Мощный блок питания — из сварочного инвертора
В статье идёт речь о возможном способе доработки сварочного инвертора для получения из него мощного источника питания. За основу взят сварочный аппарат со схемотехникой J96 ARC205 (аппарат Aiken Weld WARRIOR 200i).
Иногда возникают задачи, когда требуется мощный низковольтный источник напряжения, например, для проверки повышающих преобразователей напряжения, автомобильных УМЗЧ, мощного автомобильного электрооборудования. В таких случаях обычно используется аккумуляторная батарея, что не всегда удобно, так как её ёмкость ограничена. При рассуждении о том, какой источник может дать достаточный ток, первое, что приходит на ум, – это сварочный аппарат. Источник питания можно легко построить по стандартной трансформаторной схеме, однако такой трансформатор громоздкий и дорогой. Гораздо выгоднее в этом плане выглядит сварочный инвертор, который стоит существенно меньше, и такой вид электрооборудования получил уже широкое распространение.
Как известно, сварочный инвертор – это источник тока с напряжением холостого хода не менее 50 В, что не позволяет напрямую применять его для питания низковольтной аппаратуры. Кроме того, стабилизация тока в большинстве инверторов выполняется путём изменения числа импульсов, поступающих на понижающий трансформатор. Таким образом, на выходе выпрямителя на холостом ходу формируются прямоугольные импульсы одной полярности, под нагрузкой – пачки прямоугольных импульсов, число которых в периоде пропорционально уставке тока. Амплитуда этих импульсов – всегда одинаковая и может меняться только из-за просадки сетевого напряжения при значительных нагрузках вследствие потерь в соединительных проводах и на коммутирующих элементах.
Для использования сварочного инвертора в качестве источника напряжения его можно доработать двумя способами. Первый – намотать на силовой трансформатор дополнительную обмотку и установить дополнительный выпрямитель и фильтр; второй – в схему управления инвертором необходимо добавить дополнительные цепи для стабилизации выходного напряжения и выходной фильтр.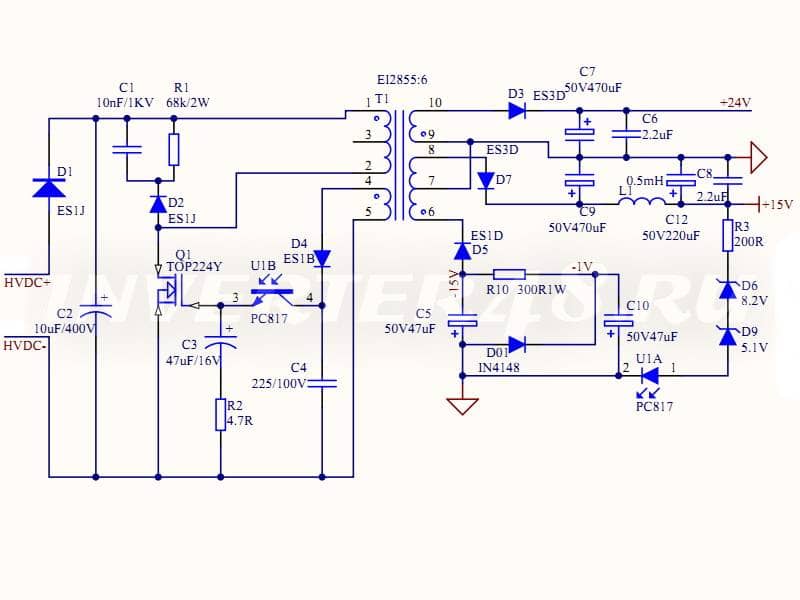
У первого метода существенно больше недостатков: дискретность выбора выходного напряжения, поскольку число витков первичной обмотки очень мало и одному витку соответствует около 10 В (в зависимости от конкретного инвертора), невозможность реализации стабилизации напряжения, дороговизна и трудоёмкость доработки, сложность размещения всего нового внутри корпуса. Достоинства этого способа – возможность создания нескольких каналов выходных напряжений или двухполярного источника.
Второй метод позволит лишь сделать однополярный и двуполярный источник с одним значением выходного напряжения, которое будет стабилизироваться, а внутри корпуса потребуется разместить только выходной фильтр. Этот метод наиболее прост и лучше подходит для решения поставленной задачи.
Для стабилизации выходного напряжения применено схемное решение, которое широко встречается в импульсных блоках питания. На выход штатного выпрямителя устанавливается дополнительный сглаживающий конденсатор, к которому через пороговый элемент подключается вход вновь введённого оптрона. Его выход подключается к выходу штатного оптрона узла управления инвертора. Когда напряжение на конденсаторе превышает пороговый уровень, через излучающий диод нового оптрона начинает протекать ток и его выходной фототранзистор открывается, управляя инвертором. При снижении выходного напряжения происходит обратный процесс, таким образом и осуществляется стабилизация напряжения.
Его выход подключается к выходу штатного оптрона узла управления инвертора. Когда напряжение на конденсаторе превышает пороговый уровень, через излучающий диод нового оптрона начинает протекать ток и его выходной фототранзистор открывается, управляя инвертором. При снижении выходного напряжения происходит обратный процесс, таким образом и осуществляется стабилизация напряжения.
Для доработки был использован мостовой инвертор со схемотехникой JASIC J96 ARC205 (распространённые представители Aiken Weld WARRIOR 200i, Сварог 205), он сложнее большинства инверторов, используемых для бытового применения. Полную схему такого инвертора можно легко найти в Интернете, однако две основные вариации этой схемы содержат ошибки и трудночитаемы. Самая сложная часть – основной узел управления, поэтому для понимания работы инвертора она была перерисована автором и выложена на сайте редакции.
Схема дополнительного узла стабилизации приведена на рисунке. Он включается при замыкании контактов выключателя SA1, а выбор выходного напряжения 12 или 24 В осуществляется подключением одного или двух стабилитронов выключателем SA2. Для коммутации применено реле, что позволяет переключать режимы между сваркой и блоком питания. Параллельно с работой этого узла сохраняются все собственные функции и защиты инвертора, а также регулировка тока. Стоит также отметить, что при переходе из режима 24 В в режим 12 В выходное напряжение снижается не сразу, а спустя некоторое время, необходимое для разрядки конденсатора С1 через обмотку реле.
Для коммутации применено реле, что позволяет переключать режимы между сваркой и блоком питания. Параллельно с работой этого узла сохраняются все собственные функции и защиты инвертора, а также регулировка тока. Стоит также отметить, что при переходе из режима 24 В в режим 12 В выходное напряжение снижается не сразу, а спустя некоторое время, необходимое для разрядки конденсатора С1 через обмотку реле.
Рис. Схема дополнительного узла стабилизации
В инверторе J96 ARC205 есть дополнительные функции, которые ухудшают его работу в режиме источника питания. Это функции Antistick (антизалипа-ние), форсаж дуги и VRD (ограничение напряжения холостого хода). Антизали-пание не позволяет работать источнику при коротком замыкании в режиме стабилизации тока, поскольку в таком случае защита отключит инвертор через 1…2 с, режим форсаж дуги изменяет значение тока ограничения при подключении нагрузки, уставка тока кратковременно возрастает. Режим VRD вовсе не должен быть включён, так как сам инвертор ограничивает выходное напряжение на холостом ходу на уровне 8. ..10 В, при переходе в рабочий режим ограничение отключается. VRD отключают штатно переводом тумблера выбора типа сварки на инверторе в режим ММА – этот режим есть у всех инверторов, а режим TIG только у более продвинутых моделей. Форсаж дуги отключается размыканием перемычки S1 на плате управления инвертора. Antistick и защита от сверхтоков отключается размыканием перемычки S2. При работе от стабильной сети при небольших токах (при которых выходное напряжение не уменьшается до 10 В) или с кратковременными значительными потреблениями можно не отключать Antistick и форсаж дуги. В противном случае рекомендуется их отключить, чтобы инвертор не отключался, но при этом стоит помнить, что, кроме ограничения тока, у инвертора остаётся только одна защита от перегрева.
..10 В, при переходе в рабочий режим ограничение отключается. VRD отключают штатно переводом тумблера выбора типа сварки на инверторе в режим ММА – этот режим есть у всех инверторов, а режим TIG только у более продвинутых моделей. Форсаж дуги отключается размыканием перемычки S1 на плате управления инвертора. Antistick и защита от сверхтоков отключается размыканием перемычки S2. При работе от стабильной сети при небольших токах (при которых выходное напряжение не уменьшается до 10 В) или с кратковременными значительными потреблениями можно не отключать Antistick и форсаж дуги. В противном случае рекомендуется их отключить, чтобы инвертор не отключался, но при этом стоит помнить, что, кроме ограничения тока, у инвертора остаётся только одна защита от перегрева.
Для большей гибкости можно установить дополнительные тумблеры для отключения соответствующих функций, которыми пользуются при необходимости в режиме сварки. Например, отключение режима анти-залипания может быть полезно для плавки металлов и разморозки воды в металлических трубах, когда к замёрзшему участку подключается выход инвертора и подаётся ток, который разогревает трубу. На инверторах, не имеющих этих функций, доработка сводится только к введению дополнительного узла стабилизации.
На инверторах, не имеющих этих функций, доработка сводится только к введению дополнительного узла стабилизации.
Конструктивно дополнительный узел может быть смонтирован на односторонней макетной печатной плате, которую можно разместить внутри корпуса инвертора между выходными разъёмами и силовым трансформатором. На лицевую панель инвертора устанавливают выключатели SA1 и SA2 – любые малогабаритные. При желании и наличии места может быть установлен дополнительный вольтметр. Монтаж рекомендуется делать с максимально возможными изолирующими промежутками, а плату дополнительно покрыть лаком, так как сварочные инверторы по штатному назначению эксплуатируются в сложных условиях и внутрь их может проникать металлическая пыль и даже металлическая стружка. Цепи от выходных разъёмов до конденсатора рекомендуется выполнять проводом большого сечения, не менее 1,5 мм2.
Применено автомобильное реле с обмоткой на 24 В и током до 30 А, но подойдёт и любое маломощное, рассчитанное на это напряжение и ток. Применение реле на 24 В возможно в связи с тем, что оно будет срабатывать при большом выходном напряжении, а при снижении напряжения до 12 В надёжно удерживает контакты замкнутыми, но в этом обязательно необходимо убедиться до установки реле. Конденсатор С1 должен быть рассчитан на работу при больших токах зарядки-разрядки и на напряжение не менее 35 В. Допустимая температура должна соответствовать температуре эксплуатации устройства, особенно это касается нижней границы, что особенно важно в случае использования для пуска автомобильных двигателей в холодное время. Конденсатор С2 – плёночный или керамический любого типа. Стабилитроны – мощностью 300…500 мВт, их подборкой можно установить требуемое выходное напряжение, резистор – любого типа.
Применение реле на 24 В возможно в связи с тем, что оно будет срабатывать при большом выходном напряжении, а при снижении напряжения до 12 В надёжно удерживает контакты замкнутыми, но в этом обязательно необходимо убедиться до установки реле. Конденсатор С1 должен быть рассчитан на работу при больших токах зарядки-разрядки и на напряжение не менее 35 В. Допустимая температура должна соответствовать температуре эксплуатации устройства, особенно это касается нижней границы, что особенно важно в случае использования для пуска автомобильных двигателей в холодное время. Конденсатор С2 – плёночный или керамический любого типа. Стабилитроны – мощностью 300…500 мВт, их подборкой можно установить требуемое выходное напряжение, резистор – любого типа.
Налаживания и регулировки устройства не требуется, после включения оно начинает работать сразу.
Упомянутая в тексте схема узла управления инвертором имеется здесь.
Автор: В. Гнитиёв, г. Железногорск Красноярского края
как сделать и настроить своими руками
В настоящее время не только профессионалы, но сварщики-любители, работают с инверторной сваркой используя современную аппаратуру. Инвертор используют очень часто, он есть практически у каждого.
Инвертор используют очень часто, он есть практически у каждого.
Варить хочется, но денег на покупку оборудование нет? Сборка собственными руками инвертора поможет с решением этой проблемы.
Как собрать сварочный аппарат с материалов которые есть под руками, мы уже расписывали на этом сайте. Сегодня речь пойдет о сборке сварочного инвертора с блока питания от компьютера. Необходимые схемы предоставлены в статье.
Содержание статьиПоказать
- Самодельный аппарат. Зачем он?
- Или все же купить в магазине?
- Инвертор с блока питания
- Технические характеристики
- Детали, которые необходимы
- Особенности сборки
- Вместо заключения
Самодельный аппарат. Зачем он?
Есть ли необходимость сборки своими руками сварочного инвертора из компьютерного блока питания, если любой строительный магазин может предложить цену до 50 долларов, избавить вас от мучений? – этот вопрос ставил сам себе каждый умелец.
Это справедливо. В то же время все не так очевидно, как могло показаться.
Цена в 50 долларов – приключение при покупке инверторных аппаратов. Они не подходят даже для временного применения, не говоря уже о постоянном использовании. Какое решение проблемы, спросите вы.
Стоимость качественных аппаратов начинается от 100 долларов. Тогда об экономии не ведется речь. Для большинства граждан нашей страны эта сумма равна половине зарплаты, если не большей ее части.
По этому некоторые обсуждают сборку самодельных сварочных инверторов из компьютерного блока питания. Себестоимость которых естественно ниже, чем заводских аналогов. Каждый лично может выбрать, какие функции ему нужны и из чего будет собирать.
Если вам не нужен горячий старт или форсаж дуги, нет смысла платить больше.
Качество составляющих – это второй фактор для обращения внимания. Заводы в большинстве своем, собирают варианты далеко не из качественных запчастей, которые в свою очередь при сервисном ремонте стоят дороже.
На чем можно сэкономить, с каких частей собирать оборудование вы выбираете сами.
Также важно мнение сварщиков об аппарате. Не всем нравятся современные технологии. Некоторые считают их слишком «навороченными» и сложными. Переплата за бренд, дополнительные функции их не интересует.
Нужно только функциональное оборудование для использования в быту. Тогда, целесообразно сварочный инвертор из компьютерного блока питания сделать самому. Можно собрать не только дешевый и простой инвертор, но такой, что заводские аппараты позавидуют вашему.
Все что нужно только вам, никаких лишних запчастей.
Или все же купить в магазине?
Самодельный инвертор
Естественно, можно привести факты, почему собирать сварочный инвертор своими руками из чего попало не стоит. Необходимо не только запастись терпением и свободным временем.
Очень важно иметь знания электротехники, понимать, различать принципы действий электроприборов, разбираться в схемах. Всегда можно изучить данные вопросы, если вам не хватает знаний.
Достаточно выделить несколько недель для чтения специфической литературы. В интернете много видеороликов, которые помогут вам быстрее закончить с обучением, представят простые, наглядные примеры и помогут собрать действительно качественный сварочной инвертор из компьютерного блока питания.
Инвертор с блока питания
Своими руками можно собрать многое
Технические характеристики
Резонансный – именно такой сварочной инвертор из компьютерного блока питания у вас буде возможность собрать следую инструкциям данной статьи. Диапазон сварочных токов – 5-120 Ампер. Напряжение 90В. При использовании электродов диаметром 2 мм перерыва работы нет.
Однако во время работы с электродами диаметром 3 мм требуют не менее 2 минут отдыха после 10 минут беспрерывной работы. Эти цифры могут изменяться учитывая температуру, окружающеюсреду.
Вес не более двух килограмм, так что перенос будет без труда. Падающая характеристика. Регулировка силы тока происходит плавно. В состав входит 4 платы: блок управления, основная, плата питания и конденсаторов.
С личного опыта могу сказать, что для гаражных, дачных работ сварочной инвертор из компьютерного блока питания подходит отлично.
Детали, которые необходимы
Для сборки инвертора своими руками нужно много деталей
Начнем с теории. Сразу заметим, что компьютерный блок не лучшее что подойдет для сварочного аппарата. Блок питания кардинально отличается от инвертора. Блок можно настроить на работу инвертора.
Готовое оборудование будет собрать непросто, его работоспособность будет намного ниже. Потому из всего БП мы используем только корпус. Кое-что можно купить на радио рынках, а некоторые детали снять со старого персонального компьютера.
Итак, к деталям. Необходим силовой трансформатор, который будет состоять из трех сердечников Е42. Их можно извлечь из старых мониторов. Лучше устанавливать их в вертикальном положении.
Дроссель также необходим. Собрать его можно с помощью двух кернов, предварительно найдя их в том же старом мониторе. Оставшиеся сердечники – тип 2000НМ, ферритовые.
Диоды и транзисторы берем так же с монитора. Есть вероятность, что в процессе сборки появиться потребность паре транзисторов. Можете приобрести их, ведь цена будет незаметна для вашего кармана.
Еще купите диодный мост и пару электролитов. Дополнительно нужен шим-контроллер SG3524, реле источника бесперебойного питания и трансформатор питания управления.
Особенности сборки
Процесс пайки своими руками
Выходные провода стоит продеть сквозь ферритовые трубочки, это поможет сгладить синусоидальное выпрямленное напряжение. Взять эти трубки можно с кассового аппарата бренда Samsung.
Там они используются как фильтры. Сглаживание пройдет без проблем только, при индуктивности не более 5mkH.
Силовая часть будет очень редко испытывать перегрузки. А исключительно благодаря небольшому напряжению холостого хода, максимальная длина дуги не более 4 мм.
Чтобы дуга горела устойчиво и поджигалась без существенных проблем, вольт добавку можно пустить на обмотку.
В первичной обмотке ток максимальный только во время резонанса. Поэтому к вторичной обмотке нужно подключать трансформаторы тока. Плавный пуск оборудования и предусмотреть анти залипания, можно использовав полевой транзистор IRF510.
Вход микросхемы Shutdown разрывается при коротком замыкании используя термодатчики, тумблер включения или транзистор.
«Инвертор – это просто» – книга в которой подробно описан принцип работы. Там же можно изучить детальную настройку самодельных инверторов. Книга доступна в интернете. Советуем к ознакомлению.
Вместо заключения
Когда вы поняли, что компьютерный блок не лучшее что подойдет для сварочного аппарата. Блок питания кардинально отличается от инвертора. Блок можно настроить на работу инвертора.
Готовое оборудование будет собрать непросто, и его работоспособность будет намного ниже. Потому из всего БП мы используем только корпус. Кое-что можно купить на радио рынках, а некоторые детали снять со старого персонального компьютера.
Мы рассказали, ка сделать сварочный инвертор своими руками, который справится с электродами диаметром до 3мм, и предоставит вам ток до 120 Ампер.
Этот аппарат будет надежнее и в разы дешевле нежели заводской аналог. Для гаража и дачи отличный вариант. Удачи в исполнении работ!
Инверторные источники питания
Мир меняется. Это неудивительно для любого, кто хотя бы отдаленно осознает свое окружение. Тем не менее, заманчиво взглянуть на давно устоявшиеся технологии, такие как сварка, и поверить в то, что в последнее время практически не происходит развития технологий. Однако человек, придерживающийся такой точки зрения, был бы неправ. На самом деле конструкция и возможности сварочных источников питания менялись и продолжают быстро меняться. Одной из движущих сил этого изменения является разработка и популяризация источников питания на основе инверторной технологии. Эта технология особенно хорошо подходит для сварки алюминиевых сплавов, особенно тонких алюминиевых сплавов.
Что нового?
В прошлом сварочные источники питания основывались на трансформаторах. Блок питания брал в 60 герц 230, 460 или 575 вольт мощности. Металлический трансформатор изменил его с относительно высокого входного напряжения на ток 60 Гц при более низком напряжении. Затем этот ток низкого напряжения выпрямлялся каким-то выпрямительным мостом, чтобы получить сварочный выход постоянного тока (DC). Управление этим выходом обычно осуществлялось какими-то относительно медленными магнитными усилителями.
Аппараты для сварки TIG на базе трансформатора обычно тяжелые и большие. Трансформаторы относительно неэффективны, работая на частоте 50 или 60 Гц. В трансформаторе выделяется много тепла, и трансформатор должен быть относительно большим и тяжелым. Значительная часть затрат на электроэнергию идет на нагрев трансформатора и окружающего воздуха. Большинство таких сварочных источников питания весят около 400 фунтов и имеют форму 32-дюймового куба. Кроме того, если используется частота 60 Гц, управляющие сигналы могут выдаваться не более 120 раз в секунду, поэтому невозможно увеличить импульс сварочного тока быстрее, чем это.
В источниках питания с инверторным управлением используется та же входящая мощность 60 Гц. Однако вместо того, чтобы подавать его непосредственно в трансформатор, он сначала выпрямляется до 60 Гц постоянного тока. Затем он подается в инверторную часть источника питания, где включается и выключается полупроводниковыми переключателями на частотах до 20 000 Гц. Этот импульсный, высоковольтный, высокочастотный постоянный ток затем подается на главный силовой трансформатор, где он преобразуется в низковольтный постоянный ток с частотой 20 000 Гц, пригодный для сварки. Наконец, он проходит через схему фильтрации и выпрямления. Управление выходом осуществляется полупроводниковыми регуляторами, которые модулируют скорость переключения переключающих транзисторов.
Какие преимущества дает эта новая конструкция с инверторным управлением? Во-первых, основной силовой трансформатор, работающий на частоте 20 000 Гц, намного эффективнее трансформаторов на 60 Гц, а это значит, что он может быть намного меньше. Помните, машины на базе трансформатора обычно весят более 400 фунтов и представляют собой куб со стороной 32 дюйма. На прилагаемой фотографии показана линейка инверторных источников питания Lincoln для дуговой сварки вольфрамовым электродом (GTAW). Машина в центре, V205, весит 33 фунта и имеет ширину 9 дюймов, 19дюймов в глубину и 15 дюймов в высоту. Две другие машины представляют собой инверторы постоянного тока, они еще легче и меньше. Таким образом, есть огромное преимущество в весе и портативности в пользу инверторных машин.
Есть еще одно преимущество инверторных блоков питания – стоимость электроэнергии. Инверторное оборудование намного эффективнее трансформаторного. Например, потребление тока при 205 амперах для Lincoln V205 составляет 29 ампер при однофазном питании 230 вольт. Ток, потребляемый старым трансформаторным сварочным аппаратом, обычно составляет от 50 до 60 ампер при однофазном питании 230 В при сварке на аналогичных токах. Хотя экономия средств при переходе на инверторы часто преувеличивается, в нормальных условиях можно с уверенностью сказать, что годовая экономия энергии составляет примерно 10% от покупной цены блока питания.
Другим значительным преимуществом инверторных источников питания является то, что, «разбивая» входящий переменный ток так тонко, мы получаем очень устойчивый постоянный ток без типичных пульсаций 60 Гц. Это приводит к более плавной и стабильной сварочной дуге на постоянном токе.
До сих пор мы обсуждали только инверторы, которые подают постоянный ток. В течение нескольких лет это было все, что было доступно. Инверторов, которые обеспечивали выход переменного тока, просто не существовало. Затем кому-то пришла в голову идея упаковать два инвертора в один корпус. Заставив их работать с разной полярностью и попеременно включая и выключая их, был сгенерирован выход псевдопеременного тока. Некоторые инверторы до сих пор генерируют переменный ток таким образом. Сегодня также существуют более сложные методы генерации переменного тока, но для целей этой статьи проще представить себе генерацию переменного тока двумя инверторами с противоположными полярностями.
Способность генерировать переменный ток — это то, что действительно делает инвертор незаменимым при сварке алюминия методом GTAW. Тот факт, что напряжение дуги никогда не проходит через нуль, означает, что дуга переменного тока намного более стабильна, чем раньше. Большинству инверторных источников питания GTAW не требуется, чтобы высокая частота была постоянно включена для обеспечения стабильности. На самом деле в Lincoln V205 нет возможности использовать непрерывную высокую частоту. Он будет автоматически гаснуть, как только загорится дуга. Устранение непрерывной высокой частоты резко снижает количество радиопомех, генерируемых источником питания.
Во-вторых, тот факт, что мы можем посылать управляющие сигналы с частотой 20 кГц, означает, что мы можем изменять частоту сварочного тока переменного тока. Старые машины работали только на частоте 60 Гц переменного тока. V205 может выдавать переменный ток с частотой от 20 до 150 Гц. Более высокие частоты могут быть полезны при сварке тонких материалов. По мере увеличения частоты конус дуги и сварной шов становятся уже, что приводит к более глубокому проплавлению.
Много лет назад стало понятно, что в GTAW проплавление сварного шва происходит из отрицательной части электрода цикла переменного тока. В той части цикла, когда электрод находится в положительном состоянии, проплавление уменьшается, и больше тепла поступает в вольфрамовый электрод. Однако во время положительной части цикла электрода дуга фактически удаляет оксиды с поверхности алюминия, облегчая сварку. Именно по этой причине, хотя большинство других материалов ГТА сваривают на постоянном токе, алюминий обычно сваривают на переменном токе. Очень ранние источники питания GTAW давали простой синусоидальный выходной сигнал, в котором генерировались равные количества положительных и отрицательных электродов. Однако это было неэффективно. Нам не нужно было так много положительного электрода, чтобы получить адекватную очистку. Более поздние источники питания позволили нам изменять пропорцию отрицательного электрода к положительному электроду. Было обнаружено, что примерно 65% отрицательного электрода и 35% положительного электрода обеспечивают адекватную очистку дуги и хорошее проплавление.
Инверторные блоки питания обеспечивают адекватную очистку дуги даже при 15 % положительного электрода. Уменьшение количества положительного электрода делает процесс более эффективным, увеличивает проплавление и снижает количество тепла, попадающего в вольфрамовый электрод, что означает возможность использования заостренных электродов меньшего диаметра. Это дополнительно концентрирует и сужает сварной шов.
Наконец, новые инверторные блоки питания программируются программно. Это значительно упрощает изменение характеристик источника питания. На прилагаемой фотографии показан еще один блок питания Lincoln, Invertec® V350 Pro. Этот источник питания в первую очередь разработан как инверторный аппарат для дуговой сварки металлическим электродом в среде защитного газа (GMAW). Он содержит довольно много различных программ для стационарного, импульсного GMAW и нетрадиционных алгоритмов управления для GMAW. Большое количество импульсных программ GMAW, в которых параметры пульсации оптимизированы для конкретных присадочных материалов и размеров проволоки. Однако, благодаря программному обеспечению, он также готов к использованию в качестве источника питания для дуговой сварки защищенным металлом или дуговой сварки вольфрамовым электродом в среде защитного газа. Он также может быть перепрограммирован в полевых условиях за короткое время. Вместе со всем этим блок питания весит 79 г.фунтов и может потушить до 425 ампер.
Будущее уже здесь.
200А | T. J. Оборудование для сварки сопротивлением снегу, расходные материалы и обслуживание
Оцените преимущества инверторного источника питания постоянного тока для микросварки без затрат и осложнений
Источники питания DC Inverter стали популярными благодаря их способности точно соединять небольшие материалы. Некоторые пользователи не решаются приобрести инверторы постоянного тока, поскольку им требуются дорогие специализированные трансформаторы со встроенными выпрямителями. Теперь компания Miyachi разработала инверторный источник питания переменного тока, который обладает всеми преимуществами инвертора постоянного тока, но может использоваться с обычным трансформатором переменного тока. Этот новый блок питания называется MIB-200A.
Инвертор переменного тока нагревает более эффективно
Системы фазового контроля с SCR, как и обычные сварочные аппараты переменного тока, имеют время отключения во время цикла сварки. У MIB-200A нет времени простоя, поэтому время сварки может быть сокращено, что приводит к уменьшению зоны термического влияния и более привлекательным сварным швам.
Нет необходимости заменять существующее оборудование
Поскольку в MIB-200A используется обычный трансформатор переменного тока, существующие трансформаторы или головки не нужно заменять. Необходимо заменить только блок питания. Затраты и время на модернизацию сведены к минимуму.
Отлично подходит для плавления
MIB-200A отличается высоким рабочим циклом для большей производительности. При использовании с устройствами контроля смещения MM-720A или MM-730A Miyachi, MIB-200A может прекратить сварку при заданном смещении электрода (InterruptFunction), таким образом проникновение можно контролировать. Возможно стабильное качество сплавления и постоянное проплавление.
Выходная частота переменная
Частота переменного тока может быть установлена в 16 шагов от промышленной частоты до 250 Гц. С помощью этой функции можно сократить время сварки по сравнению с обычными сварочными аппаратами переменного тока.
ПРЕИМУЩЕСТВА ИСТОЧНИКА ПИТАНИЯ ПЕРЕМЕННОГО ИНВЕРТОРА
- Инвертор переменного тока имеет более высокую тепловую эффективность, чем однофазные сварочные аппараты переменного тока, поэтому достигается более высокое качество сварки с меньшим разбрызгиванием.
- Инвертор переменного тока снижает износ электродов
- Инвертор переменного тока MIB-200A уменьшает прогорание изоляции при использовании предохранителей.
На рис. 1 показан обычный однофазный выход переменного тока. Текущий уровень падает до нуля в каждом полупериоде. Также есть крутое время (t2 и t4) для контроля фаз.
Инвертор переменного тока MIB-200A не имеет времени охлаждения для контроля фазы или нулевого уровня, поэтому сварочный ток подается непрерывно. На рис. 2 показана прерывистая выходная температура обычного сварочного аппарата переменного тока. Обычная сварка переменным током имеет более высокий пиковый ток, который вызывает брызги сварного шва. Инвертор переменного тока увеличивает температуру линейно и обеспечивает стабильную подачу сварочного тепла, не создавая пиков. По этой причине возможны лучшая теплоотдача, меньше брызг и лучшее качество сварки.
На Рисунке 3 показано применение сварного шва аккумулятора. При использовании инвертора постоянного тока ток течет только в одном направлении, как показано на рисунке 3-1. Из-за направленного тока распределение тепла к электродам неравномерно. Один электрод изнашивается быстрее, чем другой. При использовании инвертора переменного тока сварочный ток попеременно проходит через оба электрода, как показано на рис. 3-2, поэтому тепло выделяется одинаково. Используя MIB-200A, можно избежать асимметричного износа электродов и получить более высокое качество сварки даже при серийных швах.
MIB-200A, форма волны инвертора переменного тока, рис. 2, позволяет пользователю точно контролировать нагрев плавящегося материала. Это улучшенное управление процессом может привести к уменьшению общего количества тепла, необходимого для плавления, уменьшению или устранению обесцвечивания коллектора и чрезмерного прогорания изоляции, обычно связанного со слишком большим количеством тепла.
Как устройство вписывается в общую систему микросварки:
Блок удаленного программирования MA-627A (дополнительно)
Этот дополнительный блок дистанционного управления используется для хранения графиков сварки и программирования нескольких устройств.
- Функции программирования:
- Настройки таймера
- Сварочный ток
- Ограничения монитора тока
- Функции дисплея:
- Сварка 1 и 2 Программируемый
- Значения сварочного тока, напряжения и времени
- Данные о неисправностях и коды ошибок
Технические характеристики:
- ДИАПАЗОН НАСТРОЙКИ ТОКА 0,10~9,99 кА
- КОНТРОЛЬ ТОКА (текущий высокий/низкий) 0,00~9,99 кА 15 расписаний (мониторинг отключен, если установлено значение 00,0 кА)
- КОНТРОЛЬ НАПРЯЖЕНИЯ (высокое/низкое напряжение) 0,00~9,99 В 15 графиков (мониторинг отключен, если установлено значение 00,0 В)
- СИСТЕМА ОХЛАЖДЕНИЯ Принудительное воздушное охлаждение
| Входная мощность: | 3 фазы 480/440/400/380/240/220 В переменного тока +10% -15%, общий для 50 Гц и 60 Гц | |
|---|---|---|
| Выходная частота: | Частоту сварочного тока можно выбрать в соответствии с таблицей ниже: | |
| Номер | Гц | |
| 0 | 50 | |
| 1 | 53 | |
| 2 | 56 | |
| 3 | 59 | |
| 4 | 63 | |
| 5 | 67 | |
| 6 | 71 | |
| 7 | 77 | |
| 8 | 83 | |
| 9 | 91 | |
| 10 | 100 | |
| 11 | 111 | |
| 12 | 125 | |
| 13 | 143 | |
| 14 | 167 | |
| 15 | 200 | |
| 16 | 250 | |
| Метод управления: | 200 А (пиковое значение) Рабочий цикл: 8% | |
| Метод управления: | Первичный контроль пикового значения постоянного тока | |
| Сварочные листы: | 15 | |
| Настройки времени: | Задержка сжатия: | 0–9999 мс |
| Сжатие: | 0-9999 мс | |
| Нарастание 1, 2: | 0–99,5 циклов | |
| Сварка 1, 2: | 0-99,5 циклов | |
| Наклон вниз: | 0–99,5 циклов | |
| Охлаждение: | 0–99,5 циклов | |
| Удержание: | 0–999 мс | |
| Выкл. : | 10–9990 мс (с шагом 10 мс) | |
| Пульсация: | 1-9 раз | |
| Диапазон настройки тока: | 0,10 ~ 9,99 кА | |
| Монитор тока: | 0,00 ~ 9,99 кА 15 графиков | |
| (текущий высокий/низкий) | Монитор отключается, если установлено значение 00,0 кА | |
| Монитор напряжения: | 0,00 ~ 9,99 В 15 программ | |
| (напряжение высокое/низкое) | Монитор выключается, если установлено значение 00,0 В | |
| Система охлаждения: | Принудительное воздушное охлаждение | |
| Вес: | 33 фунта. (15 кг) | |
Размеры:
Для получения дополнительной информации или помощи в выборе или оценке системы управления обращайтесь к Т. Дж. Сноу.
- См.
