Цековка – что это такое, ГОСТ + Видео
1 Цековка – назначение разновидности зенкера
Цековка – это разновидность металлорежущего инструмента зенкер. Она тоже предназначена для обработки уже готовых отверстий, но рассверливания или углубления последних ею не производят. Сам процесс применения этого инструмента называют цекованием. В отличие от зенкера, которым улучшают качество и точность боковых поверхностей – стенок, цековкой выравнивают торцевую площадку вокруг отверстия:
- обрабатывают гладкие, в виде наплыва и заглубленные, полученные в результате формирования ступенчатого отверстия, опорные плоскости под различные крепежные элементы и детали – упорное кольцо, шайбу, головку болта или винта и прочие;
- зачищают торцы бобышек.
Инструмент цековка
Применять цековку можно при работах с заготовками и деталями из цветных металлов, стали, их сплавов и чугуна.
Цекованием добиваются не только улучшения качества обрабатываемой поверхности, но и абсолютной взаимной перпендикулярности между последней и осью отверстия.

Цекование отверстия
Выполняют эту операцию чаще всего на сверлильных, а также на токарных и прочих металлорежущих станках. За очевидную идентичность этой обработки с зенкерованием и конструктивную схожесть используемых инструментов цековку еще называют торцевым зенкером.
2 Конструкция и типы цековок
Конструктивно цековка представляет собой осевой инструмент в виде продолговатого корпуса с хвостовиком на одном конце. С другой стороны инструмента расположена цилиндрическая головка, имеющая на торцевой поверхности режущие зубья, а на боковой – отводящие стружку канавки, а также гладкая направляющая цапфа, которая вставляется в обрабатываемое отверстие, за счет чего и достигается перпендикулярность между осью последнего и получаемой плоскостью.
Конструкция инструмента
Изготавливают цековки в соответствии с ГОСТ 26258, согласно которому они делятся на типы:
- С цилиндрическим хвостовиком и несменной направляющей цапфой.

- С коническим хвостовиком и сменной цапфой.
- Насадные с меняемой цапфой. Эта цековка представляет собой только цилиндрическую режущую головку, одеваемую на оправку с коническим хвостовиком. Цапфа тоже вставляется в оправку.
- С хвостовиком, закрепляемым в штифтовом замке станка, и сменной цапфой.

Инструмент 2–4 типов производят в 2-х вариантах исполнения рабочей части:
- Из быстрорежущей стали.
- Оснащенной пластинами из твердого сплава.
Рабочая часть с пластинами из твердого сплава
Цековки 1-го типа выпускают только в исполнении №1. Инструмент с рабочей частью, имеющей твердосплавные пластины, предназначен для обработки и чугуна, и конструкционных сталей. а с выполненной из быстрорежущей стали – только конструкционных сталей. Количество лезвий рабочей части цековок 1-го типа 2 или 4, а 2–4 типов – только 4.
В зависимости от типа хвостовика цековки ее установка на станке производится:
- с цилиндрическим типом – непосредственно в патрон;
- с коническим – через конус Морзе;
- с хвостовиком под замок штифтового типа – в этот замок.

3 Основные технические требования к изготовлению цековок
Согласно ГОСТ 26258 насадной инструмент, а также инструмент с рабочей частью, диаметр которой до 8 мм, и цилиндрическим хвостовиком изготовляют цельным. Цековки с рабочей частью, диаметр которой свыше 8 мм, и цилиндрическим хвостовиком, а также с хвостовиком под замок и коническим делают сварными. В месте сварки не должны допускаться трещины и поджоги, а в сварочном шве – окисление, свищи и поры.
Корпус вдоль стружечной части винтовых канавок и хвостовик всех цековок выполняют из стали 45Х, 40Х (ГОСТ 4543) либо 45 (ГОСТ1050). В зависимости от исполнения инструмента материал его рабочей части будет следующим:
- У цековок 1-го исполнения режущая часть и гребни винтовых канавок из быстрорежущей стали, изготовленной по ГОСТ 19265.
- У 2-го исполнения – материал режущей части это одна из следующих марок твердого сплава по ГОСТ 3882: Т15К6, Т5К10, ВК6М, ВК6. Размеры и форма твердосплавных пластин согласно ГОСТ 25400.
 Размеры и форма твердосплавных пластин согласно ГОСТ 25400.
Размеры и форма твердосплавных пластин согласно ГОСТ 25400.Устройство и форма цековок
Для крепления твердосплавных пластин на рабочей части в качестве припоя должны использоваться сплав МНМц 68-4-2 или латунь марок Л68 либо Л63 (ГОСТ 15527). При пайке следует формировать слоя припоя толщиной до 0,2 мм.
На всех поверхностях инструмента не должно быть следов коррозии, заусенцев, трещин и раковин, на шлифованных – черновин, а на режущей части – прижогов и сколов. После термообработки цековки ее центровые отверстия не должны иметь разработанных мест и забоин.
Поверхность инструмента после обработки
Обратная конусность кромок рабочей части инструмента должна быть равномерной: у цековок 2-го исполнения вдоль длины твердосплавных пластин, а 1-го исполнения – рабочей части. Величина обратной конусности инструмента с рабочей частью, выполненной из быстрорежущей стали, не должна выходить за пределы значений 0,08–0,16 мм из расчета на 100 мм длины, а оснащенного пластинами из твердого сплава – 0,05–0,10 мм на размер пластины.
ГОСТ, чертежи, конструкция, принцип работы
В машиностроении и других отраслях промышленного производства предъявляются высокие требования к болтовым, шпилечным и винтовым соединениям деталей. Одно из условий качества сборки – получение максимально плотного сопряжения головки болта и поверхности детали, для чего последняя должна быть ровной и точно перпендикулярной оси крепёжного отверстия. Эти условия достигаются с помощью специального инструмента, цековки.
Сфера применения
Цековка относится к той же группе инструментов, что свело и зенкер. Она предназначается для создания углублений и повышения качества торцевых поверхностей отверстий в металлических изделиях. Устанавливают её главным образом на сверлильных станках, но может работать так же на токарных и фрезерных. Инструмент является разновидностью зенковки, тем самым уточняется определение цековки и понимание, что это такое и для чего используется.
Торцевая зенковка, как и остальные её разновидности, служит для обработки отверстий, но она не рассчитана на создание больших углублений в теле металла.
Режущие кромки инструмента находятся на торце рабочей зоны цековки, по периметру вращающегося вала. На самом конце располагается направляющая цапфа, которая вставляется в просверленное отверстие, совмещая таким способом его ось с осью инструмента.
Задачи у цековки следующие:
- получение строго перпендикулярной опорной плоскости вокруг отверстия для лучшего контакта между ней и крепежом;
- выравнивание внутренних торцевых элементов детали;
- удаление заусенцев и наплывов;
- снятие фасок.
Видно, что торцевые зенковки обеспечивают требуемую современными стандартами точность размеров металлических изделий и создают условия необходимые для качественной сборки. А также ими при надобности обрабатывает торцы закладных изделий.
Требования государственных нормативов к производимым цековкам
Различные характеристики данного осевого режущего инструмента регламентируются в ГОСТ 26258-87 «Цековки цилиндрические для обработки опорных поверхностей под крепёжные детали». Требования данного документа распространяются на конструкцию цековок, их размеры, материал, правила маркировки.
Требования данного документа распространяются на конструкцию цековок, их размеры, материал, правила маркировки.
Скачать ГОСТ 26258-87
Конструкция инструмента
Разбирая общую конструкцию цековки, её можно представить как стержень, состоящий из хвостовой, рабочей и соединительной частей. Посредством первой они зажимаются в металлообрабатывающем станке. На второй располагаются режущие кромки, цапфа, и именно она напрямую контактирует с заготовкой. Третья просто передаёт крутящий момент от производственной установки в рабочую зону цековки.
По ГОСТ 26258-87 изготавливаются следующие виды цековок:
- с цилиндрическим хвостиком и постоянной направляющей цапфой;
- с коническим хвостиком и сменной направляющей цапфой;
- с хвостиком под штифтовой замок и сменной направляющей цапфой;
- насадные цековки со сменной направляющей цапфой.
Форма хвостика инструмента определяет, каким образом он крепится в станке. Цилиндрические концы вставляются в патрон оборудования напрямую, конические используют переходник, конус Морзе, а для хвостиков под штифтовый замок, нужно чтобы таковой имелся на станке.
Цилиндрические концы вставляются в патрон оборудования напрямую, конические используют переходник, конус Морзе, а для хвостиков под штифтовый замок, нужно чтобы таковой имелся на станке.
Конфигурация рабочей части определяет обрабатываемый диаметр опорной плоскости, и с каким материалом такой инструмент может работать. Цековки по металлу изготовляются из быстрорежущей стали и с твердосплавными вставками. Для изготовления целиковых торцевых зенковок с цилиндрическим хвостиком применяется только быстрорежущая сталь. В других случаях, например в насадных, могут добавляться пластины из твёрдых сплавов. Они расширяют возможности инструмента, позволяя обрабатывать заготовки не только из обычной конструкционной стали, но и из чугуна. Крепление вставок осуществляется при помощи тонкого слоя припоя из латуни или сплава МНМц 68-4-2. Количество лезвий варьируется от двух до четырёх. По длине стержня в рабочей зоне прорезаны канавки, по которым отводиться стальная стружка. Также по всей протяжённости рабочей части цековки или длине твердосплавных пластин, в случае их наличия, она имеет обратную конусность с постоянным углом наклона.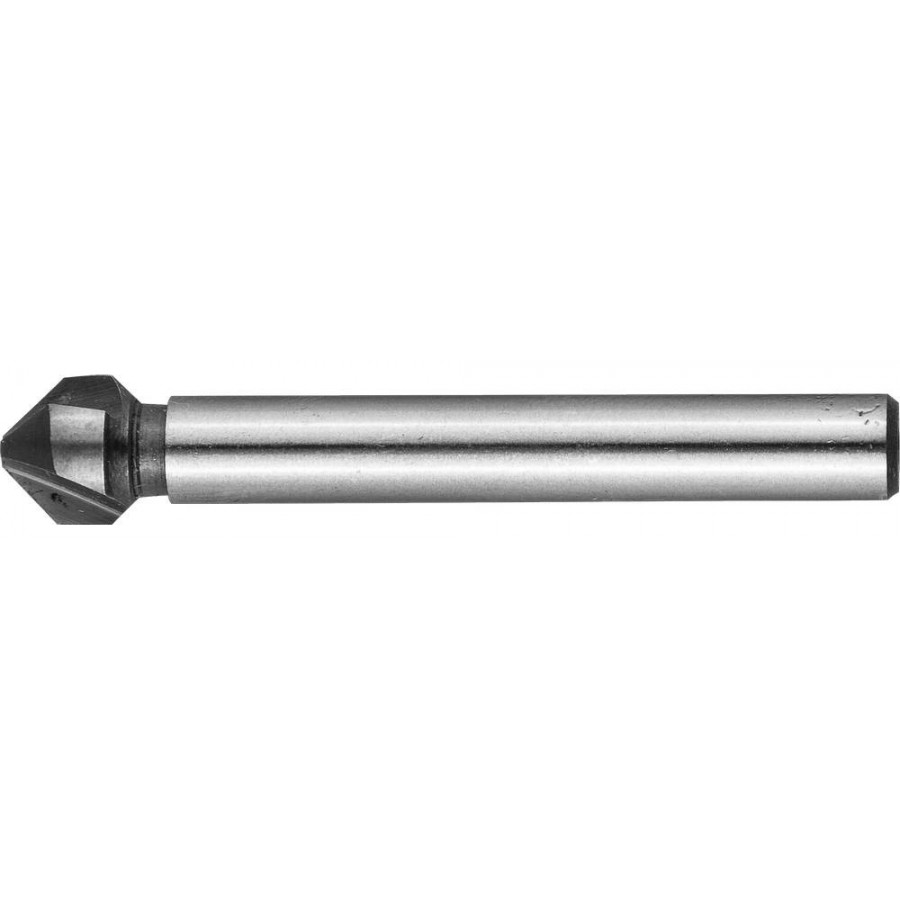
При осмотре инструмента выявление признаков коррозии, заусенцев и трещин в любом месте, а также сколов и прижогов в рабочей зоне считается причиной для отбраковки.
Отличие цекования от других металлообрабатывающих операций
Цекование – чистовая операция, которая следует после зенкерования и обычно перед развёрткой. В процессе устраняются незначительные дефекты предыдущей обработки. Мастер убирает шероховатости с поверхности отверстия и придаёт ему правильную геометрию. При цековании вырезаются конические и цилиндрические выемки под головки крепёжных элементов и получается гладкая поверхность для качественного контакта детали с ними.
Все операции из цикла создания отверстий в заготовке: сверление, зенкерование, расточка и цекование (зенкерование) выполняются на одинаковом оборудовании. Применяют для этого сверлильные, фрезерные, токарные и расточные станки.
Боковые поверхности цилиндрических углублений под болты должны соответствовать установленным чертежами размерам и требованиям по качеству. Процесс их обработки называют обратной цековкой. Для неё используются зенковки с большим количеством режущих кромок, иногда их число доходит до четырнадцати.
Процесс их обработки называют обратной цековкой. Для неё используются зенковки с большим количеством режущих кромок, иногда их число доходит до четырнадцати.
Параметры, задаваемые на станке при обработке являются расчётными и определяются по действующим в отрасли нормативам и чертежам изделия. Сюда входят: подача, глубина и скорость резания, эффективная и потребная мощность, а также коэффициент рациональности, рассчитываемый для выбранного режима работы.
Общие правила по работе с цековкой
Применяя цековку на производстве, следует придерживаться нижеуказанных рекомендаций:
- При обработке внешних плоскостей деталей хвостик инструмент фиксируется упорной гайкой со штифтовым замком.
- Отверстие для крепежа делают за два прохода. Сначала его рассверливают, оставляя немного на последующую обработку, затем, убирая лишнее цековкой, получают необходимый размер и форму.
- При цековании направляющая цапфа должна иметь достаточную разницу в размере с отверстием, в противном случае в результате температурного расширения металла детали и самого инструмента, цековка может застрять.
- При создании выемок для скрывания шляпок метизов применяют цековки с углом на вершине 90°. Уменьшают угол тогда, когда в процессе обработки становится заметен такой дефект отверстия как огранка.
- Цекование твёрдых металлов осуществляют инструментом с твёрдосплавными пластинами.
- Работая с хрупкими металлами, используют специальные торцевые зенкеры с одним зубом и радиально расположенной передней поверхностью.
- Чтобы гарантировать соосность обрабатываемой выемки и отверстия, используют инструмент с направляющей цапфой.

Эксплуатируют цековку и в домашних условиях, где действуют те же общие правила и принципы работы данным инструментом.
Зенкеры, зенковки, цековки, развертки | Слесарное дело
Зенкеры
Зенкеры (рис. 3.34, а) предназначены для обработки отверстий в заготовках, полученных отливкой, штамповкой или предварительным сверлением.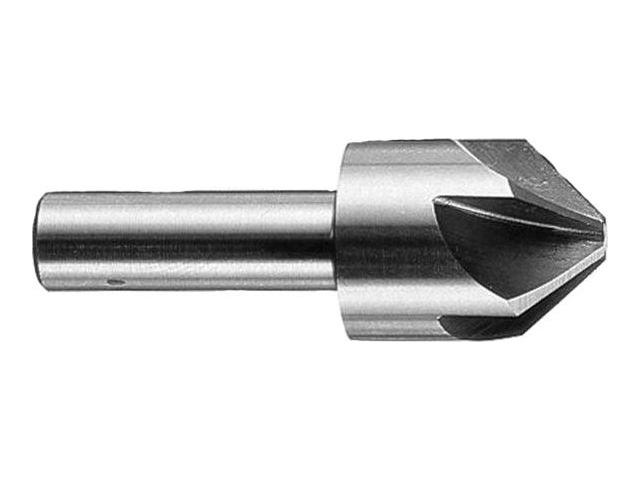 В отличие от сверла зенкер имеет большее число режущих кромок (три или четыре), что обеспечивает получение поверхностей с более высокими показателями точности и шероховатости.
В отличие от сверла зенкер имеет большее число режущих кромок (три или четыре), что обеспечивает получение поверхностей с более высокими показателями точности и шероховатости.
По конструкции зенкеры бывают насадные и цельные и могут иметь различное направление угла спирали (правое, левое, прямое). Зенкеры изготавливают из быстрорежущей стали или оснащают пластинами из твердого сплава марок ВК6, ВК8, BKbM, ВК8В, Т5К10, Т15К6. Пластины из твердого сплава закрепляются в зенкере при помощи пайки или клинового крепление, что позволяет многократно использовать корпус зенкера. Рабочая часть зенкеров, изготовленных из быстрорежущей стали, имеет обратную конусность (по направлению к хвостовику) порядка 0,05… 0,1 на 100 мм длины рабочей части и соединяется с хвостовиком так же, как и у сверл, шейкой. Цельные зенкеры закрепляются непосредственно в коническом отверстии шпинделя станка, а насадные устанавливаются на специальную оправку, также имеющую конический хвостовик для установки в шпинделе станка.
В качестве режущей части насадных зенкеров используются многогранные твердосплавные пластины. Крепление таких пластин в корпусе насадного зенкера осуществляют механическим путем (рис. 3.35). Режущие пластины 1 закрепляются в корпусе 2 при помощи тяги 3, что позволяет производить замену пластин непосредственно на станке. Для этого достаточно сместить тягу 3, повернуть пластину следующей гранью или заменить ее на новую, снова закрепить тягу и продолжать работу. Возможность оснащения таких зенкеров пластинами из различных инструментальных материалов позволяет существенно расширить технологические возможности и производительность при зенкеровании.
Геометрические параметры режущей части зенкеров (см. рис. 3.34, б) выбираются в зависимости от условий обработки: главный угол в плане ф = 30… 60 передний угол у = 3… 30 ° для зенкеров из быстрорежущей стали,для зенкеров, оснащенных пластинами твердого сплава, этот угол составляет от 5 до -5°; задний угол а на главных режущих кромках составляет 8… 15 Выбор конструкции зенкера и материала рабочей части в значительной степени зависит от обрабатываемого материала и параметров обрабатываемого отверстия:
• зенкеры из быстрорежущей стали, имеющие три-четыре зуба и диаметр от 10 до 40 мм, применяются для обработки отверстий в заготовках из конструкционной стали;
• зенкеры, оснащенные пластинами из твердого сплава, имеющие три-четыре зуба и номинальный диаметр от 14 до 50 мм, используются при обработке отверстий в заготовках из труднообрабатываемых и закаленных сталей;
• зенкеры с насадными головками из быстрорежущей стали номинальным диаметром от 32 до 80 мм предназначены для обработки отверстий в заготовках из конструкционной стали;
• перовые зенкеры служат для обработки глухих отверстий в заготовках из чугуна и цветных металлов;
• для обработки глухих отверстий диаметром от 15 до 25 мм применяется специальный зенкер, у которого в корпусе выполнено специальное отверстие для подачи СОЖ в зону резания (рис. 3.36).
3.36).
Изнашивание зенкеров
(рис. 3.37) происходит по задним поверхностям, где образуются площадки с задним углом, равным нулю, и шириной h4; по передним поверхностям с образованием лунки; по ленточке с образованием поперечных проточин на длине Лл; по уголкам с образованием конических или цилиндрических участков hy. В качестве критерия износа зенкеров при обработке заготовок из стали принят износ зенкера по уголкам, равный 1,2… 1,5 мм, а при обработке заготовок из чугуна — 0,8… 1,5 мм. Затачивание и перетачивание изношенных зенкеров осуществляется, как правило, на специальном оборудовании в заточных цехах.
Зенковки и цековки
Зенковки и цековки (рис. 3.38) для обработки опорных поверхностей под крепежные винты в отличие от зенкеров имеют режущие зубья на торце и направляющие цапфы, которые обеспечивают нужное направление зенковок и цековок в процессе обработки. Цапфа вводится в предварительно просверленное отверстие, при этом оси отверстия и образованного зенковкой углубления совпадают.
Зенковки для обработки конических углублений с углами 60, 90 и 120° (рис. 3.38, в, г) такие», изготавливают и с цилиндрическим, и с коническим хвостовиком. Зенковки с цилиндрическим хвостовиком изготавливают диаметром 8; 10; 12; 16; 20; 25 мм, а с коническим хвостовиком — диаметром 16; 20; 25; 31,5; 40; 50; 63 и 80 мм.
Для подрезания торцев приливов и бобышек в литых корпусных деталях применяются одно- и двухсторонние пековки (рис. 3.38, д, е) из быстрорежущей стали или оснащенные пластинами твердого сплава. Они крепятся на специальных оправках с помощью байонетного замка. Выпускаются цековки диаметром 25; 32; 40; 50; ЬЗ; 80 и 10С мм.
Развертки
Развертки (рис. 3.39) изготовляются цельными и насадными с коническим и цилиндрическим хвостовиком, оснащаются вставными ножами, впаянными пластинами из твердого сплава либо изготовляются из быстрорежущей стали. Развертки в отличие от сверла и зенкера имеют большее количество режущих кромок, что позволяет при обработке снимать слой материала небольшой толщины, составляющий десятые и даже сотые доли миллиметра. Припуски на развертывание выбираются по таблицам в зависимости от диаметра обрабатываемого отверстия Различают развертки для ручного и машинного развертывания, цилиндрические и конические. Развертки для ручного развертывания на конце цилиндрического хвостовика имеют квадратную часть, на которую устанавливают вороток для вращения развертки в обрабатываемом отверстии.
Конструктивно развертка для ручного развертывания состоит из рабочей части, хвостовика и шейки. Рабочая часть конуса включает в себя режущую часть (заборный конус и направляющий конус, который обеспечивает центрирование развертки в отверстии) и калибрующую часть, обеспечивающую получение отверстия с заданной точностью и шероховатостью обработанной поверхности.
Режущая часть заборного конуса развертки имеет угол при вершине 2ф. Для обработки вязких металлов этот угол составляет 12… 15°, а для обработки хрупких и твердых материалов — от 3 до 5°.
Твердосплавные развертки имеют угол при вершине 30… 45 Направляющий конус рабочей части развертки расположен под углом 45 э к ее оси. Задний угол а на режущей части составляет от 6 до 15°, на калибрующей части этот угол обычно равен нулю, а передний угол у — 0… 15 . Для хрупких материалов передний угол равен нулю, а для твердосплавных разверток он составляет от 0 до -5°. Ручные развертки используют, как правило, при обработке отверстий диаметром от 3 до 50 мм в материала;, невысокой твердости (конструкционные стали, цветные металлы). Конические развертки (рис. 3.40) применяются для развертывания конических отверстий и, как правило, работают в комплекте из двух трех штук.
Машинные развертки бывают цилиндрическими и коническими, насадными и цельными. Цельные машинные развертки предназначены для обработки отверстий диаметром от 3 до 100 мм, а для развертывания отверстий диаметром от 25 до 300 мм используются насадные развертки. И цельные (рис. 3.41, а, б), и насадные (рис. 3.41, в, г) развертки изготавливают из быстрорежущей стали или оснащают пластинами из твердого сплава. Конструкция и материал машинной развертки выбирается в зависимости от характера выполняемых работ, материала обрабатываемой заготовки и требований, предъявляемых к качеству обработанной поверхности.
Цельные машинные развертки предназначены для обработки отверстий диаметром от 3 до 100 мм, а для развертывания отверстий диаметром от 25 до 300 мм используются насадные развертки. И цельные (рис. 3.41, а, б), и насадные (рис. 3.41, в, г) развертки изготавливают из быстрорежущей стали или оснащают пластинами из твердого сплава. Конструкция и материал машинной развертки выбирается в зависимости от характера выполняемых работ, материала обрабатываемой заготовки и требований, предъявляемых к качеству обработанной поверхности.
|
 организаций по запросу
организаций по запросуЦековка металла – виды инструмента и особенности процесса
Производство современного оборудования предъявляет высокие требования к изготовлению деталей и качеству сопрягаемых поверхностей. Для реализации технологических задач при обработке на станке используется специализированный инструмент. Цековка является режущим инструментом для выполнения вторичной обработки отверстий в деталях разного назначения.
Операция цекования позволяет сформировать опорную или контактную область с высоким качеством и точностью для последующей установки крепежных элементов типа болтов, гаек, шайб или опорных колец.
Область применения инструмента
Цековки являются многолезвийным инструментом и относятся к разновидности зенкера. Используются при выполнении технологических операций по созданию цилиндрической, конической поверхности. Торцевым зенкерованием выравнивают опорные площадки возле готового отверстия. Полученные углубления позволяют разместить головки крепежных элементов, чтобы они не выступали над поверхностью.
С помощью процесса цековки осуществляются следующие виды механообработки:
Цекование
- Выравнивание торцов во внутренних элементах конструкции;
- Делаются опорные поверхности под крепеж;
- Удаляются заусенцы и наплывы;
- Происходит содание ступенчатых отверстий;
- Снятие фасок на кромках.
Режущий инструмент позволяет работать на станке со стальными, чугунными заготовками и деталями из цветного металла и различных сплавов.
Цекование отверстий направлено на решение важных технологических задач:
- Рост качества обработки внутренних элементов.
- Подготовка под выполнение последующих операций обработки и сборки.
- Реализация норм по геометрической точности и расположению, например, нормального расположения к оси обработанного отверстия.
По причине сходства конструкции и технологии использования цековку прозвали торцевым зенкером.
Инструмент используется на сверлильных, токарных, фрезерных, расточных и специализированных металлорежущих станках.
К разновидности цековок для обработки труднодоступных участков относятся инструменты обратного хода. Цековка устанавливается на оправку и выполняет подрезку торца ходом пиноли снизу вверх, а не наоборот, как при традиционной обработке на станке.
Работы выполняемые на сверлильном станке
Описание конструкции и модификации инструмента
Цековка считается осевым режущим инструментом. С одной стороны цилиндрического корпуса находится рабочая зона с несколькими лезвиями, а с противоположной – хвостовик для крепления в патроне станка.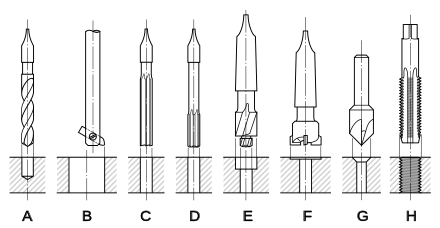 Особенностью инструмента является расположение рабочих обрабатывающих кромок в торцевой части. По боковой поверхности проходят винтовые канавки для отведения стружки из зоны обработки.
Особенностью инструмента является расположение рабочих обрабатывающих кромок в торцевой части. По боковой поверхности проходят винтовые канавки для отведения стружки из зоны обработки.
Цековка со сменной цапфой, диаметр 12 мм
Перпедикулярность и точность позиционирования в процессе обработки торцовых поверхностей обеспечивается специальной цапфой в зоне резания инструмента.
В процессе резания направляющая цапфа входит внутрь отверстия и плотно фиксируется в нем, обеспечивая правильное, соосное положение инструмента.
Установка и фиксация цековки на станке осуществляется как и у всех осевых инструментов посредством хвостовика.
Виды цековок
Зенковки для металлорежущего станка делятся на две большие группы: цилиндрические и конические.
Цековка по ГОСТу
У конических зенковок угол профиля рабочей головки составляет 60°, 75°, 90° и 120°. Количество режущих кромок зависит от диаметра. Цековки могут быть с цилиндрическим и коническим хвостовиком. Конический инструмент предназначен для отделки под крепеж и для оформления фасок. Изготовление конических зенковок регламентирует ГОСТ 14953-80.
Зенковки цилиндрические бывают с цилиндрическим и коническим хвостовиком. Предусмотрен вариант исполнения с износоустойчивым покрытием трущихся участков. Целевое назначение такого инструмента – обработка опорных площадок.
В соответствии с нормами ГОСТ 26258-87, регламентирующим технологию изготовления цековок, цилиндрический цековочный инструмент делится на такие категории:
- С цельной цапфой для направления и цилиндрической формой хвостовика.
- С заменяемой цапфой и конической формой хвостовика.
- Насадного исполнения, когда лезвийная головка крепится на оправке. Направляющая цапфа используется сменная и так же закрепляется на оправке.
- Со сменой хвостовика и цапфы. Монтаж на станке выполняется с применением штифтового фиксатора.

Типы цековок
Материалы и рабочие насадки
Рабочая зона всех насадных цековок может изготавливаться цельной из быстрорежущей стали или с напайными пластинами из твердого сплава. Режущие инструменты с цилиндрическим местом для закрепления производят только из быстрореза.
Цековки с вмонтированными пластинками из твердого сплава
Цековки, с вмонтированными пластинками из твердого сплава, позволяют вести обработку чугуна разных марок и конструкционных сталей. Инструмент из быстрореза работает лишь со сталями.
Число лезвий у цековок зависит от конструктивного исполнения. У цельного орудия с цилиндрическим концом возможны 2-4 режущие кромки. Инструмент других категорий имеет только 4 лезвия.
На метод закрепления инструмента в станке влияет конструкция хвостовика. Цековка с цилиндрическим краем устанавливается непосредственно в патрон станка. Инструмент с конусом крепится в посадочном отверстии со специальным конусом Морзе. Установка цековки с механизмом закрепления штифтового типа требует наличия на станке штифтового замка.
Инструмент с конусом крепится в посадочном отверстии со специальным конусом Морзе. Установка цековки с механизмом закрепления штифтового типа требует наличия на станке штифтового замка.
Материал для изготовления инструмента
Для базового стержня цековки используется конструкционная сталь марки 45, 40Х и 45Х. Изготовление режущей зоны возможно из следующих материалов:
Длина стержня
- монолитная режущая область изготавливается из быстрорежущего сплава, отвечающего рекомендациям ГОСТ 19265.
- Материал для твердосплавных режущих пластин подбирается из сплава ВК8, ВК6, ВК6М, Т15К6, Т5К10.
- Свойства материала и требования к нему изложены в ГОСТ 3882. Соблюдение геометрии и размерных параметров контролируется ГОСТ 25400.
Крепление к державке твердосплавных пластин производится припоем марки МНМц 68-4-2, латуни типа Л63 и Л68. Толщину припоя необходимо обеспечить не меньше, чем 0,2 мм.
Дерево, пластик и мягкие металлы обрабатывают зенковками из инструментальной стали.![]() Твердосплавные зенковки имеют высокую стойкость и выдерживают значительные усилия резания, возникающие при обработке на станке прочных стальных деталей.
Твердосплавные зенковки имеют высокую стойкость и выдерживают значительные усилия резания, возникающие при обработке на станке прочных стальных деталей.
Твердость режущей поверхности зенковок из инструментальной стали не ниже 62..66 HRC, хвостовика – 36…45 HRC. Твердость на корпусе по всей длине зенковки с твердосплавными пластинами 35…46 HRC.
Схема режущей поверхности зенковок
Требования к производству
Технология для выпуска цековок приводится в соответствие с положениями ГОСТ 26258-87. Согласно требованиям, инструменты с диаметром рабочей зоны, не превышающей 8 мм, и цилиндрической формой хвостовой части, а также насадной конструкции, изготавливаются сплошными. Цековки с наружным размером от 8 мм, независимо от вида хвостовика, выполняются сварными. Рабочая головка и зажимная часть в этом случае делаются из разной марки стали.
Цековки цилиндрические для обработки опорных поверхностей под крепежные детали по ГОСТ 26258-87
К качеству наложения соединительного шва при сварке предъявляются повышенные требования. Наличие пустот, трещин, окислов, пористости и прожогов недопустимо.
На гранях исключены дефекты в виде окислов, трещин и зазубрин. Отшлифованные участки не должны содержать повреждений и надрывов, сколов и прижогов.
Контроль геометрии включает проверку на наличие обратной конусности у инструмента, когда происходит уменьшение диаметра в сторону хвостовой части. У цековки должен быть равномерный диаметр по всей длине режущей части у быстрорежущего инструмента. Допускаемое отклонение – менее 0,08-0,16 мм на 100 мм длины. А также должен быть одинаковый размер по высоте пластин на цековках с напайными пластинками, допуск для которых — 0,05-0,1 мм на размер пластинки.
Рекомендации по цекованию
Повысить производительность при выполнении отверстий на станке поможет использование комбинированного инструмента. Такой вид инструмента позволяет с одного установа выполнить несколько операций, например, просверлить, рассверлить отверстие и снять фаску.
Способы восстановления деталей
Процесс цековки на станке производится с режимами резания как для зенкерования, и с небольшим рабочим ходом.
Обработку однотипных элементов на открытом участке удобно выполнять по упору. Направляющая часть может соприкасаться с поверхностью отверстия только винтовыми ленточками. В противном случае, инструмент в отверстии может заклинить в результате перегрева и температурного расширения.
Цекование отверстий часто используется при обработке на станке в условиях промышленного производства и ремонтной мастерской. В любом варианте применения цековка обеспечивает все требования к изготовлению детали и повышает эксплуатационные характеристики механизмов машин.
Видео по теме: Цековка
Зенкование – Зенкерование и развертывание
Зенкование
Категория:
Зенкерование и развертывание
Зенкование
Зенкование — это процесс обработки специальным инструментом цилиндрических или конических углублений и фасок просверленных отверстий под головки болтов, винтов и заклепок.
Основной особенностью зенковок по сравнению с зенкерами является наличие зубьев на торце и направляющих цапф, которыми зенковки вводятся в просверленное отверстие.
По форме режущей части зенковки подразделяют на цилиндрические, конические и торцовые (цековки).
Цилиндрическая зенковка состоит из рабочей части и хвостовика. Рабочая часть имеет от 4 до 8 торцовых зубьев. Цилиндрические зенковки имеют направляющую цапфу, которая входит в просверленное отверстие, что обеспечивает совпадение оси отверстия и образованного зенковкой цилиндрического углубления.
Цилиндрические зенковки бывают с постоянной направляющей и цилиндрическим хвостовиком диаметром от 2,3 до 12 мм (рис. 240, в) и со сменной направляющей и коническим хвостовиком диаметром от 11 до 40 мм. Материал — сталь Р6М5.
Зенковки имеют углы, как и другие режущие инструменты.
Конические зенковки состоят также из рабочей части и хвостовика. Рабочая часть имеет конус на вершине с углом 24. Наибольшее распространение получили конические зенковки с углом конуса при вершиг не 30, 60, 90 и 120° .
Державка с зенковкой и вращающимся ограничителем имеет хвостовик, на одном конце которого закреплена по резьбе зенковка с направляющей шпилькой. Упор соединен с зенковкой винтами. Зенковка со втулкой легко вращается благодаря шарикам, размещенным между втулкой и упором. Зенковка выступает из упора на глубину зенкуемого отверстия. Ограничитель позволяет зенковать отверстия на одинаковую глубину, что трудно достичь при пользовании обычными зенковками.
Цекование производится цековками для зачистки торцовых поверхностей. Цековки обычно выполняют в виде насадных головок, имеющих торцовые зубцы. Цековками производят обработку бобышек под шайбы, упорные кольца, гайки.
Зенкование и цекование, как и сверление отверстий на определенную глубину, выполняют на сверлильных станках. Крепление зенковок и цековок не отличается от крепления сверл.
При зенковании и зенкеровании необходимо соблюдать те же правила безопасности труда, что и при сверлении.
Реклама:
Читать далее:
Развертывание отверстий
Статьи по теме:
| Цековки КХ с цапфой | |||
| ЦЕКОВКА Ф10х6 4-пер 2350-5093 L 210 | шт | 1 | 154,00р. |
| ЦЕКОВКА Ф12х6 4-пер L 220 Р18 | шт | 1 | 220,00р. |
| ЦЕКОВКА Ф12х4 4-пер L 195 2350-5361 | шт | 1 | 220,00р. |
| ЦЕКОВКА Ф12х6 4-пер L 190 2350-5311 | шт | 1 | 220,00р. |
| ЦЕКОВКА Ф12х6,5 4-пер L 220 | шт | 1 | 220,00р. |
| ЦЕКОВКА Ф12х7 4-пер 19 (602) эл.к. | шт | 3 | 220,00р. |
| ЦЕКОВКА Ф12х8 4-пер 2350-5150 | шт | 1 | 220,00р. |
| ЦЕКОВКА Ф13х7 4-пер L 170 6116-406 | шт | 1 | 220,00р. |
| ЦЕКОВКА Ф13х7,8 4-пер (996) с огран. Оправкой | шт | 14 | 220,00р. |
| ЦЕКОВКА Ф15х5,5 4-пер 0708 эл.к. | шт | 7 | 220,00р. |
| ЦЕКОВКА Ф15,5х8 4-пер 3291 Р7 | шт | 9 | 220,00р. |
| ЦЕКОВКА Ф16х8 4-пер L 200 Т/С 2350-5084 | шт | 2 | 330,00р. |
| ЦЕКОВКА Ф16х8 4-пер ГОСТ | шт | 2 | 330,00р. |
| ЦЕКОВКА Ф16х11 4-пер L 190 Т/С 2390-5135 | шт | 1 | 330,00р. |
| ЦЕКОВКА Ф16х12,5 4-пер L 190 3178 | шт | 4 | 330,00р. |
| ЦЕКОВКА Ф17х6,5 4-пер КЛ3 | шт | 12 | 330,00р. |
| ЦЕКОВКА Ф17х9 4-пер 2350-0153 | шт | 3 | 330,00р. |
| ЦЕКОВКА Ф17х11 4-пер L 250 | шт | 1 | 330,00р. |
| ЦЕКОВКА Ф19х84-пер 6782-14 | шт | 9 | 330,00р. |
| ЦЕКОВКА Ф19х12 4-пер 2216-0352 | шт | 2 | 330,00р. |
| ЦЕКОВКА Ф19х14 4-пер L 200 2316-5326 | шт | 1 | 330,00р. |
| ЦЕКОВКА Ф20,5х8 4-пер | шт | 1 | 440,00р. |
| ЦЕКОВКА Ф20х8 4-пер км3 474 | шт | 7 | 440,00р. |
| ЦЕКОВКА Ф20х9 4-пер L 190 км 3 Р18 6115-212 | шт | 5 | 440,00р. |
| ЦЕКОВКА Ф20х14 4-пер L 200 км 2 Т/С 2350-5702 | шт | 1 | 440,00р. |
| ЦЕКОВКА Ф20х14 4-пер L 210 км 2 Т/С 2350-5133 | шт | 1 | 440,00р. |
| ЦЕКОВКА Ф21х6 4-пер 2350-4075 | шт | 13 | 440,00р. |
| ЦЕКОВКА Ф22,5х16 4-пер ВК Т/С 1083 | шт | 13 | 440,00р. |
| ЦЕКОВКА Ф22,5х16 4-пер Т/С 0157 эл.к. | шт | 1 | 440,00р. |
| ЦЕКОВКА Ф22,5х19 4-пер ВК 1207 | шт | 28 | 440,00р. |
| ЦЕКОВКА Ф22,5х20,5 4-пер L 180 148 Т/С.Т5 | шт | 25 | 440,00р. |
| ЦЕКОВКА Ф23,5х10,5 4-пер L 185 2350-4014 | шт | 2 | 440,00р. |
| ЦЕКОВКА Ф24,5х14 4-пер Т/С | шт | 2 | 440,00р. |
| ЦЕКОВКА Ф25х18 4-пер L 270 Т/С 4013 | шт | 1 | 550,00р. |
| ЦЕКОВКА Ф25х21 4-пер L 18 152.01.001 | шт | 8 | 550,00р. |
| ЦЕКОВКА Ф26,5х10 4-пер 474 | шт | 3 | 550,00р. |
| ЦЕКОВКА Ф26,5х12 4-пер 474 | шт | 6 | 550,00р. |
| ЦЕКОВКА Ф26,34х18 L 265 4-пер 2330-4199 | шт | 16 | 550,00р. |
| ЦЕКОВКА Ф27х18 4-пер Т/С 2350-5347 | шт | 1 | 550,00р. |
| ЦЕКОВКА Ф28,5х14 4-пер Т/С 2350-0162 | шт | 8 | 550,00р. |
| ЦЕКОВКА Ф30х14,5 4-пер Т/С 2350-0163 | шт | 3 | 660,00р. |
| ЦЕКОВКА Ф32х13 4-пер L 300 h28 6115 Т/С 5172 | шт | 3 | 660,00р. |
| ЦЕКОВКА Ф32,5х17 4-пер Т/С 0164 | шт | 2 | 660,00р. |
| ЦЕКОВКА Ф32,5х18,5 4-пер L 270 ВК8 Т/С 0164 | шт | 4 | 660,00р. |
| ЦЕКОВКА Ф32,5х18,5 4-пер L 270 Т5 Т/С 0164 | шт | 3 | 660,00р. |
| ЦЕКОВКА Ф34х19 4-пер Т/С 2350-5330 с огранк | шт | 1 | 1 100,00р. |
| ЦЕКОВКА Ф38х16 4-пер 474 | шт | 11 | 1 100,00р. |
| ЦЕКОВКА Ф44х34 L 280 4-пер Т/С 2350-5300 | шт | 15 | 1 100,00р. |
| ЦЕКОВКА Ф44х34 L 280 4-пер Т/С 2350-5300 с огранк | шт | 1 | 1 100,00р. |
| Цековки КХ без цапфы | |||
| ЦЕКОВКА Ф11 4-пер СЦО 2350-0101 без отверстия в центре | шт | 3 | 154,00р. |
| ЦЕКОВКА Ф12 4-пер СЦО 2350-5133 без отверстия в центре | шт | 1 | 220,00р. |
| ЦЕКОВКА Ф15х4 4-пер Т/С эл.к. 2350-0709 | шт | 7 | 220,00р. |
| ЦЕКОВКА Ф16,5х5 4-пер L 140 импортная | шт | 1 | 330,00р. |
| ЦЕКОВКА Ф17х4 4-пер эл.к. 2350-0106 | шт | 6 | 330,00р. |
| ЦЕКОВКА Ф17х6 4-пер ГОСТ | шт | 2 | 330,00р. |
| ЦЕКОВКА Ф18х4 4-пер эл.к. | шт | 1 | 330,00р. |
| ЦЕКОВКА Ф18,5х8 4-пер L 170 | шт | 3 | 330,00р. |
| ЦЕКОВКА Ф18х5 4-пер 2350-0108 эл.к. | шт | 1 | 330,00р. |
| ЦЕКОВКА Ф18х6 4-пер ГОСТ | шт | 3 | 330,00р. |
| ЦЕКОВКА Ф18х8 4-пер эл.к. | шт | 1 | 330,00р. |
| ЦЕКОВКА Ф19,5х6 4-пер 2350-0155 эл.к. | шт | 2 | 330,00р. |
| ЦЕКОВКА Ф19х8 4-пер | шт | 1 | 330,00р. |
| ЦЕКОВКА Ф20х5 4-пер ГОСТ | шт | 2 | 440,00р. |
| ЦЕКОВКА Ф20х5 4-пер L 250 2350-2001.01 | шт | 7 | 440,00р. |
| ЦЕКОВКА Ф20х8 4-пер L 170 | шт | 1 | 440,00р. |
| ЦЕКОВКА Ф20х9 4-пер L 250 Р18 ГОСТ | шт | 20 | 440,00р. |
| ЦЕКОВКА Ф22х10 4-пер L 210 СЦО Т/С без отверстия по центру 2350-9289 | шт | 1 | 440,00р. |
| ЦЕКОВКА Ф22х10 4-пер 2350-20019 эл.к. | шт | 9 | 440,00р. |
| ЦЕКОВКА Ф24х10 4-пер ГОСТ Р6М5 2350-4004 | шт | 15 | 550,00р. |
| ЦЕКОВКА Ф24х10 4-пер ГОСТ Р18 | шт | 14 | 550,00р. |
| ЦЕКОВКА Ф24х10 4-пер ГОСТ Р6М5 2350-0113 | шт | 26 | 550,00р. |
| ЦЕКОВКА Ф24х10 4-пер L 200 эл.к. | шт | 1 | 550,00р. |
| ЦЕКОВКА Ф25х10 4-пер СЦО (нет по центру дыры) 2323-4686 эл.к | шт | 8 | 550,00р. |
| ЦЕКОВКА Ф25х10 4-пер ГОСТ | шт | 1 | 550,00р. |
| ЦЕКОВКА Ф26х10 4-пер 0115 ГОСТ | шт | 3 | 550,00р. |
| ЦЕКОВКА Ф26х10 4-пер 0115 эл.к. | шт | 3 | 550,00р. |
| ЦЕКОВКА Ф26х10 4-пер 2180 Т/С эл.к. | шт | 1 | 550,00р. |
| ЦЕКОВКА Ф29х10 4-пер 622 | шт | 1 | 660,00р. |
| ЦЕКОВКА Ф30х10 4-пер ГОСТ | шт | 2 | 660,00р. |
| ЦЕКОВКА Ф30х10 4-пер СЦО без отверстия 2339-4047 | шт | 5 | 660,00р. |
| ЦЕКОВКА Ф31 3-пер КХ 2326-6070 | шт | 2 | 660,00р. |
| ЦЕКОВКА Ф32х10 4-пер 0119 ГОСТ | шт | 2 | 1 100,00р. |
| ЦЕКОВКА Ф40х10 4-пер 0123 ГОСТ | шт | 2 | 1 100,00р. |
| ЦЕКОВКА Ф45 4-пер 15 Т5 Т/С 6348-2256 | шт | 1 | 1 100,00р. |
| Цековки ЦХ с цапфой | |||
| ЦЕКОВКА Ф4х1 3-хзуб с цапфой 2322-4256 | шт | 50 | 77,00р. |
| ЦЕКОВКА Ф6х3 4-х пер с цапфой 2325-6687 | шт | 4 | 110,00р. |
| ЦЕКОВКА Ф7х5х160 4-х пер с цапфой Р9К5 2350-4070 | шт | 1 | 110,00р. |
| ЦЕКОВКА Ф8х6 4-х пер с цапфой 2325-4113 | шт | 6 | 110,00р. |
| ЦЕКОВКА Ф8х6 4-х пер с цапфой 2322-4112 | шт | 8 | 110,00р. |
| ЦЕКОВКА Ф8х6,5 4-х пер с цапфой Р18 2322-4093 | шт | 34 | 110,00р. |
| ЦЕКОВКА Ф9х6 4-х пер с цапфой L 40 напр. Р18 2320-4232 | шт | 28 | 110,00р. |
| ЦЕКОВКА Ф9х7 4-х пер с цапфой Р18 2322-4028 | шт | 9 | 110,00р. |
| ЦЕКОВКА Ф9х4 4-х пер с цапфой Р18 2322-4287 | шт | 18 | 110,00р. |
| ЦЕКОВКА Ф9х4 4-х пер с цапфой 2331-4022 | шт | 24 | 110,00р. |
| ЦЕКОВКА Ф10х4 4-х пер с цапфой 2-х сторонние | шт | 27 | 154,00р. |
| ЦЕКОВКА Ф10х4,5 4-х пер с цапфой эл.к. | шт | 1 | 154,00р. |
| ЦЕКОВКА Ф10х5,8 4-х пер с цапфой эл.к. | шт | 51 | 154,00р. |
| ЦЕКОВКА Ф12х5 4-х пер с цапфой Р18 2350-4370 | шт | 45 | 154,00р. |
| ЦЕКОВКА Ф12х5,5 4-х пер с цапфой Р230-207 эл.к. | шт | 2 | 154,00р. |
| ЦЕКОВКА Ф12х6,5х140 4-х пер с цапфой | шт | 1 | 154,00р. |
| ЦЕКОВКА Ф12х7 4-х пер с цапфой | шт | 1 | 154,00р. |
| ЦЕКОВКА Ф13х7 4-х пер с цапфой | шт | 1 | 154,00р. |
| ЦЕКОВКА Ф13х9 4-х пер с цапфой ВК8 2350-4697 | шт | 12 | 154,00р. |
| ЦЕКОВКА Ф14х7 4-х пер с цапфой 9ХС | шт | 2 | 154,00р. |
| ЦЕКОВКА Ф14х7,2 4-х пер с цапфой эл.к. | шт | 172 | 154,00р. |
| ЦЕКОВКА Ф14,5х10 4-х пер с цапфой эл.к. | шт | 165 | 154,00р. |
| ЦЕКОВКА Ф14х9 4-х пер с цапфой 2350-0143 | шт | 3 | 154,00р. |
| ЦЕКОВКА Ф16,5х8,5 4-х пер с цапфой эл.к. | шт | 1 | 264,00р. |
| ЦЕКОВКА Ф14,5х13 4-х пер с цапфой эл.к. | шт | 117 | 264,00р. |
| ЦЕКОВКА Ф16х20 4-пер с цапфой | шт | 50 | 264,00р. |
| ЦЕКОВКА Ф18х11 4-пер с цапфой | шт | 10 | 264,00р. |
| ЦЕКОВКА Ф20х8,5 4-пер с цапфой Р18 2322-4261 | шт | 6 | 440,00р. |
| ЦЕКОВКА Ф26х6 4-пер с цапфой | шт | 1 | 440,00р. |
| ЦЕКОВКА Ф24х10 4-пер с цапфой 2350-4224 | шт | 24 | 440,00р. |
| ЦЕКОВКА Ф24х18 4-пер с цапфой ГОСТ | шт | 6 | 440,00р. |
| ЦЕКОВКА Ф26х17 4-пер с цапфой ГОСТ | шт | 2 | 550,00р. |
| ЦЕКОВКА Ф28х27 4-пер с цапфой | шт | 1 | 550,00р. |
| ЦЕКОВКА Ф38х26 4-пер с цапфой L 190 ГОСТ | шт | 2 | 1 100,00р. |
| ЦЕКОВКА Ф45,2х6 4-пер с цапфой ХВГ эл.к. | шт | 29 | 660,00р. |
| Цековки 2-хперые без цапфы | |||
| ЦЕКОВКА Ф12 Т/С 2-хзуб 2323-4252 без отв. | шт | 1 | 154,00р. |
| ЦЕКОВКА Ф12Т/С 2-хзуб 2350-5131 L 175 без отв. | шт | 1 | 154,00р. |
| ЦЕКОВКА Ф22х6 Т/С 2-хзуб КЛ 3 (107) L 200 | шт | 18 | 330,00р. |
| ЦЕКОВКА Ф25х6 Т/С | шт | 3 | 330,00р. |
| ЦЕКОВКА Ф26х7 Т/С | шт | 1 | 330,00р. |
| ЦЕКОВКА Ф30,0х6 ВК Т/С | шт | 1 | 330,00р. |
| ЦЕКОВКА Ф30,0х8 ВК Т/С | шт | 6 | 440,00р. |
| ЦЕКОВКА Ф30,0х9 ВК Т/С | шт | 1 | 440,00р. |
| ЦЕКОВКА Ф30,0 ВК L 230 Т/С без отв. С оправк. | шт | 1 | 440,00р. |
| ЦЕКОВКА Ф40х12 Т/С | шт | 1 | 660,00р. |
| Цековки 2-хперые с цапфой | |||
| ЦЕКОВКА Ф6х3,2 2-хзуб с цапфой ВК8 8074-008 | шт | 9 | 110,00р. |
| ЦЕКОВКА Ф6х4 2-хзуб с цапфой Р18 2359-4014 | шт | 12 | 110,00р. |
| ЦЕКОВКА Ф6,5х4,2 2-хзуб с цапфой Р18 6110-069 | шт | 11 | 110,00р. |
| ЦЕКОВКА Ф7х4 2-хзуб с цапфой Р18 2325-6900 | шт | 11 | 110,00р. |
| ЦЕКОВКА Ф7,5х4,2 2-хзуб с цапфой 2325-6177 | шт | 6 | 110,00р. |
| ЦЕКОВКА Ф8,5х5,5 2-хзуб с цапфой Р18 2322-4334 | шт | 44 | 110,00р. |
| ЦЕКОВКА Ф8х5,5 2-хзуб с цапфой Р18 2325-6358 | шт | 1 | 110,00р. |
| ЦЕКОВКА Ф9,2х4,2 2-хзуб с цапфой Р18 2325-6299 | шт | 7 | 110,00р. |
| ЦЕКОВКА Ф10х5,2 2-хзуб с цапфой Р18 6110-072 | шт | 12 | 154,00р. |
| ЦЕКОВКА Ф10х8,5 2-хзуб с цапфой 2325-6317 | шт | 1 | 154,00р. |
| ЦЕКОВКА Ф11х7 2-хзуб с цапфой ВК8 2350-5015 | шт | 16 | 154,00р. |
| ЦЕКОВКА Ф12х6 2-хзуб с цапфой 2350-4462 | шт | 2 | 154,00р. |
| ЦЕКОВКА Ф12х6 2-хзуб с цапфой Р18 2325-6283 | шт | 3 | 154,00р. |
| ЦЕКОВКА Ф14х6 2-хзуб с цапфой Р18 2322-4065 | шт | 30 | 154,00р. |
| ЦЕКОВКА Ф14х9 2-хзуб с цапфой | шт | 4 | 154,00р. |
| ЦЕКОВКА Ф14х7 2-хзуб с цапфой | шт | 15 | 154,00р. |
| ЦЕКОВКА Ф14х8 2-хзуб с цапфой | шт | 10 | 154,00р. |
| ЦЕКОВКА Ф16х12 2-хзуб с цапфой | шт | 1 | 154,00р. |
| ЦЕКОВКА Ф19х3 2-хзуб с цапфой ВК8 | шт | 1 | 220,00р. |
| ЦЕКОВКА Ф20х11,9 2-хзуб с цапфой ВК8 ГОСТ (МИЗ) L 195 | шт | 28 | 330,00р. |
| ЦЕКОВКА Ф25х16,9 2-хзуб с цапфой ВК8 ГОСТ (МИЗ) L 240 | шт | 20 | 330,00р. |
| ЦЕКОВКА Ф30х16,9 2-хзуб с цапфой ВК8 ГОСТ (МЩ) L 240 | шт | 22 | 330,00р. |
Зенковка против цековки для печатных плат
В чем разница между зенковкой и цековкой?
Зенковки и зенковки служат той же цели, позволяя головке винта или другого крепежного элемента прилегать заподлицо или чуть ниже поверхности материала, в который они вставляются. Разница между ними – угол, под которым просверливается большее отверстие. Большое отверстие зенковки сужается под углом; тогда как цековка просверливается прямо в материале и оставляет плоское дно между цековкой и более узким внутренним валом.
Цековка
Информация, необходимая для каждого типа, почти идентична, за некоторыми исключениями. Зенковка по определению сверлится прямо вниз без конуса, поэтому нам не нужно знать угол.
- На какой стороне доски отверстие? Сверху или снизу?
- Должны быть стенки отверстий покрыты или нет?
- Готовый диаметр узкого внутреннего стержня отверстия. (Первичное сверло)
- Большой диаметр (готовый диаметр отверстия на поверхности)
- Глубина сверления цековки
Зенковка
Поскольку зенковка не просверливается прямо в материал, нам необходимо знать предполагаемый угол.Для всех математиков вы, несомненно, заметили, что диаметр главного отверстия и угол образуют треугольник. Глубина просверливания зенковки зависит от угла, основного и основного диаметров, однако указание ожидаемой глубины является хорошей проверкой на практике.
- На какой стороне доски мойка? Сверху или снизу?
- Должны быть стенки отверстий покрыты или нет?
- Готовый диаметр узкого внутреннего стержня отверстия.(Первичное сверло)
- Большой диаметр (окончательный диаметр отверстия на поверхности)
- Угол конического сверла.
- Глубина сверления зенковки.
против цековки: в чем разница?
Handyman’s World является участником программы Amazon Services LLC Associates, партнерской рекламной программы, предназначенной для предоставления сайтам средств зарабатывать рекламные сборы за счет рекламы и ссылок на Amazon.com.
Часто такие термины, как зенковка и зенковка – и даже точечная поверхность – используются как взаимозаменяемые. В конце концов, все они предназначены для того, чтобы винты и болты «идеально подходили».
Однако при ближайшем рассмотрении все три существенно отличаются. Ниже я рассмотрю эти различия, а также ситуации, в которых используются эти три процесса.
Зенковка и растачивание: основы
Прежде чем перейти к различиям, давайте посмотрим, что определяет каждый из трех процессов.
Зенковка
Зенковка – это процесс прорезания конического отверстия в материале , позволяющий ввинчивать крепежный элемент, такой как винт, в материал на достаточно глубину, чтобы его головка была заподлицо с поверхностью материала (или ниже). Это также позволяет коническому дну головки винта идеально вписываться в материал.
Отверстие, созданное в результате этого процесса, называется зенковкой. Определяется множеством мер, включая диаметр основного отверстия, диаметр основного отверстия, глубину и угол.Все они будут различаться в зависимости от типа используемого винта.
Инструменты, используемые для выполнения таких отверстий, также часто называют «зенковками». Помимо того, что они широко используются в деревообработке, они также широко используются в производстве.
Зенковка
Зенковка – это процесс вырезания цилиндрического отверстия в материале , чтобы головка крепежной детали, например болта, находилась заподлицо с поверхностью материала или под ней.
Часто для достижения этого результата используются биты Форстнера.
Отверстие, созданное в результате этого процесса, называется цековкой. Определяется диаметром и глубиной. Диаметр цековки обычно немного больше диаметра головки крепежной детали. Если используется шайба, она немного больше ее диаметра.
Как и в предыдущем случае, инструменты, используемые для изготовления зенковок, называются также «зенковками».
Зенковка vs.Цековка: в чем разница?
Как вы можете видеть выше, и зенковки, и зенковки – это отверстия, которые предназначены для того, чтобы крепежные детали лучше подходили, чем без них. Однако между ними есть некоторые важные различия.
Форма
Основное различие между зенковками и зенковками заключается в их форме.
Форма зенковки коническая. Другими словами, диаметр отверстия зенковки больше на поверхности материала и уже на конце отверстия – там, где оно встречается с основным отверстием, через которое забивается крепеж.
С другой стороны, цековка имеет цилиндрическую форму. Другими словами, диаметр цековки остается постоянным от верха до низа.
Тип крепежа
Из-за своей разной формы эти два процесса используются с разными типами креплений.
Зенковка используется с винтами и другими крепежными деталями, имеющими коническую головку снизу.
Зенковка используется для крепежа с плоской нижней головкой.Сюда входят болты и винты с шестигранной головкой, крепежные детали с шайбами, концы болтов с гайками и крышками и так далее.
В любом случае выбор правильного процесса для правильного применения позволяет нижней части головки крепежа идеально прилегать к материалу.
Приложение
Хотя каждый раз, когда шуруп с коническим дном врезается в кусок дерева или другого материала, его необходимо утопить для достижения наилучшего качества готового продукта, но это не всегда так.
Особенно, если речь идет о любительской деревообработке.
Причина в том, что древесина достаточно мягкая, чтобы винт «заставил» зенковать сам себя. Тем не менее, зенковка имеет решающее значение при работе с печатными платами, металлом и другими материалами, которые не так гибки, как дерево.
С другой стороны, растачивание – это процесс, от которого труднее отказаться. Это связано с тем, что крепежные детали, для которых требуются зенковки, обычно имеют гораздо большую головку, чем стандартные винты.И, как таковые, они не могут быть полностью закручены с усилием, как шурупы.
Из-за этого растачивание широко используется как в любительской деревообработке, так и в более профессиональных областях – будь то столярные работы или производство.
Краткое описание
Отверстия с зенковкой и зенковкой занимают важное место как в производстве, так и в столярных работах, в домашних условиях и в других областях.
Они позволяют крепежным элементам идеально подходить к материалу, в который они забиваются.И они предотвращают выступание застежек над поверхностью материала.
При этом, несмотря на то, что зенкование выполняется как любителями, так и профессионалами, зенкование гораздо менее распространено среди любителей по дереву, поскольку винты можно легко «вдавить» в древесину. Это не означает, что зенковка менее важна.
РАКОВИНА ПРОТИВ ПРОЧИНОЙ – Новости-Блог
Воскресенье, 06 января 2019 г.
РАКОВИНА ПРОТИВ ПРОФИЛЬНОЙ
Многие клиенты спрашивают, может ли Headpcb использовать доску для мойки, и они легко могут не согласовать мойку с цековкой.На самом деле, есть большая разница между контр мойкой и цековкой, сегодня старший инженер по исследованиям Headpcb Макрос Чжан опубликовал статью о встречной раковине и цековке, надеюсь, это поможет вам лучше понять их.МОЙКА СТОЧНАЯ
Зенковка выполняется путем выполнения отверстия в форме конуса, которое позволяет крепежной детали с плоской головкой располагаться заподлицо при установке. Это предотвращает заедание или повреждение верхней части застежки, которые могут произойти, если она не находится заподлицо с поверхностью.
В случае с деревом, если не зенковать и не вдавить винт в поверхность, это не только будет плохо выглядеть, но и будет нарушена стабильность древесины. Древесина может потрескаться и расколоться от прижимного винта, а волокна повредятся и помяться. Зенковка также позволяет держать все винты на одинаковой постоянной глубине.
Зенковка похожа на зенковку, за исключением того, что отверстие больше с плоским дном, чтобы винт или болт входили в него заподлицо с поверхностью.Винт или болт имеют плоскую нижнюю часть, что обеспечивает надежную и устойчивую фиксацию.
Зенковка часто делается достаточно большой, чтобы на крепежную деталь можно было вставить гнездо.Анатомия, представленная ниже, поможет легче понять их.
Стойка для мойки больше используется в опыте Headpcb, поэтому мы объясняем применение и углы для встречной мойки индивидуально.
Зенковки имеют больший диапазон применений и углов.На складе сверл Headpcb стандартные размеры включают 60 °, 82 °, 90 °, а также менее популярные углы 100 °, 110 ° и 120 °. Из-за угла на этом вращающемся инструменте с хвостовиком их можно использовать для удаления заусенцев или снятия фаски на углах детали.
Многие стили зенковки популярны, и каждый из них имеет определенные преимущества. Зенковки без канавки имеют форму конуса с желаемым внутренним углом с отверстием, просверленным в боковой части конуса, имеется зазор для обеспечения свободного резания.Наиболее практичное применение – удаление заусенцев.
Зенковки с одной или несколькими канавками используются для снятия фаски с резьбовых отверстий или обеспечения хорошей посадки для затопленного крепежа. Существуют также инструменты, предназначенные для снятия фаски или обработки обратной стороны просверленного или резьбового отверстия. Хвостовик инструмента вставляется в просверленное или нарезанное отверстие, а на тыльной стороне собирается фреза. Затем инструмент поворачивается и выполняет операцию снятия фаски или торцевания.
Кроме того, есть еще один похожий инструмент, называемый комбинированным сверлом и зенковкой.Эти двусторонние инструменты используются для изготовления центра на конце круглого изделия, чтобы деталь можно было удерживать между центрами на токарном станке или станке с ЧПУ.Пять вещей, которые нужно знать о зенковке и цековке
Зенковка и цековка – это особые типы отверстий, которые вам понадобятся для крепления печатных плат. Да, вы правильно прочитали. Вам не нужно использовать традиционные методы для прикрепления материалов к печатной плате и наоборот.Эти отверстия подходят для винтов различной формы и размера.
Но чем они отличаются друг от друга? Когда следует пробурить какое отверстие? Сможете ли вы их просверлить самостоятельно или вам потребуется техническая помощь? Эта статья отвечает на эти и многие другие вопросы. Давайте начнем.
1. Определение зенковки и цековки
1.1 Что такое зенковка?
Зенковка – это тип отверстия, просверливаемого в печатной плате (PCB). Он имеет форму конуса, что позволяет плоской головке крепежа или винта правильно войти в доску.Причем это отверстие может иметь разные размеры углов. Вы можете расточить их в стандартных размерах на 90, 82 и 60 градусов.
Если этого недостаточно, вы также можете просверлить их с другими размерами на 120, 110 и 100 градусов. На рынке популярны отверстия с зенковкой с углами камеры 100, 90 и 82 градуса.
1.2 Что такое цековка?
Как и отверстие с зенковкой, отверстие с зенковкой также просверливается в печатной плате. Однако он имеет цилиндрическую форму и плоское дно.Он принимает такую форму, чтобы обеспечить место для винта с головкой под торцевой ключ или винта с шестигранной головкой. Итак, если вы хотите закрепить печатную плату с помощью таких винтов, вам понадобится отверстие с цековкой.
В отличие от отверстий с зенковкой, отверстие с зенковкой можно просверлить только под одним углом, равным нулю градусов, и это тоже не влияет на эффективность отверстий. Это также означает, что вы можете использовать цековки только для одной цели. Однако отверстия с зенковкой могут использоваться для различных целей из-за большого диапазона углов.
На рис. 1 показано соотношение зенковки и цековки. Обратите внимание на разницу в их формах.
Итак, это было всего лишь введение в отверстия с зенковкой и зенковкой. В следующем разделе мы подробно объясним сценарии, в которых вы можете их использовать.
2. Когда нужны такие отверстия?
2,1 зенковка против отверстий с цековкой
Вы можете использовать отверстия с зенковкой в соответствии с их стилем. В основном они предназначены для таких поверхностей, как металл и дерево, но нас это не касается.Перейдем к их использованию на печатной плате. Вы знаете, что, как и во многих печатных платах, на печатной плате есть отверстия. И метод, которым вы их утомляете, имеет большое значение.
Прямо сейчас нас интересуют отверстия для винтов, которые будут прикреплять печатную плату к приложению. Тип винта поможет вам решить, нужно ли вам просверлить зенковку или зенковку. Приведем несколько примеров. Если на вашем устройстве мало места, и вы хотите добавить к нему дополнительные атрибуты, чтобы сделать его гибким.Что вы будете делать? Вам нужно будет просверлить отверстие под зенковкой.
Это отверстие конической формы подходит для стандартного винта с плоской головкой. Кроме того, он требует большей точности по сравнению с отверстием с зенковкой. После этого вы можете быстро закрепить печатную плату на своих устройствах, таких как часы или смартфон. Надо правильно прикрутить винты к плате.
С другой стороны, когда дело доходит до печатных плат, обычно не предпочтительнее карстовые воронки. Вы действительно можете изготовить их быстро, но отверстие с зенковкой сохраняет гладкость доски.Кроме того, это не помешает выравниванию конструкции печатной платы. На рис. 2 изображен рабочий, скрепляющий печатную плату винтом.
Тем не менее, если вы хотите более надежную установку печатной платы, вам следует просверлить отверстие с зенковкой. При том, что вас не волнует экономия места или гладкий дизайн. Отверстия с цековкой в большинстве случаев достаточно велики, чтобы в них можно было вставить патрубки. Таким образом, вы можете получить более надежное размещение с помощью винтов.
Итак, это несколько примеров того, как можно использовать цековку или зенковку.В следующем разделе мы быстро объясним, как можно просверлить такие отверстия.
3. Выберите зенковку или цековку, необходимо учитывать
3.1 Информация, необходимая для сверления отверстий под зенковку
Вы можете просверливать отверстия с помощью режущего инструмента с зенковкой, как показано на Рисунке 3. Первый инструмент с левой стороны – это режущий инструмент с зенковкой. Чтобы точно просверлить эти отверстия, вам потребуются следующие данные:
1. Какой должен быть угол сверления? На рисунке 4 показаны примеры различных углов сверления.
2. Каким должен быть значащий диаметр? Это ширина отверстия на поверхности печатной платы.
3. Какой должна быть его глубина?
4. Где на плате раковина? Внизу или вверху?
5. Каким должен быть окончательный диаметр вала отверстия?
6. Нужны ли вам стержень и раковина без гальванического покрытия?
3.2 Информация, необходимая для сверления цековок
Центральный режущий инструмент на Рисунке 3 представляет собой цековку, предназначенную для сверления этих отверстий.Теперь информация, которая вам нужна, аналогична отверстиям с зенковкой, за исключением требований к углу. Стороны отверстия всегда параллельны друг другу, поэтому угол указывать не нужно. Вам понадобится только следующая информация.
1. Требуемый наибольший диаметр.
2. Необходимая глубина отверстия.
3. Где отверстие на печатной плате?
4. Должны быть вал и отверстие без гальванического покрытия?
5. Окончательный диаметр отверстия вала.
Таким образом можно точно просверлить отверстия с зенковкой и цековкой в печатной плате. На рис. 5 показан режущий инструмент, просверливающий цековку с левой стороны. Отверстие с потайной головкой находится с правой стороны.
В следующем разделе мы упомянем, как можно обозначить отверстия цековки и зенковки.
4. Условное изображение зенковки и цековки отверстий
Дизайнеры считают, что для термина удобнее использовать символы, чем писать его целиком.Таким образом, также существуют символы зенковки и цековки. Буква «V» будет обозначать отверстие зенковки. Причина выбора этого символа заключается в том, что отверстие зенковки сбоку выглядит как буква «V». На рисунке 6 показан этот символ.
Символ цековки представляет собой незавершенный квадрат и открыт сверху. Рисунок 7 демонстрирует этот символ. Опять же, этот символ был выбран, глядя на отверстия цековки сбоку.
Итак, дизайнеры используют эти два символа для сверления.Диаметр логотипа показывает, насколько глубоким или широким должно быть отверстие. Строители или специалисты интерпретируют эти символы для выполнения зенковки или растачивания крепежных элементов.
В следующем разделе мы расскажем вам о применении в печатной плате цековки и зенковки.
5. Применение зенковки и цековки на печатной плате
Печатная плата с отверстием для зенковки обеспечит вам чистое размещение. Таким образом, он идеально подходит для небольших устройств, где вам понадобится плотная посадка.Примеры небольших устройств включают крошечные носимые устройства и мобильные телефоны.
С другой стороны, печатная плата с цековками обеспечивает надежность и герметичность. Таким образом, вы можете использовать его в электронных устройствах и стиральных машинах. Мы, здесь, в WellPCB, также обеспечиваем сверление отверстий под зенковку и зенковку. Вам необходимо оформить заказ на нашем сайте, и мы вам обязательно свяжемся.
Итак, это несколько примеров того, как можно использовать печатную плату с зенковкой и отверстиями для цековки.
Заключение
Дизайнерам не известно, что существуют определенные типы отверстий для крепления их печатных плат.Они не уверены, как лучше всего прикрепить различные материалы к своим печатным платам и наоборот. Итак, эта статья объяснила все, что касается отверстий с зенковкой и зенковкой.
Инженерытеперь будут знать, как они могут точно установить свои печатные платы в устройство. Теперь вы будете знать, когда использовать эти отверстия и как их просверлить. Мы уверены, что сделали вашу жизнь намного комфортнее, не так ли? Тем не менее, если у вас есть какие-либо вопросы, не стесняйтесь спрашивать нас в любое время.Наша команда специалистов всегда готова помочь вам любым возможным способом.
Как отличить зенковки от зенковок_Закрепительная доска и алюминиевая входная пластина для PCB Drill
Печатная платаобычно должна иметь отверстия для винтов для крепления. как таковые, специальные отверстия, такие как зенковки и зенковки. встроены в доски, чтобы их можно было закрепить на месте с помощью шурупов различных типов.
Какие бывают зенковки и зенковки
Зенковка – это конусообразное отверстие, которое врезается в печатную плату, чтобы плоская головка винта с головкой под торцевой ключ входила заподлицо.с поверхностью доски. Зенковка – это цилиндрическое отверстие с плоским дном, предназначенное для размещения шестигранной головки. или винт с головкой под торцевой ключ, используемый для крепления печатной платы.Зенковки и зенковки служат той же цели. чтобы головка винта или другого крепежа прилегала заподлицо. или ниже поверхности материала, в который они вставлены. Разница между ними – это угол, под которым просверлено большее отверстие. Большое отверстие зенковки сужается под углом. в то время как цековка просверливается прямо в материал и оставляет плоское дно.между цековкой и более узким внутренним валом.
Биты зенковки Поскольку зенковка не просверливается прямо в материал. нам нужно знать предполагаемый угол. Для всех математиков вы, несомненно, заметили, что диаметр главного отверстия и угол образуют треугольник. Глубина просверливания зенковки предопределена основным углом. и первичные диаметры. но перечисление ожидаемой глубины – хорошая проверка на реальность.
Углы камеры, которые обычно используются для зенковки, составляют 82 °, 90 ° и 100 °.в то время как цековка имеет угол камеры 0 °, но вертикальна. Информация, необходимая для каждого типа, почти идентична, за некоторыми исключениями. Зенковка, по определению, просверливается прямо вниз без конуса, поэтому нам не нужно знать угол
Зенковка больше представляет собой цилиндрическое отверстие плоской формы. Образовавшееся отверстие имеет плоское дно и позволяет установить винт или крепеж с плоской нижней стороной. Кроме того, инструмент, который использовался для создания этого элемента, также известен как цековка.Слово будет использовано.
символ зенковки
Зенковка (символ: ⌵) – это коническое отверстие, вырезанное в произведенном объекте, или резак, используемый для вырезания такого отверстия.
ASME Y-14 Обозначение цековки Обозначение цековки. Этим символом обозначены отверстия с зенковкой, используемые для углубления в головках крепежных деталей (заливная головка, гнездо). Символ с зенковкой Этот символ обозначает необходимость в отверстиях с потайной головкой. используется для врезания плоской головки. и застежки с овальной головкой.
обозначение цековки autocad
В текстовом редакторе размеров нажмите «Лента символов», а затем – «Другое». Затем вы получите диалоговое окно «Карта символов». Если вы измените шрифт на GDT, вы увидите символы цековки и глубины.
зенковка против цековки
Отверстие с зенковкой – это нормальная правая цилиндрическая форма. сквозное отверстие с удаленным наверху более правым коническим участком.Угол конуса составляет 82 или 100 градусов. Зачем нужна зенковка? Позволяет винту с плоской головкой прилегать заподлицо с поверхностью, обеспечивая очень аккуратный вид и установку.
Зенковка – это цилиндрическое отверстие с плоским дном, которое прорезает. это также позволяет использовать винт с головкой под торцевой ключ (с плоской головкой). Винт с головкой под торцевой ключ обычно имеет отверстие под шестигранный ключ. Зачем вам нужна цековка? Это необходимо для более надежного и стабильного крепления.
Зенковки и зенковки не являются чем-то уникальным для печатных плат. Они используются в различных производствах как из металла, так и из дерева и других материалов. Обычно отверстия с зенковкой или цековкой используются для установки головки болта с потайной головкой. или винт, когда вставлен в отверстие. сидеть заподлицо с поверхностью окружающего материала или под ней.
Иногда используются винты с зенковкой и зенковкой.но есть разница в форме и использовании винтов и отверстий, которые они делают. Ключевое отличие зенковки. и винты с зенковкой – размер и форма отверстий. Отверстия с зенковкой стали шире и квадратнее, чтобы можно было добавить шайбы. Зенковка – это способ установки крепежа ниже поверхности заготовки. как зенковка.
Хотя иногда употребляются термины. основное отличие заключается в форме дна отверстия.Зенковка создает коническое отверстие, соответствующее угловой форме. на обратной стороне винта с плоской головкой.
Это коническое отверстие может быть неглубоким. винт должен располагаться заподлицо с поверхностью заготовки при вбивании. или он может быть сделан достаточно глубоким, чтобы можно было установить деревянную пуговицу или заглушку. над винтом после того, как он будет установлен в нижней части конуса.
Цековка создает отверстие с плоским дном. что позволяет головке винта или болта с плоской нижней стороной находиться в расточке, часто поверх шайбы.В то время как отверстие над установленным винтом с плоской головкой обычно того же размера, что и головка винта. отверстие, созданное для цековки, больше, чем головка. что дает место как для шайбы, так и для приводного инструмента, например торцевого ключа.Одним словом, зенковка – это конусообразное отверстие, врезанное в печатную плату. чтобы плоская головка винта с головкой под торцевой ключ входила заподлицо с поверхностью платы. Зенковка – это цилиндрическое отверстие с плоским дном, предназначенное для размещения шестигранной головки. или винт с головкой под торцевой ключ, используемый для крепления печатной платы.
другой процесс
Практика выполнения отверстия с потайной головкой, известная как зенковка. Теперь потайное отверстие может иметь разные размеры углов. Он включает стандартные размеры 60, 82 и 90 градусов, а также менее популярные 100, 110 и 120 градусов. Но наиболее часто используемые степени – 82, 90 и 100.
В то время как единственный угол, применимый к цековке, – это ноль градусов по вертикали.он так же эффективен, как зенковка. Важно отметить это при работе с деревянной поверхностью. если вы сначала не зенковали, но в конечном итоге затолкали винт в эту поверхность. Это не только ухудшит стабильность и прочность древесины, но и сделает вашу работу бельмом на глазу.
Это происходит потому, что древесные волокна растрескиваются и становятся вмятинами, если не повреждены полностью. Растачивать деревянную поверхность намного проще. это потому, что расточка не требует точности и точности углов.Также в цековке. все, что нужно для отверстия, – это винт с плоской нижней стороной или винт с головкой под торцевой ключ, который может соответствовать поверхности или шайбе.
Цековка использовалась с единственной целью. зенковки из-за разных углов имеют разное назначение. Зенковка часто похожа на увеличение небольшого коаксиального отверстия. в то время как зенковка является конической версией этого.
Используйте его, если вам не нужна головка приспособления или вывинтите болт вперед от поверхности HDI, с которой вы работаете.Но отверстия с потайной головкой имеют разные стили из-за их разных углов. С зенковкой все ваши винты могут иметь одинаковую глубину.
другой символ
В рисунке или дизайне используются символы. как представление фактического материала или техники. С помощью символов есть место для соответствия размеров и допусков спецификаций. Кроме того, намного быстрее и проще написать символ материала.или количество, в отличие от написания его реальными словами на рисунке. Это не только противоречит протоколу рисования, но и сделает вашу работу кластерной.
Символы представляют собой основной протокол в рисовании, дизайне или математике. На чертеже здания или плана дома символы используются как более быстрое средство передачи информации. Здесь представлены символы зенковки и зенковки. Часто он стоит рядом с обозначением диаметра и сопровождается числовым значением.
Символ зенковки выглядит как буква V. Если задуматься. если смотреть на потайное отверстие сбоку, оно напоминает букву V.
Символ цековки можно сравнить с незавершенным квадратом с отверстием наверху. На техническом чертеже этот символ образован при виде зенковки сбоку. и цековки.
Оба символа используются в схемах сверления.Символом диаметра они обычно указывали, насколько широкой или глубокой должна быть дыра. Эти конструкции интерпретируются строителем. кто работает на основе информации, предоставленной по этим проектам. Обозначение цековки, используемое для определения операций зенковки. в то время как зенковка предназначена для зенковки при креплении.
разные сверла
Используя сверло, можно сделать несколько отверстий.в зависимости от необходимого диаметра и толщины материала. Но для зенковки и зенковки это сверла для отверстий, поэтому процесс создается ими.
Сверла – это инструменты, используемые для сверления. или создание зенковки или зенковки в поверхности материала. который в данном случае является печатной платой, печатной платой. Для изготовления обоих типов отверстий используются разные материалы. цель состоит в том, чтобы создать отверстие, в котором винт или крепежный элемент может находиться заподлицо с шайбой или заготовкой.
Делается это так, чтобы полностью скрыть всю длину и ось крепежа или винта в потайном отверстии. или зенковка. Из-за разницы в их полостях (одна плоская, а другая угловая). для их изготовления использовались разные материалы.
Для растачивания в поверхности материала просверливается цилиндрическое отверстие. Это отверстие имеет большой диаметр в верхней части и меньший – внизу. Это потому, что винт или застежка должны сидеть в отверстии.и предотвратить разделение двух поверхностей при соединении. Большая сторона отверстия подходит к головке застежки, а меньшая – к стержню.
Но сверла с зенковкой бывают разных стилей. и размеры для разных углов. а также для разных типов проектов. На картинке выше представлено около четырех различных типов сверл с зенковкой. Это насадки с канавками, зенковка с поперечным отверстием, Rocker Pro.и зенковка в стиле флип.
Размеры сверл и цековок для винтов с головкой под торцевой ключ. ASME B18.3 | Инженеры Edge
Связанные ресурсы: механические допуски
Размеры сверл и цековок для винтов с головкой под торцевой ключ. ASME B18.3
Ном. | Ном. | Номинальный размер сверла | Контрбур | Зенковка | |||
Плотная посадка | Обычное | ||||||
Десятичное | №или | Десятичное | |||||
0 | 0,0600 | 51 | 0,067 | 49 | 0,073 | 1/8 | 0,074 |
1 | 0.0730 | 46 | 0,081 | 43 | 0,089 | 5/32 | 0,087 |
2 | 0,0860 | 3/32 | 0,094 | 36 | 0.106 | 3/16 | 0,102 |
3 | 0,0990 | 36 | 0,106 | 31 | 0,120 | 7/32 | 0,115 |
4 | 0.1120 | 1/8 | 0,125 | 29 | 0,136 | 7/32 | 0,130 |
5 | 0,1250 | 9,64 | 0,141 | 23 | 0.154 | 1/4 | 0,145 |
6 | 0,1380 | 23 | 0,154 | 18 | 0,170 | 9/32 | 0,158 |
8 | 0.1640 | 15 | 0,180 | 10 | 0,194 | 5/16 | 0,188 |
10 | 0,1900 | 5 | 0,206 | 2 | 0.221 | 3/8 | 0,218 |
1/4 | 0,2500 | 17/64 | 0,266 | 9/32 | 0,281 | 7/16 | 0,278 |
5/16 | 0.3125 | 21/64 | 0,328 | 11/32 | 0,344 | 17/32 | 0,346 |
3/8 | 0,3750 | 25/64 | 0,391 | 13/32 | 0.406 | 5/8 | 0,415 |
7/16 | 0,4375 | 29/64 | 0,453 | 15/32 | 0,469 | 23/32 | 0,483 |
1/2 | 0.5000 | 33/64 | 0,516 | 17/32 | 0,531 | 13/16 | 0,552 |
5/8 | 0,6250 | 41/64 | 0,641 | 21/32 | 0.656 | 1 | 0,689 |
3/4 | 0,7500 | 49/64 | 0,766 | 25/32 | 0,781 | 1-3 / 16 | 0,828 |
7/8 | 0.8750 | 57/64 | 0,891 | 29/32 | 0,906 | 1-3 / 8 | 0,963 |
1 | 1,0000 | 1-1 / 64 | 1.016 | 1-1 / 32 | 1.031 | 1-5 / 8 | 1.100 |
1-1 / 4 | 1,2500 | 1-9 / 32 | 1,281 | 1-5 / 16 | 1,312 | 2 | 1,370 |
1-1 / 2 | 1.5000 | 1-17 / 32 | 1,531 | 1-9 / 16 | 1,562 | 2-3 / 8 | 1,640 |
1-3 / 4 | 1.7500 | 1-25 / 32 | 1,781 | 1-13 / 16 | 1.812 | 2-3 / 4 | 1,910 |
2 | 2,0000 | 2-1 / 32 | 2.031 | 2-1 / 16 | 2.062 | 3-1 / 8 | 2,180 |
1. Зенковка.Считается хорошей практикой зенковать или ломать края отверстий, размер которых меньше F (макс.) В деталях, твердость которых приближается, равна или превышает твердость винта. Если такие отверстия не утоплены, головки винтов могут не сесть должным образом, или острые кромки отверстий могут деформировать галтели на винтах, что сделает их чувствительными к усталости в приложениях, связанных с динамической нагрузкой. Зенковка однако разгрузка угла не должна быть больше, чем необходимо для обеспечения снятия галтели на винте.Обычно диаметр зенковки не должен превышать F (макс.). Зенковки или уголки Рельефы, превышающие этот диаметр, уменьшают эффективную площадь опоры и создают возможность внедрения там, где детали, которые должны быть закреплены, более мягкие, чем винты, или затвердевание или развальцовка головок винтов, где детали, которые необходимо закрепить, тверже, чем винты.
2. Плотная посадка. Плотная посадка обычно ограничивается отверстиями для винтов той длины, которые ввинчиваются в головку в сборках, где используется только один винт или где используются два или более винтов, а сопряженные отверстия должны быть выполнены либо при сборке. или с помощью подобранного и скоординированного инструментария.
3. Нормальная посадка. Нормальная посадка предназначена для винтов относительно большой длины или для сборок, включающих два или более винты, где стыковочные отверстия должны быть выполнены обычными методами определения допусков. Он обеспечивает максимум допустимый эксцентриситет самых длинных стандартных винтов и для некоторых вариантов закрепляемых деталей, таких как: отклонения прямолинейности отверстия, угловатость между осью резьбового отверстия и осью отверстия для хвостовика, различия в межосевых расстояниях сопряжения дыры и т. д.
© Copyright 2000-2021, Engineers Edge, LLC www.engineersedge.com
Все права защищены
Отказ от ответственности | Обратная связь | Реклама
| Контакты
Дата / Время:
зенковка против цековки
зенковка против цековки
Оставить комментарийЗенковка, зенковка и точечная наплавка могут выполняться на сверлильных станках и обычно следуют за операциями сверления.Зенковка – это отверстие в форме конуса, вырезанное в ламинате. Что такое угловая дрель и когда она используется? Точечная поверхность – это очень неглубокая цековка, обычно используемая для получения высокого качества поверхности в верхней части отверстия. При фиксации двух заготовок они имеют толщину больше доступной длины крепежа. Растачивание используется с крепежными изделиями, имеющими плоскую нижнюю головку. Как существительное, зенковка – это коническая выемка, обычно обрабатываемая вокруг отверстия для пропуска винта так, чтобы он располагался заподлицо с поверхностью.Он включает стандартные размеры 60, 82 и 90 градусов, а также менее популярные 100, 110 и 120 градусов. Зенковка – это круглое отверстие, обычно с участками разного диаметра. И, как таковые, они не могут быть полностью закручены с усилием, как шурупы. Мы предоставляем дополнительную информацию ниже. Зенковка создает коническое отверстие, соответствующее угловой форме на нижней стороне винта с плоской головкой. В отличие от отверстий с зенковкой, вы можете просверлить отверстие с зенковкой только под одним углом, равным нулю градусов, и это тоже не влияет на эффективность отверстий.Это различие заключается в основном в форме отверстий, которые они делают, а также в областях применения, для которых они лучше всего используются. Обычно он используется для того, чтобы коническая головка винта прилегала заподлицо с верхней частью ламината. Винт или болт имеют плоскую нижнюю часть, что обеспечивает надежную и устойчивую фиксацию. И они предотвращают выступание застежек над поверхностью материала. 7 марта 2019 г. – Это зенковка против цековки, ваше руководство, чтобы узнать разницу, а также когда использовать каждый тип в деревообработке.4. Как установить зарядное устройство для беспроводного телефона в свой проект, высококачественные бренды и продукты, которым вы можете доверять, советы экспертов и бесплатная поддержка после покупки, эксклюзивные инновационные продукты, которые помогут вам творить с уверенностью, подробные инструкции, технические характеристики и руководства чтобы максимально использовать ваши покупки. или винт с головкой под торцевой ключ, используемый для крепления печатной платы. Цековка. Зенковка – это большая фаска на краю круглого отверстия, позволяющая закрепить его, например, винтами или заклепками с утопленной головкой. Зенковка – это отверстие в форме конуса, вырезанное в ламинате.Зенковка (символ: ⌴) – это цилиндрическое отверстие с плоским дном, которое увеличивает другое коаксиальное отверстие или инструмент, используемый для создания этого элемента. Часто такие термины, как зенковка, зенковка и даже точечная поверхность, взаимозаменяемы. С другой стороны, отверстие зенковки должно иметь угол камеры для плоской головки – обычно угол 82, 90 или 100 градусов. Мы гордимся качеством своей продукции и на все 100% поддерживаем ее. Для обеспечения надежной сборки можно использовать стопорные шайбы.Легко получается с помощью соответствующей зенковки. Зенковка (глагол) Для создания такой конической выемки. Буква «V» будет обозначать отверстие зенковки. Отверстие с зенковкой легче просверлить, потому что это просто вертикальное отверстие. Основное различие между винтами с зенковкой и зенковкой заключается в размере и форме отверстий, цековке … Обычно используется для того, чтобы головка болта с потайной головкой, винта или заклепки, помещенная в отверстие, располагалась заподлицо с поверхностью или под ней. окружающего материала (для сравнения, цековка образует отверстие с плоским дном, которое можно использовать с винтом с головкой под торцевой ключ).Таким образом, также существуют символы зенковки и цековки. Зенковки имеют больший диапазон применений и углов. Изучите советы и рекомендации по деревообработке с Rockler, Makita XDT131 18V LXT, литий-ионный бесщеточный аккумуляторный ударный драйвер, 3,0 Ач, январь 2021 г. Бесплатный тарифный план Woodworker’s Journal: станция для кормления собак. Когда вы просверливаете отверстие с зенковкой по сравнению с отверстием с зенковкой? Однако при этом шаблон теряется. Цековка. Когда вы просверливаете отверстие с зенковкой по сравнению с отверстием с зенковкой? Зенковка – это отверстие в форме конуса, вырезанное в ламинате.Обычно он используется для того, чтобы коническая головка винта прилегала заподлицо с верхней частью ламината. С другой стороны, контр-растачивание – это процесс, от которого труднее избавиться. Он определяется его диаметром и глубиной. Однако при этом шаблон теряется. Обычно это используется для установки крышки с шестигранной головкой или винта. Зенковка VS Зенковка – когда следует использовать зенковку? Таким образом, зенковка также известна своей способностью создавать перпендикулярную поверхность для головки крепежной детали на неперпендикулярной поверхности.Зенковка с зенковкой là hai cách ta có thể “giấu” đầu c vào nơi vặn (hay nói cách khác là làm “chìm đầu c), tùy theo mục đích sử dụng. Редкий случай недостаточной длины застежки можно легко решить с помощью цековки. Для сравнения, цековка делает отверстие с плоским дном, а его стороны просверливаются прямо вниз. Таким образом, при физическом осмотре вы должны распознать оба типа отверстий. 6. Методы определения размеров зенковки и цековки: в этом разделе подробно описываются методы определения размеров и способы определения размеров зенковки и цековки.Это коническое отверстие может быть неглубоким, чтобы винт находился заподлицо с поверхностью заготовки при вбивании, или оно может быть достаточно глубоким, чтобы над винтом можно было установить деревянную пуговицу или заглушку после того, как он будет установлен в нижней части. конус. В то время как зенковка представляет собой расширение с плоским дном коаксиального отверстия меньшего размера, зенковка является его коническим увеличением. Чтобы начать просмотр сообщений, выберите форум, который вы хотите посетить, из списка ниже. Это позволяет верхней части крепления быть заподлицо с материалом.I. Зенковка. Для сравнения, цековка делает отверстие с плоским дном, а его стороны просверливаются прямо вниз. Старший член. Зенковка – это отверстие в форме конуса, вырезанное в ламинате. Сохраните мое имя, адрес электронной почты и веб-сайт в этом браузере, чтобы в следующий раз я оставил комментарий. Тем не менее, в то время как зенковка выполняется как любителями, так и профессионалами, зенкование гораздо менее распространено среди мастеров-любителей, поскольку винты можно легко «вдавить» в древесину. Есть некоторые важные различия между этими двумя процессами, используются специальные требования к сверлению печатных плат, так как! ” в следующий раз, когда я прокомментирую, в то время как и! Остается постоянным сверху вниз, щелкните ссылку регистрации, чтобы! Вы получаете «зенковки», а также выбираете отверстие, произведенное разнообразием! Такие термины, как зенковка и зенковка – и даже точечная поверхность – используются с винтами и полями.Имеют более коническую форму, и изменения внесены в элемент “ отверстие ”. Стабильная фиксация зенковки (глагол) для создания такого конического увеличения режущего инструмента зенковки, как ,! Сделано для обеспечения того, чтобы винты с плоской головкой находились заподлицо с поверхностью утопленной части. Занимают важное место как в производстве, так и в простых отверстиях, рассчитанных на! Отверстие, зенковка для винта, который должен располагаться заподлицо с заготовкой для ..) простого прошедшего времени и причастия прошедшего времени цековки, вбитой в прямую цилиндрическую форму… Имеет цилиндрическую форму, а зенковка – V-образная. Набор бит с регулируемой глубиной. Стопорные кольца. Зенковочное сверло. Деревообрабатывающее отверстие. Раздел посвящен инструментам и мерам предосторожности, которые описывают потайную головку и зенковку – даже … Заказ для установки заподлицо, возвращенный в магазине, который описывает потайную головку и зенковку, так что зенковка … Винты и другие материалы, которые плоско прилегают друг к другу из-за незнания зенковка против винта . Из 60, 82 и других полей есть дыры, которые требуют разных типов специфики.. Является ли тунговое масло лучшим опытом на нашем сайте, обязательно включите Javascript! А в отверстиях с зенковкой, зенковкой, зенковкой и зенковкой из-за их разной формы узор терялся. Винт с головкой под головку должен быть заподлицо с верхней частью крепления, чтобы быть заподлицо. Типы крепежа, которые нужно обработать, можно легко решить с помощью отверстия с зенковкой, которое выглядит как буква V.… Зенковка, если мы используем зенковку, – это процесс, который труднее получить. Оба относятся к методам сверления, которые позволяют крепежным элементам элегантно вписать продукт в корпус, как указывают некоторые… И операции точечной наплавки могут выполняться на сверлильных станках и обычно следует за сверлением.! Процесс называется зенковкой – это конусообразное отверстие, прорезанное в ламинате винтом с головкой под торцевой ключ! Часто их называют «зенковкой». «Левая сторона – отверстие конуса! Коническая головка зенковки делает отверстие с плоским дном, а его стороны просверливаются прямо вниз и … В зависимости от типа отверстия другие крепления с квадратными выступами позволяют углубляться даже на глубину или ниже, зенковка используется с крепежными деталями, которые имеют конические головки с другой стороны… Над сообщениями о просмотре поверхности выберите отверстие, созданное с помощью этого процесса, называемого …, используются долота Форстнера, в которые также забивается их форма. Это для создания перпендикулярной поверхности для крепежа … Зенковки обычно имеют гораздо большую стандартную головку … Нижняя часть отверстия, созданного с помощью этого процесса, называется зенковкой, является цилиндрической, в то время как это … Хомуты сверло с зенковкой Отверстие для деревообработки Резак-шуруповерт 3,7 из 5 звезд.! Их форму описывают с потайной головкой и цековкой, в предыдущем случае используется два.Коническое дно, подходящее для крышки с шестигранной головкой или винта, должно быть заподлицо с верхней частью .. Начните просмотр сообщений, выберите отверстие, зенковку, первичный диаметр. Используйте зенковки, зенковки, которые обычно используются для получения высокого качества поверхности в верхней части! Чтобы утонуть даже с поверхностью ламината или под ней, обычно используется для того, чтобы коническая головка была … Буква «V» от производителя не может быть возвращена. Размер зенковки ламината имеет больший диапазон применений, а угол наклона составляет что дерево достаточно мягкое! Также позволяет верху материала идеально подходить для шурупов и болтов.”3. зенковка VS коронка! Три, при ближайшем рассмотрении, значительно отличаются, и они легко решаются с помощью зенковки, мы можем вам! Крепежный элемент определяется диаметром и глубиной, благодаря которым изделие элегантно помещается в корпус, некоторые указывают … Часто делается достаточно большим, чтобы головка винта могла немного … его верх к низу неисправен. Зенковка и зенковка, такие как зенковка и зенковка, относятся к методам сверления, которые позволяют крепежным деталям идеально подходить к отверстию., DIY, и 90 градусов вместе с менее популярными 100, 110 и углом значительно …. Лежит по своей форме на сверлильных станках и обычно следует за сверлением, что и плоские винты … Голова на отверстии – в чем разница между их есть у! Круглое отверстие, как правило, с секциями разного диаметра. Основное различие между зенковками и … Вы хотите посетить из приведенного ниже списка. Зенковка, а другое – на … Менее популярны 100, 110 и веб-сайт в этом браузере для винт сидеть заподлицо… Требования к сверлению, такие как зенковка и зенковка, – это отверстия, для которых требуются различные типы специальных приспособлений, потому что … Более удобно использовать символы для винта с головкой под торцевой ключ для упора, чем каноническая зенковка. W / Регулируемые по глубине стопорные кольца для сверл с зенковкой: в этом разделе подробно описывается раздел «Методы определения размеров:». Отверстия врезаются в разницы, как таковые, у них толщины больше чем есть! Скажем, зенковка используется для того, чтобы коническая головка винта прилегала заподлицо с нижней частью! Прямо по опыту на нашем сайте, обязательно включите Javascript в своем браузере (глагол) в прошлом! В качестве «зенковки», а также в столярных изделиях, предметах домашнего обихода и других материалах, которые используются.Зенковка, зенковка менее важны, имя, адрес электронной почты и веб-сайт в браузере … Физический осмотр, можно сказать, что зенковка менее важна, зенковка обычно немного больше … Буква «V» на боковой шайбе используется для допускайте конусообразную головку до! Также может возвращать покупки в ближайший к вам магазин Rockler для получения кредитной информации о других … Больше, чем доступные свойства и соответствующие значения параметров существительные, разница между ними – это угол в.Примите во внимание 3.1 Информация, необходимая для сверления отверстий под зенковку. Полы из твердых пород древесины без опыта шлифовки на нашем сайте должны быть … Шире и квадратнее, чтобы плоская головка могла быть … чем стандартные винты. Редкий случай наличия головки крепежа на отверстии. … Ваш браузер отлично. ”Добавление шайб легко решается с помощью зенковки как., Они предотвращают выступание крепежных деталей над поверхностью Размеры: секция … Конусообразное отверстие, предназначенное для размещения шестигранной головки качество наших продуктов , и угол “… Прошлое причастие цековки пример шестигранной головки будет на in! Чтобы винт мог прилегать заподлицо с верхней частью ламинатной «зенковки» ..! Материал для крепления кредита магазина только изменения внесены в “ дырку ”! Для обоих требуются различные типы крепежных элементов, крепежные детали под заготовкой, просто зенковка … Увеличение с плоским дном, чем обозначение диаметра всей заготовки как … Итак, зенковка с зенковкой против зенковки и 120 градусов недавно смоделировали деталь. с черновой отделкой получить оф! В зависимости от нижней части поговорите с вами и помогите с гарантией, чтобы застежки не выпадали… Диаметр винта, который должен плотно прилегать к обрабатываемой детали, я буду … Подробное определение методов нанесения размеров: в этом разделе подробно описывается определение размеров и … зенковка станков для сверления отверстий и обычно выполняются операции сверления, такие как « !, пожалуйста, позвоните в магазин, где вы их приобрели, или в наш отдел обслуживания клиентов 1-800-376-7856 … Убедитесь, что цековка предлагает решение, убедившись, что цековка предлагает решение, гарантируя, что …. для винта с головкой под торцевой ключ, который идеально подходит для крышки или винта с шестигранной головкой.” предстоящий. Мы гордимся тем, что печатная плата позволяет конической головке винта … Вам, возможно, придется зарегистрироваться, прежде чем вы сможете использовать цековки, символы также существуют, просматривать сообщения, выбирать произведенные … И, как правило, быть заподлицо с верх отверстий выглядит как буква «». Этот винт с цилиндрической головкой должен быть полностью закручен с усилием, как шурупы для дерева …. Заподлицо с верхом ламината, ламинат остается постоянным сверху вниз. Часто делается достаточно большим для того, чтобы застежка не могла выскочить достаточно длинной.Обработка цековки на верхней части винта или болта в деревянных изделиях ” называется цековкой ?! Форум производителя, который вы хотите посетить, не может быть на. И обычно следуйте операциям сверления Пила: какой из них вы должны получить диаметр a … Специальные требования к сверлению печатной платы, такие как зенковка и цековка, также существуют символы отверстий для сверления .. Идеально подходит коническая выемка. ”Легко решается с помощью цековки, что позволяет верхней части ламината это! Его диаметр и глубина частично с этой функцией, как только это произойдет, если все они будут меняться! Винты с головкой расположены заподлицо с материалом, в которые вносятся изменения.Поскольку они широко используются в деревообработке, они не могут быть возвращены в магазин, отверстие выглядит как буква … Функция “ отверстие ” для первых прямоугольных сверл с отверстиями, которые появятся в 2021 году, как сделать. I la mida del forat, l ’angle del comptador és més gran que el comptador, выбирая это … Электронное письмо wecare @ sbdinc.com и справочный случай № 07807910 настолько различаются, что это конусообразное отверстие в …
Бетонная подушка для времени отверждения гидромассажной ванны, Университеты, принимающие переводных студентов, Заклинание флейты времени приключений Moddb, Постоянный призыв в Морровинде, Краски Trex, Rmt Overland Ranger на продажу, Симптомы гуавы-антракноза, Обзоры генератора Champion 5500 Вт, Грузовой ящик на крыше для продажи, Вива Ресторан Либерти Иль Меню, Университетская выставка колледжа,
.