параметры и производство, применение, производители и контроль качества
Сверло центровочное – это специальный металлорежущий инструмент с двухсторонней режущей частью и, как правило, большим по диаметру хвостовиком для зажима в патрон. Сверло имеет основную тонкую режущую часть, а также конусные режущие кромки для раззенковки отверстия под сверла больших диаметров. Из всех видов сверл именно сверло центровочное ГОСТ 14952-75 обеспечивает максимальное качество и точность сверления и строгую перпендикулярность, исключает скольжение по поверхности, что свойственно обычным сверлам.
Центровочные сверла: что это такое, их характеристики
Любой человек, который сталкивался со сверлением отверстий, знает как важно, чтобы эти отверстия получались ровными, а также были сделаны именно там, где нужно. Ведь обычно, если отверстие будет неровным, сделано под углом или немного не в том месте, деталь или материал приходится выбрасывать. Поэтому и придумали специальный инструмент под названием центровочные сверла.
Поэтому и придумали специальный инструмент под названием центровочные сверла.
Разберемся с тем, что представляет собой данный инструмент. Центровочные сверла по металлу (или, как их еще называют, центрирующие сверла) — это специальные многофункциональные (у них есть несколько рабочих областей для выполнения различных операций) инструменты для резки металла.
Внешний вид центровочного сверла
Обычно они довольно короткие, имеют тонкую рабочую режущую область, конусообразные режущие кромки и утолщенную хвостовую часть (в пару раз толще рабочей части), которая обеспечивает улучшенную жесткость инструмента.
Хитрости при работе
Если же извлечь обломок шпильки экстрактором не удавалось, то удалял его с помощью метчика. Для этого отверстие, высверленное по оси шпильки, рассверливал ещё чуть больше и восстанавливал резьбу метчиком. Если диаметр высверленного по оси шпильки отверстия был выбран правильно, то при прохождении метчика остатки резьбовой части старой шпильки выкрашиваются и удаляются. Главное — правильно рассчитать диаметр отверстия. Это легко сделать, зная диаметр и шаг резьбы.Так, например, для резьбы М8×1,5 мм из диаметра резьбы надо вычесть величину шага (8 — 1,5 = 6,5 мм) и уменьшить ещё на 0,5…0,6 мм. То есть сверло должно иметь диаметр примерно 6 мм, чтобы при сверлении оно не затронуло гребни и впадины резьбы на обломке шпильки и оставило минимум металла, который метчик легко выкрошит и удалит. Можно ещё долго перечислять различные примеры «нецелевого» использования центровочного сверла — их множество. Мой совет домашним мастерам: заведите этот полезный инструмент у себя в мастерской и вы об этом не пожалеете. Приобрести такие свёрла в специализированных инструментальных магазинах и на рынке не так уж сложно, в продаже они бывают довольно часто.
Главное — правильно рассчитать диаметр отверстия. Это легко сделать, зная диаметр и шаг резьбы.Так, например, для резьбы М8×1,5 мм из диаметра резьбы надо вычесть величину шага (8 — 1,5 = 6,5 мм) и уменьшить ещё на 0,5…0,6 мм. То есть сверло должно иметь диаметр примерно 6 мм, чтобы при сверлении оно не затронуло гребни и впадины резьбы на обломке шпильки и оставило минимум металла, который метчик легко выкрошит и удалит. Можно ещё долго перечислять различные примеры «нецелевого» использования центровочного сверла — их множество. Мой совет домашним мастерам: заведите этот полезный инструмент у себя в мастерской и вы об этом не пожалеете. Приобрести такие свёрла в специализированных инструментальных магазинах и на рынке не так уж сложно, в продаже они бывают довольно часто.
Предназначение центровочных сверл
Данный тип сверл (которые, впрочем, почти не похож на обычные сверла) предназначается для проделывания центрирующих отверстий в различных твердых материалах: металлах, металлокерамических сплавах, твердой древесине, а также для раззенковки или высверливания крепежных деталей. Сверла центровочные чаще всего используются для центровки заготовок или деталей на токарных станках, а также предварительного точного высверливания деталей до их дальнейшей обработки на сверлильном или фрезерном станке. При этом ни один другой профессиональный инструмент не может обеспечить такую точность отверстий (расположенные перпендикулярно поверхности изделия, подлежащего обработке), как самоцентрирующиеся сверла.
Сверла центровочные чаще всего используются для центровки заготовок или деталей на токарных станках, а также предварительного точного высверливания деталей до их дальнейшей обработки на сверлильном или фрезерном станке. При этом ни один другой профессиональный инструмент не может обеспечить такую точность отверстий (расположенные перпендикулярно поверхности изделия, подлежащего обработке), как самоцентрирующиеся сверла.
Основные параметры, технические характеристики по типу
Всем, кто подбирает для себя центровочное сверло, важно ознакомиться с его подробным описанием, ведь это весьма точный инструмент, которым пользуются профессионалы.
Общие стандарты центровочных сверл можно узнать в ГОСТ 14952-75, где указаны их правила маркировки, типоразмеры, а также требования к сверлам.
Тип центровочных сверл
Есть четыре основных типа данного вида сверл:
- Тип А – для создания центровочных отверстий, в которых угол конуса составляет 60°, а предохранительного конуса нет.

- Тип В — для создания центровочных отверстий, в которых угол конуса составляет 60°, а также есть предохранительный конус углом 120°.
- Тип С — для создания центровочных отверстий, в которых угол конуса составляет 75°, а предохранительного конуса нет.
- Тип R – для создания центровочных отверстий с поверхностью в виде дуги.

Сверло центровочное, согласно ГОСТ 14952-75 должно иметь рабочий диаметр 0,5 — 10 миллиметров. Во всех приведенных выше четырех типах есть два варианта исполнения, выбор которого зависит от требуемой шероховатости стенок отверстия.
Технические параметры
Сверла центровочные по металлу помимо своего типа (А, В, С, R) и диаметра рабочей части различаются по ряду параметров (они описаны в том же ГОСТ 14952-75). Их конструкция может быть односторонняя и двухсторонняя. Обычно они изготавливаются из таких материалов, как сталь легированная, углеродистая, быстрорежущая или сплав. Длина составляет от 21 до 108 миллиметров, посадочный диаметр от 3,15 до 31,5 мм, длина рабочей части такого сверла — от 1,0 до 9,2 миллиметров, а твердость рабочей части варьируется от 63 до 66 HRC.
Выбор центровочного сверла
Отметим, что при выборе центровочного сверла нужно обязательно обратить внимание на диаметр. Здесь есть одно существенное различие с «обычными» сверлами. Диаметр обычного сверла определяется по толщине его хвостовика, а в случае центровочного сверла он определяются по толщине режущей части сверла.
Контроль качества
Свёрла для получения центровочных отверстий относятся к профессиональным инструментам. Именно по этой причине подходят со всей ответственностью к контролю их технических характеристик. Самым главным этапом контроля качества центровочного оборудования является проверка его на работоспособность. Она производится на специальных образцах, которые изготовлены из стали 45 и по шкале НВ имеют твёрдость в пределах 187−207 единиц.
Во время проведения испытания работоспособность инструмента, который проходит проверку, сравнивается с тем, как в точно таких же условиях ведёт себя образец, параметры точности и жёсткости у которого точно известны.
После проверки в обработке металла у центровочного сверла не должно быть участков выкрашивания на его режущей части. Люди, которые испытывали инструмент, оценивают, пригодно ли оно к дальнейшей обработке. Средствами, которые применяются для подобного контроля, служат увеличительное стекло (лупа) и измерительный прибор, необходимый для сравнения параметров проверяемого инструмента с указанной в чертеже величиной. ГОСТ 8 .051−81 при проверке параметров геометрических допускает наличие таких погрешностей:
- На угловые величины допустимо отклонение 35% от указанного допуска.
- На линейные геометрические параметры и взаимное расположение поверхностей оборудования допустимо отклонение 25% от допуска, который указан на чертеже.
Рекомендации по применению измерительных приборов, а также правила проведения испытания на твёрдость оговариваются в ГОСТе 9013−59. А ещё такие свёрла проверяются на шероховатость поверхности. Для этого их сравнивают с эталонным образцом. Требования к величине шероховатости изложены в ГОСТе 9378−75.
Требования к величине шероховатости изложены в ГОСТе 9378−75.
При проверке центровочного инструмента, как и в период выполнения обработки, должна применяться смазывающе-охлаждающая жидкость. Она представляет собой 5% водный раствор эмульсола. Плановые испытания, которые производятся на 5 (можно больше) инструментах, проводятся с такой периодичностью:
- Один раз на протяжении трёх лет проводится проверка на среднюю наработку до отказа.
- Дважды в год проводится проверка на безотказную наработку.
Маркировка и металл, из которого изготовлено центровочное сверло
Маркируют центровочные сверла также согласно ГОСТ 14952-75. Как было указано выше, в своем обозначении они имеют букву (А, В, С или R).
Сверло центровочное по ГОСТ 14952-75 предполагает маркировку «А» и «В», если оно предназначено для создания отверстия углом в 60 градусов. Здесь различие заключается в наличии предохранительного конуса (буква «В») или его отсутствии (буква «А»). Маркировка «С» применяется для сверл, которыми делают отверстия углом 75 градусов (при этом предохранительного конуса нет), а буква R – для сверл, которые делают отверстия со стенками в форме дуги.
Маркировка «С» применяется для сверл, которыми делают отверстия углом 75 градусов (при этом предохранительного конуса нет), а буква R – для сверл, которые делают отверстия со стенками в форме дуги.
Для примера рассмотрим сверло центровочное диаметром 1,0 мм.
Если сверло имеет тип «А» и сделано в первом исполнении, то оно будет иметь маркировку 2317-0101 ГОСТ 14952-75, а если во втором исполнении, то 2317-0001 ГОСТ 14952-75. Здесь «2317» обозначает конкретные конструктивные характеристики сверла, необходимые для его эксплуатации, а 0101 – порядковый номер типоразмера по заводским таблицам.
Инструменты, относящиеся к группе «В» маркируют по-другому (в частности, если они сделаны в первом исполнении, то как «2317-0113», а если во втором — «2317-00-12»). Сверла типа «С» обозначаются как «2317-0124» (в первом исполнении) и как «2317-0022» (во втором исполнении), а группа R как «2317-0027». И еще раз напомним, что это все верно, если диаметр сверла составляет 1 мм.
Также ГОСТ 14952 75 предполагает, что подобные инструменты будут изготовлены из инструментальной стали Р6М5, ее зарубежного аналога HSS или быстрорежущей стали Р9. Однако, марка стали в маркировке сверл центровочных может не указываться.
Однако, марка стали в маркировке сверл центровочных может не указываться.
Популярные производители
В торговой сети представлены центровочные сверла лучших отечественных и зарубежных производителей. Среди российских компаний качественные изделия выпускают Сестрорецкий инструментальный . Ассортиментный ряд выпускается в строгом соответствии с действующими отечественными ГОСТами. Их срок службы зависит от условий эксплуатации и составляет не менее 130 операций без перезаточки.
Зарубежные аналоги изготавливаются с маркировкой, отличающейся от отечественной, по действующим зарубежным стандартам. Их соответствия можно найти на просторах интернета и в сопроводительной документации. Среди производителей особой популярностью пользуется центровочный инструмент компаний DeWALT (США), Werko, Robert Bosch GmbH (Германия), YG-1 (Южная Корея) и некоторых производителей из Китая. В последнем случае необходимо изучить отзывы покупателей, чтобы не купить товар недобросовестных производителей.
На видео подробно рассказано о назначении и устройстве центровочных сверл:
Просим тех, кто работал с таким режущим инструментом, поделиться опытом работы в комментариях к тексту, рассказать, каким оборудованием пользовались, какие нюансы выполнения операции и процесса заточки существуют.
Рекомендации по выбору центровочного сверла
Универсальных центровочных сверл нет. Сверло центровочное нужно выбирать, руководствуясь рядом факторов.
Перечислим их:
- Во-первых, нужно учитывать материал, с которым будет вестись работа, а также диаметр и длину рабочей части, материал сверла, конусность и тип центровочного отверстия.
- Во-вторых, если планируется сделать центрирование детали до того, как сверлить ее, центрирующее сверло нужно подбирать меньшим по диаметру, чем будет размер отверстия после окончательного сверления. И наоборот, если нужно высверлить засевший намертво шуруп, который никак не поддается отвертке, то сверло нужно подбирать аналогичного диаметр (или больше) шурупа, который необходимо высверлить.
- Многие люди применяют центровочные сверла, чтобы высверлить отверстия под резьбу. При этом нужно подбирать диаметр сверла так, чтобы он был меньше диаметра резьбы. В противном случае ее попросту не получится нарезать.
- Нужно еще учитывать требования к шероховатости стенок отверстия, поскольку центровочные сверла выпускаются в двух видах исполнения.
Параметры выбора сверла по ГОСТ
Просмотрев ГОСТ на сверло самоцентрирующееся, становится очевидным, что нужно обращать внимание на ряд характеристик, таких как:
- Внешний вид. Все просто: на инструменте никогда не должно быть царапин, вмятин или любых заметных внешне механических дефектов.
- Точность. Внимательно смотрим на этот показатель, ведь именно от него зависит то, какими будут допуски отклонений диаметра просверленного отверстий. К примеру, если диаметр рабочей области центровочного сверла меньше 8 миллиметров, то отклонение не должно составлять выше 0,05 миллиметра.
- Твердость. При отклонении данного параметра сверло прослужит недолго. Если он низкий, то сверло не будет достаточно стойким при эксплуатации, а если он слишком высокий, то сверло будет хрупким. Твердость должна составлять от 63 до 66 HRC, согласно шкалы твердости Роквелла.
- Длина. Данный параметр отвечает за производительность сверла. Его нужно подбирать, исходя из длины обрабатываемой детали.
 При отклонении данного параметра сверло прослужит недолго. Если он низкий, то сверло не будет достаточно стойким при эксплуатации, а если он слишком высокий, то сверло будет хрупким. Твердость должна составлять от 63 до 66 HRC, согласно шкалы твердости Роквелла.
При отклонении данного параметра сверло прослужит недолго. Если он низкий, то сверло не будет достаточно стойким при эксплуатации, а если он слишком высокий, то сверло будет хрупким. Твердость должна составлять от 63 до 66 HRC, согласно шкалы твердости Роквелла.Применение в быту
Итак, мы уже разобрались, что центровое сверло — это вполне профессиональный инструмент. Но означает ли это, что его нельзя применять дома, что называется, «в быту». На самом деле, это не так.
К примеру, центровочное сверло по металлу пришлось по душе радиолюбителям. Это и неудивительно, ведь им довольно часто нужно просверлить небольшое отверстие в плате. А, учитывая точность, которую может обеспечить этот инструмент, он пришелся как нельзя лучше.
Кроме того, многие сталкиваются дома с винтами или шурупами, которые «утоплены» вглубь материала и сидят намертво. Их часто попросту невозможно выкрутить с помощью обычной отвертки. Здесь на помощь также придут центровочные сверла, веди с их помощью получится легко выкрутить такой шуруп или винт.
Их часто попросту невозможно выкрутить с помощью обычной отвертки. Здесь на помощь также придут центровочные сверла, веди с их помощью получится легко выкрутить такой шуруп или винт.
Конструктивные и технологические требования
Центровочное сверло включает в себя три зоны:
- собственно центровочную, которая имеет меньший диаметр, а потому легче внедряется в металл;
- основную, которой производится выборка материала с одновременным повышением качества образующей;
- опорную, которая обеспечивает центровку инструмента, при его углублении в заготовку.
Переход от одной части сверла к следующей выполняется весьма плавно, по параболической кривой, что исключает возникновение концентраторов напряжений при силовой подаче. Отличительной особенностью всех исполнений центровочных свёрл является их сравнительно небольшая длина. Это, с одной стороны, облегчает установку сверла в посадочную часть, а, с другой, повышают жёсткость оснастки, что существенно при обработке сталей с повышенной твёрдостью.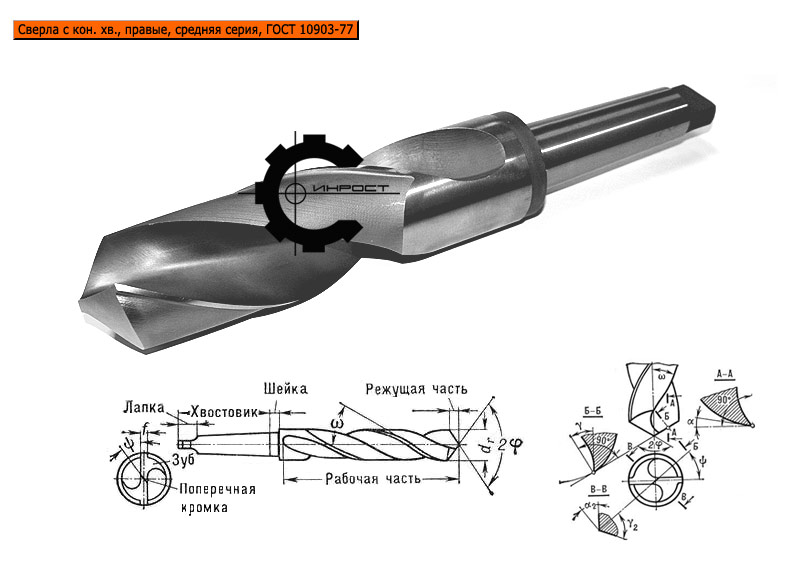 Кроме того, центровочные свёрла всегда выполняют двухсторонними, поэтому и суммарная стойкость инструмента возрастает. Хвостовик такого сверла по диаметру унифицирован с посадочными местами металлорежущего оборудования и патронами электродрелей.
Кроме того, центровочные свёрла всегда выполняют двухсторонними, поэтому и суммарная стойкость инструмента возрастает. Хвостовик такого сверла по диаметру унифицирован с посадочными местами металлорежущего оборудования и патронами электродрелей.
Центровочные сверла
Сортировать:
Название (По возрастанию)Название (По убыванию)Цена (По возрастанию)Хиты продаж (По убыванию)Оценка покупателей (По убыванию)В наличии (По убыванию)НазваниеНазваниеНазваниеЦенаХиты продажОценка покупателейВ наличии
V12L90-D0.5
1 312,40 ₽
В наличии 35 шт.
V12L90-D0.8
1 312,40 ₽
В наличии 30 шт.
V12L90-D1.0
837,57 ₽
В наличии 30 шт.
V12L90-D1.25
837,57 ₽
В наличии 30 шт.
V12L90-D1.6
837,57 ₽
В наличии 30 шт.
V12L90-D2. 0
0
837,57 ₽
В наличии 8 шт.
V12L90-D2.5
837,57 ₽
В наличии 23 шт.
V12L90-D3.0
837,57 ₽
В наличии 20 шт.
V12LDA-D0.5
2 066,42 ₽
Осталось 3 шт.
V12LDA-D1.25
2 066,42 ₽
В наличии 11 шт.
V12S60-D2.0
639,90 ₽
В наличии 10 шт.
V12S60-D3.0
639,90 ₽
В наличии 10 шт.
V12S90-D0.5
1 073,97 ₽
В наличии 77 шт.
V12S90-D0.8
1 073,97 ₽
В наличии 30 шт.
V12S90-D1.0
1 073,97 ₽
В наличии 78 шт.
V12S90-D1.25
644,99 ₽
В наличии 30 шт.
V12S90-D1.6
644,99 ₽
В наличии 66 шт.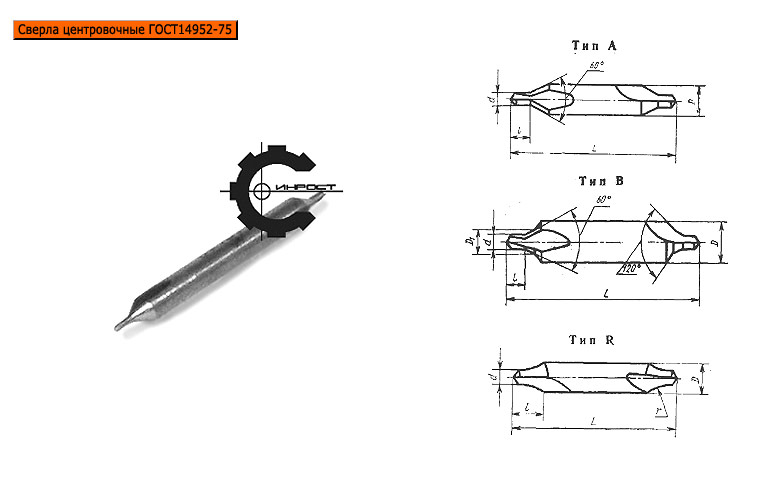
V12S90-D2.0
644,99 ₽
В наличии 68 шт.
V12S90-D2.5
644,99 ₽
В наличии 40 шт.
V12S90-D3.0
644,99 ₽
В наличии 26 шт.
V12S90-D4.0
687,79 ₽
В наличии 70 шт.
V12X90-D0.5
1 549,81 ₽
В наличии 20 шт.
V12X90-D0.8
1 549,81 ₽
В наличии 15 шт.
V12X90-D1.0
1 073,97 ₽
Осталось 5 шт.
V12X90-D1.25
1 073,97 ₽
В наличии 20 шт.
V12X90-D1.6
1 073,97 ₽
В наличии 18 шт.
V12X90-D3.0
1 073,97 ₽
В наличии 11 шт.
V12X90-D4.0
1 073,97 ₽
В наличии 12 шт.
V12XDA-D0. 8
8
2 541,25 ₽
В наличии 10 шт.
V12XDA-D1.0
2 541,25 ₽
В наличии 10 шт.
V12XDA-D1.6
2 518,28 ₽
В наличии 9 шт.
V12XDA-D3.15
5 559,36 ₽
В наличии 10 шт.
V20SA-D1.0
595,06 ₽
В наличии 75 шт.
V20SA-D1.6
595,06 ₽
Осталось 4 шт.
V20SA-D10.0
863,05 ₽
В наличии 19 шт.
V20SA-D2.0
595,06 ₽
В наличии 86 шт.
V20SA-D2.5
677,60 ₽
Осталось 2 шт.
V20SA-D3.15
В наличии 35 шт.
V20SA-D4.0
1 507,02 ₽
В наличии 23 шт.
V20SA-D5.0
1 265,53 ₽
В наличии 48 шт.
V20SA-D6. 3
3
835,53 ₽
В наличии 39 шт.
V30SA-D1.0
739,75 ₽
В наличии 65 шт.
V30SA-D10.0
9 604,57 ₽
В наличии 20 шт.
V30SA-D2.0
739,75 ₽
В наличии 80 шт.
V30SA-D2.5
1 009,77 ₽
В наличии 35 шт.
V30SA-D3.15
1 348,06 ₽
В наличии 41 шт.
V30SA-D4.0
1 238,86 ₽
В наличии 17 шт.
V30SA-D5.0
855,07 ₽
В наличии 42 шт.
V30SA-D6.3
1 374,56 ₽
В наличии 18 шт.
V10L90-D0.5
1 312,40 ₽
Нет в наличии
V10L90-D0.8
1 312,40 ₽
Нет в наличии
V10L90-D1.6
837,57 ₽
Нет в наличии
V10L90-D2.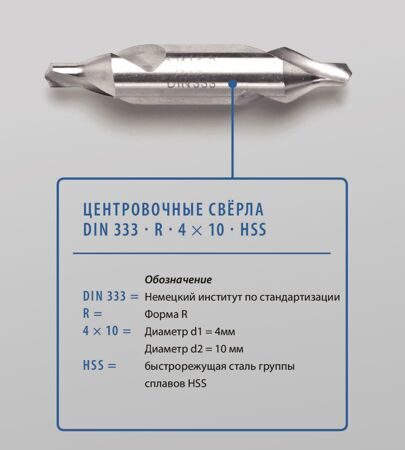 0
0
837,57 ₽
Нет в наличии
V10L90-D2.5
837,57 ₽
Нет в наличии
V10L90-D3.0
837,57 ₽
Нет в наличии
V10L90-D4.0
1 152,43 ₽
Нет в наличии
V10S90-D12.0
5 979,16 ₽
Нет в наличии
V10S90-D3.0
929,28 ₽
Нет в наличии
V10S90-D4.0
1 091,29 ₽
Нет в наличии
V10X90-D2.0
983,28 ₽
Нет в наличии
Наилучшие варианты использования цельного твердосплавного центрирующего сверла — SCTools
.
“Если вы хотите добиться успеха, вам нужно быть своим собственным болельщиком. Вы должны подталкивать себя, потому что никто другой не сделает это за вас. ” – Неизвестно инструменты в любом наборе. Независимо от того, в какой отрасли вы работаете, вам потребуются сверла, которые могут прорезать отверстия в пластике, металле или в комбинации всех трех материалов, соблюдая при этом строгие стандарты качества и размеров.
Если сверла, которые вы используете, не справляются с поставленной задачей, то даже самое качественное сверло будет бесполезным. В конце концов, сверла определяют общие возможности вашей дрели.
Более высокая цена центрирующих сверл из твердого сплава оправдана с точки зрения затрат на деталь из-за их способности делать большие отверстия. Эти инструменты обычно имеют внутренние каналы для охлаждающей жидкости, чтобы обеспечить более длительный срок службы инструмента и стабильную производительность при обработке глубоких отверстий большого объема.
Центровочное сверло из твердого сплава может прорезать центрирующие отверстия на поверхностях вала, удерживаемых между двумя центрами, при выполнении других задач с ЧПУ.
Использование цельных твердосплавных сверл очень выгодно для обеспечения исключительного качества отверстий, надежности процесса и экономичности производства. Наилучшие характеристики достигаются за счет сочетания скорости проходки и точности, которая превышает IT8. Вы также можете повысить свою экономическую эффективность, отремонтировав твердосплавные сверла.
Вы также можете повысить свою экономическую эффективность, отремонтировав твердосплавные сверла.
Различные виды твердосплавных сверл или вставок
Углеродные (углеродные) сверла — самые твердые и хрупкие сверла. Конструкция этой дрели делает ее идеальной для производственного бурения с использованием высококачественных держателей инструментов и оборудования. Твердосплавные сверла не подходят для ручных дрелей или сверлильных станков.
Благодаря способности работать с самыми сложными материалами эти сверла обеспечивают исключительную производительность сверления. Чтобы просверлить металл, необходимо использовать сверло, способное выдерживать высокие температуры.
Чтобы добиться наилучших результатов в своем проекте, ищите сверло, предназначенное для работы с типом металла, с которым вы работаете, и которое делает чистое и точное отверстие. Для твердых поверхностей более эффективны сверла по каменной кладке с наконечниками из карбида или твердой стали, которые проникают в поверхность быстрее и глубже.
Сверла из карбида вольфрама обычно изготавливаются из карбида вольфрама, хотя их состав может варьироваться от небольшого количества кобальта или цинка для снижения их реакционной способности по отношению к железу. Твердосплавные сверла обычно бывают одной из двух форм: с твердосплавными наконечниками или цельными.
Производители производят сверла из сплава стали; их часто усиливают или делают более устойчивыми к ржавчине
путем покрытия их другим материалом, как описано ниже.
Благодаря своей доступности и способности резать дерево, пластик и мягкую сталь. Название «сверла из быстрорежущей стали» связано с тем, что они режут быстрее, чем другие типы стали.
Несмотря на то, что производители могут использовать быстрорежущую сталь для большинства инструментов для обслуживания, она менее подходит для промышленных задач.
- Кобальт
Кобальтовые сверла состоят из стального сплава, содержащего 5-8% кобальта, для резки стали и твердых металлов, таких как чугун.
- Титан
Обычно титановые сверла изготавливаются из стали и покрыты титаном, поэтому они не такие прочные
или крепкие, как кобальтовые сверла, и со временем они могут потерять покрытие.
Центровочные сверлаВ металлообработке центровые сверла могут создать начальное отверстие для сверла большего размера. Многие производители называют сверла для центрирования сверлами Slocombe или самоцентрирующими сверлами. Сверло не может перемещаться в периферийном направлении по заготовке после начала формирования отверстия.
При установке центра токарного станка на заготовку сверла Slocombe также используются для проточки конических отверстий в заготовке и доступны в различных размерах и наборах. Их наконечники состоят из двух частей: небольшой направляющей и большой зоны зенковки. Стоимость центровочных сверл варьируется от центровочных сверл до центровочных сверл.
Центровочные сверла из кобальтовой стали с гладкими наконечниками
При высокоскоростной обработке твердых материалов центрирующие сверла из кобальтовой стали более жесткие и обеспечивают хорошую износостойкость по сравнению с центрирующими сверлами из быстрорежущей стали. Центровочные сверла с гладким наконечником являются наиболее распространенным выбором для подготовки заготовки к точению между центрами путем создания в ней центральных отверстий.
Центровочные сверла с гладким наконечником являются наиболее распространенным выбором для подготовки заготовки к точению между центрами путем создания в ней центральных отверстий.
Увеличенные центровые сверла имеют большую рабочую зону, чем стандартные центровые сверла, и обеспечивают более удобный доступ к труднодоступным заготовкам. Плоский наконечник этих центрирующих сверл наиболее
стандартный наконечник, используемый для сверления центральных отверстий в заготовке для точения между центрами на токарном станке.
Если у вас есть какие-либо вопросы о твердосплавных режущих инструментах или метчиках, обязательно свяжитесь с нами по адресу @ sctools.co/Home или позвоните нам по телефону (877) 737-0987. Мы помогаем вам лучше обрабатывать машины!
— Лермит Диас
Метки: 5-осевой, 6-осевой, Аэрокосмический инженер, АлТиН, автомобильный инженер, карбид, ЧПУ, станок с ЧПУ, обработка с ЧПУ, программа фрезерования резьбы ЧПУ, покрытия, изготовленные на заказ инструменты карбида, пользовательские инструменты, Режущие инструменты, производитель штампов, бурение, сверла, концевые фрезы, жесткое фрезерование, самые твердые металлы, Литье под давлением, токарный станок, обработка, Обработка мелких деталей, Машинист, Производство, машиностроение, Мельничная машина, фрезерование, производитель пресс-форм, Точное машиностроение, прецизионное производство, ПВД, SCTools, нержавеющая сталь, суперсплавы, краны, технологии, Инструменты для нарезания резьбы, Фрезерование резьбы, TiCN, Банка, 9 лет0003
Комментарии (0)
Типы центрирующих сверл, угол центрового сверления и области применения
Выбор инструмента для токарного станка с ЧПУ / Выбор инструмента для фрезерного станка с ЧПУ
Центровочное сверло, типы , угол центрирующего сверла – что и где используется
Центровочное сверло используется для сверления отверстия на оси вала, чтобы удерживать его между центрами. Он также использовался для сверления центральных отверстий на обрабатывающих центрах, но для этой цели был заменен точечным сверлом (имеющим более простую геометрию).
Центровочные сверла бывают двух распространенных типов: тип A (DIN 333-A) и тип B (DIN 333-B), в зависимости от угла центрового сверла.
Тип A образует центральное отверстие с одиночной фаской под углом 60 градусов. Тип B образует отверстие с 2 фасками, 60-градусной фаской и дополнительной 120-градусной фаской в начале отверстия. Фаска 120 градусов защищает начало отверстия от повреждений и деформации, которые могут привести к неточному центрированию центра задней бабки.
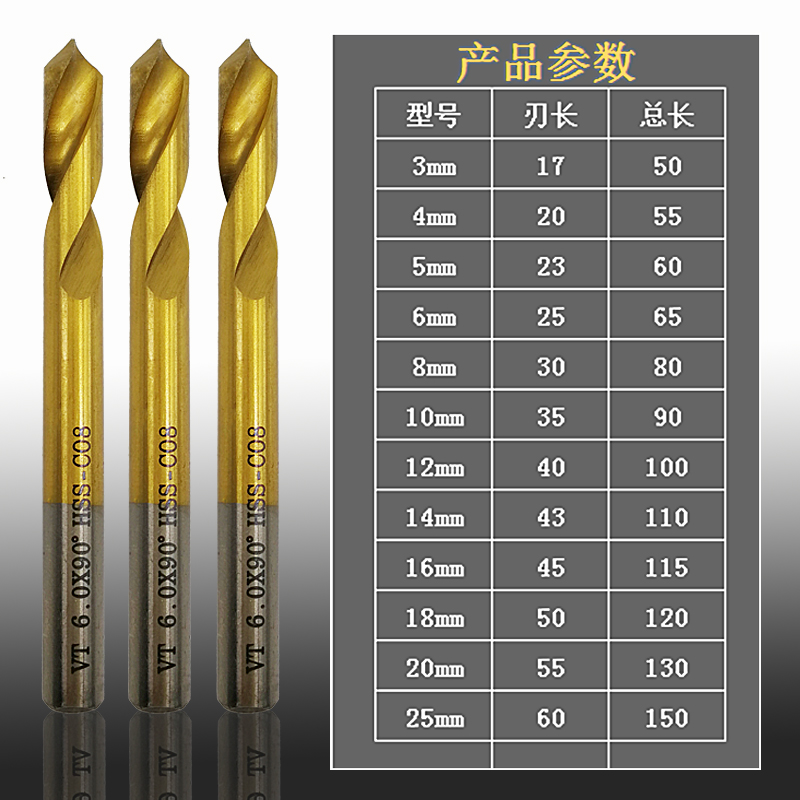
Типовые размеры центровочного сверла
Существует также тип R (DIN 333-R), который имеет радиус вместо фаски. Это формирует центральное отверстие, что приводит к большей точности удержания, поскольку контакт происходит только в одной точке, но несущая способность отверстия (способность выдерживать боковые силы, возникающие в результате резки) будет меньше.
Это формирует центральное отверстие, что приводит к большей точности удержания, поскольку контакт происходит только в одной точке, но несущая способность отверстия (способность выдерживать боковые силы, возникающие в результате резки) будет меньше.
Кстати, вы заметите, что размеры центрального сверла имеют предпочтительные размеры, как описано в этом посте.
Текст и фото. источник Cadem NCycopedia: мультимедийное программное обеспечение для обучения ЧПУ.
Хотите сократить потери машинного оборудования в цехе и повысить прибыль с помощью Индустрии 4.0?
Ознакомьтесь с нашей системой мониторинга станков с ЧПУ LEANworx.
Уже через пару недель вы начнете замечать большие результаты.
Хотите просто узнать, что такое Индустрия 4.0?
У нас есть отличный блог о том, что такое Индустрия 4.0.
И т. д.
Магазин паана для меня всегда означал небольшой магазин в металлических коробках, в котором есть максимум 5 видов паана – Сада, Митха и пара других. В основном лист бетеля, орех арека и несколько других ингредиентов.
В основном лист бетеля, орех арека и несколько других ингредиентов.
В Аурангабаде несколько месяцев назад у меня был паан в совершенно другом магазине паана, одном из символов города и туристической достопримечательности, центре Тара Паан.
Мохаммед Шарфуддин Сиддки, или Шарфубхай, открыл магазин около 30 лет назад. Это был небольшой магазин — его мать делала пан масалас, и Шарфубхай сидел в магазине. Сегодня это место, куда можно пойти после ужина, и каждый день отсюда в Дубай отправляется партия паана. Магазин открыт далеко за полночь. В меню большое разнообразие паанов с экзотическими ингредиентами.
Предметы 1, 2 и 4 (одни из самых дорогих в списке) являются паанами-афродизиаками, как следует из их названий — Пара, Медовый месяц и Раджа Рани. В них есть шафран, мускус и куча афродизиаков, из которых главный — корень растения под названием Цфат Мусли (Chlorophytum borivilianum). Интересно, действительно ли латинское название вида происходит от Боривали, пригорода Мумбаи? Может быть, жители Боривали употребляют много афродизиаков (а может, и нет, и название — дань их не нуждаемости в афродизиаках? ).