Строгальные станки для обработки дерева
Станки SCM для столярных мастерских объединяют все технологии деревообработки: как для ремесленников, так и для промышленных предприятий.
Фуговально-рейсмусовый станок представляет собой комбинированный столярный станок, который сочетает в себе работу строгального станка и рейсмусового станка.
Фуговально-рейсмусовые станки SCM позволяют очень быстро переходить от одной обработки к другой.
Такая скорость перехода от строгального станка к рейсмусовому имеет основное значение для работы мастера столяра или столяра-любителя, которым часто приходится обрабатывать одну деталь, в отличие от серийного производства, где большое количество деталей проходит обработку на одном из двух строгальных станков, прежде чем перейти на другой тип обработки. В этом случае один и тот же элемент обрабатывается на обоих станках, а скорость переключения с одного станка на другой делает их работу проще и быстрее.
Фуговально-рейсмусовые станки SCM компактны и прочны, они подходят для очень гибкого производства.
Узнать большеЗакрыть
L’invincibile fs 7
extra warranty
nova fs 520
extra warranty
nova fs 410
extra warranty
minimax fs 52es
minimax fs 41es
minimax fs 41e
minimax fs 41c
minimax fs 30c
minimax fs 30g
Frequently Asked QuestionsНе отказываюсь ли я от некоторых преимуществ, работая на комбинированном фуговально-строгальном станком вместо отдельных машин?
Это зависит от вашей ситуации и располагаемой площади. По моему мнению, в мастерской, где работает один – два человека в небольшом помещении комбинированный станок – это единственное решение, но я бы сказал, что это не совсем четкое или справедливое сравнение.
По моему мнению, в мастерской, где работает один – два человека в небольшом помещении комбинированный станок – это единственное решение, но я бы сказал, что это не совсем четкое или справедливое сравнение.
Стандарт для большинства небольших мастерских, которые я видел за последние 40 с лишним лет, – это 6-дюймовый фуговальный станок (возможно, 8-дюймовый, если поместится) и 12-дюймовый передвижной строгальный станок (или, может быть, 15-дюймовый отдельно стоящий).
Когда они не используются, они должны быть на колесах и/или храниться на складе. Сколько раз вы получаете доски шире, чем 6-8″? Довольно часто. Шире 12 дюймов? Не так уж часто, по крайней мере, не с обычными припусками.
При использовании 12-дюймового или 16-дюймового комбинированного фуговально-строгального станка потребуется гораздо меньше обходных приемов, в большинстве случаев достигается большая производительность, большая мощность, лучшее качество – и все это на площади в половину меньше.
При чем дешевле (если сравнивать одинаковые размеры) или за только немного большей платой, если сравнивать со “стандартом”, о которым говорилось раньше.
Узнать больше Закрыть
Почему в европейских комбинированных станках фуговально-строгальных станках станина обычно короче чем в отдельностоящих фуговальных станках, такой же ширины?
Они разработаны, в первую очередь, для экономии пространства, поэтому более длинная станина имеет меньше смысла. Если учесть, что большинство небольших мастерских фокусируется на деталях для мебели, то на самом деле не целесообразно выпрямить и обрабатывать кромки или сглаживать лицо панели длиной более чем 72 дюйма или меньше.
Если вы не контурной обработки, вам не понадобятся более длинные доски, и нет смысла соединять кромку или фрезерованное лицо панели. Достаточное профуговать и сформировать профиль. Такая точность просто не нужна, и она невероятно дорогостящая, при чем часто получается 3-4′ непригодного материала из 10′ доски.
В тех случаях, когда вам нужно обрабатывать детали длиной 8′ или более, например, для столешницы обеденного стола, можно приобрести удлинительные системы у многих поставщиков вторичного рынка, или сделать их собственными средствами.
Эти комбинированные станки имеют тенденцию фокусироваться больше на ширине чем на длине, и вы найдете это гораздо более практичным, полезным и красивым, с большими возможностями для дизайна, которые дает более широкий материал.
Узнать больше Закрыть
Разве смена обработки не доставляет особых хлопот?
Смена обработки занимает одну минуту. В среднем, для мебельных проектов требуется примерно всего 1 час общего времени обработки, от функций фугования и строгания и не более 1-3 смен в течение этого часа.
Теперь сравните это с отдельными машинами с меньшей производительностью, при чем обе машины на колесах и/или находятся на хранении.
Чтобы перейти от фуговального станка к строгальному станку, вам необходимо убрать одну машину с места и переместить другую в цех, а также переключить шланг для сбора пыли, и электрические подключения.
Речь идет о 3-5 минутах на смену, и о большем затруднении.
Узнать больше Закрыть
Нужно ли настраивать фуговальный станок каждый раз, когда вы переходите от строгальной обработки на фуговальную?
Не на станке Minimax. Все отрегулировано и обработано с точностью. После настройки вы можете снова и снова возвращаться к одной и той же точной настройке, без необходимости что-либо переустанавливать.
Узнать больше Закрыть
Какая режущая головка мне подходит, спиральная головка Xylent или система Tersa с прямыми ножами?
Это как дискуссия типа “Отличный вкус! … Меньше наполняет!”. И Tersa, и Xylent – отличные системы. Вероятно Терса больше подходит ремесленной мастерской, а для производственной мастерской более подходящая будет, вероятно, системе Xylent.
Вопреки распространенному мнению, и болтовне в Интернете, тесты снова и снова показывают, что лучший результат по-прежнему достигается с помощью только что заточенного прямого ножа, такого как Tersa.
Однако между сменами ножей вы можете продлить работу, используя твердосплавные ножи на сегментированных спиральных головках.
Обе системы представляют собой интеллектуальные и элегантные решения, не требующие настройки ножа. На Tersa можно поменять ножи менее чем за 2 минуты, и в зависимости от размера станка и диаметра вашей головки может потребоваться 7-10 минут, чтобы повернуть все ножи на головке Xylent.
Обе системы работают тише, чем стандартная головка, Tersa, потому что ее ножи выступают всего на 2 мм от корпуса режущей головки, однако, если для вас очень важна бесшумная система, то головка Xylent издает наименьше шума.
Узнать больше Закрыть
Почему чугунные рабочие столы рифленые, а не шлифованные?
Процесс фрезерования на столе имеет преимущество перед гладкими поверхностями; он более дорогостоящий, но также более эффективный. Это может быть чрезвычайно выгодно на фуговальном или строгальном столе.
Это может быть чрезвычайно выгодно на фуговальном или строгальном столе.
По мере того, как лицо доски становится более плоским, увеличивается его сопротивление поверхности и между лицом и столом создает больше вакуума. Таким образом, толкать становится все труднее. Канавки препятствуют эффекту вакуума. Это тонкость, но разница заметна.
Узнать больше Закрыть
Их есть немало. С точки зрения использования, фуговально-строгальные станки Minimax имеют лучшее и самое быстрое время смены обработки, в основном из-за того, что при использовании Minimax стол строгального станка не должен быть полностью опущен при использовании фуговального агрегата.
Позиционировующее колесо может выполнять даже 25 оборотов меньще, в любом направлении, при каждои переходе с строгальной обработки на фуговальную
В других марках всасывающий патрубок пыли находится на противоположных сторонах машины, но не у Minimax – наш всасывающий патрубок пыли находится в одном и том же точном положении для каждой функции, поэтому вам не нужен более длинный шланг и перемещать это или изменять положение системы сбора пыли.
В общем, вы также увидите, что на станках Minimax компоненты более тяжелые, отливки толще, фрезеровка лучше. А благодаря более жестким допускам, машины Minimax будут сохранять свои настройки в течение более длительного периода времени.
Направляющая Minimax длиннее, выше и жестче, и можно ее зафиксировать в двух точках, чтобы добиться нулевого изгиба, по сравнению с консольной конструкцией других. Кроме того, для ножевых головок есть в распоряжении и много других вариантов.
Несмотря на то, что базовая конструкция Minimax было создана более 40 лет назад, но станки всех эпох сохраняют свою популярность в мастерских во всем мире.
Узнать больше Закрыть
Станки фуговальные и рейсмусовые
В классе 04 «Фрезерные и строгальные станки» представлены станки для чистовой обработки древесины с целью получения плоских или профильных поверхностей.
Термин «фрезерование»
 Здесь принято различать продольно-фрезерные и фрезерные станки.
Здесь принято различать продольно-фрезерные и фрезерные станки.Продольно-фрезерные являются станками проходного типа, т. е. такими, в которых материал движется относительно режущего инструмента.
Фрезерные — это, как правило, станки позиционного типа, в которых материал (заготовка) жестко фиксирована в момент обработки ее ножами или фрезами различной конструкции.
Термин «строгание» в деревообработке означает создание гладкой поверхности на заготовке путем механической обработки ее прямолинейно движущимся инструментом (нож фуганка или рубанка, нож пшонострогального станка, цикля). Поэтому, строго говоря, строгальными станками можно называть только шпонострогальные и циклевальные станки. Однако фактически почти повсеместно продольно-фрезерные станки называют строгальными, так как результатом работы тех и других станков является получение гладкой поверхности на обрабатываемой заготовке. Продольно-фрезерные станки делятся на фуговальные, рейсмусовые и 4-сторонние.
Фуговальные станки предназначены для базирования, то есть для создания на заготовке одной или двух технологических баз. (Термин «фугование» означает получение ровной плоской поверхности.) Обычно объектами обработки являются черновые заготовки, полученные после поперечного и/или продольного раскроя сухих пиломатериалов. Такие заготовки всегда имеют покоробленность, и дальнейшая их обработка возможна только после создания хотя бы одной идеально ровной поверхности путем фугования пласти и/или кромки заготовки.
На рисунке 1 показан общий вид типичного фуговального станка. Привод ножевого вала осуществляется от электродвигателя через клиноременную передачу. Глубина снимаемого слоя регулируется путем изменения высоты переднего стола. Направляющая линейка позволяет выполнять обработку под заданным углом к кромке. У двухстороннего фуговального станка за ножевым валом находится еще вертикальный фрезерный шпиндель для обработки кромки заготовок.
Рис. 1 Схема работы и общий вид фуговального станка (Martin, ФРГ)
1 Схема работы и общий вид фуговального станка (Martin, ФРГ)
Подача заготовок — вручную или с помощью автоподатчика, располагаемого над задним столом (рис. 2).
Рис. 2 Фуговальный станок СФ4(К) с автоподатчиком (Кировский станкостроительный завод)
Основные параметры фуговальных станков:
| Длина ножевого вала (ширина фугования), мм | 300-620 |
| Максимальная высота снимаемого слоя, мм | до 6 |
| Частота вращения ножевого вала, об/мин | 3000-6000 |
| Мощность привода ножевого вала, кВт | 3-6 |
| Общая длина столов, мм | 600-3000 |
| Минимальная длина заготовки, мм | 400-500 |
| Масса станков, кг | 400-1200 |
Современные фуговальные станки отличают увеличенная длина столов, цифровой указатель глубины строгания, электрическая настройка высоты переднего стола и наклона направляющей линейки. На рынке можно встретить также фуговальные станки с шейперным валом.
На рынке можно встретить также фуговальные станки с шейперным валом.
Рейсмусовые станки выполняют обработку заготовок в размер по толщине путем фрезерования поверхности, противоположной базовой (рис. 3). Название станков берет начало от инструмента рейсмас (нем. ReiBmaB), который служит для проведения на заготовке разметочных линий, параллельных выбранной базовой линии. В сегодняшнем понимании «рейсмусовать» значит задать детали нужный размер по толщине. Интересно, что в немецком языке такие станки называют Dickhobelmaschinen — строгающие по толщине.
Рис. 3 Схема рейсмусового станка: 1 — прижим задний; 2 — ножевой вал; 3 — прижим передний; 4 — валец подающий передний; 5 — коггевая защита; 6 — фиксатор высоты стола; 7 — опорные ролики; 8 — валец подающий задний.
Обработка выполняется при вальцовой подаче заготовок по гладкому столу станка с опорными роликами 7 для уменьшения сил трения. Передний подающий валец 4 является рифленым, задний валец 8 — гладким. Для предотвращения обратного выброса заготовки служит коггевая завеса 5. Подающий валец 4 делают ступенчатым, что позволяет обрабатывать заготовки с разнотолщинностыо до 5-8 мм.
Для предотвращения обратного выброса заготовки служит коггевая завеса 5. Подающий валец 4 делают ступенчатым, что позволяет обрабатывать заготовки с разнотолщинностыо до 5-8 мм.
Настройка на нужный размер достигается вертикальным перемещением нижнего стола. Выпускаются также станки с постоянным уровнем нижнего стола и вертикальным перемещением узла резания.
Основными параметрами рейсмусовых станков являются:
- Ширина обработки (длина ножевого вала), мм 300-1200
- Минимальная и максимальная толщина заготовок, мм 5-300
- Скорость подачи до, м/мин 30
- Минимальная длина заготовки, мм 250-400
Современные станки отличаются автоматической настройкой высоты стола, цифровой индексацией заданной толщины обработки, бесступенчатой настройкой скорости подачи в зависимости от усилий резания.
В России фуговальные и рейсмусовые станки выпускают Кировский станкозавод, завод «КОДОС» из Костромы, «Красный металлист» из Ставрополя. Из импортных машин популярны станки немецких и итальянских фирм.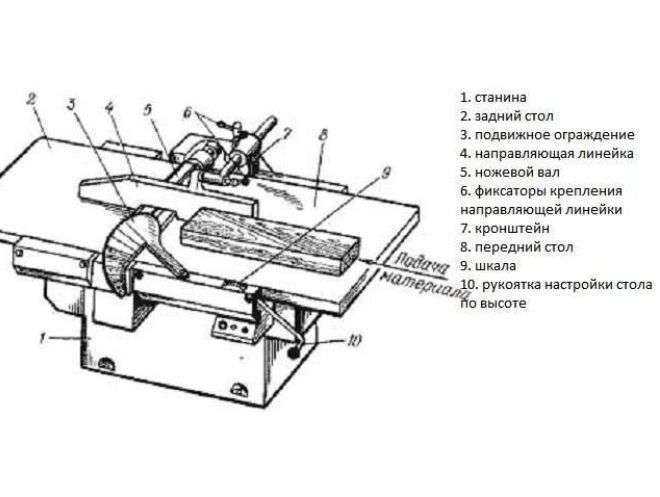 Особо следует упомянуть большие рейсмусовые станки от немецкой фирмы Rex-Maschinenfabrik (рис. 4).
Особо следует упомянуть большие рейсмусовые станки от немецкой фирмы Rex-Maschinenfabrik (рис. 4).
У этого станка рабочий стол находится всегда на одном уровне, а настройка на толщину заготовки производится подъемом верхней части. Кромеэтого, верхняя часть имеет возможность поворота вокруг вертикальной оси. Это удобно при строгании крупных строительных деталей, в том числе гнутоклееных. Рабочая ширина строгания на станке НО-63 составляет до 1100 мм при высоте детали до 280 мм
Рис. 4 Рейсмусовый станок НО-63 (Rex-Maschinenfabrik, ФРГ)
Существуют также двухсторонние рейсмусовые станки. Станки данного класса совмещают в себе функции фугования (базирования) и рейсмусования (строгания в размер по толщине). Можно выделить три разновидности станков для выполнения этих операций (рис. 5).
Рис. 5 Типы двухсторонних рейсмусовых станков: а — фуговально-рейсмусовый, б — двухрейсмусовый, в — станок с одним ножевым валом. 1 — передний стол; 2 — заготовка; 3 — фуговальный ножевой вал; 4 — задний стол; 5 — рейсмусовый ножевой вал; 6— базирующий стол; 7— нижний стол рейсмусового устойства. Механизмы подачи на рисунке не указаны.
Механизмы подачи на рисунке не указаны.
Наиболее распространены фуговально-рейсмусовые станки (рис. 5а). Они имеют нижний ножевой вал для создания базисной поверхности и верхний ножевой вал, высота которого над нижним столом определяет толщину обрабатываемой заготовки.
Двухрейсмусовым станком (рис. 5б) называют станок, у которого первым по ходу является верхний (рейсмусовый) ножевой вал. Их применяют дляобработки жестких, недеформируемых материалов, а также для тонких (до 5 мм) гибких деталей.
У станков с одним валом (рис. 5в) при прохождении заготовки сверху выполняется фугование, а при обратном ее ходе под ножевым валом происходит строгание в размер по толщине, которая настраивается установкой нижнего стола по высоте.
На рисунке 6 показан фуговально-рейсмусовый станок С2ФР6 Курганского ЗДС. Он представляет собой гибрид обычного фуговального станка ССФ6 и одностороннего рейсмусового станка. За один проход на нем выполняется создание базовой поверхности на заготовке и ее строгание в заданный размер по толщине. Максимальный размер заготовки составляет до 600 мм по ширине и от 8 до 170 мм по толщине.
Максимальный размер заготовки составляет до 600 мм по ширине и от 8 до 170 мм по толщине.
Рис. 6 Фуговально-рейсмусовый станок С2ФР6 Курганского ЗДС
На рисунке 7 показан станок с одним ножевым валом, но с двумя столами — фуговальным и рейсмусовым. На первом рисунке станок показан в положении, когда он может выполнять как фугование, так и рейсмусование.
Рис. 7 Фуговально-рейсмусовый станок AD515 (Hoftnann-Maschinen, ФРГ) с опущенными и поднятыми фуговальными столами
На втором рисунке станок показан с поднятыми фуговальными столами и защитным кожухом, который закрывает ножевой вал. В этой позиции станок может работать только как рейсмусовый станок.
На рисунке 8 показаны схемы станков, продолжающих идею одновременной обработки двух пластей заготовок за один проход. Два фуговальных вала в станке позволяют уменьшить глубину строгания на каждом валу и повысить качество обработки нижней пласти заготовок, а пильный узел на выходе дает возможность не устанавливать дополнительный прирезной станок для получения деталей нужной ширины.
Рис. 8 Схемы двухсторонних рейсмусовых станков от фирмы MIDA, Португалия: а — с двумя валами; б — с тремя строгальными валами и пильным узлом.
Просмотров: 29
Фуганок, строгальный станок и рейсмусовый станок – объяснение различий
Автор: Роб — последнее обновление: 21 мая 2021 г.
В чем разница между фуганком и рубанком? И почему плотники из США и Великобритании используют совершенно разные имена?
Некоторые деревообрабатывающие термины просты: : настольная пила — это стол с торчащим из него пильным полотном. Но есть некоторые термины, которые просто не кажутся очень логичными, особенно когда в разных странах также используются конфликтующие названия. Это относится к фуганкам и рубанкам (как их называют американцы).
Оба инструмента строгают древесину (как это делает ручной рубанок) и создают стружку, но только один из двух на самом деле называется рубанком . Чтобы еще больше запутать вещи, то, что называется фуганком в США, в Великобритании традиционно называется рубанком . Таким образом, термины полностью меняются местами по обе стороны Атлантики.
Чтобы еще больше запутать вещи, то, что называется фуганком в США, в Великобритании традиционно называется рубанком . Таким образом, термины полностью меняются местами по обе стороны Атлантики.
В этой статье:
- Что делают фуганки и строгальные станки?
- Терминология: названия США и Великобритании
- Вы должны получить фуганок перед фуганком или строгальный станок перед фуганком?
Чем занимаются фуганки и строгальные станки?
Итак, давайте на мгновение отступим от конкретных терминов и сначала опишем инструменты с точки зрения функциональности (используя названия в США).
Фуганок
Фуганок используется для создания идеально ровной поверхности на одной стороне необработанной доски. Его также можно использовать для создания второй идеально ровной кромки под углом 90 градусов к первой плоской поверхности.
Рубанок
Рубанок, с другой стороны, используется для создания второй поверхности, параллельной первой.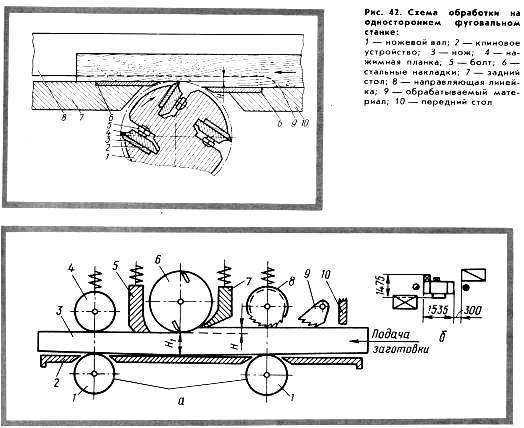 Доводит доски до определенной толщины. Чего он не может сделать, так это создать гарантированно ровную поверхность с любой стороны доски. Рубанок просто копирует поверхность противоположной стороны. Если другая сторона плоская, то рубанок также создаст идеально ровную поверхность. Если другая сторона волнистая, сторона, выструганная рубанком, тоже будет волнистой.
Доводит доски до определенной толщины. Чего он не может сделать, так это создать гарантированно ровную поверхность с любой стороны доски. Рубанок просто копирует поверхность противоположной стороны. Если другая сторона плоская, то рубанок также создаст идеально ровную поверхность. Если другая сторона волнистая, сторона, выструганная рубанком, тоже будет волнистой.
Используя оба станка вместе (сначала фуганок, затем строгальный станок), можно создавать идеально ровные и квадратные доски определенной толщины. Но ни одна из двух машин не может сделать это в одиночку.
Терминология: Названия в США и Великобритании
Возвращаясь к терминологии, слово «строгальный станок» (в США) на самом деле является сокращением от рейсмусовый станок , что является гораздо более информативным. Как я только что объяснил, это именно то, что делает рубанок — доведение доски до определенной толщины. В Великобритании, поскольку они используют слово «строгальный станок» для обозначения фуганка, они называют рейсмусовый станок 9.0011 рейсмусовый станок .
В Великобритании, поскольку они используют слово «строгальный станок» для обозначения фуганка, они называют рейсмусовый станок 9.0011 рейсмусовый станок .
Комбинированные станки
Существуют также станки, сочетающие функции фуганка и рубанка. В США они называются комбинированными строгальными станками . Чтобы еще больше запутать ситуацию, в Великобритании эти комбинированные станки называются строгально-рейсмусовые станки . Оба имени имеют смысл, если вы знаете локальные имена для отдельных машин.
А вот то, что в США есть рейсмусовый станок (строгальный станок), а в Великобритании есть рейсмусовый станок (комбинированный строгальный станок), и те, что вообще не относятся к одному и тому же станку, определенно сбивают с толку.
Обобщим различные термины, используемые в США и Великобритании:
- Фуговальный станок (США) = Строгальный станок (Великобритания)
- Строгальный станок (США) = Рейсмусовый станок 90 0908000 (США) (Великобритания)
- Фуговальный станок Combo (США) = Строгальный станок Рейсмусовый станок (Великобритания)
Теперь, из-за доминирования Америки в Интернете, американские термины используются гораздо чаще. Поэтому, если вы хотите найти информацию о конкретной машине, лучше всего использовать термины «фуганок», «фуганок» и «фуганок». Но может быть полезно помнить британские термины, когда вы ищете британский форум, такой как UKWorkshop, или когда слушаете британского столяра на YouTube.
Поэтому, если вы хотите найти информацию о конкретной машине, лучше всего использовать термины «фуганок», «фуганок» и «фуганок». Но может быть полезно помнить британские термины, когда вы ищете британский форум, такой как UKWorkshop, или когда слушаете британского столяра на YouTube.
Должен ли быть фуганок перед фуганком или строгальный станок перед фуганком?
Чтобы получить идеально ровную, квадратную доску желаемой толщины, вам понадобится как фуганок, так и рубанок. Таким образом, получение двух станков или комбинированного строгального станка, как правило, является лучшей идеей.
Но если у вас есть место или бюджет только на одну из двух машин, какую выбрать? Для меня ответ прост: сначала купите рубанок.
Замена одного станка ручным рубанком
Получение только одного из двух станков означает, что вам нужно будет заменить работу другого станка ручным рубанком. Выполнять работу фуганка с помощью ручного рубанка, а именно создавать одну плоскую поверхность, на мой взгляд, намного проще, чем идеально подогнать доску по толщине с помощью ручного рубанка. Используя Stanley 5, 6 или 7 (или эквивалент), не так уж сложно сделать доску ровной, как только вы освоите базовую технику. Эндрю Кляйн снял отличное короткое видео, показывающее эту технику соединения ручным рубанком и рубанком.
Используя Stanley 5, 6 или 7 (или эквивалент), не так уж сложно сделать доску ровной, как только вы освоите базовую технику. Эндрю Кляйн снял отличное короткое видео, показывающее эту технику соединения ручным рубанком и рубанком.
В отличие от этого, чтобы довести доску до идеальной толщины вручную, вам нужно разметить высоту по всему периметру с помощью маркировочного шаблона и убедиться, что вы строгаете точно по линии. Это довольно точный и сложный процесс. Другим недостатком является то, что если вы хотите снять большой объем, вам потребуется много работы с использованием ручного рубанка. При соединении вы всегда снимаете лишь небольшую часть верхней поверхности. Посмотрите приведенное ниже видео Пола Селлерса, который показывает, как строгать доску по толщине с помощью ручного рубанка.
Посмотрите приведенное ниже видео Пола Селлерса, который показывает, как строгать доску по толщине с помощью ручного рубанка.
Кроме того, с помощью салазок для рубанка вы можете превратить рубанок в импровизированный фуганок. Хотя использовать его не так просто, как отдельный фуганок, он работает. Наоборот, с помощью кондуктора превратить фуганок в рубанок невозможно.
Вывод: приобретите рубанок перед фуганком
Итак, вкратце: Фуганок можно довольно легко заменить хорошим ручным рубанком или салазками для строгального станка, особенно для деревообработчиков-любителей. Выполнение задачи рубанка вручную требует гораздо больше работы. Поэтому я бы порекомендовал приобрести рубанок перед тем, как приобретать фуганок.
Выполнение задачи рубанка вручную требует гораздо больше работы. Поэтому я бы порекомендовал приобрести рубанок перед тем, как приобретать фуганок.
Модернизация спиральной фрезы
И фуганки, и строгальные станки могут быть оснащены спиральными ножевыми головками, которые имеют много преимуществ по сравнению с традиционными прямыми лезвиями. Если вы планируете модернизацию или просто хотите узнать, какие преимущества имеет спиральный нож, ознакомьтесь с моим руководством по спиральным ножевым головкам.
Какая разница? — Bear Hollow Supply
Фуганки и строгальные станки относятся к различному силовому оборудованию в домашней мастерской по дереву, в дополнение к настольной пиле и отрезной пиле. Один или оба этих инструмента могут быть незаменимы в деревообрабатывающих проектах для серьезного мастера. В этой статье будут определены и выделены эти инструменты, чтобы помочь вам решить, какие из них использовать и в каких типах проектов они могут вам помочь. Конечно, если ваш бюджет позволяет и то, и другое, то все в порядке. Если это невозможно, мы укажем вам правильное направление для начала. В чем разница между фуганками и рубанками? Продолжайте читать ниже, чтобы узнать!
Конечно, если ваш бюджет позволяет и то, и другое, то все в порядке. Если это невозможно, мы укажем вам правильное направление для начала. В чем разница между фуганками и рубанками? Продолжайте читать ниже, чтобы узнать!
С таким названием можно было бы предположить, что оно связано со склеиванием деревянных деталей, и вы были бы правы. Фуганок — это инструмент, который создает прямые и квадратные края на вашей доске, чтобы вы могли комбинировать его с другими досками, чтобы сделать доску большего размера. Вы на правильном пути, если представляете, что края объемной древесины соединяются вместе для столешницы, рабочего стола или стеллажа.
Хотя вы можете поверить, что пиломатериалы, которые вы только что купили на местной лесопилке, прямые и квадратные, опытные столяры, берущиеся за серьезные проекты, захотят перепроверить их. Они будут знать, что доски будут соединяться плавно и без зазоров, создавая гладкую и ровную поверхность благодаря фуганку. Цель состоит в том, чтобы иметь плоские поверхности на столах или рабочих столах, которые вы изготавливаете, и фуганки могут помочь в этом.
Когда вы готовите пиломатериалы, используйте фуганок, чтобы начать различные проекты. Это даст вам безупречно ровную поверхность и подровняет один край дерева, чтобы сделать соединение без зазоров. Однако после соединения досок вам понадобится ровная поверхность. Вот где второй инструмент вступает в игру.
Строгальные станки аналогичны ручным рубанкам, за исключением того, что они приводятся в действие и могут строгать всю поверхность пиломатериала, а не отдельную полосу или стык. У рубанка есть платформа, которая поддерживает вашу доску, когда она проходит через нее. Режущая головка рубанка находится над станиной и проходит по всей длине станины. Когда пиломатериал проходит через станок и выходит из него, ролики подают его вдоль платформы, под режущую головку и против нее. Это снимает слой древесины.
В результате плита имеет гладкую и однородную ровную поверхность. Вы можете создать параллельные поверхности, перевернув доску и снова пропустив ее через рубанок. Когда вы используете фуганок и рубанок вместе, вы создаете параллельные поверхности на древесине. Таким образом, когда вы соединяете куски дерева, они получаются плоскими, гладкими, ровными и прямыми с прямыми краями.
Когда вы используете фуганок и рубанок вместе, вы создаете параллельные поверхности на древесине. Таким образом, когда вы соединяете куски дерева, они получаются плоскими, гладкими, ровными и прямыми с прямыми краями.
С помощью рубанка можно сделать многое. Подумайте о создании новой столешницы или рабочего стола, новых стеллажей или, возможно, нового верстака в мастерской. Когда дело доходит до столешниц, вы можете сэкономить немного денег, используя настольный рубанок вместо напольного рубанка.
Немного проще понять различия между этими инструментами, когда вы знаете, что они из себя представляют. Эти различия очевидны в спорах о толщине строгального станка и фуганка:
- Строгальный станок обеспечит вам одинаковую толщину и параллельные поверхности, в то время как фуганок даст вам точно ровную кромку и выровняет эту единственную сторону.
- Строгальные станки режут древесину сверху, тогда как у фуганков режущие ножи встроены в стол, а древесина проходит над ними.


Однако при работе с грубыми пиломатериалами, которые вы приобрели непосредственно на лесопилке, каждый из них ценен.
К счастью, существует несколько комбинаций фуганка и фуганка. Они выполняют функции каждого с помощью одной режущей головки и при необходимости переходят от одного к другому. Они занимают меньше места в мастерской, чем отдельные станки, и обходятся дешевле, чем покупка каждого по отдельности.
Однако переход с одного компьютера на другой требует времени и менее удобен, чем переход с одного компьютера на другой. Кроме того, им требуется розетка на 220 вольт, и они довольно тяжелы при транспортировке. Даже если они дешевле, чем покупка каждой единицы оборудования по отдельности, они все равно обходятся дорого.
Ответ на вопрос, пользоваться ли фуганком или рубанком, прост: по разному. Какова природа проекта? С какой древесиной вы работаете? Это мерный пиломатериал, купленный на авторитетном лесопилочном складе или прямо с лесопилки? Многие опытные столяры считают, что вы можете сделать больше, используя рубанок самостоятельно, независимо от вашего проекта.
Однако есть альтернативные возможности для задачи, которую выполняет фуганок. В домашней мастерской каждого профессионального столяра уже есть электроинструмент, который можно использовать для этой цели, проявив немного изобретательности.
Забавно, что вы спросили. Короче говоря, да. Вы можете получить ровную первую сторону дерева, положив ее на плоский стол, который может двигаться через рубанок, выравнивая ее с помощью липкого коврика и прокладок. Это самая сложная часть фрезеровки древесины. Как только одна сторона станет плоской, выровняйте вторую сторону, чтобы она была параллельна первой, и вы создали фрезерованный кусок дерева с помощью только настольной пилы. Конечный результат тот же, и он не требует покупки еще одного дорогостоящего торгового оборудования.
Есть так много умных и опытных столяров, которые, кажется, всегда находят обходные пути, чтобы компенсировать ограниченный набор инструментов или некачественную древесину. Интеллект снова появляется в дебатах о строгальном станке или фуганке..jpg)