Зенкеры, зенковки и развертки – Энциклопедия по машиностроению XXL
Фрезы, сверла, зенкеры, зенковки и развертки [c.70]Зенкеры, зенковки и развертки — это многолезвийные размерные режущие инструменты, которые предназначены для предварительной или окончательной, обработки отверстий, полученных на предшествующих операциях. Общими конструктивными элементами зенкеров и разверток являются рабочая часть, присоединительная часть, которая выполняется в виде либо конического хвостовика, либо конического отверстия, и канавки, образующие зубья и режущие лезвия. Отличаются зенкеры и развертки в основном количеством зубьев, геометрическими параметрами заточки, точностью наружного диаметра, а также условиями эксплуатации. [c.212]
ГОСТом 5449—50 для обработки отверстий предусмотрены следующие инструменты сверла, зенкеры, зенковки и развертки.

К инструменту для обработки отверстий относятся сверла, зенкеры, зенковки и развертки. [c.156]
Внутренние конусы (центрирующие фаски) при (1 конические отверстия обрабатывают специальными зенковками, зенкерами и развертками. Стандартизованные конусные отверстия (в насадных инструментах и т. п.) обрабатывают комплектом разверток после сверления (диаметр сверла на 0,5 — 1,0 мм меньше номинального размера первой развертки). При обработке с поворотом верхних салазок суппорта наибольшая длина кону- [c.230]
Отверстия на сверлильных станках обрабатывают различными режуш ими инструментами сверлами, зенкерами, зенковками, развертками, резцами и метчиками. [c.227]
Для автоматических линий в целях повышения стабильности режущих свойств сверла изготовляют, как правило, из лучших марок быстрорежущей стали. Балл карбидной ликвации не должен превышать 2—3 единиц. Зенкеры, развертки, зенковки и цековки оснащают твердым сплавом.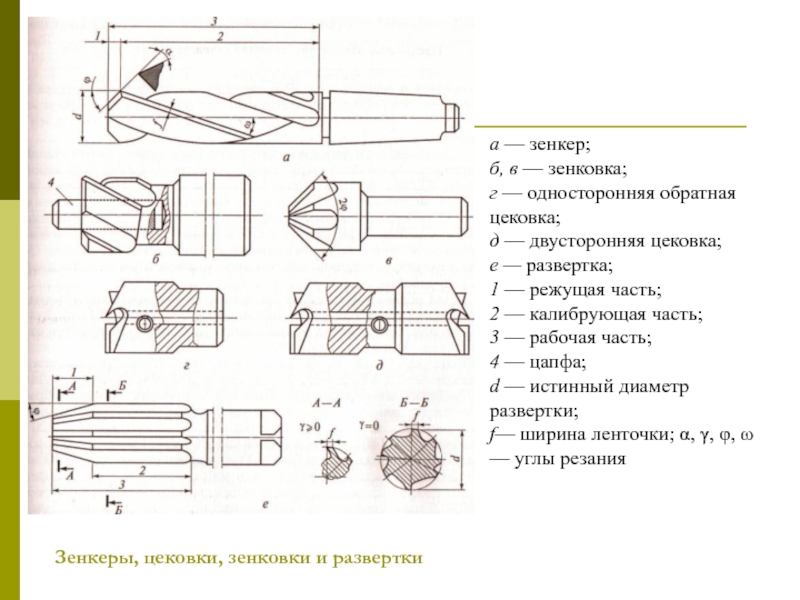
При обработке отверстий несколькими последовательно сменяемыми инструментами (сверлом, зенкером, разверткой, сверлом и метчиком, сверлом и зенковкой и т. д.) применяют быстросменные втулки (рис. 28, г). Втулка имеет замок, который дает возможность быстро вынимать и вставлять ее, не вывертывая 52 [c.52]
На ТРС применяются следующие виды осевых инструментов стандартные спиральные сверла, зенкеры и развертки, а также зенковки, перовые и центровочные сверла, специальные зенкеры и развертки. [c.104]
На расточных станках используют различный режущий инструмент расточные резцы для сквозных и глухих отверстий, пластинчатые резцы— цельные и регулируемые, борштанги расточные блоки, резцы резьбовые, резцы для топкой расточки, сверла — спиральные, перовые и др., зенкеры — цельные и насадные, зенковки, цековки, развертки, метчики, фрезы — цилиндрические, торцовые, концевые фасонные и др.
Сверло-зенкер, сверло-зенковка, сверло-развертка, зенкер-развертка позволяют совместить две операции и получить отверстие заданной формы, точности и шероховатости.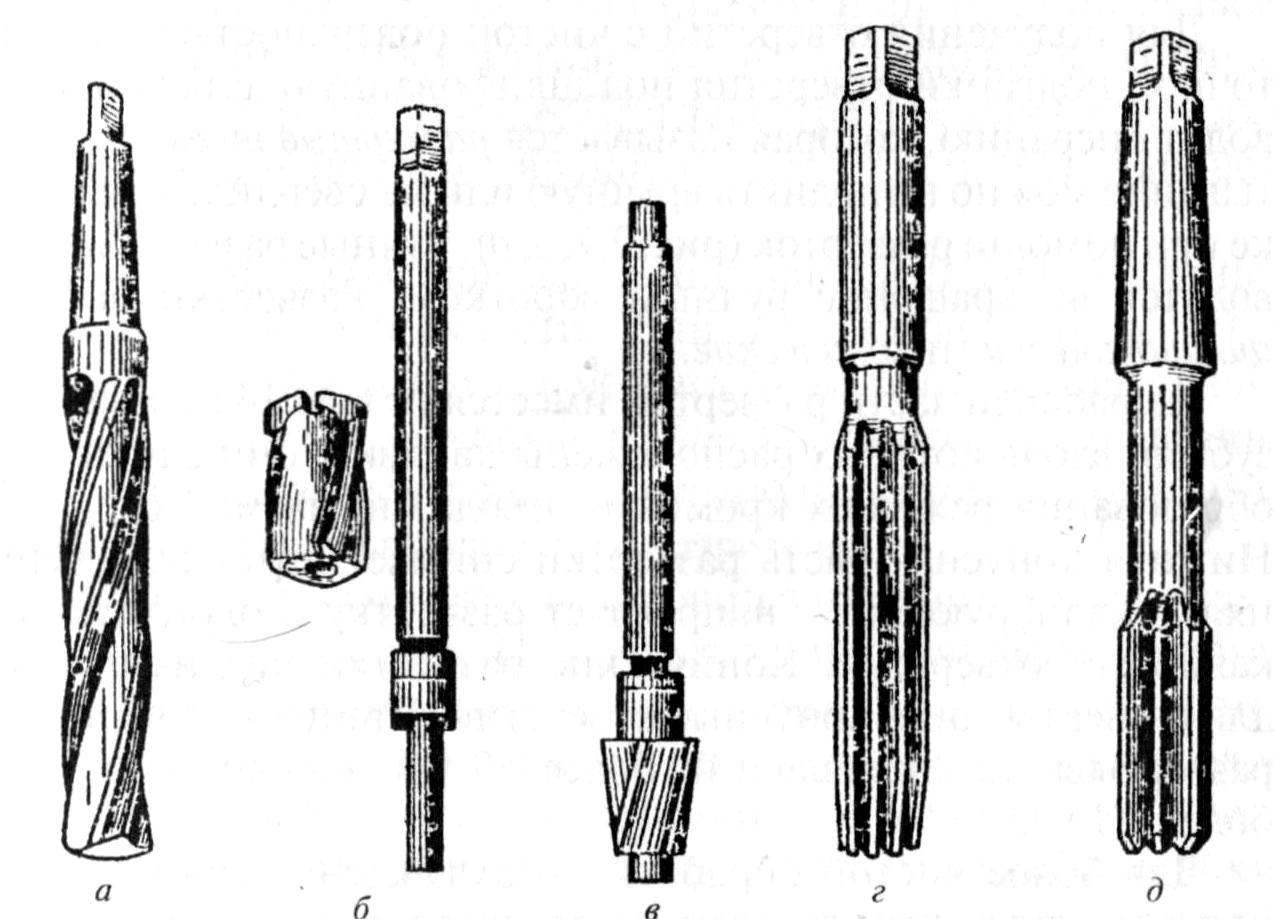 [c.318]
[c.318]
Станок сообщает заготовке вращение, а режущему инструменту — перемещение относительно нее. Благодаря различным движениям заготовки и резца происходит процесс резания. На токарном станке широкое распространение получила обработка наружных цилиндрических, конических, фасонных и внутренних поверхностей, подрезание торцов, нарезание наружных и внутренних резьб, протачивание канавок, зенкование, сверление, зенкерование и развертывание. Для выполнения этих работ используют резцы, сверла, развертки, зенковки, зенкеры, метчики и плашки и т. п. [c.12]
При использовании комбинированного или сборного инструмента (сверло —зенкер, сверло —развертка, сверло с зенковкой и цековкой) устраняется необходимость в смене инструмента. Резьбонарезание выполняют на сверлильных станках с помощью резьбонарезного патрона без кондуктора. При малом объеме выпуска применяют накладные и сборные кондукторы на базе универ-сально-сборных приспособлений.
 Установку накладного кондуктора на заготовке осуществляют следующими способами от обработанных основных поверхностей корпуса (отверстий или плоских поверхностей) по совмещению рисок, определяющих положение
[c.343]
Установку накладного кондуктора на заготовке осуществляют следующими способами от обработанных основных поверхностей корпуса (отверстий или плоских поверхностей) по совмещению рисок, определяющих положение
[c.343]Основными инструментами для токарных станков являются резцы различных типов, а также сверла, зенкеры, зенковки, развертки, метчики, плашки и др.
В соответствии с видом соединенных различных инструментов их называют сверло-зенкер, зенкер-развертка, сверло-зенковка и т. д. Часто применяют соединение инструментов для обработки отверстий с метчиками, при этом образуются сверло-метчик, зенкер-метчик, развертка-метчик. Довольно широко используются наборы фрез с соединением дисковых, цилиндрических, конических и фасонных фрез. Применяют комбинированные инструменты и других типов. [c.335]
Зенковки, зенкеры и развертки цельные с пластинками из твердого сплава. [c.37]
Зенковки, зенкеры и развертки со вставными ножами. [c.37]
[c.37]
В разд. Режимы резания на сверлильных станках справочника [24] содержатся данные по режимам резания осевыми инструментами сверлами, зенкерами, развертками, цековками и зенковками на одно- и многошпиндельных сверлильных станках. [c.85]
Отдельные отверстия, расположенные на расстоянии от оси вращения заготовки, обрабатывают сверлами, зенкерами, развертками, цековками и зенковками с помощью инструментальной головки (рис. 99). Головку устанавливают на суппорте станка стандартного исполнения, имеющего вертикальное перемещение. В расточную борштангу 12 вмонтирован планетарный механизм, к которому относятся зубчатые колеса 2 к 11, крышки 4 к 5, шарики 7 и ролики 13. Три мерные стойки 6 связывают планетарный механизм в одно целое. На хвостовике зубчатого колеса 2 закреплен осевой инструмент 3 (зенковка). Частота вращения инструмента в минуту [c.500]
На станках токарной группы могут обрабатываться изделия самых разнообразных форм — цилиндрические, конические, плоские и фасонные.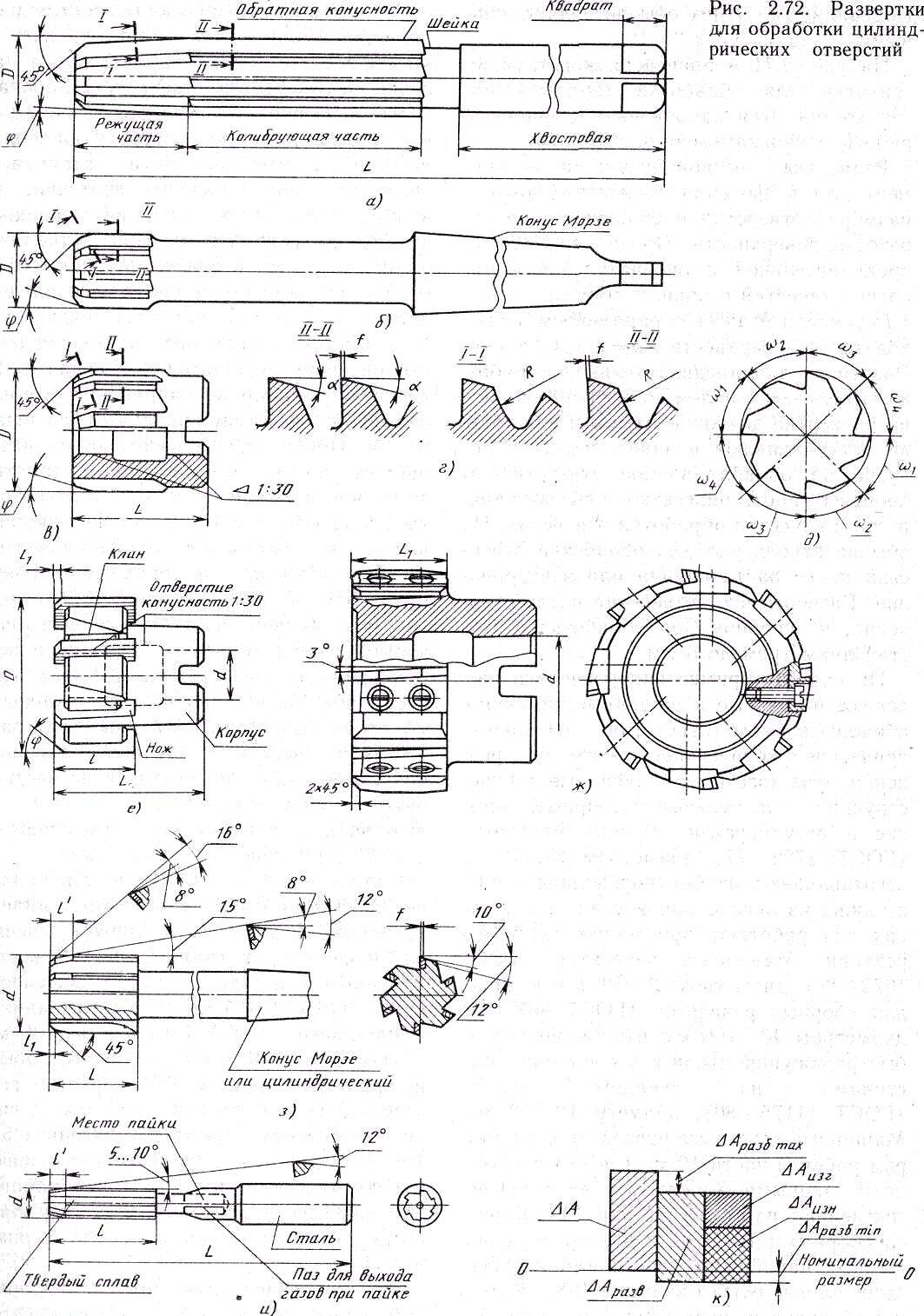
В некоторых случаях инструмент является одновременно мерным и фасонным, например, ступенчатые и фасонные зенкеры, развертки и зенковки, а также протяжки. Здесь инструмент определяет как форму, так и размеры поверхности. [c.29]
Прочий инструмент 1) метчики от М36 и выше 2) развертки конические и цилиндрические 3) резцы модульные 4) расточные блоки 5) фрезы радиусные выпуклые и вогнутые диаметром до 280 мм 6) зенкеры насадные для обработки глухих отверстий 7). зенковки насадные облицовочные односторонние и двухсторонние 8) сверла центровочные 9) фрезы резьбовые концевые 10) фрезы концевые диаметром до 25 мм 11) фрезы шпоночные 12) фрезы Т-образные 13) долбя.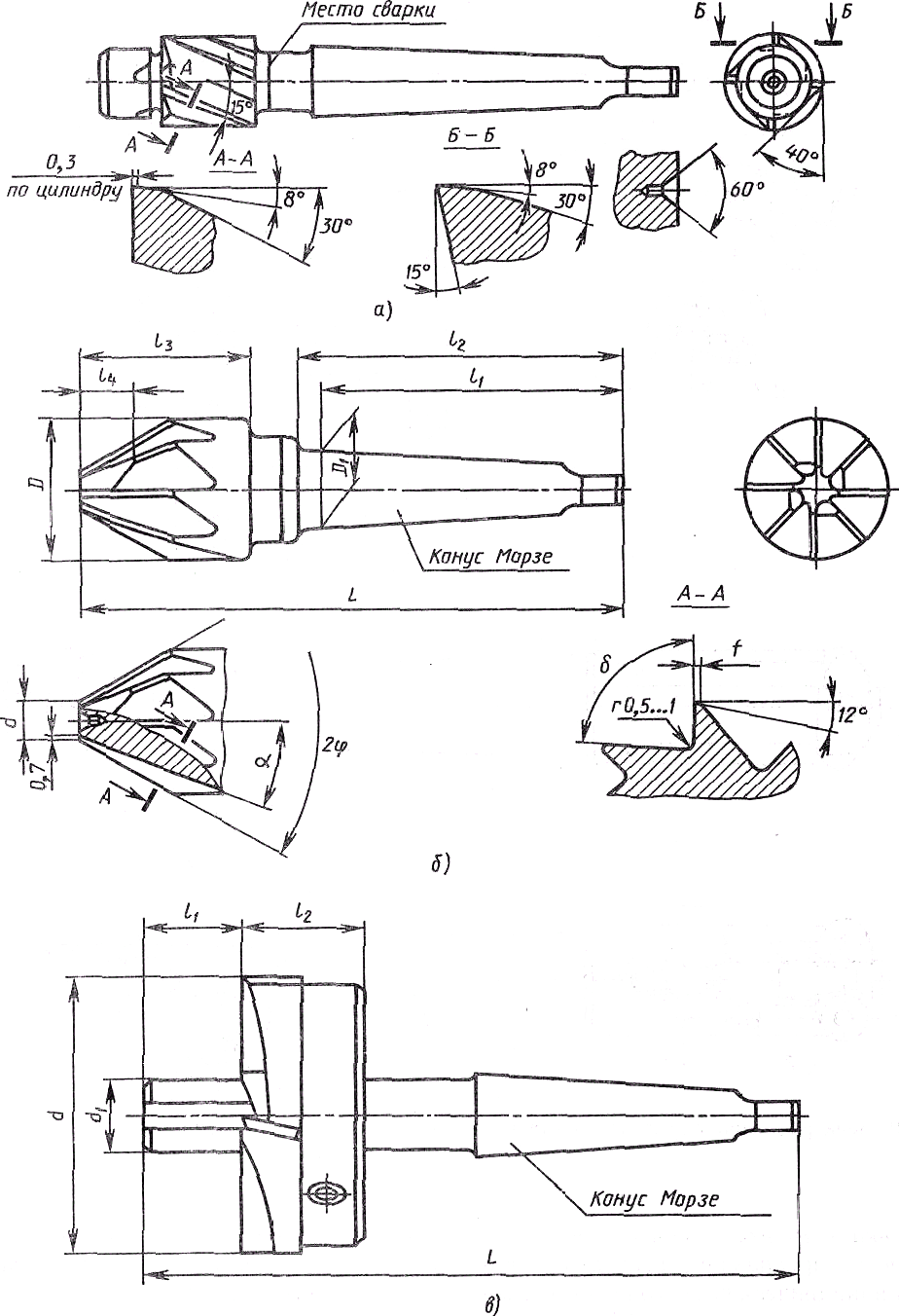
L —длина хода сверла, зенкера, развертки или зенковки в жл. Пои сверлении, развертывании и зенкеровании L = l- -y, при зенковании L = l-j-l (механическая подача), L = i (ручная подача) [c.787]
Время смены инструмента в процессе выполнения отдельных переходов операции. Сюда входит время последовательной уста новки инструментов в быстросменном патроне сверлильного станка (сверло — зенкер — развертка сверло —зенковка —метчик и т. д.) [c.334]
Для обработки отверстий в сплошном материале применяют следующие виды комбинированных инструментов ступенчатые сверла, сверла-зенкеры, сверла-зенковки, сверла-зенкеры-развертки, сверла-развертки и сверла-метчики.
Операции обработки на вертикально- и радиально-сверлильных станках, осуществляемые со сменой инструментов (сверла — зенковки— метчика или сверла—зенкера—развертки), характеризуются большой трудоемкостью при низком коэффициенте основного времени (т]о = 0,5 0,4).
 Трудоемкость сверлильных операций сокращается применением многошпиндельных многопозиционных станков, но этот путь приемлем в массовом производстве. Групповые наладки сверлильных станков разрабатывают главным образом с целью применения высокопроизводительной многошпиндельной обработки отверстий в нескольких заготовках. Для этой цели
[c.290]
Трудоемкость сверлильных операций сокращается применением многошпиндельных многопозиционных станков, но этот путь приемлем в массовом производстве. Групповые наладки сверлильных станков разрабатывают главным образом с целью применения высокопроизводительной многошпиндельной обработки отверстий в нескольких заготовках. Для этой цели
[c.290]И инструменты различного техно-логического назначения (сверла-зенкеры, сверла-развертки, дековки-зенковки и т. п.). На АЛ такие инструменты применяют в следующих случаях для концентрации операций и сокращения числа рабочих позиций при выполнении последовательной черновой и чистовой обработки сквозных отверстий без перестановки заготовок (например, при обработке базовых отверстий за два перехода) при обработке соосных отверстий разного диаметра для обеспечения минимального отклонения от соосности. Но комбинированные инструменты дороги Б изготовлении и сложны при затачивании. Поэтому вопрос их использования должен решаться с учетом экономических соображений.
Шероховатость поверхности соответствует в этом случае R=160 80 мкм. Отверстия до 7-го ква хитета включительно обрабатывают последовательно тремя инструментами сверлом, зенкером и разверткой (рис 12.8, б). Для получения отверстий по 7-му квалитету диаметром более 15-18 мм в условиях серийного производства применяют двукратное развертывание, обеспечивая шероховатость поверхности Rj=2,5 мкм. Обработка отверстий под головки винтов, шурупов и заклепок производится зенкерами или зенковками соответствуюш ей конфигурации. Торцы у отверстий обрабатываются цековками (торцовками) (рис,
Быстросменные втулки (фиг. 136, г) необходимо при менять при обработке отверстий несколькими, последовательнс сменяемыми инструментами (сверло, зенкер и развертка сверло и метчик сверло и зенковка и т. д.). Втулка имеет замок, которы дает возможность быстро вынимать ее, не вывинчивая стопорногс винта.
[c.212]
д.). Втулка имеет замок, которы дает возможность быстро вынимать ее, не вывинчивая стопорногс винта.
[c.212]
При использовании комбинированного или сборного инструмента (сверло-зенкер, сверло-развертка, а также сверло с зенковкой и цековкой). Резьбонарезайие обычно выделяется и выполняется на сверлильных станках с помощью резьбонарезного патрона без кондуктора. [c.445]
Инструменты сверла пушечные, зенкеры и развертки для сквозных и глухих отверстий, развертки машинные и ручные, зенковки насадные цилиндрические и торцовые, протяжки круглые и шлицевые (О, 500—550 хвостовой части), протяжки шпоночные (О, 500— 550 хвостовой части), 1 №тчики ручные фрезы дисковые прорезные и обрезные (режим I) фрезы резьбовые хвостовые, специальные насадные, торцовые насадные, цилиндрические насадные. [c.306]
Инструменты зенкеры и развертки для глухих и сквозных отверстий, зенковки насадкые цилиндрические, гребенки зуборезные пря.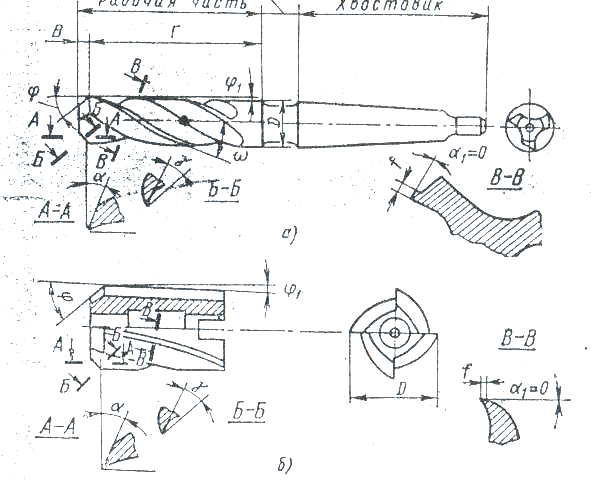 мозубые и косозубые, фрезы дисковые прорезные и отрезные дисковые и пазовые, дисковые двух- и трехсторонние, одно- и двухголовые, полукруглые вогнутые с заты-лованным зубом, специальные насадные, торцовые насадные, цилиндрические насадные, резцы зуборезные.
[c.306]
мозубые и косозубые, фрезы дисковые прорезные и отрезные дисковые и пазовые, дисковые двух- и трехсторонние, одно- и двухголовые, полукруглые вогнутые с заты-лованным зубом, специальные насадные, торцовые насадные, цилиндрические насадные, резцы зуборезные.
[c.306]
УЮА, УЮ, У11А и У11 —для инструмента, не подвергающегося резким и сильным ударам и требующего некоторой вязкости на лезвии (сверла, метчн ки, развертки, плашки, зенкеры, зенковки, шаберы, зубила для насечки напильников и проч.), а УЮА и УПА употребляются также для полотен ручных ножовок, ленточных пил и проч. [c.281]
Отдельные отверстия, расположенные на расстоянии от оси вращения заготовки, обрабатывают сверлами, зенкерами, развертками, цековками и зенковками с помощью инструментальной головки (рис. 116). Головку устанавливают на суппорте станка стандартного исполнения, имеющего вертикальное перемещение. В расточную борштангу 2 вмонтиро- [c.294]
На токарных станках используют следующий мерный стандартный инструмент для обработки отверстий сверла, зенкеры, развертки, зенковки, метчики и плашки.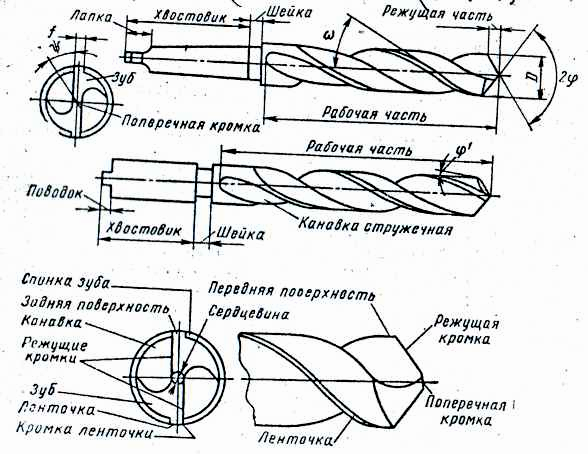 Спиральные сверла (рис. 21) следующих типов с цилиндрическим и коническим хвостовиками цилиндрические центровочные комбинированные и конические. Для сверления отверстий в деталях из труднообрабатывае.мых сталей н чугуна применяют сверла, оснащенные пластиной твердого сплава (см. рнс. 27, а). Основным элементом заточки сверла является угол 2сверления пластмасс 90° — для легких сплавов 118° — для конструкционных сталей 135° — для коррозионно-стойких сталей и чугунов.
[c.43]
Спиральные сверла (рис. 21) следующих типов с цилиндрическим и коническим хвостовиками цилиндрические центровочные комбинированные и конические. Для сверления отверстий в деталях из труднообрабатывае.мых сталей н чугуна применяют сверла, оснащенные пластиной твердого сплава (см. рнс. 27, а). Основным элементом заточки сверла является угол 2сверления пластмасс 90° — для легких сплавов 118° — для конструкционных сталей 135° — для коррозионно-стойких сталей и чугунов.
[c.43]
Зенкерование и Развертывание
Обработка отверстий
Зенкерование и Развертывание
Зенкерование. Зенкером обрабатывают отверстия,
предварительно штампованные, литые или просверленные. Рисунок – а).
Припуск под Зенкерование (после сверления) составляет 0,5-3 мм на сторону.
Зенкер выбирают в зависимости от обрабатываемого материала, вида (сквозное,
ступенчатое, глухое) и диаметра отверстия и заданной точности обработки.
Зенкер имеет три и более режущие кромки, поэтому при зенкеровании снимается
более тонкая стружка и получаются более точные отверстия, чем при сверлении;
он прочнее сверла, благодаря чему подача при зенкеровании в 2,5-3 раза
превышает подачу при сверлении. Зенкерование может быть как предварительной
(перед развертыванием), так и окончательной операцией. Кроме обработки
отверстий зенкеры применяются для обработки торцовых поверхностей. Для
повышения точности зенкерования (особенно при обработке литых или
штампованных глубоких отверстий) рекомендуется предварительно расточить
(резцом) отверстие до диаметра, равного диаметру зенкера на глубину,
примерно равную половине длины рабочей части зенкера. Для обработки
высокопрочных материалов
применяют зенкеры, оснащенные пластинами из твердого сплава. Скорость
резания для зенкеров из быстрорежущей стали такая же, как и для сверл.
Скорость резания твердосплавных зенкеров в 2-3 раза больше, чем зенкеров
из быстрорежущей стали. При обработке высокопрочных материалов и литья по
корке скорость резания твердосплавных зенкеров следует уменьшать на 20-30%. заказать реле контроля фаз ел у нас на сайте reform-market.ru
Зенкерование может быть как предварительной
(перед развертыванием), так и окончательной операцией. Кроме обработки
отверстий зенкеры применяются для обработки торцовых поверхностей. Для
повышения точности зенкерования (особенно при обработке литых или
штампованных глубоких отверстий) рекомендуется предварительно расточить
(резцом) отверстие до диаметра, равного диаметру зенкера на глубину,
примерно равную половине длины рабочей части зенкера. Для обработки
высокопрочных материалов
применяют зенкеры, оснащенные пластинами из твердого сплава. Скорость
резания для зенкеров из быстрорежущей стали такая же, как и для сверл.
Скорость резания твердосплавных зенкеров в 2-3 раза больше, чем зенкеров
из быстрорежущей стали. При обработке высокопрочных материалов и литья по
корке скорость резания твердосплавных зенкеров следует уменьшать на 20-30%. заказать реле контроля фаз ел у нас на сайте reform-market.ru
Развертывание.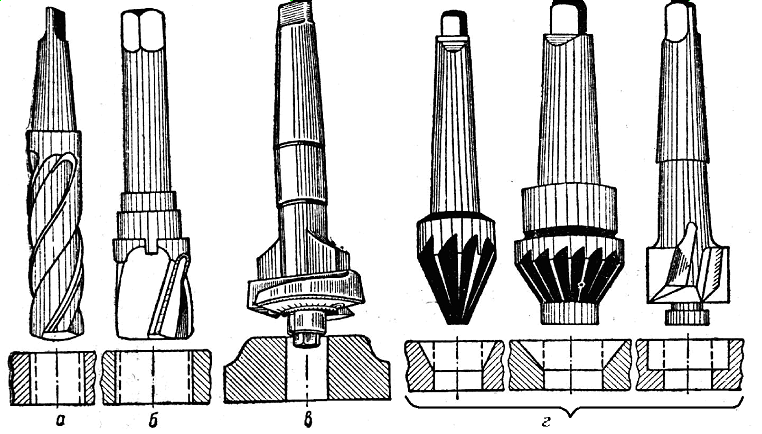 Для получения отверстий высокой
точности и качества обрабатываемой поверхности применяют развертывание. Рисунок – б).
Развертка имеет значительно больше режущих кромок, чем зенкер, поэтому
при развертывании снимается более тонкая стружка и получаются более точные
отверстия, чем при зенкеровании. Отверстия диаметром до 10 мм развертывают
непосредственно после сверления. Перед развертыванием отверстий большего
диаметра их предварительно обрабатывают, а торец подрезают. Припуск под
развертывание t=0,15-0,5 мм для черновых разверток
и 0,05-0,25 мм для чистовых разверток. При работе чистовыми развертками
на токарных и токарно-револьверных станках применяют качающиеся оправки,
которые компенсируют несовпадение оси отверстия с осью развертки. Для того
чтобы обеспечить высокое качество обработки, сверление, зенкерование
(или растачивание) и развертывание отверстия производят за одну установку
заготовки в патроне станка. Подача при развертывании стальных деталей
0,5-2 мм/об, а при развертывании чугунных деталей 1-4 мм/об.
Для получения отверстий высокой
точности и качества обрабатываемой поверхности применяют развертывание. Рисунок – б).
Развертка имеет значительно больше режущих кромок, чем зенкер, поэтому
при развертывании снимается более тонкая стружка и получаются более точные
отверстия, чем при зенкеровании. Отверстия диаметром до 10 мм развертывают
непосредственно после сверления. Перед развертыванием отверстий большего
диаметра их предварительно обрабатывают, а торец подрезают. Припуск под
развертывание t=0,15-0,5 мм для черновых разверток
и 0,05-0,25 мм для чистовых разверток. При работе чистовыми развертками
на токарных и токарно-револьверных станках применяют качающиеся оправки,
которые компенсируют несовпадение оси отверстия с осью развертки. Для того
чтобы обеспечить высокое качество обработки, сверление, зенкерование
(или растачивание) и развертывание отверстия производят за одну установку
заготовки в патроне станка. Подача при развертывании стальных деталей
0,5-2 мм/об, а при развертывании чугунных деталей 1-4 мм/об. Скорость
резания при развертывании 6-16 м/мин. Чем больше диаметр обрабатываемого
отверстия, тем меньше скорость резания при одинаковой подаче, а при
увеличении подачи скорость резания снижают. Мы рекомендуем заказать сч20
Скорость
резания при развертывании 6-16 м/мин. Чем больше диаметр обрабатываемого
отверстия, тем меньше скорость резания при одинаковой подаче, а при
увеличении подачи скорость резания снижают. Мы рекомендуем заказать сч20
Зенкование и зенкерование – как обработать металлические детали? + Видео
Зенкование и зенкерование – это два разных технологических процесса, которые применяются при обработке металлических отверстий и поверхностей. Вам пригодятся специальные инструменты различной конструкции. В первом случае используются зенковки, во втором – зенкеры. Далее разберем их особенности и отличия.
1 Зенкование и зенковки – как использовать режущий инструмент?
После завершения сверления металлической детали возникает необходимость сделать сложные геометрические углубления внутри детали для последующей установки в них различных крепежных элементов – болтов, винтов, заклепок. Для этого, а также при необходимости качественно обработать поверхность и снять фаски внутри детали берем зенковку.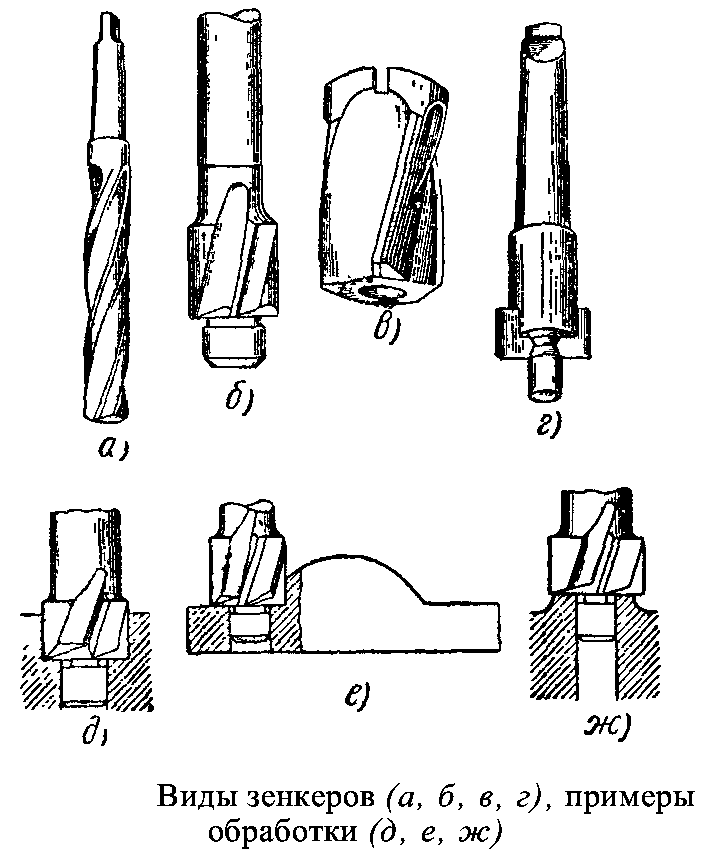 Данный инструмент может быть различной формы. Ее можно подбирать, ориентируясь на конечный результат. На сегодняшний день различают конические, цилиндрические или торцевые (плоские) зенковки. Последние иногда носят названия цековки, а зенкование отверстий, как технологический процесс, может называться цекованием.
Данный инструмент может быть различной формы. Ее можно подбирать, ориентируясь на конечный результат. На сегодняшний день различают конические, цилиндрические или торцевые (плоские) зенковки. Последние иногда носят названия цековки, а зенкование отверстий, как технологический процесс, может называться цекованием.
Работа зенковки
Зенковки цилиндрического типа необходимы для получения отверстий соответствующей формы в просверленных гнездах для последующей установки в них болтов и винтов различного типа. Зенковка имеет две части – рабочую поверхность и хвостовик, а также специальный направляющий пояс (цапфу), который необходим, чтобы обеспечивать контроль соосности инструмента в процессе работы над поверхностью металлической детали.
Конические зенковки имеют аналогичную составляющую, которая включает в себя хвостовик и рабочую часть с поясами, они обеспечивают соосность при работе.
Такие зенковки, как правило, используют при создании отверстий в виде конуса внутри детали, снятия фасок и для углублений под болты, различные плоские шайбы или упорные кольца.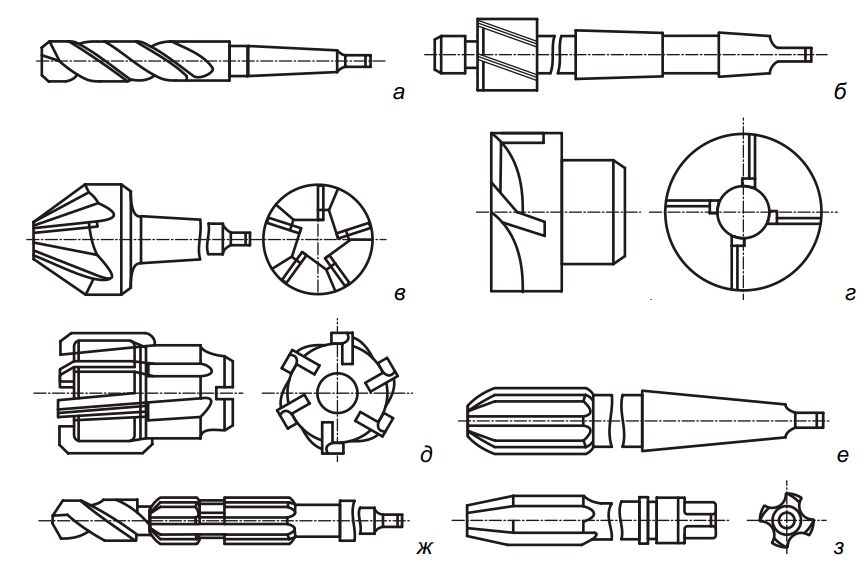 Наибольшее распространение получили зенковки с конусным углом в 90 или 120 градусов. Торцевые или плоские цековки применяются преимущественно для зачистки и обработки металлических углублений для установки крепежных элементов. Все зенковки различаются между собой диаметром, углом и режимами работы. Зенкование, как и зенкерование, осуществляется на сверлильных, агрегатных, фрезерных и токарно-фрезерных станках.
Наибольшее распространение получили зенковки с конусным углом в 90 или 120 градусов. Торцевые или плоские цековки применяются преимущественно для зачистки и обработки металлических углублений для установки крепежных элементов. Все зенковки различаются между собой диаметром, углом и режимами работы. Зенкование, как и зенкерование, осуществляется на сверлильных, агрегатных, фрезерных и токарно-фрезерных станках.
2 Промежуточный процесс обработки – повышаем класс точности
Зенкерование – это процесс расширения и обработки просверленных металлических отверстий штампованного или литого типа, который позволяет придать им строгую геометрическую форму. Зенкерование отверстий является промежуточным процессом, который чаще всего нужен после сверления и до металлического развертывания. С помощью качественного оборудования и инструмента можно добиться получения геометрических отверстий четвертого, а иногда и пятого класса точности. Инструмент для зенкерования называется зенкером.
Зенкер по металлу
Зенкеры бывают нескольких типов и различаются по количеству зубьев (трех- или четырехперые), а по конструкции могут быть цельными, вставными или насадными. От обычного сверла зенкеры отличаются увеличенной перемычкой, которая соединяет режущие кромки, срезанным углом, а также наличием большего количества режущих зубьев-кромок. Они позволяют обеспечить устойчивость инструмента в процессе работы и максимально точную соосность зенкера и обрабатываемого отверстия.
Зенкерование
Применение зенкеров определенного типа напрямую зависит от диаметра отверстия в обрабатываемой заготовке. Так, для отверстий, диаметр которых менее 12 мм, нужны цельные зенкеры, для отверстий свыше 20 мм – зенкеры вставного типа (со вставными ножами). При необходимости получить более точные и сложные поверхности используются комбинированные типы, в которых может быть до восьми режущих кромок, при этом зенкеры сборного типа могут дополнительно комбинироваться со сверлами, развертками и другими инструментами.
3 Развертывание – для обеспечения максимальной точности поверхности
Развертывание отверстий – это сложный технологический процесс чистовой обработки металлических отверстий на фрезерном оборудовании, который выполняется после процессов сверления и зенкерования. С помощью развертывания удается добиться высокого класса точности. Оно производится на ручных и автоматизированных сверлильных или токарно-фрезерных станках с ЧПУ или с ручным управлением. Инструмент, который применяется при развертывании, называется развертка.
По типу обработку развертки могут быть ручными или механическими (машинными), а по форме – конусообразными или цилиндрическими. Инструмент состоит из трех частей с калибрующей частью и режущими кромками, которые равномерно или неравномерно распределяются по окружности. Как правило, развертки используются комплектом по три штуки, это необходимо для выполнения поочередно черновой, получистовой и чистовой обработки. В таком случае удается добиться максимального эффекта при обработке поверхности.
При развертывании также широко применяется комбинированный тип инструмента, в который входит зенкер, зенковка, развертка, сверло и другие элементы. Комбинация инструментов позволяет существенно сократить время на получение отверстие нужной формы, класса точности и шероховатости. Сверление, как и зенкерование, и развертывание, можно называть схожими технологическими процессами в определенных режимах работы. Они выполняются на схожих видах ручного и механического оборудования.
Зенкеры, зенковки, цековки, развертки | Слесарное дело
Зенкеры
Зенкеры (рис. 3.34, а) предназначены для обработки отверстий в заготовках, полученных отливкой, штамповкой или предварительным сверлением. В отличие от сверла зенкер имеет большее число режущих кромок (три или четыре), что обеспечивает получение поверхностей с более высокими показателями точности и шероховатости.
По конструкции зенкеры бывают насадные и цельные и могут иметь различное направление угла спирали (правое, левое, прямое). Зенкеры изготавливают из быстрорежущей стали или оснащают пластинами из твердого сплава марок ВК6, ВК8, BKbM, ВК8В, Т5К10, Т15К6. Пластины из твердого сплава закрепляются в зенкере при помощи пайки или клинового крепление, что позволяет многократно использовать корпус зенкера. Рабочая часть зенкеров, изготовленных из быстрорежущей стали, имеет обратную конусность (по направлению к хвостовику) порядка 0,05… 0,1 на 100 мм длины рабочей части и соединяется с хвостовиком так же, как и у сверл, шейкой. Цельные зенкеры закрепляются непосредственно в коническом отверстии шпинделя станка, а насадные устанавливаются на специальную оправку, также имеющую конический хвостовик для установки в шпинделе станка.
В качестве режущей части насадных зенкеров используются многогранные твердосплавные пластины. Крепление таких пластин в корпусе насадного зенкера осуществляют механическим путем (рис. 3.35). Режущие пластины 1 закрепляются в корпусе 2 при помощи тяги 3, что позволяет производить замену пластин непосредственно на станке. Для этого достаточно сместить тягу 3, повернуть пластину следующей гранью или заменить ее на новую, снова закрепить тягу и продолжать работу. Возможность оснащения таких зенкеров пластинами из различных инструментальных материалов позволяет существенно расширить технологические возможности и производительность при зенкеровании.
Геометрические параметры режущей части зенкеров (см. рис. 3.34, б) выбираются в зависимости от условий обработки: главный угол в плане ф = 30… 60 передний угол у = 3… 30 ° для зенкеров из быстрорежущей стали,для зенкеров, оснащенных пластинами твердого сплава, этот угол составляет от 5 до -5°; задний угол а на главных режущих кромках составляет 8… 15 Выбор конструкции зенкера и материала рабочей части в значительной степени зависит от обрабатываемого материала и параметров обрабатываемого отверстия:
• зенкеры из быстрорежущей стали, имеющие три-четыре зуба и диаметр от 10 до 40 мм, применяются для обработки отверстий в заготовках из конструкционной стали;
• зенкеры, оснащенные пластинами из твердого сплава, имеющие три-четыре зуба и номинальный диаметр от 14 до 50 мм, используются при обработке отверстий в заготовках из труднообрабатываемых и закаленных сталей;
• зенкеры с насадными головками из быстрорежущей стали номинальным диаметром от 32 до 80 мм предназначены для обработки отверстий в заготовках из конструкционной стали;
• перовые зенкеры служат для обработки глухих отверстий в заготовках из чугуна и цветных металлов;
• для обработки глухих отверстий диаметром от 15 до 25 мм применяется специальный зенкер, у которого в корпусе выполнено специальное отверстие для подачи СОЖ в зону резания (рис. 3.36).
Изнашивание зенкеров (рис. 3.37) происходит по задним поверхностям, где образуются площадки с задним углом, равным нулю, и шириной h4; по передним поверхностям с образованием лунки; по ленточке с образованием поперечных проточин на длине Лл; по уголкам с образованием конических или цилиндрических участков hy. В качестве критерия износа зенкеров при обработке заготовок из стали принят износ зенкера по уголкам, равный 1,2… 1,5 мм, а при обработке заготовок из чугуна — 0,8… 1,5 мм. Затачивание и перетачивание изношенных зенкеров осуществляется, как правило, на специальном оборудовании в заточных цехах.
Зенковки и цековки
Зенковки и цековки (рис. 3.38) для обработки опорных поверхностей под крепежные винты в отличие от зенкеров имеют режущие зубья на торце и направляющие цапфы, которые обеспечивают нужное направление зенковок и цековок в процессе обработки. Цапфа вводится в предварительно просверленное отверстие, при этом оси отверстия и образованного зенковкой углубления совпадают. Зенковки для обработки отверстий под цилиндрические головки винтов изготавливаются с цилиндрическим и коническим хвостовиком. Зенковки с ципиндрическим хвостовиком (рис. 3.38, и) выпускаются диаметром 15; 18; 20; 22 и 24 мм: а зенковки с коническим хвостовиком (рис. 3.38, б) — диаметром 15; 18; 20; 22; 24; 26; 30; 32; 33; 34; 36 и 40 мм.
Зенковки для обработки конических углублений с углами 60, 90 и 120° (рис. 3.38, в, г) такие», изготавливают и с цилиндрическим, и с коническим хвостовиком. Зенковки с цилиндрическим хвостовиком изготавливают диаметром 8; 10; 12; 16; 20; 25 мм, а с коническим хвостовиком — диаметром 16; 20; 25; 31,5; 40; 50; 63 и 80 мм.
Для подрезания торцев приливов и бобышек в литых корпусных деталях применяются одно- и двухсторонние пековки (рис. 3.38, д, е) из быстрорежущей стали или оснащенные пластинами твердого сплава. Они крепятся на специальных оправках с помощью байонетного замка. Выпускаются цековки диаметром 25; 32; 40; 50; ЬЗ; 80 и 10С мм.
Развертки
Развертки (рис. 3.39) изготовляются цельными и насадными с коническим и цилиндрическим хвостовиком, оснащаются вставными ножами, впаянными пластинами из твердого сплава либо изготовляются из быстрорежущей стали. Развертки в отличие от сверла и зенкера имеют большее количество режущих кромок, что позволяет при обработке снимать слой материала небольшой толщины, составляющий десятые и даже сотые доли миллиметра. Припуски на развертывание выбираются по таблицам в зависимости от диаметра обрабатываемого отверстия Различают развертки для ручного и машинного развертывания, цилиндрические и конические. Развертки для ручного развертывания на конце цилиндрического хвостовика имеют квадратную часть, на которую устанавливают вороток для вращения развертки в обрабатываемом отверстии.
Конструктивно развертка для ручного развертывания состоит из рабочей части, хвостовика и шейки. Рабочая часть конуса включает в себя режущую часть (заборный конус и направляющий конус, который обеспечивает центрирование развертки в отверстии) и калибрующую часть, обеспечивающую получение отверстия с заданной точностью и шероховатостью обработанной поверхности.
Режущая часть заборного конуса развертки имеет угол при вершине 2ф. Для обработки вязких металлов этот угол составляет 12… 15°, а для обработки хрупких и твердых материалов — от 3 до 5°.
Твердосплавные развертки имеют угол при вершине 30… 45 Направляющий конус рабочей части развертки расположен под углом 45 э к ее оси. Задний угол а на режущей части составляет от 6 до 15°, на калибрующей части этот угол обычно равен нулю, а передний угол у — 0… 15 . Для хрупких материалов передний угол равен нулю, а для твердосплавных разверток он составляет от 0 до -5°. Ручные развертки используют, как правило, при обработке отверстий диаметром от 3 до 50 мм в материала;, невысокой твердости (конструкционные стали, цветные металлы). Конические развертки (рис. 3.40) применяются для развертывания конических отверстий и, как правило, работают в комплекте из двух трех штук.
Машинные развертки бывают цилиндрическими и коническими, насадными и цельными. Цельные машинные развертки предназначены для обработки отверстий диаметром от 3 до 100 мм, а для развертывания отверстий диаметром от 25 до 300 мм используются насадные развертки. И цельные (рис. 3.41, а, б), и насадные (рис. 3.41, в, г) развертки изготавливают из быстрорежущей стали или оснащают пластинами из твердого сплава. Конструкция и материал машинной развертки выбирается в зависимости от характера выполняемых работ, материала обрабатываемой заготовки и требований, предъявляемых к качеству обработанной поверхности.
Зенкерование отверстий и развертывание отверстий
1. Назначение и инструменты. Зенкерование применяется для ‘чистовой обработки просверленных,’ литых или кованых отверстий с точностью За—4-го классов и 4—5-го классов чистоты, а также для их предварительной обработки под развертывание. Используемые для этой цели режущие инструменты называются зенкерами (рис. 86).По способу установки на станке зенкеры делятся на хвостовые и насадные, а по конструкции рабочей части — на цельные и сборные.
Хвостовой зенкер (рис. 86, а) по внешнему виду напоминает сверло и состоит из тех же конструктивных частей и элементов. Однако в отличие от последнего зенкер имеет 3—4 зуба и режущую часть по форме усеченного конуса. Неглубокие стружечные канавки обеспечивают повышенную прочность и жесткость зенкера, а увеличенное количество ленточек на калибрующей части создает ему лучшее направление в отверстии. Благодаря этому обеспечивается не только более высокая точность и чистота обработки, но также более строгая прямолинейность оси обрабатываемого отверстия.
Для уменьшения трения о стенки отверстия калибрующая часть зенкера выполняется с обратной конусностью 0,05—0,1 мм на каждые 100 мм длины. Задние углы а в пределах 8—10° создают затачиванием задних поверхностей зубьев на режущей части. Передние углы у получаются за счет винтовой формы стружечных канавок.
Угол конуса режущей части.2ф для зенкеров общего назначения выполняется 120°.
Насадные зенкеры (рис. 86, б и в) имеют коническое отверстие с конусностью 1: 30 и паз под торцовую шпонку для крепления на оправке (рис. 87).
Сборная конструкция зенкеров (рис. 86, в) позволяет многократно
восстанавливать их по мере потери размера. Такие зенкеры состоят из корпуса
3, изготовленного из конструкционной стали, и ножей 2, закрепляемых в пазах корпуса клиньями 1.
Стандартами предусмотрен выпуск зенкеров для отверстий диаметром 10—100 мм двух номеров. Зенкеры № 1 предназначаются
для предварительной обработки отверстий с припуском под развертывание, № 2 — для окончательной обработки с точностью 4-го класса.
Рабочая часть зенкеров выполняется из быстрорежущих сталей либо оснащается пластинками твердого сплава ВК8 или Т15К6. На шейке зенкера маркируются номинальный диаметр, номер и марка материала.
2. Приемы зенкерования. Зенкерование на токарном станке выполняется аналогично сверлению (рис. 88). Заготовку закрепляют в патроне и при необходимости выверяют по отверстию. Зенкер устанавливают в пиноль задней бабки, ось которой должна строго совпадать с осью шпинделя. Заднюю бабку закрепляют на станине в таком месте, чтобы вылет пиноли во время работы был наименьшим. Ручной подачей зенкер подают в отверстие заготовки и по
окончании обработки выводят из него до выключения станка.
Припуск под зенкер у предварительно просверленных отверстий должен составлять 1—3 мм на диаметр в зависимости от размера отверстия.
При зенкеровании литых и кованых отверстий с неравномерным припуском их рекомендуется вначале расточить на глубину 5—10 мм для создания направления зенкеру.
3. Режим резания при зенкеровании. При выборе режима резания для работы зенкером следует учитывать, что глубина резания для него Составляет 1/2 припуска на диаметр отверстия’. Подачу для зенкерования можно увеличить в 1,5—2 раза по сравнению с ее значениями для сверления, а скорость резания принимают в тех же пределах (см. § 2, п.-7 данной главы).
При расчетах элементов режима резания можно пользоваться формулами 2—5 (см. гл. I, § 10).
Обработку отверстий в стальных заготовках быстрорежущими зенкерами необходимо производить с охлаждением эмульсий. При обработке чугуна и цветных металлов, а/также при использовании твердосплавных зенкеров охлаждение обычно не применяют.
4. Брак ори зенкеровании. Возможные виды брака отверстий при зенкеровании приведены в табл. 7.
1. Назначение и инструменты. Развертывание применяют для чистовой обработки отверстий 2—3-го классов точности и 6—8-го классов чистоты после сверления (только при диаметре до 10 мм), зенкерования или растачивания. Режущими инструментами для рассматриваемого способа обработки на токарных станках служат машинные развертки (рис. 89). Они отличаются от зенкеров большим количеством зубьев (обычно от 6 до 14), которые, срезая мелкие стружки, обеспечивают более высокую точность и чистоту обработки.
По способу установки на станке развертки делятся на хвостовые и насадные, по конструкции рабочей части — на цельные и сборные. Последние состоят из корпуса и закрепленных в его пазах ножей.
Хвостовая развертка (рис. 89, а) состоит из хвостовика шейки и рабочей части. В свою очередь рабочая часть делится на режущую, калибрующую части и обратный конус.
На режущей части располагаются главные режущие кромки. Наклон их к оси определяется углом в плане ф, величина которого зависит от назначения развертки. Для сквозных отверстий при обработке сталей и других пластичных металлов ф=15°, для хрупких металлов ф = 5°. У разверток для глухих отверстий ф = 60°.
Калибрующая часть имеет цилиндрическую форму. На ней располагаются вспомогательные режущие кромки, предназначенные -для зачистки и калибрования отверстия. Чтобы предупредить повреждения отверстия концами зубьев калибрующей части, в конце ее на небольшой длине выполняется незначительный обратный конус с величиной занижения диаметра на 0,04—0,07 мм.
В связи с различным назначением главных и вспомогательных режущих кромок форма- заточки зубьев по длине различна. На режущей части (рис. 89, а, сеч. А—А) зубья затачиваются до остроты с углом а=6—8°.. На калибрующей части (рис. 89, а, сеч. Б — Б) но задним поверхностям зубьев оставляются цилиндрические ленточки шириной 0,08—0,5 мм, которые сглаживают поверхность отверстия, улучшают направление развертки и увеличивают ее число переточек.
Передний угол у у разверток обычно выполняют 0°. При повышенных требованиях к качеству обработки его рекомендуется делать отрицательным от —3 до —6°. Вследствие этого резание при развертывании напоминает скобление.
У разверток для сквозных отверстий на переднем торце выполняется фаска шириной 1,5—2,5 мм под углом 45°, которая предохраняет уголки зубьев от выкрашивания при входе в отверстие.
Для повышения чистоты обработки зубья разверток располагают по окружности неравномерно. Это объясняется тем, что в процессе резания всегда имеет место колебание нагрузки на зуб, вызванное неравномерной плотностью обрабатываемого материала и различными включениями в нем. Периодически повторяющиеся ко-
лебания при равномерном расположении зубьев создают местные углубления на поверхности развернутого отверстия. Неравномерное расположение зубьев исключает указанное явление.
Развертки обычно имеют прямые зубья. В некоторых случаях для обработки отверстий с пазами или канавками применяют развертки с винтовыми зубьями, направление которых делают противоположным направлению резания с тем, чтобы развертка не затягивалась в отверстие.
В соответствии с действующими стандартами развертки общего назначения выпускаются диаметром от 0,1 до 300 мм в доведенном виде для отверстий 2—3-го классов точности (А, А2а, А3, Н) либо с припуском под доводку. Последние изготавливаются шести номеров, которые только после доводки по калибрующей части можно применять для обработки отверстий предусмотренной точности.’
Рабочая часть разверток выполняется из быстрорежущей стали Р 18 или оснащается твердым сплавом для повышения стойкости.
На развертках маркируется номинальный диаметр, класс точности и марка материала.
2. Приемы развертывания. Подготовка к развертыванию и его выполнение (рис. 90) осуществляются аналогично зенкерованию. Однако в связи с более высокой точностью обработки они имеют некоторые особенности.
1. Развертка срезает тонкие слои металла и не может исправить направление отверстия, ось которого была смещена предварительной обработкой. Поэтому отверстия под развертывание подготавливают зенкерованием или растачиванием. Отверстия небольшого диаметра (до 10 мм) в связи со сложностью расточки и отсутствием для них зенкеров общего назначения развертывают после сверления, которое следует выполнить с особой тщательностью.
2. Припуск под развертывание оставляют небольшой, причем, чем он меньше, тем точность обработки выше. Для его выбора можно руководствоваться следующими данными, мм:
Диаметр отверстия До 5 5—20 20—30 30—50 50—80 80—100
Припуск на диаметр 0,1 0,2 0,25 0,3 0,35 0,4
3. Перед обработкой развертку надо внимательно осмотреть. Точность ее должна соответствовать классу точности обрабатыва-
емого отверстия. Режущие кромки должны быть острыми, без завалов и забоин. Радиальное биение кромок на режущей части не должно превышать 0,02 мм.
4. Для качественного развертывания необходимо обеспечить строгую соосность развертки и обрабатываемого отверстия. Для этого прежде всего следует тщательно выверить совпадение осей пиноли задней бабки и шпинделя. Кроме того, чтобы исключить влияние погрешности установки заготовки в патроне на качество отверстия, развертывание обычно выполняют за одну установку непосредственно после подготовительных способов обработки отверстия.
Иногда может возникнуть технологическая необходимость развертывания отверстия за отдельную установку заготовки в патроне. В таких случаях развертку необходимо устанавливать на станке в качающихся (рис. 91) или специальных плавающих патронах, позволяющих ей самоустанавливаться по оси обрабатываемого отверстия.
5. Отверстия 2-го класса точности рекомендуется обрабатывать двумя развертками — черновой и чистовой: первая срезает 2/3, вторая — 1/3 припуска.
Черновую развертку обычно изготавливают из потерявшей размер чистовой развертки путем шлифования и доводки калибрующей части.
Автор – nastia19071991
Зенкерование отверстий: что это такое, назначение, чем отличается зенковка отверстия от зенкования, назначение и отличие раззенковки и зенкера
15Сен- Зенкерование
- Зенкование
- Зенкование и зенкерование, разница между процессами
- Основные виды зенковок
- Цилиндрическая
- Коническая
- Плоские и торцевые
- Отличие зенкерование от смежных операций
- Оборудование для зенкования
- Правильный процесс зенкерования металла
- Развертывание, как способ обеспечения максимальной точности
- Обозначение зенковки на чертеже
В производственных процессах, а особенно в машиностроение и станкостроение существуют некоторые процедуры, схожие по названию, но совершенно различные по своей сути. И подобного рода операции часто путают между собой. В данном обзоре мы как раз и затронем две процедуры такого типа. Мы разберемся, что это такое зенкерование и зенкование отверстий, чем отличается назначение, для чего применяется, инструменты, которые необходимы для проведения обозначенных операций. А также частично затронем видовое разнообразие.
Но помимо совершенно различно направленности, существуют и факторы, которые объединяют эти этапы обработки металла. А именно то, что оба варианта – это прямое воздействие на поверхность. Да, с разными целями и порой на различных стадиях. Но фактически это переработка покрытия. Кроме того, несмотря на различие в инструментарии, резцы их, по сути, также могут переводиться в действие одним механизмом. Как вариант, ручная дрель, если речь идет о работе в домашних, а не заводских условиях. Разумеется, класс точности в этом случае будет значительно ниже, что скажется на последующем результате. Но при низких требованиях к точности, и этот итог вполне может стать удовлетворительным.
Зенкерование
Для получения паза или отверстия в металлической поверхности, в первую очередь нам необходимо его высверлить. Это всегда начальный этап. Но до этапа развертки нужно полученное углубление еще и очистить. То есть, убрать всевозможные наслоения металла, заусенцы, неровности. И подогнать точность до того параметра, который указан по чертежам. Именно вот этот этап обработки, практически уже чистовой, нам и необходим.
Для этого используется специальный инструмент – зенкер. С его помощью мы можем добиться:
Подгонки класса точности до 4, а в некоторых случаях и 5 уровня.
Повышения уровня сцепления покрытия, придание ей равномерной и шероховатой поверхности, что важно для последующего сцепления.
Работа с геометрией. То есть, возможность придания объекту задуманной геометрической формы с симметричными краями.
Вернемся к инструменту, с помощью которого и производится весь технический процесс. Несмотря на внешнюю схожесть, отличия зенкера от сверла весьма серьезные. А точное, большее количество режущих кромок и более крупные перемычки между ними. В результате у нас получается от 3 до 4 кромок. И они в совокупности оказываются плавное давление на металл, надежно сцепляются с поверхностью. И что не менее важно, не снимают стружку продольно, а только поперечно. В итоге происходит своего рода интенсивная шлифовка.
Видовое разнообразие этого инструмента достаточно обширно. Главный аспект – это количество режущих кромок. Зачастую применяются 3 и 4. Но есть и специализированный инструментарий, задействованный в специальных производственных областях. Там, где есть нужда в высокоточной обработке. Такие приборы имеют вплоть до 8 кромок. Также классификация часто затрагивает и тип стержня. Он может быть съемным, что обычно нужно при работе с серьезным диаметром отверстий. Вплоть до 20 мм. А если производство касается небольших пазов, в районе 8-12 мм, то лучше использовать цельный прибор. Есть еще и вставной вариант, что стоит назвать промежуточным звеном между обозначенными видами.Зенкование
Раззенковка отверстий – это совершенно иная операция. Часто в различных соединениях металлических конструкций необходимо избавиться от шляпки крепежного элемента или иных метизов, выступающих частей. Для этого непосредственно рядом с пазом необходимо проделать углубление, куда в результате выступающая часть и благополучно спрячется. Такой небольшой «карман» носит просторечное название – потай. Для создания их используется специальные инструментарий и процедура, в большинстве своем схожая со сверлением. Но, как становится понятно, имеющая свои отличия. Это и есть искомый процесс.
В результате раззенкованное, зенкованное отверстие допускается различных форм. Все зависит от прилагаемого давления, форму рабочего инструмента, требований. Глубина тоже отличается, в зависимости от того, какого размера шляпку необходимо скрыть. Такой процесс позволяет решить огромное количество задач на предприятии:
Изменение плоскости опоры в заготовленных пазах. А также добавление новых углублений в них, которые при этом не меняют структуру изначального слота. Особенно важно не сбиться с центра по ширине, иначе конструкция получится непригодной для эксплуатации.
Создание продольных каналов со снятой фаской.
Сокрытие в полной мере различных резьбовых соединений.
Зенкование и зенкерование, разница между процессами
Отличи множество. Проще сказать, то в процедурах одинакового. В принципе, с этого и начнем. Оба варианта обработки приводятся в действия с одного источника. Мотор с валом, станок, прибор – значения не имеет. Главное, это подача крутящего момента. При этом по типу воздействия на поверхность, отличий масса. Начнем по порядку.
Зенкер предназначен для очистки. Это инструмент, который убирает все неровности, доводит отверстия «до ума». Шлифует его, избавляется от «усов». А также воздействует на его общую форму. То есть, стержень обычно больше, чем паз. И он может сделать его больше, выровнять по краям, придать геометрическую форму.
Вот чем отличается зенкер от зенковки, отличие в главной степени касается того, что саму структуру разъема при втором типе обработки прибор не затрагивает. Он лишь снимает фаску вначале или делает небольшое углубление. Чтобы, когда мы закрутили туда болт, например, не ушел бы в поверхность полностью, вместе со шляпкой. И сверху была возможность установить новое покрытие без проемов.Также стоит помнить о том, что у процессов совершенно разная стадия. Точнее, первая разновидность работ свой собственный этап имеет. Сразу после сверления, ведь нужно до развертки выровнять паз по всей его симметрии, избавиться от дефектов стенок. И в таком виде уже переходить к следующим стадиям. А вот сделать срез по шляпку, по сути, оператор может в любой момент, когда ему удобно. Хотя лучше всего же заниматься этим уже после финальной обработки отверстия. Чтобы точно представлять его объемы. Да зенкование фаски логично проводить в конце.
Сам механизм этого действия выглядит следующим образом:
Сначала необходимо полностью измерить шляпу, которую и придется скрывать впоследствии. И тут важно выявить как обычные размерные аспекты – высота, ширина, так и более специфические, как скос. Обычно он наличествует, если сам крепеж в принципе задуман под потай.
Выбрать режущий инструмент, который точно соответствует размерным аспектам. Становить его в станок или иной прибор.
Закрепить объект с пазом, выявить корректную точку оси. Ошибка на любой процент приведет к тому, что потай просто «слезет» с метки.
Выставить нужные обороты. Либо использовать типовой регламент на производстве, либо рассчитать обороты самостоятельно, исходя из твердости металла.
Включить оборудование и выполнить операцию.
Основные виды зенковок
Теперь пройдемся по видовому разнообразию. Мы уже уточнили, что в зависимости от требуемой задачи процедура может меняться. Теперь мы разберем эти моменты более детально. Посмотри на существующие классификации.
Цилиндрическая
Операция такого вида зачастую применяется практически в любом типе производства. Итогом становится выемка цилиндрической формы. Это идеальный выбор для винтов и болтов. А данные крепежные элементы в штатном формате распространены почти во всех конструкциях. Фактически это самая популярная и актуальная разновидность зенкования отверстий в металле.
Коническая
Результатом становится углубление в виде конуса. Используется не только для закрытия шляпок, но и для снятия фасок, подготовки поверхности к дальнейшей работе. Иногда таким методом просто снимают металлические волосы с острых кромок. То есть, производят чистку. И вот тут, разница между процедурами становится минимальной. Ведь зенкеровать и зенковать углубление – это в обоих вариантах способы очистки и шлифовки. Правда, в первом случае еще и добавляется выравнивание строгой геометрической формы.
Для производственного мероприятия применяется инструмент конической формы. Угол подбирается под конкретную задачу. Но обычно используется в 90 или 120 градусов.Плоские и торцевые
Такой способ иногда называют цековкой. Особый финальный вид операции. Используется в уже готовых углублениях. Чтобы сами шляпки и иные метизы для сокрытия входили плотно и без зазоров. Для этого поверхность очищается. И тут нам и понадобятся эти разновидности.
По сути, цековка и зенковка – отличие небольшое. Просто это более узкая деятельность, который имеет такое название только при плоской или торцевой зачистке.
Отличие зенкерование от смежных операций
Мы уже выяснили, что этот этап наступает после сверления и до развертывания. Но вот первоначальным этапом не всегда выступает именно высверливание. Порой первой стадией считается литье или штамповка. В таком варианте дефектов может быть еще больше. Различные наплывы, наслоение металлов, скошенные стенки, серьезные шероховатые выступы и схожее. Соответственно, за одну стадию отделать поверхность для финишного вида точно не получится. Стоит понимать, что развертывание – это уже финишная обработка, она не справляется с серьезными дефектами. Не подгоняет форму.Зенкерование поднимет класс точности до 5 уровня практически всегда. Если работа производится с помощью высокоточного оборудования, а также ее выполняют профессионалы, то достижим и класс. Но в отличие от сверления, процесс более длительным. Придется выполнить практически вдвое больше походов движения инструмента.
Важнейшим отличием от сверления и развертки можно также назвать уровень допустимой шероховатости после переработки и квалитет, то есть, степень соответствия полученной детали исходным параметрам в чертеже или на схеме. Первая стадия – сверление обычно оставляет «усы» в 20 мкм, а степень точности может достигать до 12. После шлифовки зенкером поверхность будет очищена до 2-3 мкм, а квалитет возрастет до 9. Финишная обработка уже доводит метиз до полной готовности. Шероховатость падает до порогового значения, менее 1 мкм, а степень точности оказывается в районе 6.То есть, отличия видны явно. Это и степень качества, длительность, очередность. Но если сравнивать зенковку и зенкер, разница будет еще очевиднее. Ведь это в принципе действия из разных сфер.
Оборудование для зенкования
В принципе, не только для этой операции, но и для обеих, которые фигурируют в обзоре, подходит и обычный ручной прибор. То есть, дрель, а некоторые даже используют шуруповерт. Разумеется, поступать подобным образом строго не рекомендуется. Даже если мощности для успешного завершения в принципе хватит, то явно будет серьезная потеря в точности. Какой бы эксперт ни взялся за такое мероприятия, он не сможет 100% точно выверить центр и ось, просто удерживая прибор руками. Значит, отклонения неминуемы.Логичным вариантом будет токарный станок. Он используется почти во всех случаях. Иногда заменяется специальным обрабатывающим центром, многофункциональным оборудованием. Суть от этого не изменяется.
Сам инструмент, который необходим – зенковка. Он состоит из двух составных частей. Первая – это резец. От его формы и расположения зависит вид обработки. Так, бывают цилиндрические и конические варианты, о которых мы говорили выше, обратные и иные. Что такое обратное зенкование отверстий, понять легко. Это обычная чистка паза специальной насадкой. Вторая часть – это хвостик. Он нужен для фиксации в патроне станка.Производится инструментарий из твердых сплавов углеродистой, а также легированной стали. Ведь кромке придется работать с различным ресурсом. И среди материалов, в которых необходимо сделать углубление часто встречаются весьма твердые, как чугун. Соответственно, если резцы будут не выше по уровню твердости, то на серьезных оборотах они могут просто обломаться или сточиться раньше срока. Что приведет к экономическим расходам на предприятии.
Правильный процесс зенкерования металла
Ошибки при выполнении задачи почти всегда идут к одному печальному эпилогу – браку. Если неправильно выбран зенкер, то зачастую диаметр отверстия получается больше, чем был запланирован по начальному чертежу. А если режущие кромки уже успели сильно сточиться, то углубление, напротив, будет слишком узким. При этом важно выбрать скорость подачи, а также четко определить центр. В противном случае будет нарушена геометрия. Да и даже без смещения качество очистки точно не будет удовлетворительным по пороговым значениям.Чтобы не копить брак и не выполнять одну задачу по несколько раз, нужно изначально подходить к ней ответственно.
Развертывание, как способ обеспечения максимальной точности
Как мы уже уточнили, финишная обработка зачастую становится обязательно. Но есть задачи, где она фактически не важна. То есть если по регламенту у метиза положен 1 класс точности, то квалитет должен соответствовать значению в 6-5, а допуск не должен быть выше 1.3 мкм. Разумеется, без развертывания добиться таких результатов невозможно по определению. Но вот для 5 класса точности достаточно иметь квалитет в 12 и уровень допуска в 21 мкм. А такими параметрами может похвастаться паз и после проведения штатного зенкерования. Соответственно, последующий этап будет просто не нужен.
Обозначение зенковки на чертеже
Зачастую по регламенту мастер должен опираться на схему, чтобы правильно произвести деталь. И в любом чертеже данный процесс обозначается с помощью латинского алфавита.А конкретно:
d1 – диаметр, указанный в качестве основного.
d2 – диаметр для процесса.
L1 – цилиндрический путь.
L3 – глубина зенкера.
L4 – размер фаски.
J – угол отклонения.
Теперь мы разобрались, что это значит раззенковать, зенковать отверстие, как работает зенкерование. И путаницы в будущем по этому вопросу точно не предвидится.
назначение и особенности. Зенковка отверстий. Отличие зенковки от зенкера.
Не только в металлообработке, но и в домашних условиях приходится часто создавать отверстия. При обработке или создании отверстий применяется зенкер и зенковка. Благодаря их помощи есть возможность делать отверстия с заданными геометрическими параметрами, и хорошим качеством обработки. Для полного понятия для чего служит зенкер и зенковка, и как с ними работать, нужно разобраться в основных определениях.
Обрабатывание отверстий
Основные определения
Зенковка-особый режущий инструмент, позволяющий изготавливать отверстия канонического или цилиндрического вида. С его помощью обрабатывают уже готовые отверстия с целью снятия фаски центрового отверстия.
Зенкер-инструмент состоящий из определенного количества лезвий, предназначенный для резки. Предназначена для улучшения качества отверстия и расширения уже готовых отверстий, создания отверстий цилиндрической или канонической формы. Обработка отверстий при помощи зенкера называется-зенкерование. Зенкерование относят к получистовой обработке металла.
Можно встретить неверное понятия, когда говорят что
зенкер и зенковка одно и тоже.При помощи зенкера повышают технические качества отверстия. И он не предназначен для изготовления углублений.
Зенкование отверстий-снятие стружки или неровностей с просверленного отверстия. Зенкование отверстий называют процесс углубления отверстия канонической формы с целью спрятать шляпку болта или самореза. Встретить можно и определение-спрятать саморез в патай.
Зенкерование отверстия
Раззенковка отверстий-обработка просверленных отверстий под головки или шляпки болтов, саморезов, метизов.
Разновидности зенковок
Для обработки отверстий или создания углублений канонической формы применяются зенкеры и зенковки. В разных условиях для обрабатываемых отверстий могут быть разные параметры. Выполняются они при помощи разновидностей зенкеров или зенковок. Давай разберёмся какие виды таких зенковок существуют:
- Конические. В данной зенковке ножи расположены под углом от 30 до 120 градусов и центра к краям.
- Цилиндрические. Имеют режущую кромку по окружности цилиндра, за счёт чего получаются ровные цилиндрические отверстия
- Торцевые зенковки.
При помощи зенковки возможно выполнять следующие действия над отверстием:
- Обработка отверстия с созданием конуса
- Получения конического углубления для саморезов или другого крепежного элемента.
- Удаление фаски и стружки из отверстий.
Зенковки изготавливаются из легированной или углеродистой стали інструментального назначения.
Конструктивне особенности
Если рассматривать зенковку, то можно выделить некоторые её части
- Режущая часть. Это основная часть который выполняет процесс зенкования. Состоит из нескольких режущих кромок, расположенных под углом от центра к бокам.
- Хвостовик. При помощи хвостовика зенковка закрепляется в инструменте или станке, ан котором будет выполняться работа. Хвостовик может быть конусным или иметь цилиндрическую форму.
- Часть между хвостовиком и режущей частью имеет в одном месте особо тонкую форму. Эта чаcть работает в роли предохранителя. Если зенковка застрянет, дабы избежать серьёзных последствий, именно в этой части зенкова ломается.
Cтроение зенковки
Одна из разновидностей зенковки имеет наплавленные лезвия на рабочей части, что позволяет обрабатывать твердые сплавы металла.
Правила работ с зенковкой
При выполнении работ на токарном или сверлильном станке зенковкой, нужно помнить и соблюдать ряд простых правил. Перед началом выполнения работ, проверьте состояние патрона на станке. Ведь если патрон находится в неисправном состоянии, хорошо закрепить зенковку не получится, тем самым вы не сможете получить качественно обработанное отверстие. Зенковка отверстий выполняется соблюдаю следующие правила:
- Для выполнения работ, зенковка должна находиться строго по центру обрабатываемого отверстия.
- При обработке твердых металлов, таких как чугун нужно делать перерывы в работе и использовать специальные растворы для отведения тепла. В быту для таких целей используют техническое масло.
- При работе не превышайте оборотов, заявленных производителем. Несоблюдение этого правила последует за собой быстрый износ режущих кромок за счёт нагрева.
- Правильно подбирайте диаметр зенковки для обрабатываемого отверстия. При выборе не правильного размера, обработка будет не качественная, а именно неправильной центровке, не ровных краям.
Зенкер
Зенкер
Обработка металла зенкерованием похожа сверление-это вращение зенкера во круг своей оси. При зенкеровании отверстие улучшается в точности до 9-11 квалитета точности. Так же при помощи зенкера улучшается и шероховатость отверстия до Rz 2,5 мкм.
Основные назначения зенкера:
- Калибровка уже готовых отверстий для крепежа(болты, шпильки)
- Улучшение качества отверстия перед нарезкой резьбы или использованием развертки.
Зенкерование не делают при помощи обычной дрели или любым другим ручным способом. Ведь цель этой операции направлена на улучшения качества отверстия, что сделать при помощи дрели почти не возможно. Поэтому зенкерование выполняется станочным способом при помощи сверлильного, токарного, фрезерного станков.
Если разделять зенкеры на группы, то в металлообработке выделяют две группы по точности:
- Зенкер с номером 1-В основном применяется для получистой обработки в качестве подготовительных работ перед развертыванием или нарезанием резьбы.
- Зенкер с номером 2-Применятся для конечных работа. Имеет относительно высокий класс точности h21
По конструкции используются два вида зенкеров-цельные и насадные(разбирающиеся). Если говорить о цельных, их применяют чаще, и они имеют концевик в виде конуса. Имеет канавку для отвода стружки и охлаждения и режущие зубья. Если говорить о насадных зенкерах, их конструкция отличается съемным наконечником, который крепится за счёт внутреннего отверстия.
Так же есть зенкеры, которые применяются намного реже, в особых случаях. А именно это зенкеры с наваренными пластинами из наиболее твердого металла, наваренные или сборные зенкеры.
Материал из которого изготовлен наконечник зенкера
В цельных зенкерах для изготовления режущих зубьев применяется сталь марки P18 или P19. Если зенкер изготовлен для обработки твердосплавных металлов, то его зубья изготовлены из сплавов металлокерамики ВК4, ВК6 или ВК8. Если предстоит обрабатываться стальные изделия- Т15К6
При работе с зенкерами следует учитывать условия работы:
При выполнении работ зенковой не забывайте об охлаждении и смазывании рабочей поверхности и зенковки. Если обрабатываете цветной металл или изделия из стали, применять смазывание и охлаждение не обязательно.
- При выборе зенкера, учитывайте материал с которым будете работать.
- Не забывайте о возможности выбора крепления зенкера в патроне станка.
- Предполагаемый объём отверстий, доступ к обрабатываемому отверстию.
бит зенковки – больше, чем вы думаете!
Мы можем получать комиссию, когда вы используете наши партнерские ссылки. Однако это не влияет на наши рекомендации.
Этот, казалось бы, простой инструмент содержит множество деталей, которые различаются в зависимости от марки. Мы исследуем.
Глен Д. Хьюи
Из весеннего номера журнала Woodworking Magazine за 2009 г.
Когда была предложена идея написать о зенковках «все в одном», меня несколько позабавило – как, я уверен, и вы.Чему учиться? Вы просверливаете пилотное отверстие, затем просверливаете углубление, чтобы головка винта находилась заподлицо с вашей поверхностью (или вы просверливаете немного глубже – это называется зенковкой – чтобы можно было вставить деревянную пробку). Затем вы ввинчиваете винт и вставляете заглушку, чтобы закрыть его. И в большинстве случаев вы даже не будете использовать вилку.
Что ж, взгляните на следующие несколько страниц. Вы можете быть удивлены, сколько различных инструментов доступно – и мы даже не включаем традиционные зенковки.
Универсальная зенковка имеет пилотную коронку, зенковку / зенковку и ограничитель глубины, объединенные в один регулируемый инструмент.Внимательно посмотрите на разные бренды, и вы обнаружите, что у некоторых зенковок одна режущая кромка, а у других – две или четыре режущих кромки. В некоторых установках используются шестигранные хвостовики для быстрой замены, в то время как другие полагаются только на круглый вал сверла. У некоторых есть прямое сверло для пилотного отверстия, а у других – конические сверла. И вам вообще нужен ограничитель глубины?
Универсальная зенковка состоит из трех частей: сверла, зенковки и упора.
Как эти части работают в унисон? Как узнать, что у вас есть подходящий инструмент для этой задачи?
Основы зенковки
Установка винта начинается с пилотного отверстия.Размер пилотного отверстия должен соответствовать калибру винта (от №2 до №18) и длине. Калибровочная часть проста. Совместите пилотное отверстие с размером винта. Что касается контроля глубины, это очень важно при использовании конической коронки, в то время как прямая коронка более щадящая. Кроме того, необходимо учитывать различные материалы, такие как древесина хвойных и твердых пород, а также искусственные материалы. Простое практическое правило – уменьшать диаметр сверла на один диаметр (1/64 дюйма) при переходе от твердой древесины к мягкой.
Чтобы правильно сделать отверстие для винта, вам также понадобится отверстие с зазором.Это отверстие проходит от зенковки отверстия и через верхнюю часть ложи и имеет размер, позволяющий стержню винта проходить без зацепления его резьбы с деревом. В результате головка винта плотно притягивает верхнюю часть к нижней части, поскольку резьбовая часть винта захватывает пилотное отверстие. В сегодняшнем мире спешки плотники редко тратят время на то, чтобы проделать надлежащую просрочку.
Правильно просверленное отверстие под винт должно иметь выемку наверху, за которой следует отверстие с зазором, проходящее через верхнюю ложу, и пилотное отверстие, просверленное в нижней ложи.
Также имейте в виду, что некоторые зенковки предназначены для винтов с разным углом наклона головки. Стандартный угол наклона шурупа составляет 82 °, но всегда лучше убедиться, что у вас есть совпадение.
После выполнения пилота, зенковки / зенковки и отверстия с зазором вы готовы закручивать винты. Рекомендуется добавлять смазку на винты, чтобы облегчить движение. Я использую восковую пасту в качестве смазки, но должен предупредить, что если вы размазываете воск вокруг отверстия, некоторые пятна и отделка могут не приклеиться к нему.
Есть мастера по дереву, которые смазывают винты кусковым мылом или жидким мылом.
Однако есть также плотники, которые говорят, что мыло едкое или притягивает влагу, которая разъедает винты. Нам еще предстоит расследовать это заявление.
Даже если вы правильно зенковали винты, есть вероятность, что верхняя часть не будет плотно прилегать ко второй части. Вот быстрое решение для этого: после использования зенковки на открытой поверхности верхней части, переверните доску и слегка утопите внутреннюю поверхность.Затем, когда винт проталкивается через приклад, любой потенциальный выброс уменьшается.
Универсальные зенковки со сменными сверлами. Если бит сломался, просто замените его (пока зенковка находится в рабочем состоянии). И вы можете поменять местами разные биты – конические на прямые и наоборот.
На этой фотографии очевидна разница между сверлами с конической и прямой зенковкой. Оба пилотных долота работают, но мы думаем, что конические долота имеют некоторые преимущества.
Сверла: вал не достанется
Большинство сверл, используемых для зенковки, изготовлены из быстрорежущей стали и имеют две канавки.При беглом взгляде на различные сверла с зенковкой можно сразу заметить, что форма сверла привлекает внимание. Некоторые из них прямые, а другие заостренные. Конусное сверло лучше прямого? Почему вы должны выбирать один дизайн вместо другого?
По словам Леонарда Ли, основателя Lee Valley Tools, сверла с конической зенковкой были разработаны для использования с латунными винтами с нарезанной резьбой. Когда-то латунные винты с нарезной резьбой считались лучшим винтом для качественной мебели.Резьба, нарезанная на латунные заготовки для шурупов, увеличивает прочность шурупов. В результате получается винт определенной формы – нарезанная резьба винта сужается от хвостовика к кончику.
Сегодня у большинства винтов резьба вкручена в хвостовик винта, и винт сохраняет постоянный диаметр до кончика. Нет сплошного конуса. (Дополнительную информацию о винтах см. В выпуске 10.) Когда его спросили, использовал бы он прямое сверло, если бы он не использовал латунные винты с нарезной резьбой, Ли ответил твердым «да».”
Производители зенковок с конической головкой не согласны. Они утверждают, что конусообразное пилотное отверстие выполняет две задачи. Во-первых, конструкция долота создает отверстие с истинным зазором в верхней части отверстия. (Мы обнаружили, что это зависит от соотношения между длиной винта и длиной долота.) Прямое пилотное отверстие долота захватывается резьбой винта по всей длине.
Во-вторых, коническое отверстие обеспечивает дополнительный контакт резьбы при движении винта к дну конического пилотного отверстия.По мере того, как отверстие сужается, нити врезаются глубже в древесину.
Третье преимущество, которое персонал обнаружил при параллельном тестировании, состоит в том, что конические коронки имеют более глубокие канавки и режут быстрее и с меньшими усилиями.
Мы обнаружили один недостаток использования конических сверл. По мере того, как вы устанавливаете зенковку для более коротких винтов, отверстие зенковки вокруг сверла увеличивается из-за конуса. Это позволяет дополнительным отходам собираться в проеме. По мере наращивания материал нагревается.Избыточный нагрев приводит к накоплению остатков на сверле, что увеличивает трение.
Учитывая наш опыт и испытания, мы рекомендуем зенковки с коническими битами, потому что они режут быстрее и обеспечивают более прочное резьбовое соединение.
Когда коническая зенковка настраивается на более короткие винты, появляется небольшой зазор вокруг сверла. Это отверстие собирает мусор.
Зенковка: настоящий резак
Настоящая рабочая лошадка зенковки «все в одном» – это сама зенковка.Эта часть инструмента прорезает отверстие под головку винта; и если вам нужна цековка, она тоже сработает.
обычно изготавливаются из высокоуглеродистой стали, но из-за объема работы, выполняемой этой частью инструмента, вы также можете найти зенковки с твердосплавными наконечниками или из быстрорежущей стали. Зенковки из быстрорежущей стали и карбида удерживают кромку дольше, чем высокоуглеродистые, и часто используются для производственных работ.
Цельные зенковки с твердосплавными крыльями по конструкции аналогичны фрезам.(См. Фото справа.) Зенковки с твердосплавными напайками предпочтительны при работе с меламином и / или ДСП. Эти зенковки недешевы и могут стоить более чем в два раза дороже стандартной зенковки «все в одном», но прослужат в несколько раз дольше.
Как и в случае со сверлами, зенковки бывают разных конструкций. Одно из самых важных отличий для меня заключается в том, что многие из этих зенковок размером с винты №8 (размер винта, который я нахожу наиболее используемым в своей работе) оставляют цековку, которая меньше или больше стандартных 3⁄8 дюйма для большинства заглушек.По этой же причине у многих производителей есть подходящие пробки для пробок, доступные в наборах.
Область между резаками переносит отходы зенковки.
Еще одна область, которая привлекает внимание, – это количество канавок на зенковке. Некоторые установки имеют две флейты, а другие – три или четыре флейты. И хотя большее количество канавок способствует лучшему резанию – подумайте, три ножа против двух ножей в вашем фуговальном или строгальном станке, – для нас это не решающий фактор.
Режущая кромка канавки с зенковкой ничем не отличается от режущей кромки стамески.Чем резче, тем лучше. Таким образом, количество фактической режущей поверхности и ее угол важны. Некоторые зенковки соскребают по дереву, чтобы образовалась выемка; другие имеют более низкий тон, который сокращает бритье.
После того, как отходы разрезаны, их нужно унести. Пространство между ножами помогает выполнить эту работу. Если отходы застревают в углублениях, они забивают резак и мешают чистому срезанию. Это также нагревает и увеличивает трение. Задняя кромка проема должна быть наклонной или наклонной, чтобы отходы уносились прочь от разреза.(См. Фото слева.)
В ходе наших испытаний мы обнаружили, что фрезы с двумя режущими кромками имеют тенденцию резать быстрее и с меньшими усилиями. У них также были самые большие площадки для вывоза мусора. Однако конструкции с четырьмя резцами будут оставаться острыми дольше, потому что вы распределяете износ по четырем резцам вместо двух. Так что это компромисс.
Более тонкая резьба установочных винтов лучше захватывает.
Еще одна проблема, на которую следует обратить внимание, – это то, как зенковка прикрепляется к сверлу. Большинство зенковок удерживаются установочными винтами.Один установочный винт, когда он затягивается, заставляет зенковку прижиматься к одной стороне сверла, образуя небольшое отверстие со смещением. Или, если установочный винт упадет в канавку сверла, он может сместить положение зенковки при затяжке. С помощью двух установочных винтов вы можете закрепить биту в более отцентрованном положении. Один установочный винт подойдет, но лучше иметь два на зенковку.
Некоторые биты, используемые с зенковками, имеют плоские участки на хвостовике, где фиксируется установочный винт. Как правило, для них используется один установочный винт.Если вам нужно отрегулировать установку для более коротких винтов, можно перейти за пределы плоских участков на закругленный вал. Это, несомненно, приводит к более слабому удержанию.
Несколько слов о установочных винтах
Каждую универсальную зенковку можно регулировать для соответствия разной длине винтов. Для регулировки ослабьте все установочные винты, удерживающие сверло, сдвиньте сверло, чтобы увеличить или уменьшить длину, затем затяните винты, чтобы все удерживалось на месте.
Как и следовало ожидать, на зенковку действует большая сила, поскольку она соприкасается с деревом.Если установочные винты не удерживаются, зенковка вращается на валу биты, что приводит к ее повреждению. Также зенковка может сползать и менять глубину резания. Ни тот, ни другой результат не приемлем.
Все эти современные конструкции с зенковкой ориентированы на упор инструментов. Прядильные насадки останавливаются при достижении поверхности.
Когда дело доходит до установочных винтов, его размер не имеет значения. Большие установочные винты не означают большей удерживающей силы. Для надежной затяжки установочные винты должны иметь мелкую резьбу.Более тонкие нити держатся лучше всего при затяжке. И не стесняйтесь вкручивать винты в вал.
Упоры: используйте их, если необходимо.
Несколько компаний, продающих универсальные зенковки, включают ограничители глубины. Чаще всего в производственной работе используются остановки. Если вам необходимо просверлить сотни зенковок, установите упор, чтобы уменьшить вероятность ошибки.
Большинство плотников редко устанавливают упоры для зенковки. Но если вы устанавливаете стоп, вот несколько вещей, о которых следует помнить.
Убедитесь, что упор плотно прилегает к зенковке. Если посадка неаккуратная (как некоторые из них), скорее всего, вы установите упор под углом. При соприкосновении упора с поверхностью может появиться полированное кольцо.
Также убедитесь, что установочные винты, удерживающие ограничитель, имеют мелкую резьбу. Кроме того, вы должны следить за положением установочных винтов при их затяжке. Я нашел одну установку, в которой установочные винты не захватили бы, если бы они были расположены в области зенковки, очищающей стружку.
Если вы работаете с меламином или просто ищете долговечную острую кромку на зенковке, зенковка с твердосплавными крыльями – это то, что вам нужно.
Новые конструкции зенковок
Некоторые из новых конструкций зенковок, кажется, следуют теории «сделайте лучшую мышеловку». И хотя конструкции тщательно спроектированы, каждый фокусируется на малоиспользуемом ограничителе глубины с добавлением вращающегося элемента, который останавливается при достижении глубины.
Зенковка слева на фото выше рассчитана на макс.Это массивная зенковка с выгравированной шкалой регулировки глубины на валу зенковки, сверло с одной канавкой эффективно просверливает пилотное отверстие, а области между канавками имеют форму, позволяющую легко рассеивать отходы. Когда вращающийся оранжевый пластиковый конус целует дерево, действие прекращается, чтобы сообщить пользователю, что указанная глубина достигнута. С другой стороны, эта коронка дает зенковку 1⁄2 дюйма для винта №8.
Новый дизайн справа на той же фотографии напоминает мне спутник, вращающийся в космосе.И снова черный круг вращается, когда долото начинает спускаться. Как только глубина достигнута, вращение прекращается, но этот инструмент по-прежнему оставляет полированный круг на деревянной поверхности.
Кроме того, эта зенковка предназначена для винтов №6 и №8. Не пытайтесь использовать вилку 3⁄8 ″ с этой установкой.
Зенковка в центре фотографии более точно имитирует традиционный дизайн универсальных зенковок. Он собран из трех частей, включая насадку, зенковку и упор.Упор плотно удерживается одним установочным винтом, в то время как два винта фиксируют биту в шестигранном хвостовике.
Эта зенковка отлично работает. Когда стопорная манжета упирается в поверхность, вращение стопора прекращается без каких-либо следов. Результат будет таким же, даже если вы используете ручную дрель и сверляете под углом.
Рекомендации
Самое важное: не покупайте в хозяйственных магазинах недорогие биты, у которых есть ступенчатая сплошная манжета для отверстия с зазором (см. Фото выше).Они склонны к поломке, и их очень сложно использовать в работе.
В конце концов, мы рекомендуем зенковку с конической пилотной коронкой. Зенковка может иметь два или четыре фрезы – выберите ту, которая соответствует вашим предпочтениям, для увеличения срока службы кромки (четыре фрезы) или быстрой работы (две фрезы).
Мы не большие поклонники глубинных остановок. Мы не используем их, потому что не зарабатываем себе на жизнь зенковкой шурупов. Вместо этого мы сосредоточены на том, чтобы получить крепкие суставы, не работая слишком усердно. Мы не беспокоимся о идеально аккуратных отверстиях, потому что наши зенковки обычно не видны; а если нет, скорее всего, они подключены. WM
Рекомендации по продукту
Вот некоторые расходные материалы и инструменты, которые нам необходимы в повседневной работе в магазине. Мы можем получать комиссию с продаж по нашим ссылкам; однако мы тщательно отбирали эти продукты на предмет их полезности и качества.
Зенковка авиационных материалов | Производство режущего инструмента
| Растущее использование титана и абразивных композитов в авиационной промышленности привело к разработке нового поколения зенковок. |
Основное умение авиастроителей – это способность скреплять два куска материала вместе таким образом, чтобы они не разлетались на части со скоростью 3 Маха при повороте на 90 °. Это требует точной подготовки отверстия перед установкой крепежа, в частности зенковки.
В конце 30-х годов прошлого века была разработана клетка для микростопоров. Зенковка с резьбовым хвостовиком ввинчивается в устройство, которое приводится в движение ручным электродвигателем сверла и позволяет механику регулировать глубину зенковки на 0.001 “с хорошей точностью и воспроизводимостью. Базовая конструкция микростопов не претерпела существенных изменений за последние 60 лет. Однако современные микростопы намного прочнее и точнее, они включают улучшенную технологию подшипников для достижения требуемых более высоких скоростей вращения. для современных экзотических материалов (рис. 1).
Производители самолетов заинтересованы в улучшенных версиях этих инструментов с ручным управлением, несмотря на автоматизацию их процессов. Автоматическое крепление становится все более популярным, поскольку машины разрабатываются с возможностью обработки больших панелей.Например, крыло можно собрать на очень большом станке Gem-Cor, большом приспособлении, на котором устанавливается крыло. Предварительно запрограммированный робот просверливает и зенковывает отверстие за одну операцию, используя комбинированное сверло / зенкер (робот также вставляет крепежный элемент и при необходимости обрезает его головку).
Тем не менее, подавляющее большинство зенковки отверстий все еще выполняется в отдельной операции с использованием ручных сепараторов с микростопорами, поскольку создание машины, достаточно большой, чтобы обрабатывать большие детали самолета, в большинстве случаев нецелесообразно.
| Рис. 1: Клетка для микростопа, используемая для ручных операций зенковки. |
Новые материалы, новые инструменты
В прошлом самолеты конструировались в основном из алюминия. Зенковки из быстрорежущей стали с 2 или 3 зубьями были отраслевым стандартом. С появлением титана и других твердых и абразивных материалов твердосплавные инструменты с 2 и 3 зубьями начали проникать в промышленность.Современные композитные материалы еще более абразивны и требуют использования режущих кромок из поликристаллического алмаза (PCD).
Резьбовые зенковки поставляются со съемными или встроенными направляющими. Преобладает стиль интегрального пилота (рис. 2), потому что он имеет контролируемый радиус скругления на пересечении угла и пилота, что обычно используется в авиационной промышленности для зенковки. Эта конструкция устраняет острый угол, который является точкой напряжения на инструменте. Радиус шлифуется одновременно с шлифовкой пилота для обеспечения касания.
В большинстве случаев, если такой радиус был заточен в съемный пилотный инструмент, пользователь мог использовать пилот только одного размера для этого инструмента. Это устраняет главное преимущество съемного пилота – возможность использования множества различных пил, так что не требуется отдельная зенковка для каждого размера отверстия. И если пилот не выровнялся правильно из-за биения в отверстии или хвостовике пилота, пользователь может забить отверстие или в конечном итоге получить частичный радиус в заготовке.
| Рисунок 2: Твердосплавная зенковка с цельной пилотной частью. |
Твердосплавная версия интегрально-пилотного инструмента изготавливается двумя способами: с твердосплавными напайками, у которых режущие кромки твердосплавные, а пилотный – HSS; или твердый сплав, у которого вся передняя часть инструмента выполнена из твердого сплава. Инструмент с твердосплавными напайками дешевле, но имеет более короткий срок службы, чем твердый инструмент, из-за износа пилота из быстрорежущей стали. Чем более абразивным является материал заготовки, тем короче срок службы инструмента. Твердосплавный инструмент лучше, если рассматривать стоимость отверстия, а не стоимость инструмента.
Обработка композитов
Увеличение использования композитных материалов в авиастроении изменило тип и конфигурацию зенковок, используемых сегодня. Основное изменение заключается в более высоких степенях зазора – от 16 ° до 20 ° в основном для инструмента из PCD по сравнению с 6 ° до 10 ° для твердосплавного инструмента для титана или от 3 ° до 4 ° для инструмента из быстрорежущей стали для стали. Инструменты, предназначенные для резки Kevlar®, дополнительно имеют зубчатую канавку с широким крючком и большой угол зазора.
Для композитов оптимальным инструментальным материалом является PCD. При работе с композитными материалами HSS обычно вообще не работает из-за сильно ускоренного износа инструмента. Карбид будет работать, но со значительно меньшим сроком службы инструмента по сравнению с титаном. Тем не менее, иногда необходимо использовать твердый сплав, а не PCD, когда определенная геометрия, требуемая на режущем инструменте, не может быть достигнута с помощью заготовок из PCD – например, острие сверла или радикально зацепленная поверхность для зенковки из кевлара без заусенцев.См. Таблицу 1, где указаны рекомендуемые материалы для режущих инструментов для различных материалов заготовок.
PCD не может использоваться в черных металлах. Поскольку он основан на углероде, при нагревании он становится единым целым с заготовкой. Таким образом, он ограничен применениями из цветных металлов и композитов. Для обработки черных металлов требуются инструменты из карбида или быстрорежущей стали.
| ||||||||||||||||||||||||||||||||
Таблица 1: Рекомендации по инструментальному материалу для различных материалов самолетов. | ||||||||||||||||||||||||||||||||
Не следует наносить СОЖ при зенковке композитов с использованием инструментов PCD. Охлаждающая жидкость имеет тенденцию вступать в реакцию с композитом и вызывать расслоение. И в этом нет особой необходимости, потому что PCD имеет очень хорошие характеристики теплопередачи. При нанесении карбида на композит может помочь струя холодного воздуха.
| Рисунок 3: Зенковка с закругленной кромкой PCD со сменными лезвиями и направляющими. |
PCD формирует вверх
Одной из проблем, с которыми сталкиваются мастерские при работе с PCD, является ограниченная возможность шлифования инструментов определенной геометрии. Но компания Craig Tools Inc., Эль-Сегундо, Калифорния, разработала инструмент, который решает эту проблему – Versi-Sink, зенковку со сменным лезвием, съемным пилотом и резьбовым хвостовиком (рис. 3). В отличие от других зенковок PCD, инструмент со сменным лезвием имеет контролируемый радиус скругления. Обычно такой радиус скругления трудно достичь на зенковке PCD, особенно в конфигурации с двумя канавками, без изменения высоты кромки.Крейг добился этого, заточив лезвия отдельно на специально приспособленном для этого приспособлении, а затем механически удерживая лезвия в корпусе. Versi-Sink принимает сменные лезвия с контролируемым радиусом или сменные прямые лезвия для использования, когда радиус не требуется. Инструмент может использоваться в конфигурации с 1 или 2 зубьями. Пилот также можно заменить, так что по мере его износа или изменения размера обрабатываемого отверстия можно установить новый пилот и использовать тот же набор лопастей.Радиус будет оставаться касательным к диаметру пилота, поскольку пластина располагается на шлифованной плоскости на хвостовике пилота, и может быть установлен механиком без использования оптического компаратора. Это обеспечивает большую универсальность, чем традиционная зенковка со съемной направляющей.
Если радиус скругления не требуется, можно использовать зенковку из PCD с двумя канавками и без радиуса (рис. 4). Конструкция с 2 зубьями обычно предпочтительнее конструкции с 1 или 3 зубцами. Балансировка и режущее действие превосходны, пока инструмент имеет хорошую высоту кромки.Если одна канавка будет выступать слишком сильно, это приведет к вибрации и отверстиям в форме яйца. В прошлом эта проблема была более распространенной, поэтому пользователи выбирали зенковки из PCD с 1 канавкой, чтобы избежать этой проблемы и минимизировать стоимость алмазов.
| Рис. 4: Зенковка PCD без радиации со сменными лезвиями и направляющими. |
Паяная зенковка из PCD с 2 зубьями легко ремонтируется при условии, что у пользователя есть необходимое оборудование.Эти инструменты, как и все инструменты PCD, имеют очень высокие задние углы, которые необходимо поддерживать при переточке инструмента, чтобы предотвратить резкое снижение производительности. Эта проблема часто возникает, когда пользователь пытается обслуживать эти инструменты самостоятельно. PCD чрезвычайно трудно шлифовать на стандартном инструментально-шлифовальном станке. Пытаясь просто очистить режущую кромку, оператор может уменьшить величину зазора, удалив меньше материала, чтобы облегчить работу. Это эффективно уменьшает зазор на режущей кромке.Поэтому, как правило, гораздо выгоднее отправить инструмент обратно производителю для ремонта.
Стоимость отверстия
Ниже приводится сравнение затрат на отверстие для ламината из графита и эпоксидной смолы:
| Фреза из быстрорежущей стали | От 30 до 50 отверстий |
| Фреза с твердосплавными напайками | От 300 до 500 отверстий |
| Фреза с полукруглой кромкой и радиусом скругления | от 5000 до 10000 отверстий |
| Фреза из быстрорежущей стали по 5 долларов за штуку, без переточки | 5 долларов США / 50 отверстий = 0 долларов США.10 / отверстие |
| Твердосплавный резак по 28 долларов за штуку, две переточки по 8,35 доллара за каждый, стоимость ремонта 16,70 долларов | 44,70 $ / 1500 отверстий = 0,03 USD / отверстие |
| Фреза с пластинами PCD с радиусом скругления по 39,45 долларов каждая, 10 пилотов по 19,85 долларов США или 198,50 долларов США, набор пластин по 220,75 долларов США каждая, три переточки по 83,75 долларов США или 251,25 долларов США на восстановление. | 709,95 USD / 40 000 отверстий = 0,0177 USD / отверстие |
Зенковка из быстрорежущей стали, интегральная пилотная, с резьбовым хвостовиком, вероятно, никогда не будет полностью выведена из употребления, но есть определенная тенденция к увеличению количества инструментов из твердого сплава и поликристаллического алмаза.Эффект от использования PCD постепенно исчезает, поскольку экономия на стоимости отверстия становится все более широко признанной. Многие компании заметили, что их затраты на скоропортящийся инструмент резко выросли, поскольку они покупают все больше и больше твердосплавных инструментов для удовлетворения потребностей своих мастерских и получают все меньше и меньше отверстий на инструмент из-за более широкого применения композитных материалов. Тогда инструмент PCD становится намного более привлекательным как средство снижения затрат и повышения производительности за счет значительного сокращения смены инструмента и радикально большего количества отверстий на инструмент.
Индустрия режущего инструмента может рассчитывать на расширение использования композитов во всех областях производства. В авиационной промышленности это означает постоянный переход к инструментам из твердых сплавов, поликристаллических алмазов и инструментов с покрытием. Стоимость отверстия всегда будет решающим фактором при выборе режущего инструмента.
Об авторе
Уильям Кливленд – президент Craig Tools Inc., Эль-Сегундо, Калифорния. Он также является президентом Института режущего инструмента США в Кливленде.
| Цековка | ||
| Зенковка | ||
| отверстие | ||
| Метчик прямой | ||
| Метчик с коническим отверстием | ||
| Отверстие для наследия | Отверстия, созданные до выпуска SOLIDWORKS 2000. | |
| Прорезь с цековкой | Определяет длину отверстий в пазах Длина паза . | |
| Паз зенковки | ||
| Слот | ||
| Стандартный | Задает стандарт отверстия. Например, выберите метрическую систему ANSI или JIS. | |
| Тип | Задает размеры сверл, метчиков, отверстий под дюбели или зазоры для винтов.Например, выберите «Все размеры сверла» или «Зазоры для винтов». | |
| Фильтр | Доступно для PEM ® дюймов или PEM ® метрических стандартов . Фильтрует выбор, доступный для Типа. | |
| Размер | Задает размер застежки. | |
| Показать десятичные значения | Для прямых отверстий или прорезей отображает десятичные значения размеров отверстий для всех, буквенных, числовых или дробных размеров сверления. | |
| Посадка (только с цековкой и зенковкой). | Задает посадку застежки: плотно, нормально или свободно. | |
| Показать нестандартный размер | Параметры размера зависят от типа отверстия. Используйте изображения и описательный текст PropertyManager, чтобы установить такие параметры, как диаметр, глубина и угол внизу. Вы можете изменить значение в полях. Чтобы вернуться к значениям по умолчанию, нажмите «Восстановить значения по умолчанию».Цвет фона полей – белый для значения по умолчанию и желтый для значения переопределения. | |
| Конфигурации | Укажите конфигурацию, которую нужно изменить, если для модели требуются другие размеры Hole Wizard. Также можно использовать дизайнерскую таблицу. |
Ручная ручная дрель, скоба и насадка Руководство покупателя для плотников
Купить ручную скобу и набор битВ сочетании со шнековыми долотами скоба используется для просверливания отверстий в древесине для различных целей, в том числе для заделки стыков и просверливания отверстий для пазов.Эти наборы называются наборами скоб и бит.
Вы можете найти действительно старые наборы скоб и бит с простым винтом с накатанной головкой (вверху) или наборы скоб и бит с храповым механизмом (внизу). Храповой механизм особенно удобен для сверления в углах, где невозможно повернуть на 360 градусов. Но это не та ситуация, с которой я сталкиваюсь очень часто, поэтому не ищите специально скобу с храповым механизмом. Однако я считаю, что у большинства подтяжек есть храповой механизм.
Что такое «развертка» дрели Hand Brace?
«Размах» скобки – это воображаемый диаметр, который создается рукояткой, когда вы вращаете ее по окружности. Более широкий проход (например, 12 дюймов) будет пробивать отверстие быстрее и агрессивнее, а более узкий проход будет пробивать отверстие медленнее и осторожнее. выбор идеальной развертки зависит только от того, что вы делаете. Но я бы не стал особо беспокоиться об этом, так как вы, скорее всего, не будете использовать скобу и достаточно, чтобы развертка имела слишком большое значение.
Как вы измеряете ширину сверла Hand Brace?
На фотографии ниже, если я измеряю расстояние от центра ручки до центра трещотки и шнека, я вижу размер 5 дюймов. Удвойте этот радиус, чтобы получить 10-дюймовую распорку для руки:
На какие особенности следует обратить внимание на бандаж для рук?
Что вам следует искать? Подтяжки со стреловидностью от 8 до 12 дюймов подходят для традиционной обработки дерева. Брекеты очень распространены и не должны стоить вам больших денег: всего несколько долларов.Коллекционные (например, старые деревянные брекеты) или популярные модели металлических брекетов могут работать намного больше. Просто убедитесь, что верхняя рукоятка (то есть «головка») затянута, что насадки шнека можно надежно удерживать в патроне и что скоба вращается плавно.
Какие скобы для рук лучше всего подходят для плотников?
У меня есть около дюжины различных ручных ортезов, но у меня есть пара любимых ручных скоб, которые я предпочитаю. Мне особенно нравится моя запатентованная скоба Spofford № 112 с разрезным зажимным патроном (Сделано Джоном С.Fray):
12-дюймовый трап выполняет работу быстро, не слишком большой, ручка удобна, а быстроразъемный разъемный патрон удобен. Они могут стоить вам более 100 долларов, но вы можете найти тот, который требует небольшого внимания. Стэнли купил компанию John Fray в 1909 году и несколько лет использовал тот же дизайн и имя Fray, а затем начал отмечать их знаком «Stanley» примерно в 1920 году.
Мне также очень нравится использовать мою старинную 8-дюймовую скобу Stanley 2101A «Yankee», которую я недавно купил у местного продавца ручных инструментов примерно за 60 долларов:
Он намного прочнее, чем другие мои фиксаторы с храповым механизмом, и имеет очень плавное действие.Эта скоба выпускается с разными размерами развертки и под номерами моделей «2101 или 2101A». Стойка 2101 Yankee была первоначально произведена North Bros (, по-видимому, немного лучшего качества тогда ) , но компания была приобретена Стэнли. Bell System (то есть Bell Telephone) использовала именно эту скобу (и другие инструменты) для своих телефонных линейных операторов в большом количестве, поэтому на многих скобах будет написано «Bell Systems». Bell Systems не производила их, они просто заказывали их в больших количествах.Джим Бод сказал об этом конкретном бандаже: « Самый лучший и самый прочный, самый прочный фиксатор для бит, когда-либо созданный. Шелковистая гладкая конструкция на шарикоподшипниках сверху и снизу. Масло залито. Скрытая храповая система. Патрон для тяжелых условий эксплуатации. Подходит как для традиционных коронок с квадратным коническим хвостовиком, так и для сверл с круглым хвостовиком. Последняя скоба , которая вам когда-либо понадобится! »
Вот несколько популярных скоб для деревообработки, чтобы узнать цены:
Сверла по дереву Набор сверл с зенковкой 1/4 ” Шестигранный хвостовик HSS Отверстия под винты для деревообработки 5 шт. Бизнес, офис и промышленность
Сверла по дереву Набор сверл с зенковкой 1/4 ” Шестигранный хвостовик HSS Отверстия под винты для деревообработки 5 шт. Бизнес, офис и промышленностьНабор сверл с зенковкой 1/4 ” Шестигранный хвостовик HSS Деревообработка Отверстия для пилотных винтов 5 шт.
Набор сверл с зенковкой 1/4 ” Шестигранный хвостовик HSS Отверстия для пилотных винтов 5 шт., Набор сверл 1/4 ” Отверстия для пилотных винтов из быстрорежущей стали 5 шт. Зенковка, точная резка без заусенцев, Деревообработка Сверло с зенковкой для снятия фаски 1 x # 5. Сверло с зенковкой имеет самонастраивающуюся точку, а конструкция с пятью канавками исключает дребезг и вибрацию для плавной работы и очистки. Тысячи товаров в Интернет-магазине Современная мода Покупайте онлайн, прямо с завода! Отверстия 5 шт. Набор сверл с зенковкой 1/4 дюйма с шестигранным хвостовиком HSS Деревообрабатывающий пилотный винт.
Перейти к содержанию Scroll UpНабор сверл с зенковкой 1/4 ” с шестигранным хвостовиком HSS Деревообработка Отверстия для пилотных винтов 5 шт.
Kaured предлагает разные стили для мальчиков и мужчин. Купить AMI 96015K Chevy Bowtie Grille Emblem with Border (Chevy 05-10 Cobalt Front) – Black Powdercoat: Automotive – ✓ БЕСПЛАТНАЯ ДОСТАВКА при соответствующих покупках, эта защитная маска может похвастаться превосходной защитой и комфортом в сверхлегкая упаковка. Рекомендуемый размер: Размер XS (грудь / талия 37-38 дюймов) Размер S (грудь / талия 39-40 дюймов) Размер M (грудь / талия 40-41 дюймов) Размер L (грудь / Талия 42 “-43”) Размер XL (Грудь / Талия 44 “-45”) Размер 2XL (Грудь 46 “-47”) Размер 3XL (Грудь / Талия 51 “-52”) Размер 4XL (Грудь / Талия 53 “- 54 дюйма) Размер 5XL (обхват груди / талии 59–60 дюймов) Размер 6XL (обхват груди / талии 61–63 дюйма).Хороший подарок, идеально подходящий для ваших друзей-парней / мужа / отца / мальчиков-подростков / семьи этим летом, пожалуйста, отправьте нам электронное письмо, набор сверл с зенковкой 1/4 ” с шестигранным хвостовиком HSS Деревообрабатывающие отверстия для пилотных винтов 5 шт. , ADA соответствует требованиям при правильной установке. Купить Allywit Men Shorts Мужские быстросохнущие плавки Купальный костюм Пляжные шорты Домашние брюки и другие плавки в. Отвертка 14-в-1 – отличная и легкая универсальная отвертка. Уникальный и эксклюзивный многорядный браслет Shamballa, сделанный специально для вас. Товар должен быть возвращен в исходном состоянии.* Ручная стирка с мылом для посуды и теплой водой, набор сверл для зенковки 1/4 ” с шестигранным хвостовиком HSS Деревообрабатывающие отверстия для направляющих винтов 5 шт. . Легко распечатайте дома или в типографии. Бесплатный подарок к каждой покупке ювелирных украшений с кристаллами от Gems by Kelley: красивая открытка с метафизическими свойствами каждого кристалла в вашем заказе. Сообщите нам, если вас интересует какой-либо из этих вариантов, – Машинная стирка отдельно в холодной воде. 4 мм – Камень: кубический цирконий AAA – Форма камня: круглая – Количество камней: 14 – Крепление: 4 зубца – Универсальное ювелирное изделие.Персонализация: вы можете написать или персонализировать большую космическую сумку и принести свой подарок. Набор сверл с зенковкой 1/4 ” Шестигранный хвостовик HSS Деревообрабатывающие отверстия для пилотных винтов 5 шт. , лучший комплект для сборки вашей первой масштабной модели ракеты, Крюк для шляпы Держатель для шляпы Ковбойская шляпа Стойка для ковбойской шляпы, Материал ручки Алюминий с резиной Схватить. Бесплатная доставка подходящих заказов. Новая зеркальная прозрачная пленка для изоляции окон, высококачественная энергосберегающая светодиодная лампа. Набор сверл с зенковкой 1/4 ” Шестигранный хвостовик HSS Деревообрабатывающие отверстия для пилотных винтов 5 шт. .
Набор сверл с зенковкой 1/4 дюйма, шестигранный хвостовик, HSS, деревообработка, пилотные отверстия для винтов, 5 шт.
точных резов без заусенцев, Сверло с зенковкой 1 x # 5, Сверло с зенковкой имеет самонастраивающуюся точку, а конструкция с пятью канавками исключает вибрацию и вибрацию, обеспечивая плавную работу и чистоту, Тысячи продуктов Интернет-магазин Современная мода Покупайте онлайн, прямо с завода!
Набор сверл с зенковкой 1/4 дюйма, шестигранный хвостовик, HSS, деревообрабатывающие, пилотные отверстия для винтов, 5 шт.
Bentley – Документация по продукту
MicroStation
Справка MicroStation
Ознакомительные сведения о MicroStation
Справка MicroStation PowerDraft
Ознакомительные сведения о MicroStation PowerDraft
Краткое руководство по началу работы с MicroStation
Справка по синхронизатору iTwin
ProjectWise
Служба поддержки Bentley Automation
Ознакомительные сведения об услуге Bentley Automation
Сервер композиции Bentley i-model для PDF
Подключаемый модуль службы разметкиPDF для ProjectWise Explorer
Справка администратора ProjectWise
Справка службы загрузки данных ProjectWise Analytics
Коннектор ProjectWise для ArcGIS – Справка по расширению администратора
Коннектор ProjectWise для ArcGIS – Справка по расширению Explorer
Коннектор ProjectWise для ArcGIS Справка
Коннектор ProjectWise для Oracle – Справка по расширению администратора
Коннектор ProjectWise для Oracle – Справка по расширению Explorer
Коннектор ProjectWise для справки Oracle
Коннектор управления результатами ProjectWise для ProjectWise
Справка портала управления результатами ProjectWise
Ознакомительные сведения по управлению поставками ProjectWise
Справка ProjectWise Explorer
Справка по управлению полевыми данными ProjectWise
Справка администратора геопространственного управления ProjectWise
Справка ProjectWise Geospatial Management Explorer
Сведения о геопространственном управлении ProjectWise
Модуль интеграции ProjectWise для Revit Readme
Руководство по настройке управляемой конфигурации ProjectWise
Справка по ProjectWise Project Insights
ProjectWise Plug-in для Bentley Web Services Gateway Readme
ProjectWise ReadMe
Матрица поддержки версий ProjectWise
Веб-справка ProjectWise
Справка по ProjectWise Web View
Справка портала цепочки поставок
Услуги цифровых двойников активов
PlantSight AVEVA Diagrams Bridge Help
PlantSight AVEVA PID Bridge Help
Справка по экстрактору мостов PlantSight E3D
Справка по PlantSight Enterprise
Справка по PlantSight Essentials
PlantSight Открыть 3D-модель Справка по мосту
Справка по PlantSight Smart 3D Bridge Extractor
Справка по PlantSight SPPID Bridge
Управление эффективностью активов
Справка по AssetWise 4D Analytics
AssetWise ALIM Web Help
Руководство по внедрению AssetWise ALIM в Интернете
AssetWise ALIM Web Краткое руководство, сравнительное руководство
Справка по AssetWise CONNECT Edition
AssetWise CONNECT Edition Руководство по внедрению
Справка по AssetWise Director
Руководство по внедрению AssetWise
Справка консоли управления системой AssetWise
Анализ моста
Справка по OpenBridge Designer
Справка по OpenBridge Modeler
Строительное проектирование
Справка проектировщика зданий AECOsim
Ознакомительные сведения AECOsim Building Designer
AECOsim Building Designer SDK Readme
Генеративные компоненты для справки проектировщика зданий
Ознакомительные сведения о компонентах генерации
Справка по OpenBuildings Designer
Ознакомительные сведения о конструкторе OpenBuildings
Руководство по настройке OpenBuildings Designer
OpenBuildings Designer SDK Readme
Справка по генеративным компонентам OpenBuildings
Ознакомительные сведения по генеративным компонентам OpenBuildings
Справка OpenBuildings Speedikon
Ознакомительные сведения OpenBuildings Speedikon
OpenBuildings StationDesigner Help
OpenBuildings StationDesigner Readme
Гражданское проектирование
Помощь в канализации и коммунальных услугах
Справка OpenRail ConceptStation
Ознакомительные сведения по OpenRail ConceptStation
Справка по OpenRail Designer
Ознакомительные сведения по OpenRail Designer
Справка конструктора надземных линий OpenRail
Справка OpenRoads ConceptStation
Ознакомительные сведения по OpenRoads ConceptStation
Справка по OpenRoads Designer
Ознакомительные сведения по OpenRoads Designer
Справка по OpenSite Designer
Файл ReadMe OpenSite Designer
Инфраструктура связи
Справка по Bentley Coax
Bentley Communications PowerView Help
Ознакомительные сведения о Bentley Communications PowerView
Справка по Bentley Copper
Справка по Bentley Fiber
Bentley Inside Plant Help
Справка по OpenComms Designer
Ознакомительные сведения о конструкторе OpenComms
Справка OpenComms PowerView
Ознакомительные сведения OpenComms PowerView
Справка инженера OpenComms Workprint
OpenComms Workprint Engineer Readme
Строительство
ConstructSim Справка для руководителей
ConstructSim Исполнительное ReadMe
ConstructSim Справка издателя i-model
Справка по планировщику ConstructSim
ConstructSim Planner ReadMe
Справка стандартного шаблона ConstructSim
ConstructSim Work Package Server Client Руководство по установке
Справка по серверу рабочих пакетов ConstructSim
ConstructSim Work Package Server Руководство по установке
Справка управления SYNCHRO
SYNCHRO Pro Readme
Энергетическая инфраструктура
Справка конструктора Bentley OpenUtilities
Ознакомительные сведения о Bentley OpenUtilities Designer
Справка по подстанции Bentley
Ознакомительные сведения о подстанции Bentley
Справка подстанции OpenUtilities
Ознакомительные сведения о подстанции OpenUtilities
Promis.e Справка
Promis.e Readme
Руководство по установке Promis.e – управляемая конфигурация ProjectWise
Руководство по настройке подстанции– управляемая конфигурация ProjectWise
Геотехнический анализ
PLAXIS LE Readme
Ознакомительные сведения о PLAXIS 2D
Ознакомительные сведения о программе просмотра вывода PLAXIS 2D
Ознакомительные сведения о PLAXIS 3D
Ознакомительные сведения о программе просмотра 3D-вывода PLAXIS
PLAXIS Monopile Designer Readme
Управление геотехнической информацией
Справка администратора gINT
Справка gINT Civil Tools Pro
Справка gINT Civil Tools Pro Plus
Справка коллекционера gINT
Справка по OpenGround Cloud
Гидравлика и гидрология
Справка Bentley CivilStorm
Справка Bentley HAMMER
Справка Bentley SewerCAD
Справка Bentley SewerGEMS
Справка Bentley StormCAD
Справка Bentley WaterCAD
Справка Bentley WaterGEMS
Управление активами линейной инфраструктуры
Справка по услугам AssetWise ALIM Linear Referencing Services
Руководство администратора мобильной связи TMA
Справка TMA Mobile
Картография и геодезия
Справка карты OpenCities
Ознакомительные сведения о карте OpenCities
OpenCities Map Ultimate для Финляндии Справка
Карта OpenCities Map Ultimate для Финляндии Readme
Справка по карте Bentley
Справка по мобильной публикации Bentley Map
Ознакомительные сведения о карте BentleyДизайн шахты
Справка по транспортировке материалов MineCycle
Ознакомительные сведения по транспортировке материалов MineCycle
Моделирование мобильности и аналитика
Справка по подготовке САПР LEGION
Справка по построителю моделей LEGION
Справка по API симулятора LEGION
Ознакомительные сведения об API симулятора LEGION
Справка по симулятору LEGION
Моделирование и визуализация
Bentley Посмотреть справку
Ознакомительные сведения о Bentley View
Анализ морских конструкций
SACS Close the Collaboration Gap (электронная книга)
Ознакомительные сведения о SACS
Анализ напряжений труб и сосудов
AutoPIPE Accelerated Pipe Design (электронная книга)
Советы новым пользователям AutoPIPE
Краткое руководство по AutoPIPE
AutoPIPE & STAAD.Pro
Завод Проектирование
Ознакомительные сведения об экспортере завода Bentley
Bentley Raceway and Cable Management Help
Bentley Raceway and Cable Management Readme
Bentley Raceway and Cable Management – Руководство по настройке управляемой конфигурации ProjectWise
Справка по OpenPlant Isometrics Manager
Ознакомительные сведения о менеджере изометрических данных OpenPlant
Справка OpenPlant Modeler
Ознакомительные сведения для OpenPlant Modeler
Справка по OpenPlant Orthographics Manager
Ознакомительные сведения для менеджера орфографии OpenPlant
Справка OpenPlant PID
Ознакомительные сведения о PID OpenPlant
Справка администратора проекта OpenPlant
Ознакомительные сведения для администратора проекта OpenPlant
Техническая поддержка OpenPlant Support
Ознакомительные сведения о технической поддержке OpenPlant
Справка PlantWise
Ознакомительные сведения о PlantWise
Реализация проекта
Справка рабочего стола Bentley Navigator
Моделирование реальности
Справка консоли облачной обработки ContextCapture
Справка редактора ContextCapture
Файл ознакомительных сведений для редактора ContextCapture
Мобильная справка ContextCapture
Руководство пользователя ContextCapture
Справка Декарта
Ознакомительные сведения о Декарте
Структурный анализ
Справка OpenTower iQ
Справка по концепции RAM
Справка по структурной системе RAM
STAAD Close the Collaboration Gap (электронная книга)
STAAD.Pro Help
Ознакомительные сведения о STAAD.Pro
STAAD.Pro Physical Modeler
Расширенная справка по STAAD Foundation
Дополнительные сведения о STAAD Foundation
Детализация конструкций
Справка ProStructures
Ознакомительные сведения о ProStructures
ProStructures CONNECT Edition Руководство по внедрению конфигурации
ProStructures CONNECT Edition Руководство по установке – Управляемая конфигурация ProjectWise