Фрезерный станок 6Р82Ш: технические характеристики
Содержание статьи:
Универсальный фрезерный станок 6Р82Ш предназначен для выполнения различных операций. Благодаря продуманной конструкции и дополнительным компонентам он может использоваться как в серийном, так и в штучном производстве. Главным отличием от аналогичных моделей является увеличенная площадь стола и мощный электродвигатель главного привода.
Конструктивные особенности
Внешний вид
Фрезерно-обрабатывающее оборудование марки 6Р82Ш было разработано и выпускалось на Горьковском заводе фрезерных станков. Это предприятие является старейшим и благодаря накопленному опыту станки, изготавливаемые на нем, характеризуются хорошими эксплуатационными и техническими параметрами.
Особенностью широкоуниверсального фрезерного оборудования является возможность одновременной обработки заготовки с двух сторон. Это позволяет увеличить производительность, так как не требуется изменять положение заготовки на рабочем столе для выполнения другой операции.
Дополнительно можно выделить следующие характеристики:
- наличие горизонтального шпинделя. С его помощью можно выполнять обработку цилиндрическими и торцевыми фрезами;
- дополнительные переходники-серьги. После их установки появляется возможность выполнять горизонтально-фрезерные операции;
- поворотная накладная головка. С ее помощью делается обработка крупных деталей, выполняются расточные работы;
- возможность установки накладного стола и делительной головки.
Для автоматизации процесса производства можно выбрать ручной, полуавтоматический или автоматический режим работы. Быстрая замена фрезы выполняется с помощью быстросменного механизма. Также станок 6Р82Ш обладает широким диапазоном смещений рабочего стола.
Быстрая остановка рабочей головки происходит за счет торможения постоянным током. Это увеличивает производительность, так как на смену режущего инструмента требуется меньше времени.
Основные характеристики
Элементы станка
Станок разрабатывался для выполнения тонких фрезерных операций. Поэтому ему присвоили класс точности «П» согласно ГОСТ 8-82. Общая масса оборудования составляет 3300 кг, габариты – 247*185*195 см.
Поэтому ему присвоили класс точности «П» согласно ГОСТ 8-82. Общая масса оборудования составляет 3300 кг, габариты – 247*185*195 см.
Для обработки массивных заготовок производитель предусмотрел большую площадь стола 125-32 см. Расстояние от шпинделя до поверхности детали может варьироваться от 3 до 45 см. Этот параметр изменяется при установке круглого поворотного стола и дополнительного оборудования — накладной и делительной головки.
Параметры станка:
- удаление оси шпинделя от хобота – 15,5 см;
- расстояние от поворотного шпинделя до рабочего стола может составлять от 3,5 до 53,5 см;
- удаление от поворотного шпинделя до станины – от 26 до 82 см.
Для работы станка в конструкции предусмотрено четыре электродвигателя. Функционирование главного привода происходит с помощью силовой установки мощностью 7,5 кВт. Для шпинделя поворотной головки установлен отдельный двигатель 2,2 кВт. Такой же мощностью обладает устройство для работы привода подач.
В период одновременной работы всех электродвигателей суммарный номинальный ток составляет 20 А. Это необходимо учитывать при подключении оборудования и обеспечения его работоспособности.
Параметры рабочего стола
Кинематическая схема
Рабочий стол предназначен для фиксации заготовки и ее дальнейшей подаче к поверхности режущего инструмента – фрезы. Основными характеристиками этого компонента универсально-фрезерного станка 6Р82Ш является степень смещения детали.
Изменение положения рабочего стола может осуществляться в двух режимах – механическом и ручном. При этом максимальные и минимальные параметры будут одинаковыми. Максимальная нагрузка на стол составляет 250 кг. Это относится только к центру. При смещении центра тяжести заготовки этот параметр будет меньше.
Основные характеристики рабочего стола станка 6Р82Ш:
- максимальное перемещение.
 Продольное — 80 см, поперечное — 24 см. Максимально возможное вертикальное перемещение составляет 41 см;
Продольное — 80 см, поперечное — 24 см. Максимально возможное вертикальное перемещение составляет 41 см; - количество пазов Т-образной формы — 3;
- смещение стола на один лимб. На один продольный или поперечный оборот составляет 6 мм. Для вертикального перемещения значение равно 2 мм;
- количество рабочих подач — 18;
- пределы подачи (продольных и поперечных) — от 25 до 1250 мм/мин.
 Продольное — 80 см, поперечное — 24 см. Максимально возможное вертикальное перемещение составляет 41 см;
Продольное — 80 см, поперечное — 24 см. Максимально возможное вертикальное перемещение составляет 41 см;При механическом смещении положения рабочего стола с помощью рукояти направление ее поворота совпадает с направлением движения всей конструкции. Это уменьшает трудоемкость работы, минимизирует вероятность появление ошибок.
Для оперативного изменения скорости подачи предусмотрены однорукояточные механизмы. Благодаря их конструкции можно установить любой режим работы без активации промежуточных ступеней.
Описание шпинделя
Вертикальная головка шпинделя
Преимуществом станка 6Р82Ш является наличие двух шпинделей. Для анализа возможностей работы оборудования следует узнать характеристики поворотной и накладной головок. Практически все параметры одинаковы. Разница заключается в направлении движения режущей части – горизонтальное или вертикальное.
Практически все параметры одинаковы. Разница заключается в направлении движения режущей части – горизонтальное или вертикальное.
Технические характеристики шпиндельных головок:
- частота вращения головок, об/мин – от 50 до 1600;
- количество скоростей – 11;
- максимальный поворот шпинделя — 45°;
- крутящий момент – 1070 Н.м;
- перемещение на один оборот лимба – 6.
В накладной головке максимальный поворот режущей части инструмента равен 360°. Это дает возможность обрабатывать сложные детали без их демонтажа. При этом допустимый диаметр фрезы может составлять 16 см для горизонтального и 10 см вертикального шпинделя. Согласно ГОСТ 836-72 эскиз этой части станка соответствует цифре «3».
Во время работы на универсально-фрезерном станке 6Р82Ш обязательно необходимо активировать систему смазки заготовки. В противном случае ее отсутствие может привести к недопустимому нагреву поверхностей детали и фрезы.
В видеоматериале наглядно показаны основные узлы оборудования:
 youtube.com/embed/9AF1DbngiAc?wmode=transparent&fs=1&hl=en&modestbranding=1&iv_load_policy=3&showsearch=0&rel=1&theme=dark” frameborder=”0″ allowfullscreen=””/>
youtube.com/embed/9AF1DbngiAc?wmode=transparent&fs=1&hl=en&modestbranding=1&iv_load_policy=3&showsearch=0&rel=1&theme=dark” frameborder=”0″ allowfullscreen=””/>
Паспорт на станок 6Р82Ш, 6Р83Ш широкоуниверсальный фрезерный
Тип документации: Руководство по эксплуатации
Производитель: Ордена Ленина, завод фрезерных станков, г. Горький (Завод Фрезерных Станков ЗФС, ОАО РосСтанКом)
Год выпуска: 1977
Листов / страниц: 58 / 58
Тип файлов: DJVU
Копия: сканированная
Качество изображений: ч/б, 1300*1800, 300dpi
Архиватор: WinRar
Размер архива: 2.3 Мб
Паспорт выложен пользователем: maxim
Данный раздел паспорта содержит документацию только по механической части станка.
Электрооборудование и электросхемы смотрите в другом разделе.
Также вы можете найти ссылки на возможные ревизии электрооборудования к данному станку, пролистав описание до конца.
Дополнительная информация:
Руководство по эксплуатации 6Р82Ш.00.000 РЭ1 Часть 1:
– Назначение и область применения
– Состав станка
– Устройство и работа станка и его составных частей
– Система смазки
– Инструкция по эксплуатации 6Р82Ш, 6Р83Ш
– Указания по мерам безопасности
– Порядок установки
– Настройка, наладка и режимы работы
– Охлаждение инструмента
– Регулирование станка
– Схема расположения подшипников
– Паспорт станка 6Р83Ш, 6Р82Ш
– Общие сведения
– Основные технические данные и характеристики
– Сведения о ремонте
– Сведения об изменениях в станке
– Комплект поставки
– Гарантия
– Приложение.

Дополнительная документация (нажмите на ссылку, чтобы просмотреть):
Электрооборудование станка 6Р82Ш, 6Р83Ш широкоуниверсального фрезерного консольного
Инструкции по скачиванию паспорта:
Если Вы решили скачать документацию или паспорт на станок 6Р82Ш, 6Р83Ш фрезерный широкоуниверсальный консольный – нажмите на кнопку “Скачать паспорт 6Р82Ш, 6Р83Ш бесплатно с файлообменника”, расположенную ниже этого текста. В вашем обозревателе откроется новая страница файлообменника depositfiles, на которой выберите тип загрузки “Обычное скачивание”, нажав соответствующую кнопку под правым кругом (показатель скорости загрузки). Важно: закройте открывшееся меню (нажать крестик) с предложением подписки на пробный период (акция). Далее дождитесь своей очереди (обычно это занимает 1 минуту, у вас будет отсчет времени), появится меню с предложением ввести контрольные слова или посмотреть видео с контрольным словом, введите контрольное слово и нажмите “continue”.
Более подробно о программах и форматах, используемых для чтения документации – проследуйте в раздел главного меню “Помощь по сайту”.
Удачного скачивания! И не забывайте оставлять отзывы о паспортах на оборудование.
Перед скачиванием обязательно ознакомьтесь с пользовательским соглашением. Нажатие ссылки “скачать с файлообменника” означает полное и безоговорочное согласие со всеми пунктами пользовательского соглашения.
Скачать паспорт на станок 6Р82Ш, 6Р83Ш с файлообменника
Документ скачан 2286 раз(а)Широкоуниверсальный консольно-фрезерный станок 6Р82Ш – Крона
Широкоуниверсальный консольно-фрезерный станок 6Р82Ш
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
Широкоуниверсальные консольно-фрезерные станки моделей 6Р82Ш предназначены для выполнения различных фрезерных работ в условиях индивидуального производства . На станках можно изготовлять металлические модели, штампы, прессформы, шаблоны, кулачки и т. п . Для обработки различного вида поверхностей, а также крупногабаритных деталей, превышающих по своим размерам габарит стола, шпиндельная головка смонтирована на выдвижном хоботе и может поворачиваться под любым углом в двух взаимно перпендикулярных плоскостях . Горизонтальный шпиндель станка может быть использован при обработке плоскостей торцовыми и цилиндрическими фрезами. Возможна как раздельная, так и одновременная работа обоими шпинделями. При установке серег станки могут быть использованы как обычные горизонтально-фрезерные .Технологические возможности станков могут быть расширены с применением делительной головки, поворотного круглого стола и других приспособлений .Техническая характеристика и жесткость станков позволяют полностью использовать возможности быстрорежущего твердосплавного инструмента.
На станках можно изготовлять металлические модели, штампы, прессформы, шаблоны, кулачки и т. п . Для обработки различного вида поверхностей, а также крупногабаритных деталей, превышающих по своим размерам габарит стола, шпиндельная головка смонтирована на выдвижном хоботе и может поворачиваться под любым углом в двух взаимно перпендикулярных плоскостях . Горизонтальный шпиндель станка может быть использован при обработке плоскостей торцовыми и цилиндрическими фрезами. Возможна как раздельная, так и одновременная работа обоими шпинделями. При установке серег станки могут быть использованы как обычные горизонтально-фрезерные .Технологические возможности станков могут быть расширены с применением делительной головки, поворотного круглого стола и других приспособлений .Техническая характеристика и жесткость станков позволяют полностью использовать возможности быстрорежущего твердосплавного инструмента.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ И ХАРАКТЕРИСТИКИ
6Р82Ш
СТОЛ. Размеры рабочей поверхности (длина Х ширина), мм
1250 X 320
Число Т-образных пазов 3
Наибольшие перемещения стола, мм продольное механическое 800
продольное вручную 800
поперечное механическое 240
поперечное вручную 250
вертикальное механическое 410
вертикальное вручную 420
Наименьшее и наибольшее расстояния от оси шпинделя до рабочей поверхности стола, мм 30-450
Расстояние от оси шпинделя до хобота, мм 155
Расстояние от торца шпинделя поворотной головки до стола, мм 35-535
Расстояние от оси шпинделя поворотной головки до направляющих станины мм 260-820
Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм 0,05
Перемещение стола на один оборот лимба, мм: продольное и поперечное 6
вертикальное 2
Наибольшая масса обрабатываемой детали, кг 250
ШПИНДЕЛЬНЫЕ ГОЛОВКИ Перемещение пиноли шпинделя, мм:
на один оборот лимба 6
на одно деление лимба 0,1
Наибольшее перемещение пиноли шпинделя, мм 80
Поворот головки в поперечной плоскости стола, град:
к станине 45
от станины 90
Поворот головки в продольной плоскости стола, град 360
Поворот накладной головки, град 360
Поворот головок на одно деление шкалы, град 1
Выключающие упоры подачи (продольной, поперечной, вертикальной) есть
Блокировка ручной и механической подачи (продольной, поперечной, вертикальной) есть
Блокировка раздельного включения подачи есть
Автоматическая прерывная подача продольная есть
поперечная и вертикальная нет
Торможение шпинделя есть
Предохранение от перегрузки (муфта) есть
ПРИВОД, ГАБАРИТ И МАССА Электродвигателей
Тип А02-51-4-С2
мощность, квт 7,5
число оборотов в минуту 1460
Электродвигатель привода подач: тип
А02-31-4-С2
мощность, квт 2,2
число оборотов в минуту 1430
Электродвигатель привода шпинделя поворотной головки: тип
А02-31-4-С2
мощность, квт 2,2
число оборотов в минуту 1430
Электронасос подачи охлаждающей жидкости: тип ПА-22
мощность, квт 0 ,125
число оборотов в минуту 2800
производительность л/мин 22
Габарит станка (длина X ширина X высота), мм 2470 X 1950 X 1950
Масса станка, т. 3,3
3,3
Горизонтально-фрезерный станок 6Р82: характеристики, паспорт
Горизонтальный консольно-фрезерный станок 6Р82 начал выпускаться Горьковским заводом фрезерных станков с 1970 года. С тех пор, когда начали выпускаться такие станки, прошло больше 40 лет, но горизонтально-фрезерный станок 6Р82 продолжает работать на многих предприятиях. На нем с высокой точностью выполняются работы по обработке металлов различной сложности. Эта модель фрезеровочных станков причисляется к патриархам отечественного станкостроения, и она до сих пор числится одной из самых распространенных и общедоступных моделей.
Горизонтально-фрезерный станок 6Р82Завод и сегодня выпускает горизонтальные универсальные станки, но уже спроектированные по новым технологиям. Массово начали развиваться системы числовых программных управлений (ЧПУ). Современный фрезерный станок с ЧПУ по металлу 6Р82 получил широкое применение в малом бизнесе.
Расшифровка названия станка означает:
- 6 — фрезерные станки;
- Р – модификация станка;
- 8 – этой цифрой принято обозначать горизонтально-фрезерные станки;
- 2 – указывается на типоразмер (габариты) рабочего стола.

Консольные фрезерные станки 6Р82 относятся к самым популярным агрегатам, используемым для фрезерования. Им дали определение как «консольно-фрезерные» благодаря своим конструктивным решениям.
Роль консоли выполняют специальные кронштейны, которые являются опорами стола. Габариты размеры станка составляют 320х1250 мм.
Горизонтально-фрезерный станок 6Р82 входит в группу горизонтальных агрегатов. Это связано с тем, что шпиндель на таком станке во время его работы, всегда остается в неизменном положении. Он всегда расположен в горизонтальном положении. На станках рабочие столы можно устанавливать в перпендикулярном положении по отношению к шпинделю.
Предназначение станка 6Р82
Назначение фрезерного станка 6Р82 прописано в его паспорте. Эти станки разрабатывались с целью выполнения на них различных видов фрезеровальных работ.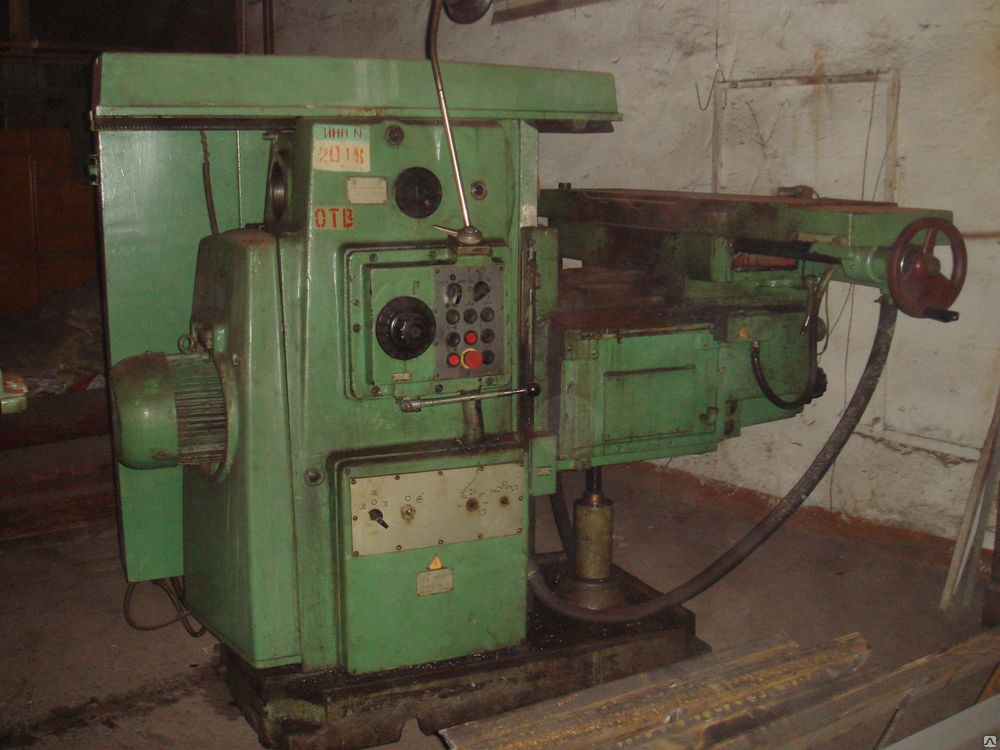 На них можно фрезеровать, используя различные типы фрез.
На них можно фрезеровать, используя различные типы фрез.
Технические характеристики станков предусматривают расширение их потенциальных возможностей. Для этого следует использовать дополнительное оборудование и приспособления, которые могут поставляться в комплекте со станком.
Станки применяются на предприятиях различных отраслей промышленности, начиная от мелких мастерских и заканчивая крупными машиностроительными гигантами. Они очень высокотехнологичны, и способны производить обработку деталей с высоким качеством, а главное с высокой точностью.
Техническая компоновка разработана с условием создания оператору максимальных удобств в обслуживании станка.
Фрезерный станок 6Р82, технические характеристики которого дают возможность пользователю легко настраивать его для работы в автоматическом или полуавтоматическом режиме, а, следовательно, это дает возможность применять такой агрегат для комплектации единой автоматизированной линии.
Устройство станка – основные узлы и механизмы
- Кинематическая схема станка 6Р82
- Перечень к кинематической схеме станка 6Р82
Паспорт и схема станка 6Р82 предусматривает следующие важные конструктивные детали, узлы и механизмы:
Станина
Станина относится к фундаменту станка, на котором устанавливаются все его рабочие детали, узлы и механизмы. Станина крепится на опорную плиту фрезерного станка. Чтобы придать ей жесткости она фиксируется штифтами.
Станина крепится на опорную плиту фрезерного станка. Чтобы придать ей жесткости она фиксируется штифтами.
Хобот и серьги
Эти детали размещаются на станине. Хобот закрепляется и скользит по направляющим. Серьги монтируются на других направляющих, которые располагаются на хоботе. Внутри хобота расположена коробка скоростей, посредством которой передается вращение шпинделю.
Хобот с серьгами станка 6Р82
Серьги устанавливаются в специально предусмотренных для этих целей отверстиях. Размер отверстий выбирается по индивидуальному принципу, на каждом станке отверстия разные. Следовательно, серьги не могут быть взаимозаменяемые.
Для регулировки зазоров в подшипниках серьги, предусмотрена специальная гайка. Регулировка проводится с контролем по результатам температуры нагрева серьги. Измерение температуры нагрева должна производиться после обкатки станка. Время обкатки должно быть не менее одного часа, а число оборотов шпинделя устанавливается максимальным. Перед обкаткой следует убедиться в том, что поверхностная часть опорной втулки в хорошем состоянии и в ней находится достаточное количество смазки. Если температура подшипников находится в пределах 50 — 60 °C, то можно начинать регулировку.
Если температура подшипников находится в пределах 50 — 60 °C, то можно начинать регулировку.
Масло, которым смазываются подшипники, находится в специальных углублениях (нишах), расположенных на серьге. Масло поступает в подшипник через втулочные оконные проемы.
Коробка подач
Коробка подач 6Р82 предназначена для обеспечения перемещения всех движущихся частей и агрегатов станка.
Коробка подач станка 6Р82
Главное движение обеспечивается приводом, в состав которого входит фланцевый электрический двигатель и соединительная муфта. Электродвигатель привода подач устанавливается внутри консоли станка. Консольно-фрезерные станки 6Р82, паспорт которых предусматривает изменение скорости шпиндельного узла, могут работать на 18 фиксированных скоростях. Регулировка осуществляется посредством зубчатых колесных блоков. Порядок переключения скоростей устанавливает инструкция по эксплуатации и паспорт станка.
В коробке подач предусмотрен режим быстрого перемещения. Такой режим перемещения возможен только после приведения в действие фрикциона форсированного хода.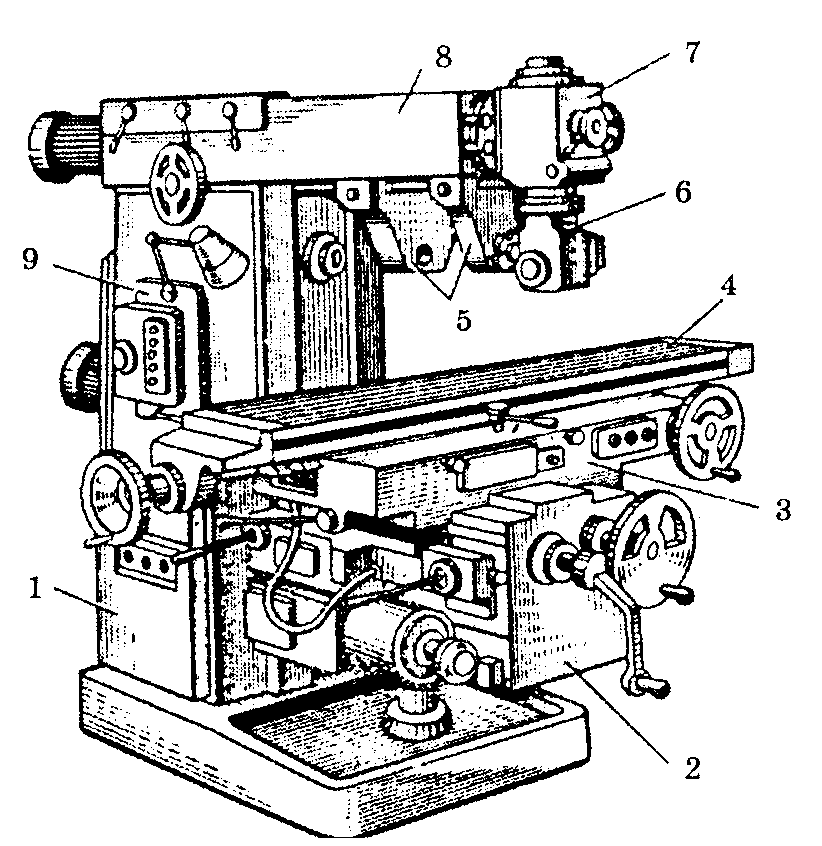 Фрикционная передача позволяет передавать вращающий момент от электродвигателя главного хода на консоль, а уже потом к винтам перемещений.
Фрикционная передача позволяет передавать вращающий момент от электродвигателя главного хода на консоль, а уже потом к винтам перемещений.
Консоль
Описание консоли дает паспорт. Конструкция консоли изготовлена в виде металлической коробчатой отливки. Она передвигается по вертикальным направляющим, которые соединены со станиной.
Внутри консоли расположены основные механизмы коробки подач. Эти механизмы предназначены для передачи движения от коробки подач к винтовым валам.
Коробка переключения скоростей
Коробка скоростей на фрезерном станке 6Р82 расположена непосредственно на станине (в хоботе) и предназначена для установки необходимого скоростного режима обработки детали. Конечным узлом коробки скоростей является ее шпиндель, который представляет собой вал, удерживающийся на трех опорах. Роль опор выполняют подшипники.
Разрез по шпинделю станка 6Р82
Шпиндель предназначен для передачи вращательного момента от силовой коробки передач, к закрепленному в нем инструменту. Вращательный момент коробка передач получает от вала электродвигателя главного хода станка, соединенных между собой соединительной муфтой.
Для перехода от одной оптимальной величины вращения шпинделя к другой нет необходимости последовательного перехода по скоростным промежуточным ступеням. Основными деталями коробки скоростей являются: рейка, рукоятка переключателя, зубчатые колеса и шестерни.
Для осмотра внутренних деталей коробки, на ней установлено смотровое окно. Переключение скоростей осуществляется рукояткой. Необходимая скорость выбирается по указателю оборотов шпинделя. С помощью коробки скоростей можно устанавливать 19 различных скоростей вращения шпинделя.
Стол и салазки
Эти конструктивные узлы предназначены для передвижения стола в продольных и поперечных плоскостях. Стол фиксируется на направляющих салазок и в рабочем цикле скользит по ним. Его площадка является основанием для крепления на ней подвергающихся обработке деталей, зажимных устройств и технологических приспособлений. Чтобы все это оборудование было надежно закреплено и при работе удерживалось на столе, он снабжен продольными пазами, выполненными в виде Т-образного профиля. Стол приводится в движение от ходового винта, через механизм передачи вращательного движения винта в поступательное движение стола.
Его площадка является основанием для крепления на ней подвергающихся обработке деталей, зажимных устройств и технологических приспособлений. Чтобы все это оборудование было надежно закреплено и при работе удерживалось на столе, он снабжен продольными пазами, выполненными в виде Т-образного профиля. Стол приводится в движение от ходового винта, через механизм передачи вращательного движения винта в поступательное движение стола.
Внешний вид фрезерного станка 6Р82
Стол и ходовой винт соединяются по торцам стола с помощью кронштейнов. Кронштейны, после установки фиксируются штифтами. Места для крепления кронштейнов определяются по реальному размещению винта. Для предотвращения продольного изгиба, винт размещают на опорных подшипниках. Необходимое натяжение ходового винта регулируется специальной гайкой.
Механизм разворота стола обеспечивает установку его на угол в 45° от его первоначального положения. Механизм разворота размещается в промежутке между рабочим столом и салазками. Чтобы развернуть стол на оптимальный угол, необходимо выполнить следующее: переместить салазки в крайнее переднее местоположение; снять хвостовой кулачок, ограничивающий поперечный ход, и уже только затем разворачивать стол.
Чтобы развернуть стол на оптимальный угол, необходимо выполнить следующее: переместить салазки в крайнее переднее местоположение; снять хвостовой кулачок, ограничивающий поперечный ход, и уже только затем разворачивать стол.
Салазки выполняют функцию буферной части между консолью и столом. Они передвигаются по горизонтальным направляющим, которые расположены на консоли.
Электрооборудование станка
Электроснабжение горизонтально-фрезерного станка 6Р82 определяет его паспорт. В станке предусмотрены два основных привода: привод главного хода и привод механизма подач. Приводы главного хода и механизма подач приводятся в действие электрическими асинхронными двигателями.
Электрическая схема станка 6Р82
Кроме этого электрическая схема предусматривает работу других технологических систем, таких как система охлаждения.
Консольно-фрезерные станки 6Р82, руководство по эксплуатации которых предусматривает электроснабжение на переменном напряжении, поставляются заказчику с различными классами напряжения.
Фрезерный станок 6Р82, электрическая схема которого может работать от источника 3-фазного напряжения следует размещать на участках, где есть классы напряжения от 220 В до 440 В.
Все электрические двигатели, в зависимости от индивидуального исполнения, могут работать на напряжениях от 220 В до 440 В.
Электрическая схема разработана на применение следующих классов напряжения: для рабочего освещения — 24, 36 или 110 В, в зависимости от индивидуального исполнения; для цепей управления — 110-220 В; для цепей электродинамического торможения – 56 В. Местное освещение осуществляется от светильников, которые распложены на станине.
Эксплуатация станка 6Р82
Эксплуатация горизонтально-фрезерных станков определяется руководством по эксплуатации, которое поставляется заказчику в комплекте со станком. В руководстве приводится основная характеристика каждого станка, а также подробная инструкция по его эксплуатации. Кроме этого в руководстве по эксплуатации прописываются основные правила безопасности, которые необходимо выполнять при работе со станком.
Кроме этого в руководстве по эксплуатации прописываются основные правила безопасности, которые необходимо выполнять при работе со станком.
Скачать паспорт (инструкцию по эксплуатации) горизонтально-фрезерного станка 6Р82
В руководстве прописаны также правила управления станком и порядок поддержания его в рабочем состоянии.
Управление станком осуществляется от аппаратов управления, которые расположены сбоку и на передней части станка. Для управления используются специальные рукоятки, кнопочные станции и переключатели.
Уход за станком может осуществлять только его оператор, который закреплен за данным станком и хорошо знает его устройство.
Перед каждым пуском станка необходимо убедиться в том, что на направляющих отсутствует пыль, грязь или стружка. Проверить работу системы смазки и охлаждения, обратив особое внимание на наличие масла и охлаждающей жидкости.
Для выколачивания оправки или фрезы из шпинделя следует применять молоток, изготовленный из латуни или меди.
Особое внимание следует уделять столу. Загружать на стол инструмент, приспособления или заготовки можно только тогда, когда его поверхность очищена от посторонних предметов, а также от сгустков промасленной грязи и стружки.
Для того чтобы детали станка проработали как можно дольше, следует вовремя проводить смазку трущихся и вращающихся деталей. Порядок и сроки смазки прописаны в специальном разделе руководства по эксплуатации. Наличие смазки в агрегатных узлах станка контролируется по маслоуказателям.
Следует помнить, что станок будет надежно работать только тогда, когда будут в установленные сроки проводиться текущие регламентные работы, а также капитальные ремонты его отдельных агрегатов.
Паспорт 6Р82Ш Широкоуниверсальный консольно-фрезерный станок (Горький)
Наименование издания:Книга 1: Руководство по эксплуатации (6Р82Ш.
 00.000 РЭ) – 59 страниц
00.000 РЭ) – 59 страницКнига 2: Электрооборудование – 19 страниц
Выпуск издания: Ордена Ленина завод фрезерных станков, г.Горький
Год выпуска издания: 1983
Кол-во книг (папок): 2
Кол-во страниц: 78
Стоимость: Договорная
Описание: Полный комплект документации
Содержание:
Книга 1: Руководство по эксплуатации (6Р82Ш.00.000 РЭ)
1. Техническое описание
Назначение и область применения
Состав станка
– Расположение основных частей станка
– Размещение органов управления на станке
Устройство и работа станка и его составных частей
– Кинематическая схема
– График чисел оборотов горизонтального шпинделя
– График чисел оборотов шпинделя поворотной головки
– График подач станка
– Хобот с серьгами
– Разрез по шпинделю
– Насос смазки
– Механизм рукоятки переключения скоростей
– Разрез по осям коробки переключения скоростей
– Разрез поворотной головки
– Разрез по шпинделю поворотной головки
– Зажим гильзы поворотной головки
– Разрез по шпинделю накладной головки
– Разрез по выходному валу коробки подач
– Коробка подач
– Механизм переключения подач
– Консоль (развёртка и разрез)
– Разрез по механизму включения электромагнита
– Механизм включения вертикальной и поперечной подач
– Фильтр
– Золотник распределительный
– Разрез по ходовому винту
– Регулирование зазора в ходовом винте
– Регулирование клиньев
– Механизм включения продольной подачи.
 Разрез по рукоятке.
Разрез по рукоятке. – Салазки
– Механизм запирания муфты Система смазки
Система смазки
– Схема смазки станка
2. Инструкция по эксплуатации
Указания по мерам безопасности
– Ограждение фрез
– Транспортирование станка
Порядок установки
Настройка, наладка и режимы работы
– Схема настройки на автоматические циклы
– Охлаждение инструмента
Регулирование станка
– Схема расположения подшипников качения
3. Паспорт станка
Общие сведения
Основные технические данные и характеристики
– Эскиз Т-образных пазов
– Эскиз конца горизонтального шпинделя
– Эскиз конца шпинделя поворотной головки
– Эскиз направляющих
– Установочный чертёж станка
Сведения о ремонте
– График ремонтных работ
Сведения об изменениях в станке
Комплект поставки
Гарантия
Приложение. Материалы по быстроизнашиваемым деталям************
Книга 2: Электрооборудование
Эксплуатация электрооборудования
Общие сведения
Первоначальный пуск
– Принципиальная электросхема станков
– Диаграммы переключателей и командоаппаратов
– Электросхема соединений панели на дверке правой ниши станков
Указания по монтажу и обслуживанию электрооборудования
– Электросхема соединений
– Электросхема соединений панели на дверке левой ниши станков
– Электросхема соединений салазок
– Электросхема соединений консоли
– Электросхема соединений бокового пульта
– Электросхема соединений электродвигателей
– Схема размещения электрооборудования на станках
|
Получение станка в ремонт -составление дефектной ведомости -очистка от стружки и масла -разборка на узлы, мойка узлов -разборка узлов на детали -мойка деталей
|
|
Ремонт станины -разборка, промывка, дефектация -шлифовка вертикальных направляющих -окраска -сборка |
|
Ремонт консоли -разборка, промывка, дефектация -шлифовка вертикальных направляющих -шлифовка вертикальных клиньев и прижимных планок -шлифовка поперечных направляющих -шлифовка поперечного клина и прижимных планок -ремонт системы смазки -сборка |
|
Ремонт салазок -разборка, промывка, дефектация -шабровка направляющих -подгонка клина и прижимных планок, замена кронштейнов -внутренняя покраска -сборка |
|
Ремонт стола -разборка, промывка, дефектация -шлифовка продольных направляющих и рабочей поверхности -ремонт кронштейнов стола -внутренняя окраска |
|
Ремонт поворотной и накладной головок -разборка, промывка, дефектация -ремонт шпинделя, замена изношенных деталей -проверка геометрической точности шпинделя -окраска -сборка
|
|
Ремонт горизонтального шпинделя -разборка, промывка, дефектация -ремонт шпинделя, замена изношенных деталей -проверка геометрической точности шпинделя -сборка |
|
Ремонт коробки скоростей -разборка, промывка, дефектация -замена изношенных деталей -замена подшипников -сборка |
|
Ремонт коробки переключений -разборка, промывка, дефектация -ремонт и замена комплектующих -замена подшипников -внутренняя окраска -сборка |
|
Ремонт коробки подач -разборка, промывка, дефектация -ремонт механизма переключения подач -замена подшипников -внутренняя окраска -сборка |
|
Ремонт электрооборудования -установка нового электрошкафа -установка новой аппаратуры цепей управления в электрошкафу -ремонт(замена) светосигнальных и осветительных устройств
-ремонт (замена) эл. |
|
Ремонт системы СОЖ -разборка, промывка, дефектация -ремонт(замена) элементов системы СОЖ -окраска -сборка |
|
Ремонт системы смазки -разборка, промывка, дефектация -ремонт (замена) элементов системы смазки -сборка |
|
Ремонт ограждений Сборка, шпатлевка и окраска Испытание станка на холостом ходу на всех скоростях и подачах Испытание станка под нагрузкой |
|
Сдача ОТК -механика (проверка геометрической точности, проверка на чистоту обработки детали, проверка на вибрации и, жесткость, проверка люфтов, проверка на шум и нагрев) -электрика Сдача станка заказчику
|
 двигателей
двигателей6Р82Ш
Стоимость: Уточняйте
Широкоуниверсальный консольно-фрезерный станок мод. 6Р82Ш предназначен для выполнения различных фрезерных работ в условиях индивидуального, мелкосерийного, серийного производства. На подобных станках можно изготовлять металлические модели, штампы, прессформы, шаблоны, кулачки и т. п.
6Р82Ш предназначен для выполнения различных фрезерных работ в условиях индивидуального, мелкосерийного, серийного производства. На подобных станках можно изготовлять металлические модели, штампы, прессформы, шаблоны, кулачки и т. п.
Для обработки различного вида поверхностей, а также крупногабаритных деталей, превышающих по своим размерам габарит стола, шпиндельная головка смонтирована на выдвижном хоботе и может поворачиваться под любым углом в двух взаимно перпендикулярных плоскостях.
Горизонтальный шпиндель станка может быть использован при обработке плоскостей торцовыми и цилиндрическими фрезами. Возможна как раздельная, так и одновременная работа обоими шпинделями. При установке серьги станок может быть использован как обычный горизонтально-фрезерный.
Технологические возможности станков могут быть расширены с применением делительной головки, поворотного круглого стола и других приспособлений. Технические характеристики и жесткость станка позволяют полностью использовать возможности быстрорежущего твердосплавного инструмента.
| Технические характеристики | |
|---|---|
| Размеры рабочей поверхности стола, мм | 1250х320 |
| Число Т-образных пазов | 3 |
| Наибольшие перемещения стола, мм | |
| продольное (механическое / вручную) | 800/800 |
| поперечное (механическое / вручную) | 240/250 |
| вертикальное (механическое / вручную) | 410/420 |
| Min. и max. расстояния от оси шпинделя до рабочей поверхности стола, мм | 30-450 |
| Расстояние от оси шпинделя до хобота, мм | 155 |
| Расстояние от торца шпинделя поворотной головки до стола, мм | 35-535 |
| Расстояние от оси шпинделя поворотной головки до направляющих станины, мм | 260-280 |
| Перемещения стола на одно деление лимба (продольн.,поперечн.,вертикал.), мм | 0,05 |
| Перемещения стола на один оборот лимба, мм | |
| продольное и поперечное | 6 |
| вертикальное | 2 |
| Наибольшая масса обрабатываемой детали, кг | 250 |
| Наибольшее перемещение пиноли шпинделя, мм | 80 |
Поворот головки в поперечной плоскости стола, град. : : | |
| к станине | 45 |
| от станины | 90 |
| Поворот головки в продольной плоскости стола, град. | 360 |
| Поворот накладной головки, град. | 360 |
| Размер горизонтального шпинделя по ГОСТ 15945-70 | 50 |
| Размер шпинделя поворотной и накладной головок по ГОСТ 15945-70 | 40 |
| Мощность электродвигателя привода главного движения, кВт | 7,5 |
| Габариты станка, мм: | |
| длина | 2470 |
| ширина | 1950 |
| высота | 1950 |
| Масса станка, кг | 3300 |
3D эскиз горизонтального фрезерного станка
3D модели фрезерного станка для скачивания Turbosquid
Выучить больше 3D-модели фрезерного станка … SketchUp 3ds dae fbx obj 17. 17. skp 3ds dae fbx obj Распродажа. подробности. Закрыть. Плазменный или лазерный резак … Горизонтально-фрезерный станок 6П82Ш 3ds Max 25. 25. max Распродажа. подробности. Закрыть. фрезерный станок haas 750 3ds Max …
Плазменный или лазерный резак … Горизонтально-фрезерный станок 6П82Ш 3ds Max 25. 25. max Распродажа. подробности. Закрыть. фрезерный станок haas 750 3ds Max …
Фрезерный станок 3D-модели
Выучить большеПервый фрезерный станок, когда-либо размещенный в Интернете от SketchUp.Я сделал это на основе серой вертикальной фрезы G3616. На это ушло около 2 часов. сверла концевые фрезы гризли станок металлообрабатывающие фрезы фрезерные станки прецизионные прецизионные вертикальные фрезы
Фрезерный станок Последние модели Коллекция 3D-моделей CAD
Выучить большеИщу загружаемые модели, проекты и файлы САПР для 3D-печати Присоединяйтесь к сообществу GrabCAD, чтобы получить доступ к 2,5 миллионам бесплатных файлов САПР от крупнейшего собрания профессиональных дизайнеров, инженеров, производителей и студентов на планете.
Фрезерование последних моделей Коллекция 3D-моделей CAD
Выучить больше Ищу загружаемые модели, проекты и файлы САПР для 3D-печати Присоединяйтесь к сообществу GrabCAD, чтобы получить доступ к 2,5 миллионам бесплатных файлов САПР от крупнейшего собрания профессиональных дизайнеров, инженеров, производителей и студентов на планете.
Эскиз фрезерного станка
Выучить большегоризонтальный фрезерный станок lebelled sketch – Gold Ore Crusher.Горизонтально-фрезерный станок Сайт дизайна и технологий. Нарисуйте схему горизонтального фрезерного станка и промаркируйте
.3D эскиз горизонтального фрезерного станка Дафни
Выучить большеКонструкция фрезерного станка с ЧПУ makeJmillerid- 3d эскиз горизонтального фрезерного станка 14 мая 2011 Но даже 6-месячная Иззи в восторге от нашего нового магазина. Получить цену. эскиз чертеж фрезерный станок. Фрезерные станки в основном классифицируются как вертикальные или горизонтальные. Фрезерные станки с резьбой прутка работают по глубине рисунка как d-фрезерные станки.
Различные типы фрезерных станков и фрез 3D
Выучить больше 20 июля, 2020 В горизонтальном фрезерном станке режущий инструмент установлен на горизонтальном шпинделе. Обычно они используются для создания канавок, скосов и пазов на поверхности заготовки. Горизонтальный шпиндель обеспечивает большую стабильность режущего инструмента, обеспечивая более быстрое вращение и более глубокие разрезы по сравнению с вертикально установленными режущими инструментами.
Горизонтальный шпиндель обеспечивает большую стабильность режущего инструмента, обеспечивая более быстрое вращение и более глубокие разрезы по сравнению с вертикально установленными режущими инструментами.
634 Фотографии горизонтального фрезерного станка Free Amp Royalty
Выучить большеГоризонтально-фрезерный станок с ЧПУ для черновой резки деталей пресс-формы торцевыми фрезами.Процесс изготовления пресс-форм и штампов на обрабатывающем центре. Горизонтально-фрезерный станок с ЧПУ прикрепляет датчик CMM. В голубой сцене с эффектом освещения. Высокотехнологичный производственный процесс.
В чем разница между вертикальным и горизонтальным
Выучить больше Горизонтальные станки также имеют возможность надгробия четвертой оси. Когда вы покупаете горизонтальный фрезерный станок, шпиндель направлен горизонтально, а стол – горизонтально, но он предназначен для резьбовых монтажных отверстий или пазов для ключей, где крепится приспособление или основание, называемое надгробным камнем.
Горизонтальный фрезерный станок
Выучить большеГоризонтальный фрезерный станок – очень прочный и прочный станок. Доступны различные фрезы для материала с удаленной формой, который обычно удерживается в прочных машинных тисках. Этот горизонтальный фрезерный станок используется, когда вертикальный фрезерный станок не подходит. Например, если резаками нужно удалить много материала или необходимость в меньшей степени …
Программное обеспечение Cadcam Construcam3d для фрезерования с ЧПУ и
Выучить большеВстроенный модуль Relief для конвертации в stl.файлы 2D в 3D и т. д. Прилагаемый модуль Relief для Windows 32Bit является независимым CAM-решением для обработки 3D-форматов фотографий, STL, цифровых данных или рельефа. Программа преобразует данные изображения и формы в трехмерный рельеф и за несколько щелчков мыши создает высококачественные данные фрезерования почти для всех 3- и 4-осевых рабочих станков.
Б / у горизонтальный фрезерный станок
Выучить больше При фрезеровании с ЧПУ режущий инструмент вращается и перемещается вперед и назад по поверхности заготовки, удаляя материал. Горизонтальный фрезерный станок работает со шпинделем в горизонтальном положении. Некоторыми из основных производителей станков, которые производят горизонтальные фрезерные станки с ЧПУ, являются Haas Mills с его моделью EC, Mazak с моделями ita HCN, Okuma и, наконец, Kitamura
Горизонтальный фрезерный станок работает со шпинделем в горизонтальном положении. Некоторыми из основных производителей станков, которые производят горизонтальные фрезерные станки с ЧПУ, являются Haas Mills с его моделью EC, Mazak с моделями ita HCN, Okuma и, наконец, Kitamura
Выучить больше
3 октября 2015 г. КЛАССИФИКАЦИЯ ФРЕЗЕРНЫХ СТАНКОВ С КОЛЕННЫМ ТИПОМ a Ручные фрезы mc. b Горизонтальное фрезерование mc. c Универсальный фрезерный mc. d Вертикальное фрезерование mc. 18. a Горизонтальный фрезерный станок Горизонтальный фрезерный станок имеет шпиндель, расположенный параллельно цеху, и верхнюю руку, которая проходит над заготовкой.
Детали фрезерного станка и рабочий Mech5study
Выучить больше 13 мая 2016 г. Фрезерный станок предназначен для обработки металлических деталей вращающимся режущим инструментом. Фреза обычно используется для резки металла перпендикулярно оси инструмента. Фрезерный станок используется для формования различных типов деталей в промышленности, поскольку он может обрабатывать детали любой формы и размера.
Фрезерный станок используется для формования различных типов деталей в промышленности, поскольку он может обрабатывать детали любой формы и размера.
Принцип и работа фрезерного станка
Выучить больше14 ноября 2014 г. Введение Фрезерование – это операция резания, при которой металл удаляется путем подачи заготовки против вращающегося резца, имеющего одну или несколько режущих кромок.Плоские или изогнутые поверхности самых разных форм можно обрабатывать фрезерованием с хорошей чистотой и точностью. Фрезерный станок также может использоваться для сверления, прорезания пазов, изготовления круглого профиля и зуборезки с помощью подходящих приспособлений.
Преимущества горизонтального фрезерного станка
Выучить больше Горизонтальная обработка очень рентабельна и позволяет получать продукцию высокого качества. Этот тип фрезерного станка предназначен для обработки самых разных твердых материалов.Процесс быстрый и требует минимальных настроек. Это снижает растущие затраты на рабочую силу, которые часто сопровождают любую производственную среду.
Это снижает растущие затраты на рабочую силу, которые часто сопровождают любую производственную среду.
10 лучших настольных фрезерных станков в 2021 г.
Выучить больше30 декабря, 2019 Настольный фрезерный станок может помочь вам повысить производительность ваших проектов с точки зрения точности и прочности, аналогичные фрезерным станкам большего размера. Это мини-версии фрезерных станков, используемых на крупных заводах. Настольные станки предпочитают энтузиасты DIY и новички в области деревообработки для фрезерования, выравнивания неровной поверхности, сверления и даже
8 основных типов фрезерно-фрезерных станков
Выучить большеРЕКЛАМА Теперь мы подробно рассмотрим различные фрезы по форме. Различные типы фрез показаны на рис.С 16,36 до 16,48. Тип 1. Плоская фреза Имеет прямые или винтовые зубья, нарезанные по периферии диска или цилиндрической поверхности. Может быть цельнометаллическое лезвие
Разница между горизонтальным и вертикальным фрезерным станком
Выучить больше 21 мая 2018 Горизонтальные фрезерные станки помогают увеличить стойкость инструмента. 5 Для этой машины требуется меньшая площадь. Горизонтально-фрезерный станок требует немного большей площади. 6 На вертикальном фрезерном станке мы не получаем должного удаления стружки.В горизонтальном фрезерном станке стружка удаляется и выбрасывается правильно и легко. 7
5 Для этой машины требуется меньшая площадь. Горизонтально-фрезерный станок требует немного большей площади. 6 На вертикальном фрезерном станке мы не получаем должного удаления стружки.В горизонтальном фрезерном станке стружка удаляется и выбрасывается правильно и легко. 7
Библиотека содержимого Makino
Выучить больше Горизонтальные фрезерные станкиобеспечивают высокую производительность для Valley Tool Master Cut: повышаются возможности и точность благодаря технологии электроэрозионной обработки Братья Vanderhorst сокращают эксплуатационные расходы с помощью инструмента для электроэрозионной обработки
Станок для прокатки труб Станок для прокатки Lotos 2020
Выучить больше Tube Mill Machine Станок для прокатных станов LOTOS 2O19 – это новая технология сварки, которая обеспечивает покрытие тонкой нержавеющей стали на поверхности трубы из углеродистой стали с высокой прочностью, продукт имеет как художественный внешний вид, так и высокую коррозионную стойкость нержавеющей стали. прочность углеродистой стали.
прочность углеродистой стали.
Okk Hm800s Горизонтальный фрезерный станок с ЧПУ 3D
Выучить больше3 апреля 2014 г. OKK Горизонтально-фрезерный станок с ЧПУ с устройством смены паллет на 2 и магазином на 60 инструментов. Модель 2006 года. Все категории. Попробуйте SketchUp 3D Model. OKK HM800S Горизонтально-фрезерный станок с ЧПУ totalp3775 2 “Нравится” 1K Загрузки 3K просмотров Скачать. OKK Горизонтально-фрезерный станок с ЧПУ с устройством смены паллет на 2 паллет и магазином на 60 инструментов. …
В чем разница между вертикальным и горизонтальным
Выучить большеГоризонтальные станки также имеют возможность надгробия четвертой оси.Когда вы покупаете горизонтальный фрезерный станок, шпиндель направлен горизонтально, а стол – горизонтально, но он предназначен для резьбовых монтажных отверстий или пазов для ключей, где крепится приспособление или основание, называемое надгробным камнем.
Горизонтальные и вертикальные фрезерные станки Мастера с ЧПУ
Выучить больше 13 января 2021 г.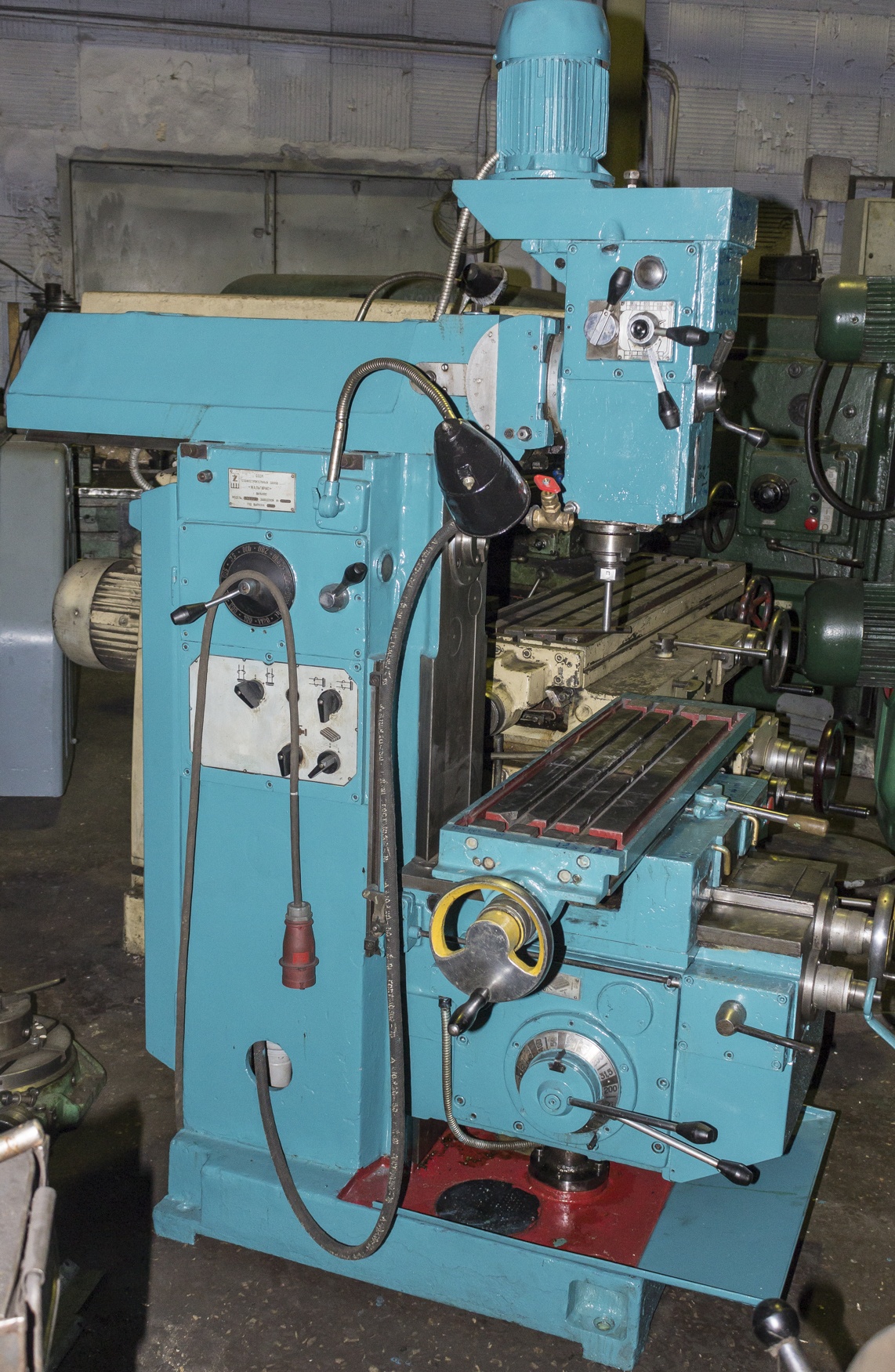 Вертикальные фрезерные станки имеют вертикальную ориентацию шпинделя. Что касается горизонтальных фрез, шпиндель имеет горизонтальную ориентацию. Проще говоря, горизонтальный фрезерный станок устанавливает режущую головку на шпиндель, который ориентирован горизонтально и может выборочно удалять материал с заготовки.
Вертикальные фрезерные станки имеют вертикальную ориентацию шпинделя. Что касается горизонтальных фрез, шпиндель имеет горизонтальную ориентацию. Проще говоря, горизонтальный фрезерный станок устанавливает режущую головку на шпиндель, который ориентирован горизонтально и может выборочно удалять материал с заготовки.
3d cad модель вертикально-фрезерного станка
Бесплатные проекты САПР, файлы 3D-моделей GrabCAD …
Загрузить в программе 3D-просмотра Загружено пользователем Anonymous. Файлы САПР и визуализации, размещенные на этом веб-сайте, создаются, загружаются и управляются сторонними членами сообщества. Этот контент и связанный с ним текст никоим образом не спонсируются или не связаны с какой-либо компанией, организацией или реальным товаром, который они могут изображать. ← Вернуться на страницу модели.
3D модели фрезерного станкадля загрузки TurboSquid
3D-модели фрезерного станка для загрузки, файлы в 3ds, max, c4d, maya, blend, obj, fbx с низкополигональными, анимированными, жесткими, игровыми и VR-опциями.
– 3D CAD Browser
Загрузите 3D CAD-модель фрезерного станка для AutoCAD, SolidWorks, Inventor, Pro / Engineer, CATIA, 3ds Max, Maya, Cinema 4D, Lightwave, Softimage, Blender и другого программного обеспечения для САПР и 3D-моделирования.
3D ContentCentral – бесплатные 3D-модели САПР, 2D-чертежи и…
14 октября 2010 г. Dassault Systèmes 3D ContentCentral – это бесплатная библиотека из тысяч высококачественных 3D-моделей САПР от сотен поставщиков. Миллионы пользователей загружают файлы 3D и 2D CAD каждый день. Вертикальный обрабатывающий центр с ЧПУ
3D-модель фрезерного станкаCAD Solid – YouTube
Загрузить 3D-модель фрезерного станка CAD Solid на 3dcb / 72031
Промышленное – Машины / 3D-модели с ЧПУ – Браузер 3D CAD
Виноградный пресс. Haas VF-2 Ротационная мельница с ЧПУ [CAD] Термоуплотнитель [CAD] Горизонтальный / вертикальный дровокол [CAD] Husqvarna Drillmotor DM406 [CAD] Гидравлический агрегат Parker P70-GEN2-2ECS [CAD] Гидравлический блок питания. Гидравлическая система [CAD] Водородный реактор.
Гидравлическая система [CAD] Водородный реактор.
Загрузить 3D-модели станков – Станки с ЧПУ
Загрузите 3D-модели машин. В этом выпуске Haas Apps Minute Брайан описывает простые шаги по загрузке 3D-модели вашего станка с нашего веб-сайта. Возможно, вы работаете над макетом магазина или выясняете, как детали, смоделированные с помощью САПР, впишутся в ваш станок. В любом случае, модели машин, а также все другие подходящие …
Сравнение вертикальных и горизонтальных фрезерных станков: что такое…
Станки фрезерные вертикальные. Стоимость значительно ниже – с вертикалями, доступными по цене 80 тысяч долларов, и горизонтальными по цене от 250 до 400 тысяч долларов, неудивительно, что механические цеха покупают вертикальные по горизонтали в четыре раза или больше в год. Простота использования – легче увидеть, что происходит внутри вертикальной мельницы.
3D-модель фрезерного станкаCAD Solid – YouTube
Загрузить 3D-модель фрезерного станка CAD Solid на 3dcb / 72031
3D ContentCentral – бесплатные 3D-модели САПР, 2D-чертежи и.
 ..
..Dassault Systèmes 3D ContentCentral – это бесплатная библиотека тысяч высококачественных 3D-моделей САПР от сотен поставщиков. Миллионы пользователей загружают файлы 3D и 2D CAD каждый день. … Machinist Крепежная пластина для использования как на фрезерном, так и на токарном станке. Нижний квадрат предназначен для зажима в тисках фрезы и индексации. Категория. Разнообразный.
Запрос 3D-моделей станков САПР
31.10.2011 3d cad модели станков. 3D-чертеж мельницы типа Бриджпорт.Башня Колено Бриджпорт Милл. . CAD модель токарного станка. Токарный станок с редуктором. . Вам не следует ожидать подробных моделей САПР каких-либо машин, которыми вы владеете. Большинство производителей поставляют чертежи как способ продажи запасных частей.
Сравнение вертикальных и горизонтальных фрезерных станков: в чем преимущество …
Станки фрезерные вертикальные. Стоимость значительно ниже – с вертикалями, доступными по цене 80 тысяч долларов, и горизонтальными по цене от 250 до 400 тысяч долларов, неудивительно, что механические цеха покупают вертикальные по горизонтали в четыре раза или больше в год. Простота использования – легче увидеть, что происходит внутри вертикальной мельницы.
Простота использования – легче увидеть, что происходит внутри вертикальной мельницы.
Fräse 3D Modelle zum Загрузить TurboSquid
Горизонтально-фрезерный станок 6П82Ш 3ds Max: 25 $. 25 долларов. max … Заводское оборудование Коллекция 3D-моделей 2 3ds Max + c4d ma 3ds obj: $ 229. 229 долларов. … ВЕРТИКАЛЬНЫЙ ФРЕЗЕРНЫЙ СТАНОК с ЧПУ Solidworks Part + sldas: $ 29. 29 долларов. sldpr sldas Verkauf. Einzelheiten. schließen …
Бесплатная машина 3D Модели CGTrader
Free Machine 3D моделей. Бесплатные модели машин 3D доступны для скачивания.Доступен во многих форматах файлов, включая MAX, OBJ, FBX, 3DS, STL, C4D, BLEND, MA, MB. Найдите профессиональные 3D-модели машин для любых 3D-дизайнерских проектов, таких как виртуальная реальность (VR), дополненная реальность (AR), игры, 3D-визуализация или анимация.
VF-3 Вертикальные фрезы с 40 конусами – Станки с ЧПУ Haas
* Станки Haas рассчитаны на работу от сети 220 В переменного тока. Дополнительный внутренний высоковольтный трансформатор (380–480 В переменного тока) доступен для всех моделей, кроме Desktop Mill, CL-1 и CM-1.Примечание. Этот дополнительный внутренний высоковольтный трансформатор не подлежит установке на месте; его необходимо заказывать вместе с машиной.
Дополнительный внутренний высоковольтный трансформатор (380–480 В переменного тока) доступен для всех моделей, кроме Desktop Mill, CL-1 и CM-1.Примечание. Этот дополнительный внутренний высоковольтный трансформатор не подлежит установке на месте; его необходимо заказывать вместе с машиной.
Optimum Maschinen
Аддитивные производственные процессы с использованием 3D-моделей для изготовления ваших деталей. С нашими головками для 3D-печати вы можете в кратчайшие сроки превратить фрезерный станок с ЧПУ Optimum в 3D-фрезерный станок. 3D-печать часто используется в промышленном секторе и особенно подходит для изготовления прототипов.
Понимание фрезерования с ЧПУ – Thomasnet
29 апреля 2021 Горизонтальный фрезерный станок с ЧПУ (также известный как фрезерный станок с ЧПУ), выполняющий фрезерные операции на металлической детали.. Имиджевый кредит: Андрей Армягов. Фрезерование с ЧПУ или фрезерование с числовым программным управлением – это процесс обработки, в котором используются компьютеризированные средства управления и вращающиеся многоточечные режущие инструменты для постепенного удаления материала с заготовки и изготовления детали по индивидуальному заказу или
7 лучших мини-фрезерных (настольных) станков в 2021 году
4. Лучший мини-фрезерный станок – фрезерно-сверлильный станок JET JMD-18. В дополнение к чугунной стойке и усиленным роликоподшипникам, легко читаемому измерителю глубины и поворотной головке на 360 градусов фрезерно-сверлильный станок JET JMD-18 350018 имеет очень большой рабочий стол, поэтому вы можете выполнять более сложные работы.Фрезерный станок укомплектован рабочей лампой, регулируемой …
Лучший мини-фрезерный станок – фрезерно-сверлильный станок JET JMD-18. В дополнение к чугунной стойке и усиленным роликоподшипникам, легко читаемому измерителю глубины и поворотной головке на 360 градусов фрезерно-сверлильный станок JET JMD-18 350018 имеет очень большой рабочий стол, поэтому вы можете выполнять более сложные работы.Фрезерный станок укомплектован рабочей лампой, регулируемой …
3D-фрезерный станок Modela MDX-15 Roland DGA
Owner User Manual (7) Справочное руководство по NC-кодам серии MDX. Справочное руководство по NC-Code для всех фрезерных станков серии MDX. 786,68 КБ. MDX-15 MDX-20 Руководство пользователя. Руководство пользователя фрезерно-сканирующего станка MDX-15 и MDX-20. 1,97 МБ. Руководство пользователя, программное обеспечение 3D-Engrave (на английском языке) Руководство пользователя программного обеспечения Rolands 3D Engrave.
Able Tool Цинциннати, Огайо, обрабатывающая фрезерная фабрика…
Able Tool of Cincinnati предлагает полный набор услуг по проектированию монтажных работ и производственных испытаний, включая все основные 2D- и 3D-модели САПР, которые можно экспортировать непосредственно в CAM .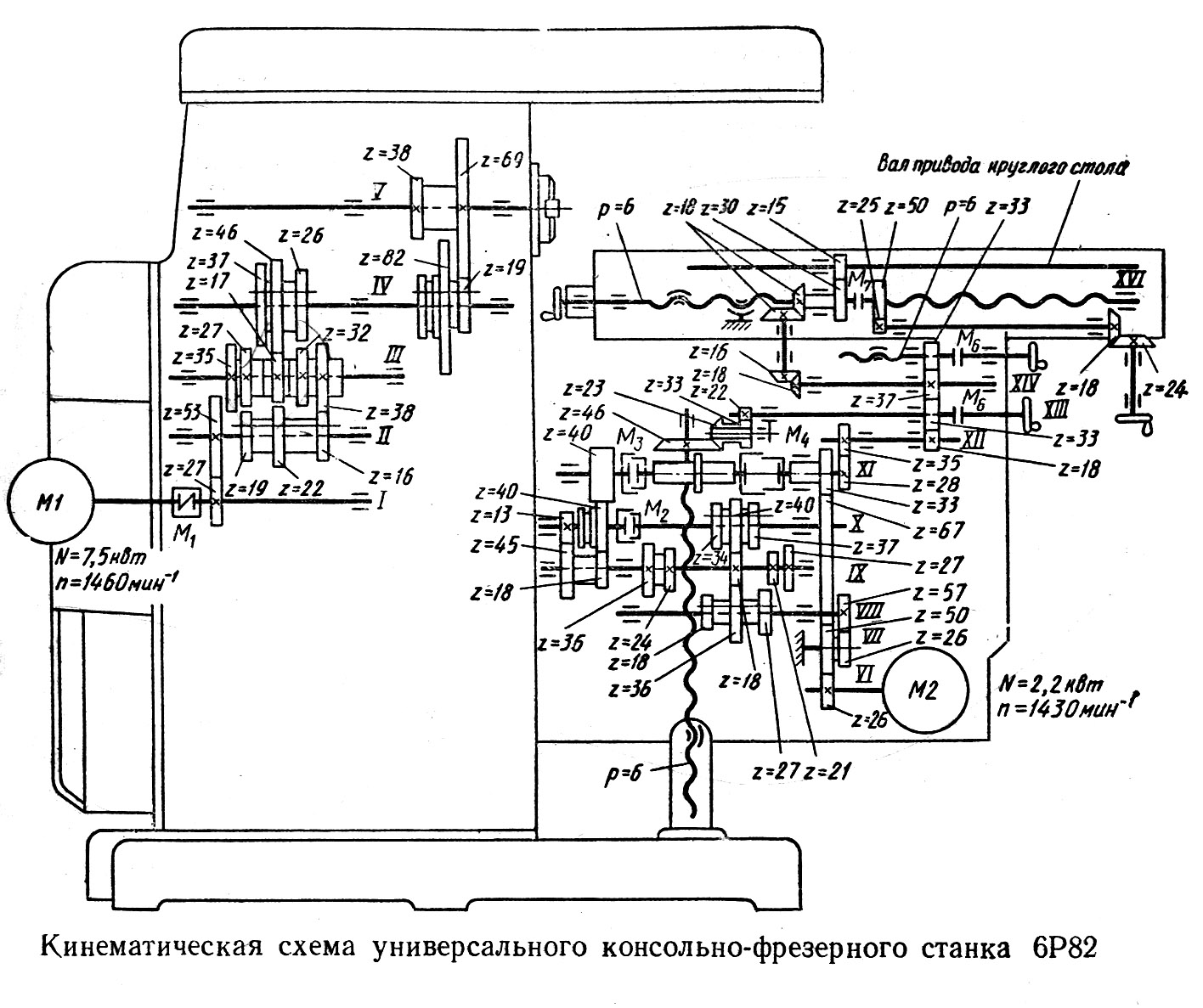 .. • 4- и 5-осевые вертикальные токарные центры до 4 диаметр. … Все основные 2D- и 3D-модели CAD можно экспортировать непосредственно в CAM …
.. • 4- и 5-осевые вертикальные токарные центры до 4 диаметр. … Все основные 2D- и 3D-модели CAD можно экспортировать непосредственно в CAM …
Лучшее программное обеспечение для обработки CAD, CAM и ЧПУ в 2021 году (бесплатно
28 января 2020 г. В новейшей системе обработки с ЧПУ 2D-чертежи больше не требуются для изготовления станка.Современные системы обработки могут напрямую интерпретировать геометрию детали из файлов 3D CAD. Давайте посмотрим на лучшее программное обеспечение CAM. После импорта модели САПР в САПР программа приступает к созданию модели для обработки.
Создание пластиковых 3D-моделей из конструкций САПР с помощью автоматизированного …
Создание пластиковых 3D-моделей из проектов САПР с помощью автоматизированного «фрезерного станка»: хороший способ легко создавать 3D-пластиковые модели.
Настольный фрезерный станок3D создает модели из данных САПР.
10 июля 2009 ZSC-1 включает в себя программное обеспечение для сканирования, а также может использоваться с дополнительным программным обеспечением обратного проектирования PixForm Pro II для прямого импорта в программное обеспечение САПР. Характеристики 3D-фрезерного станка Roland MDX-40A: o Компактные размеры 26,3 дюйма (Ш) x 29,9 дюйма (Г) x 21,8 дюйма (В) (699 мм x 760 мм x 554 мм), помещаются на рабочий стол. O Отсутствие специального электрического монтажа являются …
Характеристики 3D-фрезерного станка Roland MDX-40A: o Компактные размеры 26,3 дюйма (Ш) x 29,9 дюйма (Г) x 21,8 дюйма (В) (699 мм x 760 мм x 554 мм), помещаются на рабочий стол. O Отсутствие специального электрического монтажа являются …
CAD Forum – CAD / BIM Библиотека бесплатных блоков – «Фрезерный станок»
CAD / BIM Библиотека блоков “фрезерный станок” Бесплатная CAD + BIM Блоки, модели, символы и детали Бесплатная библиотека блоков CAD и BIM – контент для AutoCAD, AutoCAD LT, Revit, Inventor, Fusion 360 и других приложений 2D и 3D CAD от Autodesk.
3D ContentCentral – бесплатные 3D-модели САПР, 2D-чертежи и …
Dassault Systèmes 3D ContentCentral – это бесплатная библиотека тысяч высококачественных 3D-моделей САПР от сотен поставщиков. Миллионы пользователей загружают файлы 3D и 2D CAD каждый день. … Machinist Крепежная пластина для использования как на фрезерном, так и на токарном станке. Нижний квадрат предназначен для зажима в тисках фрезы и индексации. Категория. Разнообразный.
Категория. Разнообразный.
Запрос 3D-моделей станков САПР
31.10.2011 3d cad модели станков.3D-чертеж мельницы типа Бриджпорт. Башня Колено Бриджпорт Милл. . CAD модель токарного станка. Токарный станок с редуктором. . Вам не следует ожидать подробных моделей САПР каких-либо машин, которыми вы владеете. Большинство производителей поставляют чертежи как способ продажи запасных частей.
3D-фрезерный станок Modela MDX-15 Roland DGA
Owner User Manual (7) Справочное руководство по NC-кодам серии MDX. Справочное руководство по NC-Code для всех фрезерных станков серии MDX. 786,68 КБ. MDX-15 MDX-20 Руководство пользователя. Руководство пользователя фрезерно-сканирующего станка MDX-15 и MDX-20.1,97 МБ. Руководство пользователя, программное обеспечение 3D-Engrave (на английском языке) Руководство пользователя программного обеспечения Rolands 3D Engrave.
Бесплатная машина 3D Модели CGTrader
Free Machine 3D моделей. Бесплатные модели машин 3D доступны для скачивания. Доступен во многих форматах файлов, включая MAX, OBJ, FBX, 3DS, STL, C4D, BLEND, MA, MB. Найдите профессиональные 3D-модели машин для любых 3D-дизайнерских проектов, таких как виртуальная реальность (VR), дополненная реальность (AR), игры, 3D-визуализация или анимация.
Доступен во многих форматах файлов, включая MAX, OBJ, FBX, 3DS, STL, C4D, BLEND, MA, MB. Найдите профессиональные 3D-модели машин для любых 3D-дизайнерских проектов, таких как виртуальная реальность (VR), дополненная реальность (AR), игры, 3D-визуализация или анимация.
Able Tool Цинциннати, Огайо, обрабатывающая фрезерная фабрика…
Able Tool of Cincinnati предлагает полный набор услуг по проектированию монтажных работ и производственных испытаний, включая все основные 2D- и 3D-модели САПР, которые можно экспортировать непосредственно в CAM … • 4- и 5-осевые вертикальные токарные центры до 4 диаметр. … Все основные 2D- и 3D-модели CAD можно экспортировать непосредственно в CAM …
Вертикальный фрезерный станок Deluxe 12 дюймов – Sherline Products
Мельница делюкс – наша самая популярная мельница. Он оснащен всеми стандартными функциями Sherline, модернизированными, включая твердое алюминиевое основание 12 дюймов (305 мм) с лазерной гравировкой для дополнительного перемещения по оси Y на 2 дюйма, шкалы с лазерной гравировкой на столе и основании, 2-1 / 2 дюйма (63 мм). ) регулируемый «нулевой» маховик по оси Z и 2 ″ (51 мм) регулируемый «нулевой» маховик по осям X и Y, фреза…
Optimum Maschinen
Аддитивные производственные процессы с использованием 3D-моделей для изготовления ваших деталей. С нашими головками для 3D-печати вы можете в кратчайшие сроки превратить фрезерный станок с ЧПУ Optimum в 3D-фрезерный станок. 3D-печать часто используется в промышленном секторе и особенно подходит для изготовления прототипов.
Лучшее программное обеспечение для обработки CAD, CAM и ЧПУ в 2021 году (бесплатно
28 января 2020 г. В новейшей системе обработки с ЧПУ 2D-чертежи больше не требуются для изготовления станка.Современные системы обработки могут напрямую интерпретировать геометрию детали из файлов 3D CAD. Давайте посмотрим на лучшее программное обеспечение CAM. После импорта модели САПР в САПР программа приступает к созданию модели для обработки.
Трехмерное фрезерование Трехмерное фрезерование алюминия с ЧПУ …
3D Фрезерование и фрезерование с ЧПУ в пене. Слева вы видите флакон, фрезерованный из полистирола с помощью радиального фрезерования 3 мм. Конечно, вы можете фрезеровать изделие как таковое из плексигласа или дерева. Вы проектируете 3D-CAD-модель, генерируете файл dxf с помощью e.г. Desk Proto в формате файла DIN ISO, вот и все.
Машины – Yamazaki Mazak Corporation
Все машины Машина месяца FJV-60/80. Высокоточный и высокопроизводительный вертикальный обрабатывающий центр с двумя стойками. По процессам Все станки Многозадачность HYBRID Многозадачность 5-осевая токарная обработка Вертикальная Горизонтальная … 5-осевая, фрезерная, токарная, система ЧПУ и автоматизация. M
Фрезерные станки JET для металлообработки
JET Milling Machinery включает фрезерные сверла, такие как JMD-18, и ручные фрезерные станки с электронной регулируемой скоростью, такие как JTM-1054, вплоть до полностью модернизированных фрезерных станков с ЧПУ с элементами управления Acu-Rite MillPwr.На все мельницы JET предоставляется надежная 2-летняя гарантия.
Стоматологическая лаборатория Приобретение сканеров CAD / CAM Фрезерование …
IOS Technologies T5150 Стоматологическая лаборатория CAD / CAM Фрезерный станок для стоматологии. 969 долларов США. Было: 1 900,00 $. Или лучшее предложение. 13 смотрят.
Стоит купить новый Grand Power T12 FM1. История производства станков Горьковский завод, ГЗПС
Травертс Т 12-1 Предназначен для использования в качестве опорного элемента технологических трубопроводов.Необходимость создания серии вызвана повсеместным использованием трубопроводов, как наименее затратного способа транспортировки различных газов, жидкостей и технологической пульпы. Совместное использование траверс и колонн 3.015-1 / 92 серии Не только упрощает конструкцию трубопроводов, но и гарантирует взаимозаменяемость компонентов вне зависимости от места производства. Конструктивная траверса Т 12-1 Представляет собой железобетонную балку с закладными плитами, расположенными в строго определенных местах.
1. Варианты маркировки
Траверса Т 12-1 Маркировка на различных заводах в соответствии с внутренними стандартами, но они только указывают на дополнительные свойства и не мешают однозначной идентификации продукта.
1. Т 12-1;
2. Т 12-2.
2. Основная сфера применения
Траверса Т 12-1 имеет максимальную длину 3.015-1 / 92 серии Что позволяет использовать его для создания технологических трубопроводов любой сложности. Как правило, его используют для установки на нижнем ярусе, несущем 40% общей нагрузки трубопровода. Может использоваться практически во всех климатических зонах. При температуре от -55 ° С и уровне сейсмической опасности до 8 баллов. Никакие дополнительные меры защиты не выдерживают длительной эксплуатации в обычных, слабо и среднеагрессивных средах, что делает его незаменимым элементом на химических предприятиях.
3. Маркировка товара
Для всех продуктов
3.015-1 / 92 серии Сквозная буквенно-цифровая маркировка, где буква – класс опорного элемента (траверса, колонна, подставка и т. Д.), Первая цифра – размер размера, а вторая цифра – грузоподъемность. Специальная маркировка траверса Т 12-1 3.015-1 / 92 серии Указывает:1. Т – траверса;
2.12 – размеры;
3. 1 – тип несущей способности;
Серия 3.015-1 / 92 – Нормативный документ, по которому изготовлена траверса.
Знаки маркировки наносятся на боковую поверхность траверсы по ГОСТ 13015.2-81 . Однако указание серии обязательно.
4. Продукция и основные характеристики
Для изготовления травертов Т 12-1 Стальные формы должны использоваться с требованиями ГОСТ 25781-83Е. . Учитывая постоянно увеличивающееся количество конструкционных материалов с улучшенными характеристиками, допускается изготовление форм из них при сохранении заданных параметров качества. Каркасы, закрепленные в виде каркаса и закладных изделий, заливаются тяжелым бетоном прочности В15 или В25. Показатели морозостойкости и водонепроницаемости выбираются исходя из конкретных условий эксплуатации в таблице 9 СНиП 2.03.01-84 . .
К материалам, из которых изготовлено траверса Т 12-1 предъявляются высокие требования. Состав бетонной смеси должен соответствовать ГОСТ 7473-85 . и ГОСТ 25172-82 . Соответственно производится изготовление каркасов и закладных изделий. Гостам 10922-90. и 14098-91 . Допускается использование арматуры аи и аиии ГОСТ5781-82. Прокат стальной С245 ГОСТ 27772-80 или СТ3ПС5-1 ГОСТ 525-88 .Каникулярная крепость продукта согласовывается для каждого заказа и подбирается согласно рекомендациям. ГОСТ 13015.0-83 .
Недопустимое обнажение арматурного каркаса. Минимальная толщина бетонного слоя – 20 мм. Качественно выполнено траверса Т 12-1 должно соответствовать ГОСТ13015.1-81 . Максимально допустимый размер усадочных трещин – 0,1 мм.
Траверса T14-2 Предназначен для монтажа на типы III и IV.Обладает следующими характеристиками:
Длина = 4200 ;
Ширина =. 150 ;
Высота =. 300 ;
Масса = 500 ;
Бетон =. 0,19 ;
Геометрический объем =. 0,189 .
5. Транспортировка и хранение
Хранение произведенной продукции должно осуществляться на специальных площадках.Траверсы, принятые OTB, хранятся отдельно от отклоненных, что требует доработки или дополнительных конкретных выдержек. Допускается хранение штабелями, но не более 4 ярусов. При этом общая высота штабеля не должна превышать 2-х метров с учетом обязательно установленных деревянных подкладок, которые ставятся строго одна под другую.
Рассматривая модификацию пистолета FM1 Grand Power, следует прежде всего вспомнить, как начинался сам T12.
Гранд Пауэр Т12
Ружье GRAND POWER T12 доступно в России с 2011 года. Создателем этого оружия является словацкая фирма GRAND POWER. Пистолет создан как травматический вариант пистолета GRAND POWER POWER калибра 9 мм. Испытывая трудности с продажей своего оружия в Европе, компания выпустила травматический вариант оружия.
Изначально разрабатывался пистолет GRAND POWER T10 под травматический патрон 9×22, аналог боевого патрона Parabellam. Изменений в конструкцию пистолета практически не вносили, за исключением ствола, который сделали гладким, а также добавили зубец, препятствующий стрельбе боевыми патронами.
Недостатки выявлены быстро. Травматический патрон 9х22 оказался несколько короче исходного боеприпаса, что привело к частому ходу патрона при перезарядке пистолета. Вторым недостатком оружия была слабость пороховой шкуры. С подзарядкой автоматика не справилась. Патрону не хватало силы перекосить затвор.
Для устранения этого недостатка производитель стал ставить на пистолет ослабленную возвратную пружину.Но проблема с клеймом патрона ее не решила, и в 2010 году была разработана новая модель пистолета Grand Power T11 и новый травматический патрон к ней 10×28.
Поскольку травматические пистолеты предназначались только для России, то патроны к ним было решено производить в нашей стране. Это производство было развернуто на заводе АКБС. Fortune – их дочерняя компания.
Несмотря на свои недостатки, пистолеты Т10 и Т11 успешно вышли на рынок травматического оружия.Следует отметить, что в этот период в нем использовались исключительно газовые пистолеты, пригодные для выстрела резиновой пулей, самой страшной из которых была травма Макарыча с тупой энергией в 25 Джоулей.
Компания-производитель продолжила работу над ружьем, стараясь повысить его точность. Следует отметить, что для тогдашней травмы возможность с трех метров попасть в силуэт цели считалась снайперской точностью. В результате была создана модель Т12, в которой не было штифта в стволе.Дульная энергия этого пистолета достигала 230 Дж, что всего в полтора раза меньше, чем у штатного пистолета Макарова.
Производство в России
Однако в 2011 году в российское законодательство о гражданском оружии были внесены изменения. Ввоз травматических пистолетов был запрещен. Производство оружия пришлось развернуть на отечественных заводах имени Дегтярева и АКСБС.
Пистолетыотечественного производства возникли сразу два фатальных брака. В дополнение к запрету на импорт иностранного оружия, закон также ограничил максимальную энергию свисания в 91 Джоуль.Пришлось наладить производство патронов с пониженным содержанием разрыхлителя. Качество боеприпасов от этого сразу упало. Разброс энергии дунгала мог составлять от 90 до 60 джоулей для патронов одной партии. Для того, чтобы не допустить стрельбы из пистолетов старыми мощными патронами или перебрать патроны на большом порохе на стволе стали делать две плафоны.
На рынке до сих пор есть предложения по продаже патронов доформ 10х28 и их покупка происходит достаточно активно.Ставим патроны от 25 шт. При энергии зайчика 200 Дж. Стоит от 26 до 30 тысяч рублей. Вес крыльца в этих патронах составляет 0,2 грамма, а вес пули – примерно 1,7 грамма. Патроны с дульной энергией 240-250 Дж. Стоимость 35-37 тыс. Руб. Заготовки пороха в них 0,22 грамма, а вес пули 1,7-1,8 грамма. Картриджи выкуплены у частных владельцев.
Расчеты проводились плохо и даже при слабом патроне часто портился ствол.Дополнительно возвращается старая проблема срабатывания автоматики подзарядки. Пришлось снова ослабить возвратную пружину.
Гранд Пауэр Т12-FM1
Наконец, в начале 2017 года компания выпустила пистолет GRAND POWER T12-FM1, лишенный всех этих недостатков. Со ствола удалены проточки, две возвратные пружины прикреплены к оружию. Вместе они дают три возможных комбинации установки в зависимости от типа картриджа:
- тонкий;
- толщиной;
- оба вместе.
Картриджи для Grand Power
Имеется линейка патронов 10х28 с пулями разного веса:
Картриджи, приносящие удачу, теперь имеют стандартный фарфор на 0,12 грамма. В марте 2017 года производитель провел баллистические испытания пуль ударного действия разной массы на дистанции выстрела 6 м и представил общественности свой отзыв.
Крыльцо крыльца в патронах было таким же, в качестве тестового пистолета использовался Grand Power 12T FM1.В результате выяснилось, что пуля массой 2,04 грамма имела глубину пробития 7 мм и объем полости 28 мм. В свою очередь, пуля массой 1,2 грамма имела глубину пробития 5 мм и объем полости 25 мм. Стрельба производилась гелевыми баллистическими патронами той же мощностью 81 Джоуль.
Это соответствует аэродинамическим расчетам и позволяет сделать вывод, что патроны с тяжелыми пулями намного лучше подходят для самообороны, чем с легкими.Дело в том, что диаметр тяжелой пули составляет 12 мм, а легкой – 11,5.
Следует отметить, что калибр пули превосходит калибр оружия, это связано с тем, что в резиновых боеприпасах всегда используется суперкамиал.
Средняя цена за один современный патрон – 40 руб. Возможно, после выводов баллистических испытаний была разработана новинка Т 15 калибра 45х30. Вес пистолета 850 грамм. Вес резиновой пули 4 грамма.
На входе и выходе в пенопласт Grand Power 12T FM1 установлены штифты, предотвращающие выстрел твердой пули.Ближний штифт к срезу туловища находится снизу, а дальний – вверху. Длинный ровный 100-миллиметровый ствол дает необходимую точность. Загрузочная тележка доработана, чтобы исключить вызов картриджа в картридже, перекос картриджа или задержку затвора. Ствол покрыт переплетом изнутри и снаружи.
Характеристики пистолета:
- калибр 10 мм;
- патрон 10х28;
- длина стержня 100 мм; Масса
- без патронов 770 грамм;
- длина 187.5 мм;
- ширина 36 мм;
- высота 133,5 мм; Магазин емкостью
- 10 патронов.
Оружие приспособлено для стрельбы двумя руками. Флажок предохранителя, кнопка выброса магазина и рычаг снятия с затвором продублированы с обеих сторон.
Различные версии Grand Power 12t можно легко отличить по конструкции ствола:
- словак имел одну верхнюю булавку;
- АКБС имел мелкие детали и зауженный ствол;
- У Зиде были большие дураки и суженный хобот;
- Fortuna имеет два контакта сверху и снизу.
Стоимость нового пистолета GRAND POWER T12-FM1 составляет порядка 50-60 тысяч рублей. Цена бывшего в употреблении оружия составляет примерно 30 тысяч рублей, за такие деньги можно купить популярный травматический пистолет.
Информация об изготовителе консольно-фрезерного станка 6Т12-1
Производитель универсальных фрезерных станков серии 6Т12-1, 6Т13-1 – Фрезерный станок Горького , основан в 1931 году.
Завод специализируется на выпуске широкого спектра универсальных фрезерных станков, а также фрезерных станков с UCI и ЧПУ и является одним из самых известных станкостроительных предприятий России.
С 1932 года Горьковский завод фрезерных станков занимается производством станков и специализируется на разработке и производстве различного металлорежущего оборудования.
История производства станков Горьковский завод, ГЗПС
IN 1972 г. 6п 6п12. , г. 6п12б , г. 6п13. , г. 6п13б , 6п13ф3 , 6п82. , г. 6п82 , 6п82ш , 6п83., г. 6п83 , г. 6п83Ш. .
IN 1975 г. Запущены в производство копировально-консольно-фрезерные станки: 6п13к .
IN 1978 г. Запущены в производство копировально-консольно-фрезерные станки 6п12к-1. , 6п82к-1 .
IN 1985 год запущен в серийное производство 6Т-1 Консольно-фрезерные станки: 6Т12-1 , 6Т13-1 , 6Т82-1 , 6Т83-1 и GF2171..
IN 1991 год запущена в серийное производство 6Т Консольно-фрезерные станки: 6Т12. , г. 6Т12Ф20. , г. 6Т13 , 6Т13Ф20. , г. 6Т13Ф3. , г. 6Т82. , г. 6Т82 , 6Т82Ш. , г. 6Т83 , 6Т83 , 6Т83Ш. .
6T12-1 Вертикальный консольный станок. Назначение и сфера применения
С 1985 года Горьковский завод фрезерных станков (ГЗПС) начал выпуск консольно-фрезерных станков серии 6Т12-1.Станки серии 6Т12-1 являются дальнейшим усовершенствованием аналогичных станков серии П (6П12, 6П13).
Основные отличия фрезерных станков 6Т12-1 и 6Т12
- Вылет (расстояние от оси шпинделя до направляющих): 6Т12-1 – 350 мм, 6Т12 – 380 мм
- Стол поперечно-подвижный: 6T12-1 – 270 мм, 6T12 – 320 мм
- Расстояние от края стола до станины: 6Т12-1 – 70..340 мм, 6Т12 – 70..390 мм
- Подача двигателя: 6Т12-1-2.2 кВт, 6T12 – 3,0 кВт
- Масса станка: 6Т12-1 – 3400 кг, 6Т12 – 3250 кг
Рабочее пространство станка модели 6Т12 на 50 мм больше по осям x, y , чем у станка 6Т12-1.
Основные отличия фрезерных станков 6Т13-1 и 6Т13
- Вылет (расстояние от оси шпинделя до направляющих станины): 6Т13-1 – 420 мм, 6Т13 – 460 мм
- Стол поперечно-подвижный: 6T13-1 – 340 мм, 6T13 – 400 мм
- Расстояние от края стола до станины: 6Т13-1 – 60..400 мм, 6T13 – 60..460 мм
Рабочее пространство станка модели 6Т13 на 60 мм больше по осям X, Y , чем у станка 6Т13-1.
Станок вертикальный консольно-фрезерный 6Т12-1 предназначен для фрезерования всевозможных деталей из различных материалов. Применяется в условиях единичного и серийного производства.
Станок 6Т12-1 отличается от станка 6Т13-1 установленной мощностью главного движения и подачи, размером рабочей поверхности стола и величинами движения стола.
На станке 6Т12-1 можно обрабатывать вертикальные и горизонтальные плоскости, пазы, уголки, рамы, шестерни и др.
На вертикальном консольно-фрезерном стане 6Т12-1 возможна работа в трех режимах:
- Авто – В автоматическом режиме машина работает с различными автоматическими циклами.
- Pushing – В режиме шутки производится установка движения стола. Возможна работа по разметке.
- Руководство – В ручном универсальном режиме машина работает с использованием рабочих подач, быстрых движений, а также ручных движений от маховиков и рукояток.
Особенности конструкции фрезерного станка 6Т12-1
В наличии устройство для ограничения зазора в винтовой паре Продольное перемещение стола, индивидуальная смазка винта вертикального перемещения, что увеличивает его долговечность и снижает подъемную силу консоли.
Дополнительно введены устройства защиты от раскола стружки и эмульсии .
Повышена жесткость станка за счет прямоугольных направляющих станины и консолей.
В наличии автоматическое торможение шпинделя В рабочем состоянии и аварийное отключение.
Автоматические смазочные узлы Повышает их долговечность и сокращает время обслуживания.
Поворотная шпиндельная головка Станок оборудован механизмом ручного осевого перемещения втулки шпинделя, позволяющим обрабатывать отверстия, ось которых расположена под углом до ± 45 ° к рабочей поверхности Таблица.
Силовые приводы и повышенная жесткость Станки позволяют использовать фрезы из быстрорежущей стали, а также инструмент, оснащенный твердыми и сверхтвердыми пластинами из синтетических материалов.
Крепление обработанного инструмента . Винт поперечной подачи расположен по оси фрезы, что повышает точность обработки. Технологические возможности станка могут быть расширены за счет использования делительной головки, круглого стола и других устройств.
Возможность настройки станка на различные полуавтоматические и автоматические циклы Позволяет организовать мультисервисное обслуживание и использовать станок для выполнения. различная работа в поточном производстве.
Машина может поставляться в страны с умеренным, холодным и тропическим климатом.
Класс точности станка – Н по ГОСТ 8-82Е
Основные конструктивные достоинства станков:
- механизированная фиксация инструмента в шпинделе;
- механизм пропорционального замедления подачи;
- устройство периодического контроля размера зазора в винтовой паре продольной подачи; Предохранительная муфта
- для защиты привода подачи от перегрузки;
- торможение горизонтального шпинделя при остановке электромагнитной муфты;
- защита устройства от расщепленной микросхемы.
Основные технологические преимущества станков:
- различные циклы автоматической работы станка;
- широкий диапазон скорости вращения шпинделя и подачи стола;
- привода большой мощности;
- высокая жесткость;
- надежность и долговечность.
- Технологические возможности станков можно расширить за счет применения делительной головки, круглого поворотного стола и других устройств.
Станки доступны в различных поставках по напряжению, частоте питающей сети.Запасные части поставляются.
Увеличения станочные 6Т12-1 (6Т13-1)
отечественные и зарубежные.FSS350MR, FSS450MR – 315 x 1250, 400 x 1250 – производитель Гомельский машиностроительный завод
ВМ127М – (400 х 1600) – производитель Воткинский машиностроительный завод ГПО, ФГУП
6Д12, 6К12 – 320 х 1250 – Производитель Дмитровский завод фрезерных станков ДЗФС
X5032, x5040. – 320 x 1320 – Производитель Shandong Weida Heavy Industries, Китай
FV321M, (FV401) – 320 x 1350 (400 x 1600) – Производитель ARSENAL J.S.CO. – Казанлык, Арсенал Ад, Болгария
Габаритное рабочее пространство консольно-фрезерного станка 6Т12-1
Чертеж рабочего пространства фрезерного станка 6Т12-1
Посадка и присоединение баз консольно-фрезерного станка 6Т12-1
Общий вид вертикально-консольно-фрезерного станка 6Т12-1
Фото Консольно-фрезерный станок 6Т12-1
.Расположение комплектующих фрезерного станка 6Т12-1
Перечень комплектующих к консольно-фрезерному станку 6Т12-1
- станина
- боковая стенка
- Механизм переключения подарков
- Коробка скоростей шпинделя
- Головка поворотная
- Инструмент для электромеханических зажимных устройств
- шкаф управления Стол
- и Салазки
- механизм замедления подачи
- пуля базовая
- консоль
- коробка передач
Расположение органов управления консольно-фрезерным станком 6Т12-1
Расположение органов управления фрезерного станка 6Т12-1
Панель управления фрезерного станка 6Т12-1
Панели управления фрезерного станка 6Т12-1: главный -ii, боковой -i -i
Перечень органов управления консольно-фрезерного станка 6Т12-1
- Указатель скорости шпинделя
- Кнопка «Переместить стол назад, вперед, вниз»
- Переключатель направления движения стола
- Переключатель с зажимом для инструмента
- Кнопка «Переместить стол вперед, влево, вверх»
- Кнопка “толкающий шпиндель” (дублирующая)
- Кнопка «Остановить перемещение стола»
- Кнопка «Пуск шпинделя»
- Кнопка «Остановка шпинделя» (дублирующая)
- Кнопка аварийного останова
- Кнопка «Быстро движущийся стол» (дубликат)
- Рукоятка переключения скорости шпинделя
- Головка с шестигранной головкой
- Рукоятка зажима скольжения шпинделя
- Клавиша “Перемещает настенный стол”
- Клавиша «Перемещение стола вправо»
- Клавиша «Остановить продольное перемещение стола»
- Кнопка «Остановка шпинделя»
- Кнопка «Пуск шпинделя»
- Стол с зажимами.
- Переключатель включения режима работы «Ручной – Механический»
- Маховик ручного продольного перемещения стола
- Кольцо Нони.
- Конечный механизм стола поперечного смещения
- Ручное поперечное перемещение
- Ручное вертикальное перемещение
- Коммутационный корм для грибков
- Кнопка аварийного останова
- Переключатель выбора режима машины
- Переключатель «Замедляющая подача»
- Кнопка «Быстрое перемещение стола и цикл блокировки»
- Клавиша «Остановка стола вертикального перемещения»
- Клавиша «Переместить стол вниз»
- Хомуты Салазок
- Клавиша «Переместить стол вверх»
- Маховик ручного продольного перемещения стола (дублирующий)
- Ключ «Остановка поперечно-подвижного стола»
- Клавиша «Переместить стол вперед»
- Клавиша «Переместить стол назад»
- Номинал маховика, втулка шпинделя
- Головка зажима на станине
- Выключатель вводный
- Переключить направление вращения шпинделя «Влево – вправо»
- Выключатель насоса охлаждения «Включено – Выключено»
- Переключатель панели управления
- Автоматический переключатель выбора цикла
- Консольный зажим
- Ручка съемная ручная работа с вертикальным и поперечным движением
- Головка блокировки нуля штифта
Схема кинематическая консольно-фрезерного станка 6Т12-1
Кинематическая схема дана для понимания соединений и взаимодействия основных элементов станка.На выносках указано количество зубьев (d) шестерни (звездочкой обозначено количество червяков).
Привод главного движения осуществляется от фланцевого электродвигателя через упругую муфту.
Скорость шпинделя изменяется перемещением трех зубчатых блоков на шлицевых валах.
Коробка скоростей сообщает шпинделю 18 различных скоростей.
Привод подачи осуществляется от фланцевого электродвигателя, установленного в консоли. Коробка подачи через два трехлепестковых блока и подвижное зубчатое колесо с кулачковой муфтой обеспечивает 18 различных подач, которые передаются через шариковую предохранительную муфту на консоль и далее при включении соответствующей кулачковой муфты в надлежащее поперечное положение. и вертикальные движения.
Ускоренные движения получаются включением скорости трения, вращение которой осуществляется через промежуточные шестерни непосредственно от электродвигателя.
Трение выбрано с муфтой рабочих подач, что исключает возможность их одновременного включения.
Графики, поясняющие устройство механизма подачи машины, показаны на рис. 6 и 7.
Станина Это базовый узел, на котором смонтированы остальные узлы и механизмы станка.
Кровать жестко фиксируется на основании и фиксируется шпильками.
Головка поворотная консольно-фрезерного станка 6Т12-1
Поворотная головка (рис. 8) центрируется в кольцевом зажиме горловины станины и крепится к ней четырьмя болтами, входящими в одномерный паз фланца станины.
Шпиндель представляет собой вал с двумя давлениями, установленный в выдвижной втулке. Регулировка осевого люфта в шпинделе осуществляется подмоточными кольцами 3 и 4.Повышенный люфт в переднем подшипнике устраняется подмоткой полукольцов 5 и затяжкой гайки.
Регулировка осуществляется в следующем порядке:
- гильза шпинделя выдвинута;
- фланец 6 демонтирован;
- пленочных полукольца;
- с правой стороны корпуса головки вывернута резьбовая заглушка;
- через отверстие под винт 2 откроется гайка 1;
- гайка стальная штанга 1 закр. Поворачивая шпиндель для разрыва, гайка затягивается, и подъемник внутреннего подшипника перемещается.После проверки люфта в подшипнике шпиндель работает на максимальном количестве оборотов. При работе в течение часа нагрев подшипников не должен превышать 60 ° С;
- измеряется величина зазора между подшипником и башмаком шпинделя, после чего полукольцо 5 выставляется на требуемую величину; Полукольца
- установлены на место и надежно закреплены;
- поступает фланец 6.
Для устранения радиального люфта полукольцо 0,01 мм следует подавать примерно на 0.12 мм.
Вращение шпинделя передается от коробки скоростей через пару конических и пару цилиндрических шестерен, установленных в головке.
Смазка подшипников и шестерен поворотной головки осуществляется от подшипникового насоса, а смазка подшипников шпинделя и механизма перемещения втулки – шприцем.
Коробка передач Устанавливается непосредственно в корпус станины. Соединение коробки с валом мотора осуществляется упругой муфтой, допускающей несогласованность в установке двигателя до 0.5-0,7 мм.
Осмотр шкалы скорости можно произвести через окно с правой стороны.
Смазка коробки скоростей осуществляется от плунжерного насоса (рис. 9), приводимого в действие эксцентриком. Производительность насоса около 2 л / мин. Масло к насосу подается через фильтр. Из насоса масло поступает в распределитель масла, из которого медная трубка передается на глазок для контроля работы насоса, а гибкий шланг – в поворотную головку. Смазка элементов коробки скоростей осуществляется за счет разбрызгивания масла, выходящего из отверстий трубки распределителя масла, расположенных над коробкой передач.
Коробка переключения скоростей Позволяет выбрать необходимую скорость без последовательного прохождения промежуточных ступеней.
Грабли 19 (фиг. 10), перемещаясь рукояткой переключения 18, посредством сектора 15 через вилку 22 (фиг. 11) перемещают в осевом направлении основной ролик 29 с диском переключения 21.
Переключающий диск может вращаться индикатором 23 скорости через конические шестерни 28 и 30. Диск имеет несколько рядов определенных отверстий, расположенных напротив штифтов направляющих 31 и 33.
Рейки попарно сцепляется с зубчатым колесом 32. На одном из выступов каждой пары прикреплен штекер переключения. При перемещении диска нажатием на цапфу одной из пары обеспечивается возвратно-поступательное движение пластин.
В то же время вилки в конце хода диска занимают положение, соответствующее зацеплению определенных пар шестерен. Для исключения возможности жесткой остановки шестерни при переключении штифты 20, пластины 20 являются пружинными.
Фиксация лимба при выбранной скорости обеспечивается шариком 27, закипающим в канавках лонжеронов 24.
Пружинное управление 25 осуществляется заглушкой 26 с учетом четкой фиксации конечности и нормального усилия при ее повороте.
Рукоятка 18 (см. Рис. 10) Во включенном положении она удерживается за счет пружины 17 и шарика 16. В этом случае рукоятка шипа входит в паз фланца.
Соответствие значений скоростей указанным на стрелке достигается определенным положением конических колес в зацеплении. Правильное зацепление устанавливается на стержни на концах сопряженного зуба и в углублениях или когда стрелка установлена в положение 31 скорости.5 об / мин и диски с вилками в положение 31,5 об / мин (для станков 6Т12Б соответствующая частота вращения 50 об / мин). Зазор в зацеплении конической пары не должен быть больше 0,2 мм, так как диск из-за этого может повернуться до 1 мм.
Смазка коробки переключения передач осуществляется из системы смазки газовой коробки путем разбрызгивания масла.
CHEMA Станок фрезерный электрический 6Т12-1
Электросхема фрезерного станка 6Т12-1
6Т12-1 Станок консольно-фрезерный вертикальный.Видео.
Технические характеристики консольно-фрезерного станка 6Т12-1
| Название параметра | 6п12. | 6п13. | 6Т12-1 | 6Т13-1 |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Размеры поверхности стола, мм | 1250 х 320. | 1600 x 400. | 1250 x 320. | 1600 x 400. |
| Наибольшая масса заготовки, кг | 250 | 300 | 400 | 630 |
| Наибольший продольный ход стола (х), мм | 800 | 1000 | 800 | 1000 |
| Наибольший поперечный ход стола (y), мм | 250 | 300 | 270 | 340 |
| Наибольший вертикальный ход стола (z), мм | 420 | 420 | 420 | 430 |
| Расстояние от конца шпинделя до поверхности стола, мм | 30.0,450 | 30..500 | 30..450 | 70..500 |
| Расстояние от оси шпинделя до вертикальных направляющих Станина (вылет), мм | 350 | 420 | 350 | 420 |
| Расстояние от края стола до вертикальных направляющих, мм | 70..340 | 60..400 | ||
| Шпиндель | ||||
| Мощность привода главного движения, кВт | 7,5 | 10 | 7,5 | 11 |
| Частота вращения шпинделя, об / мин | 40..2000 | 40..2000 | 31,5..1600 | 31,5..1600 |
| Число скоростей шпинделя | 18 | 18 | 18 | 18 |
| Подвижный шпиндель Pinol, мм | 70 | 80 | 70 | 80 |
| Перемещение пальца шпинделя на одно деление лимба, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Угол поворота шпиндельной головки, град | ± 45 ° | ± 45 ° | ± 45 ° | ± 45 ° |
| Конец шпинделя ГОСТ 836-62 | №3 | №3 | ||
| Конец шпинделя ГОСТ 24644-81, ряд 4, исполнение 6 | 50 | 50 | ||
| Настольный.Корм | ||||
| Пределы продольных и поперечных стоек стола (x, y), мм / мин | 12,5..1600 | 12,5..1600 | 12,5..1600 | 12,5..1600 |
| Пределы вертикальных раскройных столов (z), мм / мин | 4,1..530 | 4,1..530 | 4,1..530 | 4,1..530 |
| Количество подач стола (продольных, поперечных, вертикальных) | 22 | 22 | 22 | 22 |
| Скорость быстрых перемещений (продольных, поперечных / вертикальных) x, y / z, м / мин | 4 / 1,330 | 4 / 1,330 | 4 / 1,330 | 4 / 1,330 |
| Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Перемещение стола на один оборот лимба (продольный, поперечный / вертикальный), мм | 6/2 | 6/2 | 6/2 | 6/2 |
| Наибольшее допустимое усилие резания (продольное / поперечное / вертикальное), кН | 15/12/5 | 20/12/8 | ||
| Механический станок | ||||
| Отключить ограничители подачи (продольные, поперечные, вертикальные) | есть | есть | есть | есть |
| Plock ручная и механическая подача (продольная, поперечная, вертикальная) | есть | есть | есть | есть |
| Блокировка отделения | есть | есть | есть | есть |
| Тормоз шпинделя | есть | есть | есть | есть |
| Муфта предохранения от перегрузки | есть | есть | есть | есть |
| Автоматическая прерывистая подача | есть | есть | есть | есть |
| Электрооборудование и приводы машин | ||||
| Количество электродвигателей на станке | 4 | 4 | 4 | 4 |
| Главный двигатель Двигатель, кВт | 7,5 | 10 | 7,5 | 11 |
| Двигатель привода подачи, кВт | 2,2 | 3,0 | 2,2 | 3,0 |
| Двигатель зажима инструмента, кВт | 0,18 | 0,18 | ||
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,125 | 0,125 | 0,12 | 0,12 |
| Суммарная мощность всех электродвигателей, кВт | 10,0 | 14,3 | ||
| Размеры и машина Машина | ||||
| Габаритные размеры станка (длина ширина высота), мм | 2305 х 1950 х 2020 | 2560 х 2260 х 2120 | 2280 х 1965 х 2265 | 2570 х 2252 х 2430 |
| Станок Станок, кг | 3120 | 4200 | 3400 | 4250 |
Травматический пистолет Grand Power-12-Fm1 10×28
Grand Power-12-FM1 10×28 – новая версия уже зарекомендовавшего себя пистолета Grand Power T12 , отличающаяся прочным стволом без дополнительных выемок, что положительно сказывается на мощности пистолета.В остальном это все такой же качественный, надежный, с длительным сроком службы травматический пистолет для самообороны.
Стрельба из пистолета ведется патронами травматического действия калибра 10х28. Двухрядный магазин вмещает 10 патронов. №
При габаритных размерах 187,5х133,5х36 мм масса травматического пистолета составляет всего 770 гр.
Работа автоматики основана на принципе безоткатного затвора.
Благодаря двусторонним правительствам, пистолет Grand Power подходит как для правшей, так и для левшей.
Для установки дополнительных аксессуаров пистолет оснащен планкой Пикатинни.
Все детали пистолета изготовлены из высококачественных материалов с высочайшей точностью.
Как купить травматический пистолет GRAND POWER 12 FM1 10×28 в нашем интернет-магазине?
Предупреждение! Лицензионные товары недоступны для покупки через Интернет-магазин. Приобрести пистолет Grand Power 12 FM1 , а также другой лицензионный товар Вы можете в нашем магазине на сайте только через самонивелир. Квалифицированный персонал даст полную консультацию по товару, позаботится о нем и ответит на все ваши вопросы.
Обратите внимание, что для приобретения огнестрельного оружия и патронов необходимо предоставить лицензию! Ознакомиться с правилами и порядком получения вы можете в разделе
Общие сведения, классификация, обозначение Обозначение фрезерного станка
Фрезерные станки предназначены для обработки наружных и внутренних плоских, фасонных поверхностей, выступов, канавок, прямых и винтовых канавок, пазов на валах, нарезания зубчатых колес и т. Д.
Конструкция фрезерных станков разнообразна. В целом фрезерные станки можно разделить на две основные группы:
- универсальные или универсальные фрезерные станки (вертикально-фрезерные, горизонтально-фрезерные, продольно-фрезерные
- специализированные и специальные фрезерные станки (SlicePrester, фрезерные, карусельно-фрезерные, копировально-фрезерные и др.))
Основными движениями формовки фрезерных станков являются вращение фрезы (основное движение) и движение потока, которое сообщается заготовкой или фрезой.
Приводы основного движения и подачи выполняются раздельно. Вспомогательные движения, связанные с подачей и разгрузкой заготовки к инструменту, механизированы и осуществляются от привода ускоренных перемещений.
Основные элементы механизмов станка унифицированы.
Основным параметром, характеризующим фрезерные станки общего назначения, является размер рабочей поверхности стола.
По конструктивным особенностям эти станки подразделяются на:
- Консольные станки (стол расположен на подъемном кронштейне-консоли)
- станки несушильные (стол перемешивается на неподвижной станине в продольном и поперечном направлениях)
- Машины непрерывного действия (карусельные и барабанные)
- a – Универсальная консольная машина с горизонтальной консолью
- b – Консоль станка Wildlock Горизонтальное фрезерование
- b – Machine WideNobsal Аккумуляторный фрезерный станок
- г – Консольный станок вертикально-фрезерный
- д – станок безотталкивающий вертикально-фрезерный
- э – станок безотталкивающий горизонтально-фрезерный
- w – Станок продольно-фрезерный
- w – Карусельно-фрезерный станок
- и – Станок барабанный фрезерный
Консольно-фрезерные станки Наиболее распространенные в единичном, мелком и среднем производстве рис.119, а, б, в, г). Консольные фрезерные станки горизонтальные и вертикальные – наиболее распространенный тип станков, используемых для фрезерных работ. Свое название консольно-фрезерные станки получили от консольного кронштейна (консоли), который перемещается по вертикальной направляющей станины станка и служит опорой для горизонтальных перемещений стола.
Универсальный консольно-фрезерный станок (рис.119, а) имеет горизонтальный шпиндель 2 и выдвижной ствол 1, к которому прикреплена серьга 3, поддерживающая оправку с резцом, консоль 4 перемещается вертикально по направляющей стойке 5.На консоли 6 салазц и 7 проигрыватель.
Горизонтально-консольно-фрезерные станки (рис. 119, а) имеют горизонтально расположенный шпиндель, не меняющий шпиндель 2. Стол может перемещаться перпендикулярно оси шпинделя в горизонтальном и вертикальном направлениях. В отличие от универсального консольно-фрезерного станка, рабочий стол не поворачивается вокруг вертикальной оси.
Консольно-фрезерный станок с широким бортом (рис. 119; б, в) Помимо горизонтального шпинделя имеет шпиндельную головку 1, которая может поворачиваться на стволе в двух взаимно перпендикулярных направлениях, за счет чего шпиндель с фреза может быть установлена под любым углом к плоскости стола и обрабатываемой детали.На головке 1 установлена верхняя головка 2, предназначенная для сверления, сверления, центрирования, ракетно-фрезерной обработки.
Консольно-фрезерный вертикальныйСтанок (рис. 119, г) имеет вертикальный шпиндель 3, который размещен в поворотной шпиндельной головке 2, установленной на стойке 1.
Вертикальные фрезерные станки Unconsung (рис. 119, г), предназначенные для обработки заготовок крупногабаритных деталей, имеют ползун 2 и стол 3, перемещающиеся по направляющим станины 1. Шпиндельная головка 5 перемещается вертикально на направляющих 6.Шпиндель 4 совершает вертикальные осевые перемещения при установленной фрезе. Стол перемещается только в продольном и поперечном направлениях.
Горизонтально-фрезерные станки безотталкивающие (рис. 119, д), служащие для обработки заготовок крупногабаритных деталей, имеют ползун 2 и стол 3, которые перемещаются по направляющим станины 1. Шпиндельная головка 5 перемещается вертикально на направляющих стойки 6. Шпиндель 4 совершает осевые перемещения при установке фрезы.
Станки продольно-фрезерные (рис.119, г) предназначены для обработки заготовок из крупногабаритных деталей. На станине 1 установлены две вертикальные стойки 6, соединенные крестовиной 7. В направляющих стойках установлены фрезерные головки 3 с горизонтальными шпинделями и траверсой (крестовиной) 4. На последних установлены фрезерные головки 5С с вертикальными шпинделями. Стол 2 перемещается по направляющим стоек 4.
Станки карусельно-фрезерные (рис. 119, з), предназначенные для обработки поверхностных стружек, имеют один или несколько шпинделей 3 для чистовой и черновой обработки.По направляющим стойкам 1 перемещается шпиндельная головка 2. Стол 4, вращаясь непрерывно, подача вращения установлена на нем. Стол с салазками 5 В установочном движении на направляющих 6 грядок
Станки барабанные фрезерные (рис. 119, а) применяются в крупносерийном и массовом производстве. Заготовки устанавливаются на вращающийся барабан 2, имеющий проточное движение. Фрезерные головки 3 (черновая) и 1 (чистовая) перемещаются по направляющим стоек 4.
Станки фрезерные консольные
Консольно-фрезерные станки – наиболее распространенный тип станков, используемых для фрезерных работ.Свое название консольно-фрезерные станки получили от консольного кронштейна (консоли), который перемещается по вертикальной направляющей станины станка и служит опорой для горизонтальных перемещений стола.
Наличие консоли, сообщающей консольно-фрезерным станкам ряд удобств при обслуживании, несколько снижает жесткость со станной, поэтому длина консоли направляющей консоли значительно увеличена в конструкциях современных станков, приспособлений для фиксации движущихся частей. станка, усиленные детали шкафа.
Так как в основном детали, используемые в машиностроении, подходят по размерам под габариты консольных и фрезерных станков общего назначения, парк механических цехов в основном укомплектован горизонтальными и вертикально-фрезерными станками консольного типа, а парк машинного оборудования инструментальные и ремонтно-механические мастерские, кроме того, еще и универсально-фрезерные и широко потребляющие.
Кроме того, доступны модификации на базе некоторых базовых моделей. Например, на базе вертикально-фрезерных станков 6М12П и 6М13П выпускаются высокоскоростные консольные вертикально-фрезерные станки 6М12Г1Б и 6М13ПБ.На базе горизонтально-фрезерного станка 6М82Г выпускается более опытная модель станка 6М82ГБ. На базе универсальных фрезерных станков 6Н81 и 6Н82 выпускаются фрезерные станки широкоскоростные 6Н81А и 6М82Ш. Широкоформатные фрезерные станки в настоящее время широко используются в отраслях промышленности и в небольших отраслях для выполнения различных фрезерных, расточных и сверлильных работ. На этих станках могут изготавливаться металлические модели, штампы, шаблоны, кулачки и т. Д.
Станок широкоплечий 6Н81А имеет шпиндельную головку, расположенную на стволе и поворачивающуюся вокруг горизонтальной оси от 0 до 115 °.В горизонтальном положении головки станок работает как горизонтальное фрезерование, а в вертикальном положении как вертикальное фрезерование.
Широкооборотный станок 6M82S и более крупный хост-станок 6m83 имеют два шпинделя: один горизонтальный, как у обычного горизонтального фрезерного станка, второй расположен на стволе и может быть установлен под любым желаемым углом. Использование делительной головки и круглого поворотного стола значительно расширяет сферу применения этих машин. Для обработки различного рода поверхностей, а также крупногабаритных заготовок, превышающих размеры площади стола, бабка вертикального шпинделя устанавливается на выдвижной ствол и может поворачиваться на любой угол в двух взаимно перпендикулярных плоскостях.При этом возможна одновременная работа горизонтальных и вертикальных шпинделей.
Размер консольно-фрезерных станков Принято характеризовать величину рабочей (крепежной) поверхности стола. Консольно-фрезерные станки могут иметь горизонтальный , универсальный (широко обслуживаемый) и вертикальный исполнения с одинаковой величиной рабочей поверхности стола. Комбинация различных версий станка с одной и той же основной характеристикой размерной таблицы называется , размерная гамма станков .
В СССР освоен выпуск консольно-фрезерных станков пяти типоразмеров:
№ 0; Номер 1; Номер 2; № 3 и № 4 И для каждого типоразмера был полный набор станков – горизонтальный, универсальный и вертикальный. Каждая машина одномерной гаммы имела одинаковое обозначение шифром, соответствующее размеру рабочей поверхности стола.
В зависимости от размеров рабочей поверхности стола различают следующие размеры консольно-фрезерных станков:
| Размер | Gamma Machina | Размер стола, мм |
|---|---|---|
| 0 | 6п10, 6п80, 6п80г, 6п80ш | 200 х 800. |
| 1 | 6Н11, 6Н81, 6Н81Г; 6п11, 6п81, 6п81г, 6п81ш | 250 x 1000. |
| 2 | 6м12п, 6м82, 6м82г; 6п12, 6п82, 6п82ш; 6Т12, 6Т82, 6Т82Г, 6Т82Ш | 320 x 1250. |
| 3 | 6м13п, 6м83, 6м83г; 6п13, 6п83; 6Т13, 6Т83, 6Т83Г | 400 x 1600. |
| 4 | 6м14п, 6м84, 6м84г | 500 x 2000. |
В соответствии с размером стола изменяются габаритные размеры самой машины и ее основных узлов (станины, столы, сани, консоли, ствол), мощность электродвигателя и величина наибольшего движения стола в продольном, отстой в поперечном и консоли в вертикальном направлениях.
Консольно-фрезерные станки производства СССР и СНГ
| Серия | Размер | Производитель | Год | Модель |
|---|---|---|---|---|
| 6 | 2 | ГЗП. | 1932 | 682 |
| 6б | 0 | |||
| 1 | ||||
| 2 | ГЗП. | 1937 г. | 6B12, 6B82, 6B82 | |
| 3 | ||||
| 6к. | 0 | |||
| 1 | ДЗФС | 6к11, 6к81, 6к81г, 6к81ш | ||
| 2 | ГЗП. | 6к12, 6к82, 6к82г, 6к82ш | ||
| 3 | ГЗП. | 6к13п, 6к83, 6к83г, 6к83ш | ||
| 6N | 0 | Джальгирис | 1969 | 6Н10, 6Н80, 6Н80Г, 6Н80Ш |
| 1 | ДЗФС | 1970 | 6Н11, 6Н81, 6Н81Г, 6Н81А, 6Н81Д | |
| 2 | ГЗП. | 1951 | 6Н12, 6Н82, 6Н82 | |
| 3 | ГЗП, ВМЗ | 1951 | 6х23, 6х23Ф3, 6Н83, 6Н83Г, 6Н13Г | |
| 6 мес. | 0 | Джальгирис | 6м10, 6м80, 6м80г, 6м80ш | |
| 1 | ДЗФС | 1971 | 6м11, 6м11к, 6м81, 6м81г, 6м81Ш, 6М81Ш-1, 6М81Ш-1Ф1, 6М81ШФ2 | |
| 2 | ГЗП. | 1961 | 6м12п, 6м12пб, 6м82, 6м82г, 6м82гб, 6м82Ш | |
| 3 | ГЗП. | 1961 | 6м13п, 6м13пб, 6м83, 6м83г, 6м83Ш | |
| 6 пол. | 0 | Джальгирис | 1973 | 6п10, 6п80, 6п80г, 6п80ш |
| 1 | ДЗФС | 6п11, 6п11к, 6п11ф3, 6п81, 6п81г, 6п81ш | ||
| 2 | ГЗП. | 1972 | 6п12, 6п12к, 6п82, 6п82г, 6п82ш | |
| 3 | ГЗП, ВМЗ | 1972 | 6п13, 6п13б, 6п13ф3, 6п13ф3-3, 6п83, 6п83г, 6п83Ш | |
| 6 т | 0 | Джальгирис | 1986 | 6Т10, 6Т80, 6Т80Ш |
| 1 | ||||
| 2 | ГЗП. | 1985 | 6Т12, 6Т82, 6Т82Г, 6Т82Ш | |
| 3 | ГЗП. | 1985 | 6Т13, 6Т83, 6Т83Г, 6Т83Ш | |
| 6д | 0 | ДЗФС | 1987 | 6Д10, 6ДМ80Ш. |
| 1 | ДЗФС | 1990 | 6Д81, 6Д81, 6ДД81Г, 6Д81Ш | |
| 2 | ДЗФС | 6Д12, 6Д12Ф20, 6Д12Ф3, 6Д82, 6Д82Г, 6ДД82Ш | ||
| 3 | ДЗФС | 6ДМ83Ш. |
Основные производители фрезерных станков в СССР и России:
Ялгирис – Вильнюсский машиностроительный завод «Жоргирис»
Обозначение фрезерных станков
6 – станок фрезерный (номер по классификации Erisix)
Д. – Серия (поколение) станка (б, к, н, м, р, т), например, 682, 6б82ш, 6к82Ш, 6Н82Ш, 6Д81Ш, 6Р82Ш, 6Т82Ш
8 – Номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации EYSE (8 – горизонтальное фрезерование)
1 – Машина наоборот – размеры (0, 1, 2, 3, 4) (1 – размер рабочего стола – 250 x 1000)
Буквы в конце обозначения модели:
г. – Станок горизонтально-консольно-фрезерный с нерелевантным столом
ТО – Станок с копировальным устройством для обработки криволинейной поверхности
Б. – Станок повышенной производительности (увеличенный диапазон частот вращения шпинделя, увеличенная мощность двигателя основного движения).
П – повышенная точность станка – (N, P, B, A, C) по ГОСТ 8-82
Ш – Машинка вигнер
F1 – Машина с цифровым дисплеем UCI и координатами целостности
F2. – Станок с позиционной системой ЧПУ
F3. – Станок с контурной (непрерывной) системой ЧПУ
F4. – Станок универсальный с контурной ЧПУ и инструментальным цехом
| Вес | 600 кг |
| Габариц. | 1500x1600x1500 мм |
| Допустимая погрешность при обработке | ± 0.05 мм |
| Код операции | HPGL – Дисплей, G – Код |
| Максимальная скорость движения (одиночная) | 17 м / мин |
| Мощность шпинделя | 3,0 кВт |
| Требуемая мощность аспирации | 1200 куб.м / час |
| Перемещение по оси z | 180 мм |
| Рабочая зона | 1200 × 1200 мм |
| Рабочее напряжение | AC380V / 50 Гц. |
| Скорость вращения шпинделя | 0-18000 об / мин |
| Суммарная мощность | 4,6 кВт |
| Тип охлаждения шпинделя | воздух |
Описание Станок предназначен для качественного фрезерования и гравировки поверхностей деталей и заготовок на плоскости (программа 2D) и в трехмерном пространстве (фрезерование 3D).
Преимущества
- Высокоточный шпиндель позволяет обрабатывать материал в течение длительного времени.Скорость шпинделя до 18000 об / мин;
- Защитный кожух шпинделя с патрубками для приема жучков обеспечивает надежную защиту инструмента и эффективное удаление отходов обработки из зоны резания;
- Централизованная смазка:
На машину нанесена централизованная смазка всех направляющих, что упрощает обслуживание машины; - Шкаф управления:
Простой и удобный дизайн с хорошим дизайном и высокой функциональностью. В нем много отсеков с запирающимися дверцами, вкл.Установить монитор, системный блок компьютера и клавиатуру; - Драйверы:
Установлено MA860 Драйверы основного производителя LEADSHINE Technologi Co. Ltd; - Инвертор:
Для управления скоростью шпинделя был применен инвертор DELTA.
Основным конкурентом по продажам универсальных машин JET в России по-прежнему остаются старые бывшие в употреблении машины советского производства, которые появляются на вторичном рынке после продажи предприятиями, пытающимися избавиться от балласта, проводя техническое перевооружение или другое причины.Если мы говорим о переоборудовании, то обычно пытаются заказать машины из уже имеющихся на предприятии, просто переписав название. Но сегодня многие машины больше не производятся из-за снятия их с производства или повторной публикации производителем. Но классическое универсальное оборудование принципиально взаимозаменяемо и одинаково по своим функциональным возможностям, и при правильном выборе может успешно заменяться автоматом на станок другого производителя и отличаться только цветом ложа и эргономикой (расположением) некоторых ручек. .Предлагаем вашему вниманию несколько сравнительных таблиц соответствия наиболее распространенных российских (советских) металлорежущих станков своим аналогам от Jet. При рассмотрении формата публикации не указывайте полные технические характеристики, а только определяющие функциональные возможности оборудования. Сопоставимые машины сопоставимы по техническим параметрам и стоимости.
Раскрой Винты поворотныеРОССИЯ | ||
Модель | 16к20 | GH-1640ZX. |
Ø токарной обработки | ||
Частота вращения | 16-2000 об / мин | 25/1800 об / мин |
Мощность | ||
Масса | ||
М. одель | ГХ-2040ж. | |
Ø токарной обработки | ||
Частота вращения | 12,5 – 2000 об / мин | 9 – 1600 об / мин |
Мощность | ||
Масса |
Фрезерование
Бурение
РОССИЯ | ||
Модель | 2C132. | GHD-50PF. |
Отверстие | ||
Частота | 90-1400 об / мин | 50-1510 об / мин |
Мощность | ||
Масса |
Вы можете подобрать станки, близкие по вашим техническим характеристикам, к большинству универсальных станков.
Если стоит задача перевооружения производства, замены единичных моделей станков или подбора оборудования с аналогичными техническими характеристиками станков, используемых на предприятии, вы можете отправить представителю перечень интересующего вас оборудования. офис. Наши инженеры с удовольствием выберут сопоставимые по своим техническим характеристикам и возможностям станки из оборудования, предлагаемого компанией Jet, и оправдают свой выбор.
Фрезерный станок с ЧПУ LTT M1212 (BL-M1212).Фрезерный станок с ЧПУ LTT M1212 (BL-M1212) Список аналогов фрезерных станков 1212 b
| Вес | 600 кг |
| Размеры | 1500x1600x1500 мм |
| Допустимая ошибка обработки | ± 0,05 мм |
| Код операции | HPGL – дисплей, G – код |
| Максимальная скорость передвижения (одиночная) | 17 м / мин |
| Мощность шпинделя | 3.0 кВт |
| Требуемая мощность всасывания | 1200 куб.м / час |
| Перемещение по оси Z | 180 мм |
| Рабочая зона | 1200 × 1200 мм |
| Рабочее напряжение | AC380V ∕ 50 Гц |
| Скорость шпинделя | 0-18000 об / мин |
| Суммарная мощность | 4.6 кВт |
| Тип охлаждения шпинделя | антенна |
Описание Станок предназначен для качественного фрезерования и гравировки поверхностей деталей и заготовок в плоскости (программа 2D) и в трехмерном пространстве (фрезерование 3D).
Преимущества
- Высокоточный шпиндель позволяет обрабатывать материал длительное время. Скорость шпинделя до 18000 об / мин;
- Защитный кожух шпинделя с соплом устройства смены стружки обеспечивает надежную защиту инструмента и эффективное удаление отходов обработки из зоны резания;
- Централизованная смазка:
В машине используется централизованная смазка всех направляющих, что упрощает обслуживание машины; - Шкаф управления:
Простой и удобный дизайн с хорошим дизайном и высокой функциональностью.В нем много отсеков с запирающимися дверцами, в том числе для установки монитора, системного блока компьютера и клавиатуры; - Драйверы:
Установлены драйверы MA860H ведущего китайского производителя Leadshine Technologi Co. ООО; - Инвертор:
Хорошо зарекомендовавший себя инвертор DELTA используется для управления скоростью шпинделя.
Основным конкурентом продаж универсальных машин JET в России по-прежнему остаются старые бывшие в употреблении машины советского производства, которые появляются на вторичном рынке после продажи предприятиями, пытающимися избавиться от балласта, проводя техническое перевооружение или по каким-либо другим причинам. причины.Если мы говорим о переоборудовании производства, то обычно на предприятии стараются заказать станки из уже имеющихся, просто переписав названия. Но сегодня многие машины больше не производятся в связи с их снятием с производства или перепрофилированием производителя. Но классическая универсальная техника принципиально взаимозаменяема и одинакова по своему функционалу, а при правильном выборе может быть успешно заменена станком другого производителя и отличаться только цветом кровати и эргономикой (расположением) некоторых ручек.Предлагаем вашему вниманию несколько сравнительных таблиц соответствия наиболее распространенных российских (советских) металлорежущих станков своим аналогам на JET. Из соображений формата публикации мы не указываем полные технические характеристики, а только определяем функциональность оборудования. Сравниваемые машины сопоставимы по техническим параметрам и стоимости.
Раскрой СаморезРОССИЯ | ||
Модель | 16K20 | GH-1640ZX |
Ø точения | ||
Частота вращения | 16-2000 об / мин | 25/1800 об / мин |
Мощность | ||
Масса | ||
M одетый | GH-2040ZH | |
Ø точения | ||
Частота вращения | 12.5 – 2000 об / мин | 9 – 1600 об / мин |
Мощность | ||
Масса |
Фрезерование
Скучно
РОССИЯ | ||
Модель | 2C132 | GHD-50PF |
Отверстие | ||
Частота | 90-1400 об / мин | 50-1510 об / мин |
Мощность | ||
Масса |
Вы можете выбрать станки, близкие по своим техническим характеристикам к большинству универсальных станков.
Если стоит задача перевооружить производство, заменить единичные модели станков или выбрать оборудование с аналогичными техническими характеристиками станкам, используемым на предприятии, вы можете отправить список интересующего оборудования представителю JET. Наши инженеры с удовольствием подберут машины, сопоставимые по своим техническим характеристикам и возможностям, из линейки оборудования, предлагаемой JET, и оправдают сделанный выбор.
Станки фрезерные предназначены для обработки внешних и внутренних плоских, фасонных поверхностей, выступов, канавок, прямых и косозубых канавок, шлицев на валах, режущих шестерен и т. Д.
Конструкции фрезерных станков разнообразны. В целом фрезерные станки можно разделить на две основные группы:
- универсальные или универсальные фрезерные станки (вертикально-фрезерные, горизонтально-фрезерные, продольно-фрезерные
- специализированные и специальные фрезерные станки (паз-фрезерование, фрезерование шпоночных пазов, роторно-фрезерные, копировально-фрезерные и др.)
Основными движениями фрезерования фрезерных станков являются вращение фрезы (основное движение) и движение подачи, которое передается на заготовку или фрезу.
Главный привод и привод подачи выполняются раздельно. Вспомогательные движения, связанные с подачей и удалением заготовки к инструменту, механизированы и осуществляются от привода ускоренных перемещений.
Основные элементы станков унифицированы.
Основным параметром, характеризующим универсальные фрезерные станки, является размер рабочей поверхности стола.
По конструктивным особенностям эти станки делятся на:
- консольных станков (стол расположен на подъемном кронштейне-консоли)
- неконсольных станков (стол перемешивается на неподвижной станине в продольном и поперечном направлениях)
- Машины непрерывного действия (роторные и барабанные)
- – станок универсальный консольный горизонтально-фрезерный
- б – станок универсальный консольно-фрезерный
- c – станок универсальный универсальный безфрезерный
- г – станок фрезерный консольный
- d – Станок вертикально-фрезерный неконтилеверный
- э – станок консольный горизонтально-фрезерный
- г – станок продольно-фрезерный
- ч – станок роторно-фрезерный
- и – Станок барабанный фрезерный
Консольные фрезерные станки наиболее распространены в единичном, малом и среднем производстве риса.119, а, б, в, г). Горизонтальные и вертикальные консольные фрезерные станки являются наиболее распространенным типом станков, используемых для фрезерных операций. Консольно-фрезерные станки получили название от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой для горизонтальных перемещений стола.
Универсальный консольно-фрезерный станок (рис. 119, а) имеет горизонтальный шпиндель 2 и выдвижной ствол 1, на котором установлена серьга 3, поддерживающая оправку с фрезой, консоль 4 перемещается вертикально по направляющей станка. стойка 5.На консоли 6 салазок и поворотный стол 7.
Горизонтально-консольно-фрезерные станки (рис. 119, а) имеют горизонтальный шпиндель 2. Стол может перемещаться перпендикулярно оси шпинделя в горизонтальном и вертикальном направлениях. В отличие от универсального консольно-фрезерного станка, рабочий стол не вращается вокруг вертикальной оси.
Широко универсальный консольно-фрезерный станок (рис. 119; б, в), кроме горизонтального шпинделя, имеет шпиндельную головку 1, которая может вращаться на стволе в двух взаимно перпендикулярных направлениях, так что шпиндель с фрезу можно установить под любым углом к плоскости стола и к заготовке.На головке 1 установлена накладная головка 2, предназначенная для сверления, сверления, развёртывания, зенкования, растачивания и фрезерования.
Консольный вертикально-фрезерный станок (рис. 119, г) имеет вертикальный шпиндель 3, который размещен в поворотной шпиндельной головке 2, установленной на стойке 1.
Станки бесконсольные вертикально-фрезерные (рис. 119, д), применяемые для обработки заготовок крупногабаритных деталей, имеют ползун 2 и стол 3, которые перемещаются по направляющим станины 1. Шпиндельная головка 5 перемещается вертикально. по направляющим стойки 6.Шпиндель 4 имеет вертикальные осевые перемещения при установке фрезы. Стол перемещается только в продольном и поперечном направлениях.
Бесконсольные горизонтально-фрезерные станки (рис. 119, е), применяемые для обработки заготовок крупногабаритных деталей, имеют ползун 2 и стол 3, перемещающиеся по направляющим станины 1. Шпиндельная головка 5 перемещается вертикально по направляющим. стойки 6. Шпиндель 4 совершает осевые перемещения при установке фрезы.
Станки продольно-фрезерные (рис.119, г) предназначены для обработки заготовок крупногабаритных деталей. На станине 1 установлены две вертикальные стойки 6, соединенные поперечиной 7. На направляющих установлены фрезерные головки 3 с горизонтальными шпинделями и траверса (траверса) 4. Головки фрезерные 5 с вертикальными на последнюю устанавливаются шпиндели. Стол 2 перемещается по направляющим стойкам 4.
Роторно-фрезерные станки (рис. 119, з), предназначенные для обработки поверхности торцевыми фрезами, имеют один или несколько шпинделей 3 для чистовой и черновой обработки.Головка шпинделя 2 движется по направляющим стойки 1. Стол 4, непрерывно вращаясь, информирует установленные на нем заготовки о заготовках. Стол с ползуном 5 имеет установочное перемещение по направляющим станины 6.
Барабанные фрезерные станки (рис. 119, а) используются в крупносерийном и массовом производстве. Заготовки устанавливают на вращающийся барабан 2, имеющий подающее движение. Фрезерные головки 3 (черновая) и 1 (чистовая) перемещаются по направляющим рейкам 4.
Станки консольно-фрезерные
Консольно-фрезерные станки – наиболее распространенный тип станков, используемых для фрезерных работ. Консольно-фрезерные станки получили название от консольного кронштейна (консоли), который перемещается по вертикальным направляющим станины станка и служит опорой для горизонтальных перемещений стола.
Наличие консоли, дающей консольно-фрезерным станкам ряд удобств при обслуживании, несколько снижает жесткость на стыке со станиной; Поэтому в конструкции современных станков значительно увеличена длина направляющих консоли, приспособлений для крепления движущихся частей станка, увеличена жесткость корпусных деталей.
Поскольку большей частью детали, используемые в машиностроении, вписываются в габариты консольно-фрезерных станков общего назначения, парк фрезерных станков в механических цехах в основном укомплектован горизонтальными и вертикальными фрезерными станками консольного типа, а также парк инструментальных и ремонтно-механических мастерских, а также универсально-фрезерные и универсальные фрезерные.
Кроме того, на базе некоторых базовых моделей выпускаются модификации.Например, на базе вертикально-фрезерных станков 6М12П и 6М13П выпускаются высокоскоростные консольно-фрезерные станки 6М12Г1Б и 6М13ПБ. На базе горизонтально-фрезерного станка 6М82Г выпускается более скоростная модель станка 6М82ГБ. На базе универсальных фрезерных станков 6Н81 и 6Н82 выпускаются универсальные фрезерные станки 6Н81А и 6М82Ш. Широкоуниверсальные фрезерные станки в настоящее время широко используются в единичном и мелкосерийном производстве для выполнения разнообразных фрезерных, расточных и сверлильных операций.На этих станках возможно изготовление металлических моделей, штампов, форм, шаблонов, кулачков и т. Д.
Универсальный станок 6Н81А имеет шпиндельную головку, расположенную на стволе и поворачивающуюся вокруг горизонтальной оси от 0 до 115 °. При горизонтальном положении головки станок работает как горизонтальное фрезерование, а в вертикальном положении как вертикальное фрезерование.
Универсальный станок 6М82Ш и аналогичный по габаритам более крупный станок 6М83Ш имеют два шпинделя: один горизонтальный, как и у обычного горизонтально-фрезерного станка, второй расположен на стволе и может устанавливаться под любым желаемым углом.Использование делительной головки и круглого поворотного стола значительно расширяет область применения этих машин. Для обработки различного рода поверхностей, а также крупных заготовок, превышающих размер площади стола, вертикальная бабка устанавливается на выдвижной ствол и может поворачиваться на любой угол в двух взаимно перпендикулярных плоскостях. В этом случае возможна одновременная работа горизонтального и вертикального шпинделей.
Типоразмеры консольно-фрезерных станков принято характеризовать размер рабочей (крепежной) поверхности стола.Консольно-фрезерные станки могут иметь горизонтального , универсального (в широком смысле универсального) и вертикального исполнения при одинаковой величине рабочей поверхности стола. Комбинация различных версий станка с одной и той же базовой размерной характеристикой стола называется масштабной шкалой станков .
В СССР освоено производство консольно-фрезерных станков пяти типоразмеров:
№ 0; №1; Нет.2; № 3 и № 4 , и для каждого типоразмера выпускается полный спектр машин – горизонтальные, универсальные и вертикальные. Каждая машина одномерного масштаба имела одинаковое обозначение в коде, соответствующее размеру рабочей поверхности стола.
В зависимости от размеров рабочей поверхности стола различают следующие размеры консольно-фрезерных станков:
| Размер | Гамма станков | Размер стола мм |
|---|---|---|
| 0 | 6Р10, 6Р80, 6Р80Г, 6Р80Ш | 200 x 800 |
| 1 | 6х21, 6Х81, 6Х81Г; 6Р11, 6Р81, 6Р81Г, 6Р81Ш | 250 х 1000 |
| 2 | 6М12П, 6М82, 6М82Г; 6П12, 6П82, 6П82Ш; 6Т12, 6Т82, 6Т82Г, 6Т82Ш | 320 x 1250 |
| 3 | 6М13П, 6М83, 6М83Г; 6П13, 6П83; 6Т13, 6Т83, 6Т83Г | 400 x 1600 |
| 4 | 6М14П, 6М84, 6М84Г | 500 х 2000 |
В соответствии с габаритами стола, габаритными размерами самого станка и его основных узлов (станины, стола, салазок, консоли, ствола), мощности электродвигателя и наибольшего перемещения (хода) стола в в продольном направлении меняются салазки в поперечном направлении и консоль в вертикальном направлении.
Станки консольно-фрезерные производства СССР и СНГ
| Серия | Размер | Производитель | Год | Модель |
|---|---|---|---|---|
| 6 | 2 | GFFS | 1932 | 682 |
| 6Б | 0 | |||
| 1 | ||||
| 2 | GFFS | 1937 г. | 6B12, 6B82, 6B82G | |
| 3 | ||||
| 6К | 0 | |||
| 1 | ДЗФС | 6К11, 6К81, 6К81Г, 6К81Ш | ||
| 2 | GFFS | 6К12, 6К82, 6К82Г, 6К82Ш | ||
| 3 | GFFS | 6К13П, 6К83, 6К83Г, 6К83Ш | ||
| 6H | 0 | Альгирис | 1969 | 6Н10, 6Н80, 6Н80Г, 6Н80Ш |
| 1 | ДЗФС | 1970 | 6Н11, 6Н81, 6Н81Г, 6Н81А, 6Н81Д | |
| 2 | GFFS | 1951 | 6Н12, 6Н82, 6Н82Г | |
| 3 | ГФФС, ВМЗ | 1951 | 6Н13, 6Н13Ф3, 6Н83, 6Н83Г, 6Н13ГА | |
| 6 мес. | 0 | Альгирис | 6М10, 6М80, 6М80Г, 6М80Ш | |
| 1 | ДЗФС | 1971 | 6М11, 6М11К, 6М81, 6М81Г, 6М81Ш, 6М81Ш-1, 6М81Ш-1Ф1, 6М81ШФ2 | |
| 2 | GFFS | 1961 | 6М12П, 6М12ПБ, 6М82, 6М82Г, 6М82ГБ, 6М82Ш | |
| 3 | GFFS | 1961 | 6М13П, 6М13ПБ, 6М83, 6М83Г, 6М83Ш | |
| 6 пол. | 0 | Альгирис | 1973 | 6Р10, 6Р80, 6Р80Г, 6Р80Ш |
| 1 | ДЗФС | 6Р11, 6Р11К, 6Р11Ф3, 6Р81, 6Р81Г, 6Р81Ш | ||
| 2 | GFFS | 1972 | 6Р12, 6Р12К, 6Р82, 6Р82Г, 6Р82Ш | |
| 3 | ГФФС, ВМЗ | 1972 | 6Р13, 6Р13Б, 6Р13Ф3, 6Р13Ф3-3, 6Р83, 6Р83Г, 6Р83Ш | |
| 6 т | 0 | Альгирис | 1986 | 6Т10, 6Т80, 6Т80Ш |
| 1 | ||||
| 2 | GFFS | 1985 | 6Т12, 6Т82, 6Т82Г, 6Т82Ш | |
| 3 | GFFS | 1985 | 6Т13, 6Т83, 6Т83Г, 6Т83Ш | |
| 6D | 0 | ДЗФС | 1987 | 6Д10, 6ДМ80Ш |
| 1 | ДЗФС | 1990 | 6Д81, 6Д81, 6Д81Г, 6Д81Ш | |
| 2 | ДЗФС | 6Д12, 6Д12Ф20, 6Д12Ф3, 6Д82, 6Д82Г, 6Д82Ш | ||
| 3 | ДЗФС | 6ДМ83Ш |
Основные производители фрезерных станков в СССР и России:
Альгирис – Вильнюсский станкостроительный завод “Жальгирис”
Обозначение фрезерных станков
6 – станок фрезерный (номер группы по классификации ENIM)
Д – серия (поколение) станка (Б, К, Н, М, Р, Т), например, 682, 6Б82Ш, 6К82Ш, 6Н82Ш, 6Д81Ш, 6Р82Ш, 6Т82Ш
8 – номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ENIMS (8 – горизонтальное фрезерование)
1 – исполнение станка – стандартный размер (0, 1, 2, 3, 4) (1 – размер рабочего стола – 250 x 1000)
Буквы в конце обозначения модели:
G – станок консольно-фрезерный горизонтальный с неподвижным столом
ТО – станок с копировальным устройством для обработки криволинейной поверхности
В – станок с повышенной производительностью (увеличен диапазон частот вращения шпинделя, увеличена мощность двигателя главного движения).
П – повышенная точность станка – (n, p, c, a, s) по ГОСТ 8-82
W – станок универсальный
F1 – станок с цифровым дисплеем устройства DRO и предустановкой координат
F2 – станок с ЧПУ
F3 – станок с контурной (непрерывной) системой ЧПУ
F4 – станок универсальный с контурной системой ЧПУ и инструментальным магазином
Фрезы крепежные на торцевой оправке.Работа ручного фрезерования древесины Основные меры безопасности при работе с фрезерной фрезой
При наличии фрезерного станка работа над карманами, формирование сложных отверстий, углублений, резьбы по дереву и т. Д. Действительно упрощается. Но это вовсе не означает, что необходимо профессиональное и дорогое оборудование: достаточно простого ручного приспособления.
Единственное, что нужно, это уметь элементарно обращаться с деревом и пользоваться электроинструментом. К тому же нужно иметь желание, иначе без этого никогда не будет результата.Те, у кого нет желания работать, просто покупают мебель или нанимают мастеров, например, для установки новой двери и врезки замков. Любая работа, особенно с электроинструментом, требует определенных знаний, а особенно техники безопасности.
Фрезерный станок предназначен для обработки как дерева, так и металла. С его помощью можно создавать углубления или отверстия любой конфигурации. Это позволяет сильно упростить такие задачи, как врезка петель и нарезка замков.Сделать это с помощью стамески и электродрели не так уж и просто, да и времени на это много.
Бывают стационарные фрезерные и переносные (ручные). Ручные электрические дополнения считаются универсальными устройствами, с помощью которых при наличии насадок можно выполнять операции различного назначения, достаточно изменить положение детали по отношению к устройству или наоборот.
Стационарные устройства используются на фабриках или фабриках, где налажено массовое производство изделий из дерева или металла.В таких условиях режущее сопло находится неподвижно, а обрабатываемый элемент движется по заданной траектории. С помощью ручного инструмента, наоборот, деталь фиксируется неподвижно и только после этого обрабатывается, хотя есть детали, требующие ручной фиксации инструмента. В конструкции он предусмотрен, поэтому считается более универсальным. Особенно это актуально, когда нужно обрабатывать большое количество деталей, а использовать стационарный станок нет возможности.
Самодельный фрезерный станок представляет собой горизонтальную площадку с отверстием по центру, снизу к которому крепится ручное приспособление.
Существует множество видов фрезерных станков, но универсальные модели больше подойдут для использования в доме или для открытия своего дела. Как правило, они оснащены набором фрез и различными приспособлениями для выполнения разного рода операций. Единственное, что при наличии ручной фрезерной операции на простых операциях можно оставить гораздо больше времени, чем при использовании стационарного станка.
С ручным фрезерным устройством возможно:
- Сделайте пазы или выемки произвольной формы (фигурные, прямоугольные, комбинированные).
- Просверлить сквозные и непроходные отверстия.
- Обработка торцов и кромок любой конфигурации.
- Крой сложные детали.
- Нанесите рисунки или выкройки на поверхность деталей.
- При необходимости скопируйте детали.
Копирование деталей – одна из функций любого электрического фрезерного станка.
Наличие таких функций дает возможность упростить изготовление однотипной мебели или изготовление идентичных деталей, не относящихся к производству мебели.Это одно из главных преимуществ этого средства. Как правило, его необходимо устанавливать для производства однотипных изделий. копировальные машины, которые предназначены для выполнения только одной операции, что не всегда выгодно, особенно в условиях малых предприятий.
Начало работы и уход за инструментом
Чтобы понять, как работает это устройство, следует ознакомиться с его основными элементами и их назначением.
Состав и назначение основных узлов
Ручной фрезерный станок состоит из металлического корпуса и двигателя, находящегося в одном корпусе.От корпуса идет вал, на который одеваются различные кольты, служащие переходниками. Они позволяют устанавливать фрезы разного размера. В цангу вставляется фреза, которая фиксируется специальным болтом или кнопкой, которая предусмотрена на некоторых моделях.
Основные элементы ручного фрезерного устройства и их назначение.
В конструкции фрезерного устройства предусмотрена металлическая площадка, имеющая жесткое соединение с корпусом. Он прикреплен к корпусу двумя стержнями.Снаружи печь имеет гладкое покрытие, обеспечивающее плавность в процессе работы.
Ручной фрезерный аппарат имеет некоторые характеристики, настройка которых осуществляется:
- За счет ручки и шкалы настройки глубины фрезерования. Настройка выполняется с шагом 1/10 мм.
- Регулировкой скорости вращения фрезы.
На начальных этапах, когда инструмент развивается, лучше попробовать работать на малых или средних оборотах.Хотя всегда следует помнить, что чем больше оборотов, тем качественнее работа. Особенно, если это касается ответственных, видимых сайтов, которые невозможно замаскировать.
Кроме этих рычагов, есть еще одна кнопка включения и выключения изделия, а также кнопка блокировки. Эти элементы считаются основными, обеспечивающими качественную и безопасную работу. Также есть параллельный упор, что способствует удобству. Он может быть жестко закрепленным или с возможностью регулировки смещения рабочего пространства к центру.
Уход за ручным фрезерным устройством
Обычно заводской продукт попадает в руки проверенного и смазанного человека, поэтому никаких дополнительных мероприятий проводить не следует. Только в процессе его эксплуатации следует следить за его чистотой и здоровьем. При этом его следует регулярно очищать от пыли и менять смазку, если это написано в паспорте. Особенно смазка необходима для движущихся частей. Как вариант, можно использовать аэрозольные лубриканты, а можно и обычные, типа «Литол».Не рекомендуется использовать густые смазки, так как стружка и пыль остаются на губах. Если используются аэрозольные лубриканты, то от такого фактора можно избавиться.
Смазкам тоже нужна подошва – гладкая часть корпуса. Регулярная смазка обеспечит желаемую плавность движения.
Несмотря на это, купленную вещь необходимо проверять на качество сборки и наличие смазки.
К сожалению, не все производители, но особенно отечественные, заботятся о качестве сборки.Бывают случаи, когда после первых часов работы изделие откручивается саморезами или шурупами, так как они не были затянуты соответствующим образом.
Регулировка скорости вращения
Работа любого инструмента связана с определенными условиями, связанными, прежде всего, с характером обрабатываемого материала. Это может быть фанера, композитный материал или обычное дерево. В зависимости от этого выставляется скорость вращения на электроприборе. Как правило, в техническом паспорте всегда указываются параметры работы устройства в зависимости от технических характеристик и характеристик обрабатываемых поверхностей, а также используемых фрез.
Рейтинги скоростей обработки при применении различных фрез.
Крепежные фрезы
Первое, с чего нужно начать работу – это установка и фиксация фрезы. При этом следует соблюдать главное правило – все работы производятся при снятии шнура с розетки.
Резак устанавливается по определенным этикеткам, и если они отсутствуют, то не менее длины самого резака. Как установить фрезу на конкретную модель, вы можете узнать из инструкции, которая должна присутствовать в технической документации на устройство.Дело в том, что каждая модель может иметь свои конструктивные особенности и рассказать об этом в статье не представляется возможным.
Установка фрезы на устройство перед началом работы.
Есть модели как простые, так и более “продвинутые”, как говорится. Некоторые модели имеют кнопку вращения вала, что облегчает процесс установки фрезы. Некоторые, особенно дорогие модели оснащены штангой. Так что описывать конкретно процесс установки фрезы не получится, да и смысла в этом нет, как в данный момент разберется каждый, кто знаком с работой таких устройств.
Регулировка глубины фрезерования
Каждая модель имеет свою самую большую глубину фрезерования. При этом не всегда требуется максимальная глубина, а некая глубина, которая выставляется перед работой. Даже если требуется максимальная глубина, чтобы не перегружать устройство, процесс фрезерования делится на несколько шагов, шагами меняя глубину фрезерования. Для регулировки предусмотрены специальные упоры – ограничители. Конструктивно они выполнены в виде диска, расположенного под штангой, на котором закреплены упоры разной длины.Количество таких ножек может быть от трех до семи, и это не значит, что чем их больше, тем лучше. Лучше, если есть возможность регулировать каждую из ножек, даже если их количество будет минимальным. Чтобы закрепить этот упор в оптимальном положении, вы должны использовать фиксатор в качестве флажка.
Процесс регулировки глубины фрезерования выглядит следующим образом:
Таким образом, заготовка возводится на заданную глубину.На качественных дорогих моделях есть колесо точной регулировки глубины фрезерования.
Используя это колесо, не нарушая предыдущие настройки, более точно установите глубину.Колесико (на фото выше зеленое) позволяет регулировать глубину в незначительных пределах.
Фрезы для ручного фрезерного инструмента
Резак – это режущий инструмент, который может иметь предполагаемую режущую кромку. Как правило, все фрезы рассчитаны на вращательные движения, поэтому имеют цилиндрическую форму. Хвостовик фрезы имеет ту же форму, что зажимается в цанге.Некоторые фрезы оснащены упорным роликом, благодаря чему расстояние между режущей поверхностью и обрабатываемым материалом остается постоянным.
Фрезы изготавливаются только из качественных металлов и их сплавов. Если вам нужно обрабатывать мягкую древесину, то поднимутся фрезы HSS, а если вам нужно обработать массивную древесину, лучше использовать фрезы из твердых сплавов HM.
Каждая мельница имеет свои технические характеристики, обеспечивающие высокое качество и долгую работу. Главный показатель – максимальная скорость его вращения, которую никогда не следует перебивать, иначе ее поломка неминуема.Если резак застегивается, то самостоятельно пытаться его затачивать не стоит. Заточка резца осуществляется на специальном дорогостоящем оборудовании. Ведь необходимо не только заточить фрезу, но и сохранить ее форму, что не менее важно. Поэтому, если резак почему-то прикрутил, купит новый дешевле.
Самые ходовые фрезы
Есть фрезы, которые используются в эксплуатации чаще других. Например:
Выдвижные формы предназначены для создания бороздок в произвольном месте заготовки.
Фрезы отличаются простыми, монолитными, изготовленными из цельного куска металла, и есть типовые. Фрезы с насечками состоят из хвостовика, который служит основой для набора режущих элементов. Подбирая плоскости резания и устанавливая их на хвостовик, применяя шайбы разной толщины, можно сформировать произвольный рельеф на поверхности заготовки.
Набор фрезы – это набор режущих поверхностей и шайб, позволяющий собрать фрезу нужной формы.
На самом деле фрезы очень много и это лишь малая часть того, что производится. Все фрезы различаются диаметром хвостовика, диаметром режущих поверхностей, их высотой, расположением ножей и т. Д. Что касается ручного фрезерного оборудования, то достаточно иметь в комплекте пять самых ходовых фрез. При необходимости их можно приобрести в любой момент.
Правила работы с ручным фрезерным инструментом
Работа с электроинструментом требует особых правил, особенно при наличии быстро вращающихся элементов.Кроме того, в результате работы образуется фишка, которая делится по всем направлениям. Несмотря на то, что большинство моделей оснащено защитным экраном, он не защищает стружку полностью. Поэтому работать с таким инструментом лучше в защитных очках.
На фото модель, в которой пылесос подключен к сливной микросхеме.
Общие требования
Если вы соблюдаете основные требования безопасной работы с электрической ручной фрезерной фрезой, конечный результат порадует качеством и безопасностью.Это такие условия:
Требования не очень сложные и вполне выполняются, но игнорировать их – значит подвергать себя опасности. И еще одно, не менее важное – уметь держать фрезерный инструмент в руках и чувствовать, что он работает. Если ощущаются серьезные колебания, то нужно остановиться и проанализировать причины. Не исключено, что резак пристегнул или ударил суку. Иногда необходимо правильно выставить скорость вращения фрезы. Здесь можно поэкспериментировать: или добавить повороты, или уменьшить их.
Обработка кромок: использование шаблонов
Обработка кромки деревянной доски Лучше потренироваться на лету. Если такой возможности нет, можно использовать ручную фрезерную фрезу, хотя это займет некоторое время. Эти работы выполняются как без шаблона, так и с шаблоном. Если навыков нет или их достаточно мало, лучше воспользоваться шаблоном. Для обработки кромок применяют фрезы с прямыми кромками, как с одним подшипником на конце режущей части, так и с подшипником в начале (см. Фото).
Фрезы для обработки кромок.
За шаблон можно взять уже обработанную доску или другой гладкий предмет. Причем длина шаблона должна быть больше длины заготовки как в начале, так и в конце обрабатываемой заготовки. Это позволит избежать неровностей в начале края и в конце. Здесь самое главное, чтобы шаблон или объект, выполняющий роль шаблона, имел гладкую и гладкую поверхность. Кроме того, его толщина не должна быть больше зазора, расположенного между подшипником и режущей частью.
Ширина детали без длины режущей части
При этом, чем длиннее режущая часть, тем сложнее работать с инструментом, так как требуется больше усилий. В связи с этим лучше начинать работу со фрезами, имеющими среднюю длину режущей части. Принцип работы при обработке кромки следующий:
- Шаблон прикрепляется так, чтобы он находился на нужной высоте и имел ровную горизонтальную поверхность.
- Шаблон прочно закреплен на столе или другой поверхности.
- Валковая мельница устанавливается так, что ролик движется по шаблону, а резец (режущая часть) на обрабатываемой детали. Для этого производятся все необходимые манипуляции с шаблоном, заготовкой и инструментом.
- Резак устанавливается в рабочее положение и зажимается.
- После этого инструмент включается и перемещается по шаблону. Ее следует определять по скорости движения, которая определяется глубиной обработки.
- Фрезерный агрегат может вздуться, так что потяните: кому как удобно.
После первого прохода следует остановить и оценить качество работы. При необходимости можно реализовать еще один проход, отрегулировав положение инструмента. Если качество удовлетворительное, то зажимы снимают, освобождая обработанный предмет.
При таком подходе можно удалить четверть по краю или в некоторых его частях. Делается это путем установки режущей кромки так, чтобы она входила в изделие на нужную глубину.
Квартал, снятый на мебельном фасаде.
Если заменить фрезу на фигурную и сдвинуть направляющую, а также использовать фокус, действительно нанесите продольный рисунок (на фото ниже).
Аппликация на заготовку продольного фигурного узора.
Если воспользоваться такой техникой фрезерования (шаблоном), то вообще легко освоишь технику работы с деревом. Через некоторое время от шаблонов можно отказаться, так как их установка занимает много полезного времени.
Как сделать ровный край без шаблона: без опыта здесь не обойтись.
Ширина детали Больше длины фрезы
Нередко толщина обрабатываемой детали больше длины режущей части фрезы. В данном случае они выглядят следующим образом:
- После первого прохода шаблон удаляется и выполняется следующий проход. В этом случае обрабатываемой деталью будет шаблон. Для этого по обработанной поверхности направляют подшипник. Если снова не хватило режущей части, то придется провести еще один проход.
- Для окончательной обработки следует взять фрезу с подшипником на конце, а заготовку необходимо перевернуть на дно, после чего она фиксируется струбцинами. В результате подшипник будет двигаться по обрабатываемой поверхности. Такой подход позволяет обрабатывать толстые детали.
Подшипник направляется по обработанной поверхности, а режущая кромка обрабатывает оставшуюся часть заготовки.
Для того, чтобы освоить работу ручного фрезерного инструмента потребуется много черновых заготовок, выбросить которые не жалко.Ни у кого с первого раза ничего не получилось. Чтобы что-то получилось, нужно потренироваться.
Получение разных фигурных краев
Если требуется фигурная кромка, скорее всего вам нужна, то сначала обратите внимание на состояние этой кромки. Если он неровный, то его придется выровнять и только потом начинать формировать ребро фигуры, подбирая соответствующую фрезу.
Край закругленный.
Необходимо подготовить поверхность, чтобы резак копировал кривизну, на которую будет двигаться ролик.В этом случае нужна последовательность действий, иначе положительного результата не будет.
Если нужно обработать откровенно криволинейную поверхность, то без шаблона никак не обойтись. Его можно вырезать из фанеры, толщиной около 10 мм, применив предварительный рисунок и пропив шаблон электролитом зубра. Кромку шаблона необходимо довести до идеального состояния с помощью ручной фрезерной фрезы.
1) против подачи (счетчик), когда направление подачи противоположно направлению вращения фрезы;
2) на питании (связанном), когда направление подачи и направления вращения совпадают.
При фрезеровании против подачи нагрузка на зубья фрезы увеличивается от нуля до максимальной, а сила, действующая на заготовку, стремится оторвать ее от стола, что приводит к вибрациям и увеличению шероховатости обрабатываемой детали. поверхность. Преимуществом фрезерования перед опиливанием является работа зубьев фрезы «из-под корки», т.е. фреза подходит для твердого поверхностного слоя снизу и снимает стружку. Недостатком является наличие начального проскальзывания зуба по замкнутой поверхности, образованной предыдущим зубом, что вызывает повышенный износ фрезы.
При фрезеровании подачи зуба фреза сразу начинает резать слой максимальной толщины и подвергается максимальной нагрузке. Это исключает первоначальное проскальзывание зуба, снижает износ фрезы и шероховатость обрабатываемой поверхности. Сила, действующая на заготовку, прижимает ее к столу станка, что снижает вибрацию.
Схемы обработки заготовок на горизонтально- и вертикально-фрезерных станках (рис. 2)
Движения, участвующие в формировании поверхностей в процессе резки, контуры обозначены стрелками.
Фрезерование горизонтальных плоскостей на горизонтальных фрезерных станках фрезерных цилиндрических (рис. 2, а) и на вертикально-фрезерных станках старших фрезерных (рис. 2, б). Цилиндрические фрезерные станки целесообразно обрабатывать горизонтальные плоскости шириной до 120 мм. В большинстве случаев рубанком удобнее обрабатывать обгоны из-за большей жесткости их крепления в шпинделе и более плавной работы, поскольку количество одновременно работающих зубьев больше, чем количество зубьев цилиндрической фрезы.Фрезерование вертикальных плоскостей на горизонтально-фрезерных станках торцевых (рис. 2, в) и концевых фрезерных головках, а также на вертикально-фрезерных станках с концевыми фрезами (рис. 2, г).
Наклонные плоскости и отжимы Флайсеры силовые (рис. 2, г) и концевые фрезы на вертикально-фрезерных станках, у которых фрезерная головка со шпинделем вращается в вертикальной плоскости. Лыжи. Фрезерование на горизонтально-фрезерном станке с однопроцессорной фрезерной фрезой (рис. 2, Д).
Комбинированные поверхности Фрезы (рис.2, г) на горизонтально-фрезерных станках. Точность стыковки обрабатываемых поверхностей зависит от жесткости крепления фрезы от длины оправки. Для этого используются дополнительные опоры (подвес), избегайте использования непропорциональных фрез (рекомендуемое соотношение диаметра реза не более 1,5).Знаки и пазы прямоугольные фрезерные терминальные (рис. 2, з) и дисковые (рис. 2, а) фрезы на вертикальных и горизонтальных фрезерных станках.Выступы и пазы целесообразнее фрезеровать дисковыми фрезами, так как они имеют большее количество зубьев и позволяют работать с высокими скоростями резания.
Фасонные канавки нарезка фрезы дисковая профильная (рис.2, л), пазы угловые – монобые и двухгекторные (рис. 2, Л) фрезерные станки на горизонтально-фрезерных станках. Пас Клинова фрезерование на вертикально-фрезерном станке на два прохода: пазы прямоугольного сечения – концевое фрезерование, затем выступы паза – концевой однопроходной фрезы (рис.2, м).Т-образные пазы (рис. 2, н), которые широко используются в машиностроении в качестве машинных пазов, например, на столах фрезерных станков, обычно фрезеруются на два прохода: в начале пазов прямоугольный профиль концевой фрезой, затем нижняя часть паза – фреза для Т-образных пазов.
Рифленые канавки фрезерные с концевыми или губчатыми (рис. 2, о) фрезерными станками на вертикально-фрезерных станках.Точность получения канавки под губку является важным условием фрезерования, так как зависит от характера посадки на шпонку сопряженных с валом деталей.
Фасонные поверхности разблокированный контур с криволинейным формованием и прямолинейным приводом фрезерования на горизонтально-вертикально-фрезерных станках с фасонными фрезами соответствующего профиля (рис. 2, П). Использование фасонных фрез эффективно при обработке узких и длинных фасонных поверхностей.Широкие профили обрабатываются набором фасонных фрез.Отрезки меховые Предназначены для обработки плоскостей на вертикально-горизонтальных фрезерных станках. Меховые отрезы, в отличие от цилиндрических, имеют зубцы, расположенные на «цилиндрической поверхности А на конце.
Фрезы концевые делятся на атмосферные (ГОСТ 9304-69) с мелкими зубьями и с большими зубьями и натяжными вставными ножами. по ГОСТ 1092-69.
Основные размеры концевой фрезы: диаметр – D, длина фрезы – L, диаметр отверстия – D и количество зубьев – z.
Меховые отрезы по сравнению с цилиндрическими имеют ряд преимуществ, основными из которых являются:
- более жесткое крепление на оправке или шпинделе;
- более плавная работа за счет большого количества одновременно работающих зубьев.
Поэтому обработку плоскостей в большинстве случаев целесообразно проводить механическими резцами.
Фрезы Fit, как и цилиндрические, подразделяются на путевые и леворежущие.
Путешествием называются такие фрезы, которые при работе должны вращаться по часовой стрелке (рис.45, а), а левши – против часовой стрелки (рис. 45, б), если смотреть на фрезерную или фрезерную головку СГУГЕРУ (при работе на вертикально-фрезерном станке).
Широкое распространение получили фрезы, оснащенные пластинчатыми твердыми сплавами. Фрезерование плоскостей концевыми твердосплавными фрезами более производительно, чем фрезерование цилиндрических фрез.
В последнее время наибольшее распространение получили подвижные станы с твердосплавными пластинами без выступов.
Станок наладочно-наладочный для выполнения различных работ .При работе на вертикально-горизонтальных фрезерных станках протигар-фрезерные фрезы, регулировка и настройка не отличаются от настройки и настройки горизонтально-фрезерного станка при работе с цилиндрическими фрезерными фрезами. Поэтому остановимся только на отличительных особенностях регулировки и настройки при фрезеровании концевых фрез.
Установка и установка концевой фрезы на вертикально-фрезерных станках . В зависимости от типа используемой фрезы ее установка на вертикально-фрезерный станок может быть выполнена несколькими способами:
Меховые фрезы с калиброванным сквозным отверстием центрируются по цилиндрической части оправки 3 с конической частью, устанавливаются в конусное отверстие шпинделя и закрепляют в нем шомптолом 7 и гайкой 2 (рис.46, а). Базовый конец фрезы опирается на один из концов переходного фланца 4, второй конец которого опирается на конец оправки 3. Шпиндели 6 шпинделя входят в пазы переходного фланца, а выступы фланца в пазах фрезы, передавая крутящий момент от Shipnda-la Cut. Фреза крепится на оправке винтом 5 с помощью специального ключа.
Рис. 46. Установочные фрезы на станках
Концевые фрезы, имеющие центрирующую решетку (Ø 128,57а), устанавливаются непосредственно на шпиндельную головку и закрепляются на ней четырьмя винтами (рис.46, б). Шпиндели 2 входят в состав насосов корпуса фрезы, передавая крутящий момент от шпинделя фрезы.
Фрезы Furus с конусным наклоном хвостовой части с номинальным размером наибольшего диаметра конуса Ø 59,85 мм и конусом 7:24, выполненные за одно целое с корпусом фрезы, вставляются в коническое отверстие шпинделя. , фиксируются в нем с помощью Шомптола 7 и гайки 2 (рис. 46, Б). Крутящий момент передается шипами 3, которые входят в пазы режущего корпуса.
Мехорезы со сквозным калиброванным отверстием и пазами в корпусе, по ширине, размерам шпинделя, устанавливаются на оправке, закрепленной в шпинделе станка. Фреза закреплена на фрезерном винте 7. Крутящий момент передается шипами 3, входящими в пазы корпуса фрезы (рис. 46, г).
Концевые фрезы с хвостовиком с конусом Морзе и резьбовым отверстием, центрируемые в переходной втулке 7, вставляемой в коническое отверстие шпинделя и закрепляемой шомптолом 2 и гайкой 3.Шпиндели шпинделя входят в пазы переходной втулки, передавая крутящий момент от шпинделя фрезы (рис. 46, д).
Настройка вертикально-фрезерных станков Соответствующие режимы резания выполняются так же, как и настройка горизонтально-фрезерных станков.
Выберите тип и размер фрезы . Стандарт предусматривает, что концевые фрезы определены однозначно, то есть каждый диаметр концевой фрезы соответствует определенной длине фрезы L, диаметру отверстия D и количеству зубьев Z.
Диаметр концевой фрезы выбирается в зависимости от ширины фрезерования Т по формуле
D = (0,6 + 0,8) t
Для черновой обработки выбираются концевые фрезы со вставными ножами или с большими зубами. При отделке необходимо брать концевые фрезы с мелкими зубьями.
Однако во всех случаях следует отдавать предпочтение паяльным станам, оснащенным твердыми сплавами, поскольку время машинной обработки в этом случае значительно сокращается за счет увеличения скорости резания.
Рассмотрим наладку горизонтально-фрезерного станка 6п82 или вертикально-фрезерного 6п12 на черновое фрезерование той же заготовки из стали 45 (σ в 75 кг / мм 2), ширина фрезерования Т 75 мм, глубина резания В = 5 мм.
В данном случае выбираем механическую фрезу с пластинами из твердого сплава Т15К6. Диаметр фрезы D = 150 мм, Z = 6. Геометрические параметры: γ = 5 °, α = 6 °. Подача зуба S: выбирается в диапазоне 0,1-0,3 мм / зуб.При глубине пропила 5 мм и s z = 0,2 мм / Скорость резания зуба по нормам режимов резания V = 250 м / мин.
Скорость вращения шпинделя легко определить по графику (см. Рис. 40). На графике видно, что при d = 150 мм и V = 250 м / мин Ближайшим этапом числа оборотов станка будет n = 500 об / мин. Теперь по номограмме (см. Рис. 41) определяем ближайшую минутную подачу, выставляемую на указанных консольных машинах S = 630 м / мин.
Прямой счет дает примерно такой же результат:
s M = S z z n = 0,2 500 = 600 мм / мин.
Ближайшим этапом минутных иннингов будет 630 мм / мин.
Итак, сравнивая значения минутных подач при фрезеровании на цилиндрическом стане из быстрорежущей стали Р6М5: SM 250 мм / мин и S 630 мм / мин – при фрезеровании флип-фрезерования пластинами из твердого сплава Т15К6, мы Видно, что минутная подача в последнем в 2,4 раза больше. При этом сокращается машинное время обработки одной и той же детали при фрезеровании флиппера.При черновом фрезеровании той же заготовки из серого чугуна необходимо брать фрезу, укомплектованную твердосплавными пластинами ВК6. Геометрические параметры фрезы: γ = 0 °; α 6-8 °. Подача на зуб соответственно больше, чем при обработке стали (Sz = 0,2-0,6 мм / зуб), скорость резания намного меньше, чем при обработке стали, а именно V = 50-130 м / мин.
При чистом фрезеровании стали и чугуна твердосплавные фрезы для получения поверхности с более высоким классом шероховатости подачи питания к зубу уменьшаются, а скорость резания соответственно увеличивается в зависимости от марки материала. обрабатываемый, марка твердого сплава и другие условия обработки.
Установка концевой фрезы на глубину резания при работе на вертикально-фрезерном станке ничем не отличается от случая установки цилиндрической фрезы на глубину резания.
При фрезеровании концевой фрезы на горизонтально-фрезерном станке (рис. 47) используется следующий порядок установки глубины фрезерования.
Рис. 47. Фрезерование концов фрезы на горизонтально-фрезерном станке
Включите станок и вращение шпинделя и с помощью рычагов продольной, поперечной и вертикальной подачи осторожно доведите заготовку на фрезу на легкое прикосновение.Рукояткой продольной подачи вывести заготовку из фрезы, выключить вращение шпинделя. Ручка поперечной подачи перемещает стол в поперечном направлении на величину, соответствующую глубине резания 3 мм. После установки фрезы на желаемую глубину резания на консоли стола и салазках поперечной подачи устанавливаются кулачки механической подачи. Затем плавным вращением ручки продольным потоком захвата подвести обрабатываемую заготовку к фрезе, не доводя ее до соприкосновения, включить шпиндель, включить механическую подачу, продвигая рубанок, выключить станок. изготовить и измерить обработанную заготовку
При фрезеровании концевыми твердосплавными фрезами с высокими скоростями резания следует обращать внимание на соблюдение правил техники безопасности.В таких случаях следует применять защитные экраны или защитные очки, чтобы избежать ожогов лица или повреждения глаз осколками.
Фрезерование наклонных и скосов . Наклонные плоскости и выжимки можно фрезеровать концевыми фрезами на вертикальных волокнистых машинах, выставляя заготовки под нужным углом, как при обработке цилиндрических фрез, с помощью универсальных тисков (рис. 48, а), поворотных столов или специальных приспособлений ( Рис.48, б). Фрезерование наклонных плоскостей 1 и скосов концевых фрез 2 также может производиться поворотом шпинделя, а не заготовки.Это возможно на вертикально-фрезерных станках, у которых шпиндельная фрезеровка вращается в вертикальной плоскости, например, как у станков 6р12, 6п13 (см. Рис.17), а также на высокоскоростных станках типа 6п82ш, у которых вертикальная головка имеет вращение в вертикальной и горизонтальной плоскостях.
Рис. 48. Фрезерование наклонной плоскости ножными фрезами
Фрезерование наклонных плоскостей и скосов концевых фрез может выполняться с помощью подвесной вертикальной головки.
Подвесная вертикальная головка – это специальная принадлежность горизонтально-фрезерного станка.
На рис. 49, и показана одна из конструкций вертикальной головки, а на рис. 49, Б – различные положения шпинделя. Корпус 2 (рис. 49, а) потолочной головки установлен на вертикальных направляющих станины станка и закреплен болтами W. Шпиндель 5 вращается во вращающейся части 6 головки. Освободив болты, соединяющие поворотную часть 6 головки с корпусом, шпиндель можно вращать в вертикальной плоскости и под любым углом по шкале 4.
Рис.49. Накладка вертикальная головка
Кольцо 3 служит для снятия головки. Вращение от шпинделя станка к шпинделю головки передается с помощью пары цилиндрических зубчатых колес 7 и 8. На шпиндель горизонтально-волокнистого станка установлено колесо 8 с коническим хвостовиком, оно передает вращение от шпиндель станка с колесом 7, а затем через пару конических колес со шпинделем 5 с подвесной вертикальной головкой. В коническое отверстие В шпинделе 5 установлен фрезерный.С помощью пары конических зубчатых колес шпиндель накладной можно повернуть вокруг шпинделя станка на 360 °, а значит, установить фрезу под любым углом к плоскости стола (рис. 49). , б). Наличие накладной вертикальной головки значительно расширяет технологические возможности горизонтальных волоконно-оптических машин.
Проверка фрез beyon . Схема проверки биения зубьев концевой фрезы аналогична рассмотренным ранее (см. Рис.38).
База основной и вспомогательной режущих кромок не должна превышать значений, указанных в таблице.
22.05.2015
Снятие фрез со сменными пластинами фрез И их фиксация в корпусе осуществляется в инструментальной мастерской перед установкой фрезы в станок. Расположение лезвий вставленных ножей на одной окружности реза является условием участия всех их в работе и качественной обработки.Поэтому выверка ножа – очень важная операция, требующая большой осторожности. Для его выполнения можно порекомендовать устройства разработки компании «СвердняПрев».
Устройство для выверки ножей назедных цилиндрических резцов (рис. 56, а) имеет основной рабочий орган, осуществляющий принудительное прилегание лезвия резца к управляющему элементу в виде электромагнита 6 W-образной формы. Для этого мельница должна быть закрыта между конусами 3 и 8 винтом 2 и гайковертами 1. Конус 8 закреплен на пластине плиты 7.Кареле-суппорт 4 предохраняет винт от деформации при установке фрезы и перемещении по направляющей 5. Требуемое положение ножа относительное. Магнит фиксируется делительным диском, выполненным за одно целое с конусом 8 и стопором. 10. Затяжка болтов ножей производится при включении магнита. Величина показа ножа устанавливается и контролируется с помощью индикатора 9.
На рис. 56, Б показано приспособление для установки фрез в дисковых фрезах. Фреза закреплена на конической головке 1 шариковыми замками.Управляющим элементом, устанавливающим положение фрезы, является также электромагнит 2. Для расположения боковых режущих кромок в горизонтальной плоскости предусмотрена полка 5, жестко связанная с электромагнитом на подвижной стойке. Положение электромагнита относительно оси инструмента фиксируется с помощью шарикового фиксатора 4, а его вертикальное перемещение – с помощью ходового винта 5 и гаек 6. На стойке 7 для контроля установлен контрольно-измерительный прибор 8. точность установки фрезы.Положение микрометра по вертикали регулируется винтом 9 и гайкой 10, а по горизонтали – винтом 11. Погрешность установки ножей с этими устройствами не превышает 0,05-0,06 мм, что не выходит за пределы допустимых 0,08-0,09 мм. .
Балансировка навесных фрез Выполняется на специальном приспособлении ПИ-25 для предотвращения их дисбаланса. Фрезерный расплав насаживают на шлифовальную оправку и устанавливают на горизонтальные цилиндрические ролики, после чего легким дождем руки с фрезой формируются ролики.При наличии непроходимости резак всегда будет останавливаться в одном и том же положении – тяжелой стороной книги. Балансировку производят металлом с сильно нерабочей стороной до упора резца в любом положении.
Установка и крепление фрез. Фреза на шпинделе фиксируется разными способами: В зависимости от конструкции шпинделя станка и фрез. Концевые фрезы закрепляются на шпинделе электродвигателя с помощью обычных трехтехнологичных самоцентрирующихся или цанговых патронов. Проще всего закрепить насадку фрезерно-фрезерного станка на шпинделе фрезерно-фрезерных станков 1, зафиксировав ее с помощью затяжных гаек 4, 2 и промежуточных колец 3 (рис.57, а). Положение фрезы относительно стола регулируется удлинителем шпинделя или подбором промежуточных колец. При отсутствии вертикального перемещения шпинделя стружку укрепляют в специальных головках (рис. 57, б), которые имеют приспособление для регулировки положения фрезы относительно стола станка. При вращении болта 1 коническая втулка 2, продвигаясь вверх по внутренней конической поверхности головки 3, плотно обжимает шпиндель 5, закрепляя фрезу в нужном положении.Это положение предварительно устанавливается регулировочным винтом 4, находящимся в шпинделе станка. Крепление фрезы на горизонтальные валы может осуществляться с помощью одного или двух колец, наличие которых предусмотрено нормами по конструкции фрезы. В некоторых случаях фрезерный инструмент надевается непосредственно на шпиндель станка и фиксируется зажимной гайкой. Сопряжение шпиндельного фрезерования в этом случае осуществляется с помощью скользящей посадки 2-го класса точности.
Технические требования к фрезерному инструменту приведены ниже:
1.Корпус фрезы должен быть изготовлен из конструкционных сталей 40x и x45, а режущие элементы – из сталей X6VF, P4, P9 или усилены твердосплавными пластинами.
2. Шероховатость граней не должна быть ниже 8-го класса по ГОСТ 2789-59.
3. Допустимые отклонения угловых параметров не должны превышать 2 ° для переднего угла, для заднего угла
4. Радиальное биение не должно превышать 0,5-0,08 мм, плода – 0,03 мм.
Самый простой способ – это прямая установка режущей кромки с помощью зажима ее гайки.Направление резьбы должно быть противоположным направлению вращения шпинделя.
Для установки концевых ножей на шпиндель используются патроны. Обрезанные фрезы закрепляют хвостовик в патроне цанги. Фрезы без фиксации фиксируются в специальных патронах винтом.
При немедленной посадке на шпиндель (рис. , но ) Фреза 3 опирается на бункер шпинделя 7 и зажимает гайку 5. Для изменения положения фрезерных фрез используются кольца 2 простоты, прокладки или шайбы 4.
Если диаметр посадочного отверстия больше диаметра шпинделя, нанесите посадку на шпиндель через втулку (рис. б. ). Фрезерную фрезу сначала закрепляют на втулке 1 гайкой 2, а затем втулку устанавливают на шпиндель и затягивают гайку с выступом.
В случае, когда шпиндель имеет резьбу для крепления фрезы, используйте цанговый патрон (рис. в ). Оправка имеет внутренний конус с разрезом 1 и наружную 2 гильзы.Фрезу устанавливают на наружную втулку и закрепляют гайкой. Затем оправку с инструментом устанавливают на шпиндель и закрепляют, вращая верхнюю стяжную гайку. В этом случае внешняя втулка смещается по внутреннему конусу, в результате чего ее разрезная часть плотно закрывает шпиндель.
Если шпиндель станка не имеет осевого регулировочного движения, фрезу можно установить в монтажную головку, оснащенную устройством регулирования положения реза относительно рабочей поверхности стола (рис. г. ). Положение головки 2 с фрезой регулируется ослабленной внутренней втулкой с вращением винта 1, который опирается на заднюю часть шпинделя.
Стандартное крепление раздается (рис. д. ) Головка ножа на горизонтальном шпинделе с двумя короткими конусными цветами 3, зажимные гайки 1. Штифты 4 в корпусе головки входят в пазы Cang, предотвращая их. Направляющий винт 2 при вкручивании шпинделя в клавиатуру служит для фиксации головки и повышения надежности передачи крутящего момента.
В зарубежных моделях машин распространены гидропластмассовые приспособления для закрепления стружки на шпиндели (рис. e. ). Тонкостенная втулка 2 вдавливается в корпус фрезы 3. Внутренняя поверхность Втулки одновременно центрируются и зажимаются. В полость между гильзой и резцом под давлением нагнетается гидропластмасса 4. Давление создается вращением винтового плунжера 5. Для разборки резца давление в полости снижается путем выкручивания винта 6.Крепление обеспечивает повышенную точность центрирующей резки 1.
Способы крепления фрезерного режущего инструмента На шпинделях станков:
Концевые фрезы имеют зажимное крепление в цанговых патронах, разблокированные – в специальных патронах с эксцентриситетом эл. Ось отверстия под инструмент относительно оси хвостовика патрона (рис. j. ). Резак 2 удерживается в корпусе картриджа 3 винтом 1. Хвостовик 5 картриджей устанавливается в коническое отверстие шпинделя 6 и затягивается гайкой 4.В корпусе картриджа имеется шесть отверстий для завинчивания балансировочных винтов.
3d эскиз горизонтально-фрезерного станка
Горизонтальный фрезерный станок Библиотека моделей 3D CAD GrabCAD
24 сентября 2017 г. Модернизация горизонтального фрезерного станка для повышения производительности за счет использования CAD / CAM. solidworks2016
История и конструкция фрезерных станков Детали фрезерных станков
8 марта 2018 г. – История и конструкция фрезерных станков. Горизонтально-фрезерный станок.Этот сайт Два перекосных вала прерывистые Библиотека моделей 3D CAD.
Результаты 1–10 из 54 для фрезерного станка – 3D ContentCentral – Бесплатно 3D
Результаты 1–10 из 54 от сотен поставщиков. Миллионы пользователей загружают файлы 3D и 2D CAD каждый день. Вертикальный обрабатывающий центр с ЧПУ. Категория French Oil Mill Machinery Company Стальной станок Модель M200. Номер части.
Фрезерная обработка – 3D-модели САПР и двухмерные чертежи
До появления числового программного управления сначала развивались горизонтальные фрезерные станки, потому что они развивались путем размещения фрезерных столов под токарными станками.Вертикальные фрезы
OKK HM800S Горизонтально-фрезерный станок с ЧПУ 3D Warehouse
OKK Горизонтально-фрезерный станок с ЧПУ с устройством смены паллет на 2 и магазином на 60 инструментов. Модель 2006 года.
Фрезерный станок 3D Warehouse – SketchUp
Первый фрезерный станок, когда-либо размещенный в Интернете от SketchUp. Я сделал это на основе серой вертикальной фрезы G3616. На это ушло около 2 часов. Информация о модели. Материалы. 21.
3D модели фрезерного станка для загрузки TurboSquid
3D модели фрезерного станка для загрузки, файлы в 3ds, max, c4d, maya, blend, obj, fbx с low poly, анимированный, горизонтальный фрезерный станок 6p82sh 3D модель
Milling 3D CAD-модель машины – браузер 3D CAD
Скачать 3D CAD-модель фрезерного станка для AutoCAD, SolidWorks, Inventor, Pro / Engineer, CATIA, 3ds Max, Maya, Cinema 4D, Lightwave, Softimage, Blender
Как подготовить технический чертеж для обработки с ЧПУ 3D-концентраторы
Обычно файл 3D CAD используется для программирования станка с ЧПУ, а чертеж используется в качестве справочного материала на протяжении всего процесса обработки.Вертикальные линии геометрии деталей остаются вертикальными, а горизонтальные линии рисуются под углом 30o.
Горизонтальный фрезерный станок 3D asset 1 CGTrader
15 сен 2016 Горизонтальный фрезерный станок 3D asset 1, доступен в MAX, OBJ, 3DS, FBX, MTL, горизонтальный фрезерный станок 1 3D модель VR / AR / low-poly.
Фрезерование камня – sus CAD-CAM
sus CAD-CAM Модуль фрезерования – это модуль, который будет использоваться с 3/5-осевыми станками и роботами. Рисование и редактирование двухмерных геометрических фигур, размещенных на трехмерных рабочих плоскостях. Пользователь, в зависимости от своего оборудования, может заархивировать свои инструменты в одном или нескольких инструментах Контурирование: резка, вертикальные стены, фигурные стены; Автоматическое предварительное сверление
HSM – 3D высокоскоростная обработка – программное обеспечение SolidCAM CAM
SolidCAM HSM предлагает трехмерное фрезерование и высокоскоростную обработку для мощных траекторий как движений резания, так и втягивания для поддержания непрерывного движения станка – запас может теперь можно определить как смещение данной модели.Горизонтальная обработка; Линейная обработка; 3D постоянный шаг вперед; Трехмерная обработка углов со смещением.
Детали конструкции горизонтального фрезерного станка
24 декабря 2016 Детали конструкции горизонтального фрезерного станка легко понять हिन्दी. 209783 просмотра209K просмотров. 24 декабря, 2016. 2.7K 107
CG CAM-TOOL Global
Для 3D CAM, известные CAM-TOOL стратегии CAM для многоугольника и, кроме того, из атрибута обработки модели, разработанной «CG Press This cut» Режим полезен для обработки горизонтальных участков радиусной или квадратной концевой фрезой.
Фрезерные станки – обзор ScienceDirect Topics
Вертикальные фрезерные станки могут быть оснащены наклонными головками, что позволяет создавать первый прототип, основанный на 3D-модели от KISSsoft, на одном из
CNC Milling: Introduction to Deskproto wikimal
DeskProto позволит вам обрабатывать 3D-геометрию, файл STL, 2D-чертеж. Наконец, вы импортируете этот файл .cnc в wimpc для управления фрезерным станком fablab … используйте фрезу с шариковым наконечником, для горизонтальных и вертикальных поверхностей используйте фрезу с плоским наконечником.
VF-2 Вертикальные фрезы с конусом 40 – Станки с ЧПУ Haas
Все станки Haas спроектированы и изготовлены в Окснарде, Калифорния, США. VF-2 – наша самая популярная модель и рабочая лошадка любого магазина. Высокопроизводительная, прямая-
Что такое фрезерование с ЧПУ? – Простое объяснение All3DP
Трехмерный принтер или фрезерный станок с ЧПУ – прекрасные примеры горизонтального фрезерования: Этот фрезерный станок похож на вертикальный
Вертикальные и горизонтальные обрабатывающие центры с ЧПУ – D и S Machine Service
D and S Machine & 39; s Горизонтальные обрабатывающие центры с ЧПУ используются для деталей малых и средних размеров, а наши вертикальные обрабатывающие центры с ЧПУ обеспечивают точность и качество.
Сравнение нижнего и верхнего фрезерования – Coromant
При вертикальном фрезеровании вниз режущий инструмент подается с направлением вращения. Фрезерование вниз всегда является предпочтительным методом, где бы ни использовался станок, приспособление
Фрезерный станок с ЧПУ – Все промышленные производители – Видео
Легко найдите свой фрезерный станок с ЧПУ среди 508 продуктов ведущих брендов Вертикальный с подвижным столом для автоматических сменщиков инструментов требовательного производства в 2D и в 3D ПРОЧНОСТЬ Моноблочная рама с высокой инерцией АВТОМАТИЧЕСКИЙ ФРЕЗЕРНЫЙ СТАНОК С 2 ГОЛОВКАМИ модель “FBI / 2C2T / 4X1cnc” Фрезерование
SolidCAM SOLIDWORKS
SolidCAM поддерживает все приложения ЧПУ, включая 2.5D-фрезерование, HSS, 3D-полная ассоциативность с проектной моделью SOLIDWORKS, так что вы можете программировать свои ЧПУ с модулями, охватывающими фрезерные станки вплоть до 5-осевого и большинства
пятиосевое диалоговое программирование из твердотельной модели Modern
21 авг.2020 Функция ЧПУ импортирует трехмерную твердотельную модель, из которой операторы станков могут программировать в диалоговом режиме, даже для пятисторонней обработки
Процесс фрезерования, дефекты, оборудование – CustomPartNet
Фрезерование является наиболее распространенной формой обработки. процесс удаления материала, который может DMLS · 3D-печать · Струйная печать · Jetted Photo · LOM; Материалы Процесс фрезерования требует фрезерного станка, заготовки, приспособления и фрезы.Горизонтальный фрезерный станок использует фрезу, установленную на горизонтальном валу.
Ручной токарный станок Стоковые иллюстрации, изображения и векторные изображения Shutterstock
Находите стоковые изображения ручного токарного станка в формате HD и миллионы других стоковых фотографий, не требующих лицензионных отчислений. в стиле эскиза или рисунка. Горизонтальный вектор токарного центра с ЧПУ, вид спереди, силуэт, цвет, черный и белый.
Программные решения для программирования мельниц Продукты Mastercam
Узнайте больше о решениях Mastercam для фрезерования для ваших производственных нужд.Широкий спектр модулей траектории, от ведущего в отрасли 2D / 3D. Динамическое фрезерование. Выявляйте столкновения между заготовкой, инструментом и компонентами станка до того, как ваша стандартная мышь может свободно выбирать пункты меню или части модели.
Мега-справочник по фрезерным станкам – что это за, типы и особенности
Пример классического универсального фрезерного станка, модель OPTIMUM MT 230 S с цифровым считыванием данных, промышленного станка. Цена около 27000 €. Фрезерный
Что такое 3D-печать? Как работает 3D-принтер? Изучите 3D-печать
, выдавая / выдавливая кусок металла или пластика, например, на фрезерном станке.Нарезка в основном означает разрезание 3D-модели на сотни или тысячи блоков титана, из которых можно изготовить 28 кг отходов, но 3D-печать Сопло нагревается для плавления материала и может перемещаться как в горизонтальном направлении
Фрезерование – ЧПУ- STEP.com – Производитель станков с ЧПУ
На наших станках с ЧПУ вы можете фрезеровать почти все материалы в 2D и 3D. В этой области мы покажем вам некоторые применения фрезерования алюминия, дерева и оргстекла с превосходной точностью. Создание моделей с ЧПУ Изготовление · Фрезерование Фрезерование – это резка по окружности, вертикали или под углом к оси вращения движения подачи инструмента.
Обработка с ЧПУ и 3D-печать: в чем разница? American
Несмотря на то, что обработка с ЧПУ и 3D-печать сегодня являются стандартными, обе они были разработаны для удовлетворения различных требований. American Micro Industries не обрабатывает металлические детали. Сначала инженер создает двухмерную или трехмерную модель с помощью САПР или компьютерного программного обеспечения. Горизонтальное фрезерование: что лучше для вашего проекта?
Titletown Manufacturing специализируется на 3D-программировании металлических деталей
11 февраля 2020 Полное 3D-программирование применяется в фрезерных, конструкторских, многоосных и мощных станках и инструментах для нарезания резьбы, проточки, токарной обработки и фрезерования деталей, таких как
Фрезерные станки – Найдите качественный фрезерный станок Warco
Позиции 1 – 18 из 22 Ассортимент фрезерных станков Warco – купите вертикальную, горизонтальную, револьверную головку, Мы поставляем фрезерные станки модельным инженерам, промышленным предприятиям и
Дом Doosan Machine Tools America
Lynx 2100 · PUMA GT · PUMA 4100/5100 · PUMA 700/800 · PUMA 1000.Горизонтальный с фрезерованием. Горизонтально с фрезерованием. Lynx 2100 · PUMA GT · PUMA 4100/
чертеж вертикального фрезерного станка
Результаты 1 – 10 из 54 Вертикальный фрезерный станок со станиной типа VT550 Модель от Jiuh Результаты 1-10 из 54 для фрезерного станка – 3D ContentCentral – Бесплатное 3D .
Процесс фрезерования, дефекты, оборудование – CustomPartNet
Фрезерование – это наиболее распространенная форма механической обработки, процесс удаления материала, который может выполняться DMLS · 3D-печать · Струйная печать · Jetted Photo · LOM; Материалы Процесс фрезерования требует фрезерного станка, заготовки, приспособления и фрезы.Горизонтальный фрезерный станок использует фрезу, установленную на горизонтальном валу.
Optimum – Stuermer Machines
Сверла, ленточные пилы, станки с ЧПУ, фрезерные станки, токарные станки и многое другое от OPTIMUM Создание вашей заготовки из трехмерной модели путем добавления.
▷ Станки HELLER – фрезерные станки и многое другое
Сделайте ставку на бывшее в употреблении оборудование HELLER от 400 € – 2 3D прессы HELLER б / у 1; Прессы для корпусов 2; Прессы непрерывного действия 1; Frame Press 4 процедуры обработки и отличная устойчивость, обещанная всеми девятью типами моделей.прямой доступ к рабочей зоне и, следовательно, небольшое расстояние до горизонтального шпинделя.
Как подготовить модель ЧПУ – AUB
Фрезерные станки с ЧПУ можно использовать для резки 2D-деталей и для 3D-фрезерования. 3D: горизонтальная черновая обработка поверхностей и параллельная чистовая обработка
13 “x 72” New Lagun Horizontal Mill Model FU-185 Worldwide
New Lagun FU-185 Горизонтальный фрезерный станок Характеристики: Мы покупаем и продаем новые и подержанные металлообрабатывающие станки, ножницы, токарные станки, фрезерные станки, сверла, пилы, прессы
Эксперимент по программированию с ЧПУ
Изучите основные инструкции для фрезерных станков.Выполните две задачи из «Руководства по экспериментам». В и 8-м классе: имея чертеж детали, разработать программу ЧПУ, отладить и проверить ее. Архитектура горизонтального фрезерного станка. Сделать 3D-модель.
PRE Post: конусные дробилки для продажи в канадеNEXT Post: величина циркулирующей нагрузки при помоле полезных ископаемых
.