Быстросменный резцедержатель. Делаем дополнительную кассету.
В одном из предыдущих обзоров зоркие читатели увидели на моем токарном станке быстросменный резцедержатель. Попросили его обозреть. Выполняю заявки трудящихся ☺Для чего нужен быстросменный резцедержатель? Из названия очевидно, что для быстрой смены резцов. Зачем нужна быстрая смена резцов? В токарном деле используется несколько десятков различных резцов: проходные, расточные, подрезные, резьбовые внутренние и наружние, канавочные, отрезные и т.д. и т.п. Какие-то чаще, какие-то реже, но используются все.
Обычный резцедержатель может удерживать одновременно до четырех резцов, что бывает достаточно для производственного процесса. Как правило, детали однотипные и точатся на потоке. Установив утром один набор резцов, до вечера можно работать только им.

При штучной работе или в условиях домашнего применения резцы постоянно нужно менять. Откручивать- закручивать винты, вынимать резец и подбирать подкладки для выставления высоты резца довольно муторно. Для этих целей и существует быстросменный резцедержатель со сменными картриджами (кассетами).

Купил я данный резцедержатель уже достаточно давно, лет 5 назад точно. Так что он прошел огонь, воду и медные трубы. Зарекомендовал себя с наилучшей стороны.
Крепится резцедержатель следующим образом: в верхний суппорт ввинчивается ось, на которую насаживается резцедержатель. Сверху он фиксируется гайкой. В комплекте шла пластина, позволяющая подкладывать ее по резцедержатель, если необходимо приподнять его повыше.

У меня на суппорте было цилиндрическое утолщение, и я расточил в пластине отверстие в диаметр утолщения.
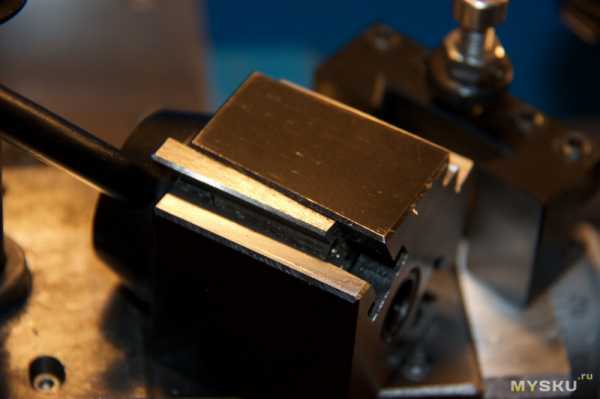
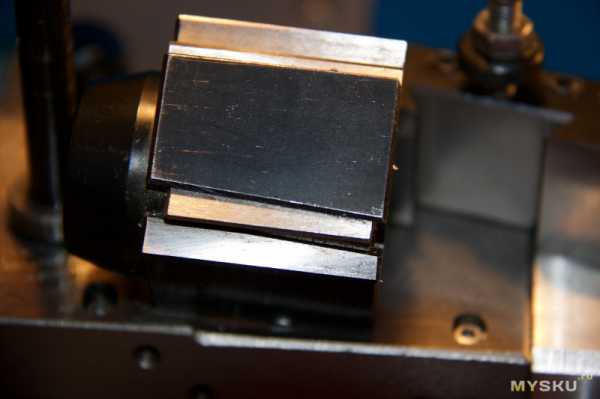
Фиксация картриджа происходит за счет подвижной клинообразной планки, которая распирает паз «ласточкиного хвоста». Фиксация просто намертво.
В комплекте идут 5 картриджей
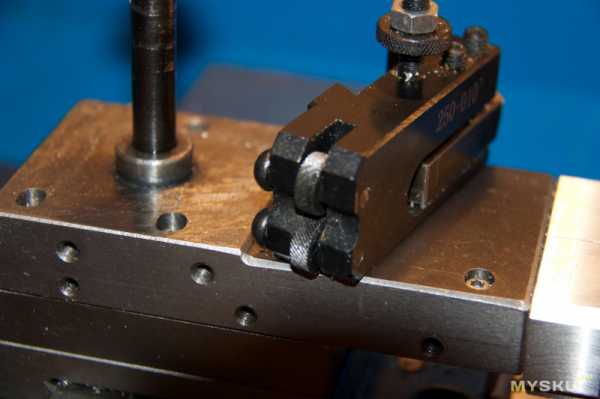
Первый под обычные прямоугольные державки. Высота паза 13 мм, глубина 8 мм. Четыре винта М6 фиксируют державку, один болт с широкой шайбой и контровой гайкой позволяет контролировать высоту картриджа и резца соответственно. Кончик резца должен быть на высоте оси шпинделя токарного станка.

Второй картридж полностью копирует первый с одним дополнением, на нижней полке крепления державки профрезерована V-образная канавка, позволяющая крепить закругленные державки резцов.

Третий картридж предназначен для крепления отрезного резца. И хотя резцы из быстрорежущей стали отживают свой век, такое решение очень удачное и востребованное. Резец можно затачивать не вынимая из картриджа. Толщина режущей пластины 1.5мм (в комплект не входит)

Четвертый и самый многофункциональный картридж совмещает в себе ролики для накатывания насечки на заготовку и место под резец. Я креплю в картридже небольшой резец для торцевания заготовок.

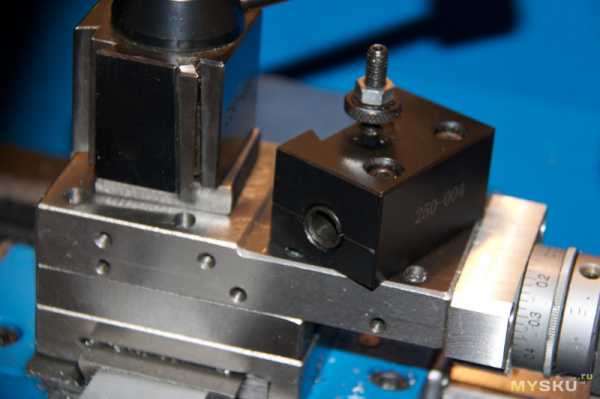
Пятый картридж предназначен для крепления расточных резцов с круглой державкой.
Основная печаль данного резцедержателя – стоимость дополнительных картриджей. Их цена варьируется от 14 до 26 долларов за штуку. Так как используемых в работе резцов у меня под два десятка, то удовольствие покупки двадцати картриджей выливается в круглую сумму. Вот и приходилось менять резцы также как и в обычном резцедержателе. Единственное, что по высоте их выставлять элементарно и быстро.
Мысль сделать свой картридж зрела давно. Останавливало два обстоятельства: отсутствие металла под рукой и банальная лень. Со временем у меня появился запас алюминия марки В95, который должен по прочности подойти для домашнего применения и запрос от вас, мои дорогие читатели, на обзор, который помог превозмочь лень)))
Для пробы взял кусочек дюраля В95, оставшегося от какой-то поделки.

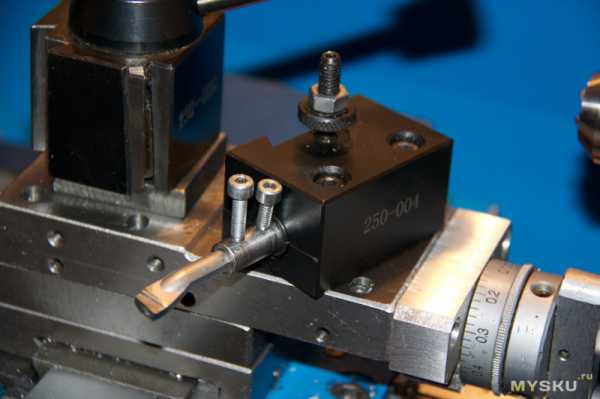
Ну что ж… поехали! В заготовке мы фрезеруем паз
Далее фрезой для «ласточкиного хвоста» под углом 60 град. выбираем боковые наклонные плоскости.

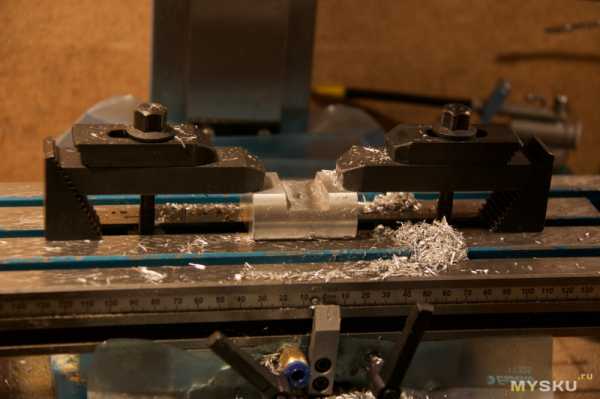
Тщательно измеряем ширину «ласточкиного хвоста», точность должна быть в пределах двух – трех десятых миллиметра, иначе ничего не будет держаться, и заготовка направится в брак. Ширину «ласточкиного хвоста» измеряют при помощи двух цилиндров и штангенциркуля
Примеряем – все великолепно. В размер попали.

Переворачиваем заготовку и делаем паз под резец.

Сверлим отверстия под винты и нарезаем резьбу

Стружка отлично вычищается ершиками (см. предыдущий обзор про чистку аэрографа)

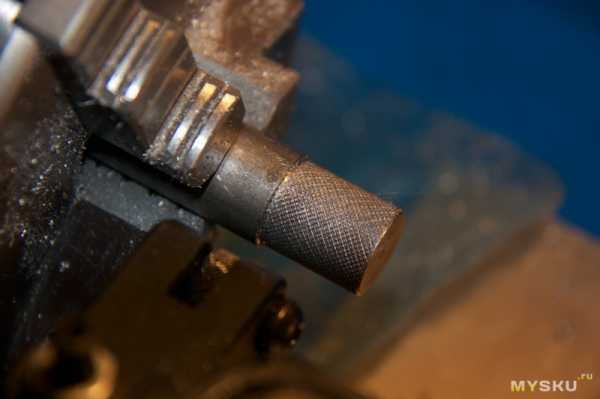
Теперь делаем шайбу винта, которая будет регулировать высоту картриджа. Для этого берем заготовку и накатываем на нее насечку нашим картриджем номер 4.
Сверлим отверстие и нарезаем резьбу

Отрезаем шайбу
Собираем катридж

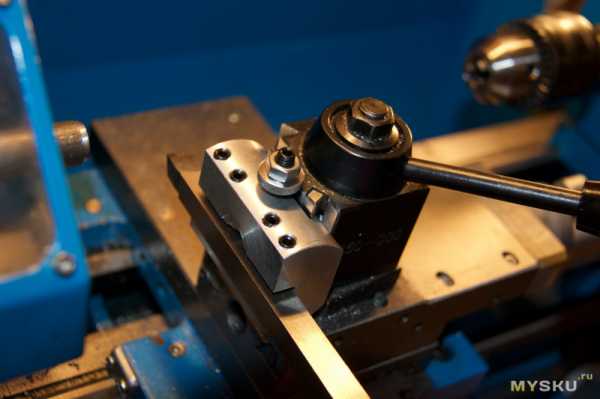
Тестовое точение было пройдено на ура.

И в заключение видео о резцедержателе и о том как делался картридж. Я люблю смотреть такие видео. Есть пара каналов в сети, где на все такие процессы изготовления поделок на станках можно смотреть вечно))) Кстати, если не сложно, напишите в комментариях пожалуйста, все ли понравилось, и что можно улучшить. Спасибо!
Резюме. Вещь замечательная, полезная, и как все профессиональные вещи дорогая, а стоимость сменных картриджей – просто грабеж. Но если вы имеете доступ к фрезеру и можете сделать себе картриджи сами, то покупать имеет полный смысл.
mysku.ru
Быстросменный резцедержатель для Школьников ТВ – Станки серии ТВ-х
ExproSE,
у меня стоит такой как по вашей ссылке на е-бей..
коноплев такие же продает..
модель называется 250.. блин, на котором она стоит, из дюраля.. поворотными салазками я пожертвовал, т.к. точил конус один раз в жизни.. если понадобиться снова, то заменяется за пять минут.. зато жесткость по ощущениям возросла..
резцы до 12мм встают свободно, т.к. в ней паз 14мм.. резцы 16мм приходится дорабатывать снизу по державке..
высота резца у меня сделана так..
ну и сразу ищите запасные блоки.. т.к. в комплекте только 5 штук разных.. я резцов много не бывает..
www.chipmaker.ru
Резцедержатель быстросменный, вариант два, почти как взрослый.
Представляет более удобную эксцентриковую конструкцию с ласточкиным хвостом, работающим на отжим кассеты…
Добавил упорный подшипник на механизм эксцентрика , хотелось ещё поставить один под ручку прижима резцедержателя но не вышло, двухсотый оказался великоват, надо чуть меньше, можно будет доработать позже.
Делал я его под свои кассеты от первого варианта, хотелось отметить что, за время работы у первого проблем не обнаружилось, просто надоело брать шестигранник при каждой переустановке.
Вот и решил исправить этот недостаток, тем более что металл подходящий под это, у меня был …
Нашлось немножко время и можно поковырять железки.
А время для хобби, это самое главное, что трудней всего найти.

Вот как это было…
Сделал заготовку кубика.
Резал обычной пальчиковой фрезой, так просто тише идёт процесс.







Обдирал фрезой с напайками из твердого сплава.
Примерился к заготовке и установил по разметке.
Расточил под внутренности.




Вот такое у меня ещё приспособление есть, по своей сути тоже быстро сменное, под расточной резец.




Установил обойму подшипника на место.

Выточил шток распора кассеты…




Теперь сверлим в штоке отверстие для эксцентрика.
Сверлим по центру, полностью задвинутого штока, для этого подложены подкладки.

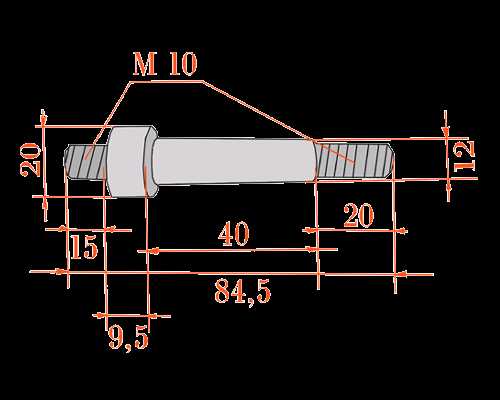
Изготовил новую шпильку чуть толще.



Шпилька готова и уже на месте

Выточил поворотный эксцентрик.











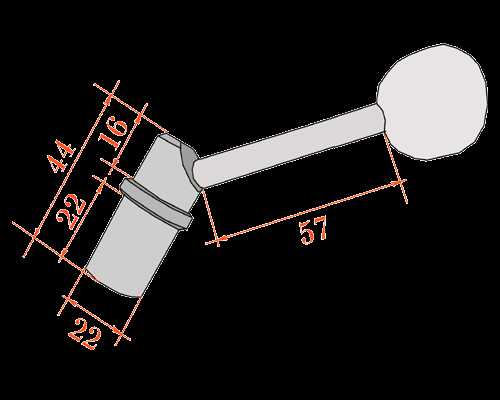
Проверил как работает механизм в сборе, сделал ручку.



Профрезеровал ласту под свои кассеты и запломбировал дефекты заготовки.





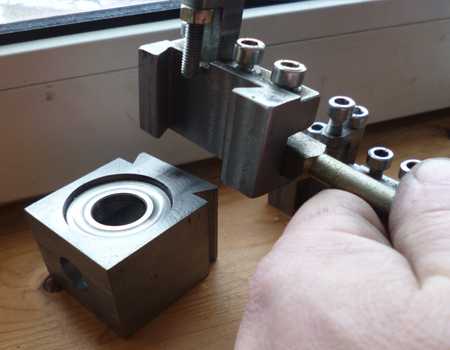
Примерил свои кассеты.



Теперь немного напильника и шабер.



Собрал…








Проверил на станке всё работает тут видео если не загрузится.
Снятие и установка кассеты тут видео если не загрузится.
Ну что стало заметно удобней … и это радует.
P.S.
Старый резцедержатель не выбросил, адаптировал под новую шпильку- пригодится в работе.



Не найдя подходящего подшипника, решил просто добавить немного шариков, расположив их в два ряда под гайкой. Сами шарики взяты от переднего велосипедного подшипника…
Теперь не нужно прикладывать больших усилий, всё легко и просто…

На последок занялся кассетами, заменил им винты на потайные и сделал новые установщики высоты.






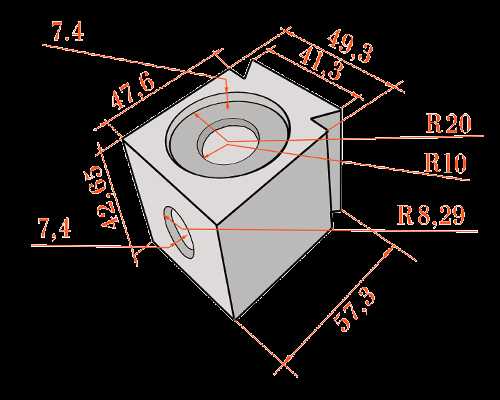
Ну и по просьбам граждан… Где чертёж?
Чертёж отсутствует, но есть эскиз, с приближёнными размерами, в прочем они у вас и так могут отличатся от указанных, тут ведь всё зависит от размеров и исходных заготовок.

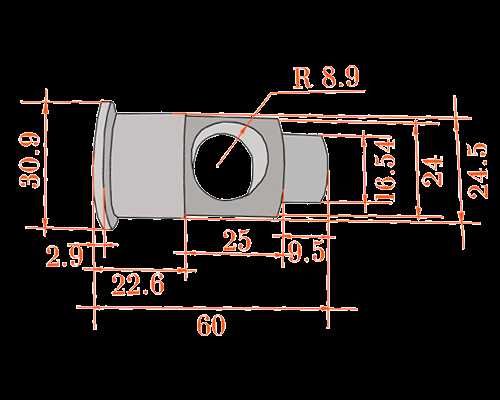
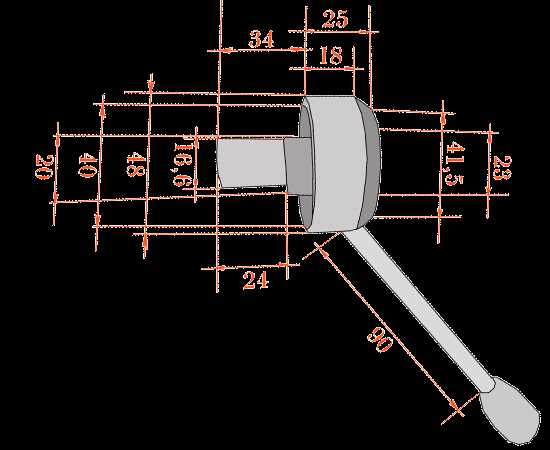
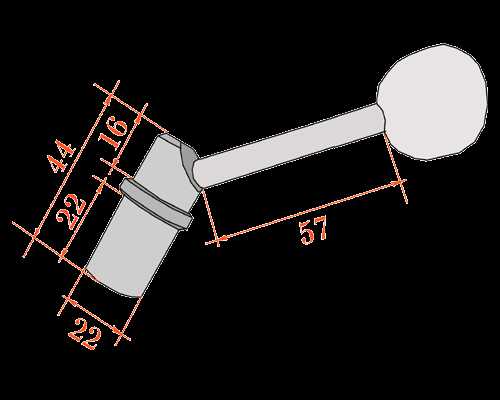
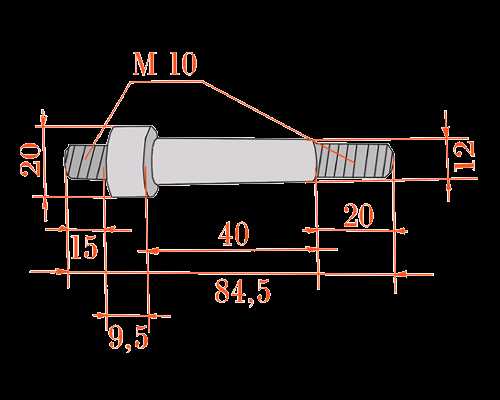
Открыть или скачать одним файлом зскиз для станков Sieg C3 ,Калибр СТМ-350, JET BD-7 Резцедержатель быстросменный …
На мой взгляд, вышло не так плохо.
На днях добавил три кассеты и наконец установил упорный подшипник под гайку.
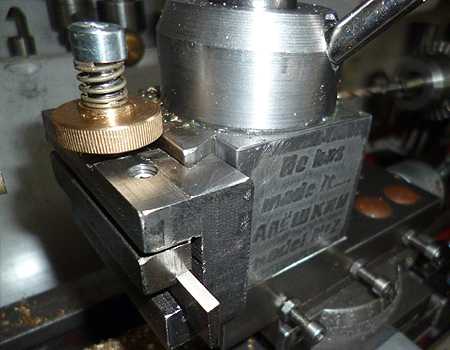
Вот как это выглядит.




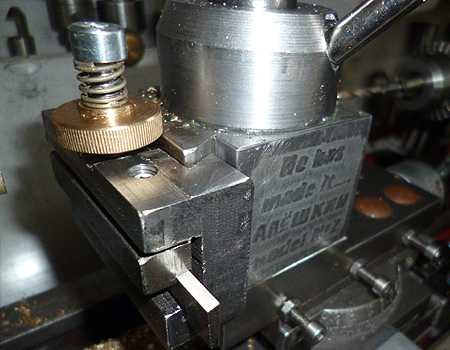
Переделал надпись, теперь она гравированная.

На одну кассету добавил ролики для накатки, теперь у меня будет и мелкий и крупный рисунок.


Этой кассетой, прокатал для пробы регулировочные гайки.


Вот результат, остаётся только разрезать пружинку на три части и нарезать резьбу для винтов.

Удачи всем в занятиях творчеством, и много свободного времени.
www.alenkindom.ru
Быстросменный резцедержатель – Законченные проекты
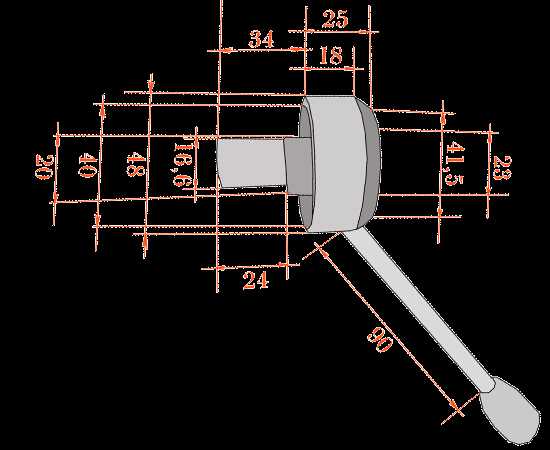
наверное все видели стеклянные столы и полки. стекло там обычно приклеено к нескольким алюминиевым пятакам. так получилось, что эти пятаки мне и приходится делать в количестве 100-150 штук в неделю. деталь простая-2 диаметра, глухая резьба с одной стороны и чисто обработанный торец с лицевой. требование заказчика-в центре не должно быть ни впадины(при склейке остается пузырь), ни бобышки-идеально ровная поверхность. естественно, все упирается в установку резца по центру. причем, процесс этот нуден, долог и непродуктивен. уже после того, как появился электронный штангенрейсмасс, я выяснил, что точность установки резца для качественной обработки должна лежать в пределах 0,05мм. личный антирекорд времени установки составил 40 минут непрерывных тренировок по подкладыванию и снятию пластинок, правке резца на алмазе и зажиманию переднего винта с бОльшим усилием, нежели заднего(или наоборот). короче, озадачился я вопросом изготовления резцедержателя с возможностью быстрой установки резца по центру. внимательно изучив форум, гугл и яндекс, остановился вот на этом решении по совету уважаемого самоделкина.
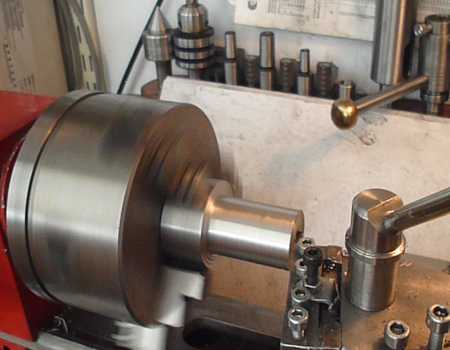
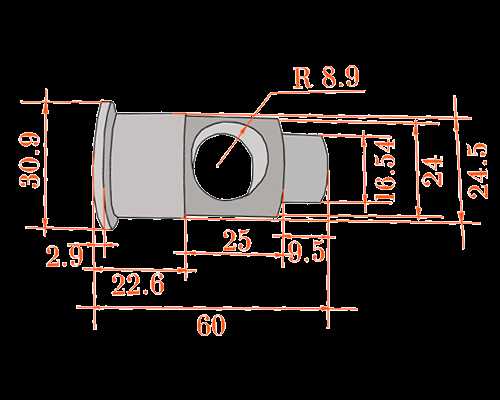
после изготовления делительной головки, остался у меня обрезок 60-ого листа:
описания увлекательных процессов распиловки и фрезеровки габаритов я опущу, перейдем к фрезеровке профиля. “зуб” на корпусе я делал в поворотных тисках, развернутых на 45 градусов:
и сразу, не снимая тисков, ответную впадину в сменных модулях:
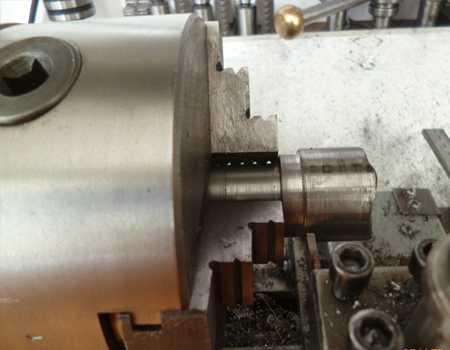
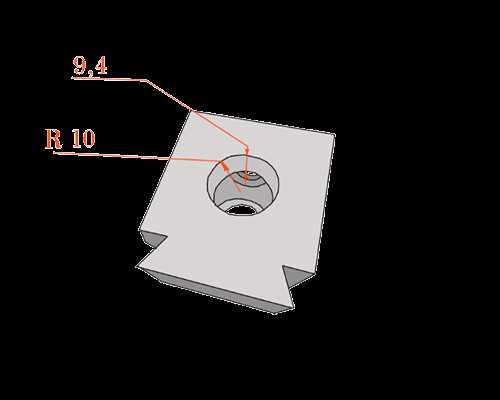
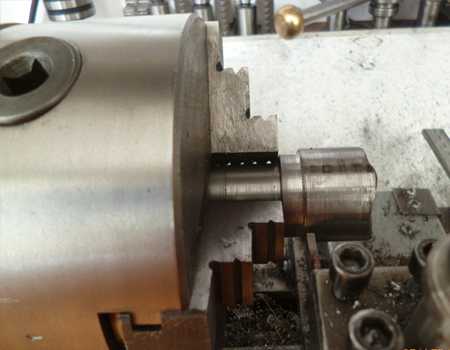
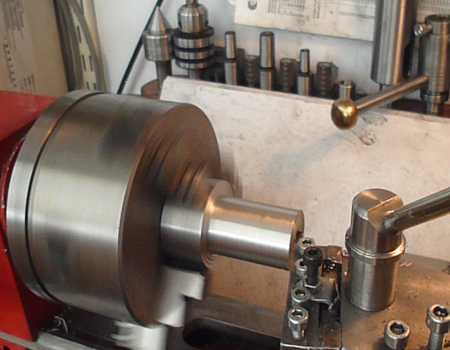
дальше перебрался на токарный станок и в четырехкулачковом патроне сделал центральное отверстие и расточил в боковых гранях 2 отверстия под “поршни”, притягивающие сменные модули:
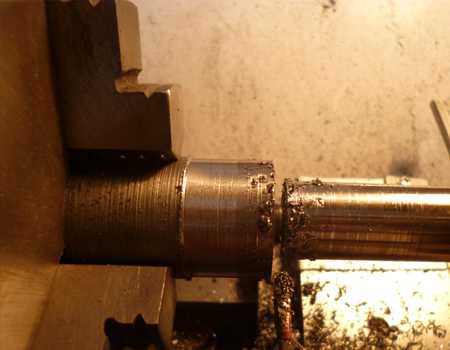
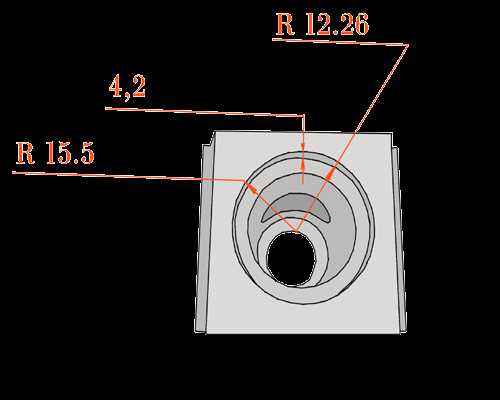
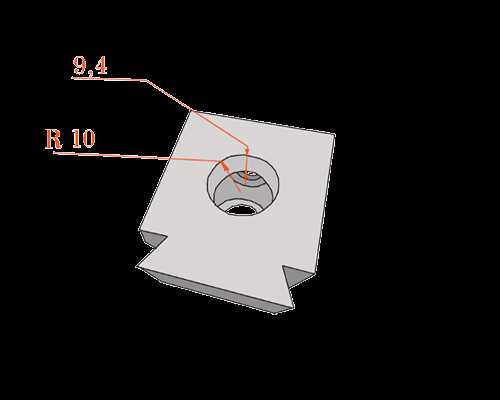
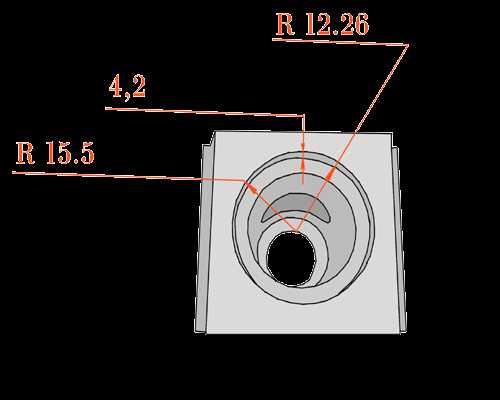
сразу выточил и сами “поршни и вернулся на фрезерный. корпус резцедержателя со вставленным в него поршнем зажал в тисках, таким образом, поршень оказался утопленным на максимально возможную глубину. с одного установа последовательно зацентровал и совместно просверлил на соответствующие глубины отверстия Ф8, Ф12,Ф15 и откалибровал последнее фрезой Ф16:
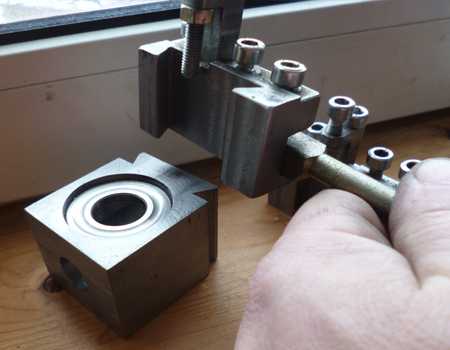
а у поршней отверстие разогнал до паза, чтобы не затирал будущий эксцентрик:
место под фото кончилось, :pardon: перехожу к следующему сообщению.
www.chipmaker.ru
Резцедержатель быстросменный, вариант два, почти как взрослый.
Представляет более удобную эксцентриковую конструкцию с ласточкиным хвостом, работающим на отжим кассеты…
Добавил упорный подшипник на механизм эксцентрика , хотелось ещё поставить один под ручку прижима резцедержателя но не вышло, двухсотый оказался великоват, надо чуть меньше, можно будет доработать позже.
Делал я его под свои кассеты от первого варианта, хотелось отметить что, за время работы у первого проблем не обнаружилось, просто надоело брать шестигранник при каждой переустановке.
Вот и решил исправить этот недостаток, тем более что металл подходящий под это, у меня был …
Нашлось немножко время и можно поковырять железки.
А время для хобби, это самое главное, что трудней всего найти.

Вот как это было…
Сделал заготовку кубика.
Резал обычной пальчиковой фрезой, так просто тише идёт процесс.







Обдирал фрезой с напайками из твердого сплава.
Примерился к заготовке и установил по разметке.
Расточил под внутренности.




Вот такое у меня ещё приспособление есть, по своей сути тоже быстро сменное, под расточной резец.




Установил обойму подшипника на место.

Выточил шток распора кассеты…




Теперь сверлим в штоке отверстие для эксцентрика.
Сверлим по центру, полностью задвинутого штока, для этого подложены подкладки.

Изготовил новую шпильку чуть толще.




Шпилька готова и уже на месте

Выточил поворотный эксцентрик.











Проверил как работает механизм в сборе, сделал ручку.



Профрезеровал ласту под свои кассеты и запломбировал дефекты заготовки.





Примерил свои кассеты.



Теперь немного напильника и шабер.



Собрал…








Проверил на станке всё работает тут видео если не загрузится.
Снятие и установка кассеты тут видео если не загрузится.
Ну что стало заметно удобней … и это радует.
P.S.
Старый резцедержатель не выбросил, адаптировал под новую шпильку- пригодится в работе.



Не найдя подходящего подшипника, решил просто добавить немного шариков, расположив их в два ряда под гайкой. Сами шарики взяты от переднего велосипедного подшипника…
Теперь не нужно прикладывать больших усилий, всё легко и просто…

На последок занялся кассетами, заменил им винты на потайные и сделал новые установщики высоты.






Ну и по просьбам граждан… Где чертёж?
Чертёж отсутствует, но есть эскиз, с приближёнными размерами, в прочем они у вас и так могут отличатся от указанных, тут ведь всё зависит от размеров и исходных заготовок.
Открыть или скачать одним файлом зскиз для станков Sieg C3 ,Калибр СТМ-350, JET BD-7 Резцедержатель быстросменный …
На мой взгляд, вышло не так плохо.
На днях добавил три кассеты и наконец установил упорный подшипник под гайку.
Вот как это выглядит.




Переделал надпись, теперь она гравированная.

На одну кассету добавил ролики для накатки, теперь у меня будет и мелкий и крупный рисунок.


Этой кассетой, прокатал для пробы регулировочные гайки.


Вот результат, остаётся только разрезать пружинку на три части и нарезать резьбу для винтов.

Удачи всем в занятиях творчеством, и много свободного времени.
alenkindom.ru