Паспортные данные токарно-винторезных станков | Учебные материалы
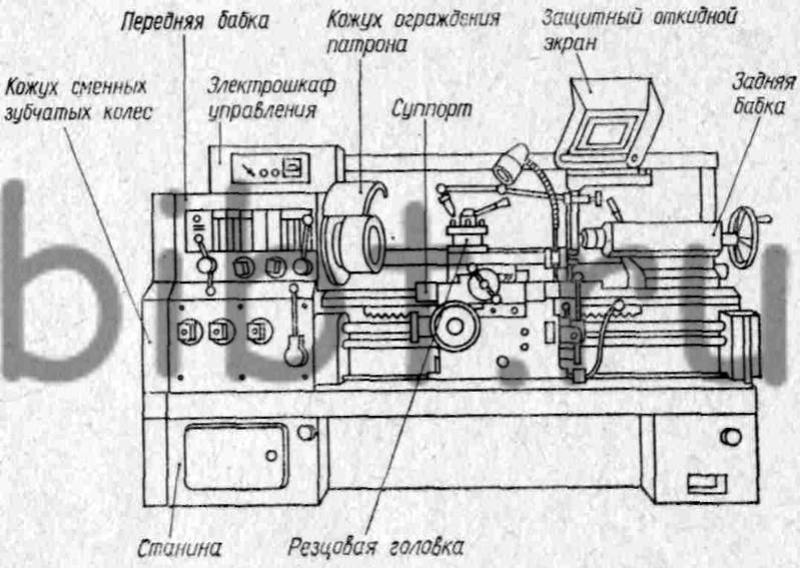
Токарно-винторезный станок 16К20
- Наибольший диаметр обрабатываемой заготовки, мм: над станиной -400; над суппортом – 220.
- Наибольшая длина обрабатываемого изделия 2000 мм.
- Высота резца, устанавливаемого в резцедержателе, 25 мм.
- Мощность двигателя И, = 10 кВт; КПД станка η = 0,75.
- Частота вращения шпинделя, мин-1: 12,5; 16; 20; 25; 31,5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 500; 630; 800; 1000; 1250; 1600.
- Продольная подача, мм/об; 0,05; 0,06; 0,075; 0,09; 0,1; 0,125; 0,15; 0,175; 0,2; 0,25; 0,3; 0,35; 0,4; 0,5; 0,6; 0,7; 0,8; 1; 1,2; 1,4; 1,6; 2; 2,4; 2,8.
- Поперечная подача, мм/об: 0,025; 0,175; 0,2; 0,25; 0,3; 0,35; 0,4; 0,5; 0,7; 0,8; 1; 1,2; 1,4.
- Максимальная осевая составляющая силы резания, допускаемая механизмом подачи, Рх = 6000 Н.
Токарно-винторезный станок 16Б16П
- Наибольший диаметр обрабатываемого изделия, мм: над станиной – 320; над суппортом – 180.

- Наибольшая длина обрабатываемой заготовки 1000 мм.
- Высота резца, устанавливаемого в резцедержателе, 25 мм.
- Мощность двигателя Nд = 6,3 кВт; КПД станка η = 0,7.
- Частота вращения шпинделя, мин-1: 20; 25; 31,5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 500; 630; 800; 1000; 1250; 1600; 2000.
- Продольная подача, мм/об: 0,05; 0,06; 0,07; 0,08; 0,1; 0,12; 0,15; 0,17; 0,2; 0,25; 0,3; 0,35; 0,4; 0,5; 0,6; 0,7; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,4; 2,8.
- Поперечная подача, мм/об: 0,025; 0,05; 0,06; 0,07; 0,08; 0,1; 0,12; 0,15; 0,17; 0,2; 0,25; 0,3; 0,35; 0,4; 0,5; 0,6; 0,7; 0,8; 1,0; 1,2; 1,4.
- Максимальная осевая составляющая силы резания, допускаемая механизмом подачи, Рх = 6000 Н.

Токарно-винторезный станок 1М61
- Наибольший диаметр обрабатываемого изделия, мм: над станиной – 320; над суппортом – 180.
- Наибольшая длина обрабатываемой заготовки 700 мм.
- Высота резца, устанавливаемого в резцедержателе, 16 мм.
- Мощность двигателя Nд = 4 кВт; КПД станка η = 0,75.
- Частота вращения шпинделя, мин-1: 12,5-1600.
- родольная подача, мм/об: 0,08-1,9. Поперечная подача, мм/об: 0,04-0,95.

Дальше >
Лекции по технологии конструкционных материалов >
Рекомендуемая литература >
Сохранить или поделиться с друзьями
Вы находитесь тут:
Уважаемые студенты!
Специалисты нашего сайта готовы оказать помощь в учёбе по разным предметам:
✔ Решение задач
✔ Выполнение учебных работ
✔ Помощь на экзаменах
Подробнее
Стоимость работы мы сообщим в течение 5 минут
на указанный вами адрес электронной почты.
Если стоимость устроит вы сможете оформить заказ.
Помощь студентам
Дистанционное обучение по разным предметам
|
Заглавная страница
КАТЕГОРИИ: Археология ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрации Техника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ? Влияние общества на человека Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. |
⇐ ПредыдущаяСтр 2 из 2
Переход 1: Черновое точение Глубина резания t принимаем равной припуску на обработку. В случае расчетно-аналитического метода определения припусков она равна расчетному максимальному значению припуска Zmaxi на сторону на выполняемый технологический переход: ti= Zmaxi t =4,528 мм Подача S должна быть установлена максимально допустимой с целью повышения производительности обработки резанием. S=0,8-1,9 мм/об Задавшись периодом стойкости T режущего инструмента, по выбранным значениям глубины резания и подачи с учетом физико-механических свойств материалов обрабатываемой заготовки и режущего инструмента, что отражается в постоянном коэффициенте С v, определяется скорость резания Vр. Cv = 243 ; x = 0,15; у = 0,40; m = 0,2 S = 1,9 мм/об; T = 60 мин. Kv = KмvKuvKпv где Кмv – коэффициент на обрабатываемый материал, Kмv = ; Кпv – коэффициент состояния поверхности, Кпv = 0,9; Kиv – коэффициент материала инструмента (Т15К6), Киv = 1 Kv = 1,2∙0,9∙1 = 1,08; Частота вращения шпинделя = Корректируем частоту вращения шпинделя по паспорту станка Фактическая скорость резания Переход 2:Получистовое точение t = 1,580 мм S=0,8-1,3 мм/об Cv = 243 ; x = 0,15; у = 0,40; m = 0,2 S = 1,3 мм/об; T = 60 мин.; t = 1,580 мм Kv = 1,08 Частота вращения шпинделя = Корректируем частоту вращения шпинделя по паспорту станка Фактическая скорость резания Переход 3:Чистовое точение t = 0,640 мм Cv = 243 ; x = 0,15; у = 0,40; m = 0,2 S = 0,2 мм/об; T = 60 мин. Kv = 1,08 Частота вращения шпинделя = Корректируем частоту вращения шпинделя по паспорту станка Фактическая скорость резания Переход 4:Тонкое точение t = 0,160 мм Cv = 243 ; x = 0,15; у = 0,40; m = 0,2 S = 0,2 мм/об; T = 60 мин.; Kv = 1,08 Частота вращения шпинделя = Корректируем частоту вращения шпинделя по паспорту станка Фактическая скорость резания
Переход 5: ШлифованиеКругло-шлифовальный станок 3А151 Шлифовальный круг ПП24А40К Индекс зернистости- Н Структура 5 Класс – А Размеры шлифовального круга ; (по паспорту станка) Скорость шлифовального круга Частота вращения шпинделя шлифовальной бабки = Корректируем частоту вращения шпинделя по паспорту станка Принимаем окружную скорость заготовки Частота вращения шпинделя передней бабки соответствующая принятой окружной скорости заготовки = Так как частота вращения заготовки регулируется бесступенчато, принимаем Глубина шлифования по таб. t=0,015 Продольная подача S=(0,2…0,4) Принимаем S=0,2 Скорость продольного хода стола = =0,5
8. Техническое нормирование станочной операции
Техническое нормирование устанавливает технически обоснованные нормы расхода производственных ресурсов: рабочего времени, энергии, материалов, инструментов и т.д. В данном курсовом проекте предусматривается техническое нормирование операции по производственному ресурсу — времени: определение нормы штучного времени Тш. По ГОСТ 3.1109-82, нормой штучного времени называется норма времени на выполенние объема работ, равного единице , нормирования, при выполнении технологической операции. Норма времени — регламентированное время выполнения объема работ в определенных производственных условиях одним или несколькими исполнителями соответствующей квалификации. Норма времени на выполнение операции— штучное время определяется по следующей формуле:
= + + +
Где суммарное основное технологическое время (по всем технологическим переходам), вспомогательное неперекрываемое время, время на техническое и организационное обслуживание рабочего места, – время на отдых и личные надобности (время перерывов). Основное технологическое время (время выполнения текущего j-го технологического перехода) — часть штучного затрачиваемая на изменение и (или) последующее определение состояния предмета труда.
В случае обработки резанием- это время, в течение которого происходит изменение геометрической формы и размеров обрабатываемой заготовки (время снятия стружки). Оно может быть ручным, машинно-ручным, машинным. При работе на металлорежущих станках основное логическое время определяется по формуле
L-длина хода инструмента или заготовки в направлении движения подачи в мм; V — скорость движения подачи в мм/мин; i — число рабочих ходов. Скорость движения подачи определяется по формуле = , где So — подача на оборот в мм/об; n — частота вращения шпинделя в мин Длина хода L определяется по формуле L = l + + 1п, где 1 — длина обрабатываемой поверхности обрабатываемой заготовки; и 1п — длина соответственно врезания и перебега инструмента (заготовки). Длина врезания 1в определяется по соответствующим формулам в зависимости от вида режущего инструмента, его размеров, глубины резания, Эти формулы можно найти в [I] Длину перебега 1п можно принять равной 2…3 мм:
1п
Суммарное основное технологическое время по всем технологическим переходам технологической операции
Где n — общее число технологических переходов нормируемой технологической операции. Вспомогательное время Тв включает в себя врем» установку и снятие детали ty; время, связанное с обработк поверхностей (время, связанное с технологическим переходом) t пр и время на контрольные промеры tизм:
TB= ty + tпр + tизм.
Составляющие вспомогательного времени в зависимости от вида обработки (металлорежущего станка), способа установи заготовки на станке, ее массы можно найти в справочнике [17] В приложениях 21 и 22 данных методических указаний приводятся значения времен соответственно на установку и снятие детали ty и на контрольные промеры tизм . Время t пр затрачивается на управление станком: включение и выключение вращения шпинделя, движения подачи1 изменение частоты вращения шпинделя, величины подачи’ подвод инструмента к заготовке; возвращение рабочих органов станка в исходное положение после совершения очередного технологического перехода и т. д. Его повторяемость соответствует общему числу n технологических переходов. В данных методических указаниях в приложении 23 можно найти время на выполнение отдельных приемов, связанных с технологическими переходами tпр . Время на обслуживания рабочего места Тоб, перерывов Тпер определяются в процентах от оперативного времени Топ: Топ = Время обслуживания рабочего места Тоб подразделяется на время технического Ттои организационного Тоо обслуживания: Тоб=Тто+ Тоо Время на отдых и личные надобности (время перерывов) Тпер зависит от условий работы и физической нагруженности станочников.
Если проценты от оперативного времени Топ на техническс
Тш=Топ(1+ (а+ β+ γ)/100
Коэффициенты а, β, γ, можно свести к зависимости от типа производства, которые приведены в приложении 24 данных методических указаний.
Список литературы
1.В.И. Тимофеев / Технология конструкционных материалов: Методические указания по выполнению курсового проекта. – Москва: Отпечатано РИЦ МГУП, 2009. — 88 с. 2.Справочник технолога-машиностроителя. В 2-х т. Т. 1 /Под ред. А.Г. Косиловой и Р.К. Мещерякова. 4-е изд., перераб. и доп. – М.: Машиностроение, 1986. 656 с., ил.
3.Мосталыгин Г. П.; Орлов В. 4.Справочник технолога-машиностроителя. В 2-х т. Т. 2 /Под ред. А.Г. Косиловой и Р.К. Мещерякова. 4-е изд., перераб. и доп. – М.: Машиностроение, 1985. 496 с., ил.
Министерство образования Российской Федерации Московский Государственный Университет печати имени Ивана Федорова
Кафедра печатного и послепечатного оборудования ⇐ Предыдущая12 Читайте также: Коммуникативные барьеры и пути их преодоления Рынок недвижимости. Сущность недвижимости Решение задач с использованием генеалогического метода История происхождения и развития детской игры |
||||||||||||
|
Последнее изменение этой страницы: 2016-08-01; просмотров: 325; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia. |


 ; t = 4,528 мм
; t = 4,528 мм ;
; 55 стр. 301
55 стр. 301


 Н. Проектирование технологических процессов обработки заготовок: Учебное пособие. – Свердловск: УПИ, 1991. –112с.
Н. Проектирование технологических процессов обработки заготовок: Учебное пособие. – Свердловск: УПИ, 1991. –112с.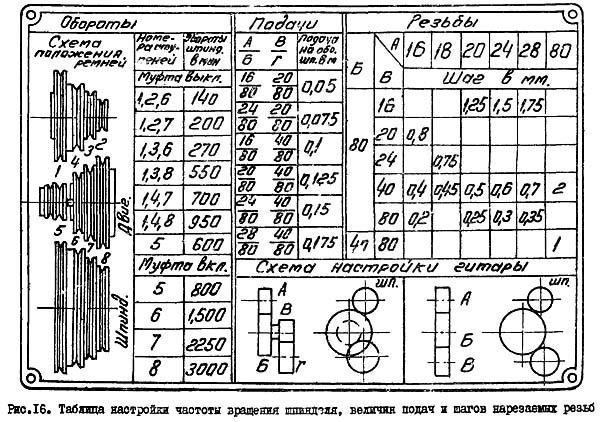 su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь – 161.97.168.212 (0.004 с.)
su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь – 161.97.168.212 (0.004 с.)stanko 165 машина б/у на продажу № 147304374
102 станка токарного
Дата: 08.08.2022
одобрено
дилер
СТАНКО 165 х 5000
Продавец: S. H. Vaerktojsmaskiner ApS
Расположение:: Pandrup
Токарный станок Stanko 165 x 5000 б/у Качели над кроватью: 1000 мм
Длина поворота: 5000 мм
Главный двигатель: 22 кВт 3 x 380 вольт
Перо: МК 6
Вес: 14500 кг
Аксессуары:
4 кулачковый патрон
перо
Быстрый ход ко всем движениям
. ..
..
- подробнее
102 токарных станка / Универсальные токарные станки диаметром до 800 мм
дата: 07.11.2022
одобрено
дилер
СТАНКО 1M63Mx1500
Универсальные токарные станки диаметром до 800 ммПродавец: Maquinaria Industrial Donosti Sl
Местоположение:: Сан-Себастьян
Цена: 6.000 €
Расстояние между центрами: 1500 мм. Размах: 630 мм. Размах над кареткой: 350 мм. Шпиндель: 80 мм. Скорости: 22. (12,5-1600об/мин). Оснащен патроном. Оснащен УЦИ Fagor. Мощность двигателя: 18,5 кВт. Размеры: 3655x1590x1420мм. Вес: 4400 кг. …
- подробнее
102 станки / Токарные станки (Токарные станки)
дата: 07.11.2022
одобрено
дилер
СТАНКО MK6048x2000
Токарные станки (токарные станки)Продавец: Maquinaria Industrial Donosti Sl
Цена: 7. 000 €
000 €
Teknimak MK6048 Токарный станок. Расстояние между точками: 2000мм. Флип: 500 мм. Откидная тележка: 290 мм. Основное отверстие: 55 мм. Визуализатор Фагор. Моторизованная колесница. Тарелка и люнеты. Обтекатель. Быстросменная башня. …
- подробнее
109 прочие металлообрабатывающие станки
дата: 06.12.2022
одобрено
дилер
СТАНКО 1М63?
Токарно-винторезные станкиПродавец: АПТ
Расположение:: Deinze
1M63Б Расстояние между центрами: 3100 мм Качели над кроватью: 710 мм Диаметр отверстия основного шпинделя: 95 мм …
- подробнее
109 прочие металлообрабатывающие станки
дата: 12.06.2022
одобрено
дилер
СТАНКО 16Б16П
Токарно-винторезные станкиПродавец: АПТ
Расположение:: Deinze
Тип: 16B16P Расстояние между центрами: 850 мм
Качели над кроватью: 360 мм
Качели над поперечным суппортом: 190 мм
Диаметр отверстия основного шпинделя: 46 мм
Мощность на главном шпинделе: 7,5 л. с.
…
с.
…
- подробнее
102 станка
дата: 06.12.2022
одобрено
дилер
СТАНКО Отверстие шпинделя
Токарные станки, ЦентрПродавец: Mach5metal
Высота центра: 400 мм Расстояние между центрами: 4000 мм Отверстие шпинделя: 110 мм СДЕЛАТЬ Станко Россия ТИП 1 М ГОД 2003 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ Качели над кроватью Ø 830 мм Поворот над поперечными салазками 480 мм Расстояние между центрами 4000 мм WARY PICE Вес 4000 кг Отверстие шпинделя 110 мм Скорость вращения шпинделя/диапазон 1250 об/мин
102 Токарные станки / Машинные токарные станки (Скользящие, Наплавочные и Винторезные станки)
Дата: 14.10.2022
одобрено
дилер
Новое в: 1980
б/у
СТАНКО 1М63
Токарные станки с двигателем (токарные, наплавочные и токарно-винторезные станки)Продавец: ISC Werkzeugmaschinen GmbH
качели над станиной 630 мм / над салазками 350 мм
ДБК 3000 мм
Отверстие шпинделя 70 мм
Диапазон скоростей 10 – 1250 об/мин
Диапазон подачи продольной 0,064 – 1,025 мм/об, поперечной 0,0256 – 0,378
мм/об
Шаг резьбы 1 – 192 мм
Главный двигатель ок. 15 кВт
4-кратный стальной держатель
3-х кулачковый патрон, планшайба …
15 кВт
4-кратный стальной держатель
3-х кулачковый патрон, планшайба …
- подробнее
102 Токарные станки / Токарные станки (Токарные станки)
Дата: 22.06.2022
одобрено
дилер
Новое в: 1996
б/у
СТАНКО 1H65-8
Токарные станки (токарные станки)Продавец: ISC Werkzeugmaschinen GmbH
прочная машина, закаленная станина с большой шириной станины,
качание над кроватью / скольжение 1000 мм / 650 мм
Ширина центра 8000 мм
Диапазон скорости (24) 5 – 500 1/мин
Отверстие шпинделя 128 мм
Фиды
Z- 0,1 – 3,05 мм // X- и Z1- 0,035 – 1,04 мм
Резьба метрическая 1 – 120 мм
Внутренний конус задней бабки MT 6
главный привод 22 кВт
вкл.
Система охлаждения в стопе
приводные верхние салазки
Быстрая подача продольная/поперечная
4-кратный стальной держатель
Патрон 3-кулачковый Бизон D 630 мм
1 х после отдыха
1 х люнет ок. 800 мм
2 х люнета ок. 500 мм
800 мм
2 х люнета ок. 500 мм
102 станки токарные / Вертикальные токарные станки (станки)
дата: 23.09.2022
одобрено
дилер
СТАНКО 1516
Вертикальные токарные станки (токарные станки)Лицо: Ø1400 мм Диаметр циркуляции: Ø1600 мм Высота поворота: 1000 мм Ход шпинделя: 700 мм Ход поперечной балки: 950 мм Вес заготовки: 6000 кг Планшетные скорости: 5 – 200 об/мин. Револьверная головка: 5 позиций Цифровое чтение: 2 оси Машина ДхШхВ: 3170 х 3030 х 4100 мм Вес станка: 21 000 кг
101 расточные станки и обрабатывающие центры
одобрено
дилер
СТАНКО 2A620 F1
Сверлильный станок настольного типа Продавец: GORBREX Machinery Trade Sp.