большого количества источников.
В качестве примера в примечании указывается, что результаты испытаний лекарственных средств, проведенных частными научно-исследовательскими и опытно-конструкторскими компаниями, могут способствовать укреплению политики в области здравоохранения и профилактики. Опять же, госсекретарь попытается использовать эти возможности, обеспечивая при этом высокий уровень защиты данных. Это должно быть достигнуто за счет использования анонимных данных и «конфиденциальности по замыслу», что означает интеграцию мер защиты конфиденциальности в программные системы и организационные структуры во время их разработки.
Кроме того, чтобы помочь компаниям уважать конфиденциальность, будет продолжаться обмен передовым опытом через консультационную платформу по конфиденциальности, и на этой основе правительство создаст для компаний контрольный список для усиления защиты данных.
New Media
В записке отмечается, что привлечение современной молодежи к цифровым медиа и ее активное участие в информационном обществе дает возможность провести дискуссию о конфиденциальности на нескольких уровнях.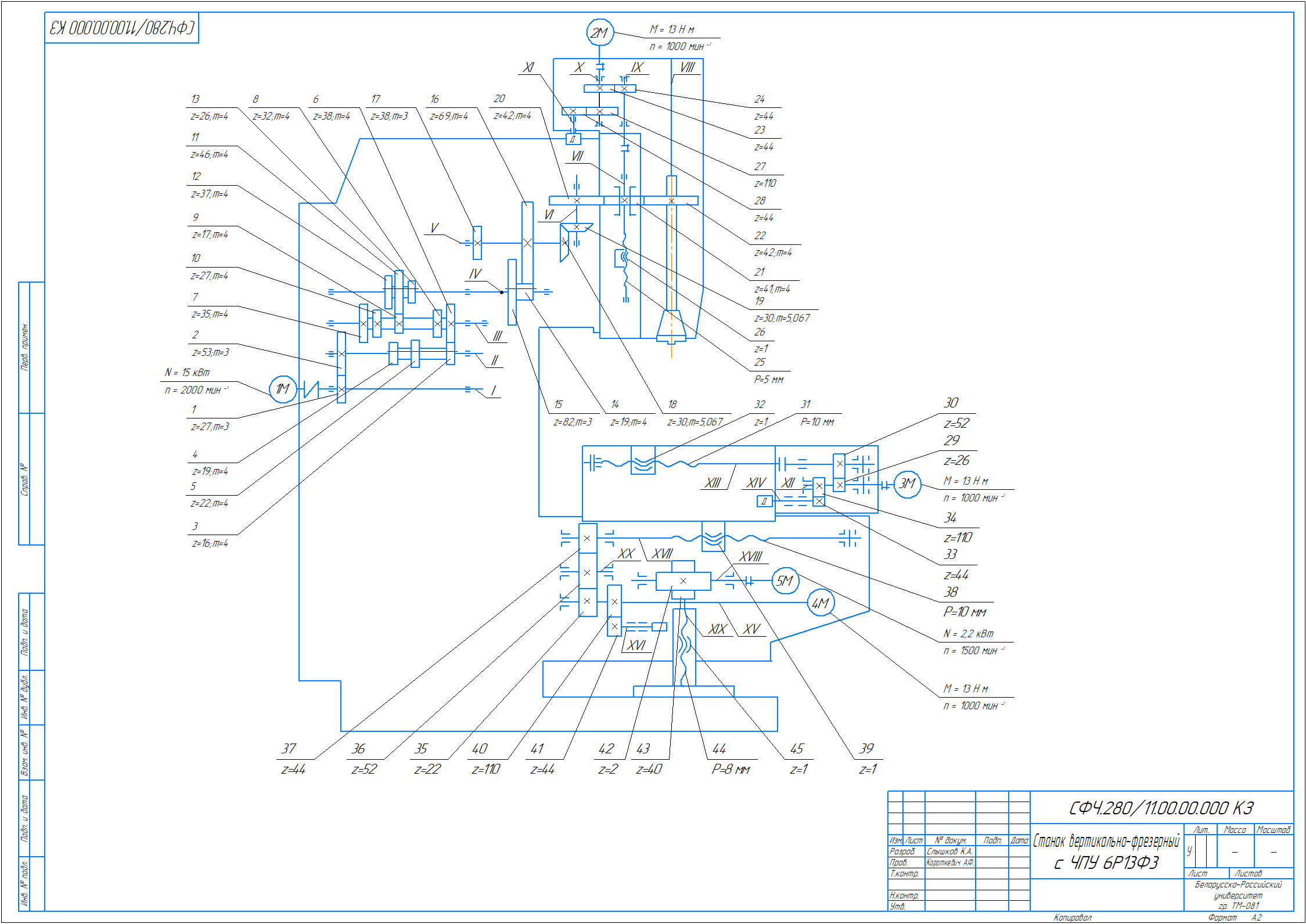 Один из ключевых вопросов заключается в том, как максимально использовать потенциал и преимущества технологических разработок как для отдельных лиц, так и для правительств и предприятий. В то же время следует свести к минимуму риски злоупотреблений. Прецедентное право Европейского суда по правам человека и Суда Европейского союза должно служить руководством в этом отношении.
Один из ключевых вопросов заключается в том, как максимально использовать потенциал и преимущества технологических разработок как для отдельных лиц, так и для правительств и предприятий. В то же время следует свести к минимуму риски злоупотреблений. Прецедентное право Европейского суда по правам человека и Суда Европейского союза должно служить руководством в этом отношении.
Безопасность личных данных
Наконец, как было объявлено ранее, в целях повышения безопасности личных данных государственный секретарь намерен проконсультироваться с заинтересованными сторонами о возможностях создания механизма сертификации соблюдения требований по защите данных. Такой сертификат продвигается в соответствии с GDPR как средство демонстрации того, что конкретная компания внедрила и соблюдает определенные правила конфиденциальности.
Кроме того, госсекретарь желает запустить пилотный проект по использованию технологий блокчейн в государственном секторе. Технологии блокчейна, лежащие в основе валюты Биткойн, основаны на сетевом эффекте для повышения безопасности.