Как паять латунь: как выбрать флюс, припой и подходящий инструмент
Сплав меди с цинком, известный с давних времен, широко применяется и в наше время. Латунь обладает высокой прочностью, стойка к коррозии, пластична. Благодаря таким свойствам из нее изготавливают детали механизмов, элементы конструкций, вынужденных постоянно контактировать с агрессивными средами. Несмотря на надежность материала, в латунных изделиях иногда появляются разнообразные дефекты, требующие ремонта, — изломы, отверстия, трещины. Одним из способов восстановления элементов является пайка. Процесс этот не отличается большой сложностью, однако имеет свои особенности, поэтому крайне важно знать, как паять латунь. Знакомство с технологией пайки позволит успешно проводить такие работы даже в домашних условиях.
В чем особенности технологии?
Этот метод получения неразъемных соединений не настолько популярен, как сварка. Причина — более низкий показатель прочности пайки. Швы образуются благодаря расплавлению присадочного материала, называемого припоем. Самое главное отличие пайки — температура плавления, которая должна быть ниже, чем у соединяемых элементов. Они не меняют агрегатного состояния, что дает возможность надежного скрепления разнородных материалов.
Самое главное отличие пайки — температура плавления, которая должна быть ниже, чем у соединяемых элементов. Они не меняют агрегатного состояния, что дает возможность надежного скрепления разнородных материалов.
Низкотемпературное воздействие на спаиваемую поверхность сделало пайку незаменимой, а в некоторых случаях единственно возможной: например, когда требуется получить неразъемное соединение разнородных металлов. Целостность обрабатываемых деталей — главное преимущество такой технологической операции, так как она позволяет работать с самыми мельчайшими элементами, не опасаясь за их деформацию или изменение структуры.
Пайка особенно актуальна в электронике, где приходится работать с миниатюрными, очень хрупкими микросхемами, и электрике, когда возникает необходимость в соединении либо наращивании проводников.
Классификация латунных сплавов
Латунь бывает двойной либо многокомпонентной. В первом случае в состав входит только медь и цинк, повышающий твердость сплава. В роли других компонентов, улучшающих его физические, химические характеристики, выступают алюминий, железо, кремний, марганец, никель, олово, свинец и другие элементы. По этой причине необходимо заранее точно узнать состав латуни, это поможет определить способ, а также специфику пайки.
В роли других компонентов, улучшающих его физические, химические характеристики, выступают алюминий, железо, кремний, марганец, никель, олово, свинец и другие элементы. По этой причине необходимо заранее точно узнать состав латуни, это поможет определить способ, а также специфику пайки.
Латунь классифицируется по химическому составу:
- Двухкомпонентная (двойная, простая). Она состоит только из меди и цинка. Процентное соотношение этих компонентов может быть различным. Эти составы маркируются буквой «Л» и числом, всегда указывающим количество меди. Например, Л90 содержит от 88 до 91% меди, на долю цинка приходится 8,8-12%. Примеси есть, но их количество минимально — около 0,2%.
- Многокомпонентная (специальная). Эта латунь имеет большое количество ингредиентов, повышающих коррозионную стойкость сплава, его прочность, твердость. Его маркируют по-другому: к букве «Л» добавляют еще одну, означающую легирующий элемент, появляется еще одна цифра — процентное содержание легирующего металла.
 Например, ЛА77-2 — латунь алюминиевая, она содержит 77% меди, около 2% алюминия, а остальное — цинк. Все подобные сплавы называют в «честь» легирующего элемента: железистая, кремнистая, никелевая, марганцовистая, свинцовистая и т. д.
Например, ЛА77-2 — латунь алюминиевая, она содержит 77% меди, около 2% алюминия, а остальное — цинк. Все подобные сплавы называют в «честь» легирующего элемента: железистая, кремнистая, никелевая, марганцовистая, свинцовистая и т. д.
 Например, ЛА77-2 — латунь алюминиевая, она содержит 77% меди, около 2% алюминия, а остальное — цинк. Все подобные сплавы называют в «честь» легирующего элемента: железистая, кремнистая, никелевая, марганцовистая, свинцовистая и т. д.
Например, ЛА77-2 — латунь алюминиевая, она содержит 77% меди, около 2% алюминия, а остальное — цинк. Все подобные сплавы называют в «честь» легирующего элемента: железистая, кремнистая, никелевая, марганцовистая, свинцовистая и т. д.Латунь идет на изготовление различных изделий. По степени обработки эти сплавы делят на:
По процентному содержания цинка латуни разделяют на:
- Красную (томпак), имеющую в составе 5-10% этого компонента. Такие сплавы идеальны для ювелирных украшений, статуэток и подобных художественных изделий.
- Желтую, здесь процент цинка составляет 21-36%.
Причина популярности латуни — ее долговечность, надежность, устойчивость к перепадам температур, к механическим воздействиям. Поэтому детали, изготовленные из этого сплава, широко используют в системах водоснабжения, обустройстве канализации, в машино- и приборостроении.
 Латунные изделия имеют длительный срок службы, однако это справедливо лишь в том случае, если не нарушаются их правила эксплуатации.
Латунные изделия имеют длительный срок службы, однако это справедливо лишь в том случае, если не нарушаются их правила эксплуатации.Эффективность и препятствия
Есть несколько технологий, позволяющих без труда сваривать детали или изделия из латуни, однако они не отличаются простотой, обещают ощутимые затраты, требуют от мастера определенных навыков работы. Пайка — альтернатива, которая проще технологически, а значит, этот вариант подходит и для домашнего мастера, так как нет необходимости в высокой квалификации исполнителя.
Если содержание цинка в сплаве не слишком высоко, то на пути к цели не возникает непреодолимых препятствий: справиться с поставленной задачей позволяет простая пайка с использованием обычной канифоли. Когда процентное содержание данного металла в латуни превышает цифру 15, необходимы специальные флюсы.
Причина — сильное испарение во время пайки меди и цинка, оно приводит к образованию на материале крепкой оксидной пленки, а ее удалить довольно сложно. Поэтому без специальных припоев и нейтрализующих флюсов идеального результата добиться не получится.
Поэтому без специальных припоев и нейтрализующих флюсов идеального результата добиться не получится.
Выбор оптимальных материалов
Прежде чем искать оптимальный вариант для пайки латуни, необходимо установить ее марку. Только в этом случае можно гарантировать приемлемый результат операции.
Выбор подходящего припоя
Это материал, обычно сплав, которым спаивают элементы. Главная его особенность — температура плавления, обязанная быть ниже, чем у соединяемых металлов. Типичные примеры сплава — олово со свинцом, чистое олово. Однако качество, механическая прочность такого сцепления и внешний вид очень далеки от идеала. Причины низкого качества — поры, появляющиеся в результате испарения цинка. Чтобы обеспечить надежный контакт, температура плавления материала обязана быть значительно ниже латунной, а припой должен обладать отличной адгезией с этим сплавом.
- Для пайки латуни, содержащей большое количество меди, лучше брать составы, относящиеся к медно-цинковым припоям, так как в результате присадки цинка снижается температура плавления данных сплавов. Например, припои ПМЦ54 и ПМЦ-48 плавятся при температуре 880°, ПМЦ-36 — при 800-825°.
- Для таких же сплавов можно пользоваться серебряными припоями — марки от ПСр12 до ПСр72. Если в латуни большее содержание цинка, то рекомендованы аналогичные припои, однако не ниже ПСр40.
- Относительно недороги медно-фосфорные припои — МФ-1, МФ-2, МФ-3. Они пластичны, но обладают хорошей электропроводностью. Если механические и вибрационные нагрузки будут велики, то лучше приобрести припои с серебром.
- Если необходимо гарантировать особую прочность, то выбирают твердые медные сплавы: например, универсальный L-CuP6.
 Например, припои ПМЦ54 и ПМЦ-48 плавятся при температуре 880°, ПМЦ-36 — при 800-825°.
Например, припои ПМЦ54 и ПМЦ-48 плавятся при температуре 880°, ПМЦ-36 — при 800-825°.Последняя марка припоя имеет диапазон температур — 710-880. Она предназначена для работы с бронзой, красной бронзой, латунью, а также медью, при монтаже труб, радиаторов, системы отопления. При использовании серебряных или фосфорных припоев надо учитывать, что латунь интенсивно растворяется, поэтому время обработки (нагрева и пайки) необходимо сократить.
Флюсы: самодельные или готовые
Флюсы очищают поверхность металлов от жира, а также предотвращают образование оксидной пленки. Их тоже подбирают в зависимости от состава сплавов. Для соединений меди достаточно одной лишь канифоли, однако для латуни уже необходимо более агрессивное средство. Самый простой вариант флюса для пайки латуни — смесь буры с борной кислотой (1:1). Ее заливают водой (5 мм на 1 г), кипятят, помешивая, потом остужают. Однако лучшими характеристиками обладают «профессионалы» — покупные составы.
- Флюс Бура. Он известен очень давно, однако с тех пор не растерял своих поклонников. Причина популярности — его качественная работа.
- Не менее эффективны другие марки: ПВ-209 (от 700 до 900°), ПВ-209Х (от 650 до 850°).
Популярные импортные марки — немецкие порошки FELDER Cu-Rosil, Chemet FLISIL-NS-Pulver, флюс-паста Chemet FLISIL-NS-Paste. На рынке существует множество флюсов, предназначенных и для пайки латуни — как импортных, так и отечественных, поэтому с выбором проблем не возникнет.
Два метода пайки латуни
Как уже было замечено, самая большая сложность в работе с латунью — образование при нагреве сплава оксидной пленки, с которой канифоль (даже в компании со спиртом) справиться не в состоянии.
Использование паяльника
Для пайки этого сплава необходим мощный аппарат — как минимум 500 Вт, максимум — 1000 Вт. Связано это требование с высокой температурой плавления — как сплава, так и припоев. Однако исключения есть: это латунные сплавы, имеющие более низкую температуру плавления (большой процент меди). Лучший вариант — паяльная станция, дающая возможность регулировать нагрев жала паяльника. Оптимальный параметр — 350°. Это оборудование позволит избежать перегрева зоны паяния.
Если в сплаве преобладает медь, то в этом случае можно использовать инструмент скромной мощности — 100 Вт. В роли флюса используют ортофосфорную либо паяльную кислоту: перед пайкой поверхности латунных изделий тщательно обрабатывают. В качестве припоя используют ПОС-60 (олово-свинец).
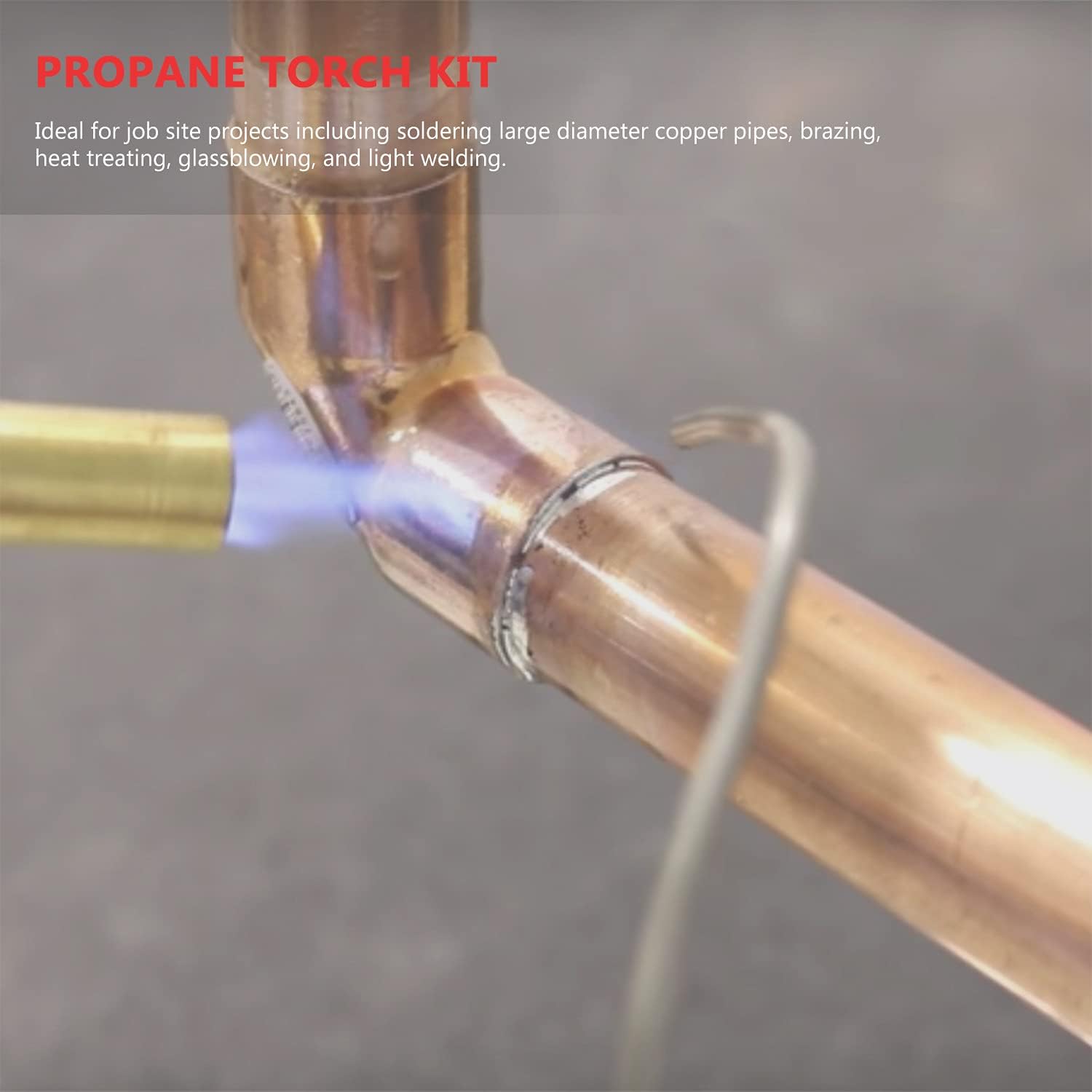
Пайка с помощью горелки
Эту же задачу можно решить, используя не слишком большую горелку. Но в этом случае есть главное требование к рабочей поверхности: латунную деталь нужно поместить на жаропрочный материал. Например, на небольшую асбестовую пластину, в железное ведро с мелкой галькой. Соединяемые детали совмещают между собой, поверхности протирают флюсом с основой-бурой. Сверху посыпают небольшим количеством стружки из серебряного припоя, затем в зону пайки вводят пламя газовой горелки.
Разогрев ведут поэтапно. Сначала участок нагревают слегка: так, чтобы припой мог схватиться с поверхностями сплавов. Второй этап — разогревание зоны до появления красноты, во время него припой равномерно растекается по поверхности, заполняя зазоры. В этот момент достигается температура 700-750°.
Горелку выключают. После остывания зоны пайки ее промывают, удаляя остатки флюса — наплывы, стекловидные капли: сначала изделие на несколько минут погружают в горячий раствор серной кислоты (3%), затем помещают под проточную воду.
Эти методы отличаются от традиционного соединения других элементов с помощью олова, так как паять латунь не настолько просто. Лучший результат гарантирует использование газовой горелки. Если выполнять все этапы операции корректно, то можно получить качественные и надежные изделия.
Этому животрепещущему вопросу посвящено следующее видео:
Была ли статья полезна?Мы хотим стать лучше. Спасибо за мнение!
Если вам понравилась статья, пожалуйста, поделитесь ей
Источник
Поделиться
Как паять латунь, и какой припой с флюсом использовать
Содержание:
Как паять латунь, и какой припой с флюсом использоватьЛатунь представляет собой сплав цветных металлов, основными компонентами которого выступают цинк и медь. Изделия из латуни обладают высокой пластичностью и коррозионной стойкостью, что в свою очередь, при этом, не мешает им быть достаточно прочными.
Различные изделия из латуни мы можно легко найти у себя дома. При этом часто возникает необходимость в пайке латуни, что вполне осуществимо сделать в домашних условиях. Чем лучше паять латунь, и какой флюс с припоем для этих целей использовать?
Что нужно для пайки латунных изделий
Помимо олова и меди, в состав латуни входит также и цинк, большое содержание которого в сплаве усложняет пайку. Если цинка в латуни содержится не более 15%, то для пайки можно применять обычную канифоль и медно-цинковый припой. Когда процентный состав цинка выше, то, применяют особые виды флюсов.
Флюсы для пайки латуни
Такой флюс для пайки латуни можно приобрести как в готовом виде, так и сделать своими руками. Для самостоятельного изготовления флюса потребуется борная кислота, порошок буры и обычная вода. При этом борная кислота смешивается с бурой (один к одному), а затем в состав добавляется вода, из расчета 5 мг, на каждый грамм порошка.
Что же касается уже готовых вариантов флюса для пайки латуни, то сегодня широко применяются:
- Готовый флюс Бура, специально предназначенный для высокотемпературной пайки деталей;
- Флюсы марок ПВ-209 и ПВ-209Х;
- Порошкообразный флюс Chemet FLISIL-NS-Pulver и пастообразный флюс Chemet FLISIL-NS-Paste.

Припои для пайки
Паять латунь обычным припоем нельзя, для этого предназначены медно-цинковые припои. Самыми распространёнными из них являются ПМЦ-36 и ПМЦ-38 (припой медно-цинковый).
Также пайку латунных изделий можно осуществлять и медно-фосфористыми припоями, марок МФ-1, МФ-2, а также МФ-3. Однако такие припои не обеспечивают должного качества соединению в плане вибрационных и ударных нагрузок.
По этой причине применяются наилучшие в своём роде припои для пайки латуни, это такие серебряные припои, как: ПСр-10, ПСр-12м, ПСр-25, ПСр-72.
Как паять латунь в домашних условиях
Важной особенностью пайки латуни в домашних условиях является правильная подготовка изделий. Место пайки должно быть очищено от любых загрязнений, для чего используются металлическая щётка, наждачная бумага или напильник.
После удаления грязи, поверхность нужно обезжирить с использованием растворителя. Если поверхность не будет обезжирена, то это затруднит пайку латуни.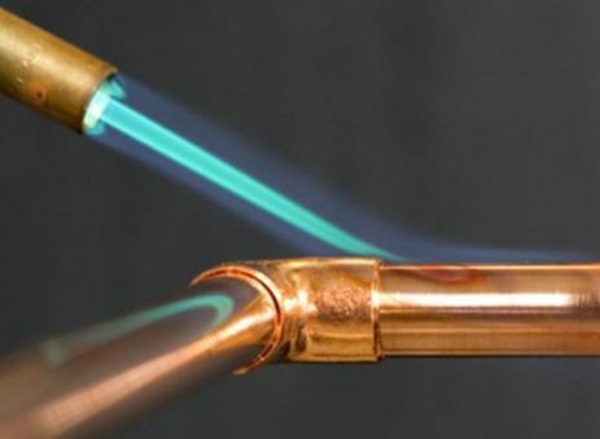 Затем изделия укладываются на термоизолирующую подкладку из асбеста, после чего приступают к процессу спаивания деталей.
Затем изделия укладываются на термоизолирующую подкладку из асбеста, после чего приступают к процессу спаивания деталей.
Для пайки латуни можно использовать как паяльник, так и горелку. Однако мощность паяльника должна быть достаточно велика (0,5 кВт) и выше. В таком случае получится хорошо прогреть место пайки.
Толстые заготовки из латуни лучше всего спаивать газовой горелкой. Тогда становится возможным использовать высокотемпературные компоненты, которые после обработки зоны спаивания флюсом, наносят прямо сверху в виде измельчённого припоя. Перед этим место соединения хорошо разогревается газовой горелкой.
Можете ли вы эффективно паять латунь? Смотри как!
Припой имеет репутацию уродливой черной слизи, которую нужно использовать с осторожностью. Но так быть не должно! Все дело в знании того, как хорошо паять, чтобы добиться прекрасных результатов с минимальными усилиями.
Можете ли вы эффективно паять латунь? Паять латунь правильно вполне выполнимо. Тем не менее, убедитесь, что поверхности задачи безупречны и надежно подогнаны друг к другу. Кроме того, используйте низкотемпературную горелку и соответствующий латунный припой.
Тем не менее, убедитесь, что поверхности задачи безупречны и надежно подогнаны друг к другу. Кроме того, используйте низкотемпературную горелку и соответствующий латунный припой.
В этой статье мы покажем вам все, что вам нужно знать о том, как эффективно паять латунь. Мы также включили несколько советов о том, чего не следует делать при работе с латунью. И мы даже не будем упоминать о позолоте!
Вы можете перейти к:
- 1. Подберите необходимые инструменты
- 2. Подберите подходящие материалы
- 3. Осмотрите латунь
- 4. Очистите латунь
- 5. Установите паяльную станцию 6 9012 90
- Нанесите флюс на латунь 7. Подготовьте припой
- 8. Приступайте к пайке латуни
- Советы и рекомендации по пайке латуни
- Итоги
Начнем с приобретения необходимых инструментов и материалов.
1. Приобретите правильные инструменты
Для успешной пайки латуни не требуется дорогостоящее оборудование или специальная подготовка. Все, что вам действительно нужно, это источник тепла (обычно это газовое пламя) и достаточно места, чтобы передвигаться при этом. У большинства людей уже есть эти предметы, но если они отсутствуют в вашем наборе инструментов, сделайте их частью своей рутины — они помогут вам лучше паять. Вот наши главные рекомендации.
Все, что вам действительно нужно, это источник тепла (обычно это газовое пламя) и достаточно места, чтобы передвигаться при этом. У большинства людей уже есть эти предметы, но если они отсутствуют в вашем наборе инструментов, сделайте их частью своей рутины — они помогут вам лучше паять. Вот наши главные рекомендации.
Нагревательная плита
Нагревательная плита необходима, потому что без нее невозможно было бы удерживать заготовку над расплавленным металлом. Лучшие из них сделаны Thermacell. Они поставляются в комплекте со стойками, решетками, термопарами и т. д.
Утюг
Утюг — еще один необходимый предмет для успешной пайки. Существует два разных типа: в одном типе используются биты из карбида вольфрама, которые со временем постепенно изнашиваются и требуют замены. Эти утюги стоят менее 100 долларов, хотя вы можете захотеть потратить немного больше в зависимости от их качества. Вы должны избегать использования любых «коротких» утюгов, так как они имеют тенденцию легко опрокидываться.
Другой тип утюга не использует сменные биты, но стоит значительно дороже. Преимущество здесь в том, что его нагревательные элементы служат вечно и никогда не перегорают. Однако они намного тяжелее и требуют больше времени для разогрева. Это делает их непригодными для быстрой перепайки печатных плат после их очистки растворителями, такими как ацетон.
Паяльная станция
У каждого стиля есть свои плюсы и минусы, но какой бы вариант вы ни выбрали, значения не имеет. Просто купите самое качественное из того, что можете себе позволить. Для большинства любителей более дешевый вариант, 40-ваттная паяльная станция Weller WLC100, вполне подойдет. Если вы решили приобрести модель высокого класса, подумайте о покупке чего-то вроде комплекта паяльника X-Tronic 3020-XTS мощностью 75 Вт. Его функции включают регулируемые настройки контроля температуры и автоматическое отключение при достижении желаемой температуры.
Если вы предпочитаете ознакомиться с конкретными моделями перед покупкой, ознакомьтесь с нашим руководством, где представлен список отличных паяльных станций для начинающих. Наконец, вы можете попробовать некоторые недорогие альтернативы, такие как конфорка на плите или микроволновая печь.
Наконец, вы можете попробовать некоторые недорогие альтернативы, такие как конфорка на плите или микроволновая печь.
2. Приобретите подходящие материалы
Как упоминалось ранее, для пайки латуни вам потребуются только основные бытовые принадлежности. Для простоты давайте предположим, что у вас есть доступ к кухонной вытяжке, которая выполняет две функции: излучает тепло для более быстрого плавления припоя и защищает от дыма. Другие распространенные ингредиенты, которые можно найти во многих кухонных шкафах, включают:
Алюминиевая фольга
Пищевая сода
Butane Forge Lighters
Очищающий растворитель
Goggles или защита глаз
Metal File
Латунные кусочки
Tweezers
Slayering Proderering Ironing Word
Abrasbive Sandare или Abrasbive Pabsive Stare или Grit grit-G-Grit Grit 7000-Grit-Grit or или Artrasive Pab Santrain или Abrasbive Pad или Abrasbive Pad Starbive Starbive Laper или Abrasbive Pab Starbine или Abrasbive Pad.
Тефлоновая лента
Термопаста
Ниже приведены некоторые рекомендуемые марки продуктов и аксессуаров, которые облегчают работу во время пайки. Помните, что вы можете найти аналогичные товары в Интернете за гораздо меньшие деньги, но нет ничего лучше, чем иметь их дома на складе:
Флюс для латуни, очистители и кондиционеры
Существует несколько хороших вариантов, в том числе банки для флюса для припоя Romeda, флюсовая паста на основе канифоли от Thermaltronics, а также полироль для меди и латуни и крем-очиститель Wright’s. Не используйте кислотные, абразивные или вызывающие коррозию вещества. Кроме того, держитесь подальше от агрессивных химических веществ, таких как аммиак. Вместо этого выберите мягкие чистящие средства, такие как Mr. Metal Polish.
Зажимы типа «крокодил»
При работе с чувствительной электроникой важно изолировать компоненты электрическими зажимами, а не винтами. Это предотвращает короткие замыкания, вызванные ослаблением контактов. Ищите версии для тяжелых условий эксплуатации с пружинным механизмом.
Ищите версии для тяжелых условий эксплуатации с пружинным механизмом.
Датчики медных проводов
Размеры проводов зависят от того, планируете ли вы использовать многожильные или сплошные медные провода. Многожильный провод требует большей точности и осторожности из-за его тонкого диаметра. Сплошные медные провода толще, поэтому лучше проводят электричество. Номера калибров указывают на толщину самой проволоки, а не на ее длину. Выберите размер, подходящий для самого длинного необходимого компонента.
Электроды
Держатели электродов позволяют прикреплять положительные (+ve) провода к клеммам, одновременно защищая тонкие контакты от случайного повреждения. Подумайте о том, чтобы получить как плоские, так и заостренные электроды. Плоские наконечники более безопасны в обращении и обеспечивают лучшее покрытие. Заостренные концы идеально подходят для прокалывания отверстий в толстых кусках материала.
Плоскогубцы
Губки плоскогубцев обеспечивают максимальную силу захвата для надежного удержания мелких деталей. Приобретайте пары, специально предназначенные для снятия изоляции с кабелей.
Приобретайте пары, специально предназначенные для снятия изоляции с кабелей.
Резиновые ленты
Небольшие резиновые ленты служат нескольким целям. Во-первых, они действуют как бутылки с водой, прикрепленные к боковым поручням печей. Во-вторых, они создают пространство между слоями луженых электронных компонентов на случай, если кто-то врежется в установку.
В-третьих, они предотвращают повреждение незащищенных компонентов пролитой жидкостью. В-четвертых, они прижимают излишки припоя к соединениям для повышения прочности.
Полоски гибкой вспененной ленты
Гибкая вспененная лента используется для заполнения зазоров, образующихся при прикреплении шариков бессвинцового припоя к контактным площадкам печатной платы. Их мягкость позволяет шарикам свободно течь, создавая тесный контакт с поверхностью под ними. Собирайте компоненты в ряды, чередуя полосы ленты с пустыми местами, где приземлится следующий ряд компонентов.
Затем поместите всю сборку в контейнер, наполненный герметиком. Прикладывайте дополнительное давление, пока все это не станет полностью насыщенным. Дайте ему высохнуть в течение ночи. После отверждения снимите все следы клея и обрежьте края.
Прикладывайте дополнительное давление, пока все это не станет полностью насыщенным. Дайте ему высохнуть в течение ночи. После отверждения снимите все следы клея и обрежьте края.
Инструменты для проверки готового продукта
Проверка завершенных проектов часто дает ценную информацию для улучшения будущих работ. Поэтому мы рекомендуем делать фотографии и видео, когда это возможно. Для этой цели пригодится цифровая камера или камера смартфона.
Вы можете использовать эти гаджеты для обмена фотографиями вашего проекта в Интернете. Как только вы определите проблемные области, вы можете исправить их самостоятельно или обратиться за помощью к профессионалу.
Теперь, когда у вас есть все необходимое, можно приступать к пайке!
3. Осмотрите латунь
Всегда обеспечивайте надлежащую вентиляцию перед выполнением любых работ, связанных с латунью. Надевайте защитные очки и перчатки при работе с металлом. Затем осмотрите область, где компоненты в конечном итоге будут сидеть. Мусор присутствует? Есть ли пятна ржавчины или трещины? Если да, немедленно удалите их, чтобы грязь не попала на только что очищенные поверхности. Держите область свободной от пыли и волос.
Мусор присутствует? Есть ли пятна ржавчины или трещины? Если да, немедленно удалите их, чтобы грязь не попала на только что очищенные поверхности. Держите область свободной от пыли и волос.
4. Очистите латунь
После удаления ненужных предметов тщательно протрите область. Уделите особое внимание углам и щелям. Будьте осторожны, чтобы не поцарапать латунь. Снова протрите денатурированным спиртом и промойте деионизированной водой.
Повторите этот процесс три раза. Дайте очищенному участку высохнуть естественным путем. После высыхания нанесите слой антикоррозийной грунтовки, а затем слой термокраски. Подождите 15 минут, пока последний полностью затвердеет. Теперь приступайте к сборке компонентов в соответствии с шагом 4 ниже.
5. Установка паяльной станции
Установка паяльной станции включает в себя подготовку рабочего места и обеспечение безопасности работы. В идеале вы должны установить его рядом с окном, чтобы максимизировать естественное освещение. Расположите стол рядом с топкой, чтобы уменьшить запах готовки. Поместите утюг прямо под вентиляционное отверстие вытяжки и поднимите его на 3 дюйма выше нижнего края устройства.
Расположите стол рядом с топкой, чтобы уменьшить запах готовки. Поместите утюг прямо под вентиляционное отверстие вытяжки и поднимите его на 3 дюйма выше нижнего края устройства.
Соответственно отрегулируйте расстояние между вытяжкой и столом. Убедитесь, что основание не покрыто брызгами жира. Накройте открытые розетки полиэтиленовой пленкой, чтобы защитить их от ожогов. Наконец, накройте подставку для утюга крышкой с антипригарным покрытием, чтобы собирать стекающий жир.
6. Нанесение флюса на латунь
Нанесение флюса помогает улучшить сцепление, образуя защитную пленку. Различные виды флюсов по-разному реагируют с определенными металлами. К счастью, все основные производители латуни в настоящее время производят универсальные варианты, одинаково хорошо работающие с различными сортами припоя. Ознакомьтесь с этим руководством, чтобы выбрать правильный флюс.
При нанесении флюса сначала слегка нанесите его на латунь, покрывая каждый дюйм. Держите утюг вертикально и медленно перемещайте его вперед и назад. После этого подождите пять секунд и повторите движение дважды. Сделайте это для каждого сустава. Не прикасайтесь к голой стали нагретым элементом. Это может привести к царапинам. Промойте швы обезжиривающим средством после флюсования.
После этого подождите пять секунд и повторите движение дважды. Сделайте это для каждого сустава. Не прикасайтесь к голой стали нагретым элементом. Это может привести к царапинам. Промойте швы обезжиривающим средством после флюсования.
7. Подготовка припоя
Большинство новичков сразу бросаются плавить паяльную пасту. Это не рекомендуется, потому что это может привести к образованию пузырей. Вместо этого сначала приготовьте заранее порошок припоя.
Смешайте равные количества сплава 63% цинка и 37% свинца. Налейте около 0,3 унции смеси в тигель. Осторожно нагревайте содержимое на среднем огне в течение 30–40 минут. При этом периодически помешивая, чтобы не пригорело. Снимите его с огня, когда расплавится, и охладите до комнатной температуры.
Затем налейте паяльную пасту в одноразовый пластиковый контейнер и поставьте его на полку или стол. Когда припой будет готов, нанесите флюс на все четыре угла каждого соединения. Маленькой кисточкой аккуратно стряхните излишки флюса.
Поместите небольшое количество припоя в каждый угол соединения и нагревайте их вместе не менее 5 секунд. Вы можете использовать более длительное время нагрева, если хотите быть более точным, но не превышайте 10 секунд. Убедитесь, что температура остается между 200 и 400 градусов по Фаренгейту.
Теперь паяльная паста должна расплавиться. Удерживая утюг вертикально, медленно перемещайте его вперед и назад, чтобы равномерно распределить припой в соединении. Затем подождите 15-30 секунд, пока соединение полностью не остынет и не затвердеет. При необходимости используйте зажигалку или пропановую горелку, чтобы повторно нагреть соединения, чтобы расплавить остатки паяльной пасты. Повторите этот процесс три раза.
8. Начать пайку латуни
Теперь, когда вы подготовили припой, начните пайку латуни. Держите утюг вертикально и перемещайте его вперед и назад, чтобы распределить припой. Когда закончите, подождите 5-10 секунд, а затем снова нагрейте соединение в течение 15-30 секунд. Повторяйте этот процесс, пока не будет спаяно каждое соединение. Обязательно поддерживайте постоянный поток припоя на кончике утюга, чтобы не тратить драгоценный припой.
Повторяйте этот процесс, пока не будет спаяно каждое соединение. Обязательно поддерживайте постоянный поток припоя на кончике утюга, чтобы не тратить драгоценный припой.
После того, как вы закончите пайку всех соединений, удалите излишки припоя проволочной щеткой или наждачной бумагой. Удалите остатки флюса с поверхности латуни сухой бумажной салфеткой.
Поздравляем, вы только что закончили пайку своего первого соединения!
Советы и рекомендации по пайке латуни
При пайке латуни необходимо учитывать несколько моментов:
Тепловыделение: Чем меньше выделяемого тепла, тем больше припоя у вас будет для соединений. Если утюг начинает перегреваться, просто снимите его с стыка и подождите, пока он не остынет, прежде чем вернуть его обратно. Имейте в виду, что перегрев усложнит вашу работу.
Пары припоя: Если вы никогда раньше не паяли, обязательно используйте чистое, хорошо проветриваемое рабочее место. Не бойтесь отодвигать утюг от тела во время пайки. Кроме того, выключите вытяжку дыма, когда закончите.
Не бойтесь отодвигать утюг от тела во время пайки. Кроме того, выключите вытяжку дыма, когда закончите.
Флюс: Чтобы предотвратить образование ржавчины на поверхности латуни, предварительно нанесите флюс. Это особенно важно, когда вы впервые используете алюминий или нержавеющую сталь. При пайке лучше не использовать слишком много флюса. Как раз достаточно должно быть применено, чтобы получить работу.
Размещение: Пайка требует времени. Лучше всего разнести стыки в заготовке так, чтобы вам было легче перемещать утюг между ними.
Протрите: После пайки обязательно удалите остатки припоя сухим бумажным полотенцем или чистой тряпкой. Если на поверхности латуни останутся капли, они со временем окислятся и почернеют. Лучший способ предотвратить это — наносить тонкий слой флюса перед каждым соединением перед повторным нагревом паяльной пастой. Это поможет предотвратить любое нежелательное окисление!
В следующий раз, когда вам понадобится паять, следуйте этим инструкциям, и у вас не будет проблем. После того, как вы спаяли части платы вместе, они станут неотъемлемой частью вашего проекта. Теперь вы можете с гордостью разместить его на своем столе или стене!
После того, как вы спаяли части платы вместе, они станут неотъемлемой частью вашего проекта. Теперь вы можете с гордостью разместить его на своем столе или стене!
Итог
Вот оно! Пайка — это полезный навык, который поможет вам во многих аспектах вашей жизни. И, как видите, это не так сложно, как кажется. Вы можете научиться этому навыку, если немного потренируетесь и наберетесь терпения.
Лучший способ научиться – замарать руки и припаять!
Дарелл Лахам
Дарелл является сертифицированным инженером по сварке (CWEng) с более чем 23-летним опытом работы в области сварки TIG, MIG, MAG, сварки под двойным флюсом и электродуговой сварки. Он старший инженер-сварщик, у которого есть желание поделиться своим опытом. Посетите сайт unwelded.com и присоединитесь к Дареллу и другим энтузиастам сварки, чтобы получить знания о производстве, потрясающие гаджеты для сварки и полезную информацию о сварке.
Как профессионально паять латунь с низким содержанием свинца с помощью флюса для лужения
Флюс для лужения особенно полезен для эффективной пайки латуни с низким или нулевым содержанием свинца. Как правило, свинцовая латунь проводит тепло лучше, чем используемые сегодня металлы. Однако большинство старых систем со свинцовыми трубами были исключены, поскольку исследования показали, что свинец в водопроводных трубах может нанести вред человеческому организму при многократном воздействии. Агентство по охране окружающей среды определило, что максимальный уровень содержания свинца в питьевой воде должен быть равен нулю из-за ее токсичности.
Как правило, свинцовая латунь проводит тепло лучше, чем используемые сегодня металлы. Однако большинство старых систем со свинцовыми трубами были исключены, поскольку исследования показали, что свинец в водопроводных трубах может нанести вред человеческому организму при многократном воздействии. Агентство по охране окружающей среды определило, что максимальный уровень содержания свинца в питьевой воде должен быть равен нулю из-за ее токсичности.
Пайка латуни с низким содержанием свинца может быть сложной задачей, так как она плохо проводит тепло. Использование флюса для лужения поможет устранить человеческую ошибку при пайке латуни с низким содержанием свинца и поможет заполнить соединение, чтобы создать герметичное соединение.
Давайте рассмотрим, как флюс для лужения помогает в процессе пайки, как его применять и какие типы флюса для лужения доступны в вашем магазине или в местном хозяйственном магазине.
Что такое флюс для лужения и чем он полезен? В отличие от других флюсов, представленных на рынке, флюс для лужения содержит измельченные чешуйки припоя, известные как порошок для лужения, которые очищают, лужят и флюсуют наиболее часто припаиваемые металлы, включая медь, латунь, цинк, оцинкованное железо, свинец и олово или медь. -металлы с покрытием.
-металлы с покрытием.
Частицы луженого порошка улучшают формулу флюса для предварительного лужения труб и улучшают текучесть припоя, обеспечивая равномерный нагрев фитинга. Последнее необходимо при пайке систем трубопроводов большего диаметра.
Флюс обладает превосходными смачивающими свойствами для улучшения текучести припоя. Он также предотвращает окисление, заполняя шов и блокируя доступ воздуха во время процесса смачивания.
Примечание: Флюс для лужения не предназначен для использования с алюминием, нержавеющей сталью или магнием. Кроме того, будьте осторожны, чтобы не использовать его в электрических частях. Мы не рекомендуем использовать флюс и припои Oatey для алюминия, потому что он так хорошо проводит тепло, что его трудно поддерживать в достаточном тепле для пайки. Нержавеющая сталь должна быть спаяна или сварена. Проконсультируйтесь с техническим отделом Oatey для приложений, не упомянутых здесь конкретно.
Как использовать флюс для лужения в процессе пайкиШаг 1: Подготовка
Перед пайкой важно очистить все поверхности. Снимите заусенцы (или рассверлите) внутреннюю часть концов труб, используя инструмент для удаления заусенцев, чтобы удалить любые острые края и небольшие неровности или шероховатости (известные как заусенцы). Удаление заусенцев создает гладкую поверхность, обеспечивая меньшее сопротивление потоку воды.
Снимите заусенцы (или рассверлите) внутреннюю часть концов труб, используя инструмент для удаления заусенцев, чтобы удалить любые острые края и небольшие неровности или шероховатости (известные как заусенцы). Удаление заусенцев создает гладкую поверхность, обеспечивая меньшее сопротивление потоку воды.
Во время подготовки очистите втулку фитинга и трубу либо щеткой для фитинга, либо абразивной наждачной тканью для труб большего диаметра.
Шаг 2: Нанесите флюс для лужения
Нанесите небольшое количество флюса для лужения внутри фитинга и снаружи трубы кислотной кистью. Не переусердствуйте, так как требуется только тонкий слой на обеих поверхностях.
Нанесите флюс кистью: не наносите его пальцами и обязательно тщательно мойте руки после использования.
Используйте влажную ткань, чтобы удалить лишний флюс с трубы и внутри фитинга перед их соединением.
Важно: Никогда не флюсуйте трубы, которые не будут спаяны в течение четырех часов. Флюс является кислотой и будет иметь эффект травления, если оставить его на трубе слишком долго без применения тепла и припоя.
Флюс является кислотой и будет иметь эффект травления, если оставить его на трубе слишком долго без применения тепла и припоя.
Шаг 3: Нагрейте до температуры, необходимой для пайки
Не допускайте перегрева трубопровода:
- Для трубопровода малого диаметра направляйте тепло к месту соединения.
- Для труб большого диаметра перемещайте тепло по стыку, чтобы обеспечить адекватный поток припоя по окружности стыка.
Примечание: Oatey считает, что трубы в доме имеют большой диаметр, если их диаметр составляет 32 мм (1,25 дюйма) или больше.
Поскольку латунь с низким содержанием свинца также не проводит тепло, начните с небольшого нагрева трубы снаружи втулки или непосредственно в месте соединения, пока флюс не начнет пузыриться или активироваться. Затем нанесите тепло на основание фитинга.
Нагрев как трубы, так и фитинга обеспечит наиболее эффективное соединение в дальнейшем, поскольку припой следует за флюсом, который течет в направлении тепла.
При нагреве убедитесь, что вы убрали пламя, как только припой расплавится. По мере плавления припоя флюс будет втягивать припой в чашку фитинга. Слишком сильный нагрев либо вызовет избыточный поток припоя, либо сгорит флюс, что увеличит вероятность возникновения пути утечки.
Прочтите наш блог, чтобы узнать, как паять медные трубы и как избежать распространенных ошибок, чтобы обеспечить герметичность соединения.
Шаг 4: Вытрите излишки флюса
Пока соединение еще теплое, немедленно вытрите сухой тряпкой все остатки флюса или капли припоя.
Удаление излишков флюса легко пропустить, но не стоит. Если не удалить избыток флюса, со временем это приведет к серьезному повреждению трубы.
Любой флюс, находящийся в трубе, разъедает медь. Это также может привести к тому, что ярь-медянка — зеленовато-голубое обесцвечивание, обычно встречающееся на меди, бронзе и латуни — со временем образует и разрушает медную трубу. В конце концов (это может произойти через 20 лет) это вызовет точечную коррозию и создаст утечку.
В конце концов (это может произойти через 20 лет) это вызовет точечную коррозию и создаст утечку.
Водорастворимый флюс для лужения – это смываемый водой флюс, содержащий порошок припоя, облегчающий процесс пайки. Он подходит для медных труб большого диаметра и не окрашивает медные трубы в зеленый цвет.
Водорастворимый флюс для лужения вымывается из линии при работе с обычной водой и совместим со всеми распространенными припоями для сантехники. Водорастворимый флюс менее агрессивен и самоочищается внутри трубы по мере того, как вода течет по трубопроводу. Он имеет более узкий диапазон температур при нагреве, но работает со всеми распространенными сантехническими припоями.
Флюс для лужения на основе вазелина (нерастворимый флюс) также содержит порошок для лужения, который помогает предварительно лужить трубу, обеспечивая превосходные смачивающие свойства и улучшая текучесть припоя.