Бесцентровое шлифование наружных и внутренних поверхностей
Одной из наиболее производительных и популярных обработок металлических деталей и заготовок считается бесцентровое шлифование. При его выполнении обрабатываемое изделие не закрепляют в патроне или по центральной оси, как при других видах шлифования. Деталь размещается между двумя шлифовальными кругами, удерживается при помощи специальной опоры со скосом, благодаря чему она прижимается к ведущему кругу (меньшего диаметра). Снятие слоя металла осуществляет абразивный круг большего диаметра, который вращается со скоростью, в 80-100 раз превышающей скорость вращения малого (ведущего) шлифовального круга.
Работа бесцентрово-шлифовальных станков
Бесцентровое шлифование производится на бесцентрово-шлифовальных станках. Они подразделяются на несколько типов в зависимости от того, как расположены шлифовальные круги:
- для наружного и внутреннего шлифования;
- специальные;
- универсальные.


На таких станках обрабатывают валы, гильзы, прутки, детали подшипников, поршней и другие детали по типу тел вращения. Работа бесцентровых круглошлифовальных станков может идти по двум схемам:
- с продольной подачей детали;
- с поперечной подачей (врезанием).
Продольная подача подходит для обработки длинных заготовок с одинаковым диаметром по всей длине поверхности. Врезное бесцентровое шлифование применяется в тех случаях, когда изделие имеет фасонную или ступенчатую конфигурацию, выступающие на поверхности части или выемки любых размеров.
Круглое бесцентровое шлифование обеспечивает высокое качество обработки металлических поверхностей. Бесцентрово-шлифовальные станки можно легко объединять в целые автоматические линии, что значительно повышает их производительность и обеспечивает контроль за результатами их работы при массовом производстве металлоизделий.
Круглое бесцентровое шлифование наружных поверхностей
При бесцентровом шлифовании наружных поверхностей детали и заготовки проходят обработку без крепления в центрах. Снятие припуска и удаление шероховатостей производится режущим кругом, при этом сама деталь находится между двумя кругами – рабочим и ведущим. Они вращаются в одну сторону, но с разной скоростью: обычно скорость шлифовального круга почти в 100 раз выше скорости ведущего круга. Именно разность скоростей обеспечивает шлифование изделий.
Снятие припуска и удаление шероховатостей производится режущим кругом, при этом сама деталь находится между двумя кругами – рабочим и ведущим. Они вращаются в одну сторону, но с разной скоростью: обычно скорость шлифовального круга почти в 100 раз выше скорости ведущего круга. Именно разность скоростей обеспечивает шлифование изделий.
При необходимости можно менять положение ведущего круга по отношению к рабочему. Это обеспечит хороший прижим детали к опоре (при врезном шлифовании), а при продольном способе наружного бесцентрового шлифования обеспечит правильную подачу детали в зону обработки.
Внутреннее бесцентровое шлифование
Внутреннее бесцентровое шлифование может выполняться при помощи ведущего, опорного и прижимного роликов и на жестких опорах. В таком методе есть свои преимущества, например, отсутствует осевое биение шпинделя. К недостаткам можно отнести два момента:
- возможность деформации обрабатываемой детали под воздействием прижимного ролика;
- ухудшение точности шлифования из-за биения опорного и ведущего роликов.

При выполнении внутреннего бесцентрового шлифования отверстий заготовку располагают на станке между тремя роликами, которые вращаются. Абразивный круг также вращается на валу, и в процессе вращения он вводится в отверстие, которое нужно обработать.
Круги для бесцентрового шлифования
Для бесцентрового шлифования в основном применяют следующие виды абразивных кругов:
- в качестве рабочего инструмента – шлифовальные круги типа 1 (ПП) с наружным диаметром 250-600 мм, реже 700 и 800 мм, высотой 100 мм, керамическая связка; круги с выточками типа 7 (ПВД) с наружным диаметром 250-300 мм, высотой 75-100 мм; круги типа 5 (ПВ) с наружным диаметром 500-600 мм;
- в качестве ведущего круга – мелкозернистые круги на вулканитовой или бакелитововй связке, стальные, чугунные или алюминиевые.
В последнее время при шлифовании небольших деталей (диаметр до 15 мм) вместо ведущих кругов применяют чугунные и алюминиевые ролики. Металлические ролики имеют повышенную стойкость между правками, которая больше, чем у стандартных кругов на вулканитовой связке. Применение роликов позволяет повысить производительность труда и значительно сократить расход алмазных инструментов.
Применение роликов позволяет повысить производительность труда и значительно сократить расход алмазных инструментов.
Посмотрите также:
Бесцентровое шлифование – Энциклопедия по экономике
Для бесцентрового шлифования с продольной подачей в зависимости от припуска на диаметр дополнительно установлено число проходов. [c.113]Оси, оправки — бесцентровое шлифование. [c.50]
Штифты цилиндрические — бесцентровое шлифование. [c.50]
Валики шестеренные — бесцентровое шлифование диаметра шестерни с валиком. [c.384]
Гильзы гидромеханизмов автосамосвалов — бесцентровое шлифование. [c.384]
Кольца наружные и внутренние всех типов — бесцентровое шлифование наружного диаметра. [c.384]
Эти изделия получаются в результате пластической деформации, либо при горячей обработке непосредственно из слитков или полуфабрикатов (горячей прокаткой, штампованием или горячим волочением), либо при холодной обработке косвенно из горячих полуфабрикатов (холодной прокаткой, прессованием, волочением проволоки, холодным волочением).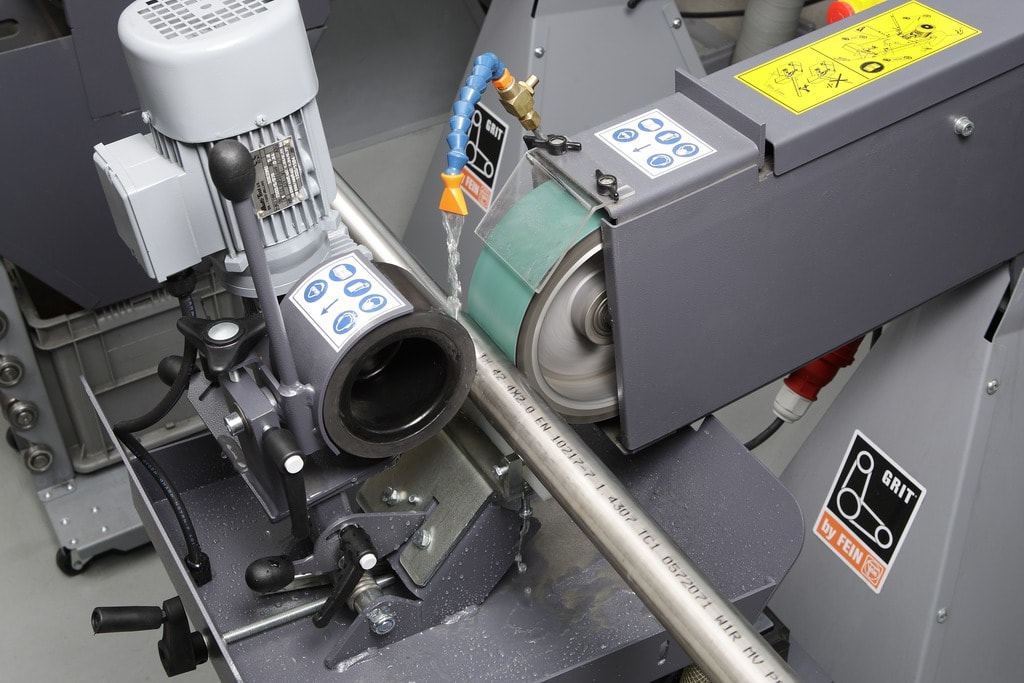 После этого в некоторых случаях следуют отделочные операции (например, холоднотянутые прутки, полученные бесцентровым шлифованием или прецизионной обточкой).
[c.156]
После этого в некоторых случаях следуют отделочные операции (например, холоднотянутые прутки, полученные бесцентровым шлифованием или прецизионной обточкой).
[c.156]
При бесцентровом шлифовании обрабатываемая деталь вращается между двумя шлифовальными кругами, причем один из кругов выполняет роль режущего инструмента (шлифующий круг), а другой в зависимости от характера работы или вращает обрабатываемую деталь и одновременно сообщает ей поступательные движения или только вращает деталь (ведущий круг). Шлифуемая деталь (фиг. 116), находясь между двумя кругами и поддерживаемая направляющей линейкой, получает скорость медленно вращающегося ведущего круга. Это объясняется тем, что вращение детали происходит за счет трения, возникающего между кругами и деталью. [c.278]
Шлифовальный круг при бесцентровом шлифовании вращается с обычной для круглого шлифования скоростью, ведущий круг со скоростью примерно равной скорости вращения детали при круглом внешнем шлифовании.
[c. 279]
279]
Способом продольной подачи — сквозное шлифование гладких валиков, при этом способе бесцентрового шлифования ось ведущего круга устанавливается под небольшим углом а = 1°-г-4,5°к оси шлифовального круга (фиг. 117). [c.279]
Режим резания. При бесцентровом шлифовании способом продольной подачи угол поворота ведущего круга ° и удвоенные глубины шлифования It в мм при предварительной обработке выбирают в зависимости от диаметра шлифуемой детали следующим образом [c.279]
Скорость вращения обрабатываемой детали при бесцентровом шлифовании vd в м/мин способом продольной подачи определяется по следующей эмпирической формуле [c.280]
При бесцентровом шлифовании способом подрезки [c.280]
Мощность W, при бесцентровом шлифовании способом продольной подачи определяется по следующим формулам при шлифовании незакаленной стали [c.280]
При бесцентровом шлифовании способом подрезки незакаленной и закаленной стали [c.281]
Для упрощения техники расчета технических норм в практическом нормировании на заводах на основании эмпирических формул по определению режима резания разрабатываются нормативные таблицы скоростей и подач при бесцентровом шлифовании.
Режимы резания при бесцентровом шлифовании способом продольной подачи. Окончательное (чистовое) шлифование [c.282]
Примечание. Приведенные режимы резания для чистового бесцентрового шлифования рекомендуются для шлифования всех металлов. [c.282]
| Таблица 120 Режимы резания при бесцентровом шлифовании способом подрезки. Окончательное (чистовое) шлифование |

Шлифование деталей на бесцентровых станках производится двумя способами [c.279]
В табл 119 и 120 приводим нормативы по определению режима резания при бесцентровом чистовом шлифовании способом продольной подачи и способом подрезки. [c.282]
Кольца наружные и внутренние веех типов — бесцентровое шлифование наружное. [c.90]
В ряде случаев вместо ступенчатых могут быть применены гладкие валы, оси и пальцы с постоянным диаметром и допуском по всей длине. Такие конструкции обеспечивают а) возможность использования холоднотянутой калиброванной стали, не требующей обработки по диаметру. При необходимости обработки используют высокопроизводительное и дешевое сквозное шлифование на бесцентрово-шлифоваль-ных станках б) отсутствие отходов металла в стружку либо очень малый объем отходов вследствие незначительного припуска на шлифовку в) повышение прочности при переменных напряжениях в связи с отсутствием концентрации напряжений, возникающей в местах перехода сечений при ступенчатых конструкциях.
Шлифование наружного диаметра за 5 проходов и полирование за 2 прохода Автоматическая линия из 7 станков (5 бесцентрово-шлифовальных и 2 бесцент-ровополировочных) 0,12 [c.49]
Характеристика работ. Наладка однотипных бесцентрово-шлифовальных. круг-лошлифовальных, плоскошлифовальных станков для шлифования и доводки сложных деталей по 8-10-му квалитетам (3-му классу точности) и параметру Ra 1,25— 0,32 (7—9-му классам чистоты). Установление технологической последовательности и режимов обработки по технологической карте или самостоятельно. Установка деталей в нормальных и специальных приспособлениях и на столе станка с выверкой [c.28]
Характеристика работ. Наладка бесцентрово-шлифовальных, крутлошлифоваль-ных, плоскошлифовальных, внутришлифовальных, хонинговальных станков различных типов и станков суперфиниширования для шлифования и доводки сложных, крупных и ответственны.х деталей по б—7-му квалитетам и параметру Ra 0,63— 0,15 (2-му классу точности и 8—10-му классам чистоты). Установление технологической последовательности обработки и режимов шлифования. Установка деталей в приспособлениях и на столе станка с выверкой их в различных плоскостях.
[c.29]
Установление технологической последовательности обработки и режимов шлифования. Установка деталей в приспособлениях и на столе станка с выверкой их в различных плоскостях.
[c.29]
Характеристика работ. Наладка однотипных бесцентрово-шлифо-вальных, круглошлифовальных, плоскошлифовальных станков для шлифования и доводки сложных деталей по 3-му классу точности и 7—9-му классам чистоты. Установление технологической последовательности и режимов обработки по технологической карте или самостоятельно. Установка деталей в нормальных и специальных приспособлениях и на столе станка с выверкой в двух плоскостях. Определение износа шлифовальных кругов по внешнему виду и чистоте обрабатываемой поверхности. Участие в ремонте станков. [c.331]
З)Шлифовальные станки различных типов (например, круглошлифовальные станки для внутреннего шлифования, бесцентровые шлифовальные станки, плоскошлифовальные станки, резьбошлифовальные станки, станки для шлифования клапанов и седел), в функции которых входит доводка до заданной степени точности работы, выполненной другими станками. (4)Хонинговальные и лаппинговальные станки для получения точно сопрягаемых поверхностей.
[c.195]
(4)Хонинговальные и лаппинговальные станки для получения точно сопрягаемых поверхностей.
[c.195]
Бесцентровое шлифование применяют для шлифования гладких валов
Различают три схемы бесцентрового шлифования; шлифование гладких валов с продольной подачей заготовки, шлифование валов с уступами и шлифование внутренних отверстий. При бесцентровом шлифовании заготовку устанавливают на опорный нож. Ведущий круг установлен под углом к оси шлифующего круга (угол 1—4,5°). Поэтому при вращении ведущего круга со скоростью 10—90 м/мин осуществляется продольная подача заготовки. Резание осуществляется за счет главного движения шлифовального круга при скорости резания 30—35 м/с. Круговая подача заготовки обеспечивается трением заготовки о ведущий и шлифующий круг. Для повышения силы трения ведущий круг выполняют на вулканитовой или бакелитовой связке с высокой твердостью.
При шлифовании валов с уступами оси шлифовального и ведущего кругов параллельны.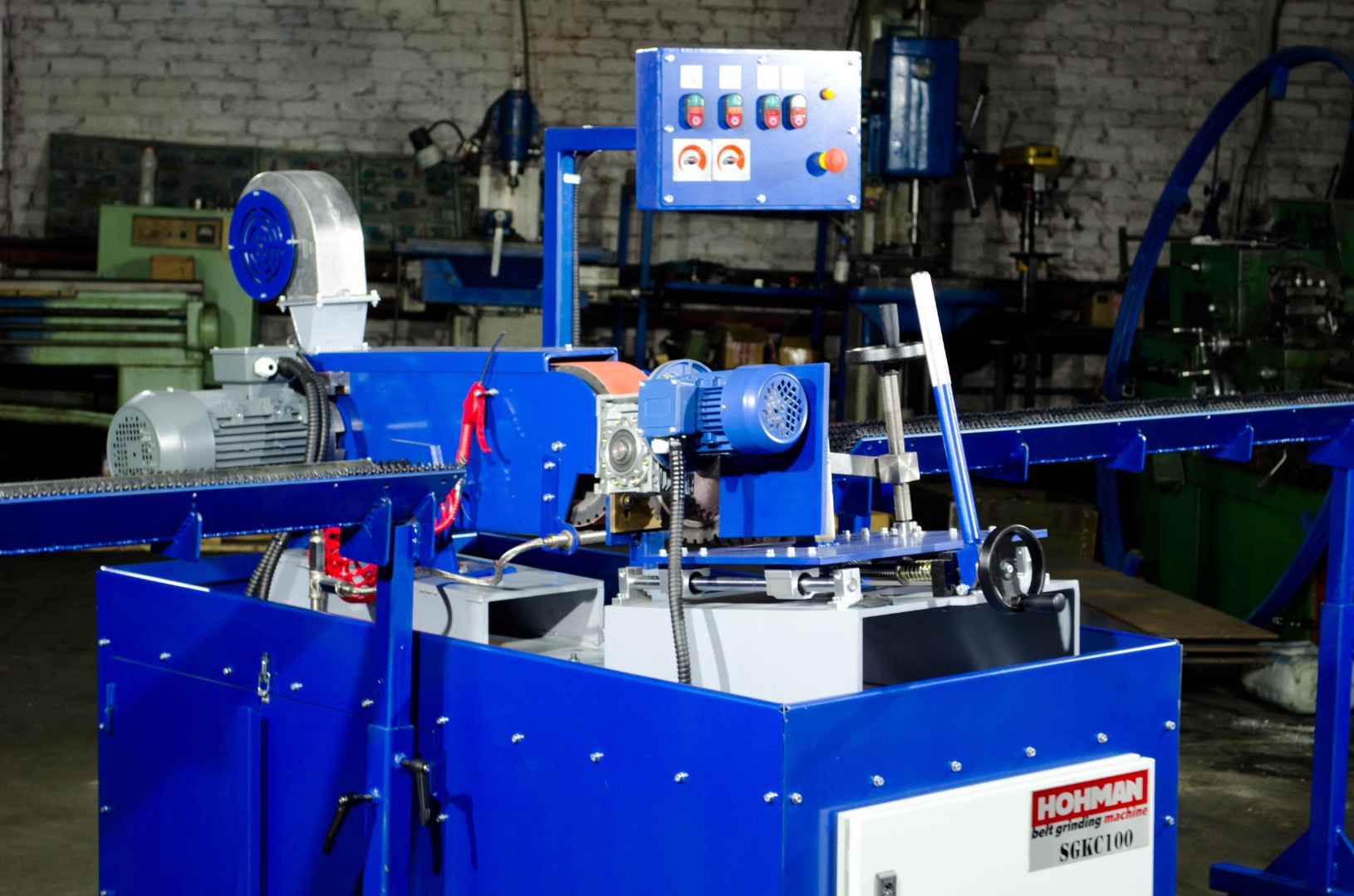 Обработку ведут врезным шлифованием при поперечной подаче ведущего круга. Ширина шлифовального круга должна быть больше ширины шлифуемой поверхности. При шлифовании валов с уступами врезанием применяют шлифовальные круги шириной до 800 мм.
Обработку ведут врезным шлифованием при поперечной подаче ведущего круга. Ширина шлифовального круга должна быть больше ширины шлифуемой поверхности. При шлифовании валов с уступами врезанием применяют шлифовальные круги шириной до 800 мм.
Бесцентровое шлифование внутренних отверстий ведут путем установки детали на опорный ролик. Роликом заготовку прижимают к ведущему барабану, приводящему во вращение заготовку относительно шлифовального круга. Продольная подача заготовки 5пр осуществляется действием осевой составляющей скорости барабана, а поперечная — перемещением шлифовального круга.
При плоском шлифовании обработку плоских поверхностей деталей ведут периферией или торцом круга. Шлифование периферией круга ведут при прямолинейной возвратно-поступательной продольной подаче стола станка с заготовкой или при круговой подаче. Шлифовальный круг совершает главное движение резания и движение подачи. Продольная подача заготовки составляет 5—30 м/мин при черновом и 30— 60 м/мин при чистовом шлифовании. Шлифование торцом круга на станках с прямолинейной по-дачей ведут со скоростью возвратно-поступательного движения в равной 3—12 м/мин при черновой и 2— 3 м/мин при чистовой обработке. Шлифование заготовок на столах с круговой подачей производят при скорости вращения детали 4—20 м/мин (черновая обработка) и 20—40 м/мин при чистовой обработке. Вертикальную подачу принимают равной 0,015—0,15 мм при черновой и 0,005—0,015 мм при чистовой обработке.
Шлифование торцом круга на станках с прямолинейной по-дачей ведут со скоростью возвратно-поступательного движения в равной 3—12 м/мин при черновой и 2— 3 м/мин при чистовой обработке. Шлифование заготовок на столах с круговой подачей производят при скорости вращения детали 4—20 м/мин (черновая обработка) и 20—40 м/мин при чистовой обработке. Вертикальную подачу принимают равной 0,015—0,15 мм при черновой и 0,005—0,015 мм при чистовой обработке.
Бесцентровое круглое шлифование – Справочник химика 21
Бесцентровое круглое шлифование [c.403]Рнс. 244. Схема бесцентрового круглого шлифования [c.404]
Применяется при пилении, точении, фрезеровании, сверлении и нарезке резьбы из материала легкой и средней тяжести обработки. Используется как СОЖ общего назначения для цилиндрического и бесцентрового шлифования. Пригодна для обработки многих материалов низкоуглеродистой стали, чугуна, коррозионно-стойкой стали, других материалов от легко до среднеобрабатываемых. Применяется с водой различной жесткости от 50 до 350 ррт. Концентрация плоское и круглое шлифование 3-5%, бесцентровое и контурное шлифование 4-6%, пиление и точение 4-6%, фрезерование, сверление и нарезка резьбы 5-7%. [c.139]
Применяется с водой различной жесткости от 50 до 350 ррт. Концентрация плоское и круглое шлифование 3-5%, бесцентровое и контурное шлифование 4-6%, пиление и точение 4-6%, фрезерование, сверление и нарезка резьбы 5-7%. [c.139]
Для плоского и круглого шлифования (2-3%-ная эмульсия) при операциях общей металлообработки бесцентрового шлифования (3-5%-ная эмульсия) контурного шлифования (5-10%-ная эмульсия) черных и цветных металлов. [c.291]
Плоское, внутреннее, бесцентровое и круглое шлифование [c.134]
Бесцентрово-ленточное шлифование и полирование применяют для обработки наружной поверхности труб и прутков из различных материалов, круглого проката и фасонных деталей. Шлифование и полирование рулонной лентой широко распространено в подшипниковой промышленности. Быстровращающаяся деталь соприкасается с лентой, которая медленно перематывается с одного [c. 13]
13]
При бесцентровом шлифовании деталь ни на чем не закрепляется. Она помещается между двумя кругами и поддерживается направляющей линейкой (фиг. 110). Одии из кругов является шлифующим, а другой-ведущим. Ведущий круг в зависимости от способа работы только вращает деталь, или вращает и сообщает ей поступательное движение вдоль направляющей линейки. Шлифовальный круг вращается с обычной для круглого шлифования скоростью. Ведущий круг вращается со скоростью, примерно равной скорости детали при круглом шлифовании. [c.280]
Бесцентровое шлифование с продольной подачей производится аналогично круглому шлифованию с продольной подачей. При этом виде бесцентрового шлифования ось ведущего круга ставится под небольшим углом а к оси шлифующего круга (фиг. 110 а), а направляющая линейка остается параллельной ей. Для того, чтобы в этом случае осуществить соприкосновение ведущего круга по всей ширине детали, рабочей поверхности его придается форма гиперболоида вращения. [c.281]
[c.281]
Бесцентровое шлифование в настоящее время во многих случаях вытесняет круглое шлифование, благодаря значительно более высокой производительности, а также в ряде случаев вследствие большей точности обработки и чистоты шлифованной поверхности, чем при круглом шлифовании в центрах. Это объясняется тем, что при бесцентровом шлифований отпадают все погрешности, связанные с неточностью изготовления приспособлений и механизмов станка, а также тем, что жесткость установки детали значительно выше, чем при круглом шлифовании. [c.283]
Обозначения У — податливость технологической системы, мм/Н (см. гл. 1, стр. 27) Су — коэффициент, характеризующий условия резания при точении 5 – подача при точении, мм/об / — глубина резания, мм ЯВ — твердость обрабатываемого материала по Бринеллю, МПа С — коэффициент, характеризующий условия резания при фрезеровании . 5-— подача при фрезеровании, мм/зуб г — число зубьев фрезы О — диаметр фреза, мм В — ширина фрезеруемой поверхности, мм Ср — коэффициент, характеризующий условия резания при бесцентровом шлифовании заготовки из стали 45 непрерывным потоком Ср = 12,28 единичными заготовками Ср=10,5 при наружном круглом шлифовании кругами шириной 40 мм при обработке заготовки из стали Ср = 2,15 и чугуна Ср = 2,0 К — коэффициент, характеризующий состояние шлифовального круга (при остром круге К=, 5 при затупленном К=3) 5,, —продольная подача заготовки при шлифовании 5 — подача при врезном шлифовании — окружная скорость обрабатываемой заготовки, м/мин (/ — диаметр обрабатываемой заготовки, мм Д р — исходная кривизна заготовки для первого перехода механической обработки, мм для последующих переходов — остаточная кривизна заготовки после предшествующего перехода, мм х, у, и, д, г — показатели степеней в формулах (см. Справочник технолога-машиностроителя, т. 2) [c.191]
Справочник технолога-машиностроителя, т. 2) [c.191]
Бесцентрово-ленточное шлифование и полирование применяют для обработки наружной поверхности труб и прутков из различных материалов, круглого проката и фасонных деталей. Шлифование и [c.13]
Рекомендуемая концентрация бесцентровое шлифование 4- %, круглое и плоское шлифование 4-6%. Концентрат следует хранить, не допуская замораживания, при температуре от О до 40°С. Срок хранения на складе 6 мес. со дня поставки. [c.140]
Ленточное шлифование производят на кругло-, плоско-, бесцентрово-шлифовальных, а также на специальных шлифовальных станках. [c.12]
Шлифование. Шлифование применяют для обработки (в основном чистовой) наружных и внутренних цилиндрических поверхностей, торцовых и плоских поверхностей. Шлифование может быть круглое наружное в центрах, бесцентровое наружное и внутреннее, внутреннее в патроне, плоское периферийное и торцовое, фасонное (шпоночных канавок, резьбы, зубчатых колес, режущего инструмента). [c.10]
[c.10]
Круглые прутки, проходя под давлением между дисками особой формы, которые изготовлены из закаленной стали, приобретают шлифованную поверхность. Состояние поверхности не уступает пруткам, обработанным на станках бесцентровой шлифовки. [c.185]
Бесцентровое шлифование с поперечной подачей аналогично круглому врезному шлифованию. Этим способом при соответствующей заправке шлифующего круга можно шлифовать детали, имеющие буртики и выступы, а также ступенчатые и фасонные поверхности. [c.282]
Предварительное круглое наружное, внутреннее, бесцентровое и плоское шлифование с параметром шероховатости поверхности Ка = 2,5 + 0,63 мкм. Отделка металлов и неметаллических материалов. Шлифование вязких материалов. Заточка крупных и средних резцов. Отрезка. Правка инструмента [c.247]
Среднемягкие и средние крут СМ2-С2-для чистового (круглого, бесцентрового, внутреннего плоского периферией круга) шлифования заготовок из закаленных сталей для шлифования резьб с крупным шагом. [c.249]
[c.249]
Средние и среднетвердые круги С2-СТ2 — для шлифования (круглого, бесцентрового, профильного, резьбошлифования) заготовок из незакаленных углеродистых и легированных сталей и сплавов, чугуна и других вязких металлов и материалов для плоского шлифования сегментами, хонингования брусками. [c.249]
Круглое наружное, бесцентровое, плоское периферией круга шлифование металлов с высоким сопротивлением разрыву [c.249]
Круги прямого профиля пп — универсальное применение. Наиболее распространенные случаи применения в зависимости от диаметра круга, мм до 150 — внутреннее шлифование 150—500 — заточка инструментов 250 — 1100 — круглое наружное шлифование 250—600 — бесцентровое шлифование [c.255]
В г. Дербенте завод шлифовальных станков выпускает полуавтомат модели 3841 для ленточного шлифования тел вращения, а также бесцентрово-шлифовальный станок модели 3865 (рис. 4) для шлифования круглого проката, труб, круглых деталей, а также ободьев колес велосипедов и мотоциклов. [c.7]
[c.7]
На бесцентровошлифовальных станках технологической базой при обработке является шлифуемая поверхность. Существует два способа бесцентрового шлифования с продольной подачей и с поперечной (врезанием). Если вал ступенчатый, то его шлифуют с продольной подачей до упора. Продольная подача осуществляется вследствие поворота ведущего круга на угол а, равный 1-4,5°. Врезным бесцентровым шлифованием обрабатывают у вала короткие шейки. Бесцентровое шлифование применяют при обработке небольших валов, обеспечивая 6—8-й ква(штет точности. Жесткость технологической системы при бесцентровом шлифовании выше жесткости системы при круглом шлифовании, что позволяет применять более высокие режимы резания и проводить обработку нежестких валов. Однако при шлифовании в центрах можно получить более круглые шейки и большую соосность ступеней вала. [c.296]
Наиболее ответственными операциями, влияющими на точность вала и шероховатость его поверхностей, являются операции отделочной обработки. К ним относят шлифование, тонкое точение, притирку,суперфиниширование, обкатку роликами и полирование. Наиболее распространенным методом отделочной обработки заготовок валов является наружное шлифование. Обычным шлифованием получают точность размеров по 7-8-му квалитету, а шероховатость поверхности Ка = 1,25- 0,63 мкм. При тонком шлифовании мелко1зернистым кругом достигают шероховатости поверхности Ка= 0,32 ,16 мкм, а точность обработки – 6-й квалитет. Тонкое шлифование малопроизводительно и поэтому его применяют тогда, когда другие отделочные методы не обеспечивают требуемой точности. Валы шлифуют на кругло-шлифовальных и бесцентрово-шли-фовальных станках. На круглошлифовальных станках технологической базой для установки валов служат центровые отверстия. Крутящий момент передается обрабатываемой заготовке при помощи хомутика. Шлифование шеек валов обычно проводят в две операции – предварительную и чистовую. Валы шлифуют на круглошлифовальных станках двумя методами с продольной подачей (рис.
К ним относят шлифование, тонкое точение, притирку,суперфиниширование, обкатку роликами и полирование. Наиболее распространенным методом отделочной обработки заготовок валов является наружное шлифование. Обычным шлифованием получают точность размеров по 7-8-му квалитету, а шероховатость поверхности Ка = 1,25- 0,63 мкм. При тонком шлифовании мелко1зернистым кругом достигают шероховатости поверхности Ка= 0,32 ,16 мкм, а точность обработки – 6-й квалитет. Тонкое шлифование малопроизводительно и поэтому его применяют тогда, когда другие отделочные методы не обеспечивают требуемой точности. Валы шлифуют на кругло-шлифовальных и бесцентрово-шли-фовальных станках. На круглошлифовальных станках технологической базой для установки валов служат центровые отверстия. Крутящий момент передается обрабатываемой заготовке при помощи хомутика. Шлифование шеек валов обычно проводят в две операции – предварительную и чистовую. Валы шлифуют на круглошлифовальных станках двумя методами с продольной подачей (рис. П1. 36, д) и с поперечной (рис. 1П. 36,6). [c.294]
П1. 36, д) и с поперечной (рис. 1П. 36,6). [c.294]
СОЖ № 4 ЗШИо — синтетическая жидкость, содержащая специальные присадки и ингибиторы коррозии. Обладает хорошими антикоррозионными свойствами, стабильностью и бактериологической устойчивостью. Рекомендуется при растворении в воде в концентрациях от 1 20 до 1 40 для операций течения и сверления фрезерования конструкционных углеродистых сталей и чугунов в концентрациях от 1 60 до 1 40 — для операций плоского, круглого, внутреннего и бесцентрового шлифования этих материалов. [c.17]
СОЖ 8В2Р обладает хорошими антикоррозионными свойствами, стабильностью и абсолютно прозрачна. Рекомендуется для круглого, плоского, внутреннего и бесцентрового шлифования деталей из различных металлов. Применяется в концентрациях от 1 60 до 1 100. [c.18]
Ленточное шлифование можно производить на кругло-, плоско-, бесцентрово-шлифовальных, а также на специальных шлифоваль- [c. 96]
96]
Бесцентрово-шлифовальные станки » Строительно-информационный портал
Бесцентровое шлифование — разновидность круглого шлифования, широко применяется для производительной финишной обработки горячекатаных круглых прутков и стали-серебрянки (ГОСТ 14955-69). Обрабатываемый пруток расположен между шлифовальным и ведущим кругом. Ведущий круг имеет меньшую окружную скорость и приводит во вращение заготовку. Опорный нож частично воспринимает массу прутка и может настраиваться по высоте. Наклон оси ведущего круга на несколько градусов обеспечивает продольное перемещение прутка. Осевая подача прутка определяется по формуле
где s — осевая подача прутка, мм/мин;
d — диаметр ведущего круга, мм;
nв — окружная скорость ведущего круга, об/мин;
b — угол наклона оси ведущего круга.
В табл. 32 приведены основные технические характеристики бесцентрово-шлифовальных станков, изготавливаемых отечественной промышленностью в соответствии с ГОСТ 13510—68 и ГОСТ 2898—67. Станкостроительный завод им. С. М. Кирова изготавливает шлифовальные станки с подвижными шлифовальной и ведущей бабками и неподвижным опорным ножом с подвижными ведущей бабкой и опорным ножом.
Станкостроительный завод им. С. М. Кирова изготавливает шлифовальные станки с подвижными шлифовальной и ведущей бабками и неподвижным опорным ножом с подвижными ведущей бабкой и опорным ножом.
При первой компоновке исключается необходимость смещения загрузочных устройств. Вторая компоновка создает жесткость и виброустойчивость шлифовальной бабки, так как вращающаяся масса шпинделя с кругом находится в корпусе, жестко соединенном со станиной.
Станки изготавливают горизонтального и наклонного типа, у последних обеспечивается большое усилие прижатия прутка к ведущему кругу, стабилизируется подача прутка.
Станки модели CЛ преимущественно применяют для обработки поверхности горячекатаных прутков и после точения прутков на бесцентрово-токарных станках. Станки имеют широкие наборные шлифовальные и ведущие круги (возможно шлифование сборными кругами с переменной технической характеристикой), повышенную жесткость, высокую мощность главного привода, загрузочно-разгрузочные и транспортные устройства, автоматический цикл обработки и подналадки шлифовального круга по мере его износа.
Конструктивное устройство этих станков достаточно хорошо известно на металлургических заводах. Важное значение для эффективной эксплуатации станков имеет их правильная настройка.
Основные требования, которые необходимо обеспечивать при настройке бесцентрово-шлифовального станка, изложены ниже.
Надежная подача обрабатываемого прутка обеспечивается при линейном контакте ведущего круга с прутком. Ось вращения прутков устанавливают выше линии центров шлифовального и ведущего кругов. Расстояние от оси вращения прутка до линии центров принимают равным половине диаметра прутка, а при диаметре более 25 мм — в пределах до 12 мм. Если ось вращения обрабатываемого прутка расположена высоко, то силы шлифования стремятся поднять его и шлифование становится неустойчивым. Если линия центров совпадает с осью вращения прутка, то при шлифовании возникает вибрация, ухудшающая качество поверхности обрабатываемого прутка.
Выбор материала, длины, толщины и угла скоса верхней поверхности опорного ножа должен соответствовать условиям шлифования и осуществляться на основе практического опыта.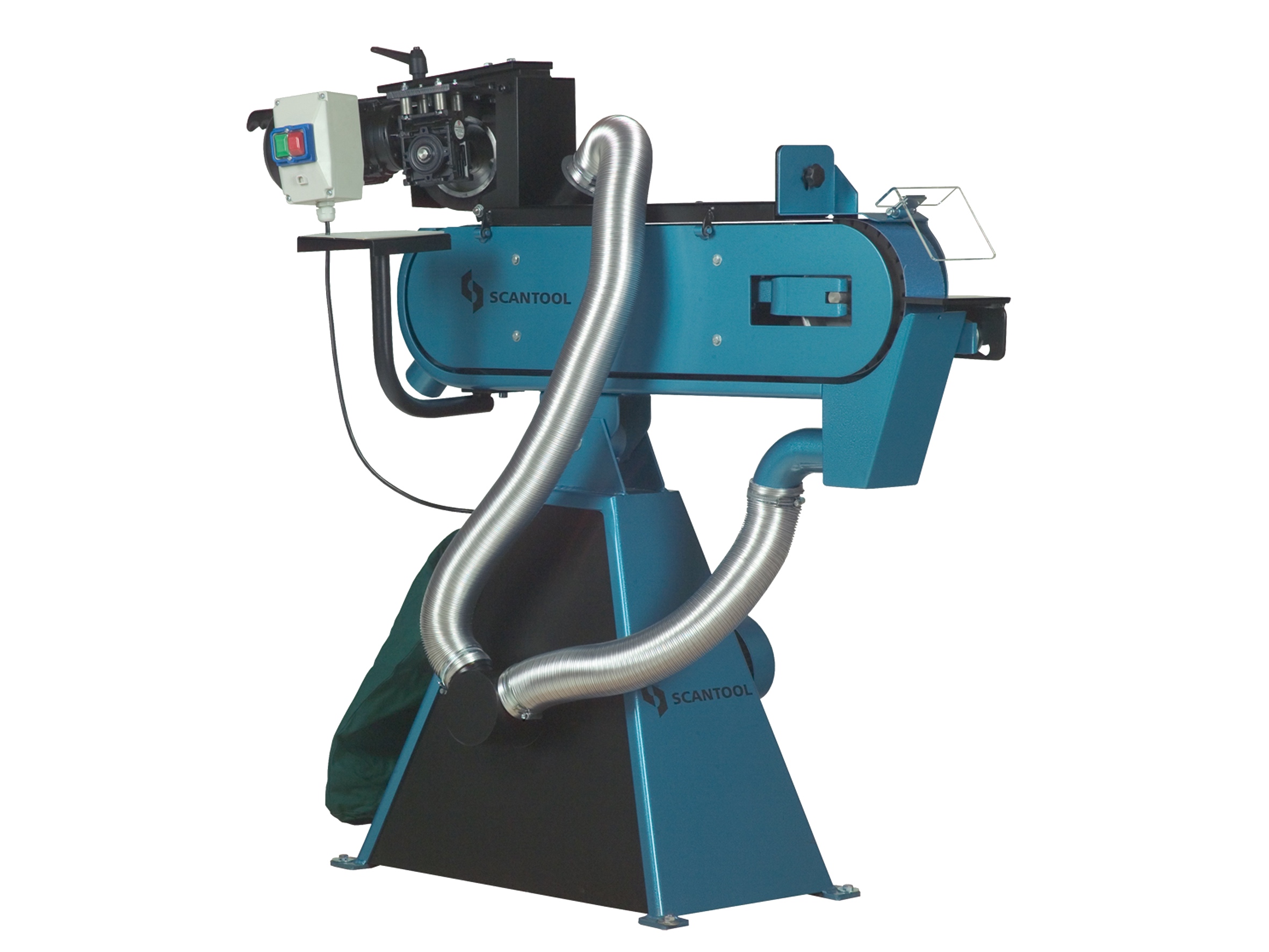 Своевременно должна выполняться перешлифовка опорных ножей. Корпус опорного ножа следует максимально жестко закреплять в станине станка.
Своевременно должна выполняться перешлифовка опорных ножей. Корпус опорного ножа следует максимально жестко закреплять в станине станка.
Фирма «Norton» рекомендует схему установки опорного ножа, показанную на рис. 64. По этой схеме зазор между направляющей № 1 и передней поверхностью ведущего круга определяют по формуле
где d, d1 — диаметр прутка перед шлифованием и после него, мм.
Правильная установка кругов на их шпинделях сводится к следующему:
– предварительно следует простучать поверхность круга деревянным предметом — чистый звук указывает на отсутствие трещин и равномерную структуру круга;
– круг легкой стороной должен быть установлен вверх в прокладках;
– при завинчивании круга во фланцах сначала затягивают один винт, затем диаметрально противоположный, далее винты, расположенные на 90° от предыдущих и т. д.;
– ведущий круг обычно устанавливается под углом 3 или 5°;
– повышенную скорость ведущего круга применяют, когда пруток имеет значительные отклонения от круглой формы;
– шлифовальный и ведущий круги должны подвергаться правке;
– установка ведущего круга по отношению к опорному ножу должна обеспечивать минимальные размеры от точки контакта прутка со шлифовальным кругом до опорного ножа.
Установка направляющих со стороны ведущего круга должна обеспечивать свободное скольжение прутка без ударов о поверхность круга и направляющие, что особенно важно при финишных операциях со съемом 0,005—0,007 мм. Для черновых шлифовальных операций поддерживающая поверхность передней направляющей должна находиться сзади передней поверхности ведущего круга на расстоянии, равном половине припуска, удаляемого при этом проходе. Задняя направляющая должна быть установлена на одном уровне с ведущим кругом.
Направляющие со стороны шлифовального круга не должны поддерживать шлифовальный пруток. Зазор между этими направляющими и прутком устанавливают в пределах 0,4—0,8 мм в зависимости от диаметра прутка.
Перед эксплуатацией бесцентрово-шлифовального станка следует обратить внимание на уравновешенность кругов (ГОСТ 3060—75, ГОСТ 2424—75).
Точные шлифовальные станки имеют оправки для кругов со специальными грузами для балансировки. Сначала шлифовальный круг на оправе устанавливают на станок и производят грубую правку круга, затем его устанавливают на балансировочный стенд. На стенде выявляют более тяжелую часть круга, легкую помечают мелом, вставляют два балансировочных груза на оправку и передвигают их на равные расстояния от отметки мелом, пока круг не окажется сбалансированным, независимо от его положения (рис. 65). Далее круг устанавливают на станок и осуществляют окончательную правку.
На стенде выявляют более тяжелую часть круга, легкую помечают мелом, вставляют два балансировочных груза на оправку и передвигают их на равные расстояния от отметки мелом, пока круг не окажется сбалансированным, независимо от его положения (рис. 65). Далее круг устанавливают на станок и осуществляют окончательную правку.
Новые шлифовальные станки оборудуют системой автоматической балансировки круга на станке.
Качественная поверхность обрабатываемых прутков достигается при тщательной правке поверхности кругов.
Черновую правку производят абразивными кругами, шарошками и другими правочными приспособлениями.
При правке кругов алмазами соблюдают следующие основные требования:
– форму алмаза и размер применяют в соответствии с технической характеристикой круга;
– острая грань алмаза должна постоянно соприкасаться с поверхностью круга;
– алмазный инструмент устанавливают под углом 10—15° к плоскости круга жестко в держателе;
– перед правкой алмазом должна быть включена подача смазочно-охлаждающей жидкости, а подшипники шпинделя достаточно нагреты;
– при грубой правке алмаз подают на глубину до 0,025 мм с продольной подачей до 500 мм/мин, при тонкой правке продольную подачу уменьшают до 100—175 мм/мин.
Осуществляют правку как шлифовального, так и ведущего кругов, повторяя проходы до получения правильной цилиндрической формы круга.
Смазочно-охлаждающие жидкости оказывают значительное влияние на качество шлифования, и их следует подбирать с учетом материала прутка, объема снимаемого металла и технической характеристики круга.
Равномерное распределение жидкости по полной высоте круга является необходимым требованием для качественной шлифовки.
Подбор материала опорного ножа начинают с твердых материалов, обеспечивающих наибольшую стойкость. При снижении качества поверхности прутков переходят к материалам с меньшей твердостью.
Чем больше диаметр обрабатываемого прутка, тем меньше должен быть угол скоса ножа. Для большинства бесцентрово-шлифовальных операций используют опорный нож со скошенной передней поверхностью. На значительных по высоте кругах (более 200 мм) и на длинных ножах со значительным (до 30°) углом скоса при шлифовании может возникнуть вибрация, для снижения вибрации угол ножа уменьшают до 20° с целью снижения давления на опорный нож.
Длина ножа определяется высотой кругов, толщину ножа принимают несколько меньше диаметра прутка, однако нож при обработке малых диаметров должен быть достаточно жестким.
В случае возникновения вибраций при обработке прутков на бесцентрово-шлифовальных станках без очевидной причины можно рекомендовать использование кругов с более мягким зерном и пониженной твердостью. В этих случаях уменьшаются усилия резания и соответственно снижается вертикальная составляющая и ограничивается вредное воздействие вибраций на качество поверхности прутков.
Качественная шлифовка поверхности может быть обеспечена при тщательном выборе технической характеристики кругов в зависимости от обрабатываемых сталей, требуемой точности и чистоты поверхности, диаметра прутка и состояния шлифовального станка.
Применение шлифовальных кругов из электрокорунда нормального на керамической связке эффективно при черновой обработке углеродистых и быстрорежущих сталей. При чистовой обработке хорошие результаты показывают круги в наборе из электрокорунда белого, причем последним ставится круг на вулканитовой связке, например 24А40СТ1К5; 24А25С1К5; 24А16С2В.
Некоторые рекомендации по выбору технической характеристики кругов для бесцентрового шлифования приведены в приложении и справочнике. Следует указать, что на участках шлифования желательно иметь широкий набор технических характеристик инструмента.
Улучшения качества шлифуемой поверхности прутков следует ожидать от применения кругов на органической связке. Имеются зарубежные сообщения о применении самозатачивающихся кругов на специальной бакелитовой связке стойкой по отношению к смазывающе-охлаждаюгцей жидкости. При этом повышается производительность по снятой стружке, сокращаются потери времени, связанные с правкой кругов, возрастает стойкость инструмента, существенно снижаются расходы на эксплуатацию.
Затраты на обработку прутков (руб/т) кругами на керамической связке на станке СЛ-501М, по данным справочника, приведены ниже:
Одной из главных причин неудовлетворительной обработки на бесцентрово-шлифовальных станках является возникновение вибраций.
Причинами вибраций может быть: снятие повышенного припуска, высокая твердость шлифовального круга, некачественная правка круга, износ подшипников и других деталей и узлов станка.
В этих условиях рекомендуется увеличить скорость прутка при той же глубине шлифования, применить более грубую правку, уменьшить скорость шлифования, повысить смазывающие свойства охлаждающей жидкости.
Вибрации на станок могут передаваться от внешних источников. Для выявления этой причины останавливают станок и ставят стакан с водой на кожух шлифовального круга или применяют индикатор.
Вибрации могут возникать внутри станка. Причинами могут быть:
– неравномерная толщина ремней, неправильная их подборка и натяжение;
– вибрация в гидравлической системе вследствие износа насоса или повреждения предохранительного клапана;
– нежесткое крепление электродвигателей, биение вала двигателя, неуравновешенность шкивов;
– дефекты зубчатых передач, цепей и звездочек; изношенные детали необходимо заменить. При работе с новыми зубчатыми колесами применяют притирку мягким абразивом, смешанным с маслом, и тщательно контролируют сохранение формы зубьев;
– шлифовальные круги, имеющие масляные пятна или неравномерно удаленную влагу. Рекомендуется перед остановкой станка сначала отключать подачу СОЖ, давая возможность кругу вращаться с целью удаления влаги;
Рекомендуется перед остановкой станка сначала отключать подачу СОЖ, давая возможность кругу вращаться с целью удаления влаги;
– неправильное хранение абразивных кругов, например торцом на влажном цементном полу. Хранить круги желательно в специальных стеллажах плашмя, что предотвращает поглощение влаги какой-либо одной областью;
– нарушение технологии правки кругов.
Как правило, при высоких требованиях к качеству отделки поверхности проката трудности в эксплуатации станков возникают в результате воздействия нескольких различных факторов.
Бесцентровое шлифование наружных поверхностей тел вращения
1. Бесцентровое шлифование наружных поверхностей тел вращения
Преимущества способа:более производительный метод обработки, чем круглое
наружное шлифование в центрах или патроне.
Процесс бесцентрового шлифования легче
автоматизировать и осуществлять непрерывным потоком.
Жесткость технологической системы при бесцентровом
шлифовании в 1,5 — 2 раза выше, чем при круглом
шлифовании.

позволяет в 1,5 — 2 раза повысить режимы резания и
вести обработку жестких валиков большой длины.
при шлифовании в центрах цилиндрические поверхности
имеют меньшие погрешности формы в поперечном и
продольном сечениях, большую соосность ступеней
обработанных валиков.
Способы бесцентрового шлифования:
сквозной подачей (на проход)
с продольной подачей до упора
с поперечной подачей (врезанием)
Круги вращаются в одну сторону:
окружная скорость ведущего круга vBK = 10…90 м/мин,
рабочего vк = 30…35 м/с.
Ось ведущего круга наклонена к оси рабочего
шлифовального круга под углом
a = 1 …6° при черновом шлифовании
a = 0,5… 1,5° при чистовом.
4. Схемы бесцентрового шлифования: а, б — с продольной подачей заготовки; в, г — модель гиперболоида и ведущего круга; д — с
Бесцентровое шлифование с продольной подачейВедущий круг касается шлифуемой заготовки по
всей ширине круга, а не в одной точке.
 Ведущему
Ведущемукругу 5 правкой алмазом придают форму
однополостного гиперболоида вращения, что
обеспечивает контакт круга с заготовкой по линии.
Для получения у заготовки цилиндрической
поверхности с образующей, совпадающей с
направлением линии АВ, необходимо заправить
алмазом круг 5 в форме гиперболоида.
Высокой точности при шлифовании на проход достигают
несколькими переходами шлифования.
Глубина резания 0,04…0,4 мм в зависимости от диаметра
заготовки. При чистовом проходе глубина резания —
обычно менее 0,05 мм.
При шлифовании в один проход достигается точность 6 —
7-го квалитетов, при шлифовании в 2 — 3 прохода — 6-го
квалитета.
При шлифовании заготовок малого диаметра и
значительной длины необходимо увеличить число
проходов, снижая при этом глубину резания.
При шлифовании в несколько проходов в условиях
массового производства применяют несколько станков,
соединенных межстаночными транспортерами,
обеспечивающими непрерывный поток заготовок между
кругами от одного станка к другому.

Для полной автоматизации процесса шлифования
применяют автоматические подналадчики, которые
поддерживают постоянный размер диаметра
шлифуемой заготовки.
Основную нагрузку по снятию припуска при
бесцентровом шлифовании на проход выполняет
передняя часть шлифующего круга, а на задней части
круга происходит процесс выхаживания. Для
повышения качества обрабатываемой поверхности
иногда применяют наладки, в которых вместо одного
шлифующего круга высотой 150…200 мм
устанавливают на планшайбу два круга на некотором
расстоянии друг от друга. Первый круг
(крупнозернистый) служит для снятия припуска, второй
круг (мелкозернистый) — для выхаживания.
Выхаживание – несколько проходов круга по детали без
заглубляющей подачи. В идеале до исчезновения искр.
Бесцентровое шлифование с поперечной подачей
Назначение: обработка цилиндрических деталей с
буртиками, ступенчатых валиков.
Количество рабочих ходов при бесцентровом
шлифовании с поперечной подачей меньше, чем при
шлифовании на проход, так как при черновом проходе
практически можно снимать заданный припуск
значительной величины.
 Обработку до определенного
Обработку до определенногоразмера осуществляют за счет сближения кругов. Длина
обрабатываемой поверхности должна быть меньше
ширины кругов. При шлифовании с поперечной
подачей качество поверхности и точность обработки
изменяются по мере износа шлифовального круга.
Поэтому при высоких требованиях к точности и
качеству поверхности шлифование проводят за
несколько рабочих ходов.
Способ и круглошлифовальный станок для бесцентрового круглого шлифования
Изобретение относится к способу бесцентрового круглого шлифования деталей с вращательно-симметричным контуром в соответствии с ограничительной частью пункта 1 формулы изобретения, а также к бесцентровому круглошлифовальному станку в соответствии с ограничительной частью пункта 3 формулы изобретения для осуществления способа по пункту 1. Способ в соответствии с ограничительной частью пункта 1 и устройство в соответствии с ограничительной частью пункта 3 известны из публикации DD 55 918 А.
В случае наиболее известного исполнения круглошлифовальных станков для бесцентрового круглого шлифования вращательно-симметричная деталь расположена между вращающимся подающим кругом и вращающимся шлифовальным кругом и дополнительно опирается на так называемую опорную линейку, ср., например, Дуббель, Справочник по машиностроению, издание 15, 1983, стр. 1003, фиг. 50g, h. При этом деталь приводится во вращение подающим кругом и шлифуется шлифовальным кругом. Подающий круг и шлифовальный круг укреплены известным образом в приводных узлах (в случае шлифовального круга известны как шлифовальная бабка или узел шлифовального шпинделя), причем окружная скорость подающего круга должна быть меньше окружной скорости шлифовального круга. За счет различия в числе оборотов, так называемого проскальзывания, обеспечивается эффект шлифования. Понятия «шлифовальный круг» и «подающий круг» присутствуют в настоящей заявке в качестве рабочих понятий в отношении их функции при бесцентровом круглом шлифовании, однако, не означают никакого ограничения в отношении их исполнения в осевом направлении. Так, например, эти круги могут быть выполнены, например, проходящими цилиндрически, засаленными или коническими и также содержать несколько участков с различными контурами. Подающий круг и шлифовальный круг могут быть составлены в осевом направлении из отдельных частей участков, расположенных непосредственно рядом друг с другом или разделенных промежуточными пространствами.
Так, например, эти круги могут быть выполнены, например, проходящими цилиндрически, засаленными или коническими и также содержать несколько участков с различными контурами. Подающий круг и шлифовальный круг могут быть составлены в осевом направлении из отдельных частей участков, расположенных непосредственно рядом друг с другом или разделенных промежуточными пространствами.
Уже давно специалистам в области станков известно, что при бесцентровом круглом шлифовании конструктивных узлов станков при массовом производстве, при котором шлифование должно производиться с высокими значениями числа оборотов подающего и шлифовального кругов, результат шлифования, то есть точность размеров, круглость и качество поверхности более не удовлетворяет высочайшим требованиям. В качестве возможных источников ошибки при этом был выявлен подающий круг. Последний в зависимости от качества своего исполнения и его крепления в соответствующем приводном узле сам может иметь радиальное биение, которое оказывает негативное влияние на результат шлифования. Сюда дополнительно следует добавить то, что подающий круг время от времени должен подвергаться правке, в результате чего могут возникать дальнейшие неточности.
Сюда дополнительно следует добавить то, что подающий круг время от времени должен подвергаться правке, в результате чего могут возникать дальнейшие неточности.
Так, в соответствии с уже упомянутой публикацией DD 55 918 А было предложено отказаться от привода подающего круга во вращение при бесцентровом круглом шлифовании имеющих форму диска деталей с весьма малыми размерами. При этом также не задействовалась опорная линейка. Вместо этого предусмотрено опорное устройство, которое обозначено как «приспособление для крепления изделия» и которое состоит из двух рядов шарикоподшипников, укрепленных на двух параллельных осях в кронштейнах подшипника с возможность легкого вращения. При этом в известной мере приведенные в движение подающий круг и опорную линейку можно заменить двумя рядами не приведенных в движение подающих кругов. Шлифовальный круг и два ряда шарикоподшипников образуют шлифовальный зазор, в котором находятся детали, покоящиеся на двух расположенных напротив друг друга шарикоподшипниках. При шлифовании детали вращаются в результате силового замыкания со шлифовальным кругом, причем опирание деталей на шарикоподшипники обуславливает меньшее трение относительно шлифовального круга. Детали приводятся во вращение, необходимое для процесса шлифования, исключительно вследствие фрикционного захвата шлифовальным кругом.
При шлифовании детали вращаются в результате силового замыкания со шлифовальным кругом, причем опирание деталей на шарикоподшипники обуславливает меньшее трение относительно шлифовального круга. Детали приводятся во вращение, необходимое для процесса шлифования, исключительно вследствие фрикционного захвата шлифовальным кругом.
Однако следует отметить, что исполнение в соответствии с публикацией DD 55 918 А имеет то преимущество, что оно является более простым в конструктивном отношении, так как отпадает моторный привод подающего круга. Однако существенная причина неточного результата шлифования сохраняется и даже усиливается, поскольку опирание детали о два ряда тел вращения обуславливает неизбежный источник погрешностей. Круглость наружной обоймы и точность ее крепления на шариках и внутреннем кольце подшипника слишком малы и неравномерны применительно к точности, которая требуется при бесцентровом круглом шлифовании в соответствии с заявкой.
Следующее предложение в отношении бесцентрового круглого шлифования без подающего круга приведено в публикации DE 43 30 800 A1.![]() Это предложение также основано на знании того, что подающий круг при соприкосновении с деталью, не свободен о радиального биения, так как он укреплен на вращающейся опоре. Помощь должна заключаться в том, что в качестве опорного приспособления для деталей цилиндрической формы предусматривают единственную стационарно укрепленную призму, которая служит в качестве приспособления для крепления детали, и что в качестве привода механизма поворота детали служит бесконечная вращающаяся приводная лента. Далее, предусмотрен нагруженный пружиной палец, который вдавливает деталь в выемку призмы. В случае исполнения в соответствии с публикацией DE 43 30 800 A1 недостатком является то, что размещение приводной ленты в сравнении с шарикоподшипниками в соответствии с публикацией DD 55 918 А вновь требует повышенных конструктивных издержек с дополнительным приводным устройством. Вследствие необходимости в продольной протяженности приводной ленты к тому же ухудшен доступ к образованному призмой шлифовальному зазору.
Это предложение также основано на знании того, что подающий круг при соприкосновении с деталью, не свободен о радиального биения, так как он укреплен на вращающейся опоре. Помощь должна заключаться в том, что в качестве опорного приспособления для деталей цилиндрической формы предусматривают единственную стационарно укрепленную призму, которая служит в качестве приспособления для крепления детали, и что в качестве привода механизма поворота детали служит бесконечная вращающаяся приводная лента. Далее, предусмотрен нагруженный пружиной палец, который вдавливает деталь в выемку призмы. В случае исполнения в соответствии с публикацией DE 43 30 800 A1 недостатком является то, что размещение приводной ленты в сравнении с шарикоподшипниками в соответствии с публикацией DD 55 918 А вновь требует повышенных конструктивных издержек с дополнительным приводным устройством. Вследствие необходимости в продольной протяженности приводной ленты к тому же ухудшен доступ к образованному призмой шлифовальному зазору. Далее, нельзя исключить того, что движущаяся через ролики гибкая приводная лента обусловит неравномерности во вращательном движении детали и приведет к ритмичным нарушениям или колебаниям в процессе шлифования, которые ухудшают результат шлифования. В заявке DE 341 606 A1 описана направляющая для детали на станках для шлифования тел с цилиндрической или конической формой с помощью трех взаимодействующих друг с другом опорных ножей для бесцентрового круглого шлифования. Два из опорных ножей образуют раскрывающееся в направлении от шлифовального круга наружу клинообразное пространство, в котором располагают подлежащую шлифованию деталь. На стороне открытия клинообразного пространства расположена затылочная шина, которая является подвижной в направлении к обеим другим шинам, то есть в направлении шлифовального круга, так что на деталь под воздействием постоянного действующего давления в направлении обоих опорных ножей оказывается давление в направлении шлифовального круга.
Далее, нельзя исключить того, что движущаяся через ролики гибкая приводная лента обусловит неравномерности во вращательном движении детали и приведет к ритмичным нарушениям или колебаниям в процессе шлифования, которые ухудшают результат шлифования. В заявке DE 341 606 A1 описана направляющая для детали на станках для шлифования тел с цилиндрической или конической формой с помощью трех взаимодействующих друг с другом опорных ножей для бесцентрового круглого шлифования. Два из опорных ножей образуют раскрывающееся в направлении от шлифовального круга наружу клинообразное пространство, в котором располагают подлежащую шлифованию деталь. На стороне открытия клинообразного пространства расположена затылочная шина, которая является подвижной в направлении к обеим другим шинам, то есть в направлении шлифовального круга, так что на деталь под воздействием постоянного действующего давления в направлении обоих опорных ножей оказывается давление в направлении шлифовального круга.
В заявке DE 11 79 826 А описано устройство для бесцентрового круглого шлифования, которое обычным образом содержит конструкцию, состоящую из шлифовального круга, подающего круга и опорной шины. При этом опорная шина может быть выполнена в качестве призматической опорной поверхности, расположенной с возможностью поворота вокруг одной свободной точки вращения, то есть подвижно. При этом как шлифовальный круг, так и подающий круг оснащены одним приводом. Во избежание волнистости поверхности подлежащей шлифованию детали свободное опрокидывание опорной поверхности детали служит для постоянного распределения опорных мест для детали таким образом, чтобы компенсация движения вперед, обусловленного гребнем волны, осуществлялась за счет одновременного движения назад вследствие впадины волны на опорных поверхностях.
При этом опорная шина может быть выполнена в качестве призматической опорной поверхности, расположенной с возможностью поворота вокруг одной свободной точки вращения, то есть подвижно. При этом как шлифовальный круг, так и подающий круг оснащены одним приводом. Во избежание волнистости поверхности подлежащей шлифованию детали свободное опрокидывание опорной поверхности детали служит для постоянного распределения опорных мест для детали таким образом, чтобы компенсация движения вперед, обусловленного гребнем волны, осуществлялась за счет одновременного движения назад вследствие впадины волны на опорных поверхностях.
В отличие от этого задачей изобретения является создание способа и устройства названного первоначально типа в соответствии с публикацией DD 55 918 А, с помощью которых шлифование вращательно-симметричных деталей производят также при высоких рабочих скоростях массового промышленного производства с высокой точностью по размерам и форме, причем необходимый круглошлифовальный станок, тем не менее, имеет в основном несложную конструкцию, то есть требует малых затрат, и работает на протяжении длительного времени с остающейся неизменной точностью.
Решение этой задачи достигается применительно к способу с помощью совокупности признаков пункта 1 и применительно к круглошлифовальному станку с помощью совокупности признаков пункта 3.
Преимущество соответствующего изобретению способа в соответствии с пунктом 1 по сравнению с публикацией DD 55 918 А заключается в том, что наряду с вращательным движением приведенного во вращение шлифовального круга не требуется никаких других основанных на вращении приводных или опорных деталей. Две не вращающиеся опорные поверхности, которые также выполнены в соответствующем круглошлифовальном станке, обеспечивают в каждом случае более точное подпирание, нежели шарикоподшипники в соответствии с уровнем техники. По сравнению с публикацией DE 43 30 800А1 преимущество заключается в том, что не требуется специального приводного устройства для приведения детали во вращение. В соответствии с соответствующим изобретению способом необходим один единственный привод для приведения во вращение для шлифовального круга, который также одновременно приводит во вращение деталь.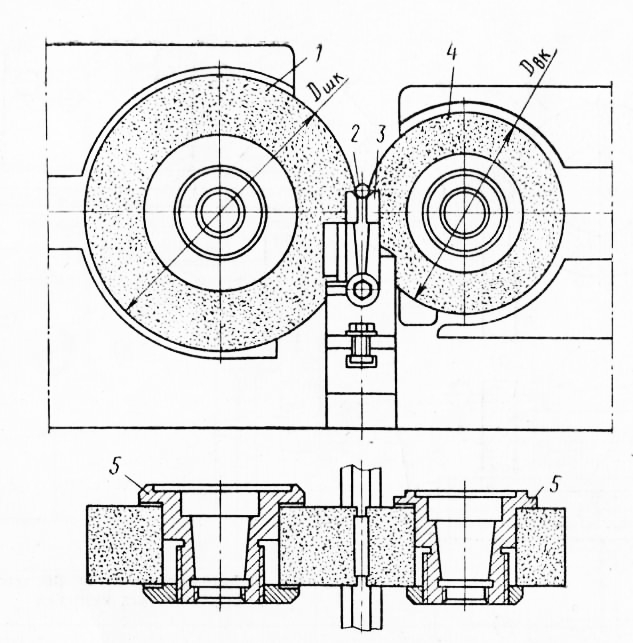 В каждом случае могут быть предотвращены вредные влияния со стороны дополнительного приводного устройства в форме циркулирующей приводной ленты.
В каждом случае могут быть предотвращены вредные влияния со стороны дополнительного приводного устройства в форме циркулирующей приводной ленты.
Предпочтительное усовершенствование соответствующего изобретению способа заключается в соответствии с пунктом 2 в том, что производят текущий контроль соотношения числа оборотов шлифовального круга и детали и возможна настройка на определенное оптимальное соотношение. Силу подачи шлифовального круга и оказываемую опорным устройством тормозную силу можно регулировать таким образом, что возникает определенное соотношение чисел оборота детали и шлифовального круга, которое ведет к оптимальным результатам шлифования.
В отношении бесцентрового круглошлифовального станка положенную в основу заявки задачу решают за счет того, что опорное устройство содержит, по меньшей мере, одну первую плоскую опорную поверхность и одну вторую плоскую опорную поверхность, которые являются эксплуатационно неподвижными в окружном направлении вращения детали, простираются на расстоянии друг от друга вдоль детали и охватывают ее со скользящим прикосновением. Плоские опорные поверхности, соответствующие известной опорной линейке, являются испытанным средством для подпирания вращающейся детали. Деталь удерживается этими плоскими опорными поверхностями с максимально возможной точностью в своем заранее определенном положении, оптимальном для процесса шлифования. За счет этого исключаются все радиальные биения, обусловленные вращающимся подпиранием. Опорные поверхности оптимально согласованы с окружным направлением вращения детали и его диаметром, причем эта настройка в этом отношении является неизменной в процессе эксплуатации.
Плоские опорные поверхности, соответствующие известной опорной линейке, являются испытанным средством для подпирания вращающейся детали. Деталь удерживается этими плоскими опорными поверхностями с максимально возможной точностью в своем заранее определенном положении, оптимальном для процесса шлифования. За счет этого исключаются все радиальные биения, обусловленные вращающимся подпиранием. Опорные поверхности оптимально согласованы с окружным направлением вращения детали и его диаметром, причем эта настройка в этом отношении является неизменной в процессе эксплуатации.
Конечно, в зависимости от диаметра детали и процесса шлифования необходимы различные настройки первой плоской опорной поверхности и второй плоской опорной поверхности. Соответствующую настройку можно без труда произвести перед началом процесса шлифования посредством регулировки или замены опорных поверхностей. В процессе шлифования первая плоская опорная поверхность и вторая плоская опорная поверхность остаются, однако, в целом неподвижными в процессе эксплуатации, что выражено в предпочтительном усовершенствовании в соответствии с пунктом 4.
При определенных процессах шлифования, например, при врезном шлифовании, иногда необходима регулировка опорных поверхностей также во время процесса шлифования, поскольку они затем должны быть согласованы с уменьшающимся диаметром детали 1 в месте шлифования. В соответствии со следующим предпочтительным исполнением согласно пункту 5 в этом случае первая опорная поверхность и вторая опорная поверхность могут быть выполнены эксплуатационно управляемо подвижными.
Следующее предпочтительное исполнение представлено в пункте 6. Это исполнение может быть важным само по себе или в совокупности с другими предпочтительными усовершенствованиями. В соответствии с ним первая опорная поверхность расположена на находящейся ниже детали опорной плите, которая выполнена по типу обычной опорной линейки. Вторая опорная поверхность может располагаться на специальной опорной шине, расположенной напротив шлифовального круга. Опорная плита и опорная шина обеспечивают возможность стабильного крепления обеих опорных поверхностей, так что в течение длительного времени надежно сохраняется необходимая точность шлифования. Таким образом оказываемая на шлифовальный круг сила подачи прижимает деталь с оптимальным прилеганием к первой и второй опорным поверхностям.
Таким образом оказываемая на шлифовальный круг сила подачи прижимает деталь с оптимальным прилеганием к первой и второй опорным поверхностям.
С помощью обеих опорных поверхностей созданы стабильные и неизменные опорные поверхности, которые в совокупности с постоянной силой подачи шлифовального круга прикладывают также остающуюся в основном неизменной тормозную силу, влияющую на вращение детали. Однако, возможна также очень точная настройка этой тормозной силы на определенную величину, которая должна быть выбрана для определенного процесса шлифования. Для этого в соответствии с пунктом 7 на опорном приспособлении расположен тормоз с тормозным элементом, который через регулировочное приспособление воздействует на деталь с регулируемой тормозной силой.
Тормоз может быть выполнен в соответствии с усовершенствованием по пункту 8 таким образом, что тормозной элемент образует с третьей опорной поверхностью следующий опорный элемент.
Далее, в отношении этой третьей опорной поверхности в пункте 9 предписано, что она располагается напротив первой опорной поверхности и воздействует на деталь сверху.
В пункте 10 заявки описывается следующее исполнение соответствующего изобретению круглошлифовального станка, которое имеет значение само по себе, однако может использоваться также в совокупности с другими ранее показанными усовершенствованиями. В соответствии с ним первая опорная поверхность и вторая опорная поверхность объединены в общий опорный элемент, который образует призму, расположенную напротив шлифовального круга и охватывающую деталь. Такого рода призма должна выполняться массивной и весьма стабильной, причем в этом случае обеспечивается надежное, обуславливающее малый износ и надежное подпирание детали в нужном положении. Такого рода массивная призма может также монтироваться в качестве цельного элемента и по мере надобности откидываться из своего рабочего положения в положение технического обслуживания, если это необходимо. При этом поперечное сечение призмы может иметь форму угла или форму трапеции (п. 11). В каждом случае решающим является то, что образованы скошенные опорные поверхности, которые охватывают деталь.
Наконец, в соответствии с пунктом 12 может быть предусмотрено, что круглошифовальный станок содержит устройство для измерения числа оборотов, с помощью которого производят текущий контроль числа оборотов детали. За счет этого в устройстве оценки и регулирования постоянно может поддерживаться оптимальный баланс между числом оборотов шлифовальных кругов, силой подачи шлифовального круга и тормозной силой тормозного элемента. Таким образом не только производится настройка опорного устройства соответствующего изобретению круглого шлифовального станка, но и с высокой точностью поддерживаются оптимальные эксплуатационные условия.
В завершение изобретение поясняется еще более подробно на основании примеров исполнения, которые показаны на фигурах. Фигуры показывают:
фиг. 1 – показывает принципиальное изображение важнейших отдельных частей в случае круглошлифовального станка для бесцентрового круглого шлифования, с помощью которого выполняется способ в соответствии с изобретением;
фиг. 2 – показывает форму исполнения круглошлифовального станка в соответствии с изобретением, при которой первая и вторая опорные поверхности объединены в одну призму;
фиг. 3 – показывает измененную форму исполнения призмы из фиг. 2.
фиг. 4 – поясняет форму исполнения, при которой в призму встроено тормозное устройство.
На фиг. 1 изображен в поперечном сечении фрагмент круглошлифовального станка для бесцентрового круглого шлифования. Цилиндрическая деталь 1 имеет одну продольную ось 2 и в процессе эксплуатации соприкасается с вращающимся шлифовальным кругом 3, ось вращения которого расположена вне поверхности чертежа. В выбранном поперечном сечении в соответствии с фиг. 1 горизонтальная соединительная линия 4 проходит параллельно горизонтально расположенной продольной оси 2 детали 1 и не изображенной оси вращения шлифовального круга 3. При этом возникает место 5 соприкосновения, в котором шлифовальный круг 3 и деталь 1 соприкасаются друг с другом по их периметру. Однако следует отметить, что при определенных процессах шлифования ось вращения шлифовального круга 3 может быть наклонена к горизонтали на небольшой угол, приблизительно составляющий от 3° до 5°, так, например, при непрерывно-сквозном шлифовании цилиндрических деталей 1, подача которых в продольном направлении обеспечивается за счет этого. В качестве материала шлифовального круга 3 можно использовать корунд и CBN.
Ниже шлифовального круга 3 расположена опорная плита 6, выполненная в форме обычной направляющей линейки. Ее обращенная наружу поверхность является первой опорной поверхностью 7 выполненного в соответствии с изобретением опорного приспособления. Первая опорная поверхность 7, как обычно, наклонена вниз на угол λ, исходя из ее стороны, обращенной к шлифовальному кругу 3. Для согласования с тем или иным необходимым для использования процессом шлифования первую опорную поверхность 7 можно регулировать по высоте. Возможными регулировками наряду с регулировками, показанными на фиг. 1, являются также регулировки «центр» и «над центром». При этом центр определен соединительной линией 4. Возможно, кроме того, шлифование с различными углами λ наклона. С этой целью производят регулировку первой опорной поверхности 7 или замену всей опорной плиты 6. В большинстве случае достаточно произвести измененную регулировку перед вводом круглошлифовального станка в эксплуатацию; в процессе эксплуатации регулировка первой опорной поверхности 7 остается в этом случае эксплуатационно неизменной; она является в общей сложности эксплуатационно «неподвижной в процессе эксплуатации». В других случаях необходима регулировка опорной плиты 6 в процессе шлифования; это, например, иногда относится к случаю врезного шлифования, если в данном случае должно быть произведено текущее согласование первой опорной поверхности 7 с уменьшающимся диаметром детали 1. В этом случае первая опорная поверхность 7 выполнена эксплуатационно «управляемо подвижной».
Напротив шлифовального круга 3 с определенным угловым смещением расположена опорная шина 8, на которой расположена вторая плоская опорная поверхность 9. Угловое смещение приблизительно соответствует углу λ. На фиг. 1 вторая плоская опорная поверхность 9 образует угол γ с общей касательной 10, расположенной в месте 5 соприкосновения с деталью 1 и шлифовальным кругом 3. При этом точно также возможны и другие угловые положения. В остальном в отношении опорной шины 8 и второй опорной поверхности действует то же, что и в отношении опорной плиты 6 с первой опорной поверхностью 7. Тем самым обе опорных поверхности 7 и 9 могут быть предоставлены в распоряжение «эксплуатационно неподвижными» или «эксплуатационно управляемо подвижными», причем возможна регулировка обеих опорных поверхностей вместе или по отдельности – самих по себе первой опорной поверхности 7 и второй опорной поверхности 9. Опорные поверхности 7 и 9 могут состоять из поликристаллического алмаза (PKD) или твердого сплава; в этом случае верхние стороны опорной плиты 7 и опорной шины 8 соответствующим образом оснащены покрытием.
Фиг. 9 показывает, далее, в схематическом представлении тормоз 11. При этом тормозной элемент 12 нагружается тормозной силой Ρ не изображенным регулировочным приспособлением через промежуточно расположенную подвеску 13. Тормозной элемент 12 прилегает третьей опорной поверхностью 14 к окружной поверхности детали 1. Тормозная сила Ρ прикладывается через промежуточно расположенную подвеску 13 таким образом, что в режиме эксплуатации торможение детали 1 производится с правильным объемом. А именно, шлифовальный круг 3 должен, с одной стороны, приводить во вращение деталь 1 и, с другой стороны, также оказывать шлифовальный эффект, в то время как число оборотов детали 1 меньше числа оборотов шлифовального круга 3. С этой целью в течение длительного времени осуществляют контроль числа оборотов детали 1, для чего в распоряжении имеются многочисленные возможности, например, сенсоры или сенсорная техника корпусного шума. В соответствии с мерой измеренного числа оборотов устройство оценки и регулирования постоянно обеспечивает оптимальный баланс между числом оборотов шлифовального круга, силой подачи шлифовального круга 3 и тормозной силой Р, посредством чего, наконец, определяют оптимальное число оборотов детали 1.
При эксплуатации круглошлифовального станка, показанного в частичном поперечном сечении на фиг. 1, деталь 1 прилегает к первой опорной поверхности 7 и ко второй опорной поверхности 9. При подаче вращающегося шлифовального круга 3 относительно детали 1 он оказывает воздействие силы F подачи к детали в направлении X. В общем месте 5 соприкосновения детали 1 и шлифовального круга 3 шлифовальный круг 3 действует как «фрикционный привод» и увлекает во вращение деталь 1. Направление 15 движения на поверхности шлифовального круга и направление 16 движения на поверхности детали 1 проходят одинаково направленными в месте 5 соприкосновения. При этом деталь 1 прижимается с определенной силой прижатия к первой опорной поверхности 7 и второй опорной поверхности 9. Деталь 1 может при этом дополнительно относительно легко скользяще вращаться на опорных поверхностях 7 и 9, однако, уже несколько притормаживается и в результате этого имеет уменьшенную скорость движения. В случае дополнительного приведения в действие тормоза 11 скорость вращения детали 1 заметно уменьшается. По всей поверхности соприкосновения в месте 5 детали 1 и шлифовального круга 3 возникает существенное проскальзывание в захвате детали 1 шлифовальным кругом 3. Тем самым увлечение детали 1 во вращение шлифовальным кругом 3 происходит в еще меньшей мере, для этого проистекает шлифовальный эффект, который теперь шлифовальный круг оказывает на деталь 1. Правильное соотношение между приводным эффектом и шлифовальным эффектом регулируется и поддерживается за счет измерения числа оборотов детали и уже упомянутого устройства оценки и регулирования. С использованием тормоза 11 тормозной эффект, оказываемый на деталь 1, можно регулировать намного более точно, нежели в случае торможения только лишь с помощью первой опорной поверхности 7 и второй опорной поверхности 9. В исполнении по фиг. 1 первая опорная поверхность 7 и вторая опорная поверхность 9 вместе уже служат похожим образом, как приспособление для крепления детали в форме призмы, которая известна специалисту. На фиг. 2-4 показаны следующие формы исполнения, при которых призма реализована в обычном смысле как конструктивный узел. При этом на фиг. 2-4 по сравнению с фиг. 1 пропорции шлифовального круга 3 и детали 1 существенно изменены с целью повышения наглядности изображения и, к тому же, уменьшения размеров чертежей.
В соответствии с фиг. 2 предусмотрен блок 17 опорных ножей, который приводит шлифовальный круг 3 во вращение вокруг его оси 18 вращения. Шлифовальный круг 3 соприкасается с деталью в месте 5 соприкосновения. Деталь 1 охвачена призмой 19, которая выполнена в качестве цельной детали и с поперечным движением одного угольника. На обоих кронштейнах угольника расположены первая опорная поверхность 7 и вторая опорная поверхность 9. Если подачу блока 17 опорных ножей осуществляют в направлении X подачи с силой F подачи в направлении детали, в месте 5 соприкосновения возникает фрикционный привод детали 1 за счет захвата в результате трения. При этом деталь 1 прижимается к первой опорной поверхности 7 и второй опорной поверхности 9 призмы 19 и может вращаться в призме 19 теперь еще с большим замедлением. За счет этого образуется уже упомянутое предпочтительное проскальзывание между шлифовальным кругом 3 и деталью 1 в месте 5 соприкосновения.
Фиг. 3 показывает другую форму призмы 20, которая в данном случае имеет трапециевидное поперечное сечение. Деталь 1 прилегает теперь к обоим кронштейнам трапеции, на которых расположены первая опорная поверхность 7 и вторая опорная поверхность 9. Прочие подробности те же, что и на фиг. 2. Исполнение с выполненной в качестве цельного элемента призмы проще, нежели раздельное исполнение опорной плиты и опорной шины 8 и при этом при меньших затратах ведет к более высокой стабильности и точности.
Иным является исполнение по фиг. 4. Хотя в основном налицо конструктивная форма призмы 21 в соответствии с фиг. 2. Однако верхний кронштейн 22 укреплен шарниром с возможностью поворота вокруг оси 23 на базовом теле 34. Верхний кронштейн 22 может быть прижат с помощью регулировочного устройства 25, которое является частью тормоза, с настраиваемым и регулируемым действием к детали 1. Воздействие тормоза 11 уже было описано выше. На верхнем кронштейне 22 вновь выполнена третья опорная поверхность 26.
Перечень ссылочных обозначений:
1 Деталь
2 Продольная ось
3 Шлифовальный круг
4 Горизонтальная соединительная линия
5 Место соприкосновения
6 Опорная плита
7 Первая опорная поверхность
8 Опорная шина
9 Вторая опорная поверхность
10 Общая касательная
11 Тормоз
12 Тормозной элемент
13 Промежуточно расположенная подвеска
14 Четвертая опорная поверхность (фиг. 1)
15 Направление движения шлифовального круга в месте соприкосновения
16 Направление движения детали в месте соприкосновения
17 Блок шлифовального шпинделя
18 Ось вращения шлифовального круга
19 Призма по фиг. 2
20 Призма по фиг. 3
21 Призма по фиг. 4
22 Верхний кронштейн
23 Ось поворота
24 Базовое тело
25 Регулировочное устройство
26 Третья опорная поверхность (фиг. 4)
F Сила подачи шлифовального круга
Ρ Тормозная сила
Χ Направление подачи шлифовального круга.
Ассортимент прецизионного шлифования
– Надежное шлифование
Выбор поставщика точного шлифования, на которого вы можете положиться в надежной и качественной работе, является неотъемлемой частью производственного процесса вашей компании. Учитывая точный характер шлифования, он имеет очень узкую погрешность, поэтому обеспечивает …
В зависимости от отрасли, в которой вы работаете, используются разные типы шлифования, чтобы ваше оборудование работало оптимально.В большинстве случаев шлифование со сквозной подачей является идеальным вариантом для станков в аэрокосмической, автомобильной, оборонной и …
Бесцентровое шлифование является преимуществом в обрабатывающей промышленности благодаря своей точности. Хотя не многие люди знают об этом много, мы здесь, чтобы рассказать вам несколько фактов об этом процессе обработки. Просто, но точно Хотя бесцентровый …
Процесс бесцентрового шлифования – это процесс, в котором набор вращающихся кругов используется для удаления материала с объекта или заготовки. Этот процесс предпочтителен для производства, когда большое количество деталей необходимо обрабатывать в a…
Если вы владелец производственного предприятия, то, возможно, уже знаете, насколько важны эти шлифовальные станки с ЧПУ. Если одна из этих машин сломается, это может стоить вам больших денег из-за пропущенных поставок и потерь производства…
Станки с ЧПУ сконструированы так, чтобы быть чрезвычайно точными, поэтому можно выполнять больше работы. Они требуют значительных затрат, и профессионалы ожидают от них многого. Большинство людей не привыкли иметь с ними какие-либо проблемы, но они начнут работать неправильно…
Бесцентровое шлифование – это процесс, при котором шлифуемое изделие удерживается между двумя шлифовальными кругами. Одно из колес остается на месте и является стабилизатором, а другое вращает часть и помогает регулировать процесс шлифования. Они разные…
Для обеспечения удовлетворительной работы при использовании шлифовального станка важно не только правильно, но и править шлифовальный круг. Эти два процесса следует выполнять каждый раз, когда шлифовальный круг устанавливается на станок. Пока суперабразивный…
Шлифовка – это способ рафинирования необработанного металла прутковой заготовки. Компании могут измельчать пруток по разным причинам, чтобы помочь производственным фирмам или строительным агентствам. В процессе шлифования используется множество различных режущих механизмов для удаления любого…
Шлифование с торцевой подачей – это метод обработки, используемый при работе с бесцентровым шлифовальным станком. Бесцентровая шлифовальная машина – это машина с двумя колесами, через которые материал помещается для придания ему формы и шлифовки. Причина, по которой идет бесцентровая шлифовальная машина…
Бесцентровое шлифование описывает технику, при которой заготовка удерживается в центре между двумя шлифовальными кругами, которые вращаются в одном направлении (обычно по часовой стрелке). Левый шлифовальный круг удерживается на месте во время вращения. Направление…
Если вы все еще используете ручное управление, автономное автоматизированное производство (CAM) или системы автоматизированного проектирования (CAD) в своей компании по шлифованию станков, вам следует подумать об обновлении программного обеспечения, чтобы вы могли использовать числовое программное управление…
Любой, кто использует шлифовальные станки с ЧПУ, обязательно получит множество преимуществ, связанных с этими станками. В отличие от традиционного шлифования, шлифование с ЧПУ обеспечивает очень легкий рез и чистую отделку ваших деталей. Машины тоже это делают…
Что такое шлифовальные станки с ЧПУ? Шлифовальные станки с ЧПУ – это линейка прецизионных шлифовальных станков, созданная для удовлетворения особых потребностей в сфере изготовления и производства. Это оборудование может включать: Гибкие болгарки по детали…
Производство прошло долгий путь за последние несколько десятилетий с появлением новых шлифовальных станков с ЧПУ. Во-первых, никому не нравится покупать дорогое оборудование, которое выполняет только одну, очень специфическую функцию. Станки с ЧПУ часто работают в различных форматах…
Мы добавили отличные новые функции и обновили наш контент, чтобы вы могли получить самую свежую информацию о нашей компании. Регулярно проверяйте обновления.
Профиль шлифования с жесткими допусками, описанный здесь, является примером работы, в которой мы преуспеваем в компании Sturdy Grinding and Machinery.Наш передовой прецизионный шлифовальный станок Mitsubishi PD32-B50 был использован для эффективной обработки SAE …
Показанное здесь профильное шлифование с жесткими допусками является примером прецизионной работы, которой известна компания Sturdy Grinding and Machinery.Используя наш передовой прецизионный шлифовальный станок Mitsubishi PD32-B50, мы можем …
Компания Sturdy Grinding and Machinery получила контракт на выполнение шлифовки углеродистой стали для производителя автомобильных запчастей.На нашем современном бесцентровом шлифовальном станке Cincinnati # 2 OM, оснащенном алмазным шлифовальным станком, было обработано 1045 …
| абразивные зерна | Твердая, острая частица материала, обычно оксида алюминия или карбида кремния, а иногда и алмаза или cBN. Абразивные материалы используются для истирания или стирания материала. |
| угол наклона | Угол, под которым центральная линия шпинделя регулирующего круга устанавливается по отношению к центральной линии шлифовального круга. Регулирующий угол наклона круга обеспечивает осевое усилие, которое перемещает заготовку мимо шлифовального круга при бесцентровом шлифовании. |
| угловые шлифовальные машины | Тип бесцентрового шлифовального станка, в котором регулирующее колесо используется для вращения заготовки до достижения желаемой скорости.На угловой шлифовальной машине заготовка контактирует со шлифовальным кругом только после того, как она наберет желаемую скорость. |
| осевой | Идет прямо вдоль или параллельно оси заготовки. Осевое и вращательное движение необходимо для правильной шлифовки заготовки во время бесцентрового шлифования. |
| опорная плита | Компонент, который вместе со шлифовальным кругом вращает заготовку и вдавливает ее в два жестких башмака во время внутреннего бесцентрового шлифования башмачного типа.Опорная пластина часто представляет собой магнитный патрон. |
| штанга на складе | Сырье закупается у производителей металла в виде длинных прутков. Пруток может быть круглым, квадратным или шестиугольным. |
| кровать | Фундамент шлифовального станка, поддерживающий все остальные компоненты станка.Станина болгарки – это нижняя часть машины. |
| связка | Материал, скрепляющий абразивные зерна в шлифовальном круге. Связующий или связующий материал может быть керамическим, смолой, резиной или металлом. |
| связующий материал | Материал, скрепляющий абразивные зерна в шлифовальном круге.Связующий материал или связка может быть керамической, смолой, резиной или металлом. |
| бесцентровое шлифование | Тип кругового шлифования, при котором цилиндрическая часть опирается на рабочую ножку и направляется между шлифовальным кругом и регулирующим кругом. Для бесцентрового шлифования требуется, чтобы и заготовка, и шлифовальный круг вращались. |
| микросхема | Небольшой кусок материала, снятый с заготовки.Стружка образуется при резке или шлифовке материала инструментом. |
| окружность | Граница или периметр круга. Окружность измеряет расстояние по окружности. |
| концентрический | Имеют общий центр или разделяют одну ось. Концентрические круги на шлифовальном круге должны иметь общую точку на этой оси. |
| соосность | Геометрический допуск, описывающий расположение противоположных точек цилиндрических элементов относительно их центральных осей. Концентричность может быть достигнута на цилиндрической части с помощью внутреннего бесцентрового шлифования башмачного типа. |
| охлаждающая жидкость | Сложная жидкость, состоящая из нескольких химикатов, которая используется во время шлифования для очистки, охлаждения и смазки круга и заготовки.Охлаждающая или шлифовальная жидкость также смывает стружку. |
| круглошлифовальный | Обычный процесс шлифования, при котором цилиндрическая деталь удерживается на каждом конце или используется патрон или цанга для удержания детали во время шлифования. Цилиндрическое шлифование вращает как деталь, так и шлифовальный круг. |
| цилиндричность | Допуск трехмерной формы, который описывает допустимую изменчивость формы и внешнего вида цилиндра.Цилиндричность указывает, насколько близка деталь к идеальной цилиндрической форме. |
| повязка | Для удаления стружки, тусклых зерен и связующего материала со шлифовального круга путем отламывания поверхности круга. Правка также затачивает колесо. |
| концевой упор | Устройство, которое останавливает или предотвращает движение заготовки после шлифования заготовки до указанного места и глубины.Концевые упоры используются при бесцентровом шлифовании с торцевой подачей. |
| конец подачи | Метод бесцентрового шлифования, при котором заготовка подается на шлифовальный и регулирующий круги до тех пор, пока она не коснется концевого упора. Бесцентровое шлифование с торцевой подачей используется для сужения конца заготовки. |
| Внешний цилиндрический бесцентровошлифовальный станок | Самая распространенная форма бесцентрового шлифовального станка.Наружные цилиндрические бесцентровые шлифовальные машины выполняют бесцентровое шлифование как с проходной, так и с подающей подачей. |
| трещина | Разрушение зерен на абразивном круге во время шлифования для создания новых режущих кромок. Разрушение – это часть процесса самозаточки круга. |
| остекление | Нежелательное образование гладкой поверхности на шлифовальном круге.Глазирование происходит, когда тепло от шлифования вступает в реакцию с кругом. |
| шлифовальный | Использование абразива для истирания поверхности детали и получения высокоточных измерений. В шлифовальных операциях обычно используются абразивные зерна, соединенные в форму круга. |
| шлифовальная жидкость | Сложная жидкость, состоящая из нескольких химикатов, которая используется во время шлифования для очистки, охлаждения и смазки круга и заготовки.Шлифовальная жидкость также смывает стружку. |
| параметры шлифования | Измеряемые скорости движения шлифовальных кругов и заготовок. К переменным параметрам шлифования относятся скорость, подача и глубина резания. |
| шлифовальный круг | Круг из абразивных зерен, скрепленных связующим материалом.Шлифовальный круг вращается и удаляет микроскопические стружки материала, обеспечивая очень тонкую поверхность. |
| жесткая обувь | Деталь, на которую прижимается заготовка во время внутреннего бесцентрового шлифования для обеспечения точной соосности. При внутреннем бесцентровом шлифовании башмачного типа используются два жестких башмака. |
| шлифовальные машины с горизонтальной станиной | Тип бесцентрового шлифовального станка, при котором заготовка вращается только после того, как она коснется вращающегося шлифовального круга.Шлифовальные машины с горизонтальной станиной являются наиболее распространенной конструкцией бесцентровых шлифовальных машин. |
| подача бесцентрового шлифования | Процесс бесцентрового шлифования, при котором детали не проходят через станок. Бесцентровое шлифование с подачей включает регулировочный круг и рабочую подставку, которые толкают заготовку в шлифовальный круг. |
| внутренний диаметр | ID.Внутренняя поверхность сферического или цилиндрического предмета. Внутренний диаметр также известен как внутренний диаметр. |
| загрузка | Накопление стружки в шлифовальном круге, забивающее промежутки между зернами. Правка и регулировка шлифовального круга предотвращают нагрузку. |
| ползун нижний | Устройство, которое перемещает регулирующий круг и лезвие рабочей подставки по направлению к шлифовальному кругу и от него.Нижняя салазка прикреплена к поворотной пластине. |
| ползун нижний | Устройство, которое перемещает регулирующее колесо в сторону и от лезвия рабочей подставки. К поворотной пластине прикреплен нижний суппорт. |
| станок | Механический станок, который использует режущий инструмент или абразивный круг для удаления материала с заготовки.К станкам относятся бесцентровые и цилиндрические шлифовальные станки. |
| метра в секунду | м / с. Измерение скорости, которое напрямую зависит от диаметра заготовки или инструмента и скорости его вращения. Метры в секунду – это метрическая единица измерения. |
| OD | Внешний диаметр.Наружная поверхность заготовки. Операции бесцентрового шлифования по внешнему диаметру включают шлифование на сквозной, подающей и торцевой подаче. |
| внешний диаметр | OD. Наружная поверхность заготовки. Операции бесцентрового шлифования внешнего диаметра включают шлифование на проходной, подающей и торцевой подаче. |
| периферия | Периметр или край объекта.Многие виды шлифовальных кругов шлифуют своей периферией. |
| прижимной ролик | Круг, который вместе с опорным валком помогает удерживать заготовку во время внутреннего бесцентрового шлифования. Прижимной валок используется при внутреннем бесцентровом шлифовании валков. |
| утопленное колесо | Абразивный круг, напоминающий плоский диск с углубленной областью, окружающей его центр.Углубленные колеса по периферии шире, чем в центре. |
| регулирующий ролик | Круг, используемый для вращения заготовки и протягивания ее в процессе внутреннего бесцентрового шлифования. Регулирующий валок используется при внутреннем бесцентровом шлифовании валков. |
| регулирующее колесо | Шлифовальный круг, обычно сделанный на полимерной связке, который используется для замедления вращения заготовки относительно шлифовального круга.Регулирующее колесо или управляющее колесо также перемещает заготовку в осевом направлении через лезвие рабочей подставки. |
| регулирующая колесная ниша | Деталь бесцентрового шлифовального станка, на которой установлено регулирующее колесо. Корпус регулирующего колеса крепится к верхнему суппорту и содержит регулирующее колесо и шпиндель регулирующего колеса. |
| оборотов в минуту | об. / Мин.Число оборотов, которое шпиндель или шлифовальный круг делает за одну минуту. Число оборотов в минуту – это мера скорости. |
| роликовая внутренняя | Тип бесцентрового шлифования, при котором три валка используются для вращения и поддержки заготовки, а шлифовальный круг обрабатывает ее внутренний диаметр. Внутреннее бесцентровое шлифование валков включает один большой регулирующий валок, который вращает заготовку, в то время как прижимной валок и опорный валок удерживают заготовку на месте во время процесса шлифования. |
| частота вращения | Скорость вращения заготовки или шлифовального или регулирующего круга. Скорость вращения измеряется в оборотах в минуту (об / мин). |
| башмак внутренний | Тип бесцентрового шлифования, при котором опорная пластина толкает заготовку в две жесткие колодки, а шлифовальный круг обрабатывает ее внутренний диаметр.Внутреннее бесцентровое шлифование с башмаком обеспечивает соосность внутреннего и внешнего диаметра заготовки. |
| шпиндель | Вращающийся компонент станка. Обычно шлифовальный и регулирующий круги устанавливаются на шпиндель. |
| скорость шпинделя | Скорость вращения шлифовального или регулирующего круга.Скорость шпинделя измеряется в оборотах в минуту (об / мин). |
| на складе | Сырье, используемое для изготовления деталей. Материал доступен в стандартных формах, таких как длинные прутки, пластины или листы. |
| прямое колесо | Обычный тип абразивного инструмента, применяемый при шлифовании и отрезании.Прямые колеса обычно выглядят как плоские диски. |
| опорный ролик | Круг, который вместе с прижимным роликом помогает удерживать заготовку во время внутреннего бесцентрового шлифования. Опорный валок используется при внутреннем бесцентровом шлифовании валков. |
| на поверхности футов в минуту | SFM.Измерение скорости, которое напрямую зависит от диаметра заготовки или инструмента и скорости его вращения. Футы поверхности в минуту – это количество футов, которое перемещается на вращающемся компоненте за одну минуту. |
| обработка поверхности | Гладкость поверхности детали после всех шлифовальных операций. Чистота поверхности – это полная желаемая поверхность. |
| поверхностная скорость | Равномерная скорость вращения регулирующего круга относительно заготовки при бесцентровом шлифовании. Скорость резания контролирует рабочую скорость заготовки. |
| стружка | Зернистая смесь стружки, абразивного зерна и изношенного связующего материала, образующаяся во время шлифования.Металлическая стружка может забить шлифовальный круг и привести к его неправильной работе. |
| поворотная пластина | Устройство, которое наклоняет или выравнивает регулирующий круг параллельно шлифовальному кругу. К станине болгарки крепится поворотная пластина. |
| поворотная пластина | Устройство, которое наклоняет или выравнивает регулирующий круг параллельно шлифовальному кругу.Поворотная пластина крепится к станине болгарки. |
| коническая | Линейное увеличение или уменьшение диаметра объекта. Конус притирается к заготовке с помощью шлифования с торцевой подачей. |
| сквозная скорость подачи | Скорость, с которой заготовка проходит в осевом направлении между шлифовальным и регулирующим кругами.Скорость сквозной подачи контролируется регулирующим колесом. |
| проходной | Метод бесцентрового шлифования, при котором регулирующий круг и направляющие опоры перемещают заготовку мимо шлифовального круга по прямой линии. При шлифовании с проходной подачей регулирующий круг полностью перемещает деталь за шлифовальный круг. |
| допуск | Допустимое отклонение от заданного размера.Допуски указывают допустимую разницу между физическим элементом и его предполагаемой конструкцией. |
| правка | Для восстановления первоначальной формы шлифовального круга. Правка гарантирует, что колесо сохраняет концентрическую круглую форму. |
| верхний суппорт | Устройство, которое перемещает регулирующий круг и лезвие рабочей подставки по направлению к шлифовальному кругу и от него.К поворотной пластине прикреплен верхний суппорт. |
| верхний суппорт | Устройство, которое перемещает регулирующее колесо в сторону и от лезвия рабочей подставки. Верхний суппорт прикреплен к поворотной пластине. |
| частота вращения колеса | Окружная скорость движения шлифовального круга.Скорость колеса измеряется в футах в минуту или метрах в секунду. |
| шлифовальная головка | Деталь шлифовального станка, на которой установлен круг. На бесцентрово-шлифовальном станке шлифовальная бабка содержит шлифовальный круг и шпиндель шлифовального круга. |
| рабочая подставка | Компонент бесцентрового шлифовального станка, который поддерживает обрабатываемую деталь во время шлифования.Подставка для рабочего стола установлена на нижнем суппорте и поддерживает лезвие рабочего упора. |
| нож для рабочего места | Устройство для опоры цилиндрических деталей при бесцентровом шлифовании. Лезвия рабочего места для отдыха часто имеют кромку, расположенную под углом к регулирующему колесу. |
| направляющие для рабочего места | Компонент бесцентрового шлифовального станка, расположенный в начале и конце станка для позиционирования заготовки при входе и выходе.Направляющие рабочего упора используются для бесцентрового шлифования с проходной подачей. |
| рабочая скорость | Окружная скорость заготовки. Скорость работы примерно равна поверхностной скорости регулирующего колеса. |
| заготовка | Деталь, которая находится в процессе производства.Заготовка может быть отдельным продуктом или одним компонентом продукта, состоящего из многих частей. |
На главную
Добро пожаловать в Flint Centerless Grinding!
А Цех бесцентрового шлифования, специализирующийся на эффективном и прецизионном шлифовании
для производства или прототипа , работы от 1 до 1000 штук,
сквозная подача и подача с возможностями от.060 до 2 дюймов диаметром
с соблюдением жестких допусков и коротким сроком выполнения работ
, требуемым современной обрабатывающей промышленностью.
Владельцы и сотрудники Flint Centerless Grinding, Inc. хотели бы воспользоваться этой возможностью Благодарим вас за посещение нашего веб-сайта и за просмотр наших услуг по бесцентровому шлифованию.
Мы семейные и уже 50 лет работает в сфере бесцентрового шлифования на том же месте.
Заявление о миссии
“Кремний бесцентровый Grinding, Inc. выполнит все специализированные требования к шлифованию наших клиентов. Мы будем гордиться предложением прецизионное шлифование, которое не может быть достигнуто более традиционными методами шлифования. Мы будем стремиться координировать свои действия с нашими клиентов, чтобы максимально эффективно удовлетворить их потребности.”
Кремень Centerless Grinding, Inc. будет работать с прицелом в будущее, обслуживая наших клиентов, придерживаясь тех же основных ценностей, что и приносят нам большой успех уже более 50 лет.
Позвольте нам процитировать вашу работу сегодня!
Спасибо,
Том Аллен , President
Добро пожаловать в RPM Centerless Grinding
1755 Торговая ул.Norco CA. 92860
888-805-5812 Местный 951-273-0602
| При бесцентровом шлифовании со скоростью об / мин качество является основным принципом бизнеса. Мы считаем, что «Качество» означает предоставление нашим клиентам продуктов и услуг, которые удовлетворяют или превосходят их ожидания, соблюдая строгие допуски для продуктов критического применения, а также продуктов для базового коммерческого использования. Непрерывное повышение качества – обязанность каждого сотрудника. Наша цель как компании – предоставить нашим клиентам качество и удовлетворение, превосходящие их ожидания, по справедливой и разумной рыночной цене. |
Мы специализируемся на бесцентровой сквозной подаче. Ниже приведены примеры некоторых услуг, которые мы можем предложить.
- Качество вала насоса (PSQ)
- Токарная обработка, шлифовка и полировка (T, G и P)
- Качество винтовых машин (SMO)
- Качество подшипникового вала (BSQ)
- .0002 ”допуск
- Отполировка до 12-16 микроволокон
- Пропускные способности от 0,035 дюйма диаметром до 6-1 / 2 дюйма.
- Обработка деталей и длина от 20 до 24 дюймов и более
Мы предоставляем полный спектр услуг, как ваших, так и наших. Стали, не содержащие станина, изделия из углерода, меди и латуни, алюминий, термообработанные детали и пластмассы. Мы также специализируемся на ТОЧНОЙ ПРАВИРОВКЕ ДО 0,0005 / ФУТОВ. для ИЗДЕЛИЙ PSQ, а также для правки с коммерческими допусками. Мы предлагаем полную упаковку в индивидуальный бокс и картонные тубы. |
СПАСИБО ЗА ИНТЕРЕС К НАШЕЙ КОМПАНИИ, И ПОЖАЛУЙСТА, СВОБОДНО ЗВОНИТЕ НАМ ПО ВСЕМ ВАШИМ ПОТРЕБНОСТЯМ!
МЫ НЕ ТАКИЕ ЖЕ ОЛЕ, МЫ ДЕРЖЕМ НОС НА ШЛИФТУ.
Бесцентрово-шлифовальные машины | Максимальное преимущество-Каролина
Для быстрого съема материала, меньших допусков станка и размера до 0.0001 ″ или лучше, бесцентровое шлифование – вот ответ. К счастью, бесцентровое шлифование стало популярным в области шлифовальной техники. У бесцентрово-шлифовальных машин, как следует из названия, работа не поддерживается между центрами. Вместо этого он держится на лезвии между шлифовальным кругом и регулирующим кругом, который действует как тормоз для установки числа оборотов в минуту.
В основном бесцентровое шлифование может выполняться двумя разными способами:
- Подача
- Подача (врезное шлифование)
Метод сквозной подачи применим только при использовании прямых цилиндрических деталей.Если в работе есть головка, ступенчатая или коническая форма, лучшим выбором будет метод подачи. Метод с торцевой подачей используется для компонентов с головкой, которые слишком длинные для измельчения методом подачи. Обычно метод торцевой подачи применяется, когда длина заготовки больше ширины шлифовального круга.
Бесцентровые шлифовальные машины имеют гораздо больше преимуществ по сравнению с центральными шлифовальными машинами:- При бесцентровом шлифовании производительность выше.
- Заготовка имеет лучшую устойчивость
- Работа поддерживается по всей длине, что предотвращает прогиб. Следовательно, этот процесс подходит для длинных заготовок.
- Устранено время, необходимое для настройки задания.
- Требуется меньше припуска за счет исключения центрирования.
- Себестоимость продукции ниже.
- Расходы на техническое обслуживание ниже, так как износ машин меньше.
Бесцентровое шлифование можно применять для обработки деталей диаметром до 15 см и шайб длиной до семи метров.Одним из преимуществ этого процесса является то, что он позволяет шлифовать головные, ступенчатые, конические и формованные детали как с подающей, так и с конечной подачей.
Позвоните в Maximum Advantage-Carolinas, чтобы узнать больше о наших бесцентровых шлифовальных машинах. Наши агенты готовы помочь вам выбрать лучшее оборудование для вашего конкретного применения. Позвоните в наш офис по телефону (847) 882-9600.
Роль регулирующего круга и рабочего ножа в бесцентровом шлифовании
Бесцентровое шлифование состоит из шлифовальных цилиндрических деталей без центров.Заготовка вращается между двумя колесами. Один круг называется регулирующим, а другой – точильным. Шлифовальный круг обычно движется с фиксированной частотой вращения, а регулирующий круг движется с выбранной меньшей скоростью для управления скоростью вращения детали.
Регулирующее колесо чаще всего изготавливается из твердой резины и абразива, и его роль играет важную роль в перемещении шлифуемой детали через шлифовальный станок посредством процесса сквозной подачи или подачи.
Сквозная подача – угол наклона регулирующего колеса обычно находится в диапазоне от +1 градуса до +3 градуса.Этот угол, наряду с регулировкой скорости вращения колеса (частота вращения от 15 до 300 об / мин), определяет скорость сквозной подачи детали в дюймах в минуту. Скорость вращения определяется размером и длиной детали. Слишком высокая скорость вращения может привести к появлению болтовни. Если угол регулирующего колеса слишком острый, это может привести к неравномерному износу, конусности и снижению срока службы колеса. Если регулирующий круг расположен слишком близко или параллельно шлифовальному кругу, это может привести к остановке деталей между кругами.
Подача – Бесцентровое шлифование на входе похоже на врезное шлифование на станках с центром и часто используется для шлифования деталей относительно сложной формы.Лезвие опоры для заготовки должно быть обработано, чтобы соответствовать форме детали, а шлифовальный и регулирующий круги должны быть заправлены в соответствии с желаемым профилем среза детали. Регулирующий круг вводится в деталь, прижимая ее к шлифовальному кругу. Изделие не перемещается в осевом направлении, как при шлифовании с подачей.
Лезвие рабочей площадки – роль лезвия рабочей площадки состоит в том, чтобы удерживать деталь в контакте с регулирующим колесом.
Чаще всего центры регулирующих и шлифовальных кругов устанавливаются на одной высоте на бесцентровом станке, а центр заготовки расположен выше, на лезвии рабочего упора.Высота ножа рабочего упора важна, например, если заготовка установлена слишком высоко, это может вызвать вибрацию; если заготовка установлена слишком низко, она может быть некруглой.
Верх лезвия рабочего сиденья обычно имеет угол 30 градусов, но может варьироваться от 0 до 45 градусов. Угол наклонен к регулирующему колесу, которое, в свою очередь, приводит в движение деталь. Угол опорного лезвия для заготовки также имеет решающее значение для бесцентрового шлифования. Узкий круг шириной от трех до четырех дюймов может хорошо работать при 30º, но более широкий круг от 6 до 10 дюймов может создавать слишком большое давление на шлифовальный круг, вызывая вибрацию, и может потребоваться угол от 20º до 25º.
Бесцентрово-шлифовальный станок – чрезвычайно универсальный станок, а регулирующее колесо и лезвие рабочей подставки способствуют его успешной работе.