Каким припоем паять микросхемы?
Каждое современное электронное устройство работает благодаря микросхемам различного размера и сложности. Ни одно изделие не может работать вечно. Микросхемы ремонтируют с помощью пайки. Работа с ними – это достаточно сложное деликатное занятие. Из-за большого количества контактов расположенных максимально близко друг к другу, их пайка требует максимальной аккуратности и осторожности.
Для пайки микросхем не подойдет обычный паяльник, для этого нужно приобретать специализированное оборудование. Также особого внимание требуется выбор расходного присадочного материала. Для того чтобы на максимально возможный уровень облегчить работу требуется использовать припой с относительно низкой температурной отметкой плавления. Огромную роль на итоговый результат пайки оказывает качество расходного материала. Естественно, что его стоимость достаточно высокая, но она вполне оправдывается высоким качеством. Также стоит отметить, что для пайки контактов в микросхемах не требуется большое количество припоя, что позволит использовать одну упаковку вещество достаточно долго.
Существует большое количество разнообразных моделей припоев, которые отличаются друг от друга химическим составов, физическими свойствами и, несомненно, качеством. Это обусловлено их широким спектром использования. Припой для пайки микросхем используется повсеместно как любителями и частными профессионалами, так и на огромных масштабных производствах.
Выбор присадочного материала для работы с микросхемами достаточно сильно отличается от подбора материала для обычной пайки. Здесь в первую очередь требуется обращать внимание не на свойство прочности, а на стойкость к воздействию высоких температур, способность проводить электрический ток и т.д.
Наиболее популярные модели припоев для пайки микросхем
Различных моделей припоев от разнообразных производителей, основное назначения которых заключается в работе с контактами микросхемы, очень много. Можно отдельно выделить пару отечественных моделей популярных в нашем государстве. Одной их таких является припой для микросхем ПОС 61.
- Sn – 61;
- Pb – 38.5;
- Fe – 0.02;
- Bi – 0.01;
- Sb – 0.05;
- Ni – 0.02;
- S – 0.02.
Такой набор элементов в химическом составе расходного присадочного материала позволяет ему обрести следующие физически свойства и механические характеристики:
- вещество начинает подвергаться процессу плавления при достижении температурной отметки равной 189 градусов по Цельсию;
- плотность наплавленного припоя на один квадратный сантиметр равна примерно восьми с половиной граммам;
- материал способен удлинятся относительно самого себя примерно на 45-47%;
- ударная вязкость материала равна 3,9 килограмм на один квадратный сантиметр площади наплавленного вещества.
В качестве альтернативы вышеописанному припою можно использовать модель ПОС 30. По общему уровню качества он достаточно сильно уступает предыдущей модели, однако низкая температура плавления позволяет создать комфортные условия для пайки микросхем. Его химический состав состоит всего лишь из двух компонентов (значения в процентном соотношении):
Его химический состав состоит всего лишь из двух компонентов (значения в процентном соотношении):
Этот несложный состав обеспечивает припою следующие технические характеристики:
- вещество начинает подвергаться плавлению при достижении температурной отметки в 183 градуса по Цельсию;
- плотность наплавленного припоя на один кубический метр равняется десяти килограммам;
- припой способен удлиняться относительно самого себя почти на шестьдесят процентов.
Как выбирать?
Естественно, что не следует ограничиваться двумя вышеописанными моделями. Для каждого конкретного случая может понадобиться использование присадочного материала определенного химического состава для обеспечения нужных физических свойств и механических характеристик. Следует выбирать ту или иную модель припоя исходя из необходимых вам свойств.
В первую очередь нужно обращать внимание на значение проводимости электрического тока. Если сопротивление, которым он обладает, достаточно низкое, то его использование в пайке сложных микросхем будет невозможно. Конечно же, для небольших паяльных работ, выполняемых в домашних условиях, можно использовать самый простой и недорогой вариант. Но если предстоит выполнять масштабные работы, то лучше всего купить припой, в основе химического состава которого лежит серебро.
Конечно же, для небольших паяльных работ, выполняемых в домашних условиях, можно использовать самый простой и недорогой вариант. Но если предстоит выполнять масштабные работы, то лучше всего купить припой, в основе химического состава которого лежит серебро.
Также очень важной характеристикой является значение температуры, при достижении которой вещество начинает подвергаться плавлению. Так как рабочая деятельность практически любой микросхемы редко когда происходит при температурах превышающих сотню градусов по Цельсию, то и использовать лучше расходный материал с низкой отметкой плавления.
Стоит уделять внимание форме материала. Лучше всего если он будет реализован в форме трубки или стержня, так как такие формы способны обеспечить максимальный комфорт при работе. С их помощью очень легко взять паяльником минимально требуемое количество вещества.
Особенности проведения паяльных работ с микросхемами
При покупке той или иной модели припоя стоит учитывать, что пайка микросхем имеет некоторые различия относительно работ с изделиями более большого размера. Для работы маленькими контактами нужно использовать небольшой паяльник с острым жалом плоской формы. Рабочая мощность ни в коем случае не должна превышать температурную отметку плавления расходного материала. Для улучшения качества итогового результата работы в обязательном порядке нужно использовать флюс в большом количестве.
Для работы маленькими контактами нужно использовать небольшой паяльник с острым жалом плоской формы. Рабочая мощность ни в коем случае не должна превышать температурную отметку плавления расходного материала. Для улучшения качества итогового результата работы в обязательном порядке нужно использовать флюс в большом количестве.
Самое главное отличие паяния микросхем от работ с другими изделиями является то, что любая микросхема нуждается в очистке излишков расходного материала после выполнения работ. Это следует выполнять для того, чтобы во время работы микросхемы исключить шанс возникновения возможного короткого замыкания. Этот процесс выполняется с помощью медной оплетки, это также одна из особенностей, которая требует проведения работ при невысоких температурах.
Пайка smd компонентов – это просто!! cavr.ru
Что нужно для хорошей пайки
2. Паяльник ЭПСН 40-65 ватт с жалом заточенным под острый конус, для демонтажа микросхемы, с применением сплава Розе или Вуда. Паяльник, мощностью 40-65 ватт, должен быть включен обязательно через Диммер, устройство для регулирования мощности паяльника. Можно такой как на фото ниже, очень удобно.
Паяльник, мощностью 40-65 ватт, должен быть включен обязательно через Диммер, устройство для регулирования мощности паяльника. Можно такой как на фото ниже, очень удобно.
3. Сплав Розе или Вуда. Откусываем кусочек припоя бокорезами от капельки, и кладем прямо на контакты микросхемы с обоих сторон, в случае если она у нас, например в корпусе Soic-8.
4. Демонтажная оплетка. Требуется для того, чтобы удалить остатки припоя с контактов на плате, а также на самой микросхеме, после демонтажа.
5. Флюс СКФ (спиртоканифольный флюс, растолченная в порошок, растворенная в 97% спирте, канифоль), либо RMA-223, или подобные флюсы, желательно на основе канифоли.
6. Удалитель остатков флюса Flux Off, или 646 растворитель, и маленькая кисточка, с щетиной средней жесткости, которой пользуются обычно в школе, для закрашивания на уроках рисования.
7. Трубчатый припой с флюсом, диаметром 0.5 мм, (желательно, но не обязательно такого диаметра).
8. Пинцет, желательно загнутый, Г — образной формы.
Как правильно паять паяльником: последовательность действий
Большинство видов пайки происходит по одной и той же технологии, за исключением некоторых отличий. Освоив элементарные операции, намного проще научиться последующим методикам.
Лужение жала. Перед началом работы всегда требуется очищать жало до новой операции. При лужении нужно покрыть его тонким слоем припоя, чтобы улучшить свойства во время пайки, в частности, повысить теплообмен между припоем и спаиваемым материалом.
Разогрев. Жало должно быть хорошо разогрето перед использованием. Его температура по всей поверхности должна быть равномерной. Лучше всего, если устройство будет с регулятором температуры, в ином случае, придется следить за тем, чтобы жало не перегрелось.
Смазка платы. Плату необходимо промазать кислотой, чтобы можно было нормально работать без остановки. Если получилось слишком большое количество расходного материала, то его стоит убрать.
Чистка насадки. Верхняя часть насадки покрывается флюсом, чтобы поверхность была полностью закрыта, при этом не было остатков. Лучше всего удалять их при помощи специальной губки или тряпки.
Как паять плату
Чтобы разобраться, как правильно паять микросхемы паяльником, следует освоить несколько вполне простых, но очень важных этапов:
- Подготовка поверхности. Чтобы обеспечить прочный контакт, поверхность должна быть тщательно очищена от всего постороннего. В ином случае, на месте соединения повышается сопротивление. Для обезжиривания платы подойдет мыльный раствор, который нужно нанести салфеткой. Если схема загрязнена твердыми отходами, требуется применять специальный состав или ацетон.
- Расположение. После того как схема будет очищена, на ней нужно будет правильно расположить контакты. Начало процесса следует вести с мелких плоских деталей, после чего переходить к более крупным, таким как транзисторы, конденсаторы и прочее. Это необходимо для сохранности чувствительности компонентов.
 Благодаря правильному подбору мощности, температурное воздействие не влияет на свойства платы, только если совсем не переусердствовать с нагревом.
Благодаря правильному подбору мощности, температурное воздействие не влияет на свойства платы, только если совсем не переусердствовать с нагревом. - Нагрев. Припой следует нанести на самый конец жала, чтобы увеличить теплопроводность металла в рабочем участке. Чтобы нагреть соединение, включенный паяльник нужно упереть жалом в компоненты платы. Как правило, хватает 2-3 секунд для достижения нужного результата.
- Нанесение припоя. Когда свинец полностью разогрелся, можно приступать к нанесению материала. Паять следует аккуратно, при этом необходимо следить за участком разжижения, чтобы перейти дальше, чем это требуется.
 Благодаря правильному подбору мощности, температурное воздействие не влияет на свойства платы, только если совсем не переусердствовать с нагревом.
Благодаря правильному подбору мощности, температурное воздействие не влияет на свойства платы, только если совсем не переусердствовать с нагревом.После окончания пайки необходимо удалить все лишние остатки. Это нужно делать только после полного остывания.
Советы и хитрости
Имея опыт, как правильно выпаивать микросхемы феном, и в совершении прочих операций с платами, можно выделить определенные особенности, которые помогут улучшить качество процесса. Сюда стоит отнести:
Необходимость держать наконечник в чистоте.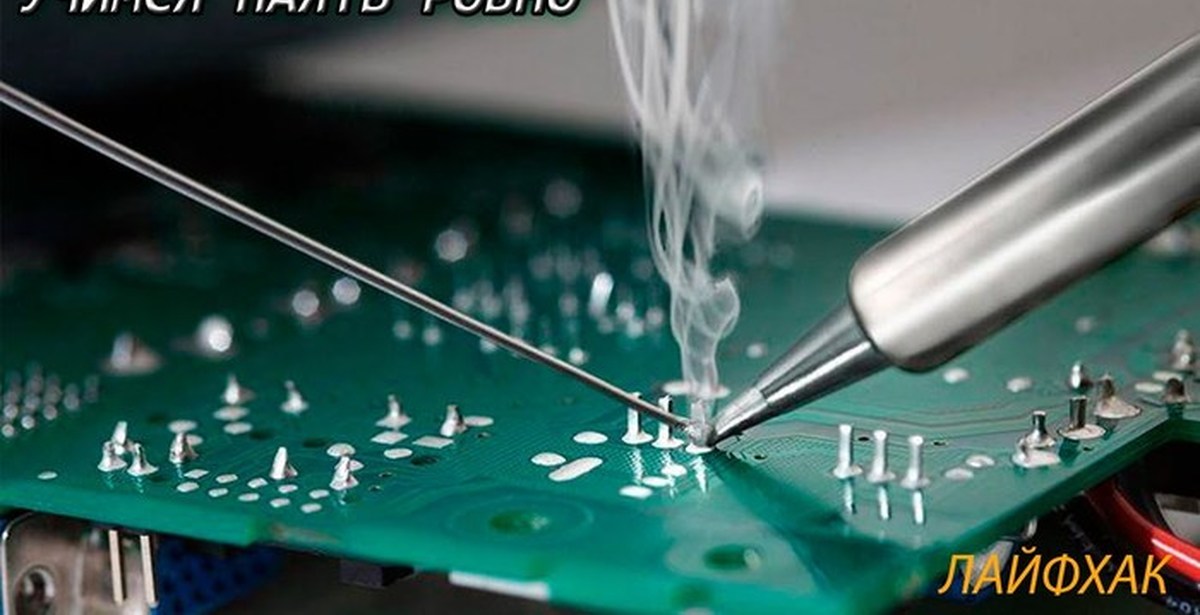 Это позволяет сохранять свойства теплопроводности жала. Таким образом, нельзя запускать его состояние, чтобы пайка была качественной.
Это позволяет сохранять свойства теплопроводности жала. Таким образом, нельзя запускать его состояние, чтобы пайка была качественной.
После окончания пайки места соединения стоит перепроверить
Это делается визуально с помощью лупы, чтобы там не было трещин и отслоений.
Чувствительные детали желательно ставить последними, а в первую очередь уделять внимание мелким соединениям.
Заключение
Есть масса способов, как без паяльника припаять провод к плате, или выпаять контакты со схемы с помощью подручных устройств. Они не отличаются высоким уровнем и надежностью. Лучше всего выбирать профессиональную технику, которая даст качественный и безопасный результат. Главное, чтобы паяльник обеспечивал тонкость работы с мелкими деталями.
Особенности технологии в заводских условиях
Для промышленного производства паста для пайки SMD компонентов адаптирована под групповую систему, где задействована электронная система нанесения флюса по поверхности микросхемы. На поверхности контактных рабочих площадках используют тонкую технологию нанесения при помощи шелкографии. Таким образом, по своей технологии и консистенции материал чем-то напоминает нам привычную зубную пасту. Субстанция включает в себя припой порошка, а также компоненты флюса. Вся субстанция перемешивается и конвейерным способом наносится на поверхность микросхемы.
На поверхности контактных рабочих площадках используют тонкую технологию нанесения при помощи шелкографии. Таким образом, по своей технологии и консистенции материал чем-то напоминает нам привычную зубную пасту. Субстанция включает в себя припой порошка, а также компоненты флюса. Вся субстанция перемешивается и конвейерным способом наносится на поверхность микросхемы.
Внешний вид пасты для СМД
Автоматизированная система аккуратно переворачивает платы, которые необходимо запаять, далее микросхемы перемещаются в температурный шкаф, где происходить растекание массы с последующим припоем. В печи, под воздействие требуемой температуры происходит условное обтекание технологических контактных ножек SMD компонентов, и в итоге получается довольно прочное соединение. После температурного шкафа микросхему снова перемещают в естественную среду, где происходит остывание.
Можно ли самостоятельно паять пастой SMD?
Теоретически да, но практически нужен довольно большой опыт для проведения данной технологической операции. Для работы нам понадобятся следующие инструменты и препараты:
Для работы нам понадобятся следующие инструменты и препараты:
- Специальный паяльник с тонким жалом для SMD-компонентов.
- Бокорезы инструментальные.
- Пинцет производственный.
- Шило или специальная тонкая игла.
- Материал припоя.
- Увеличительное стекло, можно лупу (необходимо будет постоянно наблюдать за тонкими ножками СМД-компонентов).
- Флюс с нейтральными безотмывочными свойствами (дополнительный препарат).
- Шприц, при помощи которого будем наносить флюс.
- Если нет безотмывочного препарата, используем настой спиртовой и канифоль.
- Паяльный фен средней нагрузки и мощности.
Флюс всегда должен быть в жидком состоянии, таким образом, вы полностью обеззараживаете поверхность микросхемы. Кроме этого, препарат в процессе работы убирает образование окислов на поверхности платы. Помните, что спиртовой раствор совместно с канифолью не могут обеспечить качество пайки, и их применение допустимо только в том случае, если нет под рукой подходящего состава для пайки.
Выбор паяльника
Для работы требуется подобрать специальный паяльник, который имеет регулировку диапазона нагрева. Для работы с микросхемой подойдёт паяльник, который имеет рабочую температуру нагрева не боле +250…+300 С. Если под рукой нет такого паяльника, допускается использовать устройство с мощностью от 20 до 30 Вт и не более 12-36 Вольт.
Паяльник с напряжением 220 Вольт не сможет обеспечить качество пайки, где очень трудно регулировать требуемую температуру нагрева флюса.
Паяльник для пайки СМД компонентов
Не советуем применять паяльник с жалом типа «конус», это приведёт к повреждению обрабатываемой поверхности. Самым оптимальным жалом является тип «микроволна». Паяльник с напряжением 220 Вольт не только быстро нагревается, но и приводит к тому, что в процессе пайки происходит улетучивание компонентов. Для эффективной работы паяльника, рекомендуем использовать тончайшую проволочку для обеспечения взаимодействия жала, флюса и припоя.
- Помещаем SMD- компоненты на специальную контактную рабочую площадку.
- Наносим жидкий препарат на ножки задействованных компонентов очень аккуратно.
- Под действие рабочей температуры происходит растекание флюса и припоя по контактной площадке.
- Даём время необходимого для того, чтобы могли остыть контакты и препарат на поверхности платы.

Но, для микросхемы процедура пайки немного отличается от вышеприведённой:
- Производим монтаж SMD-контактов на точно установленные контактные места.
- В метах соединения смачиваем флюсом.
- Для качественного припоя делаем надёжный контакт с одной стороны, после этого припаиваем другую ножку.
- Предельно аккуратно припаиваем другие рабочие компоненты, не забываем при этом жалом паяльника удалять образования.
В некоторых случаях допускается использовать для пайки специальный паяльный фен, но для этого необходимо создать подобающие рабочие условия. Помните, что фен допускается разогревать только до температуры +250 С, не более (в редких случаях до +300 С).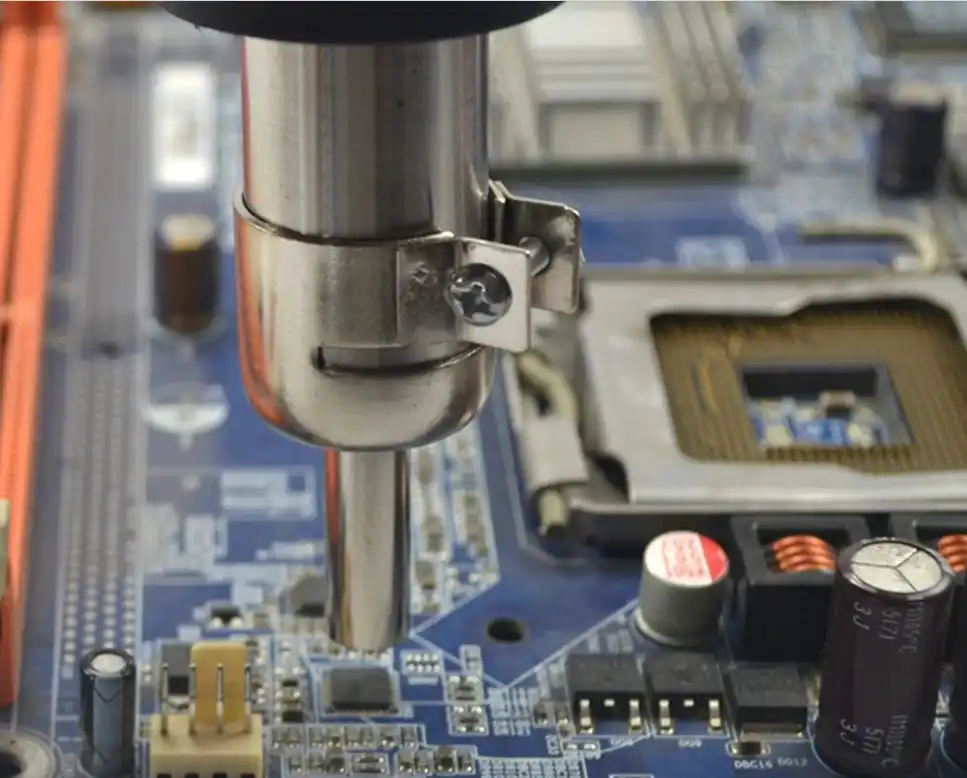
Технология пайки
Как уже указывалось выше, пайка SMD-компонентов осуществляется прямо на поверхность монтажных пятачков. Очень часто при этом выводы деталей после монтажа даже не видны. Поэтому использование традиционного паяльника невозможно.
Пайка СМД-компонентов осуществляет одним из нескольких способов:
- разогревом всей платы в печи;
- использованием инфракрасного паяльника;
- применением термовоздушного паяльника или фена.
Когда устройства с применением SMD-компонентов изготавливаются промышленными методами, применяются специальные роботы-автоматы. В этом случае на монтажных пятачках уже предварительно нанесен припой в количестве, достаточном для монтажа. В иных случаях при подготовке, по трафарету наносится паяльная паста для SMD-компонентов. Манипулятор робота устанавливает детали на свои места и надежно фиксирует их. После этого платы с установленными SMD-компонентами отправляются в печь.
Температуру в печи плавно повышают до определённого значения, при котором расплавляется припой. Для материала, из которого изготовлены платы и радиокомпоненты, это температура не опасна. После того, как весь припой расплавлен, температуру снижают. Снижение производится плавно по определенной программе, определяемой термопрофилем. Именно при таком остывании, а не при резком охлаждении, пайка будет наиболее прочной.
Подготовка платы в домашних условиях
Чтобы качественно припаять SMD-компоненты в условиях домашней мастерской, понадобится инфракрасный паяльник или термовоздушная станция. Перед пайкой обязательно нужно подготовить плату. Для этого ее надо очистить и облудить пятачки. Если плата новая и ни разу нигде не использовалась, почистить можно обычным ластиком. После этого необходимо обезжирить поверхность, нанеся флюс.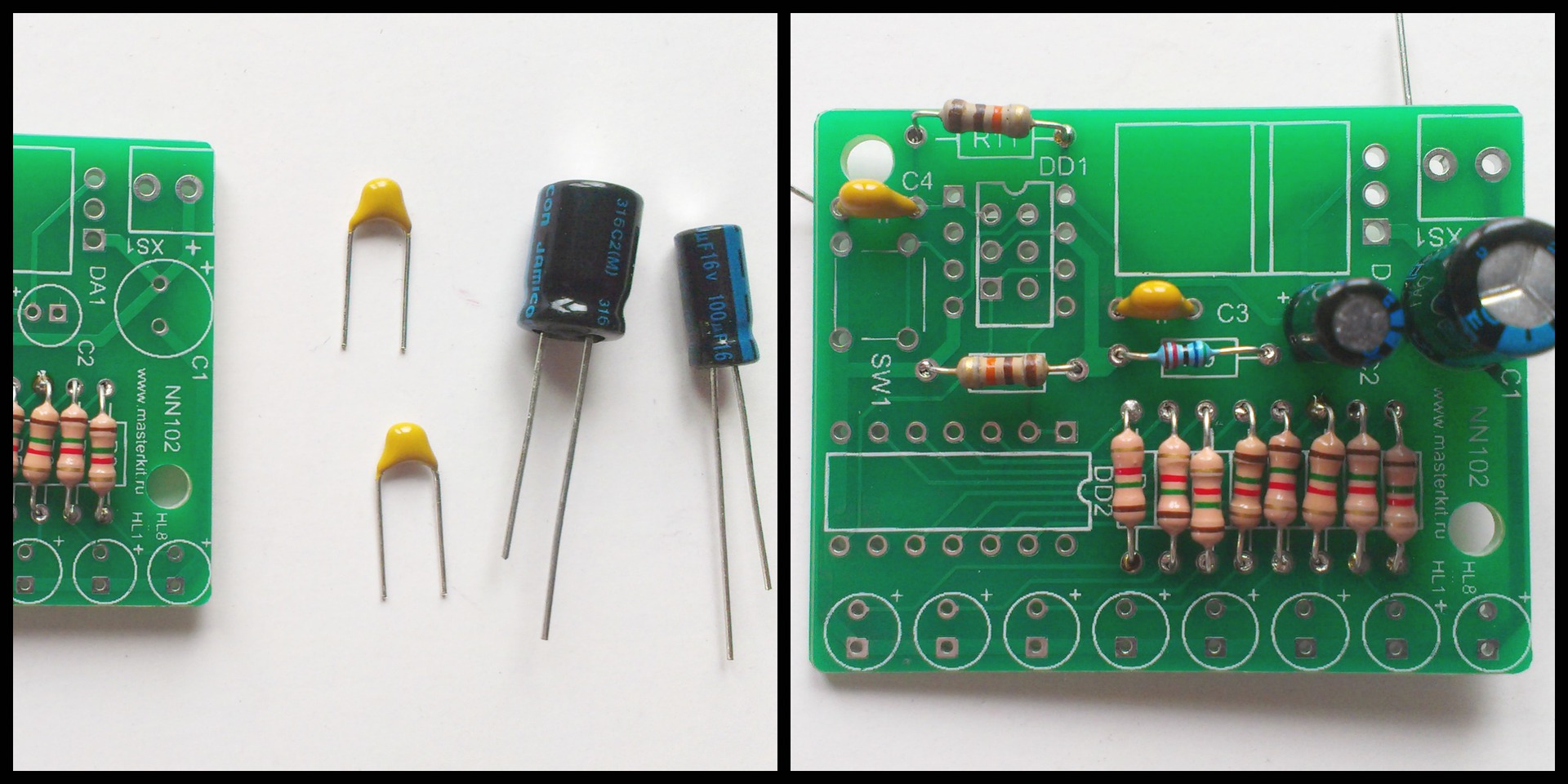 Если же она старая, и на ней присутствует загрязнения и остатки прежнего припоя, можно подготовить ее при помощи мелкозернистой наждачной бумаги, также обезжирив после зачистки флюсом.
Если же она старая, и на ней присутствует загрязнения и остатки прежнего припоя, можно подготовить ее при помощи мелкозернистой наждачной бумаги, также обезжирив после зачистки флюсом.
Паять SMD-компоненты обычным паяльником не очень удобно из-за малого размера контактных площадок. Но если нет паяльной станции, то можно применить и паяльник с тонким жалом, работая им аккуратно, набирая припой на разогретое жало и быстро дотрагиваясь до контакта.
Нанесение пасты
Чтобы качественно припаять микросхемы, лучше воспользоваться не припоем, а паяльной пастой. Для этого элемент необходимо расположить на плате и зафиксировать. Из инструментов используют пинцет, пластиковые прижимы, небольшие струбцины. Когда выводы SMD-компонента оказались точно на монтажных пятачках, на них наносится паяльная паста. Для этого можно использовать зубочистку, тонкую кисть или медицинский шприц.
Когда выводы SMD-компонента оказались точно на монтажных пятачках, на них наносится паяльная паста. Для этого можно использовать зубочистку, тонкую кисть или медицинский шприц.
Наносить состав можно, не заботясь о том, что он покрывает и поверхность платы вокруг монтажных пятачков. Во время прогрева силы поверхностного натяжения соберут его в капли и локализуют в местах будущих контактов SMD-компонента с дорожками.
Прогревание
После нанесения необходимо прогреть область монтажа инфракрасным паяльником или феном (температура примерно 250 °C). Паяльный состав должен расплавиться и растечься по контактам монтируемого компонента и пятачка. Мощность струи фена надо отрегулировать таким образом, чтобы она не сдувала капли паяльной пасты с платы. Если позволяют характеристики устройства, используемого для пайки, снижать температуру надо плавно. Не допускается ускорять остывание путем обдува контактов SMD-компонентов воздухом.
По такой же технологии осуществляется и пайка светодиодов, в случае замены перегоревших элементов в каком-либо светильнике или, например, в подсветке приборов.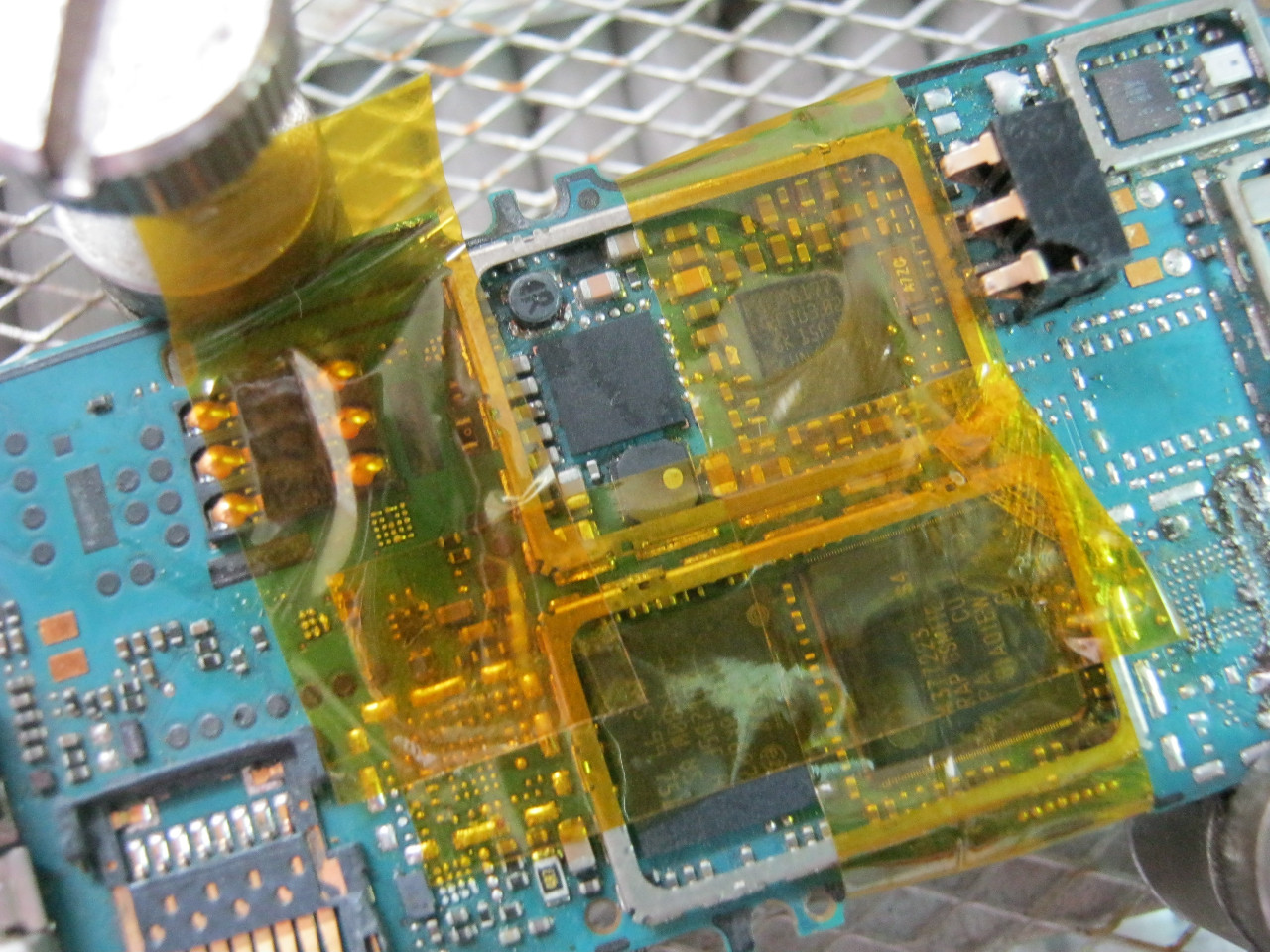 Различие лишь в том, что плату во время пайки необходимо прогревать со стороны, обратной той, на которой установлены компоненты.
Различие лишь в том, что плату во время пайки необходимо прогревать со стороны, обратной той, на которой установлены компоненты.
Паяльные станции – стоит ли выбирать оборудование для пайки микросхем?
Некоторые считают, что паяльные станции, это то, что нужно для пайки микросхем. В большей части такие мнения имеют почву для того, чтобы сказать, что качество пайки будет на достаточно высоком уровне исполнения. Паяльные станции оснащены всем необходимым, где и качество работы будет очень высоким, и оперативность выполнения пайки микросхем будет достаточно приемлемым. Есть одно но, это дороговизна оборудования. Если вы планируете осуществлять ремонт микросхем в домашних условиях, то вам достаточно купить простейший паяльник, который понадобиться от случая к случаю. Если вы планируете развивать бизнес по ремонту микросхем, и у вас есть постоянный цикл проведения восстановительных работ, в данном случае вам поможет мощная паяльная станция с современными характеристиками.
Паяльная станция для микросхем
Дополнительное оборудование
Чтобы обеспечить высокое качество пайки сложнейших микросхем в радиоэлектронике, необходимо использовать не только специальные приборы, но и дополнительные устройства и аппараты. В качестве таковых используются:
В качестве таковых используются:
- Технологический пинцет (продаётся в специальных магазинах), необходим для оттягивания и поддерживания контактов.
- Кусачки миниатюрные, необходимы для удаления изоляции и дефектных проводов.
- Надфиль или маленький напильник необходим для зачистки жала, то есть для очистки и лужения.
- Полая конструкция игры, с отпиленным острым концом (можно от шприца), для обеспечения нанесения на поверхность флюса.
- Шило техническое, с острым наконечником.
- Нож острый, можно использовать обычный канцелярский вариант.
Дополнительное оборудование для пайки
Дополнительно нужно обеспечить удобство и комфортность использования рабочего места. Обязательно используем качественную систему освещения, где наличие мощной лампы будет обязательным критерием качества проведения работ. Не забываем проветривать комнату, а также соблюдаем необходимый минимум по требованиям электробезопасности, пожарной безопасности. На рынке имеются разнообразные варианты паяльников, начиная от самых дешёвых, производства КНР, и заканчивая надёжными и долговечными, которые произведены в странах Евросоюза. Вся продукция сертифицирована, прошла необходимый минимум контроля качества и рекомендована к применению в странах бывшего Союза.
На рынке имеются разнообразные варианты паяльников, начиная от самых дешёвых, производства КНР, и заканчивая надёжными и долговечными, которые произведены в странах Евросоюза. Вся продукция сертифицирована, прошла необходимый минимум контроля качества и рекомендована к применению в странах бывшего Союза.
Методики демонтажа
Способ, как выпаивать микросхемы, зависит, в основном, от типа выводов, хотя есть и универсальные методы.
Демонтаж микросхемы паяльником
Это самый трудоемкий и ненадежный способ. Применяется только тогда, когда количество ножек микросхемы минимальное. Перед тем, как выпаивать микросхемы паяльником, кончик жала тщательно облуживают и очищают от остатков припоя, чтобы он остался только в виде тонкой пленки. Расплавленный припой, который окружает ножку ИМС, под действием силы натяжения переходит на жало. Повторяя процедуру несколько раз, полностью освобождают выводы.
Важно! Перед каждым касанием платы жало очищают от припоя. Время касания не должно быть более трех секунд
Если ножка освобождена не полностью, заняться ею можно только через некоторое время после остывания. В это время можно заниматься следующими выводами.
В это время можно заниматься следующими выводами.
Демонтаж микросхемы с помощью бритвенного лезвия
При работе с планарными элементами на помощь придет обыкновенное бритвенное лезвие. Для удобства лезвие бритвы разламывают пополам вдоль. Прислонив лезвие вплотную к границе вывода и платы, прогревают привой до его расплавления. Просунув лезвие между ножкой и платой, разделяют их. Лезвие выполнено из нержавеющей стали, поэтому припой к нему не пристает.
Использование демонтажной оплетки
Специальная демонтажная оплетка работает благодаря капиллярному эффекту, втягивая в себя расплавленный материал. Можно с тем же эффектом использовать оплетку экранированного кабеля. Оплетка должна быть чистой, без следов окисления. Для того чтобы улучшить растекание расплава, оплетку смачивают жидким флюсом.
Оплетка для демонтажа
Демонтаж микросхем с помощью оловоотсоса
Оловоотсос представляет собой специальный поршень, который при движении втягивает в себя расплав, освобождая вывод. Данный метод пригоден для работы с DIP и SIP компонентами.
Данный метод пригоден для работы с DIP и SIP компонентами.
Оловоотсос для выпаивания
Использование медицинских иголок
Такой способ наилучшим образом показал себя при демонтаже ИМС, особенно для одностороннего печатного материала. Двухсторонний печатный монтаж также может использоваться для демонтажа иглы от шприцов. Выбирая иглу, нужно, чтобы ее внутренний диаметр позволял свободно входить ножке микросхемы, а наружный – проходить в отверстие печатной платы. Кончик иглы стачивают надфилем до получения ровной поверхности.
Иглу надевают на кончик ножки и прогревают вывод паяльником. После расплавления припоя иглу вводят в отверстие платы и плавно поворачивают вокруг оси до застывания олова. После этого снимают иглу с ножки, которая теперь полностью свободна. Материал иглы (нержавеющая сталь) не облуживается, поэтому вращение вокруг ножки необходимо только для того, чтобы легче было вынуть ее из отверстия.
Как выпаять ИМС иглой
Использование сплава розе
Используя сплав розе, можно выпаять одновременно все выводы ИМС, благодаря тому, что легкоплавкий сплав растекается между выводами и равномерно и одновременно передает всем им тепло от разогретого жала паяльника. После полного прогрева деталь аккуратно извлекают из платы при помощи пинцета.
Минус у данного метода один – после демонтажа остатки сплава розе собрать не получится, поскольку он будет засорен излишками олова и свинца, которые изменят его состав и температуру плавления.
Как выпаять микросхему из платы феном
При работе с SOJ, PLCC, QFJ и BGA корпусами необходима паяльная станция или фен с регулировкой температуры. При помощи станции прогревают целиком участок платы до освобождения микросхемы, а при помощи фена с насадкой поток горячего воздуха направляют на выводы ИМС до их освобождения.
Отпаивать радиоэлементы необходимо при температуре 250⁰С. Соседние элементы для исключения перегрева следует прикрыть алюминиевой фольгой.
Паяльный фен с насадками
Как выпаять конденсаторы из материнской платы
Чтобы выпаять конденсаторы или другие двухвыводные элементы, нет необходимости использовать специальный паяльный инструмент. В процессе демонтажа прогревают один из выводов конденсатора, одновременно наклоняя элемент с целью выхода ножки из отверстия. Далее повторяют то же самое со второй ножкой, наклоняя деталь в обратную сторону. Во избежание отрыва не надо сильно давить на конденсатор. Прогревая поочередно оба вывода, постепенно освобождают их.
Использование специальной оплётки
Удаление микросхем паяльником основано на способности его жала притягивать на себя припой. Объясняется это тем, что качественно залуженное и обработанное флюсом остриё отличается повышенной смачиваемостью (то есть при пайке хорошо захватывает припой).
Этот эффект удаётся усилить за счёт применения снятой с коаксиального кабеля оплётки. Её роль может выполнить экран от антенного провода, снятый с него и обильно смоченный флюсом.
Если прижать расплетённую «косичку» экрана к контактному пятачку, а потом «пройтись» по этому месту паяльником – можно наблюдать интересный эффект. Из-за пористости и высокой гигроскопичности оплёточной структуры она хорошо впитывает припой, постепенно освобождая корпус микросхемы с ножками.
Ликбез для начинающих
Для выпаивания детали из платы, нужно сделать так, чтобы контакты разогрелись до плавления припоя (примерно 230 °C). Основная ошибка начинающих — место паяльных работ сразу прогревают на 300 — 350 °C.
Например, нужно выпаять микросхему из платы паяльной станцией Lukey 702.
Многие радиолюбители и электронщики выставляют параметры нагрева выше 300 °C.
В первый момент, на деталь действует около 200 °C. На контактах и окружающем месте паяльных работ комнатная температура.Нагрев детали достигает 300 °C, а контакты еще не дошли до 200 °C.На микросхему поступает критическая температура 350 °C. Тем временем, окружающее место пайки неравномерно прогревается, даже если происходят равномерные движения феном по месту пайки. На контактах детали появляется заметная разница температур.400 °C и микросхема начинает зажариваться.
Еще чуть-чуть, и она отпаяется из-за того, что и контакты практически нагрелись до плавления припоя. Но это происходит потому, что плата прогрелась. И в данном случае, это произошло неравномерно. Высокие значения температур приводят к тепловому пробою микросхемы, она выходит из строя. Плата сгибается, чернеет, появляются пузыри из-за вскипевшего текстолита и его составляющих.
Как все-таки без ущерба паять детали?
Нужно проанализировать место пайки и оборудование:
Оценить толщину платы. Чем толще плата – тем сложнее и дольше ее прогревать. Плата представляет собою слои дорожек, маски, площадки и много металлических деталей, которые очень теплоемкие.
- Что находится рядом. Чтобы не повредить окружающие компоненты, нужно их защитить от температуры. С этой задачей справятся: термоскотч, алюминиевый скотч, радиаторы и монетки.
- Какая температура окружающей среды. Если воздух холодный, то плату придется нагревать чуть дольше. Особое значение имеет то, что находится под платой. Не нужно паять на металлической пластине, или на пустом столе. Лучше всего подойдет деревянная дощечка или набор салфеток. И при этом плата должна находиться в одной плоскости, без перекосов.
- Оборудование. Многие паяльные станции продаются без калибровки. Разница между показываемой температуры на индикаторе и фактическая может достигать как 10 °C, так и все 50 °C.
В домашних условиях
Пайка микросхем в домашних условиях может потребоваться для ремонта сложной бытовой техники, материнских плат компьютеров.
Как правило, чтобы припаять ножки микросхемы, используют паяльник или паяльный фен.
Работа паяльником осуществляется с помощью обычного припоя или паяльной пасты.
В последнее время стал чаще применяться бессвинцовый припой для пайки с более высокой температурой плавления. Это необходимо для уменьшения вредного действия свинца на организм.
Какие приспособления потребуются
Для пайки микросхем, кроме самого паяльного оборудования, потребуются еще некоторые приспособления.
Если микросхема новая и выполнена в BGA-корпусе, то припой уже нанесен на ножки в виде маленьких шариков. Отсюда и название – Ball Grid Array, что означает массив шариков. Такие корпуса предназначены для поверхностного монтажа. Это означает, что деталь устанавливается на плату, и каждая ножка быстрым точным действием припаивается к контактным пятачкам.
Если же микросхема уже использовалась в другом устройстве и используется как запчасти, бывшие в употреблении, необходимо выполнить реболлинг. Реболлингом называется процесс восстановления шариков припоя на ножках. Иногда он применяется и в случае отвала – потери контакта ножек с контактными пятачками.
Для осуществления реболлинга понадобится трафарет – пластина из тугоплавкого материала с отверстиями, расположенными в соответствии с расположением выводов микросхемы. Существуют готовые универсальные трафареты под несколько самых распространенных типов микросхем.
Паяльная паста и флюс
Для правильной пайки микросхем необходимо соблюдать определенные условия. Если работа осуществляется паяльником, то жало его должно быть хорошо облужено.
Для этого используется флюс – вещество, растворяющее оксидную пленку и защищающее жало от окисления до покрытия припоем во время пайки микросхемы.
Наиболее распространенный флюс – сосновая канифоль в твердом, кристаллическом виде. Но, чтобы припаять микросхему, такой флюс не годится. Ножки ее и контактные пятачки обрабатывают жидким флюсом. Его можно сделать самостоятельно, растворив канифоль в спирте или кислоте, а можно купить готовый.
Припой в этом случае удобнее использовать в виде присадочной проволоки. Иногда он может содержать внутри флюс из порошковой канифоли. Можно приобрести готовый паяльный набор для пайки микросхем, включающий в свой состав канифоль, жидкий флюс с кисточкой, несколько видов припоя.
При осуществлении реболлинга используется паяльная паста, представляющая собой основу из вязкого материала, в которой содержатся мельчайшие шарики припоя и флюса. Такая паста наносится тонким слоем на ножки микросхемы с обратной стороны трафарета. После этого паста разогревается феном или инфракрасным паяльником до расплавления припоя и канифоли. После застывания, они образуют шарики на ножках микросхемы.
Как выпаять радиодетали из платы – обзор методик
Что для этого понадобиться?
Существует множество приспособлений для выпаивания деталей. Конечно же, не обойтись радиолюбителю без паяльника, который и будет основным помощником в этом деле. Однако помимо паяльника, для того, чтобы выпаять элемент, вам понадобятся:
- Пинцет. Для извлечения разогретых радиодеталей. Вместо пинцета можно взять зажим типа крокодил (показан на фото ниже). Преимущество зажима в том, что он надежно захватит деталь и к тому же станет хорошим теплоотводом.
- Полые иглы для демонтажа. Приобрести их будет не проблема, стоимость небольшая. С помощью игл можно выпаять радиодеталь быстро и аккуратно, о чем мы расскажем ниже.
- Демонтажная оплетка. Служит так называемой губкой, которая впитывает расплавленный припой в себя, очищая этим самым плату.
- Оловоотсос. Название говорит само за себя. Незаменимая вещь для частого выпаивания радиодеталей из плат в домашних условиях.
Также нужно подготовить рабочее место. Оно должно быть с хорошим освещением. Лучше всего, если лампа находится над рабочим местом, чтобы свет падал вертикально, не создавая теней.
Методики демонтажа
Итак, сначала мы расскажем о самой популярной технологии – как выпаять деталь из платы паяльником без дополнительных приспособлений. После чего вкратце рассмотрим более простые способы.
Если вы хотите выпаять электролитический конденсатор, достаточно захватить его пинцетом (либо крокодилом), прогреть 2 вывода и быстро, но аккуратно изъять их из платы.
С транзисторами дела обстоят точно также. Капаем на все 3 вывода припоем и извлекаем радиодеталь из платы.
Что касается резисторов, диодов и неполярных конденсаторов, очень часто их ножки загибают во время пайки с обратной стороны платы, что вызывает сложно при выпаивании без дополнительных приспособлений. В этом случае рекомендуется сначала разогреть один вывод и с помощью крокодильчика, с небольшим усилием вытянуть часть детали из схемы (ножка должна разогнуться). Потом уже аналогичную процедуру выполняем со вторым выводом.
Это мы рассмотрели методику, когда под рукой нет ничего кроме паяльника. А вот если вы приобрели набор игл, тогда выпаять элемент будет еще проще: сначала разогреваем паяльником контакт, после чего одеваем на вывод иглу подходящего диаметра (она должна проходить через отверстие в микросхеме) и ждем, пока припой остынет. После этого достаем иглу и получаем оголенный вывод, который с легкостью можно вывести. Если несколько ножек у радиодетали, действуем также – разогреваем контакт, надеваем иглы, ждем и снимаем.
Все, о чем мы рассказали в этой статье, вы можете наглядно увидеть на видео, в котором предоставлена технология выпайки элементов из платы:
Кстати вместо специальных игл можно использовать даже обычные, которые идут со шприцом. Однако в этом случае изначально нужно сточить конец иглы, чтобы он был под прямым углом.
Выпаять деталь с помощью демонтажной оплетки также не сложно. Перед началом работы намочите конец обмотки спирто-канифольным флюсом. После этого наложите оплетку в месте выпаивания (на припой) и прогрейте жалом паяльника. В результате разогретый припой должен впитаться в оплетку, что позволит освободить выводы радиодеталей.
С оловоотсосом дела обстоят аналогичным образом – взводится пружина, разогревается контакт, после чего наконечник подносят к расплавленному припою и нажимают кнопку. Создается разрежение, которое и втягивает припой внутрь оловоотсоса.
Вот и все, что хотелось рассказать вам о том, как выпаять радиодетали из платы в домашних условиях. Надеемся, предоставленные методики и видео уроки были для вас полезными и интересными. Напоследок хотелось бы отметить, что можно выполнить выпаивание элементов из микросхемы строительным феном, но мы не советуем так делать. Фен может повредить находящиеся рядом детали, а также ту, которые вы хотите извлечь!
Интересное по теме:
Настройка технологических параметров
Для получения качественных , необходима настройка технологических параметров паяльной линии. Во-первых, формой и ориентацией сопла формируется гребень волны оптимального профиля, во-вторых, движущаяся над ванной плата располагается под некоторым углом к поверхности расплава.
Правильно выбранные параметры процесса позволяют избежать брака в виде перемычек между токоведущими дорожками и наплывов (сосулек) на выводах деталей.
Для этой же цели может использоваться технология пайки двойной волной. В этом случае, первая волна припоя имеет турбулентный характер, что позволяет лучше смачивать паяемую поверхность и проникать припою в монтажные отверстия платы.
Вторая волна, имеющая более плавное ламинарное течение, смывает огрехи в виде лишних капель и наплывов припоя, формируя при этом окончательную геометрию гантелей.
Пайка волной не всегда автоматизирована. Например, на многих сборочных конвейерах Китая и других стран Азии, установка деталей на плату, последующая обработка флюсом и обмакивание платы в ванну с припоем выполняют люди.
При этом плата берётся руками посредством специального захвата и обмакивается в ванну жидкого припоя.
Распайка планарных деталей
Демонтаж с помощью сплава Розе
Контакты микросхемы у нас при этом замкнутся, но это не страшно, после того как демонтируем микросхему, мы легко с помощью демонтажной оплетки, уберем излишки припоя с контактов на плате, и с контактов на микросхеме.
Итак, мы взялись за нашу микросхему пинцетом, по краям, там где отсутствуют ножки. Обычно длина микросхемы, там где мы придерживаем ее пинцетом, позволяет одновременно водить жалом паяльника, между кончиками пинцета, попеременно с двух сторон микросхемы, там где расположены контакты, и слегка тянуть ее вверх пинцетом. За счет того что при расплавлении сплава Розе или Вуда, которые имеют очень низкую температуру плавления, (порядка 100 градусов), относительно бессвинцового припоя, и даже обычного ПОС-61, и смещаясь с припоем на контактах, он тем самым снижает общую температуру плавления припоя.
Демонтаж микросхем с помощью оплетки
И таким образом микросхема у нас демонтируется, без опасного для нее перегрева. На плате у нас образуются остатки припоя, сплава Розе и бессвинцового, в виде слипшихся контактов. Для приведения платы в нормальный вид мы берем демонтажную оплетку, если флюс жидкий, можно даже обмакнуть ее кончик в нее, и кладем на образовавшиеся на плате “сопли” из припоя. Затем прогреваем сверху, придавив жалом паяльника, и проводим оплеткой вдоль контактов.
Выпаивание радиодеталей с оплеткой
Таким образом весь припой с контактов впитывается в оплетку, переходит на нее, и контакты на плате оказываются очищенными полностью от припоя. Затем эту же процедуру, нужно проделать со всеми контактами микросхемы, если мы собираемся запаивать микросхему в другую плату, или в эту же, например после прошивания с помощью программатора, если это микросхема Flash памяти, содержащая прошивку BIOS материнской платы, или монитора, или какой либо другой техники. Эту процедуру, нужно выполнить, чтобы очистить контакты микросхемы от излишков припоя. После этого наносим флюс заново, кладем микросхему на плату, располагаем ее так, чтобы контакты на плате строго соответствовали контактам микросхемы, и еще оставалось немного места на контактах на плате, по краям ножек. С какой целью мы оставляем это место? Чтобы можно было слегка коснувшись контактов, жалом паяльника, припаять их к плате. Затем мы берем паяльник ЭПСН 25 ватт, или подобный маломощный, и касаемся двух ножек микросхемы расположенных по диагонали.
Припаивание SMD радиодеталей паяльником
В итоге микросхема у нас оказывается “прихвачена”, и уже не сдвинется с места, так как расплавившийся припой на контактных площадках, будет держать микросхему. Затем мы берем припой диаметром 0.5 мм, с флюсом внутри, подносим его к каждому контакту микросхемы, и касаемся одновременно кончиком жала паяльника, припоя, и каждого контакта микросхемы. Использовать припой большего диаметра, не рекомендую, есть риск навесить “соплю”. Таким образом, у нас на каждом контакте “осаждается” припой. Повторяем эту процедуру со всеми контактами, и микросхема впаяна на место. При наличии опыта, все эти процедуры реально выполнить за 15-20 минут, а то и за меньшее время. Нам останется только смыть с платы остатки флюса, растворителем 646, или отмывочным средством Flux Off, и плата готова к тестам, после просушивания, а это происходит очень быстро, так как вещества применяемые для смывания, очень летучие. 646 растворитель, в частности, сделан на основе ацетона. Надписи, шелкография на плате, и паяльная маска, при этом не смываются и не растворяются.
Единственное, демонтировать таким образом микросхему в корпусе Soic-16 и более многовыводную, будет проблематично, из-за сложностей с одновременным прогреванием, большого количества ножек. Всем удачной пайки, и поменьше перегретых микросхем! Специально для Радиосхем — AKV.
Обсудить статью ПАЙКА SMD ДЕТАЛЕЙ БЕЗ ФЕНА
Оцените статью:Чем и как паять микросхемы. Чем и как паять микросхемы Зачем сушить чипы перед установкой
Современные радиоэлектронные устройства невозможно представить без микросхем – сложных деталей, в которые, по сути, интегрированы десятки, а то и сотни простых, элементарных компонентов.
Микросхемы позволяют сделать устройства легкими и компактными. Рассчитываться за это приходится удобством и простотой монтажа и достаточно высокой ценой деталей. Цена микросхемы не играет важной роли в формировании общей цены изделия, в котором она применяется. Если же испортить такую деталь при монтаже, при замене на новую стоимость может существенно увеличиться. Несложно припаять толстый провод, большой резистор или конденсатор, для этого достаточно владения начальными навыками в пайке. Микросхему же надо припаивать совсем иным способом.
Чтобы не произошло досадных недоразумений, при пайке микросхем необходимо пользоваться определенными инструментами и соблюдать некоторые правила, основанные на многочисленном опыте и знаниях.
Для пайки микросхем можно использовать различное паяльное оборудование, начиная от простейшего – паяльника, и заканчивая сложными устройствами и паяльными станциями с использованием инфракрасного излучения.
Паяльник для пайки микросхем должен быть маломощным, желательно рассчитанным на напряжение питания 12 В. Жало такого паяльника должно быть остро заточено под конус и хорошо облужено.
Для выпаивания микросхем может быть применен вакуумный оловоотсос – инструмент, позволяющий поочередно очищать ножки на плате от припоя. Этот инструмент представляет собой подобие шприца, в котором поршень подпружинен вверх. Перед началом работ он вдавливается в корпус и фиксируется, а когда необходимо, освобождается нажатием кнопки и под действием пружины поднимается, собирая припой с контакта.
Более совершенным оборудованием считается термовоздушная станция, которая позволяет осуществлять и демонтаж микросхем и пайку горячим воздухом. Такая станция имеет в своем арсенале фен с регулируемой температурой потока воздуха.
Очень востребован при пайке микросхем такой элемент оборудования, как термостол. Он подогревает плату снизу, в то время, как сверху производятся действия по монтажу или демонтажу. Опционально термостол может быть оснащен и верхним подогревом.
В промышленных масштабах пайка микросхем осуществляется специальными автоматами, использующими ИК-излучение. При этом производится предварительный разогрев схемы, непосредственно пайка и плавное ступенчатое охлаждение контактов ножек.
В домашних условиях
Пайка микросхем в домашних условиях может потребоваться для ремонта сложной бытовой техники, материнских плат компьютеров.
Как правило, чтобы припаять ножки микросхемы, используют паяльник или паяльный фен.
Работа паяльником осуществляется с помощью обычного припоя или паяльной пасты.
В последнее время стал чаще применяться бессвинцовый припой для пайки с более высокой температурой плавления. Это необходимо для уменьшения вредного действия свинца на организм.
Какие приспособления потребуются
Для пайки микросхем, кроме самого паяльного оборудования, потребуются еще некоторые приспособления.
Если микросхема новая и выполнена в BGA-корпусе, то припой уже нанесен на ножки в виде маленьких шариков. Отсюда и название – Ball Grid Array, что означает массив шариков. Такие корпуса предназначены для поверхностного монтажа. Это означает, что деталь устанавливается на плату, и каждая ножка быстрым точным действием припаивается к контактным пятачкам.
Если же микросхема уже использовалась в другом устройстве и используется как запчасти, бывшие в употреблении, необходимо выполнить реболлинг. Реболлингом называется процесс восстановления шариков припоя на ножках. Иногда он применяется и в случае отвала – потери контакта ножек с контактными пятачками.
Для осуществления реболлинга понадобится трафарет – пластина из тугоплавкого материала с отверстиями, расположенными в соответствии с расположением выводов микросхемы. Существуют готовые универсальные трафареты под несколько самых распространенных типов микросхем.
Паяльная паста и флюс
Для правильной пайки микросхем необходимо соблюдать определенные условия. Если работа осуществляется паяльником, то жало его должно быть хорошо облужено.
Для этого используется флюс – вещество, растворяющее оксидную пленку и защищающее жало от окисления до покрытия припоем во время пайки микросхемы.
Наиболее распространенный флюс – сосновая канифоль в твердом, кристаллическом виде. Но, чтобы припаять микросхему, такой флюс не годится. Ножки ее и контактные пятачки обрабатывают жидким флюсом. Его можно сделать самостоятельно, растворив канифоль в спирте или кислоте, а можно купить готовый.
Припой в этом случае удобнее использовать в виде присадочной проволоки. Иногда он может содержать внутри флюс из порошковой канифоли. Можно приобрести готовый паяльный набор для пайки микросхем, включающий в свой состав канифоль, жидкий флюс с кисточкой, несколько видов припоя.
При осуществлении реболлинга используется паяльная паста, представляющая собой основу из вязкого материала, в которой содержатся мельчайшие шарики припоя и флюса. Такая паста наносится тонким слоем на ножки микросхемы с обратной стороны трафарета. После этого паста разогревается феном или инфракрасным паяльником до расплавления припоя и канифоли. После застывания, они образуют шарики на ножках микросхемы.
Порядок проведения работ
Перед началом работ необходимо подготовить все инструменты, материалы и приспособления, чтобы они были под рукой.
При монтаже или демонтаже плату можно расположить на термостоле. Если для демонтажа используется паяльный фен, то для исключения его воздействия на другие компоненты, нужно их изолировать. Сделать это можно установкой пластин из тугоплавкого материала, например, полосок, нарезанных из старых плат, пришедших в негодность.
При использовании для демонтажа оловоотсоса процесс происходит аккуратнее, но дольше. Оловоотсос «заряжается» при очистке каждой ножки. По мере заполнения кусками застывшего припоя, его нужно очищать.
Есть несколько правил пайки, которые следует обязательно исполнять:
- паять микросхемы на плате надо быстро, чтобы не перегреть чувствительную деталь;
- можно каждую ножку во время пайки придерживать пинцетом, чтобы обеспечить дополнительный теплоотвод от корпуса;
- при монтаже с помощью фена или инфракрасного паяльника, необходимо следить за температурой детали, чтобы она не поднималась выше 240-280 °C.
Радиоэлектронные детали очень чувствительны к статическому электричеству. Поэтому при сборке лучше использовать антистатический коврик, который подкладывается под плату.
Зачем сушить чипы
Чипами называют микросхемы, заключенные в BGA-корпусах. Название, видимо, пошло еще от аббревиатуры, означавшей «Числовой Интегральный Процессор».
По опыту использования у профессионалов существует устойчивое мнение, что при хранении, транспортировке, пересылке, чипы впитывают в себя влагу и во время пайки она, увеличиваясь в объеме, разрушает деталь.
Действие влаги на чип можно увидеть, если нагреть последний. На поверхности его будут образовываться вздутия и пузыри еще задолго до того, как температура поднимется до значения, достаточного для расплавления припоя. Можно только представить, что же происходит внутри детали.
Чтобы избежать нежелательных последствий наличия влаги в корпусе чипа, при монтаже плат осуществляется сушка чипов перед пайкой. Эта процедура помогает удалить влагу из корпуса.
Правила сушки
Сушку чипов необходимо производить, соблюдая температурный режим и продолжительность. Новые чипы, которые были приобретены в магазине, со склада, присланы по почте, рекомендуется сушить не менее 24 часов при температуре 125 °C. Для этого можно использовать специальные сушильные печи. Можно высушить чип, расположив его на термостоле.
Температуру сушки необходимо контролировать, чтобы не допустить перегрева и выхода детали из строя.
Если чипы были высушены и хранились до монтажа в обычных комнатных условиях, достаточно просушить их в течение 8-10 часов.
Учитывая стоимость деталей, очевидно, лучше провести сушку, чтобы с уверенностью приступать к монтажу, чем пытаться паять непросушенный чип. Неприятности могут обернуться не только денежными тратами, а еще и потерянным временем.
Печка для сушки чипов
Доброго дня. Пришлось заниматься ремонтом ноутбуков. И встала проблема, как высушить чип, перед пайкой. Как известно, что если чип сырой, то при попытке пайки такого чипа, он вздуется пузырями и будет не исправен. У самого было пару раз в начале. А с учетом стоимости чипов, их времени доставки и сложности ремонта, это очень накладно. Много искал в интернете. Есть разные советы, от – сушить на настольном светильнике до бытовой духовки. Есть и очень дорогостоящее оборудование. Ни одни из советов лично меня не устроил (как и моего друга в Германии, он то же давно искал что подобное.). По идее, на каждый чип должна быть документация, в которой описано, при какой температуре и сколько времени он должен сушиться перед пайкой. Это правильно, но не всегда доступно большинству ремонтников. Если обобщить всю информацию, то получается, что для нормальной сушки чипа, он должен находится при температуре примерно 130 гр.С. порядка 8-10 часов. Это не вредит ему, но при этом удаляет влагу. Я не претендую на оригинальность, но хочу поделится устройством, которое использую сам и мой друг в Германии (сделал по моему совету). Возможно оно будет полезным и еще кому. Со времени использования данного устройства, ни с одним чипом ни разу не было проблем, выписывал и с Китая и в России.
Печка для чипов сделана из подручных материалов за пару выходных дней. Корпус изготовлен из прессованной бумаги с ламинированием. Это были куски от декоративной мебельной отделки, толщиной 6 мм. Хотя можно использовать любой температуростойкий материал (должен держать температуру хотя бы до 180 гр.С. и выше). Соединения выполнены винтами M3. В качестве нагревательных элементов использованы 20 ваттные керамические резисторы номиналом 15 Ом (можно применять от 10 до 18 Ом). Всего 6 штук, так как печка рассчитана для одновременной сушки 2-3 х чипов. Для одного чипа достаточно будет 3-4 резисторов. В качестве элемента поддерживающего температуру использован электро-механический термостат на 130 гр.С. Для защиты (на фото нет) к одному из резисторов снизу прижат термопредохранитель на 10 А, 180 гр.С. Все резисторы соединены параллельно. Т.е. вся цепь состоит из последовательно соединенных: термопредохранитель, термостат, группа резисторов. Для наглядности параллельно резисторам включен светодиод на 12 В (или 3.5 В через резистор 510 Ом). Все устройство питается от компьютерного блока питания (был старенький на 200 Вт.). Хотя будет пригоден любой источник питания на 12 В, и ток порядка 5 А. Сверху на устройство надевается крышка, сделанная из того же материала что и корпус. Это улучшает термостабильность и уменьшает частоту включения.
Из плюсов: простота изготовления и доступность материалов. (термостат и резисторы можно купить почти в любом радиомагазине).
Из минусов: у термостата очень большой гистерезис, почти в 40 гр.С. Т.е он отключается при 130 гр.С, а включается при 90 гр.С. Но это никак не вредит чипу, скорее наоборот, не позволяет сильно сырому чипу вспухнуть. На фото показано устройство снизу (без проводов и термопредохранителя) ну и собственно в работе. Устр
Как известно, что если чип сырой, то при попытке пайки такого чипа, он вздуется пузырями и будет не исправен. А с учетом стоимости чипов, их времени доставки и сложности ремонта, это очень накладно. Много искал в интернете. Есть разные советы, от – сушить на настольном светильнике до бытовой духовки. Есть и очень дорогостоящее оборудование. Ни одни из советов лично меня не устроил (как и моего друга в Германии, он то же давно искал что подобное.). По идее, на каждый чип должна быть документация, в которой описано, при какой температуре и сколько времени он должен сушиться перед пайкой. Это правильно, но не всегда доступно большинству ремонтников.
Если обобщить всю информацию, то получается, что для нормальной сушки чипа, он должен находится при температуре примерно 130 гр.С. порядка 8-10 часов. Это не вредит ему, но при этом удаляет влагу. Я не претендую на оригинальность, но хочу поделится устройством, которое использую сам и мой друг в Германии (сделал по моему совету). Возможно оно будет полезным и еще кому. Со времени использования данного устройства, ни с одним чипом ни разу не было проблем, выписывал и с Китая и в России.
Печка для чипов сделана из подручных материалов за пару выходных дней. Корпус изготовлен из прессованной бумаги с ламинированием. Это были куски от декоративной мебельной отделки, толщиной 6 мм. Хотя можно использовать любой температуростойкий материал (должен держать температуру хотя бы до 180 гр.С. и выше). Соединения выполнены винтами M3. В качестве нагревательных элементов использованы 20 ваттные керамические резисторы номиналом 15 Ом (можно применять от 10 до 18 Ом). Всего 6 штук, так как печка рассчитана для одновременной сушки 2-3 х чипов.
Для одного чипа достаточно будет 3-4 резисторов. В качестве элемента поддерживающего температуру использован электро-механический термостат на 130 гр.С. Для защиты (на фото нет) к одному из резисторов снизу прижат термопредохранитель на 10 А, 180 гр.С. Все резисторы соединены параллельно. Т.е. вся цепь состоит из последовательно соединенных: термопредохранитель, термостат, группа резисторов. Для наглядности параллельно резисторам включен светодиод на 12 В (или 3.5 В через резистор 510 Ом). Все устройство питается от компьютерного блока питания (был старенький на 200 Вт.). Хотя будет пригоден любой источник питания на 12 В, и ток порядка 5 А. Сверху на устройство надевается крышка, сделанная из того же материала что и корпус. Это улучшает термостабильность и уменьшает частоту включения.
Из плюсов: простота изготовления и доступность материалов. (термостат и резисторы можно купить почти в любом радиомагазине).
Из минусов: у термостата очень большой гистерезис, почти в 40 гр.С. Т.е он отключается при 130 гр.С, а включается при 90 гр.С. Но это никак не вредит чипу, скорее наоборот, не позволяет сильно сырому чипу вспухнуть. На фото показано устройство снизу (без проводов и термопредохранителя) ну и собственно в работе. Устройство эксплуатируется уже около года. Надеюсь эта информация будет полезной!
Учимся паять микросхемы – гелевым флюсом и Goot Wick | Сварка и Пайка
Пайка микросхем отличается особой сложностью из-за миниатюрных размеров и скрупулёзности. А ведь эта маленькая деталь с вшитым «кодом» встречается практически повсеместно на платах и в электронике.
Как паять микросхемы — это первый вопрос, которым задаётся начинающий электронщик. Как никто другой он понимает, что мощный паяльник с толстым жалом здесь настоящий враг…
Как и чем паять микросхемы — пайка микросхем своими руками
Перед тем, как выпаивать микросхему, подготовьте всё необходимое для этих целей, а именно:
- Фен для пайки — именно им и следует осуществлять выпаивание микросхемы с плат или же можно воспользоваться паяльной станцией;
- Гелевый флюс Flux Plus или ему подобный;
- Пинцет для захвата микросхемы;
- Медную оплётку от ТВ кабеля или специально предназначенную для этих целей, например, такую как — Goot Wick. Она нам понадобится, чтобы впаять на место новую микросхему;
- Электрический паяльник;
- Оловянно-свинцовый припой и флюс к нему;
- Спирт или специальную жидкость для очистки контактных дорожек платы.
Для впаивания микросхемы назад автор рекомендует использовать флюс ЛТИ-120. Это нейтральный флюс, который не причинит вреда микросхеме.
Как выпаять микросхему
Итак, в первую очередь нужно запомнить, как именно стояла микросхема. Чтобы не путаться в дальнейшем, следует знать, что у каждой микросхемы есть ключ, то есть, специальная метка, от которой происходит нумерация контактов. Во всех микросхемах нумерация выводов осуществляется против часовой стрелки.
Чтобы выпаять микросхему нам понадобится смазать контакты гелевым флюсом, после чего нагреть микросхему феном, при температуре 300-250 градусов.
После того, как припой начнёт расплавляться, нужно будет осторожно поддеть микросхему пинцетом, после чего аккуратно вытащить её из посадочного гнезда.
Как впаять микросхему обратно
Прежде чем браться за впаивание новой микросхемы, следует хорошо очистить контакты от лишнего припоя, а потом и от грязи с помощью спирта. Для этих целей берём паяльник и лудим каждое отверстие под ножки микросхемы. При этом в каждом отверстии должно оставаться некоторое количество припоя, чтобы в дальнейшем припаять назад микросхему.
Для лужения гнезда микросхемы не нужно жалеть олова и флюса. После лужения нужно очистить посадочное место от грязи, используя для этих целей спирт или Flux-Оff. Просто берём ватку и смачиваем её в спирте, после чего обильно протираем контактные дорожки.
Всё, теперь настал черед впаивать микросхему обратно. Для этого устанавливаем новую микросхему «по ключу», и разогреваем припой с помощью фена. Фен водим по кругу и держим его максимально вертикально по отношению к контактам микросхемы.
Напоследок, приглаживаем слегка припой на контактах паяльником, и если того требует дело, добавляем чуток припоя.
На этом все. Уверен, что у вас получится намного лучше, чем у меня. Ну а если вы знаете и другие способы пайки микросхем, то прошу поделиться собственным опытом. Всем спасибо, удачи и терпения в делах.
Пайка деталей для начинающих способы правила. Как паять SMD микросхемы
Пайка деталей для начинающих способы правила. Как паять SMD микросхемы
Мои отношения с радио- и микроэлектроникой можно описать прекрасным анекдотом про Льва Толстого, который любил играть на балалайке, но не умел. Порой пишет очередную главу Войны и Мира, а сам думает «тренди-бренди тренди-бренди…». После курсов электротехники и микроэлектроники в любимом МАИ, плюс бесконечные объяснения брата, которые я забываю практически сразу, в принципе, удается собирать несложные схемы и даже придумывать свои, благо сейчас, если неохота возиться с аналоговыми сигналами, усилениями, наводками и т.д. можно подыскать готовую микро-сборку и остаться в более-менее понятном мире цифровой микроэлектроники.
К делу. Сегодня речь пойдет о пайке. Знаю, что многих новичков, желающих поиграться с микроконтроллерами, это отпугивает. Но, во-первых, можно воспользоваться
Итак, мы почти уже у цели. Я так подробно все пишу, так как, честно, для меня это было прорыв. Как я случайно открыл, все, что нужно для пайки несложных компонент – это паяльник, самый обычный с жалом в виде шила:
И припой c флюсом внутри :
Все дело в процессе. Делать надо так:
- Деталь вставляется в плату и должна быть закреплена (у вас не будет второй руки, чтобы держать).
- В одну руку берется паяльник, в другую – проволочка припоя (удобно, если он в специальном диспенсере, как на картинке).
- Припой на паяльник брать НЕ НАДО .
- Касаетесь кончиком паяльника места пайки и греете его. Обычно, это секунды 3-4.
- Затем, не убирая паяльника, второй рукой касаетесь кончиком проволочки припоя с флюсом места пайки. В реальности, в этом месте соприкасаются сразу все три части: элемент пайки и его отверстие на плате, паяльник и припой. Через секунду происходит «пшшшшш», кончик проволочки припоя плавится (и из него вытекает немного флюса) и необходимое его количество переходит на место пайки. После секунды можно убирать паяльник с припоем и подуть.
Ясное дело, что время ожидания на каждой фазе требует хотя бы минимальной практики, но не более того. Уверен, что любой новичок по такой методике сам запаяет Maximite за час.
Напомню основные признаки хорошей пайки:
- Много припоя еще не значит качественного контакта. Капелька припоя на месте контакта должна закрывать его со всех сторон, не имея рытвин, но не быть чрезмерно огромной бульбой.
- По цвету пайка должна быть ближе к блестящей, а не к матовой.
- Если плата двухсторонняя, и отверстия неметаллизированные, надо пропаять по указанной технологии с обоих сторон.
Планарные элементы (конечно, не самые маленькие) даже проще для пайки в некотором роде, хотя для самодельных устройств уже придется травить плату, так как на макетной плате особого удобства от использования планарных элементов не будет.
Итак, небольшой, почти теоретический бонус про пайку планарных элементов. Это могут быть микросхемы, транзисторы, резисторы, емкости и т.д. Повторюсь, в домашних условиях есть объективные ограничения на размер элементов, которых можно запаять обычным паяльником. Ниже я приведу список того, что лично я паял обычным паяльником-шилом на 220В.
Для пайки планарного элемента уже не получится использовать припой на ходу, так как его может «сойти» слишком много, «залив» сразу несколько ножек. Поэтому надо предварительно в некотором роде залудить пятачки, куда планируется поставить компонент. Тут, увы, уже не обойтись без жидкого флюса (по крайне мене у меня не получилось).
Капаете немного жидкого флюса на пятачек (или пятачки), берете на паяльник совсем немного припоя (можно без флюса). Для планарных элементов припоя вообще надо очень мало. Затем легонько касаетесь концом паяльника каждого пятачка. На него должно сойти немного припоя. Больше чем надо, каждый пятачек «не возьмет».
Берете элемент пинцетом. Во-первых, так удобнее, во-вторых пинцет будет отводить тепло, что очень важно для планарных элементов. Пристраиваете элемент на место пайки, держа его пинцетом. Если это микросхема, то надо держать за ту ножку, которую паяете. Для микросхем теплоотвод особенно важен, поэтому можно использовать два пинцета. Одним держишь деталь, а второй прикрепляешь к паяемой ножке (есть такие пинцеты с зажимом, которые не надо держать руками). Второй рукой снова наносишь каплю жидкого флюса на место пайки (возможно немного попадет на микросхему), этой же рукой берешь паяльник и на секунду касаешься места пайки. Так как припой и флюс там уже есть, то паяемая ножка «погрузится» в припой, нанесенный на стадии лужения. Далее процедура повторяется для всех ног. Если надо, можно подкапывать жидкого флюса.
Когда будете покупать жидкий флюс, купите и жидкость для мытья плат. Увы, при жидком флюсе лучше плату помыть после пайки.
Сразу скажу, я ни разу не профессионал, и даже не продвинутый любитель в пайке. Все это я проделывал обычным паяльником. Профи имеют свои методы и оборудование.
Конечно, пайка планарного элемента требует куда большей сноровки. Но все равно вполне реально в домашних условиях. А если не паять микросхемы, а только простейшие элементы, то все еще упрощается. Микросхемы можно покупать уже впаянные в колодки или в виде готовых сборок.
Вот картинки того, что я лично успешно паял после небольшой тренировки.
Это самый простой вид корпусов. Такие можно ставить в колодки, которые по сложности пайки такие же. Эти элементарно паяются по первой инструкции.
Следующие два уже сложнее. Тут уже надо паять по второй инструкции с аккуратным теплоотводом и жидким флюсом.
Элементарные планарные компоненты, типа резисторов ниже, весьма просто паяются:
Но есть, конечно, предел. Вот это добро уже за пределами моих способностей.
Под занавес, пару дешевых, но очень полезных вещей, которые стоит купить в дополнение к паяльнику, припою, пинцету и кусачкам:
Успехов в пайке! Запах канифоли – это круто!
Каждый начинающий электронщик задавался вопросом: “А как паять микросхемы, ведь расстояние между их выводами бывает очень маленькое?” Про различные типы корпусов микросхем можно прочитать в этой статье. Ну а в этой статье я покажу, как паяю микросхемы, выводы которых находятся по периметру микросхемы. У каждого электронщика свой секрет пайки таких микросхем. В этой статье я покажу свой способ.
Демонтаж старой микросхемы
У каждой микросхемы имеется так называемый “ключ”. Я его выделил в красном кружочке.
Это метка, с которой начинается нумерация выводов. В микросхемах выводы считаются против часовой стрелки. Иногда на самой печатной плате указано, как должна быть припаяна микросхема, а также показаны номера выводов. На фото мы видим, что краешек белого квадрата на самой печатной плате срезан, значит, микросхема должна стоять в эту сторону ключом. Но чаще все-таки не показывают. Поэтому, перед тем как отпаять микросхему, обязательно запомните как она стояла или сфотографируйте ее, благо мобильный телефон всегда под рукой.
Для начала все дорожки обильно смазываем гелевым флюсом Flux Plus.
Готово!
Выставляем температуру фена на 330-350 градусов и начинаем “жарить” нашу микросхему спокойными круговыми движениями по периметру.
Хочу похвастаться одной штучкой. У меня она шла в комплекте сразу с паяльной станцией. Я ее называю экстрактор микросхем.
В настоящее время китайцы доработали этот инструмент, и сейчас он выглядит примерно вот так:
Вот так выглядят для него насадки
Купить можно по этой ссылке .
Как только видим, что припой начинает плавиться, беремся за край микросхемы и начинаем ее приподнимать.
Усики экстрактора микросхемы обладают очень большим пружинящим эффектом. Если мы будем поднимать микросхему какой-нибудь железякой, например, пинцетом, то у нас есть все шансы вырвать вместе с микросхемой и контактные дорожки (пятачки). Благодаря пружинящим усикам, микросхема отпаяется от платы только в тот момент, когда припой будет полностью расплавлен.
Вот и наступил этот момент.
Монтаж новой микросхемы
С помощью паяльника и медной оплетки чистим пятачки от излишнего припоя. На мой взгляд самая лучшая медная оплетка – это Goot Wick .
Вот что у нас получилось:
Должно получиться вот так
Здесь главное не жалеть флюса и припоя. Получились своего рода холмики, на которые мы и посадим нашу новую микросхему.
Теперь нам нужно очистить все это дело от разного рода нагара и мусора. Для этого используем ватную палочку, смоченную в Flux-Оff, либо в спирте. Подробнее про химию . У нас должны быть чистенькие и красивые контактные дорожки, приготовленные под микросхему.
Напоследок все это чуточку смазываем флюсом
Ставим новую микросхему по ключу и начинаем ее прожаривать, держа при этом фен как можно более вертикальнее, и круговыми движениями водим его по периметру.
Напоследок чуток еще смазываем флюсом и по периметру “приглаживаем” контакты микросхемы к пятакам с помощью паяльника.
Думаю, это самый простой способ запайки SMD микросхем. Если же микросхема новая, то надо будет залудить ее контакты флюсом ЛТИ-120 и припоем. Флюс ЛТИ-120 считается нейтральным флюсом, поэтому, он не будет причинять вред микросхеме.
Думаю, теперь вы знаете, как паять микросхемы правильно.
Какие бы новшества ни предлагал современный рынок инструментов для ремонта радиотехники, паяльник остаётся одним из самых надёжных и безопасных устройств.
Процесс пайки проводов и микросхем считается эффективным, поскольку благодаря ему можно добиться максимально прочного соединения между проводами и мелкими деталями.
Достичь такого результата помогает добавление в область контакта специального материала – припоя, имеющего более низкую температуру плавления, чем у соединяемых деталей.
Таким образом, пайка при помощи паяльника представляет собой воздействие определённой температуры на разные металлические поверхности для их прочного и качественного соединения. Однако перед тем, как приступить к работе с паяльником, вначале следует разобраться в правилах пайки и прочих тонкостях данного процесса.
Что нужно для пайки паяльником
Чтобы что-то припаять, вначале необходимо подготовить все необходимые для данного процесса инструменты.
Имея под рукой все необходимые инструменты, можно приступать к работе с паяльником .
Как правильно паять паяльником с канифолью
Канифоль обладает такими уникальными качествами , как лёгкость растворения в различных органических соединениях, например, ацетон или спирт. В процессе нагревания данное вещество может расщеплять сложные химические соединения наподобие меди, олова или свинца. Поэтому правильное использование канифоли способствует уменьшению вероятность растекания вещества, разрушению оксидного покрытия, а также качественному лужению припаиваемых элементов.
Также нужно учесть, что чем тоньше окажется наконечник паяльника, тем проще будет с ним работать, особенно если дело касается припайки очень тонких проводков и деталей. Поэтому если он ещё не наточен, это следует сделать перед тем, как приступить к работе.
Описание процесса
Особых сложностей при работе с инструментом возникнуть не должно. Чтобы всё прошло гладко, лучше всего предварительно поупражняться в работе с канифолью на деталях, которые не жалко будет потом выкинуть. Ведь опыт всегда приходит с практикой.
Спаивание проводов
Для того чтобы правильно припаять медные провода при помощи канифоли, необходимо соблюсти определённую последовательность действий.
Как видно, особых трудностей с запаиванием проводов при помощи канифоли, не возникает. Главное – не забыть залудить провод и проверить качество спайки. В случае необходимости лужение нужно повторить несколько раз до тех пор, пока провода прочно не соединятся припоем.
Разобравшись в том, как пользоваться паяльником, следует учесть несколько рекомендаций по работе с данным инструментом.
Если взять на заметку эти маленькие хитрости , то процесс запаивания деталей пройдёт быстро, а главное, качественно.
Подводя итоги
Паяльник – это универсальный инструмент , при помощи которого можно оперативно соединить разорвавшиеся провода или контакты, а также быстро отремонтировать микросхему или соединить лёгкие металлические поверхности.
Простота эксплуатации прибора позволяет любому мужчине научиться им пользоваться в кратчайшие сроки.
И что немаловажно: для работы с паяльником не требуется наличие каких-либо профессиональных навыков.
Если в советское время существовала игра для школьников, сутью которой было спаять «на коленке» радиоэлектронную микросхему самому, что они успешно делали, то сейчас многих вопрос о том, как правильно пользоваться паяльником, ставит в затруднительное положение. Хотя научиться паять паяльником не так уж сложно и, освоив основы для «чайников», можно будет самостоятельно проводить несложные работы, не обращаясь к специалистам.
Пайка паяльником
Для того чтобы начать пайку, необходимо подготовить рабочее место и необходимый инструмент. Независимо от вида предполагаемых работ, к рабочему месту предъявляются следующие требования:
- Наличие хорошего освещения позволит не только с комфортом работать, но и заметить небольшие огрехи в спаянных деталях, что затруднительно при недостатке света;
- Отсутствие легковоспламеняющихся предметов;
- Свободное рабочее пространство, на котором можно легко разместить спаиваемую деталь;
- Наличие вентиляции сделает работу не только комфортнее, но и безопаснее, вдыхание расплавленной канифоли отрицательно сказывается на дыхательной системе;
- Увеличительное стекло дает возможность работать даже с маленькими деталями и тонкими проводами;
- Простая подставка решает проблему с размещением нагретого паяльника.
Следующим этапом подготовки будет выбор инструмента, и перед новичком всегда встает вопрос, что нужно для пайки паяльником.
Основой качественной пайки является прогревание металлических деталей до температуры спаивания, соответственно, для каждого вида работ рекомендуется использовать паяльники разных мощностей:
- Для пайки радиодеталей и микросхем лучше всего использовать паяльник мощностью не более 60 Ватт, в противном случае можно перегреть деталь или просто расплавить ее;
- Детали толщиной до 1 мм будут лучше прогреваться при использовании инструмента мощностью 80−100 Ватт;
- Детали со стенкой до 2 мм требуют больших мощностей и определенного опыта в работе, поэтому в данной статье пайка таких деталей рассматриваться не будет.
После выбора мощности паяльника следует подготовить его к работе, точнее, подготовить наконечник . Есть паяльники со сменными жалами, которые подходит для разных видов работ. Выпускаются также модели с медным жалом, которое можно заточить или с помощью молотка придать любую нужную форму. Серьезным минусом таких наконечников является необходимость постоянно их лудить, чтобы на поверхности не появлялась пленка окиси, мешающая приставать припою. Также производители выпускают более дорогостоящий вариант с никелированным покрытием, но оно боится перегрева и требует бережного обращения.
Что еще нужно для пайки
Помимо самого паяльника для пайки необходимо следующее:
- припой;
- канифоль;
- паяльные кислоты или флюсы.
Припой является связующим материалом между спаиваемыми деталями, и работать без него не получится никак. Сейчас в магазинах продаются специально подготовленные припои в виде скрученных в спираль проволочек различного диаметра, от которых удобно «отщипывать» нагретым жалом необходимый кусочек, но можно и по старинке использовать в качестве припоя кусочек олова , но работать будет не так удобно.
Канифоль используется для подготовки поверхности к нанесению припоя. Припой с канифолью распределяется равномерно, при отсутствии последней скатывается в капли, а к некоторым поверхностям вообще не пристает.
Паяльная кислота, или флюс необходима для подготовки контактов к спаиванию. Новичку следует знать, что флюс для каждого спаиваемого материала отличается, и нельзя применять кислоту для пайки алюминия на медном проводе, иначе припой просто не ляжет.
Основой любой пайки является качественное прогревание спаиваемых деталей с последующим закреплением их с помощью припоя. Технологически можно выделить два вида пайки : с использованием флюса или с канифолью.
Научиться паять паяльником с канифолью сложнее, но, овладев этим умением, возможно будет выполнить 90 процентов работ.
Рассмотрим на примере пайки провода к плате. Сначала необходимо прогреть провод, для этого жало нагретого паяльника прикладываем плоскостью (лучше, если это будет жало в форме отвертки), максимально прижимая. Через несколько секунд провод с прижатым к нему жалом опускается в канифоль, которая, закипая, равномерно распределится по всем жилам провода. Так провод подготовлен к нанесению припоя. Жалом паяльника берем небольшую часть припоя и тонким слоем наносим его на провод. При этом не должно получиться никаких капель или незатронутых участков, в идеале получается тот же провод, но в олове.
Очищаем жало паяльника с помощью металлической губки или тряпочки и, коснувшись жалом канифоли, проводим пальником по плате, при этом остается тончайший слой канифоли на поверхности. Поверхности подготовлены. Обеспечивая максимальный контакт провода и платы, прижимаем к проводу жало с тонким слоем припоя и несколько раз «поглаживаем» место спайки паяльником для лучшего прогрева. После этого даем остыть и проверяем контакт на прочность.
Если пайка проведена правильно, то поверхность блестит, и соединение имеет максимальную прочность. Если же поверхность будет выглядеть матовой и рыхлой, значит, правила пайки паяльником были нарушены и соединение не такое прочное. Но в некоторых случаях и такой результат устраивает.
Пайка с флюсом
Для пайки с флюсом нужно всего лишь взять флюс, окунуть в него кисточку и нанести на спаиваемую поверхность. После этого можно наносить припой или сразу паять. Несмотря на кажущуюся простоту, работа с кислотой имеет много нюансов :
- Для каждого материала существует свой флюс и они не взаимозаменяемы, а в некоторых случаях даже дают противоположный эффект;
- Нельзя использовать слишком активные флюсы на микросхемах, поскольку они могут прожечь металл дорожки;
- Если после работы не удалить флюс с поверхности или сделать это неправильным реагентом, он будет продолжать разрушать металл;
- Медное жало паяльника, особенно если оно остро заточено, разрушается под воздействием кислоты, и приходится постоянно его подтачивать.
Помимо знаний, работа с паяльником требует аккуратности и точности, а, научившись паять простые детали, нетрудно будет переходить к пайке более тонких плат микросхем, или, наоборот, толстых проводов, различных элементов, страз, а впоследствии даже припаять между собой пластины.
Один из наиболее надежных способов соединения проводов и деталей — пайка. Как правильно паять паяльником, как подготовить паяльник к работе, как получить надежное соединение — обо всем этом дальше.
В быту используются «обычные» электрические паяльники. Есть, работающие от 220 В, есть — от 380 В, есть — от 12 В. Последние отличаются небольшой мощностью. Используются, в основном, на предприятиях в помещениях с повышенной опасностью. Можно их применять и в бытовых целях, но нагрев их происходит медленно, да и мощность маловата…
Выбрать надо тот, Который удобно «лежит» в руке
Выбор мощности
Мощность паяльника выбирается в зависимости от характера работы:
В домашнем хозяйстве достаточно иметь два паяльника — один маломощный — 40-60 Вт, и один «средний» — около 100 Вт. С их помощью можно будет покрыть около 85-95% потребностей. А пайку толстостенных деталей все равно лучше доверить профессионалу — тут нужен специфический опыт.
Подготовка к работе
Когда паяльник включается в сеть первый раз, часто он начинает дымить. Это выгорают смазочные материалы, которые были использованы в процессе производства. Когда дым перестает выделяться, паяльник выключают, ждут пока он остынет. Дальше надо заточить жало.
Заточка жала
Далее надо подготовить к работе жало. Это цилиндрический стержень, сделанный из медного сплава. Фиксируется при помощи прижимного винта, который находится в самом конце термокамеры. В более дорогих моделях жало может быть слегка заточено, но, в основном, заточки нет.
Изменять будем самый кончик жала. Использовать можно молоток (сплющивать медь как вам нужно), напильник или наждак (просто стачивать ненужное). Форму жала выбирают в зависимости от предполагаемого типа работ. Его можно:
- Сплющить в виде лопатки (как у отвертки) или сделать плоской с одной стороны (угловая заточка). Этот тип заточки нужен, если паяться будут массивные детали. Такая заточка увеличивает плоскость соприкосновения, улучшает передачу тепла.
- Сточить край жала в острый конус (пирамидку) можно, если предполагается работа с мелкими деталями (тонкие провода, электродетали). Так проще контролировать степень нагрева.
- Тот же конус, но не такой острый подойдет для работы с проводниками большего диаметра.
Более универсальным считается заточка «лопаткой». Если ее сформировать при помощи молотка, медь уплотняется, корректировать наконечник надо будет реже. Ширину «лопатки» можно делать больше или меньше, подрабатывая ее по сторонам напильником или наждаком. С этим типом заточки работать можно с тонкими и средними паяемыми деталями (поворачивать жало в нужное положение).
Лужение паяльника
Если жало паяльника не имеет защитного покрытия, его необходимо залудить — покрыть тонким слоем олова. Это защитит его от коррозии и быстрого износа. Делают это при первом же включении инструмента, когда дым перестал выделяться.
Первый способ лужения жала паяльника:
- довести до рабоче температуры;
- прикоснуться к канифоли;
- расплавить припой и растереть его вдоль всего жала (можно деревянной щепкой).
Второй способ. Смочить тряпку раствором хлористого цинка, нагретое жало потереть о тряпку. Расплавить припой и куском поваренной каменной соли растереть его по всей поверхности жала. В любом случае медь должна покрыться тонким слоем олова.
Технология пайки паяльником
Практически все сейчас пользуются электрическими паяльниками. Те, у кого работа связна с пайкой, предпочитают иметь паяльную станцию, «любители» предпочитают обходиться обходиться обычными паяльниками без регуляторов. Иметь несколько паяльников разной мощности достаточно для работ разного типа.
Чтобы разобраться как правильно паять паяльником, надо хорошо представлять себе процесс в общем, затем углубляться в нюансы. Потому начнем с краткого описания последовательности действий.
Пайка подразумевает последовательность повторяющихся действий. Говорить будем о пайке проводов или радиотехнических деталей. Именно с ними приходится встречаться в хозяйстве чаще. Действия такие:
На этом пайка закончена. Надо остудить припой и проверить качество соединения. Если все сделано правильно, место пайки имеет яркий блеск. Если припой выглядит тусклым и пористым — это признак недостаточной температуры во время пайки. Сама пайка называется «холодной» и не дает требуемого электрического контакта. Она легко разрушается — достаточно потянуть провода в разные стороны или даже подковырнуть чем-то. Еще место пайки может быть обугленным — это признак обратной ошибки — слишком высокой температуры. В случае с проводами она часто сопровождается оплавлением изоляции. Тем не менее, электрические параметры бывают нормальными. Но, если паяются проводники при устройстве проводки, лучше переделать.
Подготовка к пайке
Сначала поговорим о том, как правильно паять паяльником провода. Для начала надо удалить изоляцию. Длина оголяемого участка может быть разной — если паять собираетесь проводку — силовые провода, оголяют 10-15 см. Если припаять надо малоточные проводники (те же наушники, например), длина оголяемого участка небольшая — 7-10 мм.
После снятия изоляции необходимо провода осмотреть. Если есть на них лак или оксидная пленка, ее надо удалить. У свежезачищенных проводов оксидной пленки обычно не бывает, а лак иногда присутствует (медь имеет не рыжий цвет, а коричневатый). Оксидную пленку и лак можно удалить несколькими способами:
- Механически. Использовать наждачную бумагу с мелким зерном. Ею обрабатывают оголенную часть провода. Так можно сделать с одножильными проводами довольно большого диаметра. Обрабатывать наждачной бумагой тонкие проводки неудобно. Многожильные так вообще можно оборвать.
- Химический способ. Оксиды хорошо растворяются спиртом, растворителями. Лаковое защитное покрытие снимается при помощи ацетилсалициловой кислоты (обычный аптечный аспирин). Провод кладут на таблетку, прогревают паяльником. Кислота разъедает лак.
В случае с лакированными (эмалированными) проводами можно обойтись без зачистки — нужно использовать специальный флюс, который так и называется «Флюс для пайки эмалированных проводов». Он сам разрушает защитное покрытие во время пайки. Только чтобы впоследствии он не начал разрушать проводники, его после окончания пайки его надо удалить (влажной тряпкой, губкой).
Если припаять надо провод к какой-то металлической поверхности (например, провод заземления к контуру), процесс подготовки мало чем меняется. Площадку, к которой будет припаиваться провод, надо зачистить до чистого металла. Сначала механически удаляются все загрязнения (включая краску, ржавчину и т.д.), после чего при помощи спирта или растворителя поверхность обезжиривается. Далее можно паять.
Обработка флюсом или лужение
При пайке главное — обеспечить хороший контакт спаиваемых деталей. Для этого перед началом пайки соединяемые детали надо залудить или обработать флюсом. Эти оба процесса взаимозаменяемы. Их основное назначение — улучшить качество соединения, облегчить сам процесс.
Лужение
Для обработки проводов потребуется хорошо разогретый паяльник, кусок канифоли, небольшое количество припоя.
Берем зачищенный провод, укладываем его на канифоль, прогреваем паяльником. Прогревая, поворачиваем проводник. Когда провод окажется весь в расплавленной канифоли, на жало паяльника набираем немного припоя (просто прикасаемся жалом). Затем вынимаем провод из канифоли и кончиком жала проводим по оголенному проводнику.
Лужение проводов — обязательный этап при пайке
При этом припой тончайшей пленкой покрывает металл. Если это медь, из желтой, она становится серебристой. Провод тоже надо немного поворачивать, а жало двигать вверх/вниз. Если проводник хорошо подготовлен, он полностью становится серебристым, без пропусков и желтых дорожек.
Обработка флюсом
Тут все и проще, и сложнее. Проще в том смысле, что нужен только состав и кисточка. Кисточку обмакиваем в флюс, наносим тонким слоем состав на место пайки. Все. В этом простота.
Сложность в выборе флюса. Есть много разновидностей этого состава и под каждый вид работы надо подбирать свой. Так как сейчас говорим о том, как правильно паять паяльником провода или электронные компоненты (платы), то приведем несколько примеров хороших флюсов для этого типа работ:
Для пайки электронных компонентов (печатных плат) не используйте активные (кислотные) флюсы. Лучше — на водной или спиртовой основе. Кислотные же имеют хорошую электропроводность, что может нарушить работу устройства. Также они очень химически активны и могут вызвать разрушение изоляции,коррозию металлов. Благодаря своей активности они очень хорошо подготавливают к пайке металлы, потому их используют, если надо припаять провод к металлу (обрабатывают саму площадку). Наиболее распространенный представитель — «Паяльная кислота».
Разогрев и выбор температуры
Если хотите знать, как правильно паять паяльником, надо научиться определять достаточно ли разогрето место пайки. Если пользуетесь обычным паяльником, ориентироваться можно по поведению канифоли или флюса. При достаточном уровне нагрева они активно кипят, выделяют пар, но не горят. Если поднять жало, капли кипящей канифоли остаются на кончике жала.
При использовании паяльной станции исходят из таких правил:
То есть, на станции выставляем на 60-120°С выше, чем температура плавления припоя. Зазор температур, как видите большой. Как выбрать? Зависит от теплопроводности спаиваемых металлов. Чем лучше он отводит тепло, тем более высокой должна быть температура.
Внесение припоя
Когда место пайки достаточно разогрето, можно добавлять припой. Его вносят двумя способами — расплавленное, в виде капли на жале паяльника или в твердом виде (проволоку припоя) непосредственно в зону пайки. Первый метод используется если область пайки небольшая, второй — при значительных площадях.
В случае, если надо внести небольшое количество припоя, его касаются жалом паяльника. Припоя достаточно, если жало стало белым, а не желтым. Если повисла капля — это перебор, ее надо удалить. Можно стукнуть пару раз по краю подставки. Потом сразу возвращаются в зону пайки, проводя жалом вдоль места пайки.
Во втором случае проволоку припоя вводим непосредственно в зону пайки. Нагревшись, он начинает плавиться, растекаясь и заполняя пустоты между проводами, занимая место испаряющегося флюса или канифоли. В этом случае надо вовремя убрать припой — его переизбыток тоже не очень хорошо влияет на качество пайки. В случае с пайкой проводов это не так критично, а вот при пайке электронных элементов на платах очень важно.
Чтобы пайка была качественной, необходимо все делать тщательно: зачищать провода, прогреть место пайки. Но перегрев тоже нежелателен, как и слишком большое количество припоя. Вот тут нужна мера и опыт, а набраться его можно повторяя все действия некоторое количество раз.
Приспособление для более удобной пайки — третья рука
Как научиться паять паяльником
Для начала возьмите несколько кусков одножильного провода небольшого диаметра (можно — монтажные провода, те, которые используются в связи и т.п.) — с ними работать проще. Нарежьте их на небольшие кусочки и на них тренируйтесь. Сначала старайтесь спаять два провода. Кстати, после лужения или обработки флюсом их лучше скрутить между собой. Так увеличиться площадь контакта и проще будет удерживать провода на месте.
Когда пайка несколько раз получится надежной, можно увеличить количество проводков. Их тоже надо будет скручивать, но уже применять придется пассатижи (две проволоки можно скручивать руками).
Нормальная пайка означает:
После того, как освоена пайка нескольких проводов (трех…пяти), можно попробовать многожильные провода. Сложность состоит в зачистке и лужении. Зачищать получится только химическим методом, а лудить, предварительно скрутив провода. Затем залуженные проводники можно попытаться скрутить, но это довольно сложно. Придется их удерживать при помощи пинцета.
Когда и это освоено, можно тренироваться на проводах большего сечения — 1,5 мм или 2,5 мм. Это те провода, которые применяют при прокладке проводки в квартире или доме. Вот на них и можно тренироваться. Все тоже, но работать с ними сложнее.
После завершения пайки
Если обрабатывали провода кислотными флюсами, после остывания припоя, его остатки надо смыть. Для этого используют влажную тряпку или губку. Их смачивают в растворе моющего средства или мыла, после — удаляют влагу, просушивают.
О том, как правильно паять паяльником вы знаете, теперь надо приобретать практические навыки.
Технология пайки микросхем в корпусе BGA
Соответственно опять те же плата и микросхема:
Наносим спиртоканифоль (при пайке на плату пользоваться спиртоканифолью нельзя – низкое удельное сопротивление), греем и получаем:
После отмывки выглядит так:
Теперь то же самое проделаем с микросхемой и получиться так:
Очевидно, что просто припаять эту микросхему на старое место не получиться – выводы явно треуют замены.
При использовании оплетки есть вероятность оторвать “пятаки” на плате. Хорошо очищается просто паяльником. Я очищаю оплеткой и феном. Весьма важно не повредить паяльную маску, иначе потом припой будет растекаться по дорожкам.
Можно применить готовые шары – они просто раскладываются на контактные площадки и плавятся, но представьте себе сколько времени займет раскладывание ну например 250 шаров? “Трафаретная” технология позволяет получать шары намного более быстро и так же качественно.
Очень важно иметь качественную паяльную пасту. На фото виден результат нагрева небольшого количества пасты. Качественная сразу же превращается в блестящий гладкий шарик, некачественная распадется на множество мелких шариков.
Некачественной пасте не помогло даже смешивание с флюсом и нагрев до 400 градусов:
Микросхема закрепляется в трафарете:
Затем шпателем или просто пальцем наносится паяльная паста:
После чего, придерживая пинцетом трафарет (он при нагреве будет изгибаться), расплавляем пасту:
Температура фена – максимум 300°, фен держим перпендикулярно.
Трафарет придерживаем до полного застывания припоя.
После остывания снимаем крепежную изоленту и
феном с температурой 150° аккуратно нагреваем трафарет до плавления ФЛЮСА. После чего можно
отделять микросхему от трафарета.
В результате получились вот такие ровные шары, микросхема готова к постановке на плату:
Если риски на плате (которые нужно было сделать перед отпайкой) не сделаны,
то позиционирование делем так:
переворачиваем микросхему выводами кверху, прикладываем краешком к пятакам, чтобы совпадали
с шарами, засекаем где должны быть края микросхемы (можно царапнуть тихонько иголочкой).
Сначала одну сторону, потом перпендикулярную ей. Достаточно двух рисок. Потом ставим
микросхему по рискам на плату и стараемся на ощупь шарами поймать пятаки по максимальной высоте.
Т.е. надо встать как бы шарами на шары, вернее на остатки от прежних шаров на плате.
Можно установить просто “заглядывая” под корпус, либо по шелкографии на плате.
Затем прогреваем микросхему до расплавления припоя.
Микросхема сама точно встанет на место под действием сил поверхностного натяжения расплавленного
припоя. Момент расплавления припоя хорошо заметен – микросхема немного шевелится, “устраиваясь
поудобнее”. Флюса нужно наносить ОЧЕНЬ мало. Температура фена 320-350°, в зависимости
от размера чипа.
© Ю. Рыженко aka Altair
Как выбрать паяльник для пайки радиодеталей и микросхем
Выбор паяльника для радиолюбителей является очень важным моментом, поскольку это ключевой прибор для каждого радиолюбителя. Однако все паяльники или паяльные станции имеют различия и подбираются радиолюбителями индивидуально в зависимости от вида предполагаемых работ и личных предпочтений. Также рекомендуем прочесть статью об основах пайки.
Конструкции паяльников
По конструкции они бывают:
- Традиционные (прямая конструкция в виде стержня).
- Пистолеты (конструкция паяльника в форме пистолета на котором рабочая часть расположена под углом).
- Паяльные станции (сложное оборудование с рабочей частью и блоком управления).
Как выбрать паяльник для пайки микросхем
Прежде чем выбрать паяльник, давайте разберемся, какими они бывают.
Паяльники бывают газовые и электрические.
Газовые чаще используют для пайки при монтажных работах, к примеру, пайки в распределительных коробках. Они удобны тем что могут работать автономно, но во время работы выделяют вредные вещества и долго с ними работать вредно для здоровья как вам, так и окружающим. Но для пайки микросхем или других радиодеталей выбирать такой паяльник будет не разумно. С ним крайне тяжело паять любую плату.
Электрические, в свою очередь, являются самыми распространенными. В зависимости от типа нагревателя их разделяют на:
- Спиральный (нихромовый)
- Керамический
- Импульсный
- Индукционные
Спиральный – самый распространенный из всех электрических нагревателей. Спиральный нагреватель обеспечивает надежную и долговечную работу при своей недорогой ценовой политике, но имеет один недостаток — большое время нагрева.
Керамический же более дорогой и довольно хрупкий, однако, ему нужно меньше время для нагрева.
Импульсный при своей довольно высокой цене будет оптимальным вариантом. Он быстро нагревается и не придет в негодность от небольшого удара.
Если же вы собираетесь заняться пайкой всерьез, и круг предполагаемых работ будет увеличиваться — обратите внимание на паяльные станции. Индукционные разогреваются за счет катушки индуктора. Такому паяльнику не нужен терморегулятор, но подбирать нужную температуру придется перебором из комплекта жал.
Выбор мощности паяльника
Существуют паяльники разных мощностей:
- Маломощные (от 3 до 10 Вт.)
- Средней мощности (20-40 Вт)
- Большой мощности (60-100 вт.)
- Производственные (более 100 Вт.)
В зависимости от мощности меняется предназначения паяльника. Паяльники с мощностью более 100 Вт используются для пайки больших металлический изделий таких как радиаторы, кастрюли, трубы. Паяльники мощностью 60-100 Вт предназначены для пайки действительно толстых проводов.
Оптимальные для дома — от 20 до 40 Вт.
До 10 Вт паяльники предназначены в основном для пайки простейших микросхем, SMD элементов и других миниатюрных радиодеталей.
Итак, отвечая на вопрос, как выбрать паяльник для пайки радиодеталей и микросхем хорошим вариантом будет выбрать маломощный паяльник, чтобы избежать перегрева миниатюрных радиодеталей и SMD элементов. Однако если вы опытный радиомонтажник оптимальным вариантом будет импульсный паяльник мощностью 20-40 Вт, который в умелых руках можно использовать для быстрой работы с миниатюрными радиодеталями и других работ по дому.
Паяльник для микросхем: как выбрать жало?
Конечно, не маловажным фактором при выборе любого паяльника есть жало. Однако выбор жала сугубо индивидуально предпочтение. Выбирайте зависимости от того каким жалом вам будет удобно работать, есть лишь несколько рекомендаций по выбору. Не рекомендуется использовать жало более 3 мм. Желательно использовать медное жало, так как оно легко чистится и обрабатывается. Жало медное со слоем алюминия не обрабатывается, но при этом слабо подвергается обгоранию. Существуют жала как обычные, так и термостойкие. Термостойкие легче переносят длительные работы и воздействие высоких температур. Если вы новичок, то оптимальным вариантом будет прямое жало. Более того, плюсом к паяльнику будет набор жал разных форм, возможность замены жала и регулировки его длины.
Хороший паяльник для микросхем должен быть с гибкой обмоткой сетевого шнура и двойной изоляцией. Также обратите внимание на ручку. Она должна быть хорошо защищена от возможного перегрева поэтому в отличии от эбонитовых и пластиковых рекомендуются деревянные ручки. Они менее податливы разогреву в отличии от пластмассовых и легче чем эбонитовые, то есть более приспособлены для длительных работ. Также существенным показателем будет функция постоянной поддержки температуры и терморегулятором, дабы не пережечь при пайке компоненты. Облегчат работу и обслуживания паяльника снаряжения паяльника: подставка для паяльника, губка для очистки жала.
Выводы
Если же вы не определились, какой паяльник купить для пайки микросхем подводя итоги, подчеркнем основные рекомендации и требования, чтобы вы поняли, каким паяльником лучше паять микросхемы и другие компоненты глядя на стенды и витрины магазинов для радиолюбителей.
Для неопытных радиолюбитель желательно использовать маломощные паяльники от 3 до 10 Вт. Возможно использовать для работ с микросхемами и радиодеталями паяльники средней мощности 20-40 Вт, однако высока вероятность испортить компонент при монтаже или демонтаже. Провод должен быть гибким, длинным с двойной изоляцией. Жало подбирается индивидуально в зависимости от предпочтений и вида работ. Желательно покупать паяльник с деревянной ручкой. Тип нагревателя паяльника зависит от выделенных для покупки средств и типа предполагаемых работ. Желательно, чтобы приобретенный паяльник имел функцию постоянной поддержки температуры, терморегулятор, набор жал, регулировку длины жала, возможность замены жала и дополнение, такие как подставка для паяльника, кейс для хранения, губку для очистки и др.
Купить паяльник можно на всем известной площадке — Aliexpress, мы сделали подборку популярных моделей в отдельной статье.
Различий между пайкой волной и пайкой оплавлением
Пайка – огромная часть процесса проектирования печатных плат. Единственный надежный способ заставить ваши схемы прилипать к плате и оставаться на ней – это припаять их. Без пайки не бывает печатных плат. Но не все типы пайки одинаковы, и может быть важно различать разные типы печатных плат.
Существует два основных типа пайки печатных плат: пайка волной и пайка оплавлением.В чем разница между ними и как узнать, какой тип пайки использовать в каких обстоятельствах?
Перейти к: Что такое пайка волной? | Что такое пайка оплавлением? | Волновая пайка против пайки оплавлением | Подробнее о пайке и печатных платах
Что такое пайка волной?Волновая пайка – это процесс объемной пайки, который позволяет изготавливать множество печатных плат за очень короткое время. Он работает, пропуская каждую печатную плату над поддоном с расплавленным припоем.Помпа в поддоне создает «волну» припоя, которая омывает плату, припаивая компоненты к плате. Затем на печатную плату подается водяная струя или продувается воздух, чтобы безопасно охладить ее и зафиксировать детали на месте.
Правильная температура очень важна в процессе пайки волной припоя. Недостаточный контроль температуры может вызвать механическое напряжение на плате, что может привести к трещинам и потере проводимости. Недостаточный предварительный нагрев может привести к появлению полостей, которые могут снизить прочность и проводимость платы.Неправильная температура припоя может привести к невозможности получить припой правильной толщины, что может сделать плату более восприимчивой к нагрузкам.
Узнать цену и время выполнения
Что такое пайка оплавлением?
Процесс пайки оплавлением немного отличается от пайки волной, но это наиболее распространенный способ прикрепления компонентов поверхностного монтажа к печатной плате. Волновая пайка чаще используется для пайки сквозных компонентов.Хотя для этой цели можно использовать пайку оплавлением, это случается редко, поскольку пайка волной припоя более рентабельна.
При пайке оплавлением мы делаем паяльную пасту из порошкового припоя и флюса, а затем используем эту пасту для прикрепления компонентов к контактным площадкам. Затем мы нагреваем всю сборку в печи оплавления или под инфракрасной лампой, чтобы расплавить припой и соединить соединение. При необходимости можно припаять отдельные стыки термовоздушным карандашом.
Волновая пайка vs.Пайка оплавлением
Итак, как узнать, какой тип пайки использовать и когда? Это может зависеть от множества факторов, таких как форма контактных площадок, время, которое у вас есть, ориентация компонентов, тип печатной платы и многое другое. В некотором смысле пайка волной припоя более сложна. Такие проблемы, как температура платы и время нахождения платы в волнах припоя, требуют тщательного контроля. Неспособность создать подходящую среду для пайки волной припоя с большей вероятностью приведет к дефектам платы.
Вам не нужно беспокоиться об окружающей среде, когда вы используете пайку оплавлением для изготовления печатных плат.Однако даже в этом случае пайка волной, как правило, быстрее и дешевле, чем пайка оплавлением. Во многих случаях это единственный практичный способ пайки платы. Пайка оплавлением обычно используется в небольших производственных продуктах, для которых не требуется метод, обеспечивающий быстрое и дешевое массовое производство.
Имейте в виду, что в определенных ситуациях вы можете использовать как пайку оплавлением, так и пайку волной. Вы можете припаять детали оплавлением с одной стороны, а затем припаять их волной припоя с другой.Кроме того, вы всегда можете вручную припаять или припаять компоненты печатной платы вручную, но это редко будет хорошим подходом, если у вас есть доступ к одному из механических методов пайки. Ручная пайка была бы лишь альтернативой пайке оплавлением, но пайка оплавлением все еще намного лучше.
Подробнее о пайке и печатных платах
Тип пайки – это лишь один из многих элементов, которые делают печатные платы идеальными для различных промышленных применений.Являясь лидером в поставке широкого спектра печатных плат, эксперты Millennium Circuits Limited хорошо разбираются в типах пайки и других элементах печатных плат, таких как типы материала подложки, разновидности плат и важные конструктивные особенности.
Чтобы обсудить любой аспект процесса изготовления печатных плат или узнать больше о качественных печатных платах в целом, свяжитесь с нами сегодня.
Microelectronic Soldering
(источник: Electronics World, ноябрь 2009 г.)1971)
Автор: T / Sgt. ЭДВАРД Х. БРЕСЛИН / База ВВС США Лоури, штат Колорадо,
Появление ИС, модульных конструкций и миниатюрных деталей сделали новые методы пайки и инструменты виртуальной необходимостью.
– Автор указывает на одну из герметизированных микросхем, требующих точной пайки. НАСА установило новые стандарты высокой надежности и Lowry AFB разработали инструменты.
– Некоторые из самодельных паяльных инструментов, используемых в Lowry.Пластиковые блоки
гнуть провода, заколка для волос служит радиатором, кусачки для ногтей
отрезать провода, и плоский инструмент формирует схемы.
Все началось во время первых космических полетов, когда кусочки плавающей пайки космический мусор преследовал космонавтов. Исследователи НАСА решили проблему и затем установили новые жесткие стандарты пайки в аэрокосмической промышленности. В качестве жизненно заинтересованной стороны ВВС США через свои учебно-тренировочные Команда – немедленно отправили специалистов для ознакомления с новым высоконадежным пайки и микроэлектроники, и сегодня учит их продолжать курсы в трех крупных центрах технической подготовки.
Вы когда-нибудь работали над микросхемой IC 1/8 “X 1/8” X 1/64 “? Такая миниатюризация создает невероятные проблемы с точной пайкой. Поскольку многожильные и многоконтурные эпоксидные капсулы допускают минимальные допуски, прежние стандартные процедуры пайки стали неприемлемыми.
Пришлось разработать новое семейство припоев. Миниатюрные схемы, чрезвычайно чувствителен к нагреванию, нужен припой, плавящийся при низких температурах и быстро проходит через пластичное состояние.Цепи, которые могут выдерживать резкие перепады температур изменения, но не продолжительное нагревание, требуют эвтектического припоя, который мгновенно превращается из твердого в жидкое.
Новая технология также потребовала непрактично большого количества новых утюги и «мини-наконечники». Исходя из правил выбора нужного железо для правильной тепловой точки рабочего терминала, рассеивания и восстановления скорости – было разработано несколько утюгов, в которых тепло на рабочей поверхности (самый важный фактор в любой операции пайки), может быть управляется переменным трансформатором.При этом источник питания на 120 В и 25 Вт может быть сокращен до такой степени, что работа может быть выполнена с наименьшими затратами. возможна жара.
Правильные флюсы, чистящие растворители и защитные покрытия равны важен для эффективности выполненной работы.
(Последние представляют собой пластиковые спреи, которые водонепроницаемы, связывают и гарантируют даже распределение тепла по детали.) Фантастический рост миниатюрных электронные технологии намного опередили производство инструментов для обслуживания их, поэтому некоторые временные приспособления были разработаны в полевых условиях.Например, в Lowry AFB, техники обнаружили, что стоматологические зонды хорошо работают в деликатных условиях. области и что металлический зажим для волос с плоскими рычагами идеально удерживает чип не мешая процессу пайки. Это также помогает в распределении тепло равномерно. Такая изобретательность намекает на начало новой эры для Специалист по микроминиатюризации пайки.
— Перо указывает на одну из микросхем на плате компонента используется для студенческой практики по высоконадежной пайке.
– Эта печатная плата релейной матрицы является примером обслуживаемых компонентов.
студентами курса пайки Lowry AFB.
Гибкие микросхемы для печатных плат – производственные возможности
По мере развития технологий устройства становятся все меньше и требования к скорости передачи данных на печатных платах возрастают. Каждая гибкая печатная плата предназначена для выполнения определенной функции внутри отведенного пространства, но они также должны быть технологичными, иметь строгие механические допуски и быть рентабельными.
Поскольку размеры компонентов с каждым годом становятся все меньше, это позволяет очень маленьким гибким печатным платам включать значительную функциональность, а также быть пассивным компонентом для обеспечения связи в определенных приложениях.
Насколько маленькой может быть гибкая печатная плата?
Размер микросхемы зависит от приложения, но некоторые из ключевых элементов, которые важны для многих клиентов:
- Соблюдение очень жестких допусков по контуру.
- Значения импеданса, которые можно поддерживать на уровне +/- 5% даже в приложениях с большими объемами.
- Позолота для использования в клеммах соединителя.
- Использование паяльной маски LPI на гибкой подложке, чтобы не повредить прокладки паяльной маски.
- Добавление небольших элементов жесткости, чтобы сделать один конец материала жестким.
- Микросхемы требуют очень тонких линий и пространств, что требует специального оборудования для травления.
- Собственные возможности по производству пробивных прессов и оснастки сокращают время выхода на рынок.
Возможности миниатюрной гибкой печатной платы
В следующей таблице представлены общие возможности гибких микросхем. Однако каждое приложение индивидуально, поэтому, пожалуйста, свяжитесь с нами, если у вас возникнут вопросы по дизайну, чтобы мы могли проверить параметры вашего приложения.
| Наименьший размер печатной платы | 5 мм x 5 мм |
| Ширина линии и интервал | 0,002 дюйма (0,05 мм) |
| Толщина меди | 1/4 унции, 1/3 унции, 1/2 унции 1 унция, 2 унции и выше |
| Размер переходного отверстия / сверла | |
| Минимальный диаметр сверла (механическое) | 0.004 “(0,1 мм) |
| Минимальный размер переходного отверстия (лазер) | 2 мил (0,05 мм) |
| Минимальный размер микроперехода (лазер) | 3 мил (0,07 мм) |
| Паяльная маска / покровное покрытие | |
| Паяльная маска Мост между плотиной | 3 мил (0.08 мм) |
| Допуск регистрации паяльной маски | 2 мил (0,05 мм) |
| Регистрация Coverlay | 8 мил (0,20 мм) |
| Регистрация PIC | 0,18 мм (7 мил) |
| Ребро жесткости | |
| Регистрация ребра жесткости | 8 мил (0.28 мм) |
| Допуск толщины | 10% |
| Наименьший размер ребра жесткости | 0 мм x 0 мм |
| Импеданс | |
| Импеданс | +/- 8% |
| Стальная линейчатая матрица (SRD)) | |
| Допуск контура | 4 мил (0.1мм) |
| Минимальный радиус | 4 мил (0,1 мм) |
| Внутренний радиус | 0,51 мм (20 мил) |
| Минимальный размер отверстия пуансона | 28 мил (0,7 мм) |
| Допуск размера отверстия перфорации | +/- 2 мил (0.051 мм) |
| Ширина паза | 0,51 мм (20 мил) |
| Допуск отверстия до контура | +/- 2 мил (0,05 мм) |
| Допуск края отверстия до контура | +/- 3 мил (0,07 мм) |
| Минимум от трассы до контура | 8 мил (0.20 мм) |
| Электрические испытания | |
| Испытательное напряжение | 50 – 300 В |
| Доступная отделка поверхности | |
| твердое золото, ENIG, ENEPIG, OSP, иммерсионное серебро, иммерсионное олово, гальваническое олово | |
Приложения для гибких микросхем
Непрерывная миниатюризация устройств привела к тому, что печатные платы стали меньше и плотнее и требовали больше возможностей.Применения, которые мы поставляем гибкие мини-печатные платы, включают:
- Высокоскоростные цифровые / ВЧ / СВЧ-разъемы
- Датчики промышленные
- Расходные материалы для КИП
- Медицинские изделия – носимые устройства
- Слуховые аппараты
- Упаковка для полупроводников
- RFID-метки / антенны
- И многое другое…
Epec – ведущий опытный разработчик и производитель миниатюрных печатных плат, уделяющий внимание отраслевым допускам и обслуживанию клиентов. Мы предлагаем полный комплекс услуг по проектированию и производству, которые можно быстро адаптировать к любым вашим требованиям при больших или малых объемах.
Влияние микроструктуры интерфейса на механические свойства паяных соединений бессвинцовых гибридных микросхем
PDF-версия также доступна для скачивания.
Кто
Люди и организации, связанные либо с созданием этого отчета, либо с его содержанием.
Какие
Описательная информация, помогающая идентифицировать этот отчет.Перейдите по ссылкам ниже, чтобы найти похожие предметы в Электронной библиотеке.
Когда
Даты и периоды времени, связанные с этим отчетом.
Статистика использования
Когда последний раз использовался этот отчет?
Взаимодействовать с этим отчетом
Вот несколько советов, что делать дальше.
PDF-версия также доступна для скачивания.
Ссылки, права, повторное использование
Международная структура взаимодействия изображений
Распечатать / Поделиться
Печать
Электронная почта
Twitter
Facebook
Tumblr
Reddit
Ссылки для роботов
Полезные ссылки в машиночитаемых форматах.
Ключ архивных ресурсов (ARK)
Международная структура взаимодействия изображений (IIIF)
Форматы метаданных
Изображений
URL
Статистика
Эрнандес, К.L .; Вианко, П. Т. и Рейент, Дж. А. Влияние микроструктуры интерфейса на механические свойства паяных соединений бессвинцовых гибридных микросхем. отчет, 1 августа 1998 г .; Альбукерке, Нью-Мексико. (https://digital.library.unt.edu/ark:/67531/metadc706357/: по состоянию на 16 сентября 2021 г.), Библиотеки Университета Северного Техаса, Цифровая библиотека UNT, https://digital.library.unt.edu; кредитование Департамента государственных документов библиотек ЕНТ.
Стандарты, обычно используемые в соединительной промышленности Великобритании
TWI Часто задаваемые вопросы
Электроника и полупроводниковые приборы (под пайку)
Общие
BS 3934
Механическая стандартизация полупроводниковых приборов
Часть 5: 1997 Рекомендации, относящиеся к автоматическому соединению лентой (TAB) интегральных схем
Идентично IEC 60191-5: 1997
Приведены рекомендации, применимые к интегральным схемам, поставляемым в корпусах, использующих ленточное автоматическое соединение (TAB) в качестве основного компонента для структурных функций и функций соединения.Стандарт применим к готовому компоненту, поставляемому производителем пользователю, и не определяет требований, касающихся интерфейса ИС с лентой (соединение внутреннего вывода или ILB).
BS EN 60191
Механическая стандартизация полупроводниковых приборов
Идентично IEC 60191
Часть 6: 2009 Общие правила подготовки габаритных чертежей корпусов полупроводниковых приборов поверхностного монтажа
В общих чертах описана подготовка габаритных чертежей полупроводниковых приборов для поверхностного монтажа, дополняющих части 1 и 3 стандарта EN 60191.Включены все дискретные полупроводники для устройств поверхностного монтажа с числом выводов больше или равным 8, а также интегральные схемы, классифицированные как форма E в разделе 3 EN 60191-4.
Часть 6-1: 2001 Механическая стандартизация полупроводниковых приборов. Общие правила подготовки эскизных чертежей корпусов полупроводниковых приборов для поверхностного монтажа. Руководство по проектированию выводов выводов типа “крыло чайки”
Требования к правилам конструирования пластиковых пакетов оконечной формы с выводами типа “крыло чайки”; е.g., QFP, SOP, SSOP, TSOP и т. д., которые являются упаковками, классифицированными как форма E в IEC 60191-4. Публикация предназначена для установления общих правил по форме выводов независимо от типа упаковки.
Часть 6-2: 2002 Механическая стандартизация полупроводниковых приборов. Общие правила подготовки эскизных чертежей корпусов полупроводниковых приборов для поверхностного монтажа. Руководство по проектированию корпусов шариковых и столбчатых клемм с шагом 1,50 мм, 1,27 мм и 1,00 мм
Требования к подготовке чертежей контуров интегральных схем для различных корпусов шаровых терминалов, e.грамм. сетка из керамических шариков (C-BGA), матрица из пластиковых шариков (P-BGA), матрица из ленточных шариков (T-BGA) и другие, а также клеммные блоки колонн, например керамическая сетка столбцов (C-CGA).
Часть 6-5: 2001 Механическая стандартизация полупроводниковых приборов. Общие правила подготовки эскизных чертежей корпусов полупроводниковых приборов для поверхностного монтажа. Руководство по проектированию решетки с мелким питчболом (FBGA)
Представлены общие габаритные чертежи и размеры для всех типов конструкций и составных материалов из мелкосерийной шариковой решетки (FBGA) с шагом выводов меньше или равным 0,80 мм и квадратным контуром корпуса корпуса.
Часть 6-6: 2001 Механическая стандартизация полупроводниковых приборов. Общие правила подготовки эскизных чертежей корпусов полупроводниковых приборов для поверхностного монтажа. Руководство по проектированию решетчатой решетки с мелким шагом (FLGA). Предлагаемая поправка к терминологии
Предусмотрены общие габаритные чертежи и размеры для всех типов конструкций и составных материалов из решетки с мелким шагом решетки (FLGA) с шагом выводов, меньшим или равным 0,80 мм, и квадратным контуром корпуса корпуса.
Часть 6-12: 2011 Общие правила подготовки габаритных чертежей корпусов полупроводниковых приборов поверхностного монтажа. Рекомендации по проектированию массива наземной сетки с мелким шагом (FLGA)
Предоставляются стандартные габаритные чертежи, размеры и рекомендуемые варианты для всех корпусов наземных решеток с мелким шагом (FLGA) с шагом выводов 0,8 мм или меньше.
Часть 6-13: 2007 (+ 2013 черновик) Механическая стандартизация полупроводниковых приборов. Рекомендации по проектированию гнезд с открытым верхом для решетки с мелким шагом шариковой решетки и решетки с мелким шагом (FBGA / FLGA)
Представлено руководство по проектированию полупроводниковых розеток с открытым верхом для решетки с мелким шагом шариковых решеток (FBGA) и наземных решеток с мелким шагом (FLGA).Стандарт предназначен для установления габаритных чертежей и размеров розетки открытого типа вне тестовых и обжиговых розеток, применяемых для FBGA и FLGA.
Часть 6-17: 2011 Механическая стандартизация полупроводниковых приборов. Общие правила подготовки эскизных чертежей корпусов полупроводниковых приборов для поверхностного монтажа. Руководство по дизайну для штабелированных пакетов. Решетка с мелким шагом шариков и решетка с мелким шагом (P-PFBGA и P-PFLGA)
Предоставляются габаритные чертежи и размеры для штабелируемых пакетов и отдельных штабелируемых пакетов в форме FBGA или FLGA.
Часть 6-18: 2010 Общие правила подготовки габаритных чертежей корпусов полупроводниковых приборов для поверхностного монтажа. Руководство по проектированию массива шариковых решеток (BGA)
Предоставляются стандартные габаритные чертежи, размеры и рекомендуемые варианты для всех корпусов решеток с квадратными шариками (BGA), шаг выводов которых составляет 1 мм или больше.
Часть 6-22: 2013 Общие правила подготовки габаритных чертежей корпусов полупроводниковых приборов поверхностного монтажа. Руководство по проектированию полупроводниковых корпусов.Кремниевый массив шариковых решеток с мелким шагом и кремниевый массив наземных решеток с мелким шагом (S-FBGA и S-FLGA)
Приведены общие чертежи и размеры, общие для структур корпусов на основе кремния и материалов корпусов массивов с шариковой решеткой (BGA) и корпусов с наземными решетками (LGA).
BS EN 61760
Технология поверхностного монтажа
Идентично IEC 61760
Часть 1: 2006 Стандартный метод спецификации компонентов поверхностного монтажа (SMD)
Указан эталонный набор условий процесса и соответствующих тестов, которые должны использоваться при детализации требований к компонентам для электронных компонентов, предназначенных для использования в технологии поверхностного монтажа.
Часть 2: 2007 Условия транспортировки и хранения устройств для поверхностного монтажа (SMD) – руководство по применению
Указаны условия транспортировки и хранения устройств для поверхностного монтажа (SMD), обеспечивающие бесперебойную работу устройств (активных и пассивных). (Условия для печатных плат не входят в стандарт.)
Часть 3: 2010 Стандартный метод спецификации компонентов для пайки оплавлением сквозных отверстий (THR)
Предоставляется справочный набор требований, условий процесса и соответствующих условий испытаний, которые должны использоваться при составлении спецификаций электронных компонентов, которые предназначены для использования в технологии пайки оплавлением через сквозные отверстия, чтобы гарантировать, что компоненты с выводами, предназначенными для оплавления через отверстия, и Компоненты для поверхностного монтажа могут подвергаться одинаковым процессам размещения и монтажа.
Часть 4: 2015 Классификация, упаковка, маркировка и обращение с устройствами, чувствительными к влаге
Определены методы классификации устройств, чувствительных к влаге, по уровням чувствительности к влаге, связанным с теплом пайки, а также положения по упаковке, маркировке и обращению. Стандарт распространяет методы классификации и упаковки на компоненты, где раньше это не требовалось или не считалось целесообразным. Для этих случаев указываются дополнительные уровни чувствительности к влаге и альтернативный метод упаковки.Стандарт распространяется на устройства, предназначенные для пайки оплавлением, такие как устройства для поверхностного монтажа, и устройства для сквозных отверстий со специальной документально подтвержденной поддержкой пайки оплавлением. Полупроводниковые приборы и устройства для пайки потоком (волной) не включены.
BS PD IEC / TS 62647
Управление процессами для авионики. Электронные системы для авиакосмической и оборонной промышленности, содержащие бессвинцовый припой
Идентично IEC / TS 62647
Часть 1: 2012 Бессвинцовый менеджмент
Цели и требования к процессам документирования, которые гарантируют клиентам и регулирующим органам, что аэрокосмические и высокопроизводительные электронные системы, содержащие бессвинцовый припой, отдельные детали и платы, будут удовлетворять применимым требованиям к рабочим характеристикам, надежности, летной годности, безопасности и удостоверяемость на протяжении указанного срока исполнения.
Часть 2: 2012 Смягчение вредного воздействия олова
Установлены процессы документирования мер по снижению вредного воздействия оловянной отделки в электронных системах. PAS применяется к аэрокосмическим и высокопроизводительным электронным приложениям, которые закупают оборудование, которое может содержать оловянную отделку, не содержащую свинца.
Часть 21: 2013 Управление программами. Руководство по системному проектированию для управления переходом на бессвинцовую электронику
Эта часть предназначена для помощи в управлении программами и / или в управлении системным проектированием в управлении переходом на бессвинцовую (бессвинцовую) электронику для обеспечения надежности и производительности продукта, и ее следует использовать вместе с частями 1 и 2.
Часть 22: Технические рекомендации 2013 г.
Техническое руководство предоставляется поставщиками аэрокосмических систем, например производители оригинального оборудования и средства технического обслуживания при разработке и внедрении проектов и процессов для обеспечения непрерывной работы, качества, надежности, безопасности, летной годности, контроля конфигурации, доступности, ремонтопригодности и поддержки высокопроизводительных аэрокосмических систем (далее именуемых AHP). во время и после перехода на бессвинцовую электронику.
ECSS-Q-ST-70-38C: 2008
Высоконадежная пайка для поверхностного монтажа и смешанная техника
Европейское сотрудничество в области космической стандартизации
Этот стандарт Европейского космического агентства (ESA) определяет технические требования и положения по обеспечению качества для производства и проверки высоконадежных электронных схем на основе устройств поверхностного монтажа (SMD) и смешанной технологии. Определены критерии приемки и отклонения высоконадежного изготовления схемных узлов для поверхностного монтажа и смешанной технологии, предназначенных для выдерживания нормальных земных условий, а также вибрационных перегрузок и условий окружающей среды, создаваемых космическим полетом.Он охватывает материалы, дизайн и качество изготовления; монтаж и поддержка компонентов, клемм и проводов для рабочих температур от -55 до +85 ° C. Специальные теплоотводы применяются к устройствам с высоким тепловыделением (например, температура перехода 110 ° C, силовые транзисторы), чтобы гарантировать, что паяные соединения не превышают 85 ° C.Расходные материалы
ASTM F72: 2006
Стандартные технические условия на золотую проволоку для соединения полупроводниковых выводов.
Изъято.Замена не требуется.
Круглые вытянутые / экструдированные золотые провода для электрических соединений внутренних полупроводниковых приборов закрыты. Провода доступны в четырех классификациях, а именно: проволока, модифицированная медью, проволока, модифицированная бериллием, высокопрочная проволока и проволока специального назначения. Провода должны быть проверены с помощью предложенных методов испытаний, и каждый класс должен соответствовать установленным требованиям к химическому составу, механическим свойствам (разрывная нагрузка и удлинение), размеру (диаметр и вес), а также качеству изготовления и отделке.Также должны проводиться испытания на скручивание, осевое скручивание и округлость проволоки.
ASTM F106-12
Стандартные спецификации для пайки присадочных металлов для электронных устройств
Спецификация охватывает требования к присадочным металлам, подходящим для пайки внутренних частей и других критических областей электронных устройств в неокисляющей атмосфере. Формы материала – лента, проволока, преформы и порошки. Предписанные элементы включают химический состав (на основе серебра и золота), информацию для заказа, механические свойства, размеры, допуски, отделку, испытания (на чистоту и разбрызгивание) и упаковку.Необязательное приложение включает руководство по классификации присадочных металлов вакуумного класса AWS, рекомендации по процедуре пайки, рабочие характеристики и применимость нескольких стандартных присадочных материалов
ASTM F487: 2013
Стандартные спецификации для тонкой проволоки из алюминия с 1% кремния для соединения полупроводниковых выводов
Проволока из алюминиевого сплава 1% кремния для полупроводниковых приборов. Связывание свинца ограничивается проволокой диаметром до 0,0020 дюйма (0,051 мм) включительно.Поверхность проволоки должна быть чистой, без следов масла для пальцев, остатков смазки, пятен и твердых частиц. Удлинение и разрывная нагрузка должны быть проверены на соответствие предписанным требованиям. Подробно описаны методы определения размеров проволоки; химические требования определены спектрографическим анализом.
BS EN 61190
Присоединительные материалы для электронного узла
Идентично IEC 61190
Часть 1-1: 2002 Требования к флюсам для пайки для высококачественных межсоединений в сборке электроники
Этот стандарт представляет собой документ о характеристиках флюса, контроле качества и закупках.Он определяет классификацию материалов для пайки, включая жидкую флюсовую пасту, пасту флюс, флюс для паяльной пасты, флюс для припоя для преформ и припой с флюсовой сердцевиной, посредством спецификаций методов испытаний и критериев контроля. Он предназначен для применения ко всем типам флюсов, используемых для пайки и, в частности, для пайки в электронике, особенно для высококачественных межсоединений при сборке электроники.
Часть 1-2: 2014 Требования к паяльным пастам для высококачественных межсоединений в сборке электроники
Требования к паяльной пасте описаны в общих чертах через определения свойств и спецификацию методов испытаний и критериев контроля.Стандарт применим ко всем типам паяльных паст, используемых для общей пайки и для пайки при сборке электроники, особенно для высококачественных соединений при сборке электроники.
Часть 1-3: 2007 + A1: 2011 (+ 2015 черновик) Требования к припоям для электроники, флюсовым и нефлюсовым твердым припоям для электронной пайки
Эта часть стандарта относится к припоям для электроники, флюсовым, нефлюсовым стержням, ленточным и порошковым припоям, кроме паяльной пасты.Требования и методы испытаний предписаны как для пайки электронных устройств, так и для специальных припоев для электроники.
IPC J-STD-004B: 2008 + A1: 2011
Требования к флюсам для пайки
Этот стандарт устанавливает общие требования к классификации и характеристике флюсов для высококачественных паяных соединений.
IPC J-STD-005A: 2012
Требования к паяльным пастам
Приведены общие требования к характеристикам и испытаниям паяльных паст, используемых для создания высококачественных электронных соединений.
IPC J-STD-006C: 2013
Требования к припоям для электроники, флюсовым и нефлюсовым твердым припоям для пайки электронных устройств
Описываются номенклатура, требования и методы испытаний припоев для электроники, флюсовых и нефлюсовых прутков, лент и порошковых припоев, для пайки электронных устройств и специальных припоев для электроники.
Вступление и персонал
BS EN 61191
Печатные платы в сборе
Идентично IEC 61191
Часть 1: 2013 (+ проект 2015 г.) Общая спецификация.Требования к паяным электрическим и электронным узлам с использованием поверхностного монтажа и связанных с ним технологий сборки
Установлены требования к материалам, методам и критериям проверки для производства качественных паяных межсоединений и сборок с использованием технологий поверхностного монтажа и связанных с ними технологий сборки. Также включены рекомендации по правильному производственному процессу.
Часть 2: 2013 г. (+ проект 2015 г.) Спецификация в разрезе. Требования к паяным узлам для поверхностного монтажа
Установлены требования к паяным соединениям для поверхностного монтажа.Требования относятся к тем узлам, которые полностью устанавливаются на поверхность, или к частям, устанавливаемым на поверхность, к тем узлам, которые включают другие связанные технологии (например, сквозное отверстие, монтаж микросхемы, монтаж клемм и т. Д.).
Часть 3: 1999 г. (+ проект 2015 г.) Спецификация в разрезе. Требования к паяным узлам для сквозного монтажа
Установлены требования к сборке выводов и отверстий под пайку. Требования относятся к тем сборкам, которые являются полностью выводными и отверстиями, технологией монтажа в сквозные отверстия (THT) или частями THT тех сборок, которые включают другие связанные технологии (т.е. поверхностный монтаж, монтаж микросхемы, клеммный монтаж).
Часть 4: 1999 г. (+ проект 2015 г.) Спецификация в разрезе. Требования к клеммным паяным узлам
Установлены требования к клеммным паяным узлам. Требования относятся к тем сборкам, которые полностью представляют собой соединительные конструкции между клеммами и проводами, или к частям клемм и проводов тех сборок, которые включают другие связанные технологии (например, поверхностный монтаж, монтаж в сквозное отверстие, монтаж микросхемы).
BS EN 61192
Требования к качеству изготовления паяных электрических сборок
Идентично IEC 61192
Часть 1: 2003 Общие
Указаны общие требования к производству, обращению и качеству изготовления паяных электронных сборок на печатных платах и аналогичных слоистых материалах, прикрепленных к поверхности (ам) органических подложек.Он охватывает требования к применению стандартных, предпроцессорных мероприятий, подготовке компонентов, монтажной конструкции и подготовке печатной платы, нанесению паяльной пасты для поверхностного монтажа, нанесению и отверждению непроводящего клея, размещению компонентов для поверхностного монтажа, вставке компонентов в сквозные отверстия, размещение клемм и запрессованных контактов, пайка оплавлением, пайка погружением, индивидуальная точечная пайка, чистка, электрические испытания, доработка и ремонт, защитные покрытия, упаковка, отгрузка и обучение.
Часть 2: 2003 Узлы поверхностного монтажа
Этот британский стандарт определяет общие требования к производству, обращению и обработке паяных, монтируемых на поверхность электронных сборок и многокристальных модулей на органических подложках, печатных платах и подобных ламинатах, прикрепленных к поверхности (-ям) неорганических подложек. Он охватывает требования по применению стандарта, подготовке компонентов, нанесению паяльной пасты, нанесению непроводящего клея, временной маскировке, размещению компонентов, доработке после размещения, отверждению клея, пайке, очистке, размещению вручную и пайке, а также электрическому тестированию.
Часть 3: 2003 Узлы крепления в сквозное отверстие
Приведены общие требования к качеству изготовления паяных узлов для монтажа в сквозные отверстия на органических подложках, печатных платах и аналогичных ламинатах, прикрепленных к поверхности (-ям) неорганических подложек. Он применяется к сборкам, которые представляют собой полностью сквозные или смешанные сборки, включая поверхностный монтаж или другие связанные технологии сборки, например клеммы, провода.
Часть 4: 2003 Клеммные блоки
Приведены общие требования к качеству изготовления узлов с пайкой выводов на органических подложках, печатных платах и аналогичных ламинатах, прикрепленных к поверхности (-ям) неорганических подложек.Он применяется к сборкам, которые являются полностью терминальными или смешанными сборками, включая поверхностный монтаж или другие связанные технологии сборки, например сквозное отверстие, провода.
Часть 5: 2007 Переделка, доработка и ремонт паяных электронных узлов
Приведены информация и требования, применимые к процедурам модификации, переделки и ремонта паяных электронных сборок. Рассмотрены конкретные процессы, используемые для производства паяных электронных сборок, когда компоненты прикрепляются к печатным платам и к соответствующим частям получаемых продуктов, а также действия, которые могут составлять часть работы по сборке продуктов со смешанной технологией.
BS PD IEC / PAS 61249-8-5: 2014
Квалификация и технические характеристики перманентной паяльной маски и материалов гибкого покрытия
Идентично IPC-SM-840E: 2010
Требования к – оценке паяльной маски и покровных материалов; соответствие свойств паяльной маски и материала покрытия; аттестация паяльной маски и материала покрытия с помощью соответствующей тестовой подложки; квалификационная оценка паяльной маски и покровного материала в сочетании с производственным процессом печатной платы – установлена.
BS PD IEC / TS 62647
Управление процессами для авионики. Электронные системы для авиакосмической и оборонной промышленности, содержащие бессвинцовый припой
Идентично IEC / TS 62647
Часть 23: 2013 Руководство по переделке и ремонту для устранения последствий использования бессвинцовой электроники и смешанных сборок
Технический опыт, руководство по закупкам, инженерные процедуры и руководства для оказания помощи организациям в переделке / ремонте аэрокосмических и высокопроизводительных электронных систем, независимо от того, были ли они собраны или ранее переработаны / отремонтированы с использованием традиционных сплавов, таких как SnPb или бессвинцовые сплавы, или комбинации предусмотрены как припои, так и обработка поверхности.PAS содержит обзор известных воздействий и проблем, процессов доработки / ремонта, сфокусированный на предоставлении технической структуры, позволяющей специалисту по ремонту выполнить задачу.
ECSS-Q-ST-70-08C: 2009
Ручная пайка высоконадежных электрических соединений
Европейское сотрудничество в области космической стандартизации
Этот стандарт Европейского космического агентства определяет технические требования и положения по обеспечению качества для производства и проверки паяных вручную высоконадежных электрических соединений.Определены критерии приемки и отклонения электрических соединений, предназначенных для выдерживания нормальных земных условий, а также вибрационных перегрузок и условий окружающей среды, создаваемых космическим полетом. Документ описывает инструменты, подходящие материалы, дизайн и качество изготовления. Проверка сборок для ручной пайки, не описанных в этом стандарте, выполняется с помощью испытаний на вибрацию и термоциклирование. Приведены требования к поверке. Монтаж и поддержка компонентов, клемм и проводов для рабочих температур от -55 до +85 град.C. прописаны. Для температур, выходящих за пределы этого нормального диапазона, проводятся специальные конструкторские, проверочные и квалификационные испытания, чтобы гарантировать необходимую устойчивость к окружающей среде. Специальные теплоотводы применяются к устройствам с высоким тепловыделением (например, температура перехода 110 ° C, силовые транзисторы), чтобы гарантировать, что паяные соединения не превышают 85 ° C.
ECSS-Q-ST-70-28C: 2008
Ремонт и модификация печатных плат в сборе для использования в космосе
Европейское сотрудничество в области космической стандартизации
В этом стандарте Европейского космического агентства подробно описаны требования и процедуры ремонта и модификации, необходимые для поддержания строгих стандартов, установленных заказчиком для производства и сборки печатных плат космического качества.Он ограничивается ремонтом и модификацией односторонних, двусторонних и многослойных печатных плат.
IPC-6012D: 2015
Квалификационные и эксплуатационные характеристики жестких печатных плат
Установлены и определены квалификационные и эксплуатационные требования для изготовления жестких печатных плат.
IPC-6012DS: 2015 Приложение для космической и военной авионики к IPC-6012D
IPC-7711B / 7721B: 2007 (+ Amd: 2007, 2014)
Переделка, доработка и ремонт электронных узлов
Приведены процедуры ремонта и переделки печатных плат в сборе, которые включают расширенное покрытие для бессвинцовых процессов, а также дополнительные инструкции по проверке таких операций, как ремонт, которые могут не иметь других опубликованных критериев.
IPC-CM-770E: 2004
Рекомендации по монтажу компонентов печатной платы
В руководстве обсуждаются общие рекомендуемые инструкции по сборке, а также конкретные типы упаковки. Детали описаны подробно, и в каждом разделе описаны особенности, влияющие на класс детали. Приведенные описания и классификации обычно используются в промышленности применительно к военным и коммерческим приложениям.
Качество
BS EN 61191
Печатные платы в сборе
Идентично IEC 61191
Часть 1: 2013 (+ проект 2015 г.) Общая спецификация.Требования к паяным электрическим и электронным узлам с использованием поверхностного монтажа и связанных с ним технологий сборки
Определены требования к материалам, методам и критериям проверки для производства качественных паяных межсоединений и сборок с использованием технологий поверхностного монтажа и связанных с ними технологий сборки. Включены рекомендации по правильному производственному процессу.
BS EN 61193
Системы оценки качества
Идентично IEC 61193
Часть 1: 2002 Регистрация и анализ дефектов на печатных платах
Определены методы регистрации и анализа дефектов на паяных печатных платах.Последние позволяют эффективно сравнивать производительность между продуктами, процессами и производственными площадками и служат основой для общего улучшения качества. Указан сбор данных о дефектах в двух категориях. Категория 1 ppm: предоставление данных для целей регистрации, позволяющих сравнить общую производительность сборочных операций, и Категория 2 ppm: предоставление данных для оценки, анализа и контроля отдельных подпроцессов.
Часть 2: 2007 Выбор и использование планов выборочного контроля для проверки электронных компонентов и корпусов
Охватывается проверка электронных компонентов, корпусов и модулей для использования в электронном и электрическом оборудовании.Планы выборочного контроля указываются для проверки по атрибутам в предположении, что приемочное число равно нулю (Ac = 0), включая критерии для отбора образцов и процедуры. Предоставляется метод расчета ожидаемого значения статистически подтвержденного предела качества (SVQL) с уровнем достоверности 60%. Помимо прочего, этот метод можно использовать для проверки эффективности управления процессами поставщика.
Часть 3: 2013 Выбор и использование планов выборочного контроля для конечного продукта печатного картона и ламината, а также аудит в процессе производства
Устанавливаются планы выборочного контроля для проверки по атрибутам, включая критерии выбора плана выборочного контроля и процедуры реализации для печатного картона и ламината конечного продукта, а также аудит в процессе производства.Эти принципы позволяют использовать различные планы выборочного контроля, которые могут применяться к отдельному атрибуту или набору атрибутов в соответствии с классификацией важности в отношении формы, соответствия и функции.
IPC-A-600J: 2016
Приемлемость печатных плат
Описываются предпочтительные, приемлемые и несоответствующие условия, которые наблюдаются на печатных платах снаружи или изнутри, и визуальная интерпретация минимальных требований, изложенных в различных спецификациях печатных плат, e.грамм.; Приведены серии IPC-6010, J-STD-003 и т. Д.
IPC-A-610F: 2014 (+ Amd.1: 2015)
Приемлемость электронных узлов
Этот стандарт представляет собой набор требований приемлемости визуального качества для электронных сборок.
IPC J-STD-001F: 2014 + A1: 2015
Требования к паяным электрическим и электронным узлам
Этот документ признан во всем мире как единственный отраслевой стандарт, охватывающий материалы и процессы для пайки.Версия E включает поддержку бессвинцового производства, а также более простые для понимания критерии для материалов, методов и проверки для производства качественных паяных межсоединений и сборок. Включены требования для всех трех классов строительства.
Тестирование
ASTM F458: 2013
Стандартная практика неразрушающего контроля растяжения проводных соединений
Эта практика охватывает неразрушающий контроль отдельных соединений проводов, выполненный ультразвуковыми методами, методами термического сжатия или термозвуком.Испытание разрушительно для неприемлемых проводных соединений, но разработано таким образом, чтобы избежать повреждения приемлемых проводных соединений. Примечание: термин «проволочное соединение» включает в себя все межсоединение: как сварные швы, так и промежуточный участок проводов. Покрываются соединения проводов, выполненные из проволоки малого диаметра (от 0,0007 до 0,003 дюйма (от 18 до 76 микрометров), используемой в интегральных схемах и гибридных микросхемах).
ASTM F459: 2013
Стандартные методы испытаний для измерения прочности на разрыв соединений проводов микроэлектроники
Описаны методы испытаний для определения прочности на разрыв ряда проволочных скреплений.Предоставлены инструкции по изменению методов для использования в качестве метода рефери. Эти методы можно использовать для проволочных соединений, выполненных из проволоки диаметром от 0,0007 до 0,003 дюйма (от 18 до 76 микрометров). Примечание: термин «проволочное соединение» включает в себя все межсоединение: как сварные швы, так и промежуточный участок проводов.
ASTM F584: 2006e1
Стандартная практика визуального осмотра соединительного провода полупроводникового вывода
Извлечено. Замена не требуется.
Определены условия неразрушающего визуального контроля качества поверхности намотанной алюминиевой и золотой проволоки, используемой для внутренних соединений полупроводниковых приборов и гибридных микроэлектронных соединений.
ASTM F1269: 2013
Методы испытаний шаровых соединений на разрушающий сдвиг
Представлены методы испытаний для определения прочности на сдвиг ряда шаровых соединений, выполненных либо термическим сжатием, либо термозвуковыми методами. Методы испытаний охватывают шаровые соединения, изготовленные из проволоки малого диаметра (от 18 до 76 микрон (0,0007 до 0,003 дюйма), используемой в интегральных схемах и гибридных микроэлектронных сборках, и могут использоваться только в том случае, если высота и диаметр шарика достаточно велики и соседние мешающие структуры расположены достаточно далеко, чтобы обеспечить подходящее размещение и зазор (над контактной площадкой и между соседними связями) поршня для испытания на сдвиг.
ASTM F1995: 2013
Стандартный метод испытаний для определения прочности на сдвиг связи между устройством для поверхностного монтажа (SMD) и подложкой в мембранном переключателе
Указан метод испытаний для определения прочности материалов на сдвиг и процедуры, используемые для присоединения устройств поверхностного монтажа (SMD) к схеме мембранного переключателя. Испытание в основном используется для определения требований к отверждению проводящего клея и / или заполнителя, и его следует проводить перед герметизацией. Его также можно использовать для демонстрации силы сдвига с инкапсуляцией.
ASTM F3147: 2015
Стандартный метод испытаний для оценки надежности соединений устройств поверхностного монтажа (SMD) на гибкой цепи с помощью изгиба катящейся оправки
Указаны средства тестирования готового соединения устройства поверхностного монтажа (SMD) на прочность сцепления и совместимость с межслойными напряжениями. Завершенный стык SMD включает в себя; SMD (светодиоды, резисторы и т. Д.), Красящая поверхность PTF (обычно серебряная), проводящий клей (обычно серебряный), компаунд для разметки (непроводящий) и герметик (непроводящий).
BS EN 60068
Экологические испытания
Идентично IEC 60068
Часть 2-20: 2008 Тест T. Методы испытаний на паяемость и стойкость к нагреву при пайке устройств с выводами
Испытания представлены для определения способности выводов компонентов и печатных схем легко смачиваться, а также для проверки того, что сам компонент не будет поврежден в процессе пайки сборки.
Часть 2-54: Тесты 2006 г. Тест Та. Проверка паяемости электронных компонентов методом баланса смачивания
В этой части стандарта IEC 60068 описывается тест Ta, метод баланса смачивания паяльной ванны, применимый к любой форме выводов компонентов для определения способности к пайке.Он особенно подходит для эталонных испытаний и для компонентов, которые не могут быть количественно протестированы другими методами. (Для устройств поверхностного монтажа (SMD) должен применяться IEC 60068-2-69, если он подходит.) Этот стандарт обеспечивает стандартные процедуры для припоев, содержащих свинец (Pb), и для бессвинцовых припоев.
Часть 2-58: Тесты 2015 г. Тест Td. Методы испытаний на паяемость. Стойкость к растворению металлизации и высокой температуре пайки устройств поверхностного монтажа (SMD)
Применимо к устройствам поверхностного монтажа (SMD), которые предназначены для установки на подложки.Стандартные процедуры для припоев, содержащих свинец (Pb), и для бессвинцовых припоев предусмотрены вместе с процедурами для определения паяемости и стойкости к нагреву припоя для бессвинцовых припоев, а также процедур для определения паяемости, растворения металлизации и сопротивления. тепла припоя к припоям, которые являются эвтектическими или близкими к эвтектическим припоям на основе олова и свинца. Процедуры в этом стандарте включают метод паяльной ванны и метод оплавления. Целью настоящего стандарта является обеспечение соответствия пайки выводов или выводов компонента применимым требованиям к паяным соединениям IEC 61191-2 с использованием каждого из методов пайки, указанных в IEC 61760-1.Кроме того, предусмотрены методы испытаний, чтобы убедиться, что корпус компонента может выдерживать тепловую нагрузку, которой он подвергается во время пайки.
Часть 2-69: 2007 (+ проект 2014 г.) Испытания. Test Te. Испытание паяемости электронных компонентов для технологии поверхностного монтажа методом баланса смачивания
Дается описание двух методов баланса смачивания (ванна припоя и шарик припоя) для количественного определения паяемости выводов на устройствах поверхностного монтажа. Оба метода применимы к компонентам с металлическими выводами и металлизированными площадками для пайки.Охватываемые темы включают: общее описание метода; описание испытательной установки; подготовка образцов; состав припоя и флюса; процедуры тестирования; условия испытаний; представление результатов; и информация должна быть предоставлена в соответствующей спецификации. Спецификация оборудования и использование весов смачивания для испытаний паяемости устройств поверхностного монтажа (SMD) описаны в приложениях.
Часть 2-83: Тесты 2011. Test Tf: Испытание паяемости электронных компонентов для устройств поверхностного монтажа (SMD) методом баланса смачивания с использованием паяльной пасты
Приведены методы сравнительного исследования смачиваемости металлических выводов или металлизированных выводов SMD паяльными пастами.Данные, полученные с помощью этих методов, не предназначены для использования в качестве абсолютных количественных данных для целей проверки соответствия требованиям.
BS EN 60512
Разъемы для электронного оборудования. Тесты и измерения
Идентично IEC 60512
Часть 12-1: 2006 Испытания пайки. Тест 12а. Паяемость. Смачивание, метод паяльной ванны
Подробно описан стандартный метод испытаний для оценки паяемости выводов разъема, предназначенного для использования с печатными платами или для других приложений, использующих аналогичные методы пайки.
Часть 12-2: 2006 Испытания пайки. Тест 12b. Паяемость. Смачивание, метод паяльника
Подробно описан стандартный метод испытаний для оценки паяемости выводов разъема, которые предназначены для пайки паяльником, и метод испытания в паяльной ванне согласно IEC 60512-12-1 не подходит.
Часть 12-3: 2006 Испытания пайки. Тест 12c. Паяемость. Обезвоживание
Определен стандартный метод испытаний для оценки способности выводов соединителя оставаться покрытыми припоем при контакте с расплавленным припоем в определенных условиях.
Часть 12-4: 2006 Испытания пайки. Тест 12д. Паяемость. Устойчивость к высокой температуре пайки. Метод паяльной ванны
Подробно описан стандартный метод испытаний для оценки способности разъема выдерживать нагревательные нагрузки, возникающие при операции массовой пайки.
Часть 12-5: 2006 Испытания пайки. Тест 12д. Устойчивость к высокой температуре пайки. Паяльник методом
Подробно описан стандартный метод испытаний для оценки способности разъема выдерживать нагревательные нагрузки, создаваемые паяльником.
Часть 12-6: 1997 Испытания пайки. Тест 12f. Защита от флюса и чистящих растворителей при машинной пайке
Целью данного испытания является подробное описание стандартного метода испытаний для проверки эффективности герметизации компонента от флюса и чистящих растворителей в процессе машинной пайки. Результаты этого теста могут не быть активными для других потоков; например пенный флюс с пониженным содержанием смол, другие методы флюсования и очистки, как указано в данном документе.
Часть 12-7: 2001 Испытания пайки.Тест 12г. Паяемость. Метод баланса смачивания
Эта спецификация определяет стандартный метод испытаний для оценки паяемости выводов компонента, предназначенного для использования с печатными платами или другими приложениями, использующими аналогичные методы пайки.
BS EN 60749
Полупроводниковые приборы. Методы механических и климатических испытаний
Идентично IEC 60749
Часть 15: 2010 Стойкость к температуре пайки для устройств, монтируемых в сквозное отверстие
Описан тест, используемый для определения того, могут ли герметизированные твердотельные устройства, используемые для монтажа в сквозные отверстия, выдерживать воздействие температуры, которой они подвергаются во время пайки их выводов с помощью пайки волной припоя или паяльника.
Часть 20: 2009 Устойчивость SMD в пластиковом корпусе к комбинированному воздействию влаги и тепла пайки
Предусмотрено средство оценки стойкости к теплу пайки полупроводников, упакованных в пластмассовые герметизированные устройства для поверхностного монтажа (SMD). Этот тест разрушительный
Часть 20-1: 2009 Обращение, упаковка, маркировка и транспортировка устройств поверхностного монтажа, чувствительных к комбинированному воздействию влаги и тепла пайки
Предоставляются стандартизированные методы обработки, упаковки, транспортировки и использования SMD, чувствительных к влаге / оплавлению, которые были классифицированы до уровней, определенных в BS EN 60749-20.Эти методы направлены на предотвращение повреждений в результате поглощения влаги и воздействия температур оплавления припоя, которые могут привести к снижению производительности и надежности. Стандарт распространяется на все негерметичные корпуса SMD, которые подвергаются пайке оплавлением и подвергаются воздействию окружающего воздуха.
Часть 21: 2011 Паяемость
Устанавливается стандартная процедура определения паяемости выводов корпуса устройства, которые предназначены для соединения с другой поверхностью с использованием оловянно-свинцового (SnPb) или бессвинцового (Pb-бессвинцового) припоя для крепления.
Часть 22: 2003 Прочность сцепления
Эта спецификация применяется к полупроводниковым устройствам (дискретным устройствам и интегральным схемам) и измеряет прочность связи или определяет соответствие указанным требованиям к прочности связи.
BS EN 61189
Методы испытаний электрических материалов, соединительных конструкций и узлов
Идентично IEC 61189
Часть 1: 1997 (+ A1: 1998; A2: 2002) Общие методы и методология испытаний
Представлен каталог методов испытаний, представляющих методологии и процедуры, которые могут быть применены к испытательным материалам, используемым для изготовления структур межсоединений (печатных плат) и сборок.
Часть 2: 2006 Методы испытаний материалов для соединительных конструкций
Представлен каталог методов испытаний, представляющих методологии и процедуры, которые могут быть применены к испытательным материалам, используемым для изготовления структур межсоединений (печатных плат) и сборок.
Часть 3: 2008 Методы испытаний соединительных конструкций (печатных плат)
Представлен каталог методов испытаний, представляющих методологии и процедуры, которые могут быть применены к испытательным материалам, используемым для изготовления структур межсоединений (печатных плат) и сборок.
Часть 5: 2008 Методы испытаний печатных плат в сборе
Указаны методы испытаний паяльных флюсов, используемых при изготовлении узлов печатных плат.
Часть 5-2: 2015 Методы испытаний сборок печатных плат: Паяльный флюс
Указаны методы испытаний на прочность материалов и / или компонентов для сборок печатных плат, независимо от способа их изготовления.
Часть 5-3: 2015 Методы испытаний печатных плат.Паяльная паста
Указаны методы испытаний паяльных паст, используемых при изготовлении узлов печатных плат.
Часть 5-4: 2015 Методы испытаний печатных плат. Сплавы припои и проволока сплошная флюсовая и нефлюсовая
Указаны методы испытаний припоев, флюсовых и нефлюсовых сплошных проволок, используемых при изготовлении узлов печатных плат.
Часть 6: 2006 Методы испытаний материалов, используемых при производстве электронных сборок
Представлен каталог методов испытаний, представляющих методологии и процедуры, которые могут быть применены к материалам, используемым при производстве электронных сборок.
Часть 11: 2013 Измерение температуры плавления или диапазонов температур плавления припоев
Описывается метод измерения диапазонов плавления припоев, которые в основном используются для электромонтажа электрического оборудования, оборудования связи и других устройств, а также для соединения компонентов.
BS EN 61191
Печатные платы в сборе
Идентично IEC 61191-6
Часть 6: 2010 Критерии оценки пустот в паяных соединениях BGA и LGA и методы измерения
Указаны критерии оценки пустот по шкале срока службы в тепловом цикле и метод измерения пустот с помощью рентгеновского наблюдения.Стандарт применим к пустотам, образовавшимся в паяных соединениях BGA и LGA, припаянных на плате, а не к самому корпусу BGA до его сборки на плате. Стандарт распространяется на стыки, выполненные путем плавления и повторного затвердевания, такие как устройства с перевернутыми кристаллами и многочиповые модули, в дополнение к BGA и LGA, но не к стыкам с недозаливанием между устройством и платой или к паяным стыкам внутри пакет устройства. Макропустоты от 10 до нескольких сотен микрометров, образующиеся в паяном соединении, но не меньшие пустоты (обычно плоские микропустоты) размером менее 10 микрометров в диаметре.
BS EN 62047
Полупроводниковые приборы. Микро-электромеханические устройства
Идентично IEC 62047
Часть 9: 2011 Измерение прочности связи между пластинами для MEMS
Описаны метод измерения прочности соединения пластины с пластиной, тип процесса соединения, такой как соединение кремния с кремнием плавлением, анодное соединение кремния со стеклом и т. Д., А также применимый размер структуры во время обработки / сборки МЭМС. Применимая толщина пластины находится в диапазоне от 10 микрон до нескольких миллиметров.
Часть 13: 2012 Методы испытаний на изгиб и сдвиг для измерения прочности сцепления для МЭМС-структур
Указан метод испытания на адгезию между микроэлементами и подложкой с использованием столбчатой формы образцов. Стандарт может применяться для измерения прочности сцепления микроструктур, приготовленных на подложке, шириной и толщиной от 1 мкм до 1 мм, соответственно, и определяет метод испытания адгезии для микроэлементов с целью оптимального выбора материалов и обработки. условия для устройств MEMS.
BS EN 62137: 2004
Экологические испытания и испытания на долговечность. Методы испытаний плат для поверхностного монтажа корпусов с массивом областей FBGA, BGA, FLGA, LGA, SON и QFN
Заменено BS EN 62137-4: 2014; Идентично IEC 62137: 2004
BS EN 62137
Технология поверхностного монтажа. Методы экологических испытаний и испытаний на долговечность паяного соединения для поверхностного монтажа
Идентично IEC 62137
Часть 1-1: 2007 Испытание на разрывное усилие
Описан метод испытаний, применимый к компонентам поверхностного монтажа свинца «крыло чайки».Метод разработан для испытания и оценки выносливости паяного соединения между выводами компонентов и контактами с подложкой с помощью механического напряжения отрывающего типа. Испытание подходит для оценки влияния повторяющихся изменений температуры на прочность паяного соединения между выводами компонентов и контактами с подложкой.
Часть 1-2: 2007 Испытание на прочность на сдвиг
Описан метод испытаний безвыводных компонентов для поверхностного монтажа и разъемов для поверхностного монтажа, к которым испытание на растяжение не применимо (многожильные компоненты и выводы типа “крыло чайки” не включены).Метод разработан для испытания и оценки выносливости паяного соединения между выводами компонентов и посадками на подложку посредством механического напряжения сдвига и используется для оценки влияния повторяющихся изменений температуры на прочность паяных соединений. между клеммами и приземляется на подложку.
Часть 1-3: 2009 Циклическое испытание на падение
Описывается метод испытания паяных соединений между выводами устройств поверхностного монтажа (SMD) и контактными площадками на печатных монтажных платах (PWB).В ходе испытания оценивается прочность паяных соединений многополюсных компонентов большего размера и других компонентов в устройствах (например, портативных мобильных устройствах) в случае падения устройства. Свойства паяных соединений (например, припой, подложка, смонтированное устройство или конструкция и т. Д.) Оцениваются, чтобы помочь улучшить прочность паяных соединений.
Часть 1-4: 2009 Испытание на циклический изгиб
Описанный метод тестирования применим к компонентам для поверхностного монтажа с тонкой и широкой базовой плоскостью, таким как QFP и BGA.Он оценивает долговечность паяных соединений между выводами компонентов и контактами на подложке путем циклического изгиба подложки, а также влияние повторяющихся механических нагрузок, таких как нажатие клавиш в сотовых телефонах, прочность паяного соединения между выводами компонентов и приземлений. субстрат. Оценка требует, чтобы компонент для поверхностного монтажа был установлен на подложку пайкой оплавлением, затем подложку циклически изгибают на определенную глубину до тех пор, пока не произойдет разрушение паяных соединений.Свойства паяных соединений (например, припой, подложка, смонтированное устройство или конструкция и т. Д.) Оцениваются, чтобы способствовать повышению прочности соединения.
Часть 1-5: 2009 Испытание на усталость при механическом сдвиге
Описан метод, применяемый к корпусам с матричными матрицами, таким как BGA, для проверки и оценки усталостной долговечности паяного соединения между выводами компонентов и контактами на подложке разъемов для поверхностного монтажа. Компонент для поверхностного монтажа монтируется на подложку пайкой оплавлением, и к паяным соединениям прикладывается циклическая механическая деформация сдвига до тех пор, пока не произойдет разрушение.После общего введения подробно описываются испытательное оборудование и материалы, использующие процесс пайки оплавлением, и состав припоя в диапазоне Sn, 3-4% Ag, 0,5-1% Cu. Определена сборка испытательного образца. Изложены условия и процедуры испытания на сдвиг. Перечислены данные для включения в отчеты об испытаниях и спецификации продукта.
Часть 3: 2012 Технология сборки электроники. Руководство по выбору методов испытаний на окружающую среду и долговечность для паяных соединений
Описана методология выбора подходящего метода испытаний для проверки надежности паяных соединений различных форм и типов устройств поверхностного монтажа (SMD), устройств матричного типа и устройств с выводами, а также устройств с вводом выводов, использующих различные типы сплавов припоя. .
Часть 4: 2014 Методы испытаний на износостойкость паяных соединений устройств поверхностного монтажа корпусного типа с площадкой
Указан метод испытаний для оценки стойкости к термомеханической нагрузке паяных соединений в корпусах типа площадных массивов, установленных на печатных монтажных платах. Стандарт распространяется на полупроводниковые устройства для поверхностного монтажа с корпусами типа площадных массивов (FBGA, BGA, FLGA и LGA), включая корпуса с оконечными устройствами для периферийных устройств (SON и QFN), которые предназначены для использования в промышленном и бытовом электрическом или электронном оборудовании.
BS EN 62739
Метод испытания на эрозию оборудования для пайки волной припоя с использованием расплавленного бессвинцового припоя
Идентично IEC 62739
Часть 1: 2013 Метод испытаний на эрозию металлических материалов без обработки поверхности
Указан метод испытаний для оценки эрозии металлических материалов без обработки поверхности, предназначенный для использования в оборудовании для бессвинцовой пайки волной припоя, таком как паяльные ванны и другие компоненты, которые контактируют с расплавленным припоем.
Часть 2: 2016 Метод испытаний на эрозию металлических материалов без обработки поверхности
Подробно описан метод испытаний для оценки эрозии расплавленным припоем металлических материалов с обработкой поверхности, предназначенный для изготовления паяльных ванн и другого оборудования для бессвинцовой пайки волной припоя при бессвинцовой пайке. Стандарт направлен на предотвращение несчастных случаев или пожаров путем прогнозирования настройки и срока службы подходящего цикла обслуживания.
BS ISO 16525
Клеи. Методы испытаний изотропных электропроводящих клеев
Часть 1: 2014 Общие методы испытаний
Указаны общие методы испытаний изотропных электропроводящих клеев, используемых при электромонтаже, присоединении полупроводников к матрице и поверхностной сборке печатных плат.
Часть 2: 2014 Определение электрических характеристик для использования в электронных узлах
Указаны методы испытаний изотропных электропроводящих адгезивов, используемых при электромонтаже, прикреплении штампов и поверхностной сборке печатных плат электронных устройств. Методы испытаний сосредоточены на объемном и межфазном контактном сопротивлении.
Часть 3: 2014 Определение теплопередающих свойств
Методы испытаний свойств теплопередачи, таких как эффективная теплопроводность и термическое сопротивление, методом стационарного сравнительного продольного теплового потока (метод SCHF) с использованием образца картриджного типа для изотропных электропроводящих клеев, используемых в проводке, креплении матрицы и поверхности сборки указаны.
Часть 4: 2014 Определение прочности на сдвиг и электрического сопротивления с использованием жестких и жестких соединенных узлов
Описываются методы испытаний с использованием миниатюрных образцов для определения прочности на сдвиг и электрического сопротивления клеевого соединения, состоящего из изотропных электропроводящих клеев и жестких клеев в заданных условиях.
Часть 5: 2014 Определение усталости от сдвига
Описаны методы испытаний с использованием миниатюрных образцов для измерения усталости при сдвиге клеевого соединения, состоящего из изотропных электропроводящих клеев и жестких соединений в заданных условиях.
Часть 6: 2014 Определение сдвига маятникового типа
Указаны методы маятниковых испытаний на ударную вязкость изотропных электропроводящих клеев, используемых при креплении компонентов изделий на подложках.
Часть 7: 2014 Методы экологических испытаний
Указаны методы испытаний на воздействие окружающей среды (холод, сухое тепло, влажное тепло и изменение температуры) для изотропных электропроводящих клеев, используемых при поверхностной сборке печатных плат электронных устройств.
Часть 8: 2012 Методы испытаний на электрохимическую миграцию
Указаны методы испытаний для подтверждения наличия электрохимической миграции в электрически изотропных проводящих адгезивах при высокой температуре и влажности. Также определяется электрическое сопротивление.
Часть 9: 2014 Определение характеристик высокоскоростной передачи сигнала
Указаны методы испытаний для исследования характеристик высокоскоростной передачи сигнала в скрепленных частях изотропного электропроводящего клея, который соединяет выводы устройства поверхностного монтажа (SMD), и узоры контактной сетки печатной платы.Также исследуются характеристики разводки с изотропным электропроводящим клеем, который может быть нанесен на печатную плату.
BS PD IEC / TS 62647
Управление процессами для авионики. Электронные системы для авиакосмической и оборонной промышленности, содержащие бессвинцовый припой
Идентично IEC / PAS 62647
Часть 3: 2014 Тестирование производительности систем, содержащих бессвинцовый припой и покрытия
Оцениваются механизмы отказов в электронных продуктах, содержащих бессвинцовый (бессвинцовый) припой, посредством тестирования рабочих характеристик.PAS применим к продуктам на всех этапах перехода на бессвинцовый (бессвинцовый) припой, включая продукты, разработанные и аттестованные с использованием традиционных оловянно-свинцовых электронных компонентов, материалов и процессов сборки, и которые проходят переквалификацию с использованием компонентов, не содержащих свинца (Pb-free); продукты с оловянно-свинцовым исполнением, переходящие на бессвинцовый (бессвинцовый) припой; и новые продукты с бессвинцовым (бессвинцовым) припоем.
IEC 62047
Полупроводниковые приборы. Микро-электромеханические устройства
Часть 25: 2016 Технология изготовления МЭМС на основе кремния.Метод измерения силы натяжения и сдвига в зоне микрокрепления
Определяется метод испытаний на месте для измерения прочности соединения в области микропривязки, которая создается с помощью технологий микрообработки, используемых в кремниевых микроэлектромеханических системах (MEMS).IPC-SM-785: 1992
Рекомендации по ускоренному тестированию надежности припоев для поверхностного монтажа
Приведены рекомендации по ускоренному тестированию надежности припоя для поверхностного монтажа, а также по оценке и экстраполяции результатов этих ускоренных тестов надежности на реальные условия использования электронных сборок.Приведены общие сведения и информация о конструкции для понимания проблем ускоренного тестирования.
IPC / JEDEC J-STD-002D: 2013
Испытания на паяемость выводов компонентов, выводов, наконечников, клемм и проводов
Описаны методы испытаний, определения дефектов, критерии приемки и иллюстрации для оценки паяемости выводов электронных компонентов, выводов, сплошных проводов, многожильных проводов, наконечников и язычков. Стандарт также включает метод испытаний на устойчивость к растворению / обезвоживанию металлизации.
IPC J-STD-003C: 2013 (+ A1: 2014)
Тест на паяемость печатных плат
Описываются методы испытаний, определения дефектов и иллюстрации для оценки паяемости поверхностных проводников печатной платы, площадок крепления и металлических сквозных отверстий.
JEDEC JESD22-B102E: 2007
Паяемость
JEDEC – Ассоциация твердотельных технологий
Описан метод испытаний, обеспечивающий дополнительные условия для предварительной обработки и пайки с целью оценки паяемости выводов корпуса устройства.В нем представлены процедуры тестирования паяемости погружением и осмотром устройств для монтажа в сквозные отверстия, осевого и поверхностного монтажа, а также имитационное испытание процесса поверхностного монтажа для корпусов поверхностного монтажа. Цель испытания – предоставить средства определения способности к пайке выводов корпуса устройства, которые предназначены для соединения с другой поверхностью, с использованием припоя, содержащего свинец (Pb) или бессвинцового припоя для крепления.
JEDEC JESD22-B106D: 2008
Устойчивость к ударам припоя для устройств, монтируемых в сквозное отверстие
JEDEC – Ассоциация твердотельных технологий
Определена стандартная процедура для определения того, могут ли твердотельные устройства со сквозным отверстием выдерживать воздействие температуры, которой они будут подвергаться во время пайки своих выводов.
JEDEC JESD22-B108B: 2010
Тест на копланарность полупроводниковых устройств для поверхностного монтажа
JEDEC – Ассоциация твердотельных технологий
Тест измеряет отклонение выводов (выводов или шариков припоя) от компланарности при комнатной температуре для полупроводниковых приборов для поверхностного монтажа. Метод применим для проверки и определения характеристик устройства.
JEDEC JESD22-B112A: 2009
Измерение коробления корпуса интегральных схем для поверхностного монтажа при повышенных температурах
JEDEC – Ассоциация твердотельных технологий
Целью этого метода испытаний является измерение отклонения от равномерной плоскостности корпуса корпуса интегральной схемы для диапазона условий окружающей среды, возникающих во время пайки поверхностного монтажа.
MIL-STD-883K Изменение 1: 2016
Стандарт метода испытаний: микросхемы
Единые методы, средства контроля и процедуры для тестирования микроэлектронных устройств, пригодных для использования в военных и аэрокосмических электронных системах, включая базовые экологические тесты для определения устойчивости к разрушительным воздействиям природных элементов и условий, окружающих военные и космические операции; механические и электрические испытания; мастерство и процедуры обучения; и установлены такие другие средства контроля и ограничения, которые были сочтены необходимыми для обеспечения единообразного уровня качества и надежности, подходящего для предполагаемого применения этих устройств.
SAE J1211: 2012
Справочник по проверке устойчивости автомобильных электрических / электронных модулей
Рассмотрена надежность электрических / электронных модулей для использования в автомобильных приложениях. Там, где это возможно, также рассматриваются методы обнаружения и предотвращения внешней надежности. Документ в основном касается электрических / электронных модулей (EEM), но может быть легко адаптирован для использования в мехатронике, датчиках, исполнительных механизмах и переключателях. Основное внимание в документе уделяется аппаратным средствам и механизмам производственных отказов.
SAE J1879: 2014
Справочник по проверке устойчивости полупроводниковых устройств в автомобильной промышленности
Рассмотрена внутренняя надежность электронных компонентов для использования в автомобильной электронике. Там, где это возможно, также рассматриваются методы обнаружения и предотвращения внешней надежности. Документ в первую очередь касается вопросов интегральных схем, но может быть легко адаптирован для использования при аттестации дискретных или пассивных компонентов с генерацией списка механизмов отказа, относящихся к этим устройствам.Квалификация компонентов – основная область применения этого документа.
Авторские права © Октябрь 2016 г., TWI Ltd
Прогнозирование сбоев в современной микроэлектронике
Во многих современных технологиях изменения энтропии могут необратимо изменить микроскопические структуры сложных схем. Однако до сих пор теоретические уравнения для описания этого процесса были неполными. В своем исследовании профессор Кинг-Нин Ту из Калифорнийского университета в Лос-Анджелесе пересматривает эти концепции, чтобы получить обновленное уравнение.Его работа предоставляет первую точную модель для прогнозирования того, когда микросхемы в конечном итоге выйдут из строя, и может предоставить важные рекомендации о том, как новейшие электрические устройства могут соответствовать последним технологическим требованиям.
В ближайшие годы электрические устройства, которые мы используем в повседневной жизни, будут все больше полагаться на передовые приложения, включая 5G и искусственный интеллект. По мере того, как это происходит, быстро растет спрос на устройства с меньшими размерами, меньшими требованиями к питанию и меньшими затратами – и все это при достижении более высоких функциональных возможностей.Однако в последнее время эти необходимые достижения в области аппаратного обеспечения, похоже, упали. С 1970-х годов до всего несколько лет назад увеличение вычислительной мощности надежно следовало «закону Мура», согласно которому количество транзисторов, которые могут поместиться на одном кристалле, удваивались каждые два года. К сожалению, несмотря на то, что современные кремниевые технологии становятся все более изощренными, похоже, что они больше не успевают за этой тенденцией.
Один критический аспект этого замедления связан с надежностью микросхем микромасштабирования, которые интегрированы в эти устройства.Если они не будут полностью оптимизированы, эти схемы могут иметь слабые места в паяных соединениях между их компонентами, которые быстро выходят из строя по сравнению с остальной схемой, когда через них протекают большие электрические токи. В этих точках работа устройства может в конечном итоге привести к нежелательным изменениям в микроскопической структуре схемы, в результате чего она не сможет пропускать электрический ток, необходимый для устройства. Однако до сих пор исследователи не полностью учли эти изменения, что приводило к большой неуверенности в надежности современных устройств.
Взаимодействующие потоки
В новейших разработках микросхем отказы коренятся в сосуществовании потоков электронов, атомов и тепла. Взаимодействуя друг с другом, эти потоки могут вызвать необратимые изменения в микроструктуре схемы, которые можно описать с помощью принципов «неравновесной термодинамики». В частности, «электромиграция» вызывается взаимодействием между потоками электронов и атомов, в то время как «термомиграция» возникает из-за комбинированных потоков атомов и тепла.Кроме того, «миграция напряжения» вызывается движением атомов, вызываемым механическими напряжениями в цепи, открывая пустые «пустоты», которые могут препятствовать ее работе.
Чтобы учесть изменения в микроструктуре схемы, исследователи и инженеры должны полагаться на теоретические прогнозы, которые математически описывают их влияние.
Чтобы учесть эти эффекты, исследователи и инженеры должны полагаться на теоретические предсказания, которые описывают их влияние математически.Величина, наиболее часто используемая для измерения надежности электронных устройств, – это их «среднее время наработки на отказ» (MTTF) после начала их срока службы. Кроме того, их разработчики должны учитывать, как будущие потребности таких приложений, как 5G и искусственный интеллект, могут потребовать от этих устройств передачи электрического тока с более высокой плотностью. Если эти значения определены точно, инженеры могут определить максимальную плотность тока, которая может быть приложена к продукту, без какого-либо риска отказа в течение его требуемого срока службы.Однако сделать эти прогнозы – непростая задача.
На рис. 1. (а) изображен закрытый контейнер, в котором содержится фиксированное количество воды и пара при постоянной температуре и давлении. Вода и пар находятся в равновесии, что означает, что на границе раздела между ними происходит обмен молекулами воды, и этот обмен является микробалансированным и обратимым. (b) изображает, что, когда исследователи открывают отверстие в верхней части контейнера, чтобы позволить молекулам пара выходить, а также применяют постоянный источник тепла в нижней части контейнера, чтобы поддерживать исходящий поток пара с постоянной скоростью, он становится стационарным или необратимым процессом.Необратимые изменения
Чтобы точно рассчитать MTTF электрического устройства, исследователи должны учитывать, как эти взаимодействия приводят к изменениям энтропии в их микроструктурах. Энтропия – важное понятие в более широкой области термодинамики. Он описывает степень хаотичности и беспорядка в молекулярных структурах. Здесь его важность можно представить с помощью простого мысленного эксперимента с закрытым ящиком, наполовину заполненным жидкой водой, а наполовину паром.Если условия внутри ящика поддерживаются при постоянной температуре и давлении, обе жидкости будут обмениваться молекулами с постоянной скоростью – это означает, что энтропия не меняется, и вся система остается в равновесии.
Ситуация полностью изменится, если в верхней части ящика проделать отверстие, позволяющее пару улетучиваться, пока тепло воздействует на воду, так что скорость ее испарения увеличивается. Здесь равновесие все еще может быть достигнуто, если количество пара, производимого водой, соответствует количеству, выходящему через отверстие.Однако, поскольку пар проходит в окружающий воздух, вся система теперь «открыта», и энтропия увеличивается в системе, содержащей коробку и окружающую ее среду. Кроме того, нет возможности втягивать выходящий пар обратно в коробку, что делает процесс необратимым.
Рис. 2. (a) Принципиальная схема технологии перевернутого кристалла, в которой два паяных соединения соединены межсоединением из алюминия на стороне кристалла. (б) Моделирование распределения плотности тока в паре паяных соединений.Межблочный переходник из алюминия более горячий, чем паяные соединения.
Точно так же взаимодействие между потоками электронов, атомов и тепла в открытой микроэлектронной системе может повысить ее общую энтропию, вызывая необратимые изменения, которые в конечном итоге приводят к сбоям устройства. В 1969 году физик Джеймс Блэк использовал эту концепцию, чтобы вывести уравнение, связывающее MTTF с плотностью электрического тока и энергией, необходимой для активации микроструктурных изменений посредством электромиграции.Тем не менее, как отмечает профессор Кинг-Нин Ту из Калифорнийского университета в Лос-Анджелесе, это описание было еще далеко не полным.
Учет термомиграции
В прошлом слабые паяные звенья в электрических цепях часто изготавливались из чистых металлов, включая алюминий и медь. Поскольку процесс термомиграции, когда структурные изменения запускаются объединенными потоками атомов и тепла, происходит только в металлических сплавах, в этих случаях он не влияет на MTTF.Из-за этого величина была исключена из исходного уравнения Блэка, которое послужило ценным основанием для расчета MTTF в большинстве устройств. Однако с появлением все более сложных микросхем, необходимых для приложений 5G и искусственного интеллекта, эта ситуация сейчас быстро меняется.
Рис. 3. Принципиальная схема короткой полосы из алюминия, нанесенной на основу из TiN. Электромиграция вызвала образование пустот в катоде и холмика на аноде.В этих более современных системах, предназначенных для проведения электрических токов с большей плотностью, паяные соединения состоят из сплавов, которые могут быстро нагреваться во время работы устройства.Из-за этого необходимо быстро рассеивать тепло, чтобы избежать отказа системы, создавая температурные градиенты до 1000 ° C на сантиметр в микромасштабных компонентах. В свою очередь, в этих системах тепло может течь гораздо легче, вызывая необратимые структурные изменения за счет термомиграции. До сих пор в расчетах MTTF с использованием уравнения Блэка не учитывались ни этот эффект, ни миграция напряжений, что ограничивало понимание исследователями того, как и когда будут происходить отказы.
Профессор Ту создал унифицированную модель MTTF, которая включает в себя комбинированные влияния электромиграции, термомиграции,
и миграции напряжения.
Изменение уравнения Блэка
В ходе своего исследования профессор Ту обратился к этой проблеме, пересмотрев некоторые аспекты математики, описывающие производство энтропии. При этом он заново вывел уравнение Блэка, чтобы учесть все взаимодействия между потоками электронов, атомов и тепла в электрических микросхемах. С помощью своих выводов он впервые показал, что температура должна быть учтена в уравнении, чтобы точно предсказать MTTF устройства.Кроме того, профессор Ту разрешил давний спор относительно влияния плотности тока. Вопреки некоторым предыдущим аргументам, его выводы показывают, что соотношение между этим значением и MTTF было правильным в исходном уравнении Блэка.
Рис. 4. В 2,5-мерных интегральных схемах (слева) блоки, несущие полупроводники, объединены, не накладывая их друг на друга. Это отличает их от своих 3D-аналогов (справа).Наиболее важно то, что в результате работы профессора Ту была получена унифицированная модель MTTF, которая учитывает комбинированные влияния электромиграции, термомиграции и миграции напряжения.В конечном счете, эта модель является первым математическим описанием, которое полностью учитывает все эти микроскопические изменения энтропии. Таким образом, вскоре он сможет обеспечить точное моделирование электрических устройств и механизмов их отказа, а также может привести к важным практическим технологическим приложениям в ближайшие годы.
СЭМ-изображение отказа, вызванного электромиграцией в медном межсоединении. Пассивирование было удалено реактивным ионным травлением и плавиковой кислотой. Патрик-Эмиль Цёрнер, CC BY-SA 3.0, через Wikimedia CommonsУлучшение прогнозов
Сегодня все большее количество передовых технологий создается с использованием микромасштабных электронных схем, изготовленных на поверхности кремниевых чипов. Такие ведущие усилия сосредоточены на создании «2,5-мерных» интегральных схем, в которых блоки из полупроводниковых материалов, несущих микросхемы, объединяются без наложения их друг на друга. Такое расположение отличает эти устройства от их трехмерных аналогов, в которых технология, необходимая для объединения схем, все еще нова и чрезвычайно сложна.
Имея надежную основу для расчета MTTF в этих 2,5-мерных микросхемах, исследователи и инженеры могли бы лучше гарантировать, что паяные соединения из сплавов могут быть реализованы более эффективно, сводя к минимуму уязвимость этих систем в их слабых местах. Благодаря дальнейшим усилиям по внедрению таких методов в крупномасштабное производство, работа профессора Ту гарантирует, что новейшие устройства будут соответствовать постоянно меняющимся требованиям приложений, включая 5G и искусственный интеллект.
Для любого необратимого процесса его уравнение MTTF может быть получено на основе производства энтропии при условии, что можно определить как поток, так и движущую силу. Однако параметры в уравнении MTTF должны определяться из экспериментальных данных.
Как в будущем можно было бы адаптировать микросхемы, чтобы увеличить их среднее время наработки на отказ?В производстве полупроводников, поскольку количество продукции чрезвычайно велико, критически важна высокая надежность, особенно электронная трехмерная интегральная схема для продвинутой бытовой электроники, которая в настоящее время широко используется для дистанционного обучения и домашнего офиса.Любая конструкция нового электронного устройства должна включать «конструкцию для обеспечения надежности», чтобы можно было уменьшить влияние джоулева нагрева, температурного градиента и центра напряжения для приложений с низким энергопотреблением. Очень важно получить уравнения MTTF, основанные на производстве энтропии, чтобы можно было оценить срок службы устройства и устранить ранний отказ.
Список литературы
- Ту, К.Н. И Гусак А. (2019). Единая модель средней наработки на отказ для электромиграции, термомиграции и миграции напряжения, основанная на производстве энтропии. Журнал прикладной физики , 126 (7), 075109. Доступно по адресу: https://doi.org/10.1063/1.5111159
RoHs – Микросхемы CML
Ограничение по содержанию опасных веществ (RoHS)
Загрузить: Соответствие RoHS
Заказ бессвинцовых ИС
CML стремится предоставлять ИС, соответствующие требованиям RoHS, соответствующие требованиям клиентов.
При размещении заказов уточняйте, какие продукты соответствуют требованиям RoHS, если вам требуется полная совместимость с бессвинцовой обработкой.
Политика CML в отношении бессвинцового производства
CML стремится предоставлять бессвинцовые продукты, отвечающие требованиям клиентов.
В соответствии с требованиями Директив по утилизации электрического и электронного оборудования (WEEE) и ограничением использования опасных веществ (RoHS), а также своим обязательством получить ISO14001, CML объявляет, что с 1 января 2005 года не будет гарантировать, что в деталях используется Pb. в свинцовом покрытии. Текущее свинцовое покрытие, содержащее свинец, будет постепенно прекращено и заменено в основном чистым матовым оловянным покрытием *.Это решение относится исключительно к удалению свинца из свинцовой отделки. Компания CML выбрала Pure Matte Sn из-за его надежной работы в процессах пайки свинцом Sn-Pb и его совместимости с бессвинцовой пайкой. Компания CML провела обширное исследование, чтобы определить, работают ли наши бессвинцовые устройства при стандартных температурах оплавления Sn-Pb. CML имеет постоянную программу испытаний для оценки своего ассортимента продукции при более высоких температурах пайки оплавлением, связанных с полной бессвинцовой сборкой.
Часто задаваемые вопросы о RoHS и бессвинцовых веществах
Заказ бессвинцовых ИС
Компания CML стремится предоставлять ИС, соответствующие требованиям RoHS, соответствующие требованиям своих клиентов.
При размещении заказов уточняйте, какие продукты соответствуют требованиям RoHS, если вам требуется полная совместимость с бессвинцовой обработкой. Это будет действовать и после 1 июля 2006 года.
Q. Я только что получил устройства в мешке с влагозащитой (MBB) и заметил, что внутри герметичного контейнера есть воздух; мне нужно беспокоиться об этом?
А. Чтобы снизить риск повреждения устройства, при упаковке CML не следует полностью откачивать воздух из MBB перед герметизацией. Этот процесс не влияет на устойчивость MBB к проникновению влаги. Процедура CML основана на рекомендации JEDEC, J-STD-033C, раздел 3.3.5.3
Q. Почему CML переходит на RoHS (бессвинцовые) компоненты и узлы?
A. CML представила программу RoHS-совместимого бессвинцового (Pb-free) продукта в ответ на законодательство, призывающее компании использовать бессвинцовые производственные процессы и компоненты.Кроме того, многие из наших клиентов запрашивают продукцию, в которой используются бессвинцовые производственные процессы и компоненты.
Q. Какие законы или директивы были приняты различными регулирующими группами?
A. В декабре 2002 года Парламент Европейского Союза утвердил содержание двух директив, направленных на улучшение контроля за утилизацией отработанного электронного оборудования. Это две директивы: “Отходы электрического и электронного оборудования” (WEEE) и “Снижение содержания вредных веществ” (RoHS).WEEE рассматривает требования по сбору и переработке отработанного электронного оборудования для стран-участниц. RoHS устанавливает сроки прекращения использования свинца и некоторых других материалов, содержащихся в электронных продуктах. RoHS требует, чтобы с 1 июля 2006 г. целевые материалы больше не содержались в электронных продуктах сверх определенных пределов, если в правиле не предусмотрено исключение.
Q. Работает ли CML совместно с электронной промышленностью над сокращением использования Pb?
А. CML работает вместе с несколькими отраслевыми консорциумами и форумами, чтобы предложить альтернативные продукты, соответствующие требованиям RoHS (без свинца). CML работает со своими поставщиками и клиентами, чтобы предлагать продукты, соответствующие требованиям RoHS (без свинца).
Q. Какие мировые стандарты и организации решают проблему бессвинцовой кислоты?
A. Существует множество стандартов и организаций, которые занимаются проблемой бессвинцовой кислоты. Вот некоторые из ключевых организаций:
o ANSI – Американский национальный институт стандартов
o EIA – Ассоциация электронной промышленности (http: // www.eia.org/ и http://www.jedec.org/)
o IEEE – Институт инженеров по электротехнике и радиоэлектронике
o IPC – Association Connecting Electronics Industries
o SMTA – Ассоциация технологий поверхностного монтажа
o NCMS – Национальный центр производственных наук
o NEMI – Национальная инициатива по производству электроники
o EICTA – Европейская ассоциация индустрии информационных технологий, связи и бытовой электроники
o JGPSSI – Японская инициатива по исследованию экологических закупок
o JEITA – Японская ассоциация производителей электроники и информационных технологий
o PCIF – Федерация межсоединений печатных схем
Q. Каково определение бессвинцового содержания в CML?
A. Компонент или узел должны определяться как не содержащие Pb, если содержание Pb в устройстве составляет менее 0,1% по весу и не вводится преднамеренно. Это определение соответствует IPC / EIA J-STD-006.
Q. Рекомендован ли CML профиль оплавления припоя без содержания свинца при 260 ° C для использования со своими компонентами?
A. Профиль пайки оплавлением при 260 ° C может использоваться для всех бессвинцовых устройств, см. Прилагаемую ссылку: Профиль припоя
Q. Существует ли максимально допустимое количество циклов оплавления для бессвинцовых устройств?
A. CML рекомендует, чтобы максимальное количество оплавлений составляло 3 раза при использовании рекомендованного профиля оплавления припоя. Например, перекомпоновка + удаление + перекомпоновка составит 3 перекомпоновки.
Q. Существует ли минимальное количество заказа (MOQ) продуктов, соответствующих RoHS (без свинца)?
А. №
Q. Каков состав внешних клемм для продуктов, соответствующих требованиям RoHS (без свинца)?
А. 100% матовая олово для всех стилей упаковки, кроме LS / L2 (PLCC24), в которой используется Sn96Ag4.
Q. Каков химический состав продуктов CML?
A. Пожалуйста, свяжитесь с вашим местным представителем для получения соответствующей спецификации материала для любого стиля упаковки CML.
Q. Я перехожу на полностью бессвинцовый производственный процесс. С кем мне нужно связаться по поводу поставки бессвинцовых версий моего текущего устройства?
А. Вашим первым контактным лицом должен быть ваш местный представитель или дистрибьютор, их подробности доступны на этом веб-сайте.
Убедитесь, что требования к продукции, соответствующей требованиям RoHS (без содержания свинца), подробно описаны во всех документах по заказу на поставку.
Отгрузочные этикетки RoHS
Q. После подтверждения моего заказа и подтверждения графика доставки, как я могу ожидать, что устройства прибудут в мои магазины?
A. Все транспортировочные материалы, соответствующие RoHS, будут четко помечены этикетками e2 или e3, как показано на Рисунке 1 в документе с транспортными этикетками RoHS.
По определению закрытые устройства не содержат свинца.
Кроме того, если устройства отправляются во влагонепроницаемых мешках, также будет прикреплена этикетка с указанием уровня MSL устройств в упаковке; См. рис. 2 в документе с транспортными этикетками RoHS.
Устройства, соответствующие уровню MSL 1, будут поставляться без этой дополнительной этикетки.
В «Подтверждениях», товарных накладных и счетах-фактурах позиции будут помечены как «Бессвинцовые продукты», где это уместно.
Q. Как покупатель может отличить продукт, не содержащий свинца, от продукта, содержащего свинец?
A. Продукты, не содержащие свинца, будут иметь соответствующую маркировку на упаковке.
Q. Будут ли компоненты и узлы CML, классифицированные как соответствующие RoHS (бессвинцовые), работать в низкотемпературном (220–240 ° C) Pb-процессе с типичными припоями на основе свинца?
A. Все продукты, соответствующие требованиям RoHS (не содержащие свинца), имеют обратную совместимость и подходят для более низких температур (от 220 ° C до 240 ° C), связанных со свинцовым процессом и припоем.
CML может предоставить результаты испытаний на паяемость, если этого требует заказчик.
CML может подтвердить, что устройства, соответствующие требованиям RoHS, могут быть успешно паяны припоями на основе свинца.
Pure matte Sn был выбран CML из-за его надежной работы в процессах пайки Sn-Pb и его совместимости с бессвинцовой пайкой. Компания CML провела исследование, чтобы определить, работают ли ее бессвинцовые устройства при стандартных температурах оплавления Sn-Pb.
Q. Какой состав бессвинцового припоя соответствует требованиям CML?
A. CML квалифицировала следующий бессвинцовый состав: Sn 96%, Ag 3,5% и Cu0,5%. В настоящее время у нас нет конкретных планов квалифицировать какие-либо другие типы припоев.
Q. Какие квалификационные испытания были проведены для оценки и квалификации бессвинцовых продуктов?
A. Квалификационные испытания узлов и агрегатов CML включали следующие области:
o 260 ° C Бессвинцовый высокотемпературный оплавление
o Возможность пайки выводов ввода / вывода
o Устойчивость к нагреву при пайке
o Температурный цикл
или PCT
CML может предоставить техническую информацию и данные аттестации надежности, если это необходимо, чтобы помочь клиентам решить их проблемы.