Мощный блок питания — из сварочного инвертора
В статье идёт речь о возможном способе доработки сварочного инвертора для получения из него мощного источника питания. За основу взят сварочный аппарат со схемотехникой J96 ARC205 (аппарат Aiken Weld WARRIOR 200i).
Иногда возникают задачи, когда требуется мощный низковольтный источник напряжения, например, для проверки повышающих преобразователей напряжения, автомобильных УМЗЧ, мощного автомобильного электрооборудования. В таких случаях обычно используется аккумуляторная батарея, что не всегда удобно, так как её ёмкость ограничена. При рассуждении о том, какой источник может дать достаточный ток, первое, что приходит на ум, – это сварочный аппарат. Источник питания можно легко построить по стандартной трансформаторной схеме, однако такой трансформатор громоздкий и дорогой. Гораздо выгоднее в этом плане выглядит сварочный инвертор, который стоит существенно меньше, и такой вид электрооборудования получил уже широкое распространение.
Как известно, сварочный инвертор – это источник тока с напряжением холостого хода не менее 50 В, что не позволяет напрямую применять его для питания низковольтной аппаратуры. Кроме того, стабилизация тока в большинстве инверторов выполняется путём изменения числа импульсов, поступающих на понижающий трансформатор. Таким образом, на выходе выпрямителя на холостом ходу формируются прямоугольные импульсы одной полярности, под нагрузкой – пачки прямоугольных импульсов, число которых в периоде пропорционально уставке тока. Амплитуда этих импульсов – всегда одинаковая и может меняться только из-за просадки сетевого напряжения при значительных нагрузках вследствие потерь в соединительных проводах и на коммутирующих элементах.
Для использования сварочного инвертора в качестве источника напряжения его можно доработать двумя способами. Первый – намотать на силовой трансформатор дополнительную обмотку и установить дополнительный выпрямитель и фильтр; второй – в схему управления инвертором необходимо добавить дополнительные цепи для стабилизации выходного напряжения и выходной фильтр.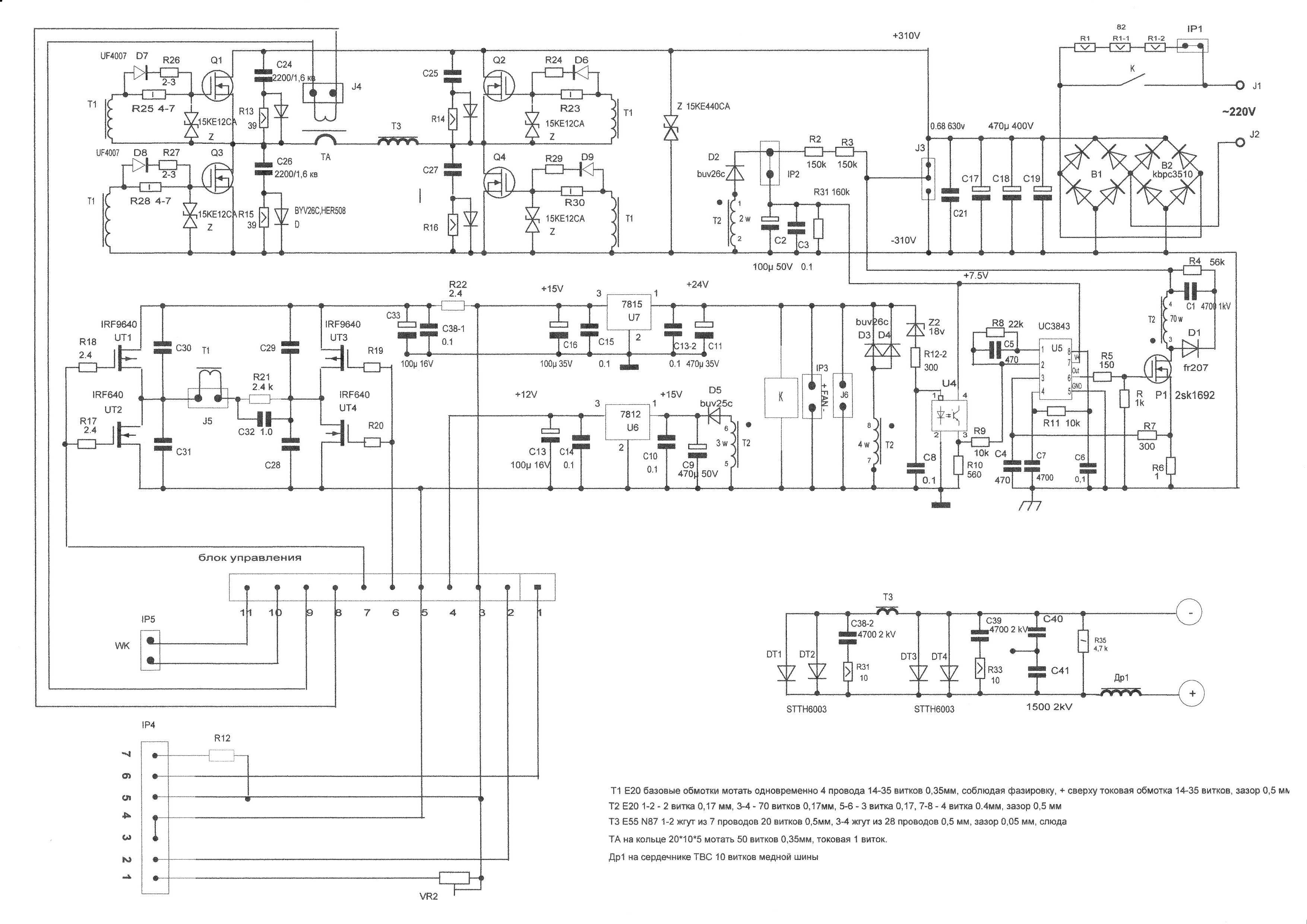
У первого метода существенно больше недостатков: дискретность выбора выходного напряжения, поскольку число витков первичной обмотки очень мало и одному витку соответствует около 10 В (в зависимости от конкретного инвертора), невозможность реализации стабилизации напряжения, дороговизна и трудоёмкость доработки, сложность размещения всего нового внутри корпуса. Достоинства этого способа – возможность создания нескольких каналов выходных напряжений или двухполярного источника.
Второй метод позволит лишь сделать однополярный и двуполярный источник с одним значением выходного напряжения, которое будет стабилизироваться, а внутри корпуса потребуется разместить только выходной фильтр. Этот метод наиболее прост и лучше подходит для решения поставленной задачи.
Для стабилизации выходного напряжения применено схемное решение, которое широко встречается в импульсных блоках питания. На выход штатного выпрямителя устанавливается дополнительный сглаживающий конденсатор, к которому через пороговый элемент подключается вход вновь введённого оптрона. Его выход подключается к выходу штатного оптрона узла управления инвертора. Когда напряжение на конденсаторе превышает пороговый уровень, через излучающий диод нового оптрона начинает протекать ток и его выходной фототранзистор открывается, управляя инвертором. При снижении выходного напряжения происходит обратный процесс, таким образом и осуществляется стабилизация напряжения.
Его выход подключается к выходу штатного оптрона узла управления инвертора. Когда напряжение на конденсаторе превышает пороговый уровень, через излучающий диод нового оптрона начинает протекать ток и его выходной фототранзистор открывается, управляя инвертором. При снижении выходного напряжения происходит обратный процесс, таким образом и осуществляется стабилизация напряжения.
Для доработки был использован мостовой инвертор со схемотехникой JASIC J96 ARC205 (распространённые представители Aiken Weld WARRIOR 200i, Сварог 205), он сложнее большинства инверторов, используемых для бытового применения. Полную схему такого инвертора можно легко найти в Интернете, однако две основные вариации этой схемы содержат ошибки и трудночитаемы. Самая сложная часть – основной узел управления, поэтому для понимания работы инвертора она была перерисована автором и выложена на сайте редакции.
Схема дополнительного узла стабилизации приведена на рисунке. Он включается при замыкании контактов выключателя SA1, а выбор выходного напряжения 12 или 24 В осуществляется подключением одного или двух стабилитронов выключателем SA2. Для коммутации применено реле, что позволяет переключать режимы между сваркой и блоком питания. Параллельно с работой этого узла сохраняются все собственные функции и защиты инвертора, а также регулировка тока. Стоит также отметить, что при переходе из режима 24 В в режим 12 В выходное напряжение снижается не сразу, а спустя некоторое время, необходимое для разрядки конденсатора С1 через обмотку реле.
Для коммутации применено реле, что позволяет переключать режимы между сваркой и блоком питания. Параллельно с работой этого узла сохраняются все собственные функции и защиты инвертора, а также регулировка тока. Стоит также отметить, что при переходе из режима 24 В в режим 12 В выходное напряжение снижается не сразу, а спустя некоторое время, необходимое для разрядки конденсатора С1 через обмотку реле.
Рис. Схема дополнительного узла стабилизации
В инверторе J96 ARC205 есть дополнительные функции, которые ухудшают его работу в режиме источника питания. Это функции Antistick (антизалипа-ние), форсаж дуги и VRD (ограничение напряжения холостого хода). Антизали-пание не позволяет работать источнику при коротком замыкании в режиме стабилизации тока, поскольку в таком случае защита отключит инвертор через 1…2 с, режим форсаж дуги изменяет значение тока ограничения при подключении нагрузки, уставка тока кратковременно возрастает. Режим VRD вовсе не должен быть включён, так как сам инвертор ограничивает выходное напряжение на холостом ходу на уровне 8. ..10 В, при переходе в рабочий режим ограничение отключается. VRD отключают штатно переводом тумблера выбора типа сварки на инверторе в режим ММА – этот режим есть у всех инверторов, а режим TIG только у более продвинутых моделей. Форсаж дуги отключается размыканием перемычки S1 на плате управления инвертора. Antistick и защита от сверхтоков отключается размыканием перемычки S2. При работе от стабильной сети при небольших токах (при которых выходное напряжение не уменьшается до 10 В) или с кратковременными значительными потреблениями можно не отключать Antistick и форсаж дуги. В противном случае рекомендуется их отключить, чтобы инвертор не отключался, но при этом стоит помнить, что, кроме ограничения тока, у инвертора остаётся только одна защита от перегрева.
..10 В, при переходе в рабочий режим ограничение отключается. VRD отключают штатно переводом тумблера выбора типа сварки на инверторе в режим ММА – этот режим есть у всех инверторов, а режим TIG только у более продвинутых моделей. Форсаж дуги отключается размыканием перемычки S1 на плате управления инвертора. Antistick и защита от сверхтоков отключается размыканием перемычки S2. При работе от стабильной сети при небольших токах (при которых выходное напряжение не уменьшается до 10 В) или с кратковременными значительными потреблениями можно не отключать Antistick и форсаж дуги. В противном случае рекомендуется их отключить, чтобы инвертор не отключался, но при этом стоит помнить, что, кроме ограничения тока, у инвертора остаётся только одна защита от перегрева.
Для большей гибкости можно установить дополнительные тумблеры для отключения соответствующих функций, которыми пользуются при необходимости в режиме сварки. Например, отключение режима анти-залипания может быть полезно для плавки металлов и разморозки воды в металлических трубах, когда к замёрзшему участку подключается выход инвертора и подаётся ток, который разогревает трубу. На инверторах, не имеющих этих функций, доработка сводится только к введению дополнительного узла стабилизации.
На инверторах, не имеющих этих функций, доработка сводится только к введению дополнительного узла стабилизации.
Конструктивно дополнительный узел может быть смонтирован на односторонней макетной печатной плате, которую можно разместить внутри корпуса инвертора между выходными разъёмами и силовым трансформатором. На лицевую панель инвертора устанавливают выключатели SA1 и SA2 – любые малогабаритные. При желании и наличии места может быть установлен дополнительный вольтметр. Монтаж рекомендуется делать с максимально возможными изолирующими промежутками, а плату дополнительно покрыть лаком, так как сварочные инверторы по штатному назначению эксплуатируются в сложных условиях и внутрь их может проникать металлическая пыль и даже металлическая стружка. Цепи от выходных разъёмов до конденсатора рекомендуется выполнять проводом большого сечения, не менее 1,5 мм2.
Применено автомобильное реле с обмоткой на 24 В и током до 30 А, но подойдёт и любое маломощное, рассчитанное на это напряжение и ток.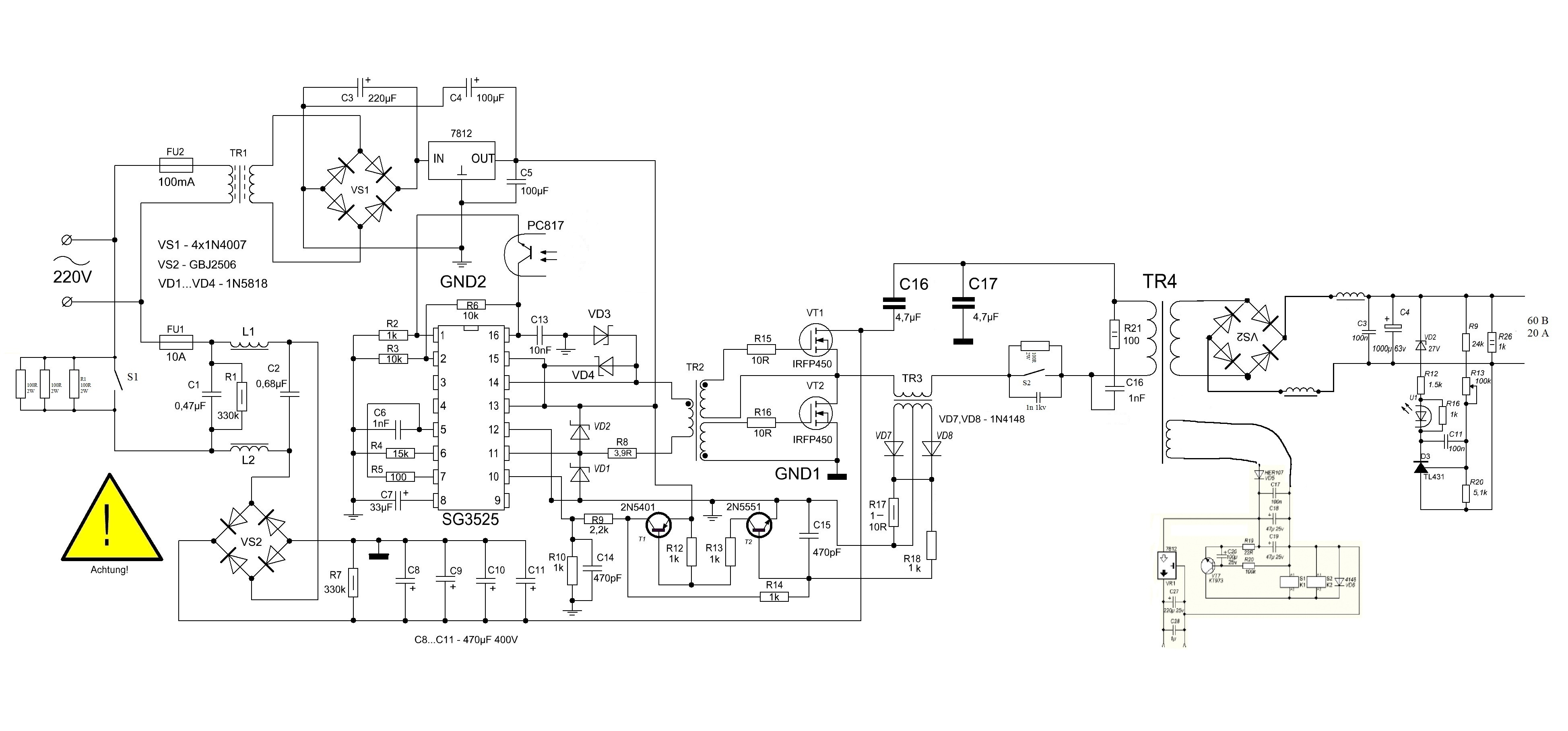 Применение реле на 24 В возможно в связи с тем, что оно будет срабатывать при большом выходном напряжении, а при снижении напряжения до 12 В надёжно удерживает контакты замкнутыми, но в этом обязательно необходимо убедиться до установки реле. Конденсатор С1 должен быть рассчитан на работу при больших токах зарядки-разрядки и на напряжение не менее 35 В. Допустимая температура должна соответствовать температуре эксплуатации устройства, особенно это касается нижней границы, что особенно важно в случае использования для пуска автомобильных двигателей в холодное время. Конденсатор С2 – плёночный или керамический любого типа. Стабилитроны – мощностью 300…500 мВт, их подборкой можно установить требуемое выходное напряжение, резистор – любого типа.
Применение реле на 24 В возможно в связи с тем, что оно будет срабатывать при большом выходном напряжении, а при снижении напряжения до 12 В надёжно удерживает контакты замкнутыми, но в этом обязательно необходимо убедиться до установки реле. Конденсатор С1 должен быть рассчитан на работу при больших токах зарядки-разрядки и на напряжение не менее 35 В. Допустимая температура должна соответствовать температуре эксплуатации устройства, особенно это касается нижней границы, что особенно важно в случае использования для пуска автомобильных двигателей в холодное время. Конденсатор С2 – плёночный или керамический любого типа. Стабилитроны – мощностью 300…500 мВт, их подборкой можно установить требуемое выходное напряжение, резистор – любого типа.
Налаживания и регулировки устройства не требуется, после включения оно начинает работать сразу.
Упомянутая в тексте схема узла управления инвертором имеется здесь.
Автор: В. Гнитиёв, г. Железногорск Красноярского края
как сделать и настроить своими руками
В настоящее время не только профессионалы, но сварщики-любители, работают с инверторной сваркой используя современную аппаратуру. Инвертор используют очень часто, он есть практически у каждого.
Инвертор используют очень часто, он есть практически у каждого.
Варить хочется, но денег на покупку оборудование нет? Сборка собственными руками инвертора поможет с решением этой проблемы.
Как собрать сварочный аппарат с материалов которые есть под руками, мы уже расписывали на этом сайте. Сегодня речь пойдет о сборке сварочного инвертора с блока питания от компьютера. Необходимые схемы предоставлены в статье.
Содержание статьиПоказать
Самодельный аппарат. Зачем он?
Есть ли необходимость сборки своими руками сварочного инвертора из компьютерного блока питания, если любой строительный магазин может предложить цену до 50 долларов, избавить вас от мучений? – этот вопрос ставил сам себе каждый умелец.
Это справедливо. В то же время все не так очевидно, как могло показаться.
Цена в 50 долларов – приключение при покупке инверторных аппаратов. Они не подходят даже для временного применения, не говоря уже о постоянном использовании. Какое решение проблемы, спросите вы.
Стоимость качественных аппаратов начинается от 100 долларов. Тогда об экономии не ведется речь. Для большинства граждан нашей страны эта сумма равна половине зарплаты, если не большей ее части.
По этому некоторые обсуждают сборку самодельных сварочных инверторов из компьютерного блока питания. Себестоимость которых естественно ниже, чем заводских аналогов. Каждый лично может выбрать, какие функции ему нужны и из чего будет собирать.
Если вам не нужен горячий старт или форсаж дуги, нет смысла платить больше.
Качество составляющих – это второй фактор для обращения внимания. Заводы в большинстве своем, собирают варианты далеко не из качественных запчастей, которые в свою очередь при сервисном ремонте стоят дороже.
На чем можно сэкономить, с каких частей собирать оборудование вы выбираете сами.
Также важно мнение сварщиков об аппарате. Не всем нравятся современные технологии. Некоторые считают их слишком «навороченными» и сложными. Переплата за бренд, дополнительные функции их не интересует.
Нужно только функциональное оборудование для использования в быту. Тогда, целесообразно сварочный инвертор из компьютерного блока питания сделать самому. Можно собрать не только дешевый и простой инвертор, но такой, что заводские аппараты позавидуют вашему.
Все что нужно только вам, никаких лишних запчастей.
Или все же купить в магазине?
Самодельный инвертор
Естественно, можно привести факты, почему собирать сварочный инвертор своими руками из чего попало не стоит. Необходимо не только запастись терпением и свободным временем.
Очень важно иметь знания электротехники, понимать, различать принципы действий электроприборов, разбираться в схемах. Всегда можно изучить данные вопросы, если вам не хватает знаний.
Достаточно выделить несколько недель для чтения специфической литературы. В интернете много видеороликов, которые помогут вам быстрее закончить с обучением, представят простые, наглядные примеры и помогут собрать действительно качественный сварочной инвертор из компьютерного блока питания.
Инвертор с блока питания
Своими руками можно собрать многое
Технические характеристики
Резонансный – именно такой сварочной инвертор из компьютерного блока питания у вас буде возможность собрать следую инструкциям данной статьи. Диапазон сварочных токов – 5-120 Ампер. Напряжение 90В. При использовании электродов диаметром 2 мм перерыва работы нет.
Однако во время работы с электродами диаметром 3 мм требуют не менее 2 минут отдыха после 10 минут беспрерывной работы. Эти цифры могут изменяться учитывая температуру, окружающеюсреду.
Вес не более двух килограмм, так что перенос будет без труда. Падающая характеристика. Регулировка силы тока происходит плавно. В состав входит 4 платы: блок управления, основная, плата питания и конденсаторов.
В состав входит 4 платы: блок управления, основная, плата питания и конденсаторов.
С личного опыта могу сказать, что для гаражных, дачных работ сварочной инвертор из компьютерного блока питания подходит отлично.
Детали, которые необходимы
Для сборки инвертора своими руками нужно много деталей
Начнем с теории. Сразу заметим, что компьютерный блок не лучшее что подойдет для сварочного аппарата. Блок питания кардинально отличается от инвертора. Блок можно настроить на работу инвертора.
Готовое оборудование будет собрать непросто, его работоспособность будет намного ниже. Потому из всего БП мы используем только корпус. Кое-что можно купить на радио рынках, а некоторые детали снять со старого персонального компьютера.
Итак, к деталям. Необходим силовой трансформатор, который будет состоять из трех сердечников Е42. Их можно извлечь из старых мониторов. Лучше устанавливать их в вертикальном положении.
Дроссель также необходим. Собрать его можно с помощью двух кернов, предварительно найдя их в том же старом мониторе. Оставшиеся сердечники – тип 2000НМ, ферритовые.
Оставшиеся сердечники – тип 2000НМ, ферритовые.
Диоды и транзисторы берем так же с монитора. Есть вероятность, что в процессе сборки появиться потребность паре транзисторов. Можете приобрести их, ведь цена будет незаметна для вашего кармана.
Еще купите диодный мост и пару электролитов. Дополнительно нужен шим-контроллер SG3524, реле источника бесперебойного питания и трансформатор питания управления.
Особенности сборки
Процесс пайки своими руками
Выходные провода стоит продеть сквозь ферритовые трубочки, это поможет сгладить синусоидальное выпрямленное напряжение. Взять эти трубки можно с кассового аппарата бренда Samsung.
Там они используются как фильтры. Сглаживание пройдет без проблем только, при индуктивности не более 5mkH.
Силовая часть будет очень редко испытывать перегрузки. А исключительно благодаря небольшому напряжению холостого хода, максимальная длина дуги не более 4 мм.
Чтобы дуга горела устойчиво и поджигалась без существенных проблем, вольт добавку можно пустить на обмотку.
В первичной обмотке ток максимальный только во время резонанса. Поэтому к вторичной обмотке нужно подключать трансформаторы тока. Плавный пуск оборудования и предусмотреть анти залипания, можно использовав полевой транзистор IRF510.
Вход микросхемы Shutdown разрывается при коротком замыкании используя термодатчики, тумблер включения или транзистор.
«Инвертор – это просто» – книга в которой подробно описан принцип работы. Там же можно изучить детальную настройку самодельных инверторов. Книга доступна в интернете. Советуем к ознакомлению.
Вместо заключения
Когда вы поняли, что компьютерный блок не лучшее что подойдет для сварочного аппарата. Блок питания кардинально отличается от инвертора. Блок можно настроить на работу инвертора.
Готовое оборудование будет собрать непросто, и его работоспособность будет намного ниже. Потому из всего БП мы используем только корпус. Кое-что можно купить на радио рынках, а некоторые детали снять со старого персонального компьютера.
Мы рассказали, ка сделать сварочный инвертор своими руками, который справится с электродами диаметром до 3мм, и предоставит вам ток до 120 Ампер.
Этот аппарат будет надежнее и в разы дешевле нежели заводской аналог. Для гаража и дачи отличный вариант. Удачи в исполнении работ!
Источник питания для дуговой сварки инверторного типа Основы
Источник питания для дуговой сварки инверторного типа, также известный как инвертор для дуговой сварки, представляет собой новый тип источника питания для сварки. Этот тип источника питания обычно берет трехфазное сетевое напряжение переменного тока частоты (50 Гц), выпрямляет и фильтрует его через входной выпрямитель, преобразовывая его в постоянный ток.
Тракторная жидкость и гидравлическое масло
Пожалуйста, включите JavaScript
Затем он использует переключающие электронные компоненты большой мощности (такие как тиристоры SCR, транзисторы GTO, MOSFET или IGBT) для изменения состояния переключателя, инвертируя его в среднечастотный переменный ток напряжением от нескольких кГц до десятков кГц, которое затем понижается трансформатором до напряжения, пригодного для сварки.
После выпрямления и фильтрации через индуктивность выдает стабильный сварочный ток постоянного тока.
1. Инвертор и инверторный источник питания для дуговой сваркиУстройство, преобразующее постоянный ток в переменный, называется инвертором.
Последовательность преобразования может быть представлена следующим образом: переменный ток сетевой частоты (после выпрямления и фильтрации) → постоянный ток (после инверсии) → переменный ток средней частоты (после снижения напряжения, выпрямления и фильтрации) → постоянный ток. Если выразить символами, то это:
AC → DC → AC → DC
Эта система обычно используется, потому что, если инвертированный и уменьшенный переменный ток используется непосредственно для сварки, высокая частота приведет к большой реактивной мощности в сварочной цепи, что значительно снизит активная мощность. Следовательно, требуется повторное исправление.
2. Характеристики инверторного источника питания Основной особенностью инверторной дуговой сварки является то, что она работает на высокой частоте, что дает много преимуществ.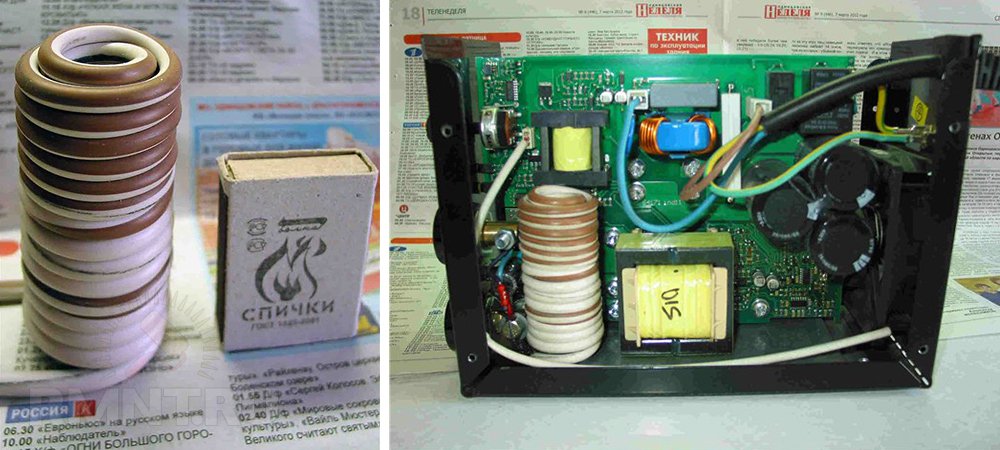
Это связано с тем, что потенциал E трансформатора, будь то первичная или вторичная обмотка, имеет следующую зависимость от частоты f тока, плотности магнитного потока B, площади сечения железного сердечника S и числа витков W трансформатора. обмотки:
E = 4,44fBSW
А напряжение на выводах обмотки U примерно равно E, то есть:
U ≈ E = 4,44fBSW
При определении U и B, если частоту f увеличить, S уменьшится, а W уменьшится. Таким образом, вес и объем трансформатора могут быть значительно уменьшены. Это делает вес и объем всей машины значительно меньше.
Более того, из-за увеличения частоты и других факторов он дает много преимуществ по сравнению с традиционными источниками питания для дуговой сварки. Основные характеристики:
(1) Небольшой размер, малый вес, экономия материала, простота переноски и перемещения.
(2) Высокая эффективность и энергосбережение, с КПД от 80% до 90%, экономия электроэнергии более чем на треть по сравнению с традиционными сварочными аппаратами.
(3) Хорошие динамические характеристики, легкий запуск дуги, стабильная дуга, красивое формирование сварного шва и меньшее разбрызгивание.
(4) Подходит для комбинации с роботами для создания автоматизированной производственной системы сварки.
(5) Может использоваться для различных целей, завершая различные процессы сварки и резки.
Благодаря ряду преимуществ инверторных источников питания, упомянутых выше, он быстро развивался с момента его появления в конце 1970-х годов. В промышленно развитых странах, таких как США и Япония, область его применения весьма обширна.
Коммутационные элементы, используемые в инверторных источниках питания, теперь включают SCR (тиристор), GTR (транзистор), MOSFET (полевой транзистор) и IGBT (разновидность электронного элемента, сочетающего в себе преимущества GTR и MOSFET).
БТИЗ могут заменить другие переключающие элементы. Инверторный сварочный аппарат IGBT – это значительный прогресс в технологии сварки и новая тенденция развития.
Головка сварочного аппарата преобразует выходную энергию источника сварочного тока в сварочное тепло и непрерывно подает его в сварочный материал, в то время как головка аппарата движется вперед для выполнения сварки.
Клещи для электросварки, используемые при ручной дуговой сварке, необходимо вручную нажимать вниз и перемещать вперед, чтобы сформировать сварной шов по мере расплавления сварочного стержня. Автоматические сварочные аппараты имеют автоматические механизмы подачи проволоки и механизмы перемещения головки машины для ее перемещения вперед.
Обычно используются два типа: каретка и подвеска.
Сварочные головки для точечной и выступающей сварки представляют собой электроды и их прижимные механизмы, которые используются для приложения давления и электричества к заготовке.
Для шовной сварки имеется передаточный механизм, приводящий заготовку в движение. Для стыковой сварки необходимы статические и динамические приспособления и механизмы зажима приспособлений, а также подвижные приспособления и механизмы осадки.
Общая тенденция развития инверторных источников питания направлена на большую мощность, малый вес, высокую эффективность, модульность и интеллектуальность, с повышением надежности, производительности и расширением областей применения. . Он находит все более широкое применение в различных методах дуговой сварки, контактной сварке, процессах резки и т. д.
Эффективность и высокая удельная мощность (миниатюризация) являются основными целями, которые преследуют международные инверторы для дуговой сварки. Высокая частота и снижение энергопотребления основных компонентов являются основными техническими подходами к достижению этой цели.
В настоящее время в таких странах, как Япония, Европа и другие регионы, инверторная технология дуговой сварки на частоте около 20 кГц созрела, качество продукции высокое, и продукция серийно выпускалась.
Анализ подавления гармоник источника питания инверторного сварочного аппарата 1.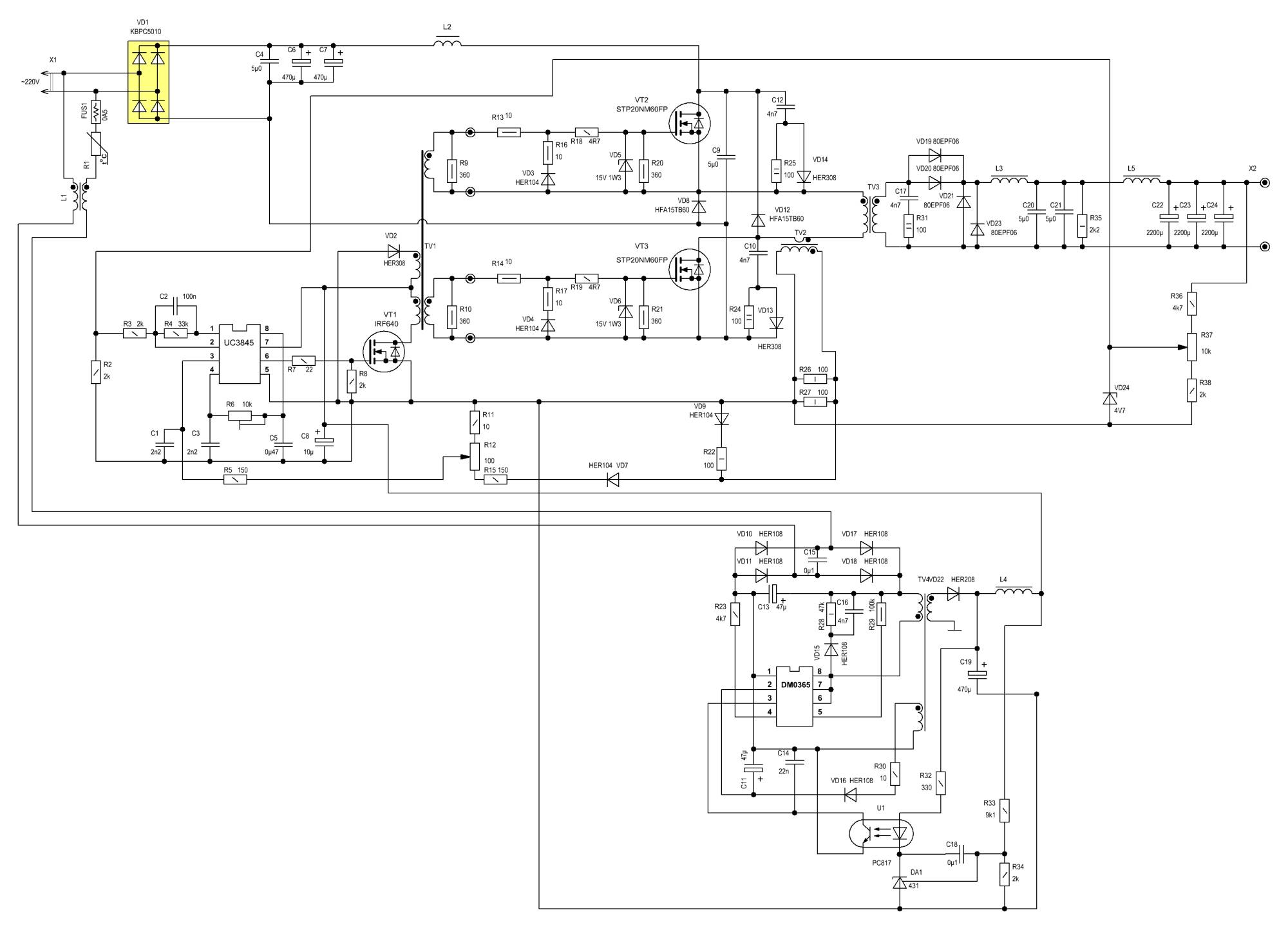 Гармонический анализ источника питания инвертора дуговой сварки
Гармонический анализ источника питания инвертора дуговой сварки 1.1 Причина s для Harmonic Generation
С момента появления первого инверторного источника питания для тиристорной дуговой сварки на 300 А, инверторный источник питания для дуговой сварки претерпел значительные изменения, включая инверсию тиристоров, инверсию мощных транзисторов, инверсию с полевым эффектом и инверсию IGBT. Его мощность и производительность были значительно улучшены.
В настоящее время инверторный источник питания для дуговой сварки стал основным продуктом сварочного оборудования в промышленно развитых странах.
В качестве типичного силового электронного устройства, хотя источник питания инвертора для дуговой сварки имеет преимущества небольшого размера, легкого веса и хороших характеристик управления, его схема содержит звенья выпрямления и инверсии, которые вызывают искажение формы волны тока и генерируют большое количество высоких – гармоники порядка.
Существует серьезный фазовый сдвиг между высшими гармониками напряжения и тока, что приводит к очень низкому коэффициенту мощности сварочного аппарата. Основные причины генерации гармоник следующие:
(1) Внутренние источники помех источника питания инвертора
Источник питания инвертора представляет собой систему, сочетающую сильные и слабые токи. В процессе сварки сварочный ток может достигать нескольких сотен и даже тысяч ампер. Поскольку ток создает большое электромагнитное поле, особенно в сварочных системах электропитания с высокой частотой инверсии, выпрямительные лампы, высокочастотные трансформаторы, колебания системы управления, высокочастотное зажигание дуги и переключатели силовых ламп будут создавать сильные гармонические помехи.
Кроме того, когда аппарат для вольфрамово-аргонной дуговой сварки использует высокочастотное зажигание дуги, он использует частоту до нескольких сотен тысяч герц и высокое напряжение в несколько киловольт для прорыва воздушного зазора с образованием дуги, настолько высоко- Частотное зажигание дуги также является сильным источником гармонических помех.
Для интеллектуальных инверторных источников питания для дуговой сварки, управляемых компьютерами, поскольку скорость работы используемой компьютерной системы управления увеличивается, сама плата управления становится источником гармонических помех, и к проводке платы управления предъявляются более высокие требования. .
(2) Внешние источники помех источника питания инвертора
Загрязнение электросети представляет собой серьезные помехи для системы электроснабжения, поскольку нагрузки, прикладываемые к электросети, постоянно меняются, вызывая более или менее гармонические помехи в электросети. сетка.
Крупногабаритное силовое оборудование может вызвать искажение формы волны напряжения в электросети, случайные факторы могут привести к кратковременному отключению электроэнергии, а высокочастотное оборудование может генерировать высокочастотные импульсы и пиковые импульсные составляющие в форме волны напряжения в электросети.
Кроме того, в сварочном цеху, из-за возможности соединения между собой заземляющих проводов различных источников сварочного тока во время использования, если не принять соответствующих мер, гармонические сигналы с высокочастотными составляющими могут легко попасть в систему управления, что приведет к отключению питания. питания, чтобы выйти из строя или даже повредить его.
питания, чтобы выйти из строя или даже повредить его.
1.2 Характеристики и опасность гармоник
Инверторный источник питания для дуговой сварки известен своим высокоэффективным преобразованием энергии. С развитием устройств управления мощностью в направлении практических и больших мощностей инверторные источники питания для дуговой сварки также вступят в эру высокой частоты и большой мощности.
Для энергосистемы инверторный источник питания для дуговой сварки представляет собой большой источник питания выпрямителя. Из-за резкого нарастания и спада импульсов, генерируемых силовыми электронными компонентами во время коммутации, возникают серьезные гармонические помехи.
Входной ток источника питания инвертора представляет собой пиковую форму волны, которая содержит большое количество высших гармоник в энергосистеме.
Существует серьезный фазовый сдвиг между высшими гармониками напряжения и тока, что приводит к очень низкому коэффициенту мощности сварочного аппарата. Низкочастотные искажения в настоящее время являются распространенной проблемой силового электронного оборудования, привлекая значительное внимание в отрасли связи и бытовой техники.
Низкочастотные искажения в настоящее время являются распространенной проблемой силового электронного оборудования, привлекая значительное внимание в отрасли связи и бытовой техники.
Кроме того, в настоящее время инверторные сварочные аппараты в основном используют методы жесткого переключения, неизбежно вызывающие гармонические помехи в пространстве во время процесса переключения силового компонента.
Эти помехи формируют кондуктивные помехи из-за связи в ближней и дальней зоне, серьезно загрязняя окружающую электромагнитную среду и среду электропитания, не только снижая надежность самой схемы инвертора, но также серьезно влияя на качество работы энергосистемы и соседнее оборудование.
2. Меры по подавлению гармоник, обычно используемые в источниках питания инверторов для дуговой сварки2.1 Пассивные фильтры (PF)
Традиционным методом подавления гармоник и компенсации реактивной мощности является электрический технология пассивных фильтров, также известная как метод косвенной фильтрации. Этот метод включает использование электрических конденсаторов или других пассивных устройств для создания пассивного фильтра с нелинейными нагрузками, которые нуждаются в компенсации, подключенными параллельно, обеспечивая путь с низким импедансом для гармоник, обеспечивая при этом требуемую реактивную мощность для нагрузки.
Этот метод включает использование электрических конденсаторов или других пассивных устройств для создания пассивного фильтра с нелинейными нагрузками, которые нуждаются в компенсации, подключенными параллельно, обеспечивая путь с низким импедансом для гармоник, обеспечивая при этом требуемую реактивную мощность для нагрузки.
В частности, искаженная синусоида 50 Гц разлагается на основную волну и различные связанные основные гармонические составляющие, затем, используя принцип последовательного резонанса, каждая ветвь фильтрации, состоящая из L, C (или R), настраивается (или смещается) на различные частот основных гармоник для формирования низкоимпедансного тракта и их фильтрации [2-3]. Он пассивно защищает от уже созданных гармоник и снижает их вред для электрического оборудования.
Схемы пассивной фильтрации являются недорогими и зрелыми технологиями, но также имеют следующие недостатки:
(1) эффект фильтрации зависит от импеданса системы;
(2) из-за фиксированной резонансной частоты малоэффективен при девиации частоты;
(3) это может вызвать перегрузку из-за последовательного или параллельного резонанса с импедансом системы. В ситуациях малой и средней мощности пассивные фильтры постепенно заменяются активными фильтрами.
В ситуациях малой и средней мощности пассивные фильтры постепенно заменяются активными фильтрами.
2.2 Активные фильтры (AF)
Еще в начале 1970-х годов ученые предложили основной принцип работы фильтров активной мощности. Однако из-за отсутствия в то время мощных коммутационных аппаратов и соответствующих технологий управления можно было использовать только компенсационные токи, генерируемые линейными усилителями и другими методами, которые имели фатальные недостатки в низком КПД, дороговизне и сложности в больших масштабах. емкость.
С улучшением характеристик силовых полупроводниковых коммутационных устройств и разработкой соответствующей технологии ШИМ стало возможным разработать генератор гармонического тока большой мощности с малыми потерями, что сделало технологию активной фильтрации практичной.
Когда в системе появляется источник гармоник, компенсирующий ток, равный по величине и противоположный по фазе гармоническому току, каким-либо образом генерируется и подключается параллельно цепи, становящейся источником гармоник, для подавления гармонической составляющей тока источник гармоник, позволяющий току на стороне постоянного тока содержать только основную составляющую без гармонических составляющих.
Когда гармонический ток, генерируемый источником гармоник, не может предсказать, какой это гармонический ток более высокого порядка, или изменяется в любое время, сигнал гармонического тока ih определяется по току нагрузки il, затем модулируется модулятором и преобразуется в ток управления режимом переключения в соответствии с заданным методом, чтобы инвертор тока генерировал компенсирующий ток ifm и вводил его в цепь для подавления гармонического тока ih.
В основной цепи инвертора обычно используется схема инвертора постоянного/переменного тока с полным мостом, в которой переключающими устройствами могут быть GTO, GTR, SIT или IGBT и другие мощные полупроводниковые устройства с регулируемой мощностью для управления формой выходного тока путем переключения включено-выключено состояние устройства, генерируя необходимый компенсирующий ток.
Электрические активные фильтры являются наиболее перспективными силовыми устройствами для подавления сетевых гармоник и компенсации реактивной мощности, повышения качества электроснабжения.
По сравнению с электрическими пассивными фильтрами они имеют следующие преимущества:
(1) достигается динамическая компенсация, и можно компенсировать изменения частоты и величины гармонической и реактивной мощности с очень быстрой реакцией на изменения объекта компенсации ;
(2) возможна одновременная компенсация как гармоник, так и реактивной мощности с плавной регулировкой величины компенсируемой реактивной мощности;
(3) при компенсации реактивной мощности не требуется накопитель энергии, а необходимая емкость накопителя энергии при компенсации гармоник невелика;
(4) даже если компенсируемый ток слишком велик, электрический активный фильтр не будет перегружаться и может нормально функционировать для компенсации;
(5) на него не так легко влияет импеданс электросети и он не легко резонирует с импедансом электросети;
(6) он может отслеживать изменения частоты электросети, и на эффективность компенсации не влияют изменения частоты;
(7) он может компенсировать одну гармонику и реактивную мощность или сосредоточиться на компенсации нескольких гармоник и реактивной мощности.
По мере развития технологии силовой электроники в сторону высоких частот и высокой плотности мощности потери при переключении и гармонические помехи при жестком переключении становятся все более заметными.
Технология мягкого переключения выгодна для любого силового преобразователя с точки зрения повышения эффективности преобразования, использования устройства, повышения электромагнитной совместимости и надежности устройства.
Это особенно необходимо в некоторых особых случаях (например, при требованиях к удельной мощности или условиях ограниченного рассеивания тепла). Среди двух типов технологии мягкого переключения пассивное мягкое переключение без дополнительных коммутационных устройств, методов обнаружения и стратегий управления имеет много преимуществ, таких как низкие дополнительные затраты, высокая надежность, высокая эффективность преобразования и высокое соотношение производительности и цены.
В области производства несимметричных преобразователей компания в основном заняла лидирующие позиции.
Что касается топологии, метод последовательной индуктивности и параллельной емкости является единственным средством пассивного мягкого переключения, и так называемая технология пассивного мягкого переключения, основанная на нем, фактически представляет собой технологию поглощения без потерь.
Что касается мостовых инверторных схем, от раннего типа с поглощением энергии до предложенного позже типа с частичной прямой связью и решений без потерь, все они имеют такие проблемы, как сильная зависимость от нагрузки, узкий диапазон рабочих частот, высокая дополнительная нагрузка, чрезмерно сложная сеть и т. д. , что делает их практичность относительно низкой.
В то же время, в связи с тенденцией к модульности импульсных силовых устройств, места для размещения поглощающих элементов становится все меньше и меньше, а технология поглощения без потерь, подходящая для инверторных модулей, редко встречается в литературе.
В целом технология пассивного поглощения, подходящая для применения в модулях инвертора, все еще находится в стадии дальнейших исследований и разработок из-за ее особой структуры и сложности.
4. ЗаключениеИнверторные источники питания для дуговой сварки генерируют большое количество гармоник, которые могут причинить серьезный вред.
Для подавления гармоник и улучшения коэффициента мощности необходимо принять соответствующие меры по подавлению. Традиционный пассивный метод фильтрации имеет очевидные ограничения, ограничивающие его применение, в то время как активный метод фильтрации позволяет компенсировать недостатки пассивных фильтров, эффективно подавляя гармоники в инверторных источниках питания для дуговой сварки, и получил широкое распространение. Технология мягкого переключения также может в некоторой степени обеспечить хороший эффект фильтрации.
0 акции5.1 Классификация источников питания для дуговой сварки
Источники питания для дуговой сварки, также называемые аппаратами для дуговой сварки, бывают переменного, постоянного или комбинированного переменного/постоянного тока.
Источники питания переменного тока (переменного тока) (сварочные аппараты, вырабатывающие переменный ток) включают следующие типы:
- Трансформатор.
- Генератор с приводом от двигателя или двигателя.
- Инвертор.
- Трансформатор с выпрямителем постоянного тока.
- Генератор с приводом от двигателя или двигателя с выпрямителем постоянного тока.
- Инвертор.
- Трансформатор с выпрямителем постоянного тока.

- Генератор с приводом от двигателя или двигателя с выпрямителем постоянного тока.
- Инвертор.

Для правильного описания источника питания для дуговой сварки необходимо предоставить следующую минимальную информацию:
- Тип источника питания.
- Производит ли источник питания постоянный ток или постоянное напряжение.
- Производит ли источник питания переменный, постоянный ток или и переменный, и постоянный ток.

- Рабочий цикл.
- Номинальный сварочный ток.
- Требуемая мощность.
 Выбор конкретного сварочного аппарата также будет зависеть от таких дополнительных факторов, как стоимость, портативность и личные предпочтения пользователя.
Выбор конкретного сварочного аппарата также будет зависеть от таких дополнительных факторов, как стоимость, портативность и личные предпочтения пользователя. Машины для дуговой сварки также можно классифицировать в соответствии с графиком выходной электрической мощности конкретной машины. Такое визуальное представление называется статической вольт-амперной кривой (график выходной электрической мощности аппарата для дуговой сварки). Типичная вольт-амперная кривая будет подробно изучена в разделе 5.2 и как показано на Рисунке 5-2. Кривая вольт-ампер отображает выходной электрический ток, измеренный в амперах, в зависимости от выходного напряжения. Помните, что ток относится к
Общий наклон вольт-амперной кривой называется выходным наклоном (Общий наклон вольт-амперной кривой источника питания). Некоторые выходные наклоны очень пологие, а другие очень крутые. Почти горизонтальные вольт-амперные кривые или наклоны выходного сигнала создаются машинами с постоянным напряжением.