Станки бесцентровошлифовальные. Станки круглошлифовальные бесцентровые
Среди разновидностей шлифования в современном машиностроении наиболее эффективно бесцентровое круглое шлифование, при котором обеспечиваются высокая точность и качество обработки. Кроме того, бесцентрово-шлифовальные станки незаменимы при создании автоматических линий, так как могут быть оснащены загрузочными устройствами и приборами для автоматического активного контроля размеров детали.
При повышенной жесткости технологической системы бесцентрово-шлифовальный станок — деталь ведется обработка при более высоких параметрах, чем на обычных центровых круглошлифовальных станках. Рабочий обслуживает одновременно 3—5 станков, погрузка и выгрузка заготовок производятся без его участия. Все это дает возможность в несколько раз повысить производительность труда и свести до минимума затраты вспомогательного времени.
Методы круглого наружного бесцентрового шлифования постоянно совершенствуются.
Процесс бесцентрового шлифования. Особенности бесцентрового шлифования
Бесцентровое шлифование — один из наиболее производительных видов абразивной обработки, широко распространенный в крупносерийном и массовом производстве.
Жесткость технологической системы станок — шлифовальный круг — деталь — ведущий круг при бесцентровом шлифовании в 1,5—2 раза выше, чем жесткость системы при круглом шлифовании в центрах. В связи с этим при бесцентровом шлифовании режимы резания соответственно повышаются в 1,5—2 раза и значительно облегчается обработка нежестких заготовок (тонких валов, распылителей и т. д.). Кроме того, точность формы и концентричность шлифованной поверхности при бесцентровом шлифовании также выше, чем при шлифовании в центрах.
Процессы резания и формообразования заготовок на бесцентрово-шлифовальных станках осуществляются шлифовальным кругом, вращающимся с заданной скоростью.
На практике применяют попутное шлифование: шлифовальный круг и заготовка вращаются в разные стороны. Таким образом, скорость шлифования Vш определяется как разность скоростей шлифовального круга Vш к и заготовки Vз в точке контакта
Vш = Vш.к – Vз
Так как сила трения между заготовкой и шлифовальным кругом меньше, чем между заготовкой и ведущим кругом, то заготовка вращается практически со скоростью ведущего круга. Разность скоростей заготовки и шлифовального круга обеспечивает процесс шлифования. Заготовка может вращаться на специальных станках за счет магнитной планшайбы, на которой она базируется торцом и удерживается силами магнитного притяжения на направляющем ноже, вращающихся роликах или жестких опорах.
Схемы бесцентрового наружного и внутреннего шлифования и формулы для определения основного технологического времени приведены в табл. 1 и 2.
При наружном шлифовании (см. табл. 1) обрабатываемая заготовка 2 находится в контакте с опорным ножом 3, шлифовальным 1 и ведущим 4 кругами. При внутреннем шлифовании (см. табл. 2) заготовка 2 находится в контакте с поддерживающим 3 и прижимным 4 роликами, ведущим 5 и шлифовальным 1 кругами.
В бесцентровых станках ведущий круг выполнен, как правило, из того же материала, что и шлифовальный. В качестве ведущих кругов часто применяют чугунные или алюминиевые ролики. Коэффициент трения при обработке стальных заготовок с помощью кругов на вулканитовой связке равен 0,6—0,8, а при использовании металлических роликов он уменьшается до 0,15—0,18. Это приводит к увеличению проскальзывания заготовки относительно ведущего круга и уменьшению скорости шлифования.
При бесцентровом шлифовании заготовка не только вращается, но и движется поступательно. В процессе шлифования она базируется наружной поверхностью на ноже и ведущем круге и торцом прижимается к соседней заготовке, обрабатываемой одновременно с ней.
В процессе шлифования она базируется наружной поверхностью на ноже и ведущем круге и торцом прижимается к соседней заготовке, обрабатываемой одновременно с ней.
Обработка на бесцентрово-шлифовальных станках производится методами продольной подачи, подачи до упора и поперечной подачи (см. табл. 1 и 2).
Шлифование методом продольной подачи на станках для наружного шлифования выполняют при продольном перемещении заготовки, а на станках для внутреннего шлифования — при возвратно-поступательном перемещении шлифовального круга. Шлифовальный и ведущий круги находятся на постоянном расстоянии друг от друга. При прохождении заготовки между кругами с нее сошлифовывается слой металла, определяемый припуском на обработку. При этом поперечную подачу одного из кругов осуществляют только для компенсации износа кругов и настройки станка на требуемые размеры обработки.
За счет поворота ведущего круга либо наклона опорного ножа на определенный угол по отношению к шлифовальному кругу производится продольная подача заготовки, скорость которой определяется окружной скоростью ведущего круга и углом его поворота или наклона ножа.
Из основной схемы бесцентрового шлифования следует (см. эскиз в табл. 1), что окружная скорость заготовки (м/мин)
Vз = Vв.к cos α,
а продольная подача
Snp = Vв.к sin α,
где
Vв.к — окружная скорость ведущего круга, м/мин;
α — угол поворота ведущего круга или наклона опорного ножа, °
Поскольку наибольший угол поворота α = 6°, a cos α = 0,9945, то практически окружные скорости заготовки и ведущего круга равны, т.е. Vз = Vв.к или π d nз /1000 = π Dв.к nв.к / 1000, откуда частота вращения заготовки
nз = Dв.к nв.к /d
Гладкие цилиндрические заготовки шлифуют методом продольной подачи, а короткие или ступенчатые валики — методом врезания. При шлифовании заготовок с продольной подачей применяют подающие механизмы типа валковых, которые осуществляют непрерывную подачу заготовок в зону шлифования.
При врезном шлифовании ведущий круг, нож и заготовку после обработки отводят от шлифовального круга и устанавливают новую заготовку.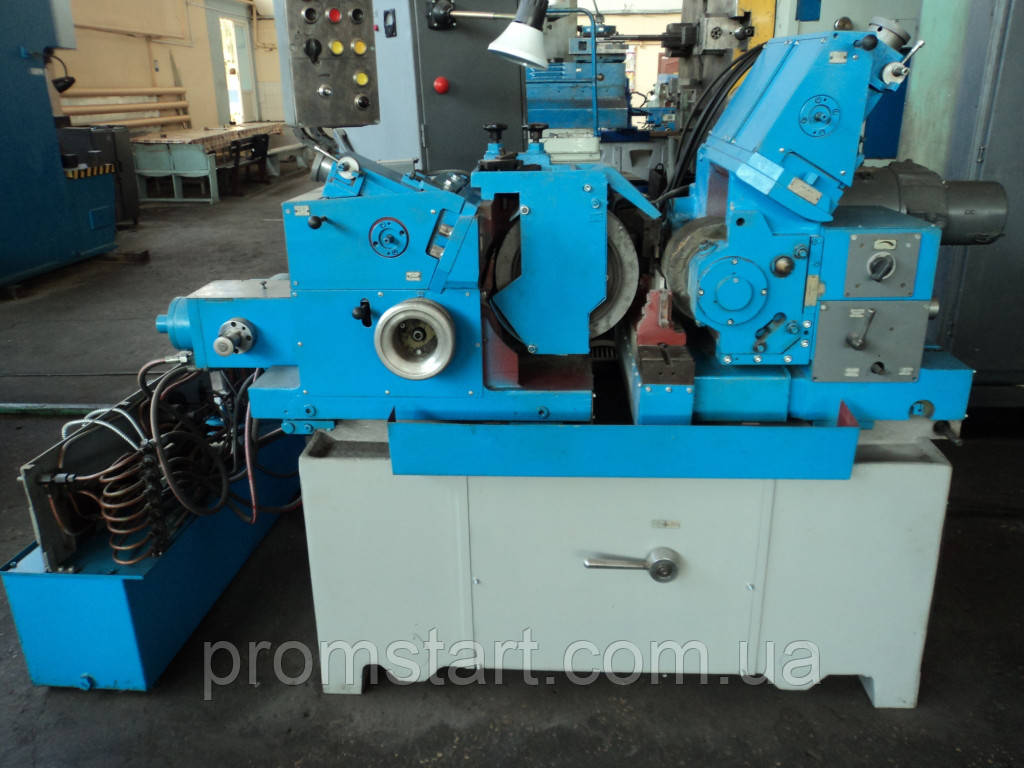 Этот метод сравнительно легко может быть автоматизирован за счет автоматической загрузки рабочей зоны станка, активного контроля обработанных заготовок и автоматической правки кругов.
Этот метод сравнительно легко может быть автоматизирован за счет автоматической загрузки рабочей зоны станка, активного контроля обработанных заготовок и автоматической правки кругов.
Ведущий круг или направляющую линейку при врезном наружном шлифовании и прижимной ролик при врезном внутреннем шлифовании устанавливают под углом а = 30′. Очень малая продольная подача при таком значении угла обеспечивает плотный прижим заготовки к упору.
В начале процесса врезного шлифования большая часть припуска удаляется при повышенной радиальной подаче, затем подача снижается, и в конце обработки заготовка шлифуется в течение нескольких ее оборотов без подачи на глубину. Форма поверхностей заготовок, шлифуемых методом врезания, может быть цилиндрической, конической или фасонной. Шлифовальному и ведущему кругам соответствующая форма рабочей поверхности придается правкой.
Методом до упора шлифуют заготовки, форма которых не позволяет им беспрепятственно проходить между кругами (болты, клапаны со стеблем или тарелкой и т. п.). Шлифование на станках с широкими кругами высотой до 800 мм можно производить с продольной подачей при установке группы заготовок на оправку.
п.). Шлифование на станках с широкими кругами высотой до 800 мм можно производить с продольной подачей при установке группы заготовок на оправку.
При врезном шлифовании заготовка базируется на ноже и ведущем круге или на жестких опорах (башмаках), а положение заготовки определяет торцовая опора.
Возможна также обработка ступенчатых валиков методом поперечной подачи. В процессе обработки контролируют размер одной шейки, остальные получают за счет выправленного по копиру на соответствующие размеры шлифовального круга.
При большом перепаде диаметров обработки особые требования предъявляются к выбору схемы базирования, режимов обработки и правки, подбору шлифовальных кругов, наладке станка.
С поверхностей малой и большой ступенек шеек вала вследствие неодинаковой режущей способности шлифовальных кругов в единицу времени снимается разное количество металла, что при прочих равных условиях приводит к более интенсивному затуплению и осыпанию круга, шлифующего шейку большого диаметра.
Для выявления ведущей фрикционной пары необходимо рассматривать характер взаимодействия шеек валика с малым и большим ведущими кругами. Если вращать заготовку за малую шейку валика, то частота его вращения nз = (Dв.к10/dш1я) nв к1 (трение на ноже и влияние шлифовального круга не учитываются), где dш1я, Dв.к1 — диаметры малой шейки вала и большого ведущего круга соответственно. Если вращать заготовку за большую шейку, то частота вращения вала nз = (Dв.к2 /dш2) nвк1 где dш2, Dв.к2 — диаметры большой шейки вала и меньшего ведущего круга соответственно. Таким образом, частота вращения вала определяется ведущей фрикционной парой.
Примеры наладок при бесцентровом шлифовании ступенчатых валиков приведены на рис. 1. Шлифовальный круг правят в соответствии с размерами шлифуемых ступеней, т. е. его профиль должен быть идентичным профилю ступенчатого валика. Ведущий круг выполнен либо ступенчатым (рис. 1, а), при примерно одинаковой длине шеек, либо прямым (рис. 1, б), если большая по диаметру шейка, по которой осуществляется контакт заготовки с ведущим кругом, длиннее меньшей.
1. Шлифовальный круг правят в соответствии с размерами шлифуемых ступеней, т. е. его профиль должен быть идентичным профилю ступенчатого валика. Ведущий круг выполнен либо ступенчатым (рис. 1, а), при примерно одинаковой длине шеек, либо прямым (рис. 1, б), если большая по диаметру шейка, по которой осуществляется контакт заготовки с ведущим кругом, длиннее меньшей.
Часто для обработки ступенчатых валиков применяют многокруговые наладки (рис. 1,г). При этом круги монтируют на специальных фланцах (рис. 1,е), между которыми устанавливают втулку с размерами, соответствующими нешлифуемой части заготовок.
При шлифовании ступенчатых заготовок особое внимание должно быть уделено форме опорной поверхности ножей. Настройка и регулировка бесцентрово-шлифовальных станков, особенно при шлифовании ступенчатых валиков, требуют значительных затрат времени, что окупается только при обработке больших партий деталей в крупносерийном и массовом производстве.
Разновидности бесцентрового шлифования
В настоящее время в массовом производстве широко применяют бесцентровое наружное и внутреннее шлифование на жестких опорах (башмаках). Ленинградским объединением прецизионного станкостроения выпускаются основанные на этом принципе станки-полуавтоматы моделей ЛЗ-191, ЛЗ-193, ЛЗ-190, ЛЗ-192 для обработки желобов наружных и внутренних колец подшипников. Московским заводом автоматических линий им. 50-летия СССР выпускается гамма бесцентрово-шлифовальных автоматов для обработки подшипниковых колец.
Ленинградским объединением прецизионного станкостроения выпускаются основанные на этом принципе станки-полуавтоматы моделей ЛЗ-191, ЛЗ-193, ЛЗ-190, ЛЗ-192 для обработки желобов наружных и внутренних колец подшипников. Московским заводом автоматических линий им. 50-летия СССР выпускается гамма бесцентрово-шлифовальных автоматов для обработки подшипниковых колец.
Бесцентровое шлифование заготовок, базируемых на жестких опорах, эффективнее шлифования заготовок, закрепленных в патроне. Это обусловлено тем, что геометрическая форма заготовки при зажиме в патроне в результате появления значительных деформаций искажается, суммарная погрешность обработки при этом не достигает 5 мкм. Такой недостаток исключается при шлифовании отверстий на станках с жесткими опорами, точность обработки на которых обеспечивается с отклонениями менее 1 мкм.
Конструкция и компоновка станков с базированием заготовок на жестких опорах характеризуются рядом особенностей.
Шпиндель шлифовального круга выполняют консольным, привод заготовки осуществляется с помощью магнитного патрона, воздействующего на ее торец.
Наличие жестких опор и отсутствие ведущего круга обеспечивают следующие преимущества: повышается точность базирования за счет устранения погрешностей формы и биения ведущего круга; увеличивается жесткость благодаря отсутствию деформаций узла шпинделей ведущего круга; повышается устойчивость заготовки в результате ее прижима торцом к патрону, а также за счет возможности регулирования силы прижима. Бабка шлифовального круга неподвижна относительно станины, что значительно повышает жесткость и виброустойчивость всей системы. Припуск снимается за счет поперечной подачи заготовки. Особенно важными преимуществами шлифования на жестких опорах являются одновременная обработка нескольких заготовок и автоматизация процесса погрузки и выгрузки заготовок.
Бесцентровое внутреннее шлифование можно производить с помощью ведущего, опорного и прижимного роликов и на жестких опорах. При шлифовании с помощью роликов отсутствует осевое биение шпинделя. Однако в данном случае не исключаются деформации заготовки от действия прижимного ролика. Возможно также влияние на точность обработки биения ведущего и опорного роликов.
Возможно также влияние на точность обработки биения ведущего и опорного роликов.
Точность обработки отверстия зависит от правильности геометрической формы базовой наружной поверхности заготовки, поскольку погрешности этой поверхности копируются на форме отверстия. При бесцентровом внутреннем шлифовании на жестких опорах (рис. 2) заготовка базируется по наружной поверхности, имеющей, как правило, форму цилиндра, тора или конуса. Она свободно опирается на две радиальные жесткие опоры Л и В. Своим обработанным базовым торцом заготовка прижимается к доведенному торцу вращающейся планшайбы шпинделя либо с помощью электромагнита, вмонтированного в планшайбу, либо двумя роликами посредством пружин. Наличие эксцентриситета е вызывает скольжение между трущимися поверхностями; чем е больше, тем сильнее прижимается заготовка к опоре.
Конструктивно опоры выполняют точечными неподвижными 1 или самоустанавливающимися 2 (рис. 3). Самоустанавливающиеся опоры рекомендуются для обработки заготовок диаметром более 90 мм. Их применение способствует уменьшению задиров на базовой поверхности заготовки.
Их применение способствует уменьшению задиров на базовой поверхности заготовки.
Для заготовок с широкой торцовой поверхностью в настоящее время применяют схему шлифования не только с радиальными, но и осевыми опорами (рис. 4). В этой схеме жесткая планшайба заменена специальным электромагнитным поводком 3, который прижимает заготовку 1 к осевым опорам 2. Вращение заготовки передается через поводок, связанный со шпинделем гибким приводом 4. Заготовка к радиальным опорам прижимается отдельным электромагнитным устройством. При такой схеме шлифования биение шпинделя в подшипниках отсутствует и точность обработки повышается.
Метод шлифования отверстий на жестких опорах применяют и для заготовок с необработанной наружной поверхностью любой сложной конфигурации. В этом случае используют специальные промежуточные приспособления (спутники), в которых заготовку предварительно устанавливают и закрепляют, а затем шлифуют.
Широко распространена новая схема бесцентрового шлифования на жестких опорах, исключающая осевое биение шпинделя (рис. 5). Заготовка сцентрирована с осью планшайбы, представляющей собой легкий поводок, не связанный со шпинделем. К радиальным опорам заготовка прижимается специальной магнитной системой 3. Вращение поводку 1 передается через электромагнитный индуктор 2, снабженный электромагнитами или постоянными магнитами.
5). Заготовка сцентрирована с осью планшайбы, представляющей собой легкий поводок, не связанный со шпинделем. К радиальным опорам заготовка прижимается специальной магнитной системой 3. Вращение поводку 1 передается через электромагнитный индуктор 2, снабженный электромагнитами или постоянными магнитами.
В последние годы появился ряд принципиально новых схем бесцентрового шлифования и, следовательно, компоновок станков для их реализации. На Московском заводе автоматических линий им. 50-летия СССР для шлифования прутков больших диаметров и длин (до 20 м) изготовлен станок с двумя ведущими кругами 1 и 3, выполненными в виде наборов дисков, и одним шлифовальным кругом 2, расположенным сверху (рис. 6). Опорного ножа нет. Такая компоновка обеспечивает надежное вращение тяжелого прутка в процессе шлифования. Осевую подачу осуществляют за счет разворота бабки ведущего круга в горизонтальной плоскости на определенный угол.
На рис. 7 представлена принципиальная схема бесцентрового шлифования на станках фирмы «Шумах» (Schumach, ФРГ) с двумя шлифовальными кругами 1 и 2, вращающимися навстречу друг другу. Ведущий круг отсутствует, поэтому для привода заготовки применены две пары роликов, расположенных на входе и выходе из рабочей зоны (на схеме не показаны). Заготовка базируется на ноже 3. Такой станок предназначен для шлифования прутков малого диаметра. Заменив один из шлифовальных кругов дополнительным опорным ножом, можно обрабатывать прутки с повышенной точностью.
Ведущий круг отсутствует, поэтому для привода заготовки применены две пары роликов, расположенных на входе и выходе из рабочей зоны (на схеме не показаны). Заготовка базируется на ноже 3. Такой станок предназначен для шлифования прутков малого диаметра. Заменив один из шлифовальных кругов дополнительным опорным ножом, можно обрабатывать прутки с повышенной точностью.
Применяемые в настоящее время бесцентровые шлифовальные станки с широкими кругами (высотой до 80© мм) имеют ряд существенных преимуществ перед станками с узкими кругами. Основным преимуществом является повышение производительности обработки в 2-3 раза. На черновых операциях можно снимать припуск до 1 мм на диаметр при подаче 7—11 м/мин. Для получения высокой точности обработку ведут в два, реже в три прохода. Высокопроизводительной является обработка методом врезания многоступенчатых валиков.
На рис. 8, а показана компоновка станка с неподвижной бабкой 1 шлифовального круга и подвижными суппортом 3 ножа и бабкой 2 ведущего круга. Линия центров горизонтальная. Станки такой компоновки характеризуются повышенной жесткостью бабки шлифовального круга. Подналадку станков при изнашивании шлифовального круга или переналадку на другой размер осуществляют перемещением суппорта с ведущим кругом, а также соответствующим перемещением и настройкой загрузочных и измерительных устройств. Это является недостатком данной схемы компоновки. На рис. 8, б показана компоновка станка с неподвижным суппортом ножа 2 и подвижными бабками шлифовального 1 и ведущего 3 кругов. Линия центров горизонтальная.
Линия центров горизонтальная. Станки такой компоновки характеризуются повышенной жесткостью бабки шлифовального круга. Подналадку станков при изнашивании шлифовального круга или переналадку на другой размер осуществляют перемещением суппорта с ведущим кругом, а также соответствующим перемещением и настройкой загрузочных и измерительных устройств. Это является недостатком данной схемы компоновки. На рис. 8, б показана компоновка станка с неподвижным суппортом ножа 2 и подвижными бабками шлифовального 1 и ведущего 3 кругов. Линия центров горизонтальная.
Подача на глубину и компенсация изнашивания шлифовального круга производятся путем перемещения бабки этого круга Бабку ведущего круга подают только при настройке на размер обрабатываемой заготовки. Такая компоновка рабочих органов предпочтительна для автоматизации процесса обработки.
На рис. 9 приведена компоновка станка с неподвижной бабкой 1 шлифовального круга, подвижными суппортом ножа 2 и бабкой 3 ведущего круга. Линия центров наклонная. Особенности этой компоновки в основном те же, что и компоновки, изображенной на рис. 8, б.
Особенности этой компоновки в основном те же, что и компоновки, изображенной на рис. 8, б.
На рис. 10 приведена компоновка станков с подвижными бабками шлифовального 1 и ведущего 3 кругов и неподвижным суппортом ножа 2. Линия центров наклонная.
На рис. 11 показана компоновка с неподвижной бабкой 3 ведущего круга и ножом 2 и подвижной бабкой 1 шлифовального круга. Линия центров вертикальная. Предусмотрено устройство 4, предотвращающее выпадение заготовки в процессе обработки. При вертикальном расположении бабок можно шлифовать заготовки ступенчатой или фасонной формы с перемещением суппорта ножа по направлению стрелок. Это исключает из штучного времени обработки вспомогательное время, связанное с установкой заготовки и снятием детали, а также с подводом и отводом ведущего круга.
На рис. 12 приведена компоновка станка с двумя ведущими кругами 2 и 3 и расположенным над заготовкой шлифовальным кругом 1. На рис. 13 представлена компоновка станка, на котором две бабки шлифовальных кругов 1 и 3 подвижны, суппорт ножа 2 неподвижен. Вращение и подача заготовки производятся приводными роликами 4 и 5.
Вращение и подача заготовки производятся приводными роликами 4 и 5.
В бесцентрово-шлифовальных станках в большинстве случаев для осуществления продольной подачи заготовок ведущий круг поворачивают на угол а до 6° относительно осей шлифовального круга и обрабатываемой заготовки. При этом обеспечивается осевое перемещение заготовки с необходимой скоростью. В случае наклона ножа для выполнения продольной подачи заготовки проявляется существенный недостаток этой схемы обработки, связанный с необходимостью правки обоих кругов на сложный профиль (гиперболоид вращения) для каждого диаметра обрабатываемой заготовки.
Бесцентровошлифовальный станок 3М182
Станок предназначен для шлифования гладких, ступенчатых, конических, а также разнообразных фасонных поверхностей, представляющих тела вращения, методом сквозного и врезного шлифования.
Шлифованию могут подвергаться изделия до и после термической обработки из чугуна, стали, цветных металлов и их сплавов, а также изделия из (различных неметаллических материалов (текстолит, |пластмассы, стекло и т. п.).
п.).
Точность обработки деталей на станке: некруглость 1 мкм, погрешность диаметра в продольном сечении 1,6 мкм, шероховатость поверхности V10.
Классе точности В.
Для обеспечения прецизионного шлифования установка станка вблизи источников вибрации не допускается.
Станок круглошлифовальный бесцентровый 3М182
| Наименование параметра | 3М182 | — |
| Основные параметры | ||
| Диаметр устанавливаемого изделия наибольший гарантируемый, мм | 25 | |
| Диаметр устанавливаемого изделия наибольший допускаемый, мм | 35 | |
| Диаметр устанавливаемого изделия наименьший, мм | 0.8 | |
| Наименьший диаметр рекомендуемый при врезном шлифовании | 2,5 | |
| Наибольшая длина обрабатываемых изделий (ограничивается жесткостью и устойчивостью изделий) при сквозном шлифовании, мм | 170 | |
| Наибольшая длина обрабатываемых изделий (ограничивается жесткостью и устойчивостью изделий) при врезном шлифовании, мм | 95 | |
| Высота от основания станка до оси кругов, мм | 1060 | |
| Высота от зеркала мостика до оси кругов, мм | 160 | |
| Шлифовальный круг | ||
| Наружный диаметр наибольший, мм | 350 | |
| Наружный диаметр наименьший, мм | 280 | |
| Наибольшая высота, мм | 100 | |
| Диаметр отверстия, мм | 203 | |
| Число оборотов в минуту | 1910 | |
| Окружная скорость, м/сек | До 35 | |
| Ведущий круг | ||
| Наружный диаметр наибольший, мм | 250 | |
| Наружный диаметр наименьший, мм | 200 | |
| Наибольшая высота, мм | 100 | |
| Диаметр отверстия, мм | 127 | |
| Наибольший угол наклона в вертикальной плоскости, град | ±5 | |
| Наибольший угол наклона в горизонтальной плоскости, мин | ±30 | |
| Число оборотов в минуту при работе (бесступенчатое регулирование) | 17—150 | |
| Число оборотов в минуту при правке | 300 | |
| Шлифовальная бабка | ||
| Размер конца шпинделя шлифовального круга по ГОСТ 2323—67, мм | 80 | |
| Наибольшее установочное перемещение, мм | 90 | |
| Наибольшее ускоренное перемещение при врезном шлифовании, мм | 20 | |
| Рабочее перемещение на одно деление лимба механизма подачи, мм | 0,001 | |
| Рабочее перемещение на один оборот лимба механизма подачи, мм | 0,08 | |
| Рабочее перемещение толчковой подачи от рукоятки, мм | 0,001 | |
| Рабочее перемещение механизмом врезания, мм | До 0,95 | |
| Скорость подачи при врезном шлифовании наибольшая, мм/мин | 10 | |
| Скорость подачи при врезном шлифовании наименьшая, мм/мин | 0,06 | |
| Ведущая бабка | ||
| Перемещение наибольшее, мм | 80 | |
| Перемещение на одно деление лимба винта подачи, мм | 0,05 | |
| Перемещение на один оборот лимба иинта подачи, мм | 6 | |
| Механизм правки кругов | ||
| Поперечное перемещение алмаза на одно деление лимба, мм | 0,01 | |
| Поперечное перемещение алмаза на один оборот лимба, мм | 1,5 | |
| Скорость перемещения алмаза в продольном направлении наибольшая, мм/мин | 250 | |
| Скорость перемещения алмаза в продольном направлении наименьшая, мм/мин | 30 | |
| Наибольший угол разворота копира, гра | ±2 | |
| Суппорт | ||
| Наибольшее установочное перемещение ножа суппорта по высоте, мм | 10 | |
| Гидропривод механизма врезания | ||
| Производительность насоса, л/мин | 12/8 (сдвоенный) | |
| Номинальное давление, кгс/см2 | 10 | |
| Емкость гидробака, л | 100 | |
| Агрегат смазки | ||
| Производительность насоса смазки подшипников шпинделя бабки шлифовального круга, л/мин | 5 | |
| Производительность насоса смазки подшипников шпинделя бабки ведущего круга, л/мин | 1,6 | |
| Емкость бака подшипников шлифовального круга, л | 65 | |
| Емкость бака подшипников ведущего круга, л | 15 | |
| Агрегат охлаждения | ||
| Производительность насоса, л/мин | 45 | |
| Пропускная способность магнитного сепаратора, л/мин | 50 | |
| Емкость, бака, л | 120 | |
| Привод, габарит и масса станка | ||
| Род тока питающей сети | Переменный трехфазный, частота тока 50гц | |
| Напряжение питающей сети, в | 380 | |
| Напряжение электроприводов, в | 380 | |
| Напряжение цепей управления, в | 110 | |
| Напряжение цепей местного освещения, В | 36 | |
| Напряжение сигнализации, В | 5,5 | |
| Напряжение постоянного тока, В | 110 | |
| Электродвигатель привода шлифовального круга – тип | АО2-51-4-С1 | |
| Электродвигатель привода шлифовального круга – мощность, кВт, | 7,5 | |
| Электродвигатель привода шлифовального круга – число оборотов в минуту | 1460 | |
| Электродвигатель привода ведущего круга – тип | ПБСТ-22-В | |
| Электродвигатель привода ведущего круга – мощность, кВт | 0,85 | |
| Электродвигатель привода ведущего круга – число оборотов в минуту | 2200 | |
| Электродвигатель привода электромашинного усилителя – тип | ЭМУ-12А-С1 | |
| Электродвигатель привода электромашинного усилителя – мощность, кВт | 1,2 | |
| Электродвигатель привода электромашинного усилителя – число оборотов в минуту | 2900 | |
| Электродвигатель привода гидронасоса – тип | АОЛ2-21-4-С1 | |
| Электродвигатель привода гидронасоса – мощность, кВт | 1,1 | |
| Электродвигатель привода гидронасоса – число оборотов в минуту | 1400 | |
| Электродвигатель привода насоса смазки подшипников шпинделя шлифовального круга – тип | АОЛ21-4-С1 | |
| Электродвигатель привода насоса смазки подшипников шпинделя шлифовального круга – мощность, кВт | 0,27 | |
| привода насоса смазки подшипников шпинделя шлифовального круга – число оборотов в минуту | 1400 | |
| Электродвигатель привода насоса смазки подшипников шпинделя ведущего круга – тип | АОЛ11-4-С1 | |
| Электродвигатель привода насоса смазки подшипников шпинделя ведущего круга – мощность, кВт | 0,12 | |
| привода насоса смазки подшипников шпинделя ведущего круга – число оборотов в минуту | 1400 | |
| Электродвигатель привода насоса охлаждения – тип | ПА-45-С1 | |
| Электродвигатель привода насоса охлаждения – мощность, кВт | 0,15 | |
| Электродвигатель привода насоса охлаждения – число оборотов в минуту | 2800 | |
| Электродвигатель привода магнитного сепаратора – тип | АОЛ11-4-С1 | |
| Электродвигатель привода магнитного – мощность, кВт | 0,12 | |
| Электродвигатель привода магнитного – число оборотов в минуту | 1400 | |
| Электродвигатель привода правки шлифовального круга – тип | ПЛ-062-С1 | |
| Электродвигатель привода правки шлифовального круга – мощность, кВт | 0,09 | |
| Электродвигатель привода правки шлифовального круга – число оборотов в минуту | 1440 | |
| Электродвигатель привода правки ведущего круга – тип | ПЛ-062-С1 | |
| Электродвигатель привода правки ведущего круга – мощность, кВт | 0,09 | |
| Электродвигатель привода правки ведущего круга – число оборотов в минуту | 1440 | |
| Электродвигатель привода ускоренного перемещения шлифовальной бабки – тип | АОЛ12-4-С1 | |
| Электродвигатель привода ускоренного перемещения шлифовальной бабки – мощность, кВт | 0,18 | |
| Электродвигатель привода ускоренного перемещения шлифовальной бабки – число оборотов в минуту | 1400 | |
| Суммарная мощность электродвигателей, кВт | 11,67 | |
| Габарит станка (длина X ширина X высота), мм | 2230 х 1455 х 2120 | |
| Масса станка с приставным оборудованием, кг | 3470 |
Москва, Машиностроение. Энциклопедия 2002. Под редакцией К.В. Фролова
Энциклопедия 2002. Под редакцией К.В. Фролова
Связанные ссылки. Дополнительная информация
Каталог справочник бесцентровошлифовальных станков
Паспорта и руководства бесцентровошлифовальных станков
3М184 станок круглошлифовальный бесцентровый (бесцентровошлифовальный)Схемы, описание, характеристики
Сведения о производителе бесцентрового круглошлифовального универсального станка 3М184
Производитель бесцентрового круглошлифовального станка 3М184 – Витебский станкостроительный завод Вистан, основанный в 1914 году.
В 1960 году решением правительства было принято решение о выпуске бесцентро-вошлифовальных станков универсальных и специальных.
Витебский станкостроительный завод «Вистан» одно из ведущих предприятий по производству круглошлифовальных, центровых и бесцентровых станков, зубообрабатывающих, обрабатывающих центров с ЧПУ, токарных, специальных, мини, деревообрабатывающих станков.
Продукция Витебского станкостроительного завода Вистан
3М184 станок круглошлифовальный бесцентровый.
 Назначение и область применения
Назначение и область примененияСтанок бесцентрово-шлифовальный 3М184 предназначен для шлифования гладких, ступенчатых, конических, а также разнообразных фасонных поверхностей тел вращения диаметром от 3 до 80 мм, методом сквозного и врезного шлифования.
Длина шлифуемой поверхности конических и фасонных изделий может быть не больше ширины кругов: нормальной 145 мм, наибольшей 250 мм.
Шлифованию могут подвергаться изделия до и после термической обработки из чугуна, стали, цветных металлов и их сплавов, а также изделия из различных неметаллических материалов (текстолит, пластмассы, стекло и т. п.).
Точность обработки деталей на станке: некруглость 1 мкм, погрешность диаметра в продольном сечении 1,6 мкм, шероховатость поверхности V10.
Классе точности В.
Для обеспечения прецизионного шлифования установка станка 3М184 вблизи источников вибрации не допускается.
При наличии специального приспособления на станке возможно шлифование длинных цилиндрических изделий методом сквозной подачи.
Станок бесцентровошлифовальный 3М184 обеспечивает первый и второй классы точности и высокий класс шероховатости шлифовальной поверхности.
Рассматриваемый станок имеет следующие преимущества:
- бесступенчатое регулирование частоты вращения ведущего круга в широких пределах
- специальный механизм, осуществляющий балансировку шлифовального круга во время работы
- специальное гидравлическое устройство, осуществляющее осциллирующие движения шлифовального круга и регулирующее величину продольного хода
- автоматический цикл врезного шлифования
- быстродействующий механизм компенсации износа шлифовального круга
- сигнализацию, контролирующую давление в системе смазки станка
Общий вид и компоновка бесцентрово-шлифовального станка 3М184. Основные узлы станка: станина, бабка шлифовального круга, бабка ведущего круга, суппорт.
Станок 3М184 имеет два абразивных круга, вращающихся в одном направлении: шлифовальный и ведущий. Шлифуемая заготовка располагается между кругами и опирается на нож. Ведущий круг сообщает заготовке вращение (круговую подачу), а шлифовальный круг производит обработку поверхности.
Шлифуемая заготовка располагается между кругами и опирается на нож. Ведущий круг сообщает заготовке вращение (круговую подачу), а шлифовальный круг производит обработку поверхности.
Существуют следующие методы бесцентрового шлифования:
- шлифование со сквозной подачей (напроход)
- шлифование с поперечной подачей (на врезание)
- шлифование со сквозной подачей до упора
- шлифование продвижным методом
Шлифование со сквозной подачей (напроход). Для работы этим методом ось ведущего круга устанавливают в вертикальной плоскости относительно оси шлифовального круга под углом а до 4° (рис. 58, б).
В процессе шлифования оси обоих кругов и нож неподвижны. По мере износа кругов их перемещают относительно друг друга на величину износа.
Материал ведущего круга вследствие высокого коэффициента трения обеспечивает хорошее сцепление ведущего круга со шлифуемой заготовкой. Поэтому установленный под углом а и вращающийся с окружной скоростью v ведущий круг сообщает заготовке круговую подачу с окружной скоростью Vo=V*cosa м/мин (рис. 58, б) и продольную подачу со скоростью Vn=Vsina м/мин.
58, б) и продольную подачу со скоростью Vn=Vsina м/мин.
Действительная окружная скорость Vo под влиянием дополнительного вращения заготовки шлифовальным кругом несколько больше теоретической VO: Vo=(1,02..1,07)Vo (в зависимости от угла а).
Процесс шлифования может быть непрерывным, поэтому бесцентрово-шлифовальные станки удобно использовать в поточных и автоматических линиях.
Шлифование с поперечной подачей (на врезание). Этим методом пользуются при шлифовании заготовок с фасонным, коническим или иным, отличным от цилиндрического профилем, а также при шлифовании цилиндрических заготовок с буртом или какой-либо выступающей частью, диаметр которой больше диаметра шлифуемой поверхности.
При работе методом врезания оси кругов располагают горизонтально, заготовку помещают между ножом и ведущим кругом. Шлифование поверхности ведется одновременно по всей длине за счет поперечной подачи шлифовального (или в некоторых станках ведущего) круга. В конце поперечной подачи изделие имеет заданный размер.
В конце поперечной подачи изделие имеет заданный размер.
Профиль обоих кругов правится в соответствии с профилем шлифуемой заготовки. Длина обрабатываемой поверхности не может быть больше ширины шлифовального круга.
Шлифование со сквозной подачей до упора. Этим методом пользуются для шлифования цилиндрических поверхностей заготовок с буртом или конических поверхностей. Осевое перемещение заготовки ограничивается упором, который после окончания обработки выталкивает ее.
Шлифование продвижным методом. Характерной особенностью этого метода является движение опорного ножа вместе с заготовкой в процессе ее обработки. Для перемещения ножа используют специальное приспособление, которое устанавливают на опорный мостик.
Этот метод применяют вместо шлифования со сквозной подачей до упора, когда продольную подачу и отвод изделия удобней осуществлять с помощью опорного ножа.
Модификации бесцентрово-шлифовального станка 3М184
- 3М184 – базовая модель
- 3М184Т – станок в тропическом исполнении
- 3М184Б – станок с тиристорным преобразователем
- 3М184А – станок с электромашинным усилителем
Способы и особенности бесцентрового шлифования
Принцип бесцентрового шлифования. При бесцентровом наружном шлифовании заготовку при обработке не закрепляют в приспособлении, а она контактирует с упорным ножом и двумя кругами, из которых 1 шлифовальный круг обрабатывает заготовку, а ведущий круг 2 вращает заготовку. Шлифовальный и ведущий круги вращаются с различными окружными скоростями: скорость шлифовального круга (30—50 м/с) во много раз больше скорости ведущего круга.
При бесцентровом наружном шлифовании заготовку при обработке не закрепляют в приспособлении, а она контактирует с упорным ножом и двумя кругами, из которых 1 шлифовальный круг обрабатывает заготовку, а ведущий круг 2 вращает заготовку. Шлифовальный и ведущий круги вращаются с различными окружными скоростями: скорость шлифовального круга (30—50 м/с) во много раз больше скорости ведущего круга.
Бесцентровое шлифование применяется для обработки наружных поверхностей деталей, не имеющих центровых отверстий.
В зависимости от режимов шлифования и характеристики применяемого шлифовального круга при обработке на бесцентровошлифовальных станках может быть достигнута точность обработки 1—3 класса и шероховатость поверхности V7—V10.
Основными преимуществами бесцентрового шлифования по сравнению с круглым центровым шлифованием являются:
- возможность шлифования деталей очень малого диаметра и большой длины, а также деталей, не имеющих центровых отверстий
- шлифование деталей с большими подачами благодаря большой жесткости станков и наличия опоры по всей длине, подвергающейся давлению шлифовального круга
- простота обслуживания станков, не требующая рабочих высокой квалификации
- простота встраивания в автоматические линии
- погрешности, получающиеся от неточности подачи круга или от его износа, в два раза меньше, чем на центровых станках, так как они относятся не к радиусу, а к диаметру детали
Методы бесцентрового шлифования
Обработка деталей на бесцентровошлифовальных станках осуществляется тремя способами:
- а — продольное шлифование «на проход»
- б — врезное шлифование с поперечной подачей на всю ширину обработки
- в — шлифование до упора с продольной подачей и поперечной подачей на высоту круга
- 1 — шлифовальный круг
- 2 — обрабатываемая деталь
- 3 — опорный нож
- 4 — ведущий круг
- 5 — упор
Схема бесцентрового шлифования
При всех способах бесцентрового шлифования обрабатываемая деталь 1 находится в контакте с опорным ножом 2, шлифовальным кругом 3 и ведущим кругом 4.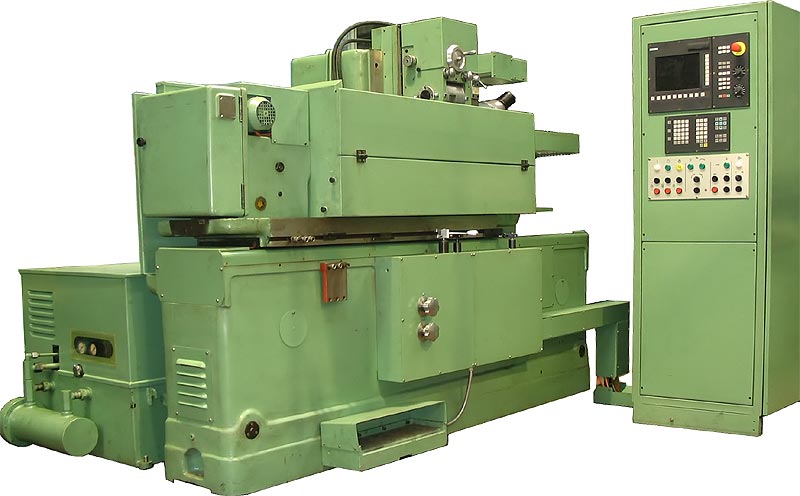
При продольном шлифовании обработке подвергаются гладкие детали различных диаметров и длин. Продольная подача осуществляется за счет поворота ведущего круга или наклона опорного ножа на определенный угол
Врезным шлифованием обрабатываются различные детали: ступенчатые валики; валы, имеющие конические или сферические поверхности, ограниченные головками и др. Длина обрабатываемых поверхностей должна быть равна или меньше высоты круга, которому правкой придается требуемая форма.
Шлифованием до упора, являющимся промежуточным между продольным и врезным, обрабатываются детали с поверхностями, ограничивающими прохождение деталей между кругами и слишком длинные для врезного шлифования. При подходе детали к упору каретки суппорта ведущий или шлифовальный круг отводится и деталь удаляется из зоны шлифования.
3М184 Габарит рабочего пространства станка, посадочные и присоединительные базы
Габарит рабочего пространства шлифовального станка 3м184
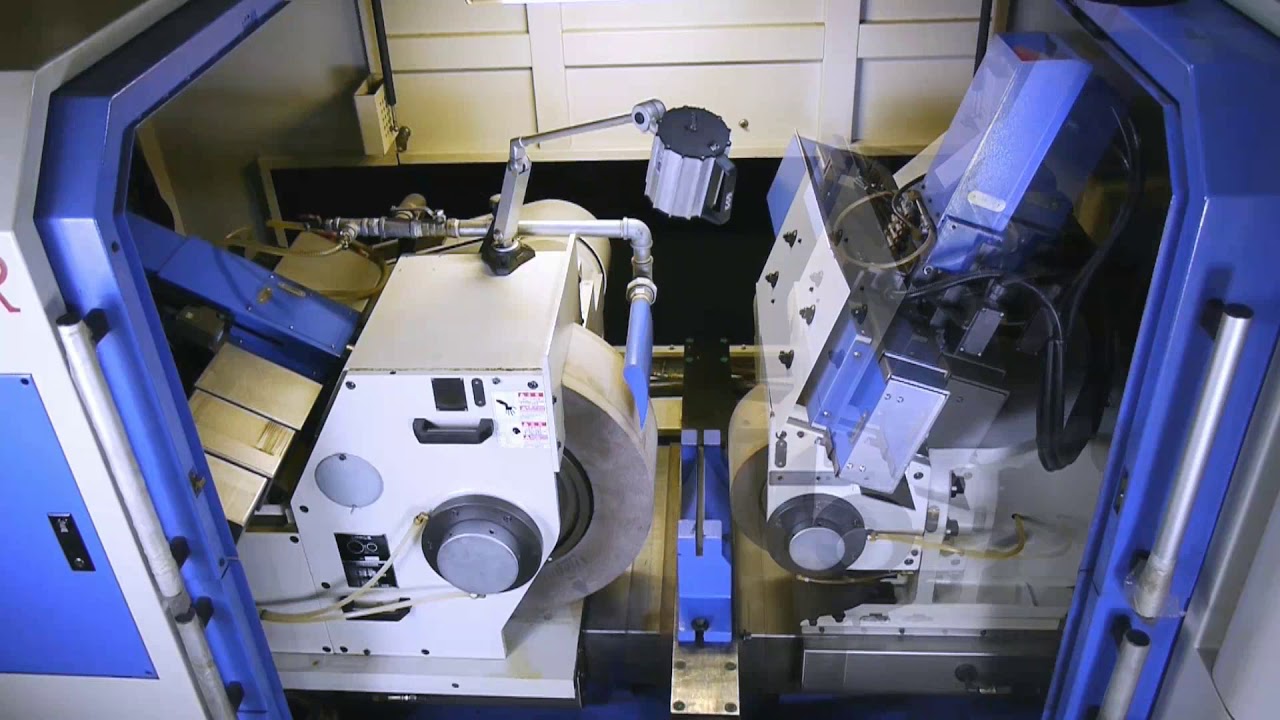
3М184 Общий вид круглошлифовального бесцентрового станка
Фото круглошлифовального бесцентрового станка 3м184
Фото круглошлифовального бесцентрового станка 3м184
Фото круглошлифовального бесцентрового станка 3м184
Расположение органов управления бесцентрово-шлифовальным станком 3М184
Расположение органов управления бесцентрово-шлифовальным станком 3м184
Расположение органов управления бесцентрово-шлифовальным станком 3м184
Перечень составных частей бесцентрово-шлифовального станка 3М184
- 3.
 Бабка шлифовального круга – 3М184.30A
Бабка шлифовального круга – 3М184.30A - 5. Механизм врезания – 3M184.15A
- 9. Бабка ведущего круга (неповоротная часть) – 3М184.20А
- 30. Наладка для проходного и врезного шлифования – 3M184.65A
- 43. Бабка ведущего круга (поворотная часть) – 3М184.21A
- 51. Кожух шлифовального круга – 3М184.34A
- 52. Станина – 3М184.10A
- 58. Электрооборудование – 3М184.80A, 3М184.80T
- 60. Коммуникация охлаждения – 3М184.61A
- 62. Основание электрошкафа – 3М184.13А
- 65. Привод шлифовального круга – 3М184.11Б
- 68. Кожух привода шлифовального круга – 3М184.19А
- 69. Агрегат охлаждения – 3М184.60A
- 70. Основание суппортов – 3М184.40А
- 71. Суппорт сквозного шлифования (задний) – 3М184.42А
- 75. Кронштейн подачи ведущего круга – 3М184.18A
- 79. Суппорт сквозного шлифования (передний) – 3М184.41А
- 83. Механизм правки шлифовального круга – 3М184. 32
- 84. Привод ведущего круга – 3М184.23
- 85. Суппорт опорного ножа – 3М184.43
- 86. Шпиндель ведущего круга – 3М184.22
- Механизм правки ведущего круга – 3М184.24Б
 Бабка шлифовального круга – 3М184.30A
Бабка шлифовального круга – 3М184.30A 32
32Кинематическая схема круглошлифовального станка 3М184
Кинематическая схема круглошлифовального станка 3м184
Схема кинематическая круглошлифовального станка 3М184. Смотреть в увеличенном масштабе
- бабка шлифовального круга;
- бабка ведущего круга;
- механизм врезания;
- устройства правки
- устройства правки
Кинематика бесцентрово-шлифовального станка модели 3М184
Главное движение – вращение шлифовального круга – производится от электродвигателя М1 (7,5 кВт; 1450 об/мин) через клиноременную передачу 188/140 (рис. 3). Вращение ведущего круга осуществляется через червячную передачу 3/30 от электродвигателя М2 (0,85 кВт; 120–1650 об/мин, регулирование бесступенчатое).
Ускоренное поперечное перемещение бабки шлифовального круга по направляющим качения производится от двигателя М3, ручное перемещение – от маховика Р4. В обоих случаях с вала IV движение передаѐтся через червячную передачу 1/50 на ходовую гайку. При неподвижном винте с шагом 4 мм гайка вращается и перемещает бабку. Толчковая рукоятка РЗ при каждом нажатии обеспечивает поворот вала IV на одно деление лимба (через храповый механизм X с колесом 80).
При врезном шлифовании действует гидрофицированный механизм, перемещающий ходовой винт V вдоль его оси (без вращения) вместе со шлифовальной бабкой. У цилиндра Ц2 шток поршня жѐстко соединѐн с ходовым винтом V. В штоке сделан паз, сквозь который проходит клин К, и закреплѐн упирающийся в клин ролик. Давление в правой полости цилиндра Ц2 отводит бабку влево. При подаче масла в левую полость бабка быстро отводится до тех пор, пока ролик не упрѐтся в клин. Затем клин постепенно вытягивается цилиндром Ц1 из паза – бабка продолжает движение вправо и происходит врезание. Когда упорный буртик штока доходит до корпуса, бабка останавливается, начинается выхаживание (клин, оторвавшись от ролика, продолжает движение до своего упора). По окончании шлифования цилиндр Ц2 отводит бабку. Винты с рукоятками Р1 и Р2 регулируют ход поршней в обоих цилиндрах. При шлифовании «на проход» винт с рукояткой Р1 должен быть завѐрнут до упора в корпус. На бабках шлифовального и ведущего кругов установлены устройства для правки кругов. Правка кругов производится унифицированными устройствами, каждое из которых сообщает алмазному карандашу А продольное перемещение от двигателя М4 (0,09 кВт; 1500 об/мин) или от рукоятки Р5 (шаг ходового винта 2 мм), поперечное движение – от рукоятки Р6 (шаг ходового винта 1,5 мм). Муфта М – предохранительная. Установка бабки ведущего круга на размер обрабатываемой детали при наладке осуществляется рукояткой Р7 с помощью винта с шагом 6 мм. Кроме того бабка ведущего круга поворачивается в горизонтальной плоскости. После необходимой установки бабка фиксируется при помощи зажимов.
Когда упорный буртик штока доходит до корпуса, бабка останавливается, начинается выхаживание (клин, оторвавшись от ролика, продолжает движение до своего упора). По окончании шлифования цилиндр Ц2 отводит бабку. Винты с рукоятками Р1 и Р2 регулируют ход поршней в обоих цилиндрах. При шлифовании «на проход» винт с рукояткой Р1 должен быть завѐрнут до упора в корпус. На бабках шлифовального и ведущего кругов установлены устройства для правки кругов. Правка кругов производится унифицированными устройствами, каждое из которых сообщает алмазному карандашу А продольное перемещение от двигателя М4 (0,09 кВт; 1500 об/мин) или от рукоятки Р5 (шаг ходового винта 2 мм), поперечное движение – от рукоятки Р6 (шаг ходового винта 1,5 мм). Муфта М – предохранительная. Установка бабки ведущего круга на размер обрабатываемой детали при наладке осуществляется рукояткой Р7 с помощью винта с шагом 6 мм. Кроме того бабка ведущего круга поворачивается в горизонтальной плоскости. После необходимой установки бабка фиксируется при помощи зажимов. 7. Принцип работы станка модели 3М184 Обрабатываемую деталь устанавливают между шлифующим и ведущим кругами на опорном ноже так, чтобы центры детали были несколько выше линии центров обоих кругов. Шлифующему кругу сообщается быстрое вращательное движение, окружная скорость которого должна соответствовать принятой для шлифовальной операции скорости резания и должна быть направлена в точке касания с деталью в сторону опорного ножа.
7. Принцип работы станка модели 3М184 Обрабатываемую деталь устанавливают между шлифующим и ведущим кругами на опорном ноже так, чтобы центры детали были несколько выше линии центров обоих кругов. Шлифующему кругу сообщается быстрое вращательное движение, окружная скорость которого должна соответствовать принятой для шлифовальной операции скорости резания и должна быть направлена в точке касания с деталью в сторону опорного ножа.
Ведущему кругу также сообщается вращательное движение в том же направлении, что и шлифующему кругу, но с меньшей скоростью круговой подачи детали (10–50 м/мин). Система сил, действующая на деталь со стороны абразивных кругов и опорного ножа, заставляет ее вращаться с окружной скоростью практически равной скорости вращения ведущего круга. Салазки с опорным ножом и бабкой ведущего круга устанавливаются так, чтобы расстояние между абразивными кругами точно соответствовало заданному диаметру обрабатываемой детали. При работе методом продольной подачи ось ведущего круга устанавливается под небольшим углом (при черновом шлифовании α = 1,5…6°, а при чистовом α = 0,5…l,5°) к оси детали, в результате чего появляется осевая составляющая окружного усилия, под действием которого деталь перемещается вдоль своей оси. При работе методом поперечной подачи ось ведущего круга располагается параллельно оси детали или под незначительным углом наклона (не более 1°). Продольная подача в этому случае отсутствует. Радиальная подача сообщается бабке ведущего круга. На рис.1 показана схема шлифования на бесцентровошлифовальных станках наружной поверхности детали с продольной подачей “на проход”. Деталь 3, поддерживаемая ножом 4, располагается между двумя кругами 1 и 2, из которых 1 – шлифовальный, вращаясь с окружной скоростью 30–40 м/сек, снимает припуск с заготовки, а 2 – ведущий круг, вращающийся о окружной скоростью 10–50 м/мин сообщает заготовке вращение – круговую подачу. Продольная подача сообщается шлифуемой заготовке ведущим кругом в результате установки его под некоторым углом к оси шлифовального круга или вследствие наклона опорного ножа на угол α.
При работе методом поперечной подачи ось ведущего круга располагается параллельно оси детали или под незначительным углом наклона (не более 1°). Продольная подача в этому случае отсутствует. Радиальная подача сообщается бабке ведущего круга. На рис.1 показана схема шлифования на бесцентровошлифовальных станках наружной поверхности детали с продольной подачей “на проход”. Деталь 3, поддерживаемая ножом 4, располагается между двумя кругами 1 и 2, из которых 1 – шлифовальный, вращаясь с окружной скоростью 30–40 м/сек, снимает припуск с заготовки, а 2 – ведущий круг, вращающийся о окружной скоростью 10–50 м/мин сообщает заготовке вращение – круговую подачу. Продольная подача сообщается шлифуемой заготовке ведущим кругом в результате установки его под некоторым углом к оси шлифовального круга или вследствие наклона опорного ножа на угол α.
Гидравлическая схема круглошлифовального станка 3М184
Гидравлическая схема круглошлифовального станка 3м184
Описание работы гидрооборудования при обработке методом врезания
Электродвигатель насоса гидропривода включается нажатием на кнопку “Смазка” при установке переключателя режимов работы в положение “Наладочный режим для шлифования врезанием”, нажатием на рычаг “Пуск цикла врезания” осуществляется врезание. Скорость быстрого подвода шлифовальной бабки и последовательность подвода еѐ с перемещением копира отрегулированы при сборке. Скорость рабочей подачи регулируется дросселем с регулятором 12 (рис. 4).
Скорость быстрого подвода шлифовальной бабки и последовательность подвода еѐ с перемещением копира отрегулированы при сборке. Скорость рабочей подачи регулируется дросселем с регулятором 12 (рис. 4).
С включением электродвигателя, приводящего во вращение сдвоенный лопастной насос 2 потоки масла подходят к напорным золотникам 4(1), 4(2) и через фильтры 3(1), 3(2) по магистралям 1 и 1’ подводятся к распределителям.
Циклограмма работы круглошлифовального станка 3М184
Циклограмма работы круглошлифовального станка 3м184
Нажатием на кнопку “Пуск цикла врезания” включается электромагнит 2ЭМ золотника 8(2). В результате включения электромагнита 2ЭМ произойдет загрузка образца в зону шлифования и нажмется конечный выключатель 4ВК (рис. 5), который включит электромагнит 1ЭМ золотника 8(1). В результате включения электромагнита 1ЭМ произойдет быстрый подвод шлифовальной бабки к изделию и срабатывают золотники 11 и 9. Поршень гидроцилиндра 14 копира получит возможность перемещаться со скоростью, соответствующей рабочей подаче шлифовального круга. Одновременно с включением электромагнита 1ЭМ включается реле времени PB (см. рис. 5), контролирующее время обработки детали в зоне шлифования. По окончании обработки реле времени срабатывает и отключает электромагнит 1ЭМ. Шлифовальная бабка и копир возвращаются в исходное положение, нажимается конечный выключатель 4ВК, отключающий электромагнит 2ЭМ золотника 8(2). Обработанная деталь выталкивается из зоны шлифования, отключается конечный выключатель 4ВК. Выталкиватель находится в зоне загрузки образца. Нажатием на рычаг “Пуск цикла врезания” цикл повторяется.
Одновременно с включением электромагнита 1ЭМ включается реле времени PB (см. рис. 5), контролирующее время обработки детали в зоне шлифования. По окончании обработки реле времени срабатывает и отключает электромагнит 1ЭМ. Шлифовальная бабка и копир возвращаются в исходное положение, нажимается конечный выключатель 4ВК, отключающий электромагнит 2ЭМ золотника 8(2). Обработанная деталь выталкивается из зоны шлифования, отключается конечный выключатель 4ВК. Выталкиватель находится в зоне загрузки образца. Нажатием на рычаг “Пуск цикла врезания” цикл повторяется.
Cхема электрическая круглошлифовального бесцентрового станка 3М184
Электрическая схема круглошлифовального станка 3м184
Схема электрическая круглошлифовального станка 3М184. Смотреть в увеличенном масштабе
Электрооборудование и приводы круглошлифовального бесцентрового станка 3М184
Напряжения сети, применяемые в станке 3М184
- Напряжение общей питающей сети переменного тока ~ 380 В.
- Напряжение питания приводов переменного тока ~ 380 В.
- Напряжение питания приводов постоянного тока — 110 В.
- Напряжение цепей управления ~ 110 В,
- Напряжение местного освещения ~ 36 В,
- Напряжение сигнализации ~ 5,5 В,
Cхема установочная круглошлифовального бесцентрового станка 3М184
Установочная схема круглошлифовального станка 3м184
Чертеж фундамента круглошлифовального бесцентрового станка 3М184
Чертеж фундамента круглошлифовального станка 3м184
Читайте также: Справочник заводов производителей шлифовальных станков
3М184 станок круглошлифовальный бесцентровый (бесцентровошлифовальный). Видеоролик.
Технические характеристики станка 3М184
| Наименование параметра | 3М182 | 3М184 |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | В | В |
| Диаметр устанавливаемого изделия наибольший гарантируемый, мм | 25 | 80 |
| Наибольший допустимый диаметр устанавливаемого изделия, мм | 0,8. .25 .25 | 3..80 |
| Наименьший диаметр рекомендуемый при врезном шлифовании | 2,5 | 10 |
| Наибольшая длина обрабатываемых изделий (ограничивается жесткостью и устойчивостью изделий) при сквозном шлифовании, мм | 170 | 250 |
| Наибольшая длина обрабатываемых изделий (ограничивается жесткостью и устойчивостью изделий) при врезном шлифовании, мм | 95 | 145 |
| Высота от основания станка до оси кругов, мм | 1060 | 1060 |
| Высота от зеркала мостика до оси кругов, мм | 160 | 235 |
| Шлифовальный круг | ||
| Тип шлифовального круга | ПП | ПП |
| Наружный диаметр наибольший, мм | 350 | 500 |
| Наружный диаметр наименьший, мм | 280 | 400 |
| Наибольшая высота, мм | 100 | 150 |
| Диаметр отверстия, мм | 127 | 203 |
| Число оборотов в минуту | 1910 | 1370 |
| Окружная скорость, м/сек | 35 | 35 |
| Наибольшая окружная скорость, м/сек | 50 | 50 |
| Ведущий круг | ||
| Наружный диаметр наименьший/ наибольший, мм | 200. .250 .250 | 300..350 |
| Наибольшая высота, мм | 100 | 150 |
| Диаметр отверстия, мм | 127 | 203 |
| Наибольший угол наклона в вертикальной плоскости, град | ±5 | ±5 |
| Наибольший угол наклона в горизонтальной плоскости, мин | ±30 | ±30 |
| Число оборотов в минуту при работе (бесступенчатое регулирование) | 17..150 | 11..150 |
| Число оборотов в минуту при правке | 300 | 290 |
| Бабка шлифовального круга | ||
| Размер конца шпинделя шлифовального круга по ГОСТ 2323—67, мм | 80 | 80 |
| Наибольшее установочное перемещение при снятых кругах, мм | 90 | 130 |
| Наибольшее ускоренное перемещение при врезном шлифовании, мм | 20 | 20 |
| Рабочее перемещение на одно деление лимба механизма подачи, мм | 0,001 | 0,001 |
| Рабочее перемещение на один оборот лимба механизма подачи, мм | 0,08 | 0,08 |
| Рабочее перемещение толчковой подачи от рукоятки, мм | 0,001 | 0,001 |
| Рабочее перемещение механизмом врезания, мм | До 0,95 | |
| Скорость подачи при врезном шлифовании наибольшая, мм/мин | 10 | 10 |
| Скорость подачи при врезном шлифовании наименьшая, мм/мин | 0,06 | |
| Бабка ведущего круга | ||
| Перемещение наибольшее при снятых кругах, мм | 80 | 300 |
| Перемещение на одно деление лимба винта подачи, мм | 0,05 | 0,05 |
| Перемещение на один оборот лимба иинта подачи, мм | 6 | 6 |
| Механизм правки кругов | ||
| Поперечное перемещение алмаза на одно деление лимба, мм | 0,01 | 0,01 |
| Поперечное перемещение алмаза на один оборот лимба, мм | 1,5 | 1,5 |
| Скорость перемещения алмаза в продольном направлении наибольшая, мм/мин | 250 | 250 |
| Скорость перемещения алмаза в продольном направлении наименьшая, мм/мин | 30 | 30 |
| Наибольший угол разворота копира, гра | ±2 | ±2 |
| Суппорт | ||
| Наибольшее установочное перемещение ножа суппорта по высоте, мм | 10 | |
| Гидропривод механизма врезания | ||
| Производительность насоса, л/мин | 12/8 (сдвоенный) | |
| Номинальное давление, кгс/см2 | 10 | |
| Емкость гидробака, л | 100 | |
| Агрегат смазки | ||
| Производительность насоса смазки подшипников шпинделя бабки шлифовального круга, л/мин | 5 | |
| Производительность насоса смазки подшипников шпинделя бабки ведущего круга, л/мин | 1,6 | |
| Емкость бака подшипников шлифовального круга, л | 65 | |
| Емкость бака подшипников ведущего круга, л | 15 | |
| Агрегат охлаждения | ||
| Производительность насоса, л/мин | 45 | |
| Пропускная способность магнитного сепаратора, л/мин | 50 | |
| Емкость, бака, л | 120 | |
| Привод, габарит и масса станка | ||
| Род тока питающей сети | Переменный трехфазный, частота тока 50гц | Переменный трехфазный, частота тока 50гц |
| Напряжение питающей сети, в | 380 | 380 |
| Напряжение электроприводов, в | 380 | 380 |
| Напряжение цепей управления, в | 110 | 110 |
| Напряжение цепей местного освещения, В | 36 | 36 |
| Напряжение сигнализации, В | 5,5 | 5,5 |
| Напряжение постоянного тока, В | 110 | 110 |
| Количество электродвигателей на станке | 11 | 11 |
| Электродвигатель привода шлифовального круга – тип | АО2-51-4-С1 | |
| Электродвигатель привода шлифовального круга – мощность, кВт, | 7,5 | 15 |
| Электродвигатель привода шлифовального круга – число оборотов в минуту | 1460 | |
| Электродвигатель привода ведущего круга – тип | ПБСТ-22-В | ПБСТ-22-В |
| Электродвигатель привода ведущего круга – мощность, кВт | 0,85 | 0,85 |
| Электродвигатель привода ведущего круга – число оборотов в минуту | 2200 | 2200 |
| Электродвигатель привода электромашинного усилителя – тип | ЭМУ-12А-С1 | ЭМУ-12А |
| Электродвигатель привода электромашинного усилителя – мощность, кВт | 1,2 | 1,2 |
| Электродвигатель привода электромашинного усилителя – число оборотов в минуту | 2900 | 2900 |
| Электродвигатель привода гидронасоса – тип | АОЛ2-21-4-С1 | |
| Электродвигатель привода гидронасоса – мощность, кВт | 1,1 | 1,1 |
| Электродвигатель привода гидронасоса – число оборотов в минуту | 1400 | 1400 |
| Электродвигатель привода насоса смазки подшипников шпинделя шлифовального круга – тип | АОЛ21-4-С1 | |
| Электродвигатель привода насоса смазки подшипников шпинделя шлифовального круга – мощность, кВт | 0,27 | 0,25 |
| привода насоса смазки подшипников шпинделя шлифовального круга – число оборотов в минуту | 1400 | |
| Электродвигатель привода насоса смазки подшипников шпинделя ведущего круга – тип | АОЛ11-4-С1 | |
| Электродвигатель привода насоса смазки подшипников шпинделя ведущего круга – мощность, кВт | 0,12 | 0,12 |
| привода насоса смазки подшипников шпинделя ведущего круга – число оборотов в минуту | 1400 | |
| Электродвигатель привода насоса охлаждения – тип | ПА-45-С1 | |
| Электродвигатель привода насоса охлаждения – мощность, кВт | 0,15 | 0,6 |
| Электродвигатель привода насоса охлаждения – число оборотов в минуту | 2800 | |
| Электродвигатель привода магнитного сепаратора – тип | АОЛ11-4-С1 | |
| Электродвигатель привода магнитного – мощность, кВт | 0,12 | 0,12 |
| Электродвигатель привода магнитного – число оборотов в минуту | 1400 | |
| Электродвигатель привода правки шлифовального круга – тип | ПЛ-062-С1 | |
| Электродвигатель привода правки шлифовального круга – мощность, кВт | 0,09 | 0,09 |
| Электродвигатель привода правки шлифовального круга – число оборотов в минуту | 1440 | |
| Электродвигатель привода правки ведущего круга – тип | ПЛ-062-С1 | |
| Электродвигатель привода правки ведущего круга – мощность, кВт | 0,09 | 0,09 |
| Электродвигатель привода правки ведущего круга – число оборотов в минуту | 1440 | |
| Электродвигатель привода ускоренного перемещения шлифовальной бабки – тип | АОЛ12-4-С1 | |
| Электродвигатель привода ускоренного перемещения шлифовальной бабки – мощность, кВт | 0,18 | 0,25 |
| Электродвигатель привода ускоренного перемещения шлифовальной бабки – число оборотов в минуту | 1400 | 1400 |
| Суммарная мощность электродвигателей, кВт | 11,67 | 18,47 |
| Габаритные размеры и масса станка | ||
| Габарит станка (длина X ширина X высота), мм | 2230 х 1455 х 2120 | 2945 х 1885 х 2120 |
| Масса станка с приставным оборудованием, кг | 3470 | 6850 |
- Альперович Т. А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
- Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
- Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
- Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
- Куликов С.И. Хонингование, 1973
- Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
- Лоскутов В.В. Шлифовальные станки, 1988
- Лурье Г.Б. Шлифовальные станки и их наладка,1972
- Лурье Г.Б. Устройство шлифовальных станков,1983
- Меницкий И.Д. Универсально-заточные станки ,1968
- Муцянко В.И. Братчиков А. Я. Бесцентровое шлифование, 1986
- Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
- Наерман Е.С. Справочник молодого шлифовщика, 1991.
- Попов С.А. Шлифовальные работы, 1987
- Терган В.С. Шлифование на круглошлифовальных станках, 1972
- Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Список литературы:
 А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989 Я. Бесцентровое шлифование, 1986
Я. Бесцентровое шлифование, 1986Связанные ссылки. Дополнительная информация
| Характеристики | PC-18S-NC | PC-1810S-NC | PC-1812S-NC | PC-1820S-NC |
| Шлифовальный круг | ||||
| Обрабатываемый диаметр, мм | Ø1~Ø80 | Ø1~Ø80 | Ø1~Ø80 | Ø1~Ø80 |
| Возможное увеличение, мм | Ø40~Ø150 | Ø40~Ø150 | Ø40~Ø150 | Ø40~Ø150 |
Размер шлифовального круга, мм. | Ø455 x 205 x Ø228.6 | Ø455 x 255 x Ø228.6 | Ø455 x 305 x Ø228.6 | Ø510 x 205 x Ø304.8 |
| Частота шлифовального круга, об/мин. | 1500 | 1260 | 1260 | 1200 |
| Привод шлифовального круга, кВт | 10,5 (15HPx 4P) | 15 HP x 4P | 20 HP x 4P | 20 HP x 4P |
| Ведущий круг | ||||
| Размеры ведущего круга | Ø255 x 205 x Ø111.2 | Ø255 x 255 x Ø111.2 | Ø255 x 305 x Ø111.2 | Ø305 x 205 x Ø127 |
| Скорость ведущего круга, об/мин | 10~300 (регулируемая) | 10~300 R.P.M. (регулируемая) | 10~300 R.P.M. (регулируемая) | 10~300 R.P.M. (регулируемая) |
| Привод ведущего круга, кВт | 3.0 серво | 3.0 серво | 3.5 серво | 3.5 серво |
| Наклон ведущего круга, град | +5° ~ -3° | +5° ~ -3° | +5° ~ -3° | +5° ~ -3° |
| Угол поворота ведущего круга, град | ±5° | ±5° | ±5° | ±5° |
| Дискретность ручной подачи | ||||
| Подача верхнего суппорта | 3,5мм/об (0,05 мм/деление) | 3,5мм/об (0,05 мм/деление) | 3,5мм/об (0,05 мм/деление) | 3,5мм/об (0,05 мм/деление) |
| Микроподача верхнего суппорта | 0,1мм/об (0,001 мм/деление) | 0,1мм/об (0,001 мм/деление) | 0,1мм/об (0,001 мм/деление) | 0,1мм/об (0,001 мм/деление) |
| Подача нижнего суппорта | 9мм/об (0,05 мм/деление) | 9мм/об (0,05 мм/деление) | 9мм/об (0,05 мм/деление) | 9мм/об (0,05 мм/деление) |
| Дискретность устройства настройки | 2мм/об (0,01 мм/деление) | 2мм/об (0,01 мм/деление) | 2мм/об (0,01 мм/деление) | 2мм/об (0,01 мм/деление) |
| Привода | ||||
| Мощность привода гидравлического насоса, кВт | 0,7 кВт (1 HP x 4P) | 1 HP x 4P | 1 HP x 4P | 1 HP x 4P |
| Мощность привода насоса системы охлаждения, кВт | 0,175 (1/4 HP x 2P) | 1/4 HP x 2P | 1/4 HP x 2P | 1/4 HP x 2P |
| Габаритные размеры, мм | 2200 x 1840 x 1530 | 2200 x 1840 x 1530 | 2350 x 1950 x 1530 | 2350 x 1900 x 1530 |
| Вес, кг | 3000 | 3000 | 3500 | 3600 |
| Высокоточный бесцентровый шлифовальный станок с ЧПУ | YJ-1206K-1 | YJ-1206K-3 | YJ-1206K-5 |
| Диаметр шлифования | ø1-35 мм | ø 1-35 мм | ø 1-35 мм |
| Размер шлифовального круга | ø 305*150*Ф120 | ø 305*150*Ф120 | ø 305*150*Ф120 |
| Размер ведущего круга | ø 205*150*Ф90 | ø 205*150*Ф90 | ø 205*150*Ф90 |
| Частота вращения шлифовального круга | 195 об/мин | 1950 об/мин | 1950 об/мин |
| Частота вращения ведущего круга | 0-250 об/мин | 0-250 об/мин | 0-250 об/мин |
| Максимальное перемещение при подаче (продольная ось) | 100 мм | 100 мм | 100 мм |
| Максимальная скорость подачи (продольная ось) | 0,01-5 м/мин | 0,01-5 м/мин | 0,01-5 м/мин |
| Минимальное перемещение при подаче (продольная ось) | 0,001 мм | 0,001 мм | 0,001 мм |
| Точность позиционирования при подаче (продольная ось) | 0,01 мм | 0,01 мм | 0,01 мм |
| Стабильность точности позиционирования ведущего круга (продольная ось) | ±0,0025 мм | ±0,0025 мм | ±0,0025 мм |
| Маховик подачи | 6 мм/об, один момент – 0,05 мм/одно деление | 6 мм/об, один момент – 0,05 мм/одно деление | 6 мм/об, один момент – 0,05 мм/одно деление |
| Маховик балансировки | 0,15 мм/об, один момент – 0,001 мм/одно деление | 0,15 мм/об, один момент – 0,001 мм/одно деление | 0,15 мм/об, один момент – 0,001 мм/одно деление |
| Максимальное перемещение при правке шлифовального круга (поперечная ось) | 150 мм | 150 мм | |
| Максимальная перемещение при правке шлифовального круга (вертикальная ось) | 60 мм | 60 мм | |
| Максимальная скорость правки шлифовального круга (вертикальная, поперечная ось) | 0,01-2 м/мин | 0,01-2 м/мин | |
| Минимальное перемещение при правке шлифовального круга (поперечная, вертикальная ось) | 0,001 мм | 0,001 мм | |
| Точность позиционирования при правке шлифовального круга (поперечная, вертикальная ось) | 0,01 мм | 0,01 мм | |
| Стабильность точности позиционирования при правке шлифовального круга (поперечная, вертикальная ось) | ±0,0025 мм | ±0,0025 мм | |
| Скорость подачи компенсирующего лимба на одно деление | 0,01 мм | 0,01 мм | Правка круга с учетом того, что параметры осей А, В регулируют поперечную и вертикальную ось |
| Рабочая скорость устройства для правки | 0,1~2 м/мин | 0,1~2 м/мин | |
| Угол вращения ведущего круга (в вертикальной плоскости) | -3 ~ – +5 | -3 ~ – +5 | -3 ~ – +5 |
| Угол вращения ведущего круга (в горизонтальной плоскости) | ±5° | ±5° | ±5° |
| Мощность электродвигателя привода шлифовального круга | 5,5 кВт | 5,5 кВт | 5,5 кВт |
| Мощность электродвигателя привода ведущего круга | 1,1 кВт | 1,1 кВт | 1,1 кВт |
| Мощность гидравлического двигателя | 0,75 кВт | 0,75 кВт | 0,75 кВт |
| Мощность электродвигателя привода насоса охлаждения | 0,12 кВт | 0,12 кВт | 0,12 кВт |
| Мощность сервопривода механизма подачи (продольная ось) | 1,5 кВт | 1,5 кВт | 1,5 кВт |
| Мощность сервопривода шлифовального круга (поперечная ось) | 0,3 кВт | 0,3 кВт | 0,3 кВт |
| Мощность сервопривода шлифовального круга (вертикальная ось) | 0,2 кВт | 0,2 кВт | 0,2 кВт |
| Размеры | 1850*1560*1650 | 1850*1560*1650 | 1850*1560*1650 |
| Масса | 1850 кг | 1850 кг | 1850 кг |
| Станки металлообрабатывающие: бесцентрово-шлифовальные станки, | 8460211100 |
| Оборудование металлообрабатывающее: станок бесцентрово-шлифовальный, | 8460291009 |
| Оборудование металлообрабатывающее: станки шлифовальные, плоскошлифовальные, круглошлифовальные, бесцентрово шлифовальные | 8460 |
| Станок бесцентрово-шлифовальный, тип JUPITER 500 CBN | 8460211500 |
| Станки металлообрабатывающие бесцентровые шлифовально-полировальные, | 8460211500 |
Станки бесцентрово-шлифовальные “TOS” с числовым программным управлением, модели C 250 CNC, C 500 CNC. | 8460211500 |
| Универсальный бесцентрово-шлифовальный металлообрабатывающий станок | 8460291009 |
| Станки металлообрабатывающие: бесцентрово-шлифовальный станок | 8460291009 |
| Бесцентрово-шлифовальный станок металлообрабатывающие модели M10100 | 8460291009 |
| Станки металлообрабатывающие: Бесцентрово-шлифовальный станок, | 8460211500 |
| Оборудование металлообрабатывающее: станок бесцентрово-шлифовальный, станок круглошлифовальный т.м. SUPERTEC | 8460291009 |
| Оборудование металлообрабатывающее: станок бесцентровой шлифовальный, станок плоскошлифовальный, станок круглошлифовальный, т.м. SUPERTEC | 8460291009 |
| Бесцентровый шлифовальный станок с ЧПУ, тип JUPITER 200 Korund в комплекте. | 8460211900 |
Оборудование металлообрабатывающее: Круглошлифовальный станок с контроллером, модель AGU32Х100NC; Бесцентрово-шлифовальный станок, модель APC-18. | 8460 |
| Оборудование металлообрабатывающее: бесцентровой шлифовальный станок, круглошлифовальный станок, | 8460291009 |
| Станки металлообрабатывающие: Бесцентрово-шлифовальный станок, модели ECG-1206S. | 8460291009 |
| Станки металлообрабатывающие бесцентрово-шлифовальные | 8460291009 |
| Станок бесцентровый шлифовальный | 8460291009 |
| Станки металлообрабатывающие: бесцентровый ленточный шлифовальный станок | 8460909008 |
| Оборудование металлорежущее: бесцентровый шлифовальный станок | 8460291009 |
| Станки металлообрабатывающие бесцентрово-шлифовальные c устройством цифровой индикации | 8460291009 |
| Запасные части и узлы для модернизации металлорежущих станков: опора с роликами для бесцентрово-шлифовального станка, артикул C-45S Контракт № 1-2011 от 01.11.2011 г., инвойс № M-3001 от 24.05.2012 г. | 8466937000 |
Запасные части станков металлообрабатывающих: подающие валки для бесцентрово-шлифовального станка, мод. MK11200; бункер-загрузчик для торце-шлифовального станка, мод. МК7675. Контракт № 643/98042935/00005 от 02.05.2012 г. MK11200; бункер-загрузчик для торце-шлифовального станка, мод. МК7675. Контракт № 643/98042935/00005 от 02.05.2012 г. | 8466937000 |
Бесцентрово шлифовальные станки
Бесцентрово шлифовальные станки (812) 497-41-81
(812) 497-42-00
(812) 497-46-61
|
 Компания «Интерпром» является ведущим поставщиком промышленного оборудования, известного производителя «Eastar». Благодаря отлаженной схеме работы и высококвалифицированному персоналу, «Интерпром» уже несколько лет успешно занимается поставками тайваньского оборудования в Россию. Огромный выбор продукции, к которой можно отнести бесцентрово шлифовальный станок, радиально сверлильный станок, долбёжный станок, и другие наименования, позволяет клиенту выбрать всё что ему необходимо.
Компания «Интерпром» является ведущим поставщиком промышленного оборудования, известного производителя «Eastar». Благодаря отлаженной схеме работы и высококвалифицированному персоналу, «Интерпром» уже несколько лет успешно занимается поставками тайваньского оборудования в Россию. Огромный выбор продукции, к которой можно отнести бесцентрово шлифовальный станок, радиально сверлильный станок, долбёжный станок, и другие наименования, позволяет клиенту выбрать всё что ему необходимо.
 диаметр:1-50 мм Двигатель шлифов. круга:15 кВт
диаметр:1-50 мм Двигатель шлифов. круга:15 кВтОсновы бесцентрового шлифования | Разработка режущего инструмента
ПРИМЕЧАНИЕ РЕДАКТОРА: Ральф Шюрл, региональный менеджер по продажам в Schaudt / Mikrosa, United Grinding и техническая поддержка продаж United Grinding North America Inc. , был соавтором этого отчета.
, был соавтором этого отчета.
Бесцентровое шлифование имеет решающее значение при производстве многих крупных автомобильных компонентов. К ним относятся золотники клапана, стержни управления, распределительные валы, коленчатые валы, поршни, втулки и ролики. Кроме того, бесцентровое шлифование применяется для производства деталей для гидравлики и гидравлического управления, медицинской и авиакосмической промышленности – по сути, любой отрасли, где требуется округлость и исключительная точность цилиндрических поверхностей.
Для тех, кто «делает чипсы» каждый день, бесцентровое шлифование может показаться загадочным, но это довольно простой процесс. В этой статье будет обсуждаться, как это работает, где и когда его следует использовать, а также даны советы о том, как применять эту хорошо зарекомендовавшую себя технологию.
Основы
До развития бесцентрового шлифования круглые детали шлифовали между центрами или зажимали их зажимным патроном или приспособлением. Для бесцентрового шлифования такие методы крепления не требуются.Детали подаются между шлифовальным кругом и регулирующим кругом меньшего размера, когда они опираются на наклонную опору для заготовок – устройство в виде лезвия, которое находится между противоположными кругами.
Для бесцентрового шлифования такие методы крепления не требуются.Детали подаются между шлифовальным кругом и регулирующим кругом меньшего размера, когда они опираются на наклонную опору для заготовок – устройство в виде лезвия, которое находится между противоположными кругами.
Схема горизонтальной бесцентровой шлифовальной установки. Иллюстрация сотрудников CTE.
Во время шлифования сила шлифовального круга толкает заготовку в регулирующий круг и упирается в опору. Регулирующее колесо определяет скорость вращения заготовки.Наклоните его на несколько градусов, и заготовка протянется через колеса и выйдет из задней части станка. Этот метод известен как шлифование со сквозной подачей. Шлифование с подачей – вторая доступная технология бесцентрового шлифования. Регулирующее колесо толкает деталь до упора, установленного на лезвии рабочего упора. Шлифовальный круг, который часто имеет профиль, затем подается в деталь до тех пор, пока не будет достигнут окончательный размер детали.
Круглое шлифование будет требоваться всегда, но бесцентровое шлифование дает несколько преимуществ.Поскольку нет необходимости размещать деталь между центрами или зажимать ее в патроне, детали можно быстро загружать в шлифовальный станок, что увеличивает производительность. Заготовка надежно удерживается между колесами и опорной шиной, что позволяет шлифовать длинные и тонкие заготовки. (Прутки всей длины часто подвергаются бесцентровому шлифованию для использования в токарных станках с ЧПУ швейцарского типа.) А поскольку регулировка круга диаметральная, а не радиальная, как в случае с цилиндрическими шлифовальными машинами, любые ошибки подачи уменьшаются вдвое, повышая точность.
Обычно для бесцентровых деталей требуется меньше шлифовального материала для чистовой обработки, поскольку заготовка имеет тенденцию находить свой собственный центр при первоначальном контакте с кругами. К сожалению, это означает, что концентричность с ранее обработанными отверстиями и другие особенности могут быть проблемой, что является одним из основных недостатков бесцентрового шлифования.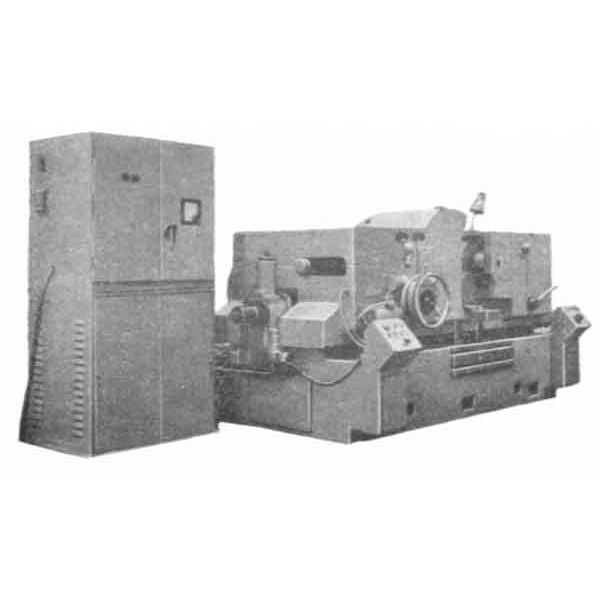 Еще одна причина – увеличенное время настройки, поскольку может потребоваться обработка и подключение больших колес, а также могут потребоваться специальные рабочие опоры.
Еще одна причина – увеличенное время настройки, поскольку может потребоваться обработка и подключение больших колес, а также могут потребоваться специальные рабочие опоры.
Машина
Бесцентровые шлифовальные станки часто классифицируют по наклону станины станка.Машины с горизонтальной станиной являются наиболее распространенными, так как они обеспечивают легкий доступ во время правки колес. Угловые и даже вертикально наклонные станины используются для шлифования тяжелых заготовок из-за возможности увеличения усилия шлифования и меньшего истирания заготовки рабочей опорой.
Крупным планом – упор для рабочего упора, установка для шлифования на входе. Все изображения, если не указано иное, любезно предоставлены компанией Mikrosa.
Некоторые строители классифицируют свои станки по типу зоны шлифования.На станках с подвижной зоной или с тремя суппортами шлифовальный круг фиксируется во время работы, а перемещение по осям X, Z и B (наклон круга) контролируется с регулирующей стороны. Такое расположение обеспечивает компактную конструкцию и отличную жесткость. К сожалению, при изнашивании шлифовального круга требуется более частая регулировка опоры рабочего стола, хотя это легко компенсируется, поскольку он находится на отдельном суппорте с ЧПУ.
Такое расположение обеспечивает компактную конструкцию и отличную жесткость. К сожалению, при изнашивании шлифовального круга требуется более частая регулировка опоры рабочего стола, хотя это легко компенсируется, поскольку он находится на отдельном суппорте с ЧПУ.
Бесцентровые шлифовальные машины со стационарной зоной включают в себя стационарную или минимально регулируемую опору для рабочего стола, а каждый шлифовальный и регулирующий круги перемещаются на своих собственных салазках по осям X и Z.
Машиныс поперечным суппортом имеют аналогичную компоновку осей и фиксированное расположение правки, что обеспечивает максимальную точность и позволяет быстро переключаться за счет улучшенной эргономики, в результате чего замена колес перемещается на оператора. Сдвоенные шлифовальные станки обеспечивают двухэтапный процесс, который сочетает в себе бесцентровое шлифование и шлифование между центрами, что устраняет проблемы с концентричностью.
В зоне
Независимо от конструкции станка, при бесцентровом шлифовании заготовка направляется наружной поверхностью. Из-за этого округлость может быть проблемой, особенно лоббирование и триангуляция. Иногда эти условия нелегко обнаружить. Использование микрометра или другого двухточечного измерительного устройства может указывать на то, что деталь находится в пределах допуска на размер, даже если она на самом деле имеет форму клеверного листа.
Из-за этого округлость может быть проблемой, особенно лоббирование и триангуляция. Иногда эти условия нелегко обнаружить. Использование микрометра или другого двухточечного измерительного устройства может указывать на то, что деталь находится в пределах допуска на размер, даже если она на самом деле имеет форму клеверного листа.
Можно шлифовать несколько деталей и деталей одновременно с подачей шлифования, что увеличивает производительность.
Цех Mikrosa в Лейпциге, Германия, где собираются и тестируются многие модели бесцентрово-шлифовальных станков.
Ошибки формы, подобные этим, можно уменьшить и практически устранить, если хорошо знать принципы шлифования. Регулировка осевых линий колес и высоты опоры, использование правильной скорости подачи, уменьшение сил колес и методы правки – все это оказывает огромное влияние на качество детали, как и такие факторы, как конструкция станка и жесткость шпинделя.
Успешные результаты достигаются только путем разработки стабильного и предсказуемого процесса шлифования.Например, увеличение скорости вращения шлифовального круга снижает усилия шлифования при одновременном улучшении шероховатости поверхности заготовки и износа круга, но также имеет тенденцию к увеличению тепловыделения. Для этого может потребоваться более качественная смазка, чтобы не повредить заготовку.
Для бесцентрового шлифования подходят детали различных форм и конфигураций, например, автомобильные карданные шарниры.
Аналогичным образом можно увеличить скорость вращения заготовки.Это уменьшает проблемы с нагревом и быстрее устраняет ошибки округлости, но за счет чистоты поверхности. Болтовня тоже может быть проблемой. Поскольку заготовка меняет размер во время процесса шлифования, это отрицательно сказывается на скорости резания, и новые станки компенсируют эту ситуацию, динамически регулируя скорость вращения круга.
Как и большинство производственных процессов, успешное бесцентровое шлифование требует обширных знаний. Оптимизация происходит только тогда, когда учтены все различные факторы.Механизмы, влияющие на качество деталей, должны быть сбалансированы с механизмами шлифования с использованием станка, обладающего высокой точностью и производительностью. Несмотря на эти проблемы, бесцентровое шлифование – это хорошо изученная технология, которая будет продолжать совершенствоваться по мере того, как станки и программное обеспечение становятся все более функциональными.
Захват опыта
Ральф Шюрль изUnited Grinding сказал, что технология шлифования значительно изменилась за последние 3 десятилетия, и он воодушевлен уровнем интеллекта, доступным на сегодняшних шлифовальных станках.
«Одна проблема со шлифованием заключается в том, что это все еще немного черного искусства», – сказал он. «Я недавно ходил в магазин, где только одному человеку разрешалось создавать определенные рабочие места, и ему было 65 лет. Подумайте обо всех знаниях и опыте, которые будут потеряны, когда он выйдет на пенсию ».
Подумайте обо всех знаниях и опыте, которые будут потеряны, когда он выйдет на пенсию ».
Mikrosa прилагает все усилия, чтобы дать производителям запчастей возможность получить эти знания и, в некоторых случаях, сделать их менее критичными. Например, многие станки с ЧПУ позволяют клиентам вводить информацию о процессе в бортовую базу данных, помогая им визуализировать, является ли частота вращения подходящей, или же вибрация может стать проблемой.
«Многое из того, что мы знаем сегодня, было извлечено за годы проб и ошибок», – сказал Шюрл. «С постепенной потерей наших более опытных людей, важно помочь тем, кто идет за ними, предоставив как можно больше информации, чтобы им было легче начать работу с этой технологией».
Также доступны функции, такие как автоматическая правка круга и определение силы в процессе, которые делают шлифование проще и более предсказуемым. Еще одно соображение – время настройки.По словам Шюрля, машину, на переналадку которой раньше уходило от 6 до 8 часов, теперь можно сделать за 90 минут или меньше.
«Это очень быстро для бесцентрового шлифовального станка», – сказал он. «Вы можете нажать кнопку, и машина откроется, вы загрузите предварительно настроенное колесо и опорные направляющие, а также сообщите ЧПУ, какую программу следует запустить. Вот и все. А правка колеса когда-то была задачей, которую откладывали как можно дольше. Теперь у вас есть автоматическая компенсация количества повязки, и машина готовится к размеру сразу после заправки, поэтому легче добиться лучшего контроля процесса.Мы никогда не избавимся от необходимости иметь опыт шлифования у [операторов], но, по крайней мере, мы сделали его более интуитивно понятным ».
—К. Хэнсон
Универсальные бесцентровые шлифовальные машины | Micron USA
Общие бесцентровые относится к нашей линейке машин с прямой головкой. Станки общего назначения могут применяться для шлифования с сквозной подачей и шлифования одного диаметра или для шлифования с подачей одного или нескольких диаметров и / или углов.
Щелкните номер модели ниже, чтобы просмотреть дополнительную информацию.
MPC-150HP-A1
малый прецизионный бесцентровый
Наружный диаметр детали (дюймы):
.004 “- .4”Общий размер колеса (дюймы):
6 “X 2” X 3 “(CBN)Деталь Наружный диаметр (метрическая система):
,1 мм – 10 ммОбщий размер колеса (метрическая система):
150 мм X 50 мм X 76 мм (CBN)MPC-450CII
Шлифовальный станок с широким шлифовальным кругом
Наружный диаметр детали (дюймы):
0,04 – 2,36 дюймаОбщий размер колеса (дюймы):
18 дюймов x 8 дюймов x 9 дюймовНаружный диаметр детали (метрические единицы) ):
1 мм – 60 ммОбщий размер колеса (метрическая система):
455 мм x 205 мм x 228 ммMPC-600IV
Ширина колеса, бестселлер, Twin-Grip, новый бесцентровый шлифовальный станок
Наружный диаметр детали (дюймы):
0.12 дюймов x 4,0 дюймаОбщий размер колеса (дюймы):
24 дюйма x 16 дюймов x 12 дюймовНаружный диаметр детали (метрическая система):
1–60 ммОбщий размер колеса (метрическая система):
455 x 150 x 228,6 ммMD-450I
Двойной опорный подшипник с ЧПУ на шлифовальном круге
Наружный диаметр детали (дюймы):
0,04 дюйма – 2 дюймаОбщий размер круга (дюймы):
18 дюймов X 6 дюймовНаружный диаметр детали (метрическая) :
1 мм – 50 ммОбщий размер колеса (метрическая система):
455 мм X 150 ммMPC-450
Бесцентровый с ЧПУ
Наружный диаметр детали (дюймы):
.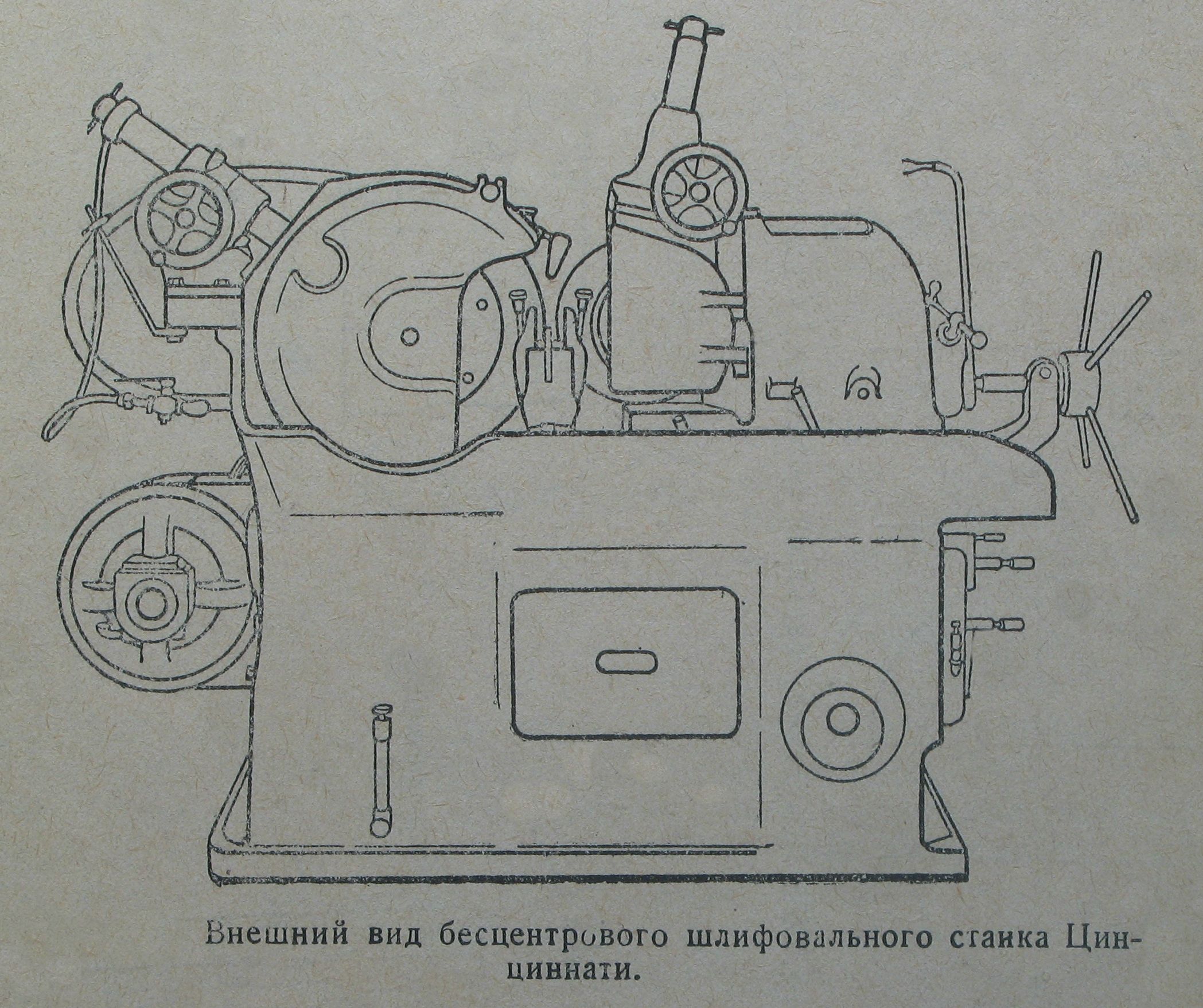 04 “- 2,4”
04 “- 2,4”Общий размер колеса (дюймы):
18 “X 6”Наружный диаметр детали (метрическая):
1 мм – 60 ммОбщий размер колеса (метрическая система):
455 мм X 150 ммMPC-600C
Бесцентровое устройство с ЧПУ
Наружный диаметр детали (дюймы):
0,08–4,7 дюймаОбщий размер колеса (дюймы):
24 дюйма x 8 дюймовНаружный диаметр детали (метрическая):
2–120 ммОбщий размер колеса (метрическая система):
610 мм x 305 ммMPC-600III
Двойной опорный подшипник с ЧПУ на шлифовальном круге
Наружный диаметр детали (дюймы):
.1 “- 6”Общий размер колеса (дюймы):
24 “x 12”Наружный диаметр детали (метрическая система):
3 мм – 150 ммОбщий размер колеса (метрическая система):
610 мм x 305 ммMPC-600V
Двойной опорный подшипник с ЧПУ на шлифовальном круге
Наружный диаметр детали (дюймы):
,4–7,8 дюймаОбщий размер круга (дюймы):
24 дюйма x 20 дюймовНаружный диаметр детали (метрическая) :
10 мм – 200 ммОбщий размер колеса (метрическая система):
610 мм x 510 ммБесцентрово-шлифовальные станки – Шлифовальные станки – Продукция
U. S.A.
S.A.
Корпорация NAC / NTC AMERICA
Продажа, техническое и послепродажное обслуживание станков и промышленного оборудования
46605 Магеллан Доктор Нови, Мичиган 48377, США.
Тел. + 1-248-560-1200 Факс + 1-248-560-0215
http://www.ntcamerica.com
Мексика
KIMX / Komatsu Industries Mexico S.A. de C.V.
Продажа, техническое и послепродажное обслуживание станков и промышленного оборудования
Avenida Aguascalientes NO.920, полковник Паррас, Агуаскальентес, AGS, C.P. 20157, ESTADOS UNIDOS MEXICANOS
Тел .: + 52-449-9739-700
Германия
KGI / Komatsu Germany GmbH (Промышленное подразделение)
Продажа, техническое и послепродажное обслуживание станков и промышленного оборудования
Администрация: Forststraße 29, 40597 Дюссельдорф, Германия
Тел. +49 211 7109 702
Китай
YNC / YIDA NIPPEI MACHINE TOOL Corporation
Производство и продажа универсальных станков с ЧПУ, передаточных машин и запчастей
№11 Software Garden Road, район Ганьцзиньцзы, Далянь 116023, Китай
Тел. + 86-411-84676529 Факс + 86-411-84687608
+ 86-411-84676529 Факс + 86-411-84687608
http://www.ync-china.com
Китай
NST / NTC SHANGHAI TRADING CO., Ltd
Продажа, техническое и послепродажное обслуживание станков и промышленного оборудования
2F, Building E, Chamtime Plaza No. 6 Lane 2889 Jinke Road, Pudong New Area, Шанхай, Китай
Тел. + 86-21-6841-4567 Факс + 86-21-6841-0386
Китай
NST / NTC SHANGHAI TRADING CO., ООО Гуанчжоу Офис
Продажа, техническое и послепродажное обслуживание станков и промышленного оборудования
Комната № 938, Международный офис Уэйна, № 167 Линхэ (W) Road Tianhe District, Гуанчжоу 510620, Китай
Тел. + 86-20-3855-1680 Факс + 86-20-3888-8572
Индия
KIPL / Komatsu India Pvt. Ltd, Подразделение НТК.
Продажа, техническое и послепродажное обслуживание станков и промышленного оборудования
Земельный участок No.A-64, H-Block, Midc Pimpri, Pune-411 018, India
Тел. + 91-20-27480587 Факс + 91-20-27480588
Бывшая компания: NIPPEI TOYAMA INDIA PRIVATE LIMITED
Таиланд
NTA / NIPPEI TOYAMA (THAILAND) Co.
 , Ltd.
, Ltd.Продажа, техническое и послепродажное обслуживание станков и промышленного оборудования
28/9 Moo 3, Bangna-Trad Road Km.23, Bangsaothong,
Bangsaothong, Samutprakarn, THAILAND 10570
Тел. + 66-2-740-1150 Факс + 66-2-740-1152
Индонезия
ТКМСИ / ПТ.Komatsu Marketing and Support Индонезия
Техническое и послепродажное обслуживание станков и промышленного оборудования
JL, Ириан, Блок JJ-4-1 MM2100 Industrial Estate Cikarang Jatiwangi,
Bekasi, Jawa Brat 17520
Тел. + 62-21-4604290 Факс + 62-21-4605934
– Liberty Machinery
[metaslider id = 18531]
Что он делает? Как я могу его использовать? Почему мне это поможет?
Бесцентрово-шлифовальный станок – это абразивный чистовой инструмент, в котором заготовка поддерживается между двумя вращающимися колесами без каких-либо зажимов.Бесцентровое шлифование обычно не используется ни для чего, кроме чистовой обработки поверхности, но его можно использовать для очень больших объемов обработки. Форма шлифуемой детали также является важным фактором, поскольку бесцентровые шлифовальные машины не могут использоваться для обработки очень сложных деталей.
Форма шлифуемой детали также является важным фактором, поскольку бесцентровые шлифовальные машины не могут использоваться для обработки очень сложных деталей.
Бесцентрово-шлифовальный станок избавляет от необходимости удерживать детали или устанавливать их. Все, что нужно сделать оператору, – это вставить деталь между колесами. В большинстве случаев колеса будут ориентированы таким образом, чтобы деталь проходила через колеса автоматически, и ее нужно было только поймать, выходя с другой стороны.
Таким образом, бесцентрово-шлифовальные станки – лучший выбор для быстрой чистовой обработки простых цилиндров. Но они также могут округлять заготовки некруглой формы и достигать округлости, чистоты поверхности и допусков на размеры лучше, чем в большинстве других процессов.
Также доступны шлифовальные станки с ЧПУ, в которых станок автоматически подает и захватывает заготовки.
Чтобы получить ответы на свои вопросы или дополнительную информацию о бесцентровых шлифовальных машинах, позвоните в Liberty по телефону 847-276-2761 или отправьте нам письмо по электронной почте sales @ libertymachinery. com.
com.
Liberty Machinery покупает и продает все типы бесцентрово-шлифовальных машин.
Мы – ваш надежный поставщик высококачественных бесцентрово-шлифовальных машин и другого бывшего в употреблении оборудования.
Купить бесцентровую шлифовальную машину Продать бесцентровую шлифовальную машину Посмотреть видео о бесцентровой шлифовальной машине
Описание процесса: как это работает?
Бесцентрово-шлифовальный станок состоит из трех основных элементов: шлифовального круга , , регулирующего круга и рабочего стола .Различные другие элементы могут контролировать, например, скорость вращения колес или высоту рабочего места.
Регулирующий круг обычно изготавливается из материала на резиновой связке и предназначен для вращения заготовки так, чтобы каждая ее часть была доступна для шлифовального круга. Это также помогает удерживать деталь на месте.
Шлифовальный круг – это деталь, которая выполняет абразивное воздействие на деталь. Для бесцентрового шлифования круг не может быть обработан таким же количеством способов, как при других методах, но он может приспособиться к угловым деталям или ступенчатым участкам.Этот круг вращается быстрее регулирующего колеса, создавая трение между двумя кругами и, следовательно, шлифуя заготовку между ними.
Рабочий стол – это просто место, где сидит заготовка. Это может быть одно или два лезвия или наклонная станина, которая удерживает заготовку в самой нижней точке и обеспечивает большую округлость.
Существует три метода шлифования движущихся деталей с помощью бесцентрового шлифовального станка: шлифование с подачей , шлифование с подачей и шлифование с подачей .
Сквозное шлифование является наиболее распространенным методом. Деталь автоматически полностью проходит через два колеса и выходит с другой стороны.
Шлифование подачей позволяет производить правку шлифовального круга. Он используется, когда оператор хочет отшлифовать деталь, имеющую много разных диаметров в разных точках.
Шлифование с торцевой подачей похоже на шлифование со сквозной подачей, за исключением того, что вместо того, чтобы полностью проходить через круги, деталь входит, сидит некоторое время, а затем снова возвращается.Это можно использовать для создания конусовидных деталей.
Основные производители бесцентровых шлифовальных машин
Bryant, Cincinnati (Heald, Landis, Milacron), Cinova, Fives, Koyo, Lidkoping, Litton, Microcentric, Micron, Monza, Nicco, Royal Master, Schlafli, Viking, Toyo
Продайте бесцентрово-шлифовальный станок
Liberty всегда ищет бывшие в употреблении бесцентрово-шлифовальные станки для покупки на складе. Свяжитесь с нами и дайте нам знать, что у вас есть на продажу. Мы будем рады дать вам бесплатное предложение.
Мы будем рады дать вам бесплатное предложение.
Проверьте наш инвентарь на предмет бывшего в употреблении бесцентрового шлифовального станка
Нажмите ниже, чтобы увидеть наш текущий инвентарь и запросить бесплатное предложение. Кто-то скоро свяжется с вами.
Посмотрите наши бывшие в употреблении бесцентрово-шлифовальные станки на продажу.
Посетите канал Liberty на YouTube, чтобы увидеть больше видео
Артикул:
- Роберт Х. Тодд, Делл К. Аллен, Лео Алтинг, Справочное руководство по производственным процессам (Industrial Press Inc: 1994), 21.
- Крис Кёпфер, “Бесцентровое шлифование: не волшебство!” Журнал Modern Machine Shop , 15.12.2000. http://www.mmsonline.com/articles/centerless-grinding-not-magic .
- «Бесцентровое шлифование», Процессы: обработка , eFunda, Inc. http://www.efunda.com/processes/machining/grind_centerless.cfm.
 http://www.efunda.com/processes/machining/grind_centerless.cfm.
http://www.efunda.com/processes/machining/grind_centerless.cfm.Бесцентровое шлифование обработанных деталей
Для изменения внешнего диаметра (OD) прецизионной обработанной детали можно использовать два типа операций цилиндрического плоского шлифования: бесцентровое и центрированное.Шлифование наружного диаметра детали с ЧПУ, токарно-точеной на станке с ЧПУ, дает несколько преимуществ: более гладкую поверхность (Ra), меньший допуск на внешний диаметр (до +/. 0001 дюйма) и устранение деформации, которая может возникнуть во время термообработки.
- При центрированном шлифовании деталь удерживается неподвижно, а шлифовальный круг перемещается вверх и вниз по детали для удаления материала. Для этого на концах детали используются небольшие углубления (называемые центрами), которые помогают шлифовальному станку удерживать деталь неподвижно.
- При бесцентровом шлифовании шлифовальный круг неподвижен.Деталь движется через станок и проходит мимо шлифовального круга, который удаляет материал с детали. Этот процесс используется, когда детали не могут иметь центры, добавленные к концам компонента.
 Этот процесс используется, когда детали не могут иметь центры, добавленные к концам компонента.
Этот процесс используется, когда детали не могут иметь центры, добавленные к концам компонента.У Pioneer Service есть собственные возможности для бесцентрового шлифования. Кроме того, в зависимости от требований проекта, сроков поставки и производительности, мы также привлекаем нескольких высококвалифицированных сторонних поставщиков услуг по шлифовке компонентов. Партнеры для внешнего шлифования часто используются, когда компонент требует сочетания шлифования по внешнему и внутреннему диаметру.
Pioneer Service предлагает два типа бесцентрового шлифования:
1) Шлифование с подачей:
- Внешний диаметр от 0,045 дюйма (1,14 мм) до 1,5 дюйма (38,1 мм) диаметром
- Поверхности длиной до 6 дюймов (от один конец детали)
- Допуски: +/- .0001 ”
- Чистота поверхности до 2Ra
- Используется для деталей более сложной формы или когда необходимо шлифовать несколько наружных диаметров
- Обычно загрузка занимает больше времени шлифовать компонент, поскольку для каждого уровня требуется разная настройка.
- Используется для шлифования небольших плоских поверхностей и пазов

2) Шлифование с сквозной подачей:
- НД от.Диаметр от 045 ″ (1,14 мм) до 1,0 ″ (25,4 мм)
- Детали длиной до 72 дюймов
- Допуски: +/- .0001 ”
- Обработка поверхности до 2Ra
- Используется для деталей одного диаметра, требующих шлифования
- Обычно лучший вариант, когда необходимо поддерживать диаметральные соотношения.
- Как правило, занимает меньше времени, чем шлифование с подачей, так как несколько деталей могут подаваться через трубу в шлифовальный станок.
центры на конце (слева) и без (справа).Деталь справа подходит для бесцентрового шлифования, потому что у нее нет центров. Деталь слева можно шлифовать либо бесцентровым, либо центрированным шлифованием.
При бесцентровом шлифовании шлифовальный станок имеет 2 круга (см. Изображение справа):
- Шлифовальный круг: Шлифовальный круг имеет абразивную поверхность и шлифует материал с поверхности детали (заготовки) при движении через машина.
- Регулирующее колесо: это колесо регулирует скорость и глубину удаления материала с компонента (заготовки) при его движении через машину.

Лезвие рабочего центра поддерживает компонент (заготовку), когда она движется через станок. Шлифовальный круг, регулирующий круг и лезвие рабочего центра неподвижны. Компонент (заготовка) перемещается через станок с регулируемой скоростью для достижения заданной чистоты поверхности и размера.
При шлифовании компонента (заготовки), имеющего центры (см. Изображение справа), деталь удерживается неподвижно, и шлифовальный круг перемещается вдоль компонента для удаления материала для достижения заданного допуска и качества поверхности.
Pioneer Service может бесцентрово шлифовать следующие материалы:
- Алюминий
- Латунь
- Медь
- Углеродистая сталь
- Стальные сплавы
- Нержавеющая сталь
Некоторые типы компонентов сервисного центра Pioneer земля:
- Валы
- Гидравлические компоненты
- Резьбовые стержни
- Штифты
- Втулки
- Крепежные детали
Отрасли, в которых используются бесцентровые наземные компоненты: медицина, авиакосмическая промышленность, военная промышленность, энергетика, нефть и газ, пищевая промышленность Обработка и многое другое.
Для получения дополнительной информации о том, подходит ли бесцентровое шлифование для вашего компонента, свяжитесь с нами сегодня .
Бесцентровые шлифовальные станки с проходной подачей для валов, пальцев и подшипников
Гидростатические направляющие для шлифовальных и регулирующих кругов для защиты от вибрации
Во время процесса бесцентрового шлифования предварительно отшлифованные заготовки помещаются на угловую опорную подставку и подаются между ними. шлифовальный круг и регулирующий круг. Шлифовальный круг вращается для удаления стружки с заготовки или профилирования поверхности заготовки, в то время как регулирующий круг вращает ее.Очень важно точно отрегулировать положение шлифовального круга и регулирующего круга, поскольку заготовка теряет свою поверхность и становится меньше в процессе шлифования.
Наши бесцентровые шлифовальные машины имеют гидростатические V-образные ползунки для управления положением колеса, которые лучше справляются с вибрацией, чем направляющие подшипники линейного перемещения.
Опция автоматической регулировки высоты рабочего упора для компенсации смещенного значения
Мы также предлагаем опцию автоматической регулировки высоты рабочего упора для компенсации смещенного значения заготовки из-за потери материала.
Пока регулирующий круг вращает заготовку с определенной скоростью, шлифовальный круг удаляет поверхность заготовки. Одновременное вращение и шлифование обоих кругов создает тепло, вибрацию и силу. Наши бесцентровые шлифовальные машины сконструированы так, чтобы свести к минимуму вибрацию и воздействие тепла и силы. Все механизмы станка и важные компоненты, такие как шпиндели, рассчитаны на длительный срок службы в процессе шлифования наших клиентов.
Шпиндели с одинарным или двойным захватом для точного прядения бесцентрово-шлифовальных машин
При разработке бесцентрово-шлифовальных машин мы выбираем шпиндели, наиболее подходящие для требований клиента.Опираясь на наши знания о конструкции шпинделей, мы производим шпиндели, которые выполняют одинарное, двойное или гидростатическое вращение для процесса бесцентрового шлифования.
Благодаря постоянным инвестициям в исследования и разработки, мы фокусируемся на расширении наших возможностей и улучшении существующих технологий, о чем свидетельствуют наши недавние патенты на вращающиеся алмазные правки и системы автоматической загрузки и разгрузки.
Модели и характеристики бесцентрового шлифовального станка
Преимущества бесцентрового шлифования
Хотя в производстве используются как центрированное, так и бесцентровое шлифование, технология бесцентрового шлифования постоянно совершенствуется, чтобы сделать эти станки более эффективными, чем когда-либо прежде.Этот метод шлифует металлические детали для удаления материала, придавая им желаемые формы концов.
Когда производители работают с бесцентровыми шлифовальными машинами, они могут ожидать:
- Более гладкая поверхность
- Более жесткие допуски
- Прямые линии
В этом посте мы рассмотрим несколько лучших практик бесцентрового шлифования, а также некоторые продукты, которые создает этот процесс.
Не столь очевидные преимущества шлифования
Физические преимущества бесцентрового шлифования легко увидеть в завершенном проекте: у вас есть готовый продукт превосходного качества.Труднее увидеть экономию денег и времени, но они не менее важны для вашей компании.
Другие преимущества бесцентрового шлифования:
- Быстрая загрузка : По сравнению с центрированным шлифованием бесцентровое шлифование обеспечивает исключительно короткое время загрузки, что приводит к почти непрерывному шлифованию.
- Нет необходимости сбрасывать оборудование т: После настройки бесцентрового шлифовального оборудования вы обычно можете завершить весь производственный цикл без необходимости его перезапуска.Это экономит время и трудозатраты, а также снижает вероятность ошибки.
- Без прогиба : Поскольку заготовка полностью поддерживается, можно использовать более тяжелые проходы, чем при центрированном шлифовании.
- Без осевого усилия : Бесцентровая шлифовальная машина идеально подходит для обработки тонких деталей и хрупких материалов, так как на концах детали отсутствует дополнительное давление.
- Долговечность : Бесцентровые шлифовальные круги могут прослужить долгое время, потому что нет необходимости во внешней подаче и центрировании (и потенциальной ошибке, которая может сопровождать эти факторы).
- Высокая производительность : Автоматический процесс подачи (например, через гравитационный желоб) позволяет быстро производить более мелкие изделия.

Дополнительные преимущества для улучшенной обработки
Бесцентрово-шлифовальные машины способны обрабатывать до 200–300 деталей в минуту (точное количество зависит от размера детали). Эти машины обязаны своими удивительными производственными возможностями своей способности обрабатывать сотни деталей в сквозной подаче без необходимости ручной помощи.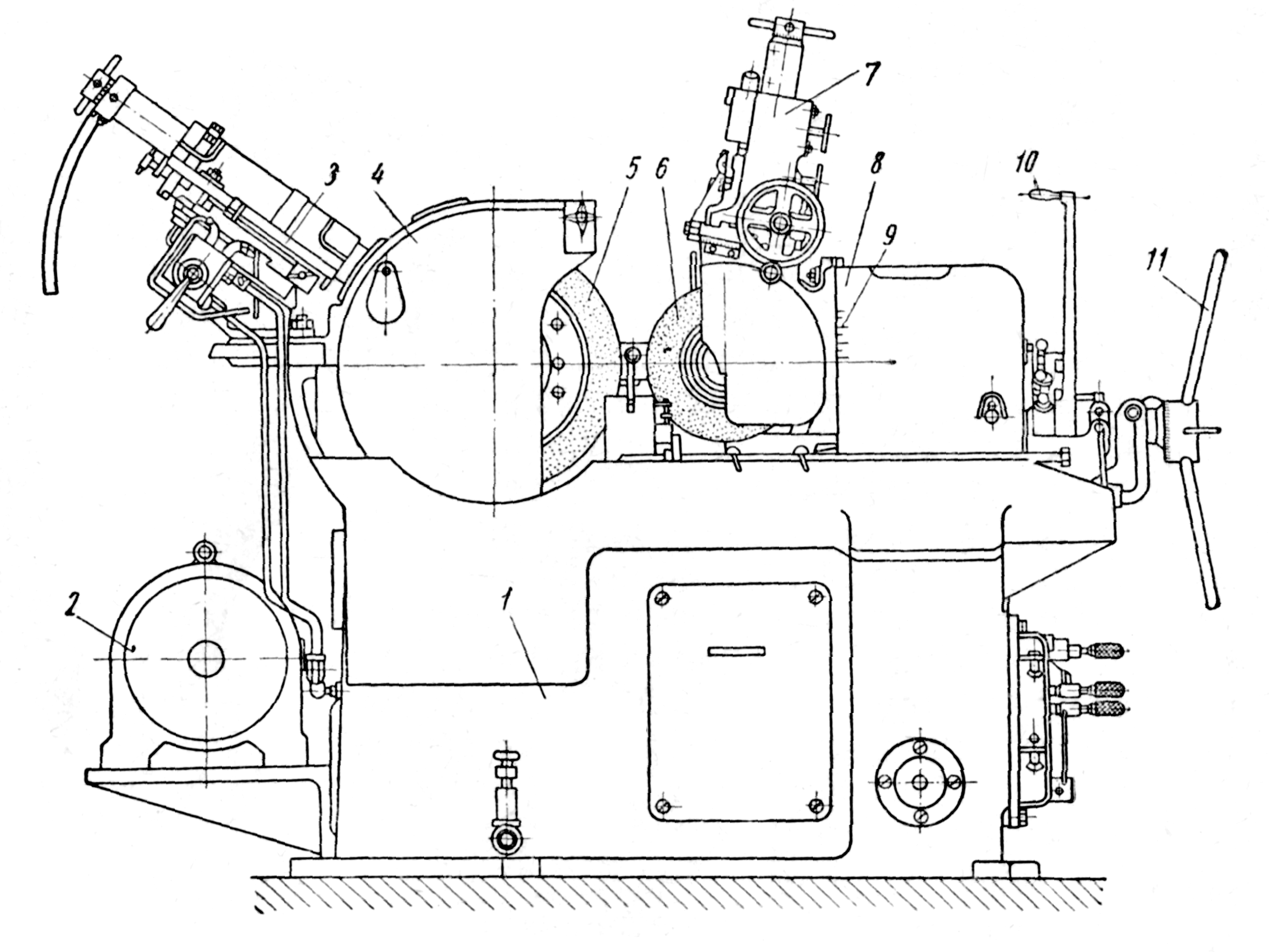
Благодаря линейной опоре заготовки можно также измельчать мягкие или хрупкие материалы, поскольку эти станки работают с низкими напряжениями. Нет необходимости подготавливать заготовку к закреплению в шлифовании, а неисправности, вызванные фиксацией, устраняются.
Кроме того, загрузка и выгрузка заготовки просто и легко автоматизировать. При использовании непрерывного шлифования с сквозной подачей не возникает потерь времени на замену заготовки. Кроме того, длинные заготовки можно обрабатывать на сравнительно небольших станках.
Вам нужна бесцентровая шлифовка?
В Centerless Technology мы обладаем более чем двадцатилетним опытом, чтобы предлагать высококачественные услуги шлифования. Мы по-прежнему стремимся обеспечить первоклассное шлифование с использованием самого современного шлифовального оборудования. Недавно мы установили наш новый KELLENBER-VARIA UR 175/1000, который может выполнять как многодиаметровое, так и внутреннее шлифование с диаметром между центрами 40 дюймов и диаметром поворота 13,75 дюйма.