Сварка алюминия с железом, нержавеющей сталью и медью
Довольно часто на стройках, промышленных предприятиях, в быту необходима сварка алюминия. Технология сварки алюминия и его сплавов гораздо сложнее технологии соединения иных цветных металлов, поэтому стоит заранее внимательно изучить все возможные способы соединения. Многих интересует, какие существуют методы сварки алюминия, в чем заключаются особенности сварки алюминия и его сплавов, как проходит подготовка алюминия к сварке, что представляет собой сварка алюминия в домашних условиях. С ответами на подобные вопросы, а также полезными рекомендациями вы можете ознакомиться в этой статье.
Содержание
Где применяется алюминий
Благодаря хорошей электро- и теплопроводности этот металл популярен при изготовлении электротехники и теплового оборудования. Так как алюминий мало подвержен коррозии, то алюминиевые конструкции просто незаменимы в строительстве. Используют этот металл и в пищевой промышленности – в качестве посуды, столовых приборов, упаковки, фольги для запекания.
Наиболее широко алюминий и его сплавы представлены в авиа- и судостроении. Поскольку этот металл довольно легкий, из него изготавливают корпусы транспортных средств, надстройки на палубу и прочие детали. Алюминий быстро возгорается, и его активно используют для производства взрывчатых веществ. Также металл входит в состав твердого топлива для ракет. Кроме того, из него изготавливают архитектурные элементы, скульптуры, барельефы; фурнитуру для одежды и мебели; корпусы для всевозможной техники; и многое другое.
Подготавливаем металл к свариванию
Подготовка алюминия к сварке состоит из ряда манипуляций. Среди них:
- Тщательная очистка. Перед тем как приварить алюминий к любому металлу, все поверхности следует отчистить от масляных и жирных пятен, пыли. Это можно сделать с помощью растворителей.
- Обработка кромок. Алюминий в листах толщиной до 1, 5 мм проходит отбортовку торцов. В деталях толщиной более 20 мм, свариваемых электродами, выполняют разделку кромок.
 Если сварка производится неплавящимся электродом или присадочной проволокой, а толщина детали превышает 4 мм, также проводят разделку кромок.
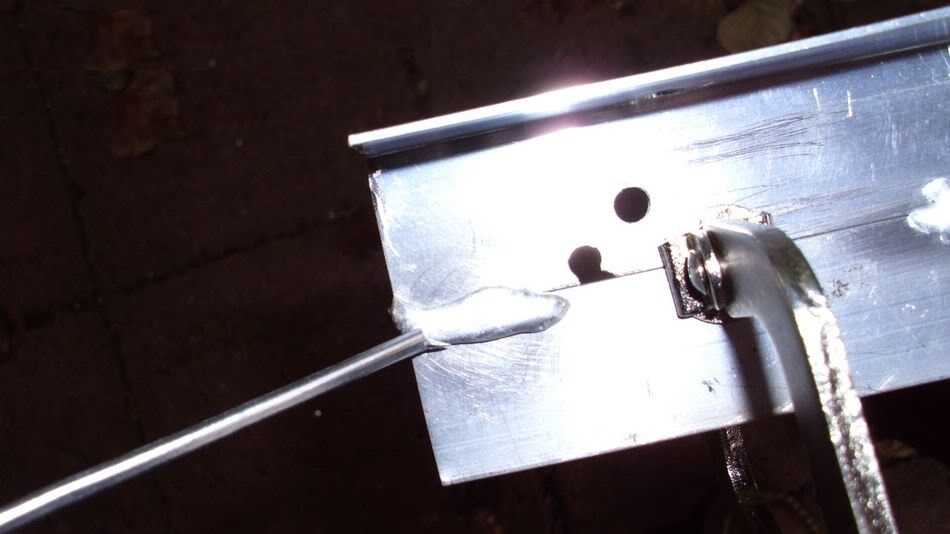
Если сварка производится неплавящимся электродом или присадочной проволокой, а толщина детали превышает 4 мм, также проводят разделку кромок. - Удаление оксидной пленки. Перед сваркой алюминия в домашних условиях газовой горелкой кромки обрабатывают бензином либо каустической содой. Последнюю обязательно смывают водой. Ликвидировать пленку также можно напильником или стальной щеткой.
- Проверка целостности металла. Для этого его поверхность обрабатывают проникающим составом, который позволяет выявить дефекты и место, подходящее для того, чтобы сформировать шов.
 Если сварка производится неплавящимся электродом или присадочной проволокой, а толщина детали превышает 4 мм, также проводят разделку кромок.
Если сварка производится неплавящимся электродом или присадочной проволокой, а толщина детали превышает 4 мм, также проводят разделку кромок.Особенности сваривания алюминия
Сварка алюминия в домашних условиях должна начинаться с подробного изучения свойств материала. Без этого металла не обойтись во многих сферах жизни, однако сварка и пайка сопряжены с некоторыми трудностями.Чтобы соединение было прочным и прослужило не одно десятилетие, нужно обратить внимание на особенности сварки алюминия и его сплавов.
- Окисная пленка, которая находится на металле, плавится при температуре 20440 градусов по Цельсию. Сам же металл плавится при 660 градусах по Цельсию. Эта пленка не позволяет получить качественный шов, поэтому сварочные работы по алюминию должны происходить в среде защитных газов.
- Довольно трудно формировать сварные ванны, поскольку металл имеет высокую текучесть. Для облегчения работы стоит использовать подкладки, отводящие тепло.
- Кремний и водород, содержащиеся в алюминии, ухудшают качество шва: при малейшем нарушении технологии могут возникнуть такие дефекты, как поры и трещины.
- Сваривание алюминия газовой горелкой должно проводиться при высоких значениях тока, поскольку он имеет высокую теплопроводность.
- Сварка алюминиевых сплавов сложна тем, что не всегда удается точно определить их марку и выбрать соответствующий режим.
- При застывании металл усаживается, что ведет к деформации деталей.
 Сам же металл плавится при 660 градусах по Цельсию. Эта пленка не позволяет получить качественный шов, поэтому сварочные работы по алюминию должны происходить в среде защитных газов.
Сам же металл плавится при 660 градусах по Цельсию. Эта пленка не позволяет получить качественный шов, поэтому сварочные работы по алюминию должны происходить в среде защитных газов.Чтобы разрушить прочную оксидную пленку, сварка алюминия постоянным током должна проводиться на обратной полярности. Только в этом случае можно достичь катодного распыления, необходимого для уничтожения тугоплавкой пленки.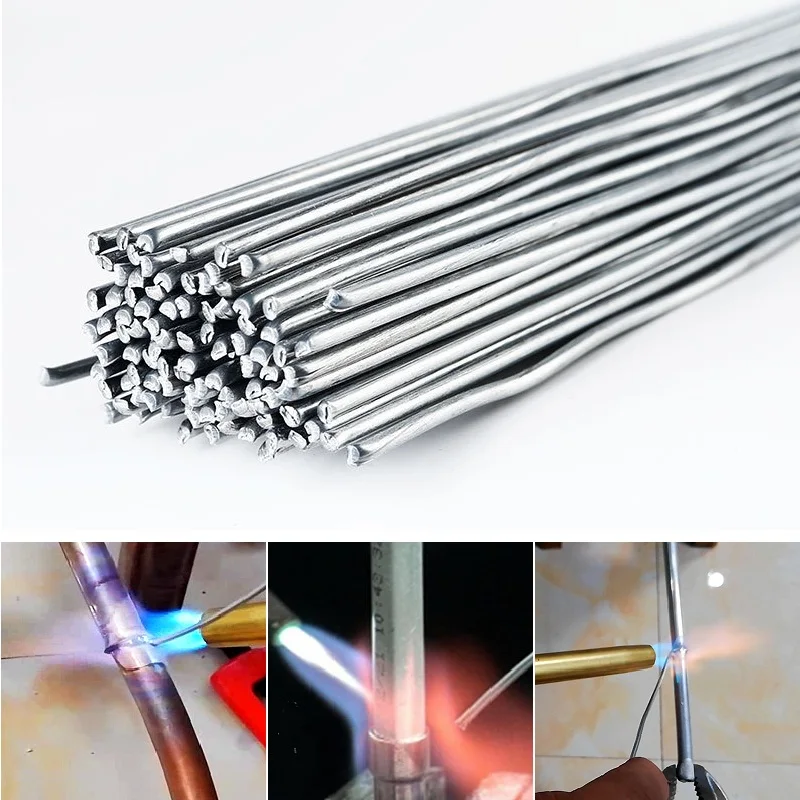
Автоматическая сварка алюминия при помощи плазмы позволяет добиться более качественных результатов, которые не может гарантировать сваривание алюминия газовой горелкой. Присадка в этом случае производится проволокой, а дуга образована ионизированным газом. С помощью плазматрона возможна как сварка алюминия дома,так и соединение алюминиевых поверхностей на СТО, в монтажном цехе, на строительной площадке и т.д. Технология сварки алюминиевых сплавов плазмой позволяет присоединять к алюминию тонкие детали (не толще 0,2 – 1,5 мм), при этом вероятность прожога шва минимальна.
Технология сварки
Сварку алюминиевых конструкций можно проводить разными способами:
- При помощи вольфрамовых электродов в среде инертных газов;
- Полуавтоматической сваркой в инертных газах;
- С помощью покрытых плавящихся электродов;
- Методом контактной сварки.
Для сваривания ответственных участков используют аргонодуговой способ. Технология сварки алюминия и его сплавов при помощи тугоплавких вольфрамовых электродов предполагает, что присадочная проволока будет перемещаться только вдоль шва, перед электродом. Длина дуги должна быть минимальной, а подача проволоки — плавной. Для сварки по алюминию следует использовать максимальную скорость, иначе соединение будет иметь дефекты. Как правило, сваривают во всех положениях. Масса аргона гораздо больше, чем у воздуха, поэтому лучшее качество шва будет у горизонтальных соединений. Для сварки алюминия в потолочном и вертикальном положениях лучше смешать аргон с гелием.
Длина дуги должна быть минимальной, а подача проволоки — плавной. Для сварки по алюминию следует использовать максимальную скорость, иначе соединение будет иметь дефекты. Как правило, сваривают во всех положениях. Масса аргона гораздо больше, чем у воздуха, поэтому лучшее качество шва будет у горизонтальных соединений. Для сварки алюминия в потолочном и вертикальном положениях лучше смешать аргон с гелием.
Обычно сварка алюминиевых радиаторов и других конструкций проходит с помощью полуавтомата тогда, когда они толще 3-х мм. Для сварки алюминия полуавтоматом используется алюминиевая проволока. Она подается в автоматическом режиме, а газовая горелка перемещается вручную. Инертный газ, поступающий во время работы, служит для защиты алюминиевых деталей от окисления. Режимы сварки алюминия подбираются в зависимости от толщины деталей и электродов, а также силы тока. Перед тем, как сварить алюминий, убедитесь, что ток — обратной полярности, наконечник имеет диаметр больший, чем проволока, а подающий проволоку механизм снабжен четырьмя роликами. Такие меры обеспечат целостность оксидной пленки и нормальный вылет проволоки из сопла, без излишнего трения и сминания.
Такие меры обеспечат целостность оксидной пленки и нормальный вылет проволоки из сопла, без излишнего трения и сминания.
Сварка алюминия электродом в домашних условиях производится тогда, когда толщина деталей превышает 4 мм, а использовать громоздкое профессиональное оборудование нет возможности. Сварка алюминия и его сплавов таким образом требует предварительного нагрева поверхностей: если они средней толщины, то до 250°С, если большой толщины, то до 400°С. Если толщина деталей превышает 20 мм, то нужно заранее выполнить разделку кромок. Как правило, сварка алюминия своими руками при помощи электрода производится электродами ОЗАНА и УАНА. Обратите внимание, что этот способ имеет ряд недостатков: металл в процессе разбрызгивается, шлак тяжело счищается с поверхностей, шов получается пористый и в результате недостаточно прочный. Поэтому дуговая сварка алюминия электродом применяется относительно редко.
Контактная сварка алюминия может быть:
- точечной,
- стыковой,
- шовной.

Точечная сварка алюминия сложна тем, что сварщику необходимо перемещать электрод на высокой скорости, чтобы обеспечить равномерное давление на материал. Точечная сварка алюминия может проводиться электродами, выполненными из меди и ее сплавов. Как и материал свариваемой поверхности, они достаточно прочные и отлично проводят электричество, поэтому такая сварка задействует аккумулированную энергию.
Использование стыкового метода позволяет оплавлять металл равномерно. Величина тока при этом должна составлять примерно 15 тысяч А на 1 сантиметр сечения детали.
Шовный способ целесообразен тогда, если машина имеет большую мощность и оснащена ионными прерывателями.
Соединение алюминия и железа
Если соединение между собой алюминиевых деталей не вызывает вопросов, то многие начинающие сварщики задаются вопросом — можно ли приварить алюминий к железной поверхности? Ведь сплавы алюминия с железом, где последнего содержится более 12 %, имеют низкую степень ковкости, а показатели теплоемкости, теплопроводимости и теплового расширения у этих металлов настолько различны, что при сварке трудно избежать термических напряжений.
Приварить алюминий к железу можно двумя способами:
Как сварить алюминий и нержавеющую сталь
Сварка алюминия и нержавейки необходима прежде всего при монтаже сложного промышленного оборудования, которое эксплуатируется в агрессивной среде, поэтому высокие требования к качеству сварного шва вполне обоснованы. Сварка алюминия со сталью может быть проведена как с помощью биметаллических вставок, так и благодаря покрытию деталей разнородными материалами.
В первом случае сварка алюминия постоянным током должна начаться с алюминиевых поверхностей, чтобы обеспечить существенный отвод тепла при соединении стальных поверхностей. Вставка из стали и алюминия не должна быть перегрета в процессе, иначе интерметаллическое соединение в ней станет хрупким и ненадежным.
Электросварка может проводиться в случае, если сталь будет покрыта тонким слоем алюминия. После того, как будет нанесено покрытие, сталь можно приваривать к алюминию дуговой сваркой. В процессе обязательно следите за тем, чтобы дуга не соприкасалась со стальной поверхностью. Сварка алюминиевых сплавов со сталью может быть проведена и в случае, если сталь будет покрыта серебряным припоем. Сваривать нужно присадочным сплавом из алюминия, не нарушая целостность слоя, образованного серебряным припоем.
Сварка алюминиевых сплавов со сталью может быть проведена и в случае, если сталь будет покрыта серебряным припоем. Сваривать нужно присадочным сплавом из алюминия, не нарушая целостность слоя, образованного серебряным припоем.
Сварка алюминия и меди
Сварка меди и алюминия широко распространена в электропромышленности (соединение проводов) и холодильной промышленности (сварка труб). С помощь плавления соединять эти металлы проблематично: чем выше содержание меди в сварном шве, тем более хрупким и склонным к образованию трещин он будет. Сварка алюминия с медью обычно проводится двумя способами:
- “Замковое” соединение. На алюминиевую поверхность приваривается медная накладка. Затем производится наплавка, соединяющая все сварные швы.
- Сварка при помощи графитовых электродов. Сила сварного тока при этом должна находиться в пределах 500 – 550 А, длина дуги – не превышать 20-25 мм при напряжении 50-60 В.
Сварка меди и алюминия может проводиться как электродуговым способом,так и аргонодуговым, и газовым. Не менее распространено холодное сваривание.
Не менее распространено холодное сваривание.
Как вам статья?
Сварка алюминия – руководство за 20 минут
Что вы узнаете:
Сварка алюминия, алюминий и его сплавы
Алюминий — это химический элемент, который составляет около 8% земной коры, что делает его самым распространенным металлом и третьим по распространенности элементом после кислорода и кремния. Алюминий хорошо известен своей низкой плотностью (около 2,7 г / см 3 ) и, благодаря явлению пассивации, отличной коррозионной стойкостью.
Сварка алюминия — полное руководство. Как мне сварить алюминий?
Поскольку чистый алюминий является относительно мягким, добавляются небольшие количества легирующих элементов для получения ряда механических свойств.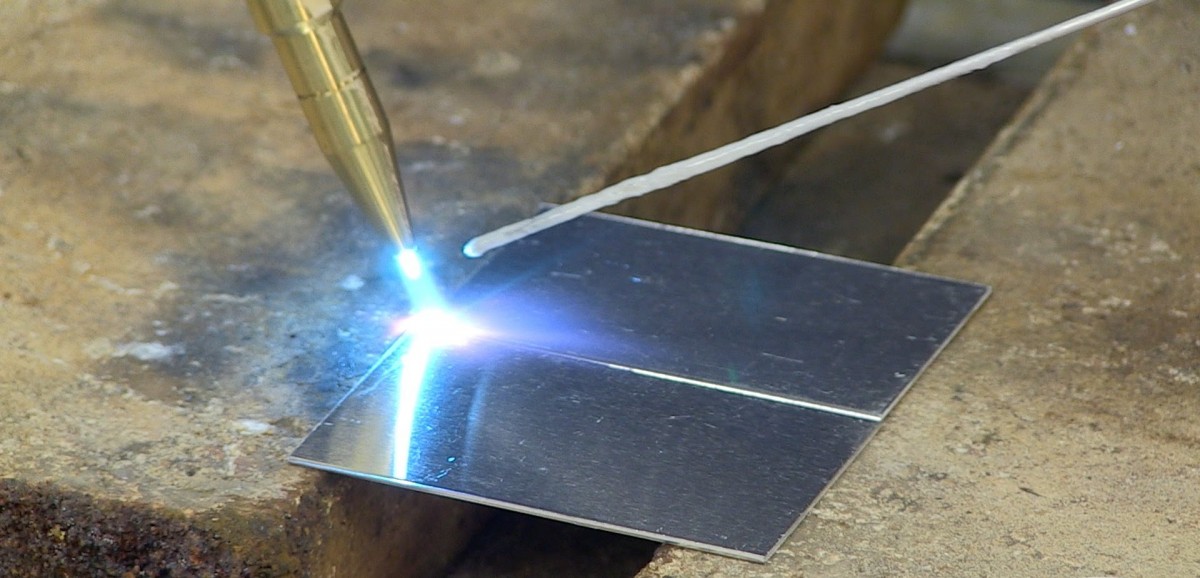 Сплавы сгруппированы по основным легирующим элементам. Определенные коммерческие сплавы имеют четырехзначное обозначение в соответствии с международными спецификациями на деформируемые сплавы или буквенно-цифровую систему ISO.
Сплавы сгруппированы по основным легирующим элементам. Определенные коммерческие сплавы имеют четырехзначное обозначение в соответствии с международными спецификациями на деформируемые сплавы или буквенно-цифровую систему ISO.
В таблице 1 представлены дополнительные сведения о составе этих классификаций.
Система нумерации алюминия
Первая цифра серии указывает на основной легирующий элемент, добавляемый в алюминиевый сплав, и используется для описания серии, то есть серии 1000 или серии 5000 и т. д.
Вторая цифра представляет модификацию конкретного сплава в серии; т.е. x1xx представляет первую модификацию указанного сплава, в то время как x2xx представляет вторую модификацию. Третья и четвертая цифры обозначают сплав в определенной серии. Подводя итог, сплав 2024, входит в серию сплавов 2000 года, имеет ноль модификаций и указан сплав типа 24.
Однако есть исключение из этой системы нумерации, которая касается алюминия серии 1000; последние две цифры показывают минимальный процент алюминия выше 99%.
 Например, 1050 означает минимальное содержание алюминия 99,50%.
Например, 1050 означает минимальное содержание алюминия 99,50%.Алюминиевые сплавы также будут включать обозначение допуска, они определяют дополнительные этапы обработки (если они реализованы).
Обозначения и допуски приведены в таблице 2. В дополнение к обозначениям и допуски, приведенным в таблице 2, есть два поднабора для «Н» — деформационное упрочнение и «Т» — термическая обработка. Таблицы 3 и 4 описывают эти обозначения «H» и «T» соответственно.
| Серия | легирующий элемент | Прочность на растяжение (МПа) * 1 | Термообработанные | Приложения |
| 1 ххх | 99% минимум алюминия (чистый) | 70 — 185 | нет | Коррозионная стойкость, трубопровод, электропроводность |
| 2 ххх | медь | 185 — 430 | ✔ | Универсальные, аэрокосмические, поковки |
| 3 ххх | марганца | 110 — 280 | нет | Кастрюли и сковородки, теплообменники, коррозионная стойкость |
| 4 ххх | кремний | 170 — 380 | X / ✔ | Присадочная проволока (сварочная) |
| 5 ххх | магниевый | 125 — 350 | нет | Морские, автомобильные, сосуды под давлением, мосты, здания |
| 6 ххх | Магний и кремний | 125 — 400 | ✔ | Экструзии, декоративные, автомобильные, универсальные |
| 7 ххх | цинк | 220 — 750 | ✔ | Универсальная, аэрокосмическая, броневая плита, спортивное спортивное снаряжение |
* 1 Зависит от состава и последующих этапов обработки
| Обозначение характера | Смысл |
| F | Как изготовлено — применяется к продуктам процесса формования, в которых не применяется особый контроль над условиями термического или деформационного упрочнения |
| О | Отожженный — применяется к продукту, который был нагрет для получения условий с самой низкой прочностью для улучшения пластичности |
| H | Штамм закаленный — применяется к продуктам, которые укрепляются за счет холодной обработки. Деформационное упрочнение может сопровождаться дополнительной термической обработкой, которая приводит к некоторому снижению прочности. Две или более цифры всегда следуют за ‘H’ Деформационное упрочнение может сопровождаться дополнительной термической обработкой, которая приводит к некоторому снижению прочности. Две или более цифры всегда следуют за ‘H’ |
| W | Термообработка раствора — нестабильный характер, применимый только к сплавам, которые самопроизвольно стареют при комнатной температуре после термической обработки раствора |
| T | Термическая обработка — для получения стабильных температур, отличных от F, O или H. Применяется к продукту, который был подвергнут термообработке, иногда с дополнительным деформационным упрочнением для получения стабильного отпуска. Одна или несколько цифр всегда следуют за буквой «Т» |
| Обозначение Н * 2 | Значение |
| h2x | Напряжение закаленное |
| h3x | Напряжение закаленное и частично отожженное |
| h4x | Штамм закаленный и стабилизированный |
| h5x | Штамм закаленный и лакированный или окрашенный |
* 2 Вторая цифра «х» указывает на степень деформационного упрочнения: х2 — четверть жесткой, х4 — полутвердой, х6 — три четверти твердой, х8 — полная жесткая, х9 — сверхтвердая
| Обозначение Т * 3 | Значение |
|---|---|
| T1 | Естественно состарился после охлаждения от процесса формирования при повышенной температуре |
| T2 | Холод работал после охлаждения в процессе формирования при повышенной температуре, а затем подвергался естественному старению |
| T3 | Раствор подвергается термообработке, холодной обработке и естественному старению |
| T4 | Раствор подвергается термообработке и естественному старению |
| T5 | Искусственно состаренный после охлаждения в процессе формирования при повышенной температуре |
| T6 | Раствор термообработан и искусственно состарен |
| T7 | Раствор термообработан и стабилизирован (отработанный) |
| T8 | Раствор подвергается термообработке, холодной обработке и искусственному старению |
| T9 | Раствор термообработанный, искусственно состаренный и обработанный холодным способом |
| T10 | Холод работал после охлаждения в процессе формирования при повышенной температуре, а затем подвергался искусственному старению |
* 3 Дополнительные цифры могут быть добавлены к обозначению «Tx» и обозначают снятие напряжения. TX51 или TXX51 — напряжение, снятое при растяжении, и TX52 или TXX52 — напряжение, снятое при сжатии
TX51 или TXX51 — напряжение, снятое при растяжении, и TX52 или TXX52 — напряжение, снятое при сжатии
Зачем используют и нужна сварка алюминия?
Алюминиевые сплавы широко распространены в транспортных целях, поскольку они обеспечивают инженерные материалы хорошим соотношением прочности и веса при разумных затратах. В дальнейшем используют его коррозионную стойкость и проводимость (термическую и электрическую) некоторых сплавов. Хотя обычно у него низкая прочность, некоторые из более сложных сплавов могут иметь механические свойства, эквивалентные сталям.
В связи с многочисленными преимуществами алюминиевых сплавов, предлагаемых для промышленности, существует необходимость в определении лучших практик для его сварки.
Сложно ли сваривать алюминий?
Алюминиевые сплавы создают множество трудностей при сварке, в том числе:
- Высокая теплопроводность. Это приводит к чрезмерному рассеиванию тепла, что может затруднить сварку и / или привести к нежелательному искажению деталей из-за того, что требуется больший подвод тепла. Для анализа сварки желательно использовать рентгенографический метод контроля рентгеновские пленки, типа AGFA D7, AGFA D4 от GE
- Растворимость водорода. Водород очень хорошо растворяется в расплавленном алюминии, в результате чего сварочная ванна поглощает водород во время обработки. Как только расплавленный материал затвердевает, пузырьки водорода захватываются, создавая пористость.
- Оксидный слой. Алюминий имеет оксидный слой (оксид алюминия), который имеет гораздо более высокую температуру плавления (2060 ° С), чем исходный алюминиевый сплав (660 ° С). При сварке это может привести к тому, что оксидный слой будет включен в область сварного шва, что может привести к отсутствию дефектов плавления и снижению прочности сварного шва. Следовательно, заготовки должны быть очищены проволочной щеткой или химическим травлением перед сваркой, чтобы предотвратить включение оксида.
 Для анализа сварки желательно использовать рентгенографический метод контроля рентгеновские пленки, типа AGFA D7, AGFA D4 от GE
Для анализа сварки желательно использовать рентгенографический метод контроля рентгеновские пленки, типа AGFA D7, AGFA D4 от GEКак можно сварить алюминий?
Существует множество процессов, которые можно использовать для сварки алюминия и его сплавов, которые подробно описаны ниже:
Дуговая сварка алюминия
Дуговая сварка обычно используется для соединения алюминиевых сплавов. Большинство сортов кованой стали серий 1xxx, 3xxx, 5xxx, 6xxx и 7xxx средней прочности (например, 7020) могут быть сварены методом дуговой сварки. В частности, сплавы серии 5ххх обладают отличной свариваемостью. Высокопрочные сплавы (например, 7010 и 7050) и большая часть серии 2xxx не рекомендуются для сварки плавлением, поскольку они склонны к растрескиванию и образованию трещин.
Большинство сортов кованой стали серий 1xxx, 3xxx, 5xxx, 6xxx и 7xxx средней прочности (например, 7020) могут быть сварены методом дуговой сварки. В частности, сплавы серии 5ххх обладают отличной свариваемостью. Высокопрочные сплавы (например, 7010 и 7050) и большая часть серии 2xxx не рекомендуются для сварки плавлением, поскольку они склонны к растрескиванию и образованию трещин.
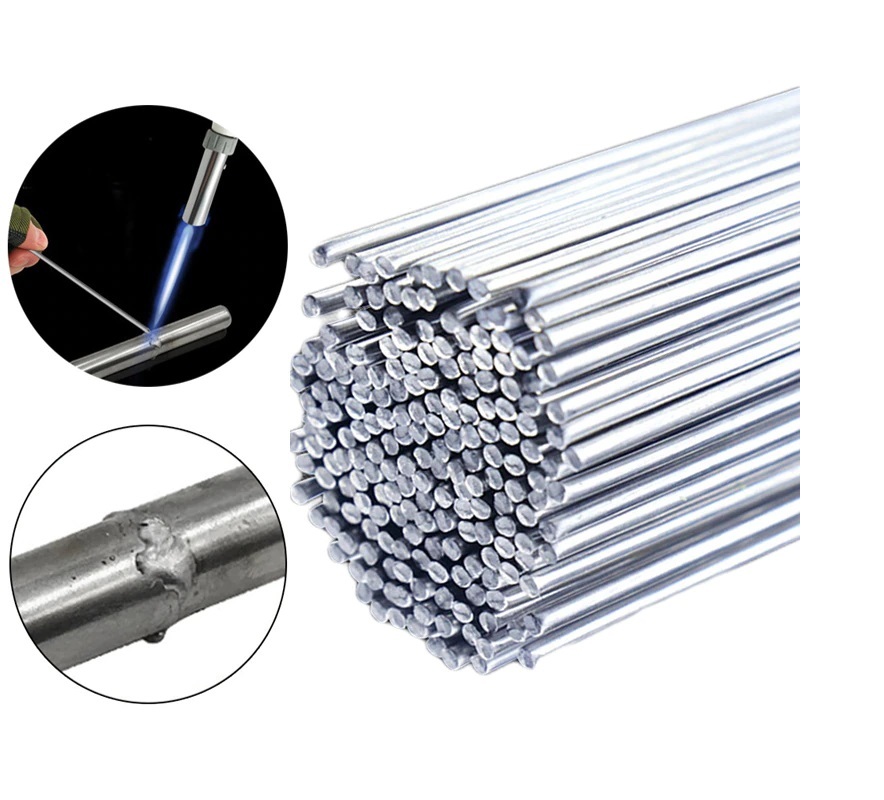
- Можете ли вы сварить алюминий с помощью MIG? Сварка может быть успешно использована для соединения алюминиевых сплавов. Процесс лучше всего подходит для более тонких материалов, таких как алюминиевый лист, потому что количество требуемого тепла меньше по сравнению с более толстыми пластинами. Чистый аргон является предпочтительным защитным газом для этого процесса, и используемая сварочная проволока / стержень должна быть по составу максимально схожей со свариваемыми деталями.
- Можете ли вы сварить алюминий с TIG? Сварка может также использоваться для соединения алюминиевых сплавов. Вследствие высокой теплопроводности сыпучего алюминия процесс TIG обеспечивает достаточное выделение тепла для поддержания зоны сварки достаточно горячей, чтобы создать сварочную ванну. Сварка TIG может использоваться для соединения толстых и тонких профилей. Подобно сварке MIG, чистый аргон является предпочтительным защитным газом, и используемая сварочная проволока / стержень должна быть по составу аналогична свариваемым деталям.
 Вследствие высокой теплопроводности сыпучего алюминия процесс TIG обеспечивает достаточное выделение тепла для поддержания зоны сварки достаточно горячей, чтобы создать сварочную ванну. Сварка TIG может использоваться для соединения толстых и тонких профилей. Подобно сварке MIG, чистый аргон является предпочтительным защитным газом, и используемая сварочная проволока / стержень должна быть по составу аналогична свариваемым деталям.
Вследствие высокой теплопроводности сыпучего алюминия процесс TIG обеспечивает достаточное выделение тепла для поддержания зоны сварки достаточно горячей, чтобы создать сварочную ванну. Сварка TIG может использоваться для соединения толстых и тонких профилей. Подобно сварке MIG, чистый аргон является предпочтительным защитным газом, и используемая сварочная проволока / стержень должна быть по составу аналогична свариваемым деталям.Лазерная сварка алюминия
Как и другие процессы сварки, в том числе дуговой сварки, лазерные лучи могут быть использованы для сварки многих серий алюминиевых сплавов. Лазерная сварка обычно является более быстрым процессом сварки по сравнению с другими процессами сварки из-за высокой плотности мощности на поверхности материала. Лазерная сварка в замочной скважине позволяет получать сварные швы с высоким соотношением сторон (узкая ширина сварного шва: большая глубина сварного шва), что приводит к узким зонам термического влияния Лазерная сварка может использоваться с чувствительными к растрескиванию материалами, такими как алюминиевые сплавы серии 6000, в сочетании с подходящим присадочным материалом, таким как алюминиевые сплавы 4032 или 4047.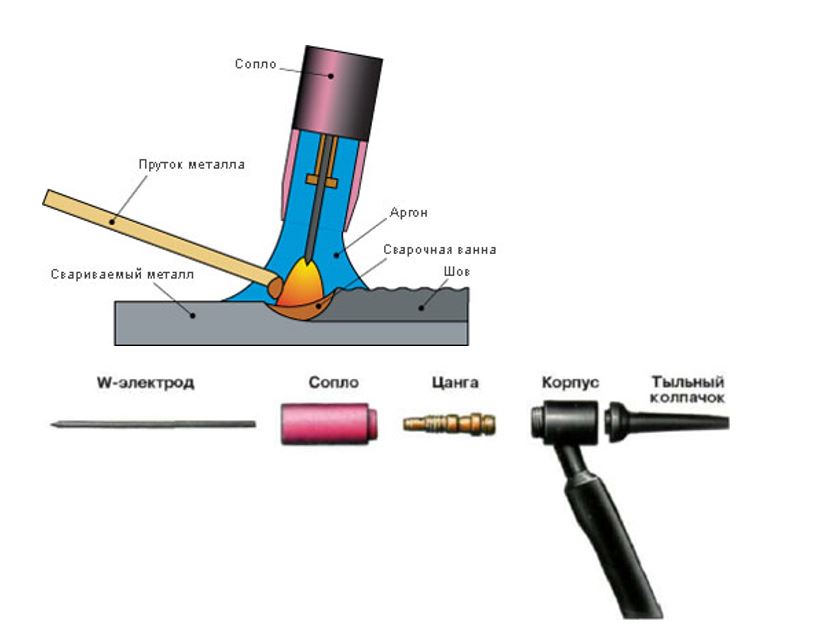 Используемые защитные газы выбираются в зависимости от марки алюминия, подлежащего соединению.
Используемые защитные газы выбираются в зависимости от марки алюминия, подлежащего соединению.
Электронно-лучевая сварка
Подобно лазерной сварке, электронные лучи хороши для получения быстрых сварных швов и небольших сварочных ванн. Электронные пучки также лучше при изготовлении сварных швов в очень толстых сечениях алюминия. В отличие от других процессов сварки , электронно-лучевая сварка происходит в вакууме, что означает, что защитный газ не требуется, что приводит к очень чистым сварным швам.
Правильный выбор присадочного металла (присадочная проволока или присадочный стержень), тщательно выбранные параметры сварки и конструкция соединения необходимы для минимизации риска образования горячих трещин в алюминиевых сплавах при использовании процессов сварки плавлением, таких как дуговая, электронно-лучевая и лазерная сварка.
Сварка трением алюминия
Сварка трением — это процесс соединения в твердом состоянии (т.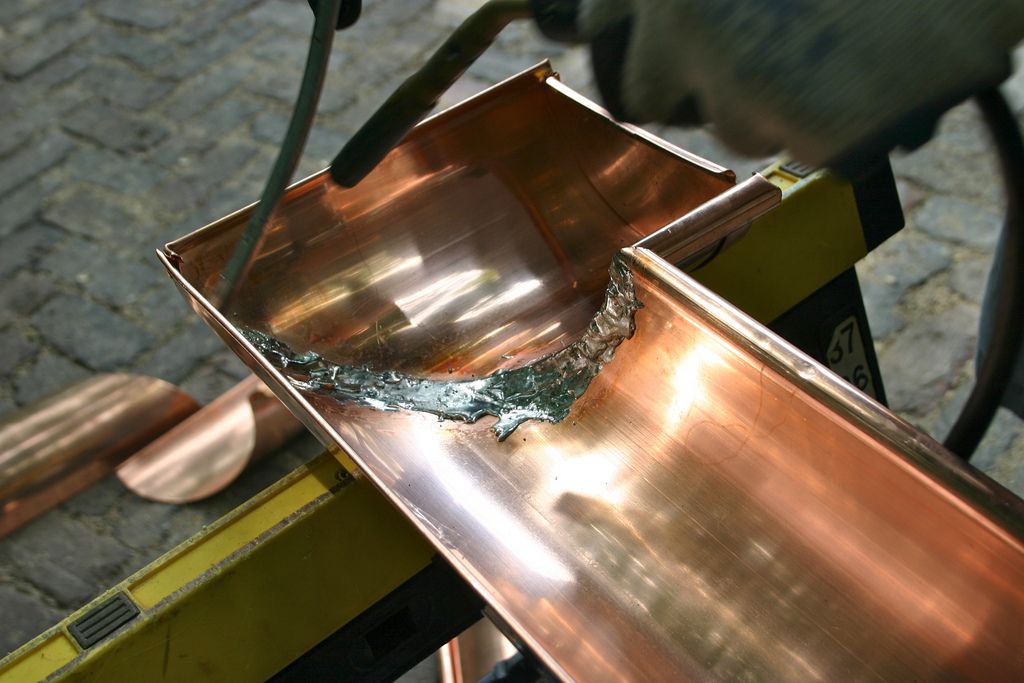 е. плавление металла не происходит), который особенно подходит для соединения алюминиевых сплавов. Сварка трением способна объединить все серии алюминиевых сплавов, в том числе 2ххх и 7ххх, которые сложны в процессах на основе плавления. Кроме того, благодаря природе твердотельного процесса, необходимость в защитном газе устраняется, и достигается превосходная механическая производительность области сварки по сравнению со сваркой плавлением. Существует несколько вариантов обработки трения:
е. плавление металла не происходит), который особенно подходит для соединения алюминиевых сплавов. Сварка трением способна объединить все серии алюминиевых сплавов, в том числе 2ххх и 7ххх, которые сложны в процессах на основе плавления. Кроме того, благодаря природе твердотельного процесса, необходимость в защитном газе устраняется, и достигается превосходная механическая производительность области сварки по сравнению со сваркой плавлением. Существует несколько вариантов обработки трения:
- Сварка трением с перемешиванием, была разработан в TWI Ltd в 1991 году. Она работает с использованием нерасходуемого инструмента, который вращается и погружается в интерфейс двух заготовок. Затем инструмент проходит через поверхность раздела, и тепло от трения вызывает нагрев и размягчение материала. Вращающийся инструмент затем механически смешивает размягченный материал для получения сварного шва. Процесс обычно используется для соединения алюминиевого листа / материала плиты
- Заправка фрикционной мешалкой точечной сварки, является развитием процесса сварке трением и используется в качестве метода точечной сварки для замены заклепок в алюминиевом листовом металле.
- Линейная сварка трением, работает путем колебания одной заготовки относительно другой, находясь под большим сжимающим усилием. Трение между колеблющимися поверхностями производит тепло, в результате чего материал поверхности раздела пластифицируется. Затем пластифицированный материал вытесняется с поверхности раздела, в результате чего заготовки укорачиваются (выгорают) в направлении силы сжатия. Во время выгорания интерфейсные загрязнения, такие как оксиды и посторонние частицы, которые могут повлиять на свойства и, возможно, срок службы сварного шва, выбрасываются во вспышку. После удаления загрязнений происходит чистый контакт металла с металлом, что приводит к сварке. Процесс используется для соединения сыпучих алюминиевых компонентов для получения почти чистых форм
- Роторная сварка трением, аналогичен линейной сварке трением за исключением того, что объемные алюминиевые детали имеют цилиндрическую форму и вращаются для генерирования тепла от трения вместо линейных колебаний
Какой метод лучше всего использовать для сварки алюминия?
Лучший метод для сварки алюминия и его сплавов зависит от области применения соединения.
 Следующие пункты должны быть включены для рассмотрения, прежде чем принимать решение о сварочном процессе:
Следующие пункты должны быть включены для рассмотрения, прежде чем принимать решение о сварочном процессе:- Стоимость (сварочное оборудование, расходные материалы, утилизация отходов, расходы оператора и т. д.)
- Желаемая производительность сварки
- Геометрические ограничения
- Наличие поставщика
- стабильность
- Допуск искажения
- Скорость производства
Как сваривать алюминий и его сплавы?
Алюминий — мягкий металл с низкой температурой плавления. Вы можете использовать более одного процесса сварки для сварки алюминия. Тем не менее, вы должны принять правильные методы, чтобы сделать это.
В этой статье рассказывается о том, почему сварка алюминия сложна, и о различных сварочных процессах, которые можно использовать для сварки алюминия. Вы готовы?
Сложно ли сваривать алюминий?
Сварить алюминий немного сложно, но возможно. Это может стать проблемой для всех сварщиков, включая опытных сварщиков. Лучший способ – научиться сварке алюминия и продолжать практиковаться, пока вы не станете совершенным.
Это может стать проблемой для всех сварщиков, включая опытных сварщиков. Лучший способ – научиться сварке алюминия и продолжать практиковаться, пока вы не станете совершенным.
Ниже перечислены вопросы, связанные со сваркой алюминия, о которых следует помнить. Однако те же свойства и низкая температура плавления затрудняют сварку алюминия.
Почему сварка алюминия считается сложной задачей?
В предыдущих параграфах мы обсудили некоторые вопросы, связанные со сваркой алюминия.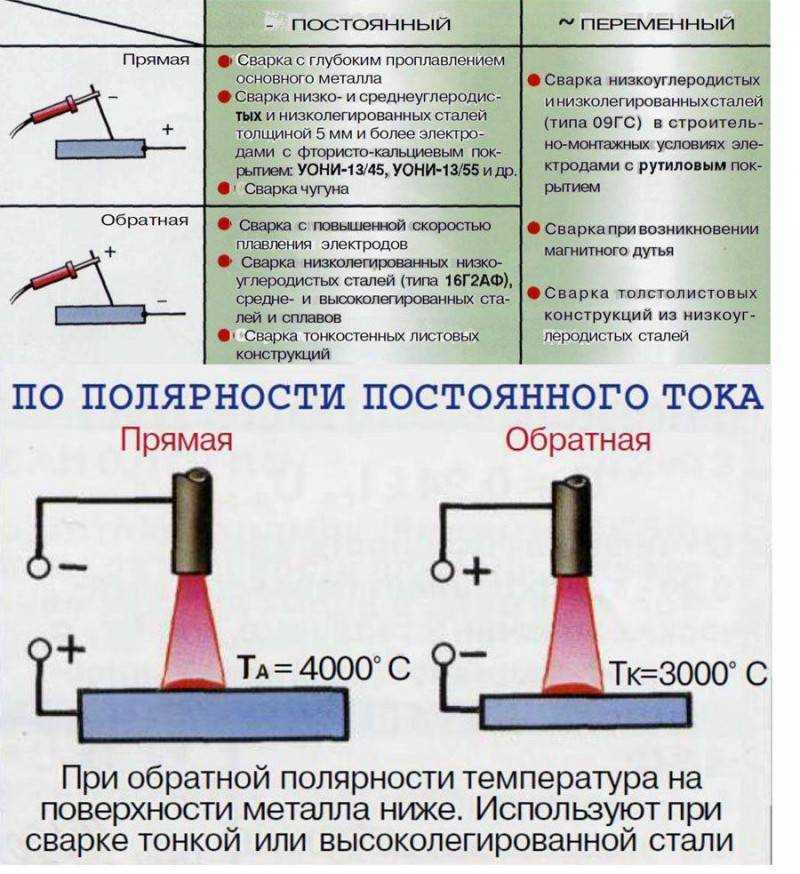 Теперь составим список свойств алюминия, затрудняющих сварку:
Теперь составим список свойств алюминия, затрудняющих сварку:
Алюминий — мягкий металл, чрезвычайно чувствительный к содержанию кислорода в атмосферном воздухе. Алюминий, хранившийся в течение достаточного времени, будет иметь на своей поверхности слой оксида алюминия.
Чистый алюминий плавится при 1220ºF (660ºC), а оксид алюминия – при 3762ºF (2072ºC). Такая разница в температуре их плавления делает обязательным удаление оксидно-алюминиевого покрытия с поверхности металла перед сваркой.
Сварочная ванна расплавленного алюминия поглощает водород, и скорость поглощения увеличивается с температурой (источником водорода является влага на изделии, присадочная проволока или воздух). Когда сварочная ванна затвердевает, водород уходит, оставляя после себя пористый сварочный валик.
Алюминий — чувствительный металл, подверженный воздействию грязи, атмосферного воздуха и влаги. Расплавленный алюминий в сварочной ванне может реагировать с кислородом воздуха, и на сварном шве может образовываться оксидный слой.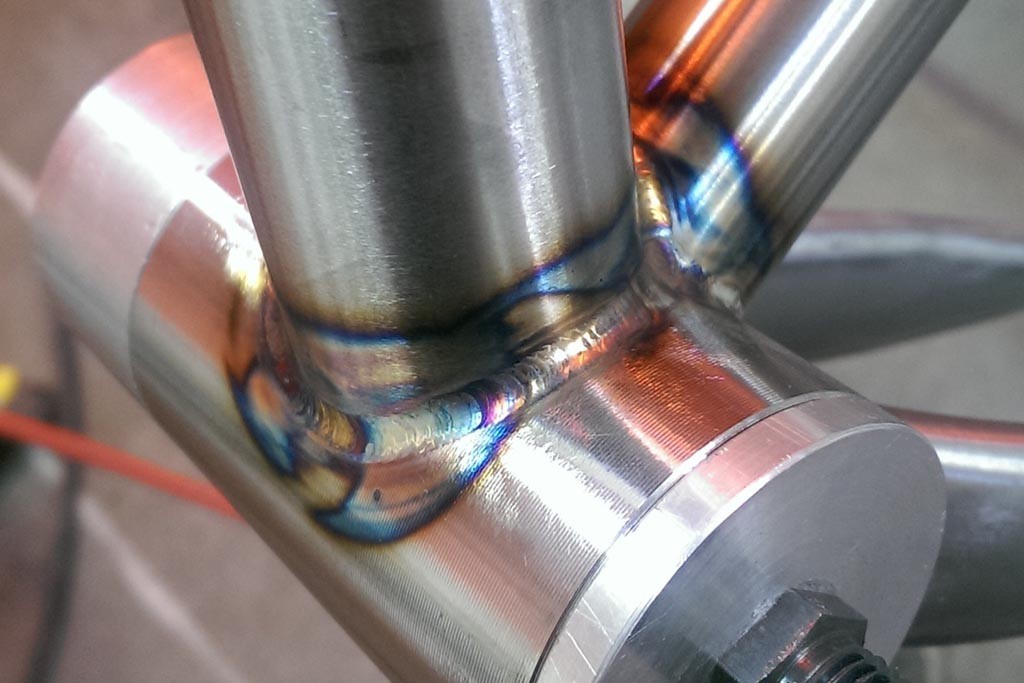 Это препятствует многопроходной сварке (необходимо удалить оксидный слой).
Это препятствует многопроходной сварке (необходимо удалить оксидный слой).
Сварщики работают с алюминием разной толщины, и это становится плотной прогулкой по канату, уравновешивая тепло сварки между хорошим проникновением сварного шва и избегая горения алюминиевого металла.
Сварка алюминия сложна, но радует то, что «это не невозможно». Вы можете изучить технику сварки алюминия и стать в ней совершенным.
Сварочные процессы, используемые для сварки алюминия

Давайте обсудим здесь некоторые процессы сварки, но перед этим дайте нам знать, как подготовить заготовку к сварке.
Подготовка к сварке
Подготовьте заготовку к сварке, выполнив следующие действия:
- Очистите алюминиевую заготовку мягким химическим или мыльным раствором, чтобы удалить грязь, масло и т. д.
- Удалите оксидное покрытие с поверхности заготовки. Для удаления оксидного покрытия можно использовать растворитель оксидов или латунную или стальную щетку. Если оксидное покрытие больше, вы можете использовать лепестковый диск (зернистость 220 или более) для удаления оксидного слоя. Зарезервируйте щетку или лепестковый диск только для алюминия.
- Убедитесь, что поверхность заготовки и присадочной проволоки чистая и сухая, на ней нет влаги.
- Предварительный подогрев заготовки при сварке более толстого алюминия (более 8 мм) поможет улучшить качество сварки.
 Зарезервируйте щетку или лепестковый диск только для алюминия.
Зарезервируйте щетку или лепестковый диск только для алюминия.
Сварка ВИГ алюминия
Сварка ВИГ является одним из популярных методов сварки алюминия, а ручная подача сварочной проволоки помогает опытному сварщику выполнять качественные сварные швы. Сварка алюминия TIG чистая и предотвращает атмосферное загрязнение.
Можно использовать установку для сварки ВИГ с переменным током (AC) и аргоном в качестве защитного газа. Этот процесс обеспечивает чистую сварку, поскольку переменный ток помогает очистить оставшееся содержание оксида по мере продвижения сварки, а также предотвращает загрязнение сварочной ванны. Процесс сварки TIG на переменном токе обычно используется для сварки тонких алюминиевых листов.
Сварка TIG постоянным током с отрицательной полярностью электрода (DCEN) также может использоваться для сварки алюминия.
Советы опытного сварщика:
- Выберите стержень из чистого вольфрама.
- Убедитесь, что вольфрамовый стержень правильно заточен.
- Убедитесь, что поверхность алюминиевой заготовки чистая.
- Предварительный нагрев алюминия может помочь.
- Правильно установите расход аргона.
- Выберите рекомендуемую сварочную проволоку.
Сварка алюминия методом MIG
Это еще один предпочтительный вариант для сварки алюминия. Основное различие между этим и TIG заключается в том, что при сварке MIG для зажигания дуги используется присадочная проволока, которая автоматически подается через сварочный пистолет.
При сварке MIG используется автоматическая подача проволочного электрода, и вы должны использовать рекомендованный сварочный пистолет (катушечный пистолет или сварочный пистолет двухтактного типа).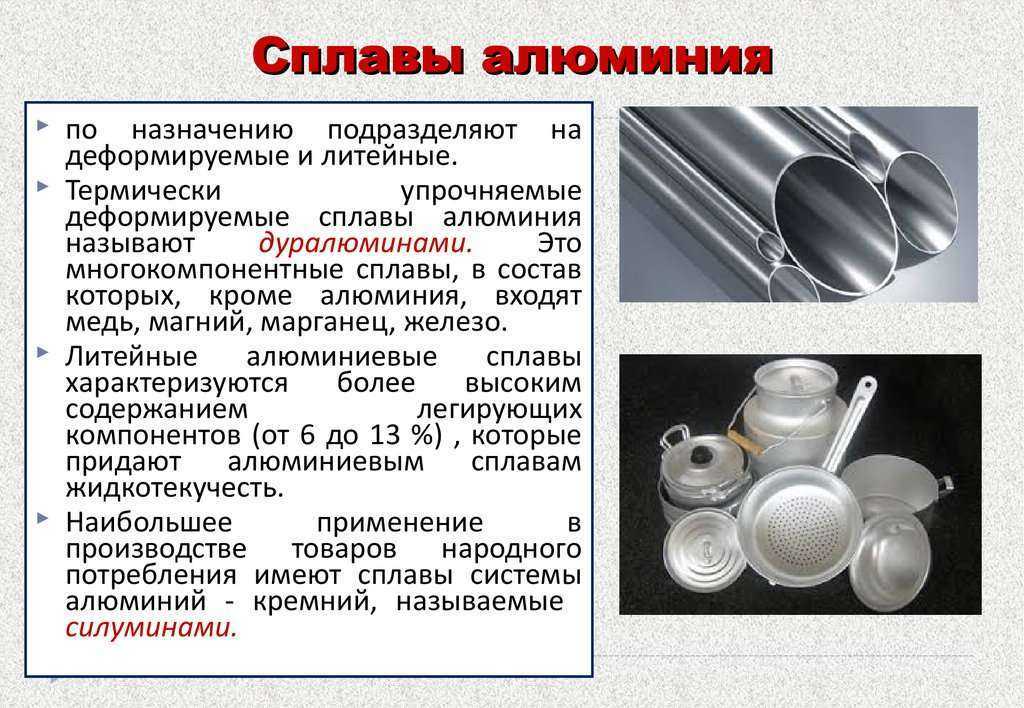
MIG предпочтительнее для сварки толстых алюминиевых листов из-за более высокой скорости наплавки металла. Чистый аргон используется в качестве защитного газа для сварки алюминия толщиной до 1/2 дюйма (12,5 мм), а смесь аргона и гелия — для алюминия большей толщины (содержание гелия может составлять 25 % и более).
Несколько советов от опытных сварщиков:
- Используйте двухтактную подачу проволоки.
- Убедитесь, что алюминиевая рабочая поверхность и проволока чистые.
- Принять процесс сварки с проталкиванием
- Правильно установите расход аргона.
- При необходимости используйте несколько проходов.
Другие процессы сварки алюминия
Газовая сварка
Газовая сварка или кислородно-ацетиленовая сварка также может использоваться для сварки алюминия, а используемое пламя относится к уменьшенному типу. Вы можете использовать рекомендуемый проволочный электрод.
Вы можете использовать рекомендуемый проволочный электрод.
ЛАЗЕРНАЯ сварка
Лазерная сварка — еще один метод сварки алюминия, широко используемый для механизированной сварки в автомобильной промышленности. Лазерная сварка сводит к минимуму проблему холодного пуска при сварке алюминия. Однако алюминий, являющийся отражающим металлом, может создать проблему. Вы должны выбрать правильный защитный газ и присадочный металл. Тонкие алюминиевые листы можно сваривать без присадочного металла.
Сварка трением с перемешиванием
Это еще один процесс сварки, используемый для соединения алюминия и обычно разработанный для соединения алюминиевых сплавов 2024, 7050 и 7075 (эти сплавы имеют хрупкую дендритную структуру и теряют легирующие элементы и прочность в зоне термического влияния в нормальный процесс сварки Сварка трением с перемешиванием имеет ограниченное применение и может использоваться для стыковых и аналогичных соединений
Сварка сопротивлением также может использоваться для сварки алюминия в особых случаях
Сварка алюминиевых сплавов
Чистый алюминий является мягким металлом, и его всегда используют путем добавления определенных легирующих элементов для придания алюминию требуемых механических свойств.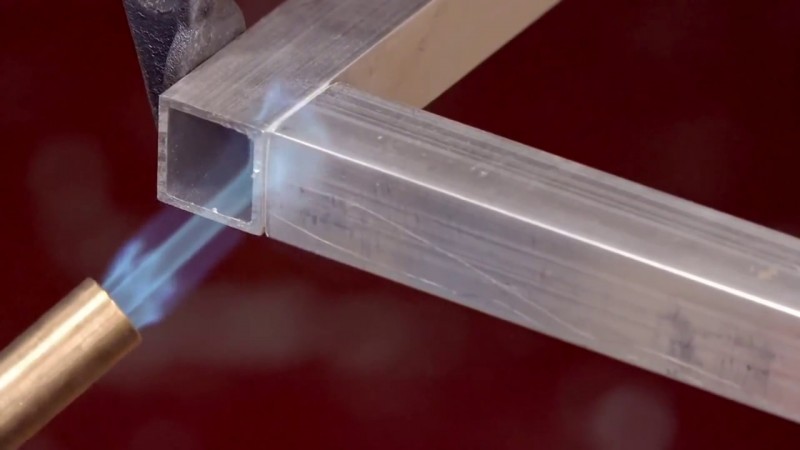 Сплавы могут быть термообрабатываемыми или нетермообрабатываемыми.
Сплавы могут быть термообрабатываемыми или нетермообрабатываемыми.
Термообрабатываемый алюминий
Твердость и прочность термообрабатываемого алюминия зависят от легирующих элементов и процесса термообработки. К этой группе относятся алюминиевые сплавы серий 2ххх, 6ххх и 7ххх. При сварке термообрабатываемого алюминиевого сплава происходит перераспределение составляющих сплава в околошовной зоне (ЗТВ), что снижает прочность металла в ЗТВ.
Нетермообрабатываемый алюминий
Прочность нетермообрабатываемого алюминиевого сплава зависит от результата деформационного упрочнения, а также от упрочнения на твердый раствор элементов его сплава (таких как магний и марганец). К этой группе относятся алюминиевые сплавы серий 1ххх, 3ххх и 5ххх. При сварке нетермообрабатываемых алюминиевых сплавов они теряют свою рабочую твердость в зоне ЗТВ и вокруг нее.
Как правило, кованые алюминиевые сплавы серий 1xxx, 3xxx, 5xxx и 6xxx. Среднепрочные алюминиевые сплавы серии 7xxx можно сваривать с помощью процессов TIG, MIG и газовой сварки (кислородно-ацетиленовое пламя). Сплавы серии 5ххх очень хорошо поддаются сварке.
Среднепрочные алюминиевые сплавы серии 7xxx можно сваривать с помощью процессов TIG, MIG и газовой сварки (кислородно-ацетиленовое пламя). Сплавы серии 5ххх очень хорошо поддаются сварке.
Однако более прочные алюминиевые сплавы серии 7xxx, такие как 7010 и 7050, не подходят для процесса сварки плавлением. Сплавы серии 2ххх также не рекомендуются для сварки плавлением, так как они склонны к растрескиванию при затвердевании.
Некоторые алюминиевые сплавы, такие как 2011 (0,2–0,6 % Bi и 0,2–0,6 % Pb) и 6262 (0,4–0,7 % Bi и 0,4–0,7 % Pb), относятся к категории трудносвариваемых сплавов, поскольку они разработаны для машиноспособности. Присутствие висмута и свинца в этих сплавах способствует образованию стружки при механической обработке. Однако низкая температура затвердевания висмута и свинца снижает возможность получения прочного сварного шва.
Некоторые термообрабатываемые алюминиевые сплавы серии 2××× (алюминий и медь) и серии 7××× (алюминий и цинк) довольно уязвимы к горячему растрескиванию.
Заключение
Благодаря хорошему соотношению прочности и веса алюминий очень популярен в автомобильной и аэрокосмической промышленности. Многие легковые автомобили заменяют сталь алюминием, чтобы сделать автомобиль легче и экономичнее. Это, в дополнение к возможности 100%-й переработки алюминия, делает его более популярным среди защитников окружающей среды. Алюминий — зеленый металл и металл будущего.
Каталожные номера:
- Как сваривать алюминий: руководство для начинающих
- TWI Global – Как сваривать алюминий?
ТЕХНИЧЕСКИЕ ПОДСКАЗКИ: Как сваривать алюминий ВИГ
Сварка алюминия довольно сложна, но при правильном выполнении сварка ВИГ дает высококачественные результаты. ФОТО предоставлено PrimeWeld
By PrimeWeld
Сварка алюминия методом TIG — сложная процедура, требующая навыков и опыта. Начинающие сварщики TIG могут столкнуться с трудностями при использовании этого сварочного аппарата. Использование правильной техники и соблюдение процесса — верный способ получить положительные результаты при сварке алюминия.
Использование правильной техники и соблюдение процесса — верный способ получить положительные результаты при сварке алюминия.
Изделия из алюминия обычно долговечны и высокого качества, но сварка алюминия, как упоминалось ранее, довольно сложна. Согласно исследованиям, сварка TIG является наиболее подходящим методом при работе с алюминием; это потому, что процесс генерирует высококачественные устройства.
Шесть лучших советов по сварке TIG алюминия
Помимо отличной информации о сварщиках TIG, сварщики TIG должны соблюдать и учитывать некоторые факторы при сварке алюминия. Ниже приведены 6 основных советов, которым должны следовать сварщики:
1. ПРЕДВАРИТЕЛЬНЫЙ НАГРЕВ АЛЮМИНИЯ
Предварительный нагрев следует рассматривать в зависимости от типа алюминия. Алюминий с высокой плотностью потребует предварительного нагрева, но с менее плотным алюминием можно работать без предварительного нагрева. Большинство сварщиков TIG предпочитают предварительный нагрев при работе с алюминием, так как это надежный способ получения качественных результатов.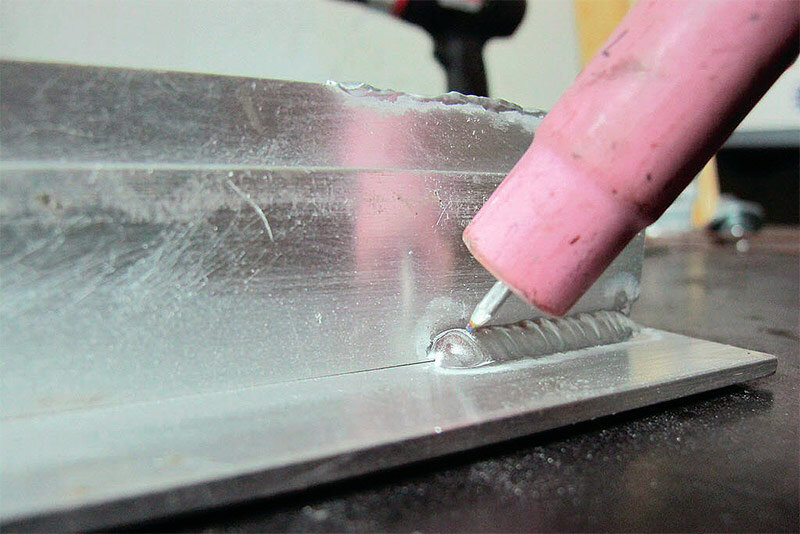
2. ОЧИСТКА ВОЛЬФРАМОВОГО ЭЛЕКТРОДА
Очистку, особенно вольфрамового электрода, следует проводить регулярно. Электрод быстро загрязняется, и работа с ним может выявить неисправность оборудования. В этом случае качество сварки будет снижено. Очистку вольфрамового электрода производят, разложив его на плоской поверхности загрязненным концом к краю поверхности. Затем зараженную часть отбивают.
3. ИСПОЛЬЗУЙТЕ РАДИАТОР
Радиаторы используются для поглощения дополнительного тепла, которое иначе было бы поглощено алюминиевым образцом, разрушающим образец. Радиаторы также препятствуют накручиванию алюминия во время сварки. Медный или алюминиевый радиатор можно подать в суд, чтобы предотвратить такие случаи.
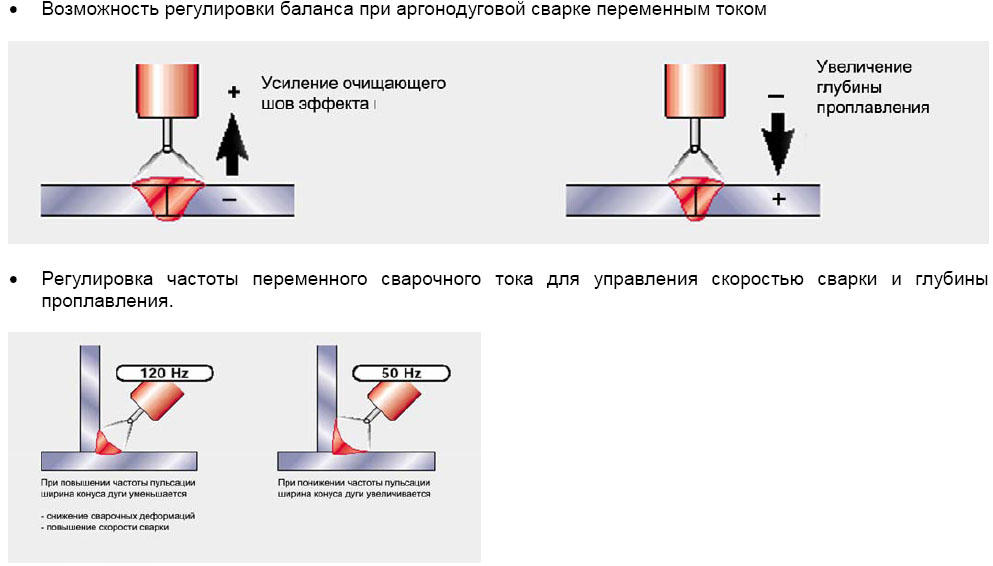
4. ИСПОЛЬЗУЙТЕ ПОЛЯРНОСТЬ ПЕРЕМЕННОГО ТОКА
Алюминий легко образует оксидный слой, который не виден невооруженным глазом. Сварщики TIG должны помнить об этом факторе при сварке алюминия. Оксидный слой можно очистить с помощью твердосплавного резака, но высока вероятность того, что он появится снова после начала сварки. Покрытие может помешать сварщику TIG алюминия правильно видеть сварочную ванну. Поэтому эффективно использовать полярность переменного тока; это связано с тем, что текущее направление потока продолжает меняться. Полярность переменного тока постоянно устраняет оксидный слой, позволяя сварочному аппарату работать правильно.
Сварщики TIG должны помнить об этом факторе при сварке алюминия. Оксидный слой можно очистить с помощью твердосплавного резака, но высока вероятность того, что он появится снова после начала сварки. Покрытие может помешать сварщику TIG алюминия правильно видеть сварочную ванну. Поэтому эффективно использовать полярность переменного тока; это связано с тем, что текущее направление потока продолжает меняться. Полярность переменного тока постоянно устраняет оксидный слой, позволяя сварочному аппарату работать правильно.
5. УСТАНОВИТЕ СООТВЕТСТВУЮЩИЙ РЕГУЛЯТОР БАЛАНСА
Регулятор баланса должен быть установлен соответствующим образом, чтобы обеспечить положительные результаты при сварке алюминия. Сварочный аппарат с полярностью переменного тока имеет как положительный, так и отрицательный цикл. На отрицательной стороне находится переменный ток, а на отрицательной стороне происходит удаление оксидного слоя. Поэтому необходимо установить баланс таким образом, чтобы работать с наплавленным материалом без каких-либо помех.
6. ИСПОЛЬЗУЙТЕ ПРАВИЛЬНУЮ СИЛУ
Использование правильной силы тока в сварочном аппарате имеет большое значение для достижения качественных результатов. Правильная сила тока в сварочном аппарате TIG для алюминия позволит создать элегантное и стандартное устройство. Напряжение меняется в зависимости от ширины имеющегося алюминиевого образца. Некоторые образцы требуют более высокой энергии по сравнению с другими.
Сварщик должен иметь необходимую информацию о сварщике TIG при работе с алюминием. Лица, работающие с алюминием, должны быть осторожны и терпеливы. Эти два качества подходят для получения оборудования высокого стандарта. Сварка алюминия, и любой человек должен принять во внимание приведенные выше советы, если он хочет получить высококачественную продукцию.