6Р80 Станок горизонтальный консольно-фрезерный с поворотным столом
Сведения о производителе фрезерного станка 6Р80
Универсальный консольно-фрезерный станок 6Р80 и горизонтальный консольно-фрезерный станок 6Р80Г выпускался предприятием – Вильнюсский станкостроительный завод “Жальгирис”.
В 1947 году станкостроительный завод «Жальгирис» выпустил первую продукцию – 13 настольно-сверлильных станков.
В 1949 году было начато освоение более сложной продукции – поперечно–строгальных станков, за которыми последовало производство горизонтальных, вертикальных и универсальных консольно–фрезерных станков.
Станки, выпускаемые Вильнюсским станкостроительным заводом “Жальгирис”
- 6Е80ш – станок широкоуниверсальный консольно-фрезерный 200 х 800
- 6М80 – станок горизонтальный консольно-фрезерный с поворотным столом (универсальный) 200 х 800
- 6Н10 – станок вертикальный консольно-фрезерный 200 х 800
- 6Н80 – станок горизонтальный консольно-фрезерный с поворотным столом (универсальный) 200 х 800
- 6Н80Г – станок горизонтальный консольно-фрезерный 200 х 800
- 6Н80Ш – станок широкоуниверсальный консольно-фрезерный 200 х 800
- 6П80Г – станок горизонтальный консольно-фрезерный 200 х 800
- 6Р10 – станок вертикальный консольно-фрезерный 200 х 800
- 6Р80 – станок горизонтальный консольно-фрезерный с поворотным столом (универсальный) 200 х 800
- 6Р80Г – станок горизонтальный консольно-фрезерный 200 х 800
- 6Р80Ш – станок широкоуниверсальный консольно-фрезерный 200 х 800
- 6Т10
- 6Т80 – станок горизонтальный консольно-фрезерный с поворотным столом (универсальный) 200 х 800
- 6Т80Ш – станок широкоуниверсальный консольно-фрезерный 200 х 800
- НС-12А – станок сверлильный настольный Ø 12
- СУС-1 станок сверлильный настольный Ø 12
6Р80 Станок горизонтальный консольно-фрезерный с поворотным столом.
 Назначение и область применения
Назначение и область примененияУниверсальный консольно-фрезерный станок 6Р80 предназначены для фрезерования всевозможных деталей из стали, чугуна и цветных металлов цилиндрическими, дисковыми, фасонными, угловыми, торцовыми, концевыми и другими фрезами в условиях индивидуального и серийного производства. Возможность настройки станка на различные полуавтоматические и автоматические циклы позволяет успешно использовать станки для выполнения работ операционного характера в поточных и автоматических линиях в крупносерийном производстве.
На станке можно обрабатывать вертикальные и горизонтальные плоскости, пазы, углы, рамки, зубчатые колеса и т.д.
На универсальном консольно-фрезерном станке 6Р80 можно фрезеровать всевозможные спирали, для чего стол его поворачивается вокруг своей вертикальной оси.
Особенности конструкции и принцип работы станка
Горизонтально-фрезерный станок модели 6Р80Г — базовая модель, а универсально-фрезерный модели 6Р80 и вертикально-фрезерный модели 6Р10 — его модификации.
На универсально-фрезерном станке модели 6Р80 при помощи универсальной делительной головки можно фрезеровать спиральные канавки на цилиндрических деталях, а также производить различные фрезерные работы, связанные с поворотом детали на заданную величину.
Накладная поворотная фрезерная головка Н80Г.28 с вертикальным шпинделем, поставляемая по особому заказу за отдельную плату, расширяет технологические возможности станков 6Р80Г и 6Р80.
Станок 6Р80 предназначен для выполнения различных фрезерных работ в условиях единичного и серийного производства.
Шероховатость обработанной поверхности при чистовых режимах резания V 6.
В отличие от ранее выпускавшихся станков данного типа новый станок отличается пониженным шумом, увеличенной долговечностью основных узлов и сохранением норм точности в течение более длительного срока. Электрооборудование смонтировано в просторной нише и отвечает всем современным требованиям. Управление подачами стола раздельное. Имеются защитные устройства, предохраняющие рабочего от стружки и брызг oxлаждающей жидкости. Система охлаждения снабжена быстросъемными отстойниками. Внешний вид станка отвечает современным требованиям промышленной эстетики.
Имеются защитные устройства, предохраняющие рабочего от стружки и брызг oxлаждающей жидкости. Система охлаждения снабжена быстросъемными отстойниками. Внешний вид станка отвечает современным требованиям промышленной эстетики.
Встраивание станка в автоматическую линию не предусмотрено.
Класс точности станка Н по ГОСТ 8—77.
Габаритные размеры рабочего пространства фрезерного станка 6Р80
Габарит рабочего пространства фрезерного станка 6Р80
Присоединительные базы фрезерного станка 6Р80
Установочные базы фрезерного станка 6Р80. Шпиндель
Присоединительные базы фрезерного станка 6Р80. Стол
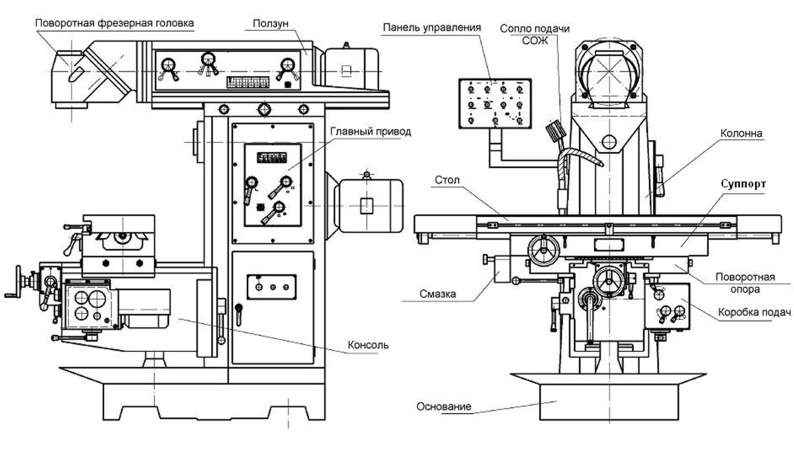
Общий вид горизонтального консольно-фрезерного станка 6Р80
Фото консольно-фрезерного станка 6Р80
Фото консольно-фрезерного станка 6Р80
Фото консольно-фрезерного станка 6Р80
Расположение составных частей фрезерного станка 6Р80
Расположение составных частей фрезерного станка 6Р80
Перечень составных частей фрезерного станка 6Р80
- Механизм переключения перемещения консоли – 6Р80Г.
 42
42 - Салазки станков 6Р80Г и 6Р10 – 6Р80Г.50
- Стол – 6Р80Г.51
- Станина станков 6Р80Г и 6Р80 – 6Р80Г.10
- Хобот станков 6Р80Г и 6Р80 – 6Р80Г.11
- Охлаждение станков 6Р80Г и 6Р80 – 6Р80Г.60
- Гайка поперечной подачи – 6Р80Г.43
- Механизм переключения перемещения салазок – 6Р80Г.42
- Электрошкаф – 6Р80Г.70
- Главный привод станков 6Р80Г и 6Р80 – 6Р80Г.20
- Механизм переключения скоростей станков 61Р80Г и 6Р80 – 6Р80Г.22
- Подвеска станков 6Р80Г и 6Р80 – 6Р80Г.16
- Подвеска станков 6Р80Г и 6Р80 – 6Р80Г.13
- Консоль – 6Р80Г.40
- Механизм переключения подач – 6Р80Г.32
- Коробка подач – 6Р80Г.30
- Станина станка 6Р10 – 6Р10.10
- Охлаждение станка 6Р10 – 6Р10.60
- Главный привод станка 6Р10 – 6Р10.20
- Механизм переключения скоростей станка 6Р10 – 6Р10.22
- Головка фрезерная станка 6Р10 – 6Р10.21
 42
42Расположение органов управления фрезерным станком 6Р80
Расположение органов управления фрезерным станком 6Р80
Перечень органов управления фрезерным станком 6Р80
- Рукоятка ручного перемещения консоли
- Рукоятка ручного перемещения салазок
- Рукоятка включения вертикальной подачи
- Кнопка включения быстрого перемещения стола, салазок и консоли
- Маховик ручного перемещения стола
- Червяк выборки люфта в паре винт-гайка стола
- Кран охлаждения
- Указатель нагрузки
- Рукоятка включения электросети
- Переключатель освещения
- Лампа сигнальная
- Кнопка «Стоп»
- Рукоятка зажима салазок
- Рукоятка включения поперечной подачи
- Кнопка «Пуск»
- Рукоятка зажима консоли
- Рукоятка включения электродвигателя подач
- Рукоятка включения электронасоса охлаждения
- Переключатель направления вращения шпинделя
- Кнопка «Толчок шпинделя»
- Рукоятка включения перебора шпинделя
- Рукоятка установки чисел оборотов шпинделя
- Винты зажима хобота
- Вал перемещения хобота
- Рукоятка включения продольной подачи
- Винты зажима стола
- Винты зажима поворотных салазок станка 6Р80
- Рукоятка установки величины подачи
- Рукоятка зажима гильзы шпинделя станка 6Р10
- Рукоятка перемещения гильзы шпинделя станка 6Р10
Кинематическая схема фрезерного станка 6Р80
Кинематическая схема фрезерного станка 6Р80
Схема кинематическая консольно-фрезерного станка 6Р80. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Устройство и работа станка 6Р80
Главный привод станка 6Р80
Кинематические схемы главного привода станков 6Р80Г и 6Р80 одинаковы. Вращение шпинделя осуществляется от электродвигателя через клиноременную передачу и коробку скоростей. При перемещении блоков шестерен на валу II-II и переключении шестерен перебора на шпинделе получается 12 скоростей.
Привод подач станка 6Р80
Кинематическая схема привода подач одинакова для всех станков. Вращение валов VIII, IX, X, XI, XII, XIII привода подач осуществляется от электродвигателя.
Рабочая подача осуществляется при отключенной электромагнитной муфте. Вращение от коробки подач передается через обгонную муфту на вал консоли XIV.
Кинематическая цепь ускоренных перемещений стола идет от электродвигателя через валы VIII, IX, X, XIII, электромагнитную муфту, обгонную муфту и вал консоли XIV.
Включение и реверсирование продольных, поперечных и вертикальных подач производится двухсторонними кулачковыми муфтами 25, 32, 39.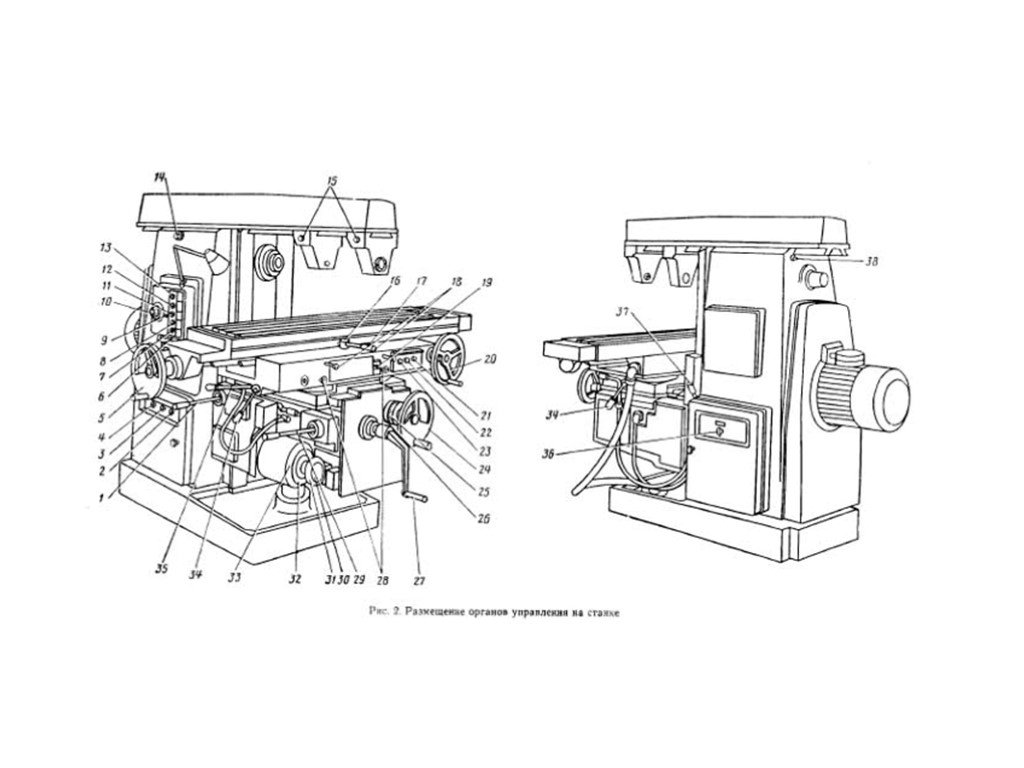
Станина станка 6Р80
Станина станков состоит из основания, стойки, электрошкафа, кожуха и хобота с подвесками (на станке 6Р10 хобот и подвески отсутствуют).
На основании установлены: стойка, кронштейн с гайкой винта подъема консоли и насос охлаждения.
Внутренняя полость основания является резервуаром для охлаждающей жидкости.
С правой стороны стойки прикреплен электрошкаф, в верхней части — коробка скоростей и механизм переключения скоростей.
На хоботе станков 6Р80Г и 6Р80 крепятся подвески, которые служат опорами для фрезерных оправок. Одна из подвесок имеет опору качения, другая — скольжения.
Коробка скоростей и шпиндель станка 6Р80
Коробка скоростей консольно-фрезерного станка 6р80
Коробка скоростей консольно-фрезерного станка 6Р80. Скачать в увеличенном масштабе
Привод шпинделя станков 6Р80Г и 6Р80 состоит из электродвигателя, клиноременной передачи, шестиступенчатой коробки скоростей, шпинделя и перебора, встроенных в сгонку станка.
В качестве передней опоры шпинделя применены двухрядные роликовые подшипники с посадкой внутреннего кольца на конус. Для восприятия осевых усилий в задней опоре установлены радиально-упорные шарикоподшипники.
Консоль и коробка подач станка 6Р80
Коробка подач консольно-фрезерного станка 6р80
Коробка подач консольно-фрезерного станка 6Р80. Скачать в увеличенном масштабе
Привод подач размещен в консоли. Спереди, в нижнюю часть консоли, встроен фланцевый электродвигатель, с левой стороны консоли крепится коробка подач с механизмом переключения подач и механизмом включения вертикального перемещения консоли, а с правой — механизм перемещения салазок.
12-ступенчатая коробка кроме цепи рабочих подач имеет цепь ускоренного хода. В коробке подач расположена предохранительная муфта 1 (рис. 15), исключающая возможность поломки шестерен при перегрузке.
На одном валу с предохранительной муфтой смонтированы электромагнитная муфта 2 и обгонная муфта 3. Включение быстрых перемещений стола, салазок и консоли осуществляется кнопкой, расположенной на передней стенке салазок.
Включение быстрых перемещений стола, салазок и консоли осуществляется кнопкой, расположенной на передней стенке салазок.
Рукоятка и маховик ручных перемещении стола в поперечном и вертикальном направлениях расположены на консоли спереди.
Механизм переключения подач состоит из рукоятки, диска с профильными пазами и рычагов. При движении рукоятки вверх или вниз диск поворачивается и рычаги перемещают вилки с шестернями.
Включение механического перемещения консоли и салазок осуществляется при помощи рукояток, расположенных с левой и правой сторон консоли. Направление движения рукоятки мнемонически увязано с направлением движения консоли и салазок.
Задняя стенка консоли выполнена в виде направляющих профиля «ласточкин хвост».
С правой стороны сзади консоли находится рукоятка для закрепления консоли на стойке.
Верхняя часть консоли имеет прямоугольные направляющие, по которым перемещаются салазки.
Стол и салазки станка 6Р80
Салазки перемещаются в поперечном направлении на консоли и имеют направляющие для стола.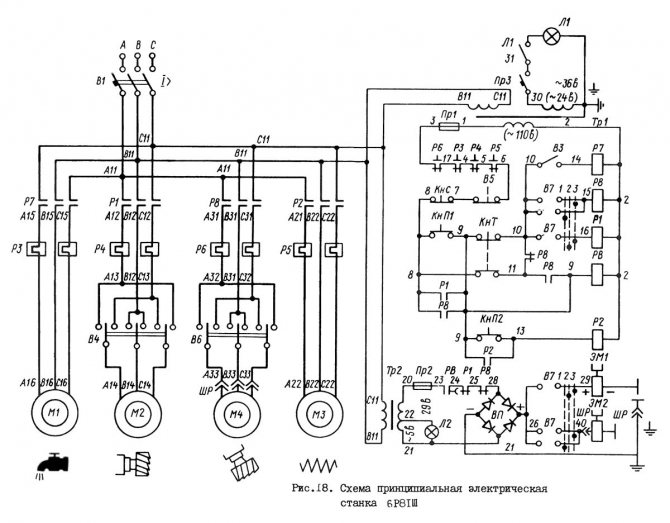
Со столом связан винт 1 (рис. 18) продольной подачи. В салазках находятся конические шестерни 2, вращающие винт, рукоятка и механизм включения продольной подачи стола.
Для работы методом попутного фрезерования предусмотрен механизм выборки зазоров между резьбой ходового винта 1 и гаек 3 и 4.
При работе методом встречного фрезерования сильно изнашивается ходовой винт. Поэтому, когда на станке длительное время выполняется одна работа, следует менять участок работы винта.
Поворотные салазки на станке 6Р80 дают возможность осуществлять поворот стола в пределах ±45° в горизонтальной плоскости.
Cхема электрическая консольно-фрезерного станка 6Р80
Электрическая схема фрезерного станка 6Р80. Силовая цепь
Схема электрическая консольно-фрезерного станка 6Р80. Смотреть в увеличенном масштабе
Электрическая схема фрезерного станка 6Р80. Цепь управления
Схема электрическая консольно-фрезерного станка 6Р80. Смотреть в увеличенном масштабе
Электрооборудование фрезерного станка 6Р80
Электрооборудование, установленное на станке, рассчитано на напряжение силовой цепи 380 В, 50 Гц трехфазного переменного тока.
- цепь магнитных пускателей ~ 110 В
- цепь электродинамического торможения ~ 55 В
- цепь электромагнитной муфты — 24 В
- цепь местного освещения ~ 36 В
- цепь сигнальной лампы ~22 В
На станке установлены три трехфазных короткозамкнутых асинхронных электродвигателя. Технические данные электродвигателей приведены в перечне электроаппаратов к принципиальной электросхеме.
Описание работы электросхемы фрезерного станка 6Р80
Включением вводного автоматического выключателя А1 подается напряжение сети на зажимы А10, B10, C10, т. е. в первичные обмотки трансформаторов управления ТУ1, ТУ2, ТУЗ и на входные контакты магнитного пускателя КЛ.
Пуск станка в работу осуществляется нажатием кнопки КУ2 (символ !). При этом срабатывает магнитный пускатель КЛ, который, замкнув свои замыкающие контакты в силовой цепи, включает электродвигатели привода шпинделя ДШ, привода подачи ДП и электронасоса ДО.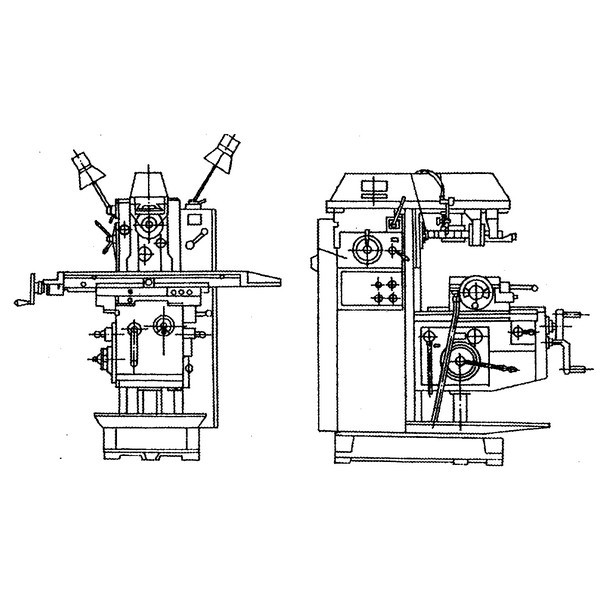
Для раздельной работы электродвигателей ДШ, ДП, ДО имеются, соответственно, выключатели ПШ, ВП, ВН. Кроме того, выключатель ПШ предназначен для изменения направления вращения электродвигателя ДШ.
Останов станка осуществляется нажатием кнопки КУ1 (символ О). От нажатия последней отключается магнитный пускатель КЛ, который, в свою очередь, выключает все электродвигатели.
При нажатии кнопки КУ1 замыкающим контактом включается магнитный пускатель КТ, который совместно с промежуточным реле РП, замкнув свои замыкающие контакты в цепи торможения, подает в цепь статоров электродвигателей постоянный ток. Происходит электродинамическое торможение электродвигателей. Длительность торможения определяет нажатое состояние кнопки КУ1.
Для включения ускоренного перемещения стола имеется кнопка КУ4 (символ), от нажатия которой, при включенном магнитном пускателе КЛ, включается электромагнитная муфта МБХ.
Для кратковременного включения электродвигателей имеется кнопка КУЗ (символ Т).
Для включения местного освещения на светильниках установлены выключатели B01, B02.
Защита, блокировки и сигнализация фрезерного станка 6Р80
Защита электрооборудования станка от коротких замыканий в силовой цепи осуществляется автоматическими выключателями A1, A2 и в цепях управления — автоматическим выключателем A3 и предохранителями Пр1 — ПрЗ.
Защита от перегрузок электродвигателей привода шпинделя ДШ и электронасоса ДО осуществляется, соответственно, тепловыми реле РТ1 и РТ2. Защита от перегрузок электродвигателя привода подач ДП осуществляется автоматическим выключателем А2.
Минимальная защита электродвигателей обеспечивается магнитным пускателем КЛ.
Невозможность включения электродвигателей при открытой задней дверце станка обеспечивается концевым выключателем ВК.
При включенном положении рукоятки вводного выключателя нельзя открыть дверцу электрошкафа, а при открытой дверце — нельзя включить рукоятку вводного выключателя. Данная блокировка обеспечивается конструкцией рукоятки вводного выключателя. При необходимости включить вводной выключатель с открытой дверцей электрошкафа для ремонтных целей необходимо нажать на шток Е (рис. 5 и 6), выдвигающийся при открывании дверцы.
При необходимости включить вводной выключатель с открытой дверцей электрошкафа для ремонтных целей необходимо нажать на шток Е (рис. 5 и 6), выдвигающийся при открывании дверцы.
О наличии напряжения сети в электрических цепях станка при включенном вводном автоматическом выключателе А1 указывает сигнальная лампа ЛС.
После автоматического отключения вводного выключателя рукоятка его остается в положении «включено». Сигнальная лампа при этом гаснет. Для повторного включения необходимо отвести рукоятку в положение «Отключено» и затем переключить в положение «включено».
Читайте также: Электрооборудование фрезерных станков 6Р10, 6Р80, 6Р80Г, 6Р80Ш
6Р80 Станок горизонтальный консольно-фрезерный с поворотным столом – универсальный. Видеоролик.
Технические характеристики станков моделей 6Р80 (основные параметры и размерыпо ГОСТ 165-72)
| Наименование параметра | 6Р80г | 6Р80 | 6Р10 | 6Р80Ш |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Класс точности | Н | Н | Н | П |
| Размеры рабочей поверхности стола, мм | 800 х 200 | 800 х 200 | 800 х 200 | 800 х 200 | Расстояние от оси шпинделя до поверхности стола, мм | 50. .350 .350 | 50..350 | – | 50..350 |
| Расстояние от торца шпинделя до поверхности стола, мм | – | – | 50..350 | 50..350 |
| Наибольшее расстояние от торца шпинделя до подшипника серьги, мм | 450 | 450 | – | 350 | Расстояние от оси шпинделя до хобота, мм | 123 | 123 | – | 123 |
| Расстояние от задней кромки стола до вертикальных направляющих станины, мм | 80..240 | 80..240 | 80..240 | 80..240 |
| Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм | – | – | 265 | – |
| Шпиндель | ||||
| Частота вращения горизонтального шпинделя, об/мин | 50..2240 | 50..2240 | – | 50..2240 |
| Частота вращения вертикального шпинделя, об/мин | – | – | 50. .2240 .2240 | – |
| Количество скоростей горизонтального и вертикального шпинделя | 12 | 12 | 12 | 12 |
| Перемещение пиноли (гильзы) шпинделя, мм | – | – | 60 | 60 |
| Перемещение пиноли шпинделя на одно деление лимба, мм | – | – | 0,05 | 0,05 |
| Угол поворота фрезерной головки в продольной плоскости, град | – | – | ±45° | ±90° |
| Конец горизонтального шпинделя по ГОСТ 836-72 | 40 | 40 | – | 40 |
| Конец вертикального шпинделя по ГОСТ 836-72 | 40 | 40 | – | 40 |
| Шпиндель фрезерной головки | ||||
| Угол поворота фрезерной головки в поперечной плоскости, град | – | – | – | +30°-45 |
| Внутренний конус шпинделя фрезерной головки | – | – | – | Морзе 4 |
| Частота вращения шпинделя фрезерной головки, об/мин | – | – | – | 56. .2500 .2500 |
| Количество скоростей шпинделя фрезерной головки | – | – | – | 12 |
| Стол. Подачи стола | ||||
| Наибольший продольный ход стола (X), мм | 500 | 500 | 500 | 500 |
| Наибольший поперечный ход стола (Y), мм | 160 | 160 | 160 | 160 |
| Наибольший вертикальный ход стола (Z), мм | 300 | 300 | 300 | 300 |
| Пределы поворота стола, град | – | – | ±45° | – |
| Пределы продольных подач стола (X), мм/мин | 25..1120 | 25..1120 | 25..1120 | 25..1120 |
| Пределы поперечных подач стола (Y), мм/мин | 25..1120 | 25..1120 | 25..1120 | 25..1120 |
| Пределы вертикальных подач стола (Z), мм/мин | 12,5. | 12,5..560 | 12,5..560 | 12,5..560 |
| Количество ступеней подач стола (продольных, поперечных, вертикальных) | 12 | 12 | 12 | 12 |
| Скорость быстрых перемещений (продольных, поперечных/ вертикальных) X, Y/ Z, м/мин | 2,3/ 2,3/ 1,12 | 2,3/ 2,3/ 1,12 | 2,3/ 2,3/ 1,12 | 2,3/ 2,3/ 1,12 |
| Перемещение стола на одно деление лимба (продольное, поперечное/ вертикальное), мм | 0,05/ 0,02 | 0,05/ 0,02 | 0,05/ 0,02 | 0,05/ 0,02 |
| Перемещение стола на один оборот лимба (продольное, поперечное/ вертикальное), мм | 6/ 2 | 6/ 2 | 6/ 2 | 6/ 2 |
| Наибольшее допустимое усиле резания (продольное/ поперечное/ вертикальное), кг | ||||
| Механика станка | ||||
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка ручной и механической подач (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка раздельного включения подач | Есть | Есть | Есть | Есть |
| Торможение шпинделя | Есть | Есть | Есть | Есть |
| Предохранительная муфта от перегрузок | Есть | Есть | Есть | Есть |
| Электрооборудование и приводы станка | ||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 4 |
| Электродвигатель главного движения ДШ, кВт (об/мин) | 3,0 (1430) | 3,0 (1430) | 3,0 (1430) | 3,0 (1430) |
| Электродвигатель привода подач ДП, кВт (об/мин) | 0,8 (1360) | 0,8 (1360) | 0,8 (1360) | |
| Электродвигатель насоса СОЖ ДО, кВт (об/мин) | 0,12 (2800) | 0,12 (2800) | 0,12 (2800) | 0,12 (2800) |
| Электродвигатель фрезерной головки ДГ, кВт (об/мин) | – | – | – | 1,1 (1400) |
| Суммарная мощность всех электродвигателей, кВт | ||||
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 1525 х 1875 х 1515 | 1525 х 1875 х 1515 | 1435 х 1875 х 1750 | 1820 х 1875 х 1765 |
| Масса станка, кг | 1240 | 1260 | 1270 | 1340 |
- Фрезерные консольные станки 6Р80Г, 6Р80, 6Р10, 6Р80Ш. Руководство по эксплуатации 6Р80Г.00.000 РЭ, 1978
- Станки фрезерные консольные 6Р80Г, 6Р80, 6Р10. Руководство по эксплуатации 6Р80Г.00.000 РЭ, 1974
- Станки фрезерные консольные 6Р80Г, 6Р80, 6Р10. Руководство по эксплуатации электрооборудования 6Р80Г.00.000 РЭ1, 1974
- Аврутин С.В. Основы фрезерного дела, 1962
- Аврутин С.В. Фрезерное дело, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Барбашов Ф.А. Фрезерное дело 1973, с.141
- Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
- Блюмберг В.А. Справочник фрезеровщика, 1984
- Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
- Копылов Р.Б. Работа на фрезерных станках,1971
- Косовский В.Л. Справочник молодого фрезеровщика, 1992, с.180
- Кувшинский В. В. Фрезерование,1977
- Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
- Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
- Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
- Плотицын В.Г. Наладка фрезерных станков,1975
- Рябов С.А. Современные фрезерные станки и их оснастка, 2006
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Список литературы:
 Руководство по эксплуатации 6Р80Г.00.000 РЭ, 1978
Руководство по эксплуатации 6Р80Г.00.000 РЭ, 1978 В. Фрезерование,1977
В. Фрезерование,1977Связанные ссылки. Дополнительная информация
6Р80Ш Станок фрезерный консольный широкоуниверсальный. Паспорт, схемы, описание, характеристики
Сведения о производителе широкоуниверсальных станков 6Р80Ш
Широкоуниверсальный фрезерный станок 6Р80Ш выпускался предприятием – Вильнюсский станкостроительный завод “Жальгирис”.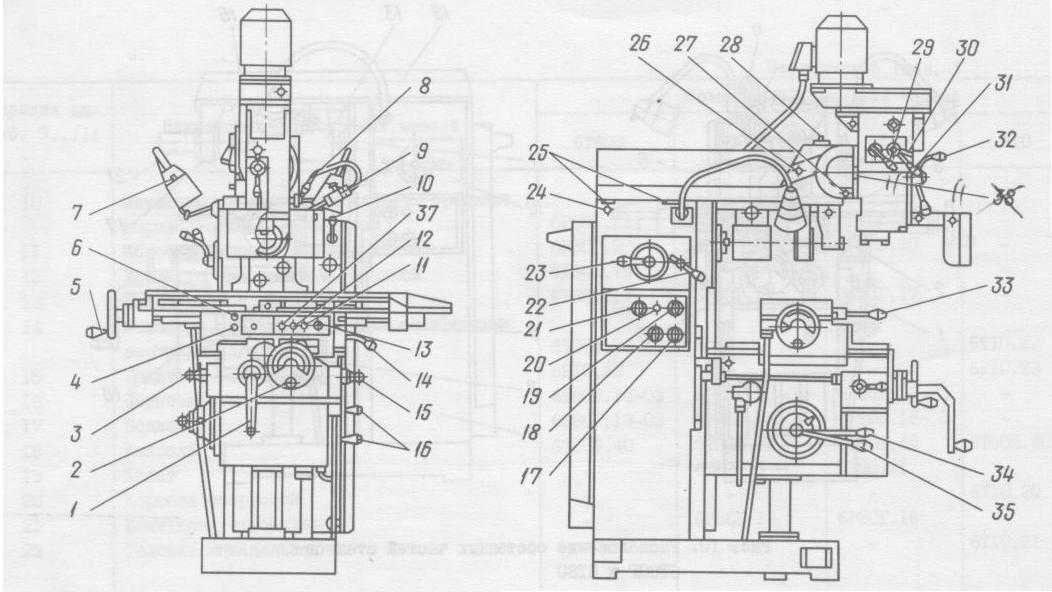
В 1947 году станкостроительный завод «Жальгирис» выпустил первую продукцию – 13 настольно-сверлильных станков.
В 1949 году было начато освоение более сложной продукции – поперечно–строгальных станков, за которыми последовало производство горизонтальных, вертикальных и универсальных консольно–фрезерных станков.
Станки, выпускаемые Вильнюсским станкостроительным заводом “Жальгирис”
- 6Е80ш – станок широкоуниверсальный консольно-фрезерный 200 х 800
- 6М80 – станок горизонтальный консольно-фрезерный с поворотным столом (универсальный) 200 х 800
- 6Н10 – станок вертикальный консольно-фрезерный 200 х 800
- 6Н80 – станок горизонтальный консольно-фрезерный с поворотным столом (универсальный) 200 х 800
- 6Н80Г – станок горизонтальный консольно-фрезерный 200 х 800
- 6Н80Ш – станок широкоуниверсальный консольно-фрезерный 200 х 800
- 6П80Г – станок горизонтальный консольно-фрезерный 200 х 800
- 6Р10 – станок вертикальный консольно-фрезерный 200 х 800
- 6Р80 – станок горизонтальный консольно-фрезерный с поворотным столом (универсальный) 200 х 800
- 6Р80Г – станок горизонтальный консольно-фрезерный 200 х 800
- 6Р80Ш – станок широкоуниверсальный консольно-фрезерный 200 х 800
- 6Т10 – станок вертикальный консольно-фрезерный 200 х 800
- 6Т80 – станок горизонтальный консольно-фрезерный с поворотным столом (универсальный) 200 х 800
- 6Т80Ш – станок широкоуниверсальный консольно-фрезерный 200 х 800
- НС-12А – станок сверлильный настольный Ø 12
- СУС-1 станок сверлильный настольный Ø 12
6Р80Ш станок фрезерный консольный широкоуниверсальный.
 Назначение и область применения
Назначение и область примененияКонсольно-фрезерный широкоуниверсальный станок 6Р80Ш выпускался с 1972 года прошлого века. Станок заменил в производстве модель 6Н80ш.
Фрезерный станок 6Р80Ш относится к нулевому типоразмеру консольно-фрезерных станков (размер рабочего стола нулевого типоразмера – 200 х 800 мм) и входит в серию фрезерных станков: 6Р10, 6Р80, 6р80г.
Станок 6Р80Ш предназначен для обработки небольших деталей из стали, чугуна, цветных металлов и пластмасс.
Широкоуниверсальный консольный станок с вертикальным поворотным шпинделем модели 6Р80Ш, предназначен для выполнения разнообразных фрезерных работ в условиях индивидуального и серийного производства.
На станках 6Р80Ш удобно фрезеровать плоскости, торцы, скосы, пазы на небольших деталях разнообразной конфигурации.
Принцип работы и особенности конструкции станка
При поставке станка модели 6Р80Ш на экспорт требования по частоте, напряжению питающей сети и степени автоматизации должны быть учтены в конструкторской документации и оговорены в заказе-наряде.
Вид климатического исполнения станка модели 6Р80Ш УХЛ4 и Т по ГОСТ 15150—69.
Технические характеристики станков позволяют полностью использовать возможности инструмента из быстрорежущей стали, а также инструмента, оснащенного пластинками из твердого сплава.
Поворотная фрезерная головка с выдвижной пинолью позволяет производить фрезерование наклонных поверхностей деталей.
Использование делительной головки, поворотного стола, тисков, приспособления для линейного деления фрезерной и долбежной головок, поставляемых по требованию заказчика за отдельную плату, расширяет технологические возможности станка мод. 6Р80Ш.
Станки работают по принципу фрезерования вращающейся фрезой, закрепленной в горизонтальном или вертикальном шпинделе. Перемещения стола (координата X), салазок (координаты У), консоли (координата Z) используются в качестве рабочих или установочных перемещений.
Тип компоновки станков соответствует компоновкам консольных фрезерных станков отечественного и зарубежного производства.
Особенности конструкции
Стойка является базовым узлом, на который монтируются все остальные узлы и механизмы. Стойка жестко соединена с плитой (основанием), являющейся резервуаром охлаждающей жидкости.
На хоботе станка 6Р80Ш смонтирована вертикальная шпиндельная головка, а на направляющих хобота крепятся подвески для работы с длинными оправками. Подвески имеют опору качения и опору скольжения. Подвески на станках невзаимозаменяемые.
Коробка скоростей горизонтального шпинделя смонтирована в стойке. Соединение с электродвигателем осуществляется через поликлиновую ременную передачу.
Привод вертикального шпинделя осуществляется от электродвигателя, вынесенного на верх головки, через поликлиновую ременную передачу, роликовую муфту оцепления и коробку скоростей.
Шпиндель смонтирован в выдвижной гильзе.
Фрезерная головка станка крепится к хоботу гайками и имеет возможность поворота в поперечном и продольном направлениях стола. В шпинделях размещены шомпола для закрепления режущего инструмента. Закрепление осуществляется механически от механизма зажима.
Закрепление осуществляется механически от механизма зажима.
Привод подач размещен в консоли. 18-и ступенчатая коробка подач имеет цепь ускоренного хода и предохранительную муфту, исключающую возможность поломки привода подач при перегрузках.
Задняя стенка консоли выполнена в виде направляющих «ласточкин хвост».
Верхняя часть консоли имеет прямоугольные направляющие, по которым перемещаются салазки.
Салазки перемещаются в поперечном направлении на консоли и имеют направляющие для стола.
Со столом связан винт продольной подачи.
При работе методом попутного фрезерования предусмотрена выборка зазоров между резьбой ходового винта и гаек, посредством поворота червяка.
При работе методом встречного фрезерования сильно изнашивается ходовой винт. Поэтому, когда на станке длительное время выполняется одна работа, следует менять участок работы винта.
Класс точности станка П по ГОСТ 8—77.
Посадочные и присоединительные базы фрезерного станка 6Р80Ш
Посадочные и присоединительные базы фрезерного станка 6р80ш
Посадочные и присоединительные базы фрезерного станка 6Р80Ш. Скачать в увеличенном масштабе
Скачать в увеличенном масштабе
Общий вид универсального фрезерного станка 6Р80Ш
Фото фрезерного станка 6р80ш
Фото фрезерного станка 6р80ш
Фото фрезерного станка 6р80ш
Фото консольного стола фрезерного станка 6р80ш
Фото консольного стола фрезерного станка 6Р80Ш. Скачать в увеличенном масштабе
Расположение составных частей на широкоуниверсальном консольно-фрезерном станке 6Р80Ш
Расположение основных узлов на фрезерном станке 6р80ш
Расположение основных узлов на фрезерном станке 6Р80Ш. Скачать в увеличенном масштабе
Перечень основных узлов фрезерного станка 6Р80Ш
- Механизм переключения перемещения консоли – 6Р80Г.42
- Салазки – 6Р80Г.50
- Стол – 6Р80Г.51
- Станина – 6Р80Г.10
- Хобот – 6Р80Ш.71
- Охлаждение – 6Р80Г.60
- Коробка скоростей и шпиндель – 6Р80Г.20
- Механизм переключения скоростей – 6Р80Г.22
- Гайка поперечной подачи с кронштейном – 6Р80Г. 43
- Механизм переключения перемещения салазок – 6Р80Г.42
- Электрошкаф – 6Р80Г.70
- Подвеска – 6Р80.16
- Подвеска – 6Р80Г.1З
- Консоль – 6Р80Г.40
- Механизм переключения подач – 6Р80Г.32
- Коробка подач – 6Р80Г.30
- Коробка скоростей – 6Р80Ш.72
- Шпиндельная головка – 6Р80Ш.75
- Переходная головка – 6Р80Ш.74
- Механизм переключения скоростей – 6Р80Ш.73
 43
43Расположение органов управления широкоуниверсальным консольно-фрезерным станком 6Р80Ш
Расположение органов управления станком 6р80ш
Расположение органов управления широкоуниверсальным консольно-фрезерным станком 6Р80Ш. Скачать в увеличенном масштабе
Перечень органов управления фрезерным станком 6Р80Ш
- Рукоятка ручного перемещения консоли
- Рукоятка ручного перемещения салазок
- Рукоятка включения вертикальной подачи
- Кнопка включения быстрого перемещения стола, салазок и консоли
- Маховик ручного перемещения стола
- Червяк выборка зазора в паре винт-гайка стола
- Кран охлаждения
- Указатель нагрузки
- Рукоятка включения электросети
- Переключатель освещения
- Лампа сигнальная
- Кнопка “Стоп”
- Рукоятка зажима салазок
- Рукоятка включения поперечной подачи
- Кнопка “Пуск”
- Рукоятка зажима консоли
- Рукоятка включения электродвигателя подач
- Рукоятка включения электронасоса охлаждения
- Переключатель направления вращения шпинделя
- Кнопка “Толчок шпинделя”
- Рукоятка включения перебора шпинделя
- Рукоятка установки чисел оборотов шпинделя
- Винт зажима хобота
- Вал перемещения хобота
- Рукоятка включения продольной подачи
- Винты зажима стола
- Винты зажима поворотных салазок станка 6Р80
- Рукоятка установки величины подачи
- Рукоятка зажима гильзы шпинделя станков 6P10 и 6Р80Ш
- Рукоятка перемещения гильзы шпинделя станков 6Р10 и 6Р80Ш
- Переключатель направления вращения шпинделя поворотной головки станка 6Р80Ш
- Рукоятка переключения скоростей шпинделя фрезерной головки станка 6Р80Ш
Кинематическая схема фрезерного станка 6Р80Ш
Кинематическая схема фрезерного станка 6р80ш
Схема кинематическая консольно-фрезерного станка 6Р80Ш. Скачать в увеличенном масштабе
Скачать в увеличенном масштабе
Кинематическая схема фрезерного станка 6р80ш
Схема кинематическая консольно-фрезерного станка 6Р80Ш. Скачать в увеличенном масштабе
Схема кинематическая (рис. 14, 15, 16)
Привод главного движения осуществляется от электродвигателя через клиноременную передачу и коробку скоростей. Путем перемещения блоков шестерен на валу II и переключением шестерен перебора на шпинделе получаем 12 скоростей.
Привод подач осуществляется от электродвигателя, смонтированного в консоли.
Вращение от вала ХШ коробки подач передается на вал консоли ХIV.
Кинематическая цепь ускоренных перемещений стола идет от электродвигателя через валы VIII, IX, X, ХIII, электромагнитную муфту, обгонную муфту и вал консоли XIV.
Включение и реверсирование продольных, поперечных и вертикальных подач производится двухсторонними кулачковыми муфтами 25, 32, 39.
Перечень к кинематическим схемам (см. табл. 4).
Описание составных частей фрезерного станка 6Р80Ш
Станина
Станина станка состоит из основания, стойки и электрошкафа.
На основании установлены: стойка, кронштейн с гайкой винта подъема консоли и насос охлаждения.
Внутренняя полость основания является резервуаром для охлаждающей жидкости.
С правой стороны стойки прикреплен электрошкаф, в верхней части коробка скоростей и механизм переключения скоростей.
На хоботе станков 6Р80Г, 6Р80 и 6Р80Ш крепятся подвески (рис. 17), которые служат опорами для фрезерных оправок. Одна из подвесок 6Р83Г.13 имеет опору качения, вторая 6Р80Г.16 – опору скольжения 1.
Особенностью станины станка 6P10 является наличие фланца в верхней ее части для крепления шпиндельной головки.
Коробка скоростей и шпиндельная головка
Коробка скоростей консольно-фрезерного станка 6р80ш
Коробка скоростей консольно-фрезерного станка 6Р80Ш. Скачать в увеличенном масштабе
Вертикальная шпиндельная головка консольно-фрезерного станка 6р80ш
Вертикальная шпиндельная головка консольно-фрезерного станка 6Р80Ш. Скачать в увеличенном масштабе
Цепь главного привода станков 6Р80Г, 6Р80, и 6Р80Ш (рис. 18) состоит из электродвигателя, клиноременной передачи, шестиступенчатой коробки скоростей, шпинделя и перебора, встроенных в станину станка.
18) состоит из электродвигателя, клиноременной передачи, шестиступенчатой коробки скоростей, шпинделя и перебора, встроенных в станину станка.
В качестве передней опоры шпинделя применены двухрядные роликовые подшипники С посадкой внутреннего кольца на конус. Для восприятия осевых усилий в задней опоре установлены радиально-упорные шарикоподшипники. Коробка скоростей станка 6P10 приведена на рис. 19.
Шпиндельные головки станка 6PI0 (рис. 20) и станка 6Р80Ш (рис. 21) смонтированы в выдвижных гильзах.
Переходная головка вертикального шпинделя станка 6Р80Ш приведена на рис. 22.
Консоль и коробка подач
Коробка подач консольно-фрезерного станка 6р80ш
Коробка подач консольно-фрезерного станка 6Р80Ш. Скачать в увеличенном масштабе
Спереди, в нижней части, консоли встроен фланцевый электродвигатель. С левой стороны консоли крепится коробка подач с механизмом переключения подач и механизмом включения вертикального перемещения консоли, а с правой – механизм перемещения салазок.
Двенадцатиступенчатая коробка подач (рис. 23). кроме цепи рабочих подач, имеет цепь ускоренного хода. В коробке подач расположена предохранительная муфта 4, исключавшая возможность поломки шестерен при перегрузке.
Hа одном валу с предохранительной муфтой смонтированы электромагнитная муфта I и обгонная муфта 3. Включение быстрых перемещений стола, салазок и консоли осуществляется кнопкой, расположенной на передней стенке салазок.
Рукоятка и маховик ручных перемещений стола в поперечном и вертикальном направлениях расположены на консоли спереди (рис. 24).
Механизм подъема консоли приведен на рис. 25.
Механизм переключения подач состоит из рукоятки, диска с профильными пазами и рычагов. При движении рукоятки вверх или вниз диск поворачивается и рычаги перемещают вилки с шестернями.
Включение механического перемещения консоли и салазок осуществляется при помощи рукояток, расположенных с левой и правой сторон консоли.
Направление движения рукояток мнемонически увязано с направлением движения консоли и салазок.
Задняя стенка консоли выполнена в виде направляющих профиля “ласточкин хвост”.
С правой стороны сзади консоли находится рукоятка для закрепления консоли на стойке.
Верхняя часть консоли имеет прямоугольные направляющие, по которым перемещаются салазки.
Стол и салазки
Салазки перемещаются в поперечном направлении на консоли и имеют направляющие для стола.
Со столом связан винт 2 (рис. 26) продольной подачи. В салазках находятся конические шестерни 5, вращающие винт, рукоятка и механизм включения продольной подачи стола.
Для работы методом попутного фрезерования предусмотрена выборка зазоров между резьбой ходового винта 2 и гаек 3, 4 посредством поворота червяка I.
При работе методом встречного фрезерования сильно изнашивается ходовой винт. Поэтому, когда на станке длительное время выполняется одна работа, следует менять участок работы винта.
Поворотные салазки на станке 6Р80 дают возможность осуществлять поворот стола в пределах ±45° в горизонтальной плоскости.
Хобот станка 6P80Ш
Механизм переключения скоростей вертикальной головки консольно-фрезерного станка 6р80ш
Механизм переключения скоростей вертикальной головки консольно-фрезерного станка 6Р80Ш. Скачать в увеличенном масштабе
В хоботе станка смонтирован электродвигатель и коробка скоростей (рис. 27) с механизмом переключения скоростей (рис. 28). К фланцу хобота крепится переходная головка (рис. 22) и к последней – шпиндельная головка (рис. 21).
Читайте также: Электрооборудование фрезерных станков 6Р10, 6Р80, 6Р80Г, 6Р80Ш
6Р80Ш Станок фрезерный консольный широкоуниверсальный. Видеоролик.
Технические характеристики станка 6Р80Ш
| Наименование параметра | 6Р80г | 6Р80 | 6Р10 | 6Р80Ш |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Класс точности | Н | Н | Н | П |
| Размеры рабочей поверхности стола, мм | 800 х 200 | 800 х 200 | 800 х 200 | 800 х 200 | Расстояние от оси шпинделя до поверхности стола, мм | 50. .350 .350 | 50..350 | – | 50..350 |
| Расстояние от торца шпинделя до поверхности стола, мм | – | – | 50..350 | 50..350 |
| Наибольшее расстояние от торца шпинделя до подшипника серьги, мм | 450 | 450 | – | 350 | Расстояние от оси шпинделя до хобота, мм | 123 | 123 | – | 123 |
| Расстояние от задней кромки стола до вертикальных направляющих станины, мм | 80..240 | 80..240 | 80..240 | 80..240 |
| Расстояние от оси шпинделя до вертикальных направляющих станины (вылет), мм | – | – | 265 | – |
| Шпиндель | ||||
| Частота вращения горизонтального шпинделя, об/мин | 50..2240 | 50..2240 | – | 50..2240 |
| Частота вращения вертикального шпинделя, об/мин | – | – | 50. .2240 .2240 | – |
| Количество скоростей горизонтального и вертикального шпинделя | 12 | 12 | 12 | 12 |
| Перемещение пиноли (гильзы) шпинделя, мм | – | – | 60 | 60 |
| Перемещение пиноли шпинделя на одно деление лимба, мм | – | – | 0,05 | 0,05 |
| Угол поворота фрезерной головки в продольной плоскости, град | – | – | ±45° | ±90° |
| Конец горизонтального шпинделя по ГОСТ 836-72 | 40 | 40 | – | 40 |
| Конец вертикального шпинделя по ГОСТ 836-72 | 40 | 40 | – | 40 |
| Шпиндель фрезерной головки | ||||
| Угол поворота фрезерной головки в поперечной плоскости, град | – | – | – | +30°-45 |
| Внутренний конус шпинделя фрезерной головки | – | – | – | Морзе 4 |
| Частота вращения шпинделя фрезерной головки, об/мин | – | – | – | 56. .2500 .2500 |
| Количество скоростей шпинделя фрезерной головки | – | – | – | 12 |
| Стол. Подачи стола | ||||
| Наибольший продольный ход стола (X), мм | 500 | 500 | 500 | 500 |
| Наибольший поперечный ход стола (Y), мм | 160 | 160 | 160 | 160 |
| Наибольший вертикальный ход стола (Z), мм | 300 | 300 | 300 | 300 |
| Пределы поворота стола, град | – | – | ±45° | – |
| Пределы продольных подач стола (X), мм/мин | 25..1120 | 25..1120 | 25..1120 | 25..1120 |
| Пределы поперечных подач стола (Y), мм/мин | 25..1120 | 25..1120 | 25..1120 | 25..1120 |
| Пределы вертикальных подач стола (Z), мм/мин | 12,5. .560 .560 | 12,5..560 | 12,5..560 | 12,5..560 |
| Количество ступеней подач стола (продольных, поперечных, вертикальных) | 12 | 12 | 12 | 12 |
| Скорость быстрых перемещений (продольных, поперечных/ вертикальных) X, Y/ Z, м/мин | 2,3/ 2,3/ 1,12 | 2,3/ 2,3/ 1,12 | 2,3/ 2,3/ 1,12 | 2,3/ 2,3/ 1,12 |
| Перемещение стола на одно деление лимба (продольное, поперечное/ вертикальное), мм | 0,05/ 0,02 | 0,05/ 0,02 | 0,05/ 0,02 | 0,05/ 0,02 |
| Перемещение стола на один оборот лимба (продольное, поперечное/ вертикальное), мм | 6/ 2 | 6/ 2 | 6/ 2 | 6/ 2 |
| Наибольшее допустимое усиле резания (продольное/ поперечное/ вертикальное), кг | ||||
| Механика станка | ||||
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка ручной и механической подач (продольной, поперечной, вертикальной) | Есть | Есть | Есть | Есть |
| Блокировка раздельного включения подач | Есть | Есть | Есть | Есть |
| Торможение шпинделя | Есть | Есть | Есть | Есть |
| Предохранительная муфта от перегрузок | Есть | Есть | Есть | Есть |
| Электрооборудование и приводы станка | ||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 4 |
| Электродвигатель главного движения ДШ, кВт (об/мин) | 3,0 (1430) | 3,0 (1430) | 3,0 (1430) | 3,0 (1430) |
| Электродвигатель привода подач ДП, кВт (об/мин) | 0,8 (1360) | 0,8 (1360) | 0,8 (1360) | |
| Электродвигатель насоса СОЖ ДО, кВт (об/мин) | 0,12 (2800) | 0,12 (2800) | 0,12 (2800) | 0,12 (2800) |
| Электродвигатель фрезерной головки ДГ, кВт (об/мин) | – | – | – | 1,1 (1400) |
| Суммарная мощность всех электродвигателей, кВт | ||||
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 1525 х 1875 х 1515 | 1525 х 1875 х 1515 | 1435 х 1875 х 1750 | 1820 х 1875 х 1765 |
| Масса станка, кг | 1240 | 1260 | 1270 | 1340 |
- Фрезерные консольные станки 6Р80Г, 6Р80, 6Р10, 6Р80Ш. Руководство по эксплуатации 6Р80Г.00.000 РЭ, 1978
- Широкоуниверсальный консольно-фрезерный станок с поворотной шпиндельной головкой повышенной точности 6Р80Ш. Руководство по эксплуатации 6Р80Ш.00.000 РЭ, 1971
- Станки фрезерные консольные 6Р80Г, 6Р80, 6Р10. Руководство по эксплуатации 6Р80Г.00.000 РЭ, 1974
- Станки фрезерные консольные 6Р80Г, 6Р80, 6Р10. Руководство по эксплуатации электрооборудования 6Р80Г.00.000 РЭ1, 1974
- Аврутин С.В. Основы фрезерного дела, 1962
- Аврутин С.В. Фрезерное дело, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Барбашов Ф.А. Фрезерное дело 1973, с.141
- Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
- Блюмберг В.А. Справочник фрезеровщика, 1984
- Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
- Копылов Р. Б. Работа на фрезерных станках,1971
- Косовский В.Л. Справочник молодого фрезеровщика, 1992, с.180
- Кувшинский В.В. Фрезерование,1977
- Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
- Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
- Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
- Плотицын В.Г. Наладка фрезерных станков,1975
- Рябов С.А. Современные фрезерные станки и их оснастка, 2006
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Список литературы:
 Руководство по эксплуатации 6Р80Г.00.000 РЭ, 1978
Руководство по эксплуатации 6Р80Г.00.000 РЭ, 1978 Б. Работа на фрезерных станках,1971
Б. Работа на фрезерных станках,1971Связанные ссылки. Дополнительная информация
Дополнительная информация
Кварцевый механизм для часов Miyota/Citizen
Ваша цена:
26,95 долларов США
Описание продукта
Часовые механизмы, пожалуй, самая важная часть часов: поскольку они являются сердцем и мозгом наших устройств для измерения времени, вам нужен механизм, если вы хотите, чтобы ваши часы работали. Кварцевые часовые механизмы — это новый стиль механизмов, они рассчитаны на долгий срок службы и готовы к установке. Кварцевые часовые механизмы Miyota производятся подразделением Miyota компании Citizen LTD. Эти японские механизмы подходят ко многим оригинальным часам Citizen, Bulova, Miyota и Wittnauer.
Кварцевые часовые механизмы — это новый стиль механизмов, они рассчитаны на долгий срок службы и готовы к установке. Кварцевые часовые механизмы Miyota производятся подразделением Miyota компании Citizen LTD. Эти японские механизмы подходят ко многим оригинальным часам Citizen, Bulova, Miyota и Wittnauer.
**Примечание** Нажмите на изображение выше, чтобы увидеть больше изображений движения. На этих изображениях мы удобно отметили, где находятся ножки циферблата, а где номер механизма.
- Продается поштучно
- Внешний диаметр: 10 1/2 линии или 22,5 x 22,5 мм
- Механизм толщиной 3,85 мм
- Высота от нижней части часового механизма до верхней части второй шестерни стреловидности составляет 6,0 мм.
- Требуется контрольная ячейка: 364
- Механизм имеет 4 стрелки
- Имеет вторую стрелку стреловидности
- Требуются часовые стрелки: часовая 1,20 мм, минутная 0,70 мм и секундная стрелка 0,18 мм
- НЕТ драгоценных камней
- Используется шток 065-379, Метчик 10 (0,90 мм)
- Имеет дисплей хронографа
- Имеет два глаза
- Имеет указатель фаз Луны
- Включает стебель часов
- Кварцевый механизм Miyota/Citizen LTD
- Японская сборка
Политика возврата механизма часов
Механизмы часов следует проверить сразу после получения посылки. Каждый часовой механизм тестируется и работает в соответствии с заводскими спецификациями на момент изготовления, без экспресс-гарантии и без права возврата. В течение 7 дней с момента получения, если движение не удовлетворяет вас, свяжитесь с нами по любым вопросам. Механизмы со следами работы или повреждения, ворсинками или отпечатками пальцев, отсутствующими деталями или без оригинальной упаковки не подлежат возврату.
Каждый часовой механизм тестируется и работает в соответствии с заводскими спецификациями на момент изготовления, без экспресс-гарантии и без права возврата. В течение 7 дней с момента получения, если движение не удовлетворяет вас, свяжитесь с нами по любым вопросам. Механизмы со следами работы или повреждения, ворсинками или отпечатками пальцев, отсутствующими деталями или без оригинальной упаковки не подлежат возврату.
Щелкните здесь, чтобы ознакомиться с руководством по замене часового механизма
Часто покупают вместе
Общая стоимость:
Добавить в корзину
Пожалуйста, выберите опции для всех выбранных продуктов
Сопутствующие товары
Клиенты также просматривали
RCSB PDB – 6P80: Структура E. coli MS115-1 CdnC + ATP
- Structure Summary
- 3D View
- Annotations
- Experiment
- Sequence
- Genome
- Ligands
- Versions
PreviousNext
Macromolecule Content
- Total Structure Weight: 36. 9 kDa 
- Atom Количество: 2876 
- Количество смоделированных остатков: 318 
- Количество осажденных остатков: 321 
- Уникальные белковые цепи: 1
 9 kDa 
9 kDa Структура E. coli MS115-1 CDNC + ATP
WWPDB Validation & NBSP & NBSP 3D Report & NBSPFULL Report
и NBSP 3D Report & NBSPFULL. вход. См. полную историю.
Йе, К., Лау, Р.К., Мэтьюз, И.Т., Биркхольц, Э.А., Watrous, J.D., Azimi, C.S., Pogliano, J., Jain, M., Corbett, K.D.
(2020) Mol Cell & NBSP 77 : 709
- PubMed : & NBSP31932165 & NBSPSERCH на PubMedSearch на PubMed Central
- DOI: & NBSP 101016/G.Molcmde Annaillage.
Бактерии постоянно сталкиваются с чужеродными захватчиками, в том числе бактериофагами, и выработали различные средства защиты от этих захватчиков. Здесь мы описываем структурные и биохимические механизмы пути иммунитета к бактериофагам, обнаруживаемые у широкого круга бактерий, включая E …
Здесь мы описываем структурные и биохимические механизмы пути иммунитета к бактериофагам, обнаруживаемые у широкого круга бактерий, включая E …
Бактерии постоянно сталкиваются с чужеродными захватчиками, включая бактериофаги, и выработали различные средства защиты от этих захватчиков. . Здесь мы описываем структурные и биохимические механизмы пути иммунитета к бактериофагам, обнаруженные у широкого круга бактерий, включая E. coli и Pseudomonas aeruginosa. Этот путь использует эукариотические доменные белки HORMA, которые распознают специфические пептиды, затем связывают и активируют cGAS/DncV-подобную нуклеотидилтрансферазу (CD-NTase) с образованием вторичного мессенджера циклического триаденилата (cAAA); cAAA, в свою очередь, активирует эффектор эндонуклеазы NucC. Передача сигналов ослабляется гомологом AAA+ ATPase Pch3/TRIP13, который связывает и разбирает активный комплекс HORMA-CD-NTase. При экспрессии в непатогенной E. coli этот путь обеспечивает иммунитет против бактериофага λ посредством механизма абортивной инфекции. Наши результаты раскрывают молекулярные механизмы бактериального защитного пути, объединяющего cGAS-подобную нуклеотидилтрансферазу с белками домена HORMA для обнаружения угрозы посредством обнаружения белка и негативной регуляции с помощью АТФазы Trip13.
Наши результаты раскрывают молекулярные механизмы бактериального защитного пути, объединяющего cGAS-подобную нуклеотидилтрансферазу с белками домена HORMA для обнаружения угрозы посредством обнаружения белка и негативной регуляции с помощью АТФазы Trip13.
Организационная принадлежность : 
Кафедра клеточной и молекулярной медицины, Калифорнийский университет, Сан-Диего, Ла-Хойя, Калифорния, США; Кафедра химии и биохимии, Калифорнийский университет, Сан-Диего, Ла-Хойя, Калифорния, США; Институт Людвига по исследованию рака, филиал в Сан-Диего, Ла-Хойя, Калифорния, США. Электронный адрес: [email protected].
Макромолекулы
Найдите похожие белки по:
(по порогу идентичности) | Трехмерная структура
Entity ID: 1 | |||||
|---|---|---|---|---|---|
| Molecule | Chains | Sequence Length | Organism | Details | Image |
E. coli MS115-1 NucC coli MS115-1 NucC | A | 321 | Escherichia coli MS 115-1 | Мутации (S) : 0 & NBSP Названия генов: & NBSP HMPREF9540_01758, & NBSPCDNC EC: & NBSP 6060.7.7.7.7.7.7.7.7.7.7.7, NBSP.0108 | |
UniProt | |||||
Find proteins for D7Y2h3  (Escherichia coli (strain MS 115-1)) Explore D7Y2h3  Go to UniProtKB:  D7Y2h3 | |||||
Entity Groups   | |||||
| Кластеры последовательностей | 30% идентичность50% идентичность70% идентичность90% идентичность95% идентичность100% идентичность | ||||
| UniProt Group | D7Y2h3 | ||||
Protein Feature ViewExpand | |||||
| |||||
Small Molecules
Experimental Data & Validation
Experimental Data
Единичная ячейка :
| Длина (Å) | Угол (˚) |
|---|---|
| a = 76,184 | α = 90 |
b = 76. 184 184 | β = 90 |
| c = 100.498 | γ = 120 |
Software Package:
| Software Name | Purpose |
|---|---|
| PHENIX | refinement |
| XDS | data reduction |
| Aimless | data scaling |
| PHENIX | phasing |
Structure Validation
View Full Validation Report
Ligand Structure Quality Assessment 
View more in-depth experimental data
Entry History 
Deposition Data
- Released Date:  2019- 12-25  Депонирование Автор(ы):  Ye, Q., Azimi, C.S., Corbett, K.D.
История изменений
(Полная информация и файлы данных)- Версия 1.
