Задняя бабка токарного станка по металлу
Главная / ЧПУ станок / Токарный станок / Задняя бабка токарного станка по металлу
Задняя бабка токарного станка по металлу – узел станка для фиксации (поджатия) обрабатываемых заготовок с помощью упорного или вращающегося центра, а также для установки режущего инструмента: сверл, зенкеров, разверток.
Задняя бабка токарно-винторезного станка предназначена главным образом для поддерживания длинных заготовок во время обработки; она используется также для закрепления инструментов, предназначенных для обработки отверстий (сверл, зенкеров, разверток) и для нарезания резьб (метчиков, плашек). Главными частями задней бабки токарного станка по металлу (рис. 1) являются: пиноль 1, корпус 2, основная плита 12 и прихват 11. Пиноль 1 с помощью винта 4, гайки 5 и маховичка 8 можно перемещать в корпусе и фиксировать сухарем 9, затягивая рукоятку 3
 Корпус 2 установочным винтом 10 можно смещать относительно плиты 12 вдоль ее направляющего выступа. На станине задняя бабка закрепляется прихватом 11, на который нажимает планка 14, перемещаемая рукояткой 7, эксцентриком 6 и тягой 13.
Корпус 2 установочным винтом 10 можно смещать относительно плиты 12 вдоль ее направляющего выступа. На станине задняя бабка закрепляется прихватом 11, на который нажимает планка 14, перемещаемая рукояткой 7, эксцентриком 6 и тягой 13.Рис. 1. Задняя бабка токарно-винторезного станка по металлу
Задняя бабка тяжелых токарно-винторезных станков имеет обычно механическое перемещение вдоль направляющих станины от отдельного электродвигателя; это значительно сокращает время ее перестановки и облегчает труд рабочего.
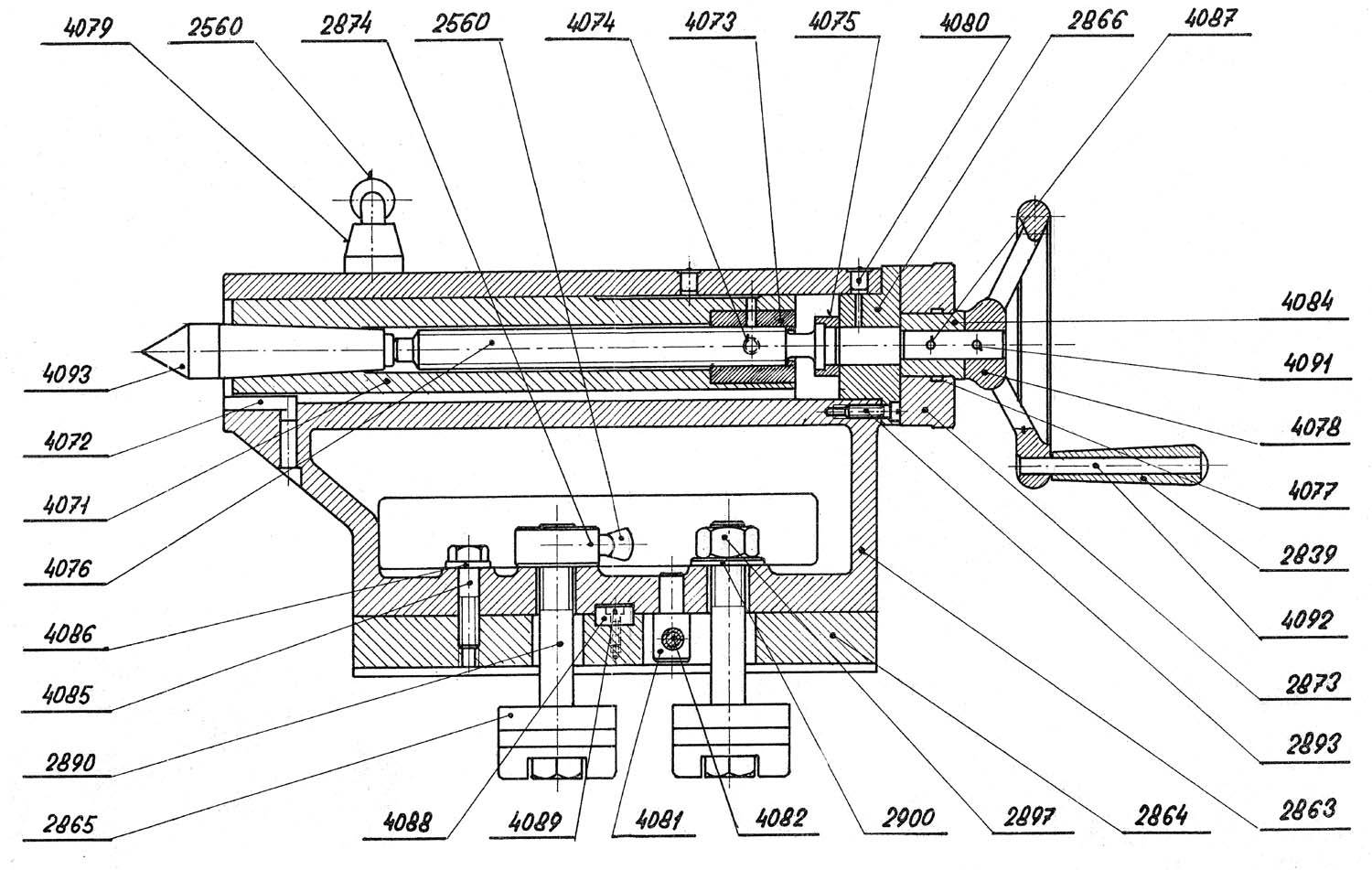
Корпус 178 задней бабки токарного станка по металлу (рис. 2) вместе с плитой 20 можно передвигать (вручную) по направляющим станины 130. В выбранном положении закрепление бабки производится посредством двух болтов 179 и планки 180. Для обработки конических поверхностей деталей, закрепленных в центрах, корпус бабки, как это было сказано выше, перемещается по плите перпендикулярно центровой линии станка по направляющей Л, имеющейся на плите.
Рис. 2. Задняя бабка токарного станка по металлу 1А62
Перемещение пиноли 12 осуществляется при вращении маховичка 15, закрепленного на винте 173. Винт заворачивается в гайку 174, запрессованную в пиноль. Вращению пиноли с винтом препятствует шпонка 
Статьи по станкам ЧПУ
Более 1000 статей о станках и инструментах, методах обработки металлов на станках с ЧПУ.
Предыдущая статья
Следующая статья
Задняя бабка в сборе для токарных станков. Ремонт.
Задняя бабка один из самых ответственных и нагруженных узлов токарного станка. Её типичные неисправности: увеличение люфта и зазора в местах сопряжений, появление смещения, износ подшипников крепления пиноли (в моделях с вращающейся пинолью) и т.п. – хорошо известны токарям.
Задняя бабка токарного станка жёстко крепится к станине, являясь упором и креплением для обрабатываемой заготовки. Она предназначена не только для фиксации длинных деталей при их обработке, но и установки свёрл, развёрток, метчиков и другого металлорежущего инструмента.
Конструкция и принцип работы
Задняя бабка токарного станка состоит из следующих деталей:
- ✅ основания-подошвы, на котором крепятся рабочие части и органы управления,
- ✅ корпуса,
- ✅ пиноли – подвижной в осевом направлении гильзе, предназначенной для крепления центра или обрабатывающего инструмента,
- ✅ рукояток для фиксации пиноли и корпуса,
- ✅ маховика, или колеса для перемещения пиноли,
- ✅ регулировочных винтов.


Основными движениями являются перемещение задней бабки вдоль станины с помощью рукоятки и пиноли внутри корпуса. Пиноль перемещается с помощью маховика и крепится в корпусе рукояткой.
Ремонт задней бабки токарного станка
Наше предприятие является производителем узлов и деталей к металлообрабатывающим станкам. Мы предлагаем купить заднюю бабку токарного станка в сборе, отдельные детали или заказать ремонт вашего оборудования. Наши специалисты восстанавливают основные параметры узлов задней бабки. К ним относят точность стыка станины и корпуса, восстановление геометрии пиноли, винта подачи, отверстия под её установку в корпусе, ремонт механизмов крепления и т.п.
Восстановленное оборудование соответствует паспортным данным станка по допускам люфта между направляющих станины и узла, зазоров подшипников и геометрической соосности шпинделя и пиноли. Ремонт выполняется профессиональными специалистами, с контролем качества на каждом этапе работ.
Преимущества покупки
Покупка задней бабки на токарный станок после ее ремонта непосредственно на заводе-изготовителе имеет следующие преимущества:
- ✅ Узел имеет заводскую стоимость и предлагается без наценки посредника.
- ✅ Мы даём гарантию на купленное или восстановленное оборудование, все узлы проходят контроль качества и снабжаются документацией.
- ✅ Оперативное выполнение заявки – мы понимаем, что простой по причине отсутствия запчастей или ремонта ухудшает производственные показатели.
- ✅ Заказ доставляется максимально быстро с помощью транспортных компаний, до терминала отправки завод транспортирует заказ бесплатно.
Мы предлагаем купить заднюю бабку на станки 1М65, 165, ДИП 500, 1Н65.30.000, 16К20, 16К25, 1К62, 1К625, 1К62Д, 1К625Д, 1М63, 163, ДИП 300, 1В62Г, 16Д20, 16Д25, 16Б16, 1М64, ДИП 400, 1А64, пиноли, винтовые пары и другие детали.
По вопросам приобретения обращаться по указанным телефонам в контактах нашего сайта.

Автоматический токарный станок с подвижной/фиксированной передней бабкой – EV Design & Manufacturing
Компания TRAUB, бренд группы INDEX, Райхенбах, Германия, представила автоматический токарный станок с подвижной/фиксированной передней бабкой TRAUB TNL20 , в котором реализованы многочисленные улучшения производительности, точности и автоматизация линии ТНЛ. Он может быть оборудован для одновременного использования до четырех инструментов. Дополнительный роботизированный модуль, встроенный в станок, доступен для автоматической загрузки пустых валов или предварительно отформованных заготовок.
TNL20 выпускается в двух версиях. Один уровень оснащения – TNL20-9, который имеет девять линейных осей, две револьверные головки (каждая с 8 станциями, макс. 12 000 об/мин, 2,0 кВт), заднюю рабочую насадку (4 станции) и автономный противошпиндель. TNL20-9 может одновременно использовать три инструмента, что повышает производительность.
Вторая версия, TNL20-11, оснащена дополнительным передним рабочим приспособлением (6 станций, 3 из которых активные, макс. 12 500 об/мин, 2,0 кВт) на автономной оси X/Z. Путем интерполяции оси индексации H переднего рабочего приспособления с осью X автономного составного суппорта операции обработки Y или смещения инструмента также могут быть легко выполнены с помощью переднего рабочего приспособления на главном шпинделе. На этом уровне оснащения также возможно производить до четырех инструментов одновременно, чтобы сократить время обработки.
12 500 об/мин, 2,0 кВт) на автономной оси X/Z. Путем интерполяции оси индексации H переднего рабочего приспособления с осью X автономного составного суппорта операции обработки Y или смещения инструмента также могут быть легко выполнены с помощью переднего рабочего приспособления на главном шпинделе. На этом уровне оснащения также возможно производить до четырех инструментов одновременно, чтобы сократить время обработки.
Мощные рабочие шпиндели
Главный шпиндель и противошпиндель (макс. 10 000 об/мин, 5,5 кВт, 17,2 Нм) станка TNL20 идентичны и сконструированы как мотор-шпиндели модуля с жидкостным охлаждением.
Рабочий шпиндель имеет зазор в тянущей трубе 29 мм, что позволяет использовать стоячую редукционную трубу для прутков диаметром до 20 мм. Это обеспечивает превосходное качество направляющих, поддерживающее точность обрабатываемой детали. Направляющие втулки, используемые в станке TNL20 при работе с подвижной передней бабкой, идентичны втулкам его предшественника, станка TNL18. Токарный станок можно всего за несколько минут переоборудовать с фиксированной передней бабки на токарную обработку с подвижной передней бабкой.
Токарный станок можно всего за несколько минут переоборудовать с фиксированной передней бабки на токарную обработку с подвижной передней бабкой.
Расширенный набор инструментов
Благодаря дополнительному переднему рабочему приспособлению TNL20-11 имеет второй верхний держатель инструментов с шестью станциями. Три позиции инструмента активны, одна оснащена двойным держателем. Переднее рабочее приспособление имеет автономный составной суппорт по Z и X, а также поворотную ось с ЧПУ. Путем интерполяции с осью X можно реализовать функцию оси Y. Таким образом, пользователь может отрегулировать свой инструмент по центру шпинделя с помощью смещения положения, что полезно при сверлении глубоких отверстий.
Заднее рабочее приспособление, которое можно добавить как к TNL20-9, так и к TNL20-11, было полностью переработано и расположено на нижней револьверной головке, а также включает в себя четыре крепления инструмента, расположенные таким образом, чтобы не мешать другим инструментам во время обработки. Он легко доступен во время обработки.
Он легко доступен во время обработки.
Оси нижней револьверной головки могут быть соединены с задним рабочим приспособлением и противошпинделем, так что заднее рабочее приспособление можно использовать для независимой обработки. Это также способствует увеличению производительности.
При одновременной работе на главном шпинделе с двумя револьверными головками и передним рабочим приспособлением противошпиндель может быть активен одновременно с задним рабочим приспособлением, поэтому TNL20-11 может использовать четыре инструмента одновременно, а TNL20- 9 три инструмента одновременно.
Всего на станке TNL20-11 имеется 26 инструментальных станций. Благодаря использованию двойных и тройных держателей в крупногабаритных револьверных головках пользователи могут легко установить до 58 инструментов. Большой инструментальный парк позволяет обрабатывать сложные детали и обрабатывать целые семейства деталей без смены инструмента или значительных усилий по настройке.
Варианты обработки деталей и автоматизации
Мелкие детали можно легко и быстро промыть через трубку, вставленную в индексную ось нижнего держателя инструмента, на конвейерную ленту справа от станка и унести.
Для более крупных заготовок опциональный двухосный портальный блок перемещается в рабочую зону с линейной осью Z, а затем поворачивается перед противошпинделем. После того, как захват захватил деталь, ось втягивается. Заготовки укладываются индивидуально.
Длинные заготовки могут выгружаться через противошпиндель длиной до 700 мм.
Для облегчения обработки пустых валов или предварительно отформованных заготовок в автоматическом режиме в переднюю часть станка встроена роботизированная ячейка. Роботизированная ячейка и TNL20 спроектированы как единое целое и поставляются в таком виде.
Состоящее из шарнирного рычага и вертикального устройства для хранения поддонов с 28 гнездами, это решение автоматизации позволяет пользователю подавать на токарный автомат с подвижной/фиксированной шпиндельной бабкой детали диаметром более 20 мм, а также может выгружать и хранить заготовки, изготовленные из сортовой прокат в устройстве для хранения поддонов.
Кроме того, роботизированная ячейка подготовлена для интеграции 3D-измерительного устройства, а также возможны другие дополнительные этапы процесса, такие как удаление заусенцев.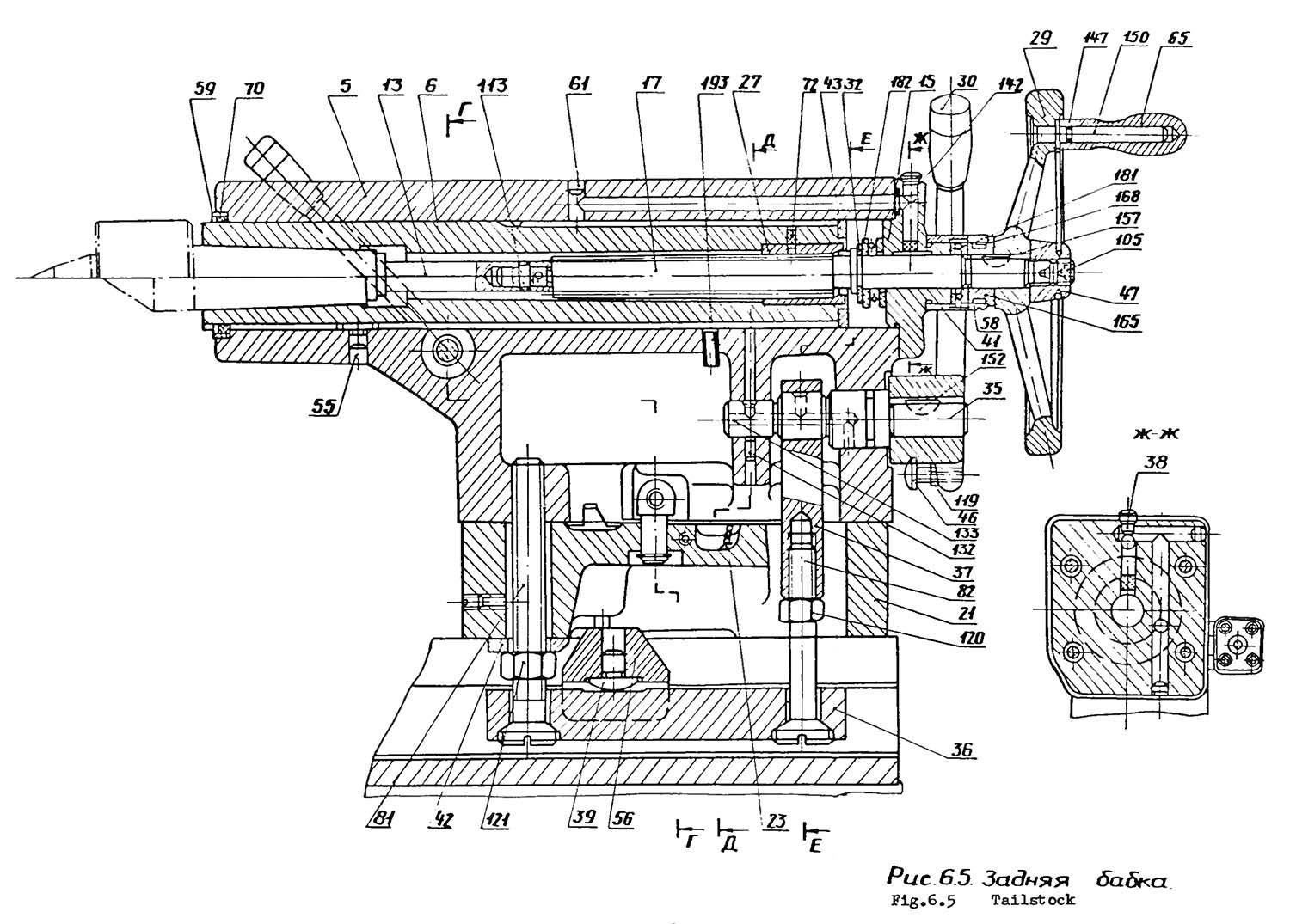 Для настройки машины пользователь снимает блокировку и сдвигает ячейку влево, после чего открывается неограниченный доступ к машине.
Для настройки машины пользователь снимает блокировку и сдвигает ячейку влево, после чего открывается неограниченный доступ к машине.
Индустрия 4.0 с: Xpanel i 4.0 ready
ИНДЕКС Xpanel обеспечивает доступ к корпоративной ИТ-сети клиентов через панель управления машины. С помощью Xpanel персонал заказчика имеет всю необходимую информацию для эффективного производства прямо на станке. Xpanel входит в стандартную комплектацию системы управления Traub и может быть расширена по отдельности.
Новый дизайн панели управления с 19-дюймовым мультисенсорным экраном в центре обеспечивает знакомую рабочую среду. Это обеспечивается интерфейсом TX8i, улучшенным управлением жестами. Интуитивно понятные жесты, такие как касание, перетаскивание, перемещение, смахивание, масштабирование или вращение возможны аналогично смартфону или планшету Переключатели блокировки и маховик по-прежнему доступны на панели управления станком и расположены как обычно эргономично
Существующие станочные программы TRAUB, использующие ту же кинематику осей, могут быть перенесены в систему управления нового поколения. в системе управления доступна известная система программирования TRAUB WinFlexIPS.0005
в системе управления доступна известная система программирования TRAUB WinFlexIPS.0005
Быстрый запуск
В сочетании с измененной стратегией запуска и новейшей технологией памяти CFast система управления запускается в два раза быстрее, чем когда-либо прежде. Таким образом, машина готова к производству в минимальные сроки. Центральный процессор ЧПУ, разработанный Mitsubishi, который впервые используется в секции ЧПУ, адаптирован специально к потребностям станка с ЧПУ и обеспечивает беспрецедентную скорость обработки блоков. Чтобы распространить эту огромную скорость на приводы, соединение ЧПУ с шиной привода было оснащено высокоскоростной шиной с использованием новейшей волоконно-оптической технологии.
Профессиональная передняя бабка с большим отверстием — токарные станки для пул-киев производства Mid-America
Перейти к содержаниюГлавное меню:
- Домашняя страница
- Смотри, что нового
- Профессиональная передняя бабка со стандартным отверстием
- Профессиональная передняя бабка большого диаметра
- ЧПУ Нет в наличии
- Базовый ремонтный токарный станок с 4-футовой станиной
- Базовый стартовый комплект
- Рабочая станция
- Запчасти и аксессуары
- Крепления для маршрутизатора
- Пользовательские наклейки
- Контактная информация
Все заказы на токарные станки имеют очередь ожидания примерно на 12 недель.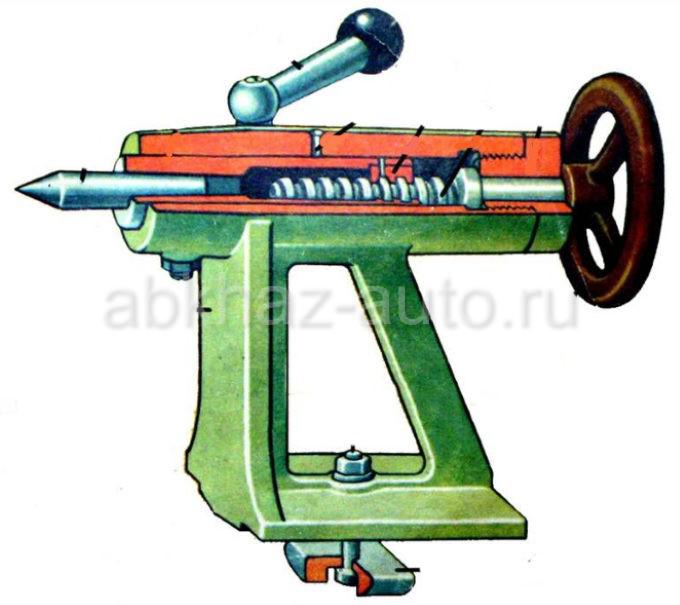 Заказы на мелкие детали выполняются как можно быстрее, большинство из них отправляются в течение 4-5 рабочих дней. Я ценю ваше терпение и понимание.
Заказы на мелкие детали выполняются как можно быстрее, большинство из них отправляются в течение 4-5 рабочих дней. Я ценю ваше терпение и понимание.
Пожалуйста, дайте мне знать, если у вас есть какие-либо вопросы. звоните мне по телефону 217-
Профессиональный токарный станок для ремонта киев: С большим (1,3875) сквозным отверстием шпинделя:
Это профессиональный токарный станок для ремонта кия. Фотографии на этой странице просто показывают некоторые способы настройки этой машины для выполнения некоторых операций. Этот станок включает в себя все инструменты и компоненты, которые поставляются с токарным станком со стандартным отверстием Professional, за исключением того, что этот токарный станок имеет переднюю бабку с большим отверстием вместо передней бабки со стандартным отверстием.
В руках квалифицированного и опытного техника этот токарный станок способен выполнять большинство операций, необходимых для изготовления простого кия. Тем не менее, он не будет легко нарезать составной конус для изготовления нового вала. Машина способна делать наконечники, наконечники, шипы и замену шипов, соединительные муфты, соединительные штифты, кольцевые работы, торцевые крышки, повторную обмотку и любой другой тип ремонта кия, включая домашние кии. У него 48-дюймовая кровать и 42-дюймовый ход каретки. Передняя бабка с большим отверстием имеет 4-кулачковый самоцентрирующийся спиральный патрон и сквозное отверстие шпинделя 1,3875 дюйма, что позволяет пропускать полный кий через шпиндель передней бабки. Установка включает в себя двигатель постоянного тока мощностью 3/4 л.0095 в педальном управлении для выполнения обертываний. Токарный станок оснащен люнетом с быстросъемным подшипником, регулируемым люнетом с большим отверстием и 4-кулачковым самоцентрирующимся спиральным патроном со сквозным отверстием 1,3875 дюйма. Он также включает в себя модифицированную заднюю бабку для сверления с 1/2-дюймовым серийным сверлильным патроном. и поставляется с вогнутым вращающимся центром, пластиковой цангой с внутренним диаметром 1,25 для работы встык и нейлоновыми цангами для конца вала, средней точки вала, для конца вала, а также включает двухсторонний резцедержатель с двумя режущими насадками из быстрорежущей стали 1/4 дюйма.
Тем не менее, он не будет легко нарезать составной конус для изготовления нового вала. Машина способна делать наконечники, наконечники, шипы и замену шипов, соединительные муфты, соединительные штифты, кольцевые работы, торцевые крышки, повторную обмотку и любой другой тип ремонта кия, включая домашние кии. У него 48-дюймовая кровать и 42-дюймовый ход каретки. Передняя бабка с большим отверстием имеет 4-кулачковый самоцентрирующийся спиральный патрон и сквозное отверстие шпинделя 1,3875 дюйма, что позволяет пропускать полный кий через шпиндель передней бабки. Установка включает в себя двигатель постоянного тока мощностью 3/4 л.0095 в педальном управлении для выполнения обертываний. Токарный станок оснащен люнетом с быстросъемным подшипником, регулируемым люнетом с большим отверстием и 4-кулачковым самоцентрирующимся спиральным патроном со сквозным отверстием 1,3875 дюйма. Он также включает в себя модифицированную заднюю бабку для сверления с 1/2-дюймовым серийным сверлильным патроном. и поставляется с вогнутым вращающимся центром, пластиковой цангой с внутренним диаметром 1,25 для работы встык и нейлоновыми цангами для конца вала, средней точки вала, для конца вала, а также включает двухсторонний резцедержатель с двумя режущими насадками из быстрорежущей стали 1/4 дюйма.