Цанговая оправка – Большая Энциклопедия Нефти и Газа, статья, страница 4
Cтраница 4
Другие указания о порядке деталирования приведены в учебниках; там же имеются примеры выполненных в процессе деталирования рабочих чертежей деталей. На рис. 210 приведен сборочный чертеж цанговой оправки, состоящей из шести деталей. По сборочному чертежу цанговой оправки на рис. 211 выполнены рабочие чертежи двух деталей: корпуса и цанги. Чертежи других деталей в целях экономии места не приведены. [46]
Перед затачиванием заготовку сверла вставляют в цанговую оправку и устанавливают ее в приспособление для ориентации в угловом и осевом направлениях. Сориентированную оправку с заготовкой помещают в шпиндель заточного приспособления и зажимают гайкой. Режим обработки: 0кр 20 м / с; подача ручная; припуск 0 2 – 0 3 мм на сторону; без охлаждения. Параметры затачивания контролируют на инструментальном микроскопе типа ММИ-2. Для этого сверло устанавливают в призму. [47]
[47]
Ручное опиливание производится при зачистке деталей, установленных на токарных и универсальных зачистных станках. В этих случаях детали зажимают в специальных цанговых оправках ( на токарных станках) или насаживают на сменные оправки ( на универсальных зачистных станках) и вращают при помощи шпинделя станка; заусенцы снимают напильником вручную. Круглый напильник можно зажимать в цанговой оправке станка и вращать; деталь подводится к нему вручную. [48]
Фрезерование торцовых зубьев муфт сцепления и торцовых зубьев режущего инструмента производят с помощью универсальных или специальных делительных головок. Заготовки закрепляют в трехкулачковом патроне головок или цанговой оправке, устанавливаемой в шпинделе головки, и последовательно фрезеруют впадины между зубьями. [49]
Для облегчения перегрузки листов применяют оправки различной конструкции. Так как усилие перемещения листов относительно друг друга при разжиме оправки растет пропорционально квадрату числа листов в пакете, то для сердечников длиной 60 – 130 мм применяют цанговые оправки, а для сердечников длиной 100 – 160 мм – кулачковые. Сборочные оправки имеют одну неподвижную шпонку, обеспечивающую прямолинейность оси шлица паза под обмотку и ее параллельность оси сердечника, и две плавающие шпонки, позволяющие достаточно точно-ориентировать листы по пазам без деформации кромок пазов в случае неточного взаимного расположения последних по окружности. При соответствующем качестве штамповки и термообработки листов такая технология гарантирует точность изготовления сердечника.
[50]
Сборочные оправки имеют одну неподвижную шпонку, обеспечивающую прямолинейность оси шлица паза под обмотку и ее параллельность оси сердечника, и две плавающие шпонки, позволяющие достаточно точно-ориентировать листы по пазам без деформации кромок пазов в случае неточного взаимного расположения последних по окружности. При соответствующем качестве штамповки и термообработки листов такая технология гарантирует точность изготовления сердечника.
[50]
Другие указания о порядке деталирования приведены в учебниках; там же имеются примеры выполненных в процессе деталирования рабочих чертежей деталей. На рис. 210 приведен сборочный чертеж цанговой оправки, состоящей из шести деталей. По сборочному чертежу
Ручное опиливание производится при зачистке деталей, установленных на токарных и универсальных зачистных станках. В этих случаях детали зажимают в специальных цанговых оправках ( на токарных станках) или насаживают на сменные оправки ( на универсальных зачистных станках) и вращают при помощи шпинделя станка; заусенцы снимают напильником вручную. Круглый напильник можно зажимать в цанговой оправке станка и вращать; деталь подводится к нему вручную.
[52]
В этих случаях детали зажимают в специальных цанговых оправках ( на токарных станках) или насаживают на сменные оправки ( на универсальных зачистных станках) и вращают при помощи шпинделя станка; заусенцы снимают напильником вручную. Круглый напильник можно зажимать в цанговой оправке станка и вращать; деталь подводится к нему вручную.
[52]
| Схема фрезерования зубчатых муфт. [53] |
Фрезерование осуществляют с помощью универсальных или специальных делительных головок. Заготовки закрепляют в трехкулачковом патроне головок или в цанговой оправке, устанавливаемой в шпинделе головки, и последовательно фрезеруют впадины между зубьями. [54]
По кронштейну скользит направляющая 12, на которой закреплен корпус 7 сверлодержателя. С передней стороны корпуса сверлодержателя имеется люнетная втулка 6, в которой центрируется заготовка 5 сверла. Величина ее вылета должна быть такой, чтобы после установки цанговой оправки в шпиндель вершина заготовки находилась за точкой пересечения оси шпинделя с вертикальной осью поворота корпуса приспособления.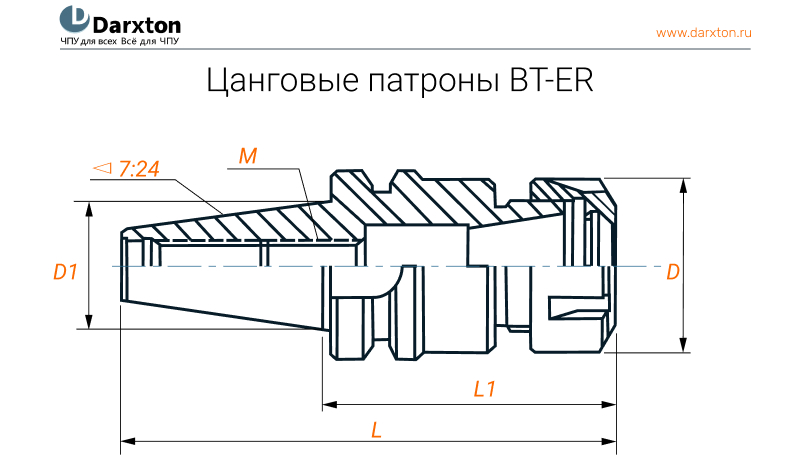 [55]
[55]
Цанговые оправки употребляются на револьверных и токарных станках. Цанги делаются не менее чем с тремя прорезями из стали 65Г и подвергаются закалке. Для деталей, обрабатываемых с базой по внутреннему отверстию, применяются цанговые оправки
Страницы: 1 2 3 4
Силовой цанговый патрон DIN 69893-5 HSK-E40
Выбранный продукт:СтандартныйТермопатрон MиниТермопатрон Мини сверхтонкийЦанговый патронТип ERСиловой цанговый патронВысокоточные цанговые патроны
Для зажима инструмента с цилиндрическим хвостовиком в силовых и cтандартных цангах HAIMER в соответствии с ISO 15488.
Силовой цанговый патрон это цанговый патрон для высочайшей производительности резания при высокоскоростной обработке. Оптимизированный дизайн сочетает в себе повышенную жесткость с демпфированием вибраций.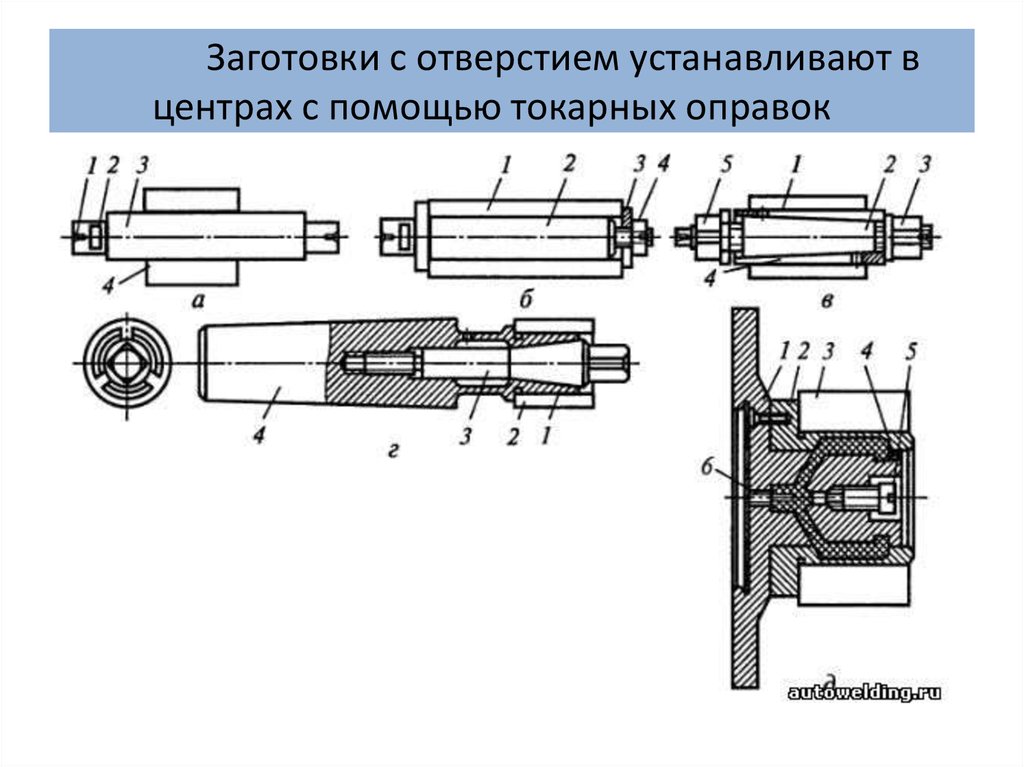 Это щадит станок, шпиндель и инструмент. Универсальный силовой цанговый патрон это единственный в своем роде зажимной патрон высочайшей мощности, который также может использоваться со стандартными цангами.
Это щадит станок, шпиндель и инструмент. Универсальный силовой цанговый патрон это единственный в своем роде зажимной патрон высочайшей мощности, который также может использоваться со стандартными цангами.
- Высокая точность биения 0,003 мм при 3xD с силовыми цангами HAIMER
- Также может использоваться со стандартными цангами ER по ISO 15488 (Внимание! При применении стандартных цанг значение вылета A увеличивается!)
- Повышенная жесткость
- Более высокая плавность хода за счет демпферной геометрии, которая обеспечивает лучшее качество поверхности, щадит инструмент, шпиндель и станок
- Повышенная производительность резания благодаря более высоким оборотам, более высокой подаче, большей глубине резки
- Одинаково применимы для высокоскоростной обработки и тяжелой обработки резанием
- Сокращенное время обработки
- Более точное соблюдение размеров
- Высокое усилие зажима
- Опционально с силовыми цангами с Safe-Lock™ , начиная с ER 25
- Oпционально: отверстия Cool Jet в силовых цангах, начиная с ER25 Ø 6 мм
Cохраняется право на технические изменения.
Важнейшие свойства
- 1. Меньшие вибрации за счет жеского хвостовика
- 2. Высокопрецизионная цанга для центровки и стабилизации по хвостовику
- 3. Точно отбалансированная силовая зажимная гайка
- 4. Safe-Lock™ в высокопрецизионные цангах как опция
- 5. Высокая точность биения < 0,003 мм
Важнейшие свойства
- 1. Меньшие вибрации за счет жеского хвостовика
- 2. Высокопрецизионная цанга для центровки и стабилизации по хвостовику
- 3. Точно отбалансированная силовая зажимная гайка
- 4. Safe-Lock™ в высокопрецизионные цангах как опция
- 5. Высокая точность биения < 0,003 мм
Safe-Lock™ система защиты против вытягивания инструмента
- Высокоточный зажим с помощью силовой цанги
- Высокий крутящий момент благодаря зажиму с геометрическим замыканием
- Без потерь точности
- Без вытягивание и прокручивания инструмента
- Канавка на хвостовике устроена так, что фреза затягивается в патрон
- Safe-Lock™ с ER25 возможен
Safe-Lock™ система защиты против вытягивания инструмента
- Высокоточный зажим с помощью силовой цанги
- Высокий крутящий момент благодаря зажиму с геометрическим замыканием
- Без потерь точности
- Без вытягивание и прокручивания инструмента
- Канавка на хвостовике устроена так, что фреза затягивается в патрон
- Safe-Lock™ с ER25 возможен
Cool Jet детальный вид цанговый патрон (дополнительно)
- Оптимизированные наклоненные отверстия для подачи СОЖ
- Подвод CОЖ прямо к режущей кромке
- Увеличение стойкости инструмента до 100%
- Увеличенная стабильность процесса
- Удаляет намотанную стружку с инструмента
Cool Jet детальный вид цанговый патрон (дополнительно)
- Оптимизированные наклоненные отверстия для подачи СОЖ
- Подвод CОЖ прямо к режущей кромке
- Увеличение стойкости инструмента до 100%
- Увеличенная стабильность процесса
- Удаляет намотанную стружку с инструмента
| порядок | Размер A [mm] | |||||
|---|---|---|---|---|---|---|
E40. 025.16.3 025.16.3 | Ультракороткий, 50.00 mm |
| Аксессуары | |||
| E40.020.16.3 | Короткий, 80.00 mm |
| Аксессуары |
| порядок | Размер A [mm] | |||||
|---|---|---|---|---|---|---|
| E40.025.25.3 | Ультракороткий, 60.00 mm |
| Аксессуары | |||
| E40.020.25.3 | Короткий, 80.00 mm |
| Аксессуары |
| порядок | Размер A [mm] | |||||
|---|---|---|---|---|---|---|
E40. 025.32.3 025.32.3 | Ультракороткий, 70.00 mm |
| Аксессуары | |||
| E40.020.32.3 | Короткий, 80.00 mm |
| Аксессуары |
Высокоточный цанговый патрон DIN 69893-1 HSK-A40
Выбранный вами продукт: Стандартный цанговый патронТип ERМощный цанговый патронВысокоточный цанговый патронWeldon Держатель инструментаОправка для торцевой фрезыКомбинированная оправка для торцевой фрезы
Для зажима инструментов с цилиндрическим хвостовиком в цангах HAIMER Power и ER в соответствии с ISO 15488.
Высокоточный цанговый патрон — это цанговый патрон для максимальной производительности обработки в высокоскоростном производстве. Оптимизированная конструкция с улучшенной конструкцией сочетает в себе высокую жесткость с функциями гашения вибраций и снижения шума, обеспечивая большую защиту станков, шпинделей и инструментов. Универсальный высокоточный цанговый патрон — это уникальный высокопроизводительный патрон, который также можно использовать со стандартными цангами.
Универсальный высокоточный цанговый патрон — это уникальный высокопроизводительный патрон, который также можно использовать со стандартными цангами.
- Высокая точность биения: 0,003 мм при 3 × D с цангами HAIMER Power
- Также для стандартных цанг ER в соответствии с ISO 15488 (Обратите внимание, что при использовании со стандартными цангами ER расчетная длина A будет отличаться от приведенного ниже размера A! )
- Высокая жесткость
- Более плавный ход благодаря вибропоглощающей геометрии, следовательно, лучшее качество поверхности и защита инструментов, шпинделей и станков
- Повышенная производительность обработки за счет более высоких скоростей вращения шпинделя, более высоких скоростей подачи и большей глубины резания
- Сокращение времени обработки, более высокая точность обработки, высокое усилие зажима
- В равной степени подходят для высокоскоростного производства и тяжелого фрезерования
- С гладкой контргайкой со специальным покрытием, балансировка < 1 г/мм
- Дополнительно: с силовыми цангами Safe-Lock™ от ER 25
- Дополнительно: отверстия Cool Jet на цангах Power от ER 25 Ø 6 мм
| Заказ № | Расчетная длина A в дюймах | |||||
|---|---|---|---|---|---|---|
А40. 025.16.3.ХП 025.16.3.ХП | сверхкороткий, 1,97 дюйма |
| Аксессуар | |||
| А40.020.16.3.ХП | короткий, 3,15 дюйма |
| Аксессуар |
| Заказ № | Расчетная длина A в дюймах | |||||
|---|---|---|---|---|---|---|
| А40.025.25.3.ХП | сверхкороткий, 2,36 дюйма |
| Аксессуар | |||
| А40.020.25.3.ХП | короткий, 3,15 дюйма |
| Аксессуар |
| Заказ № | Расчетная длина A в дюймах | ||
|---|---|---|---|
А40. |