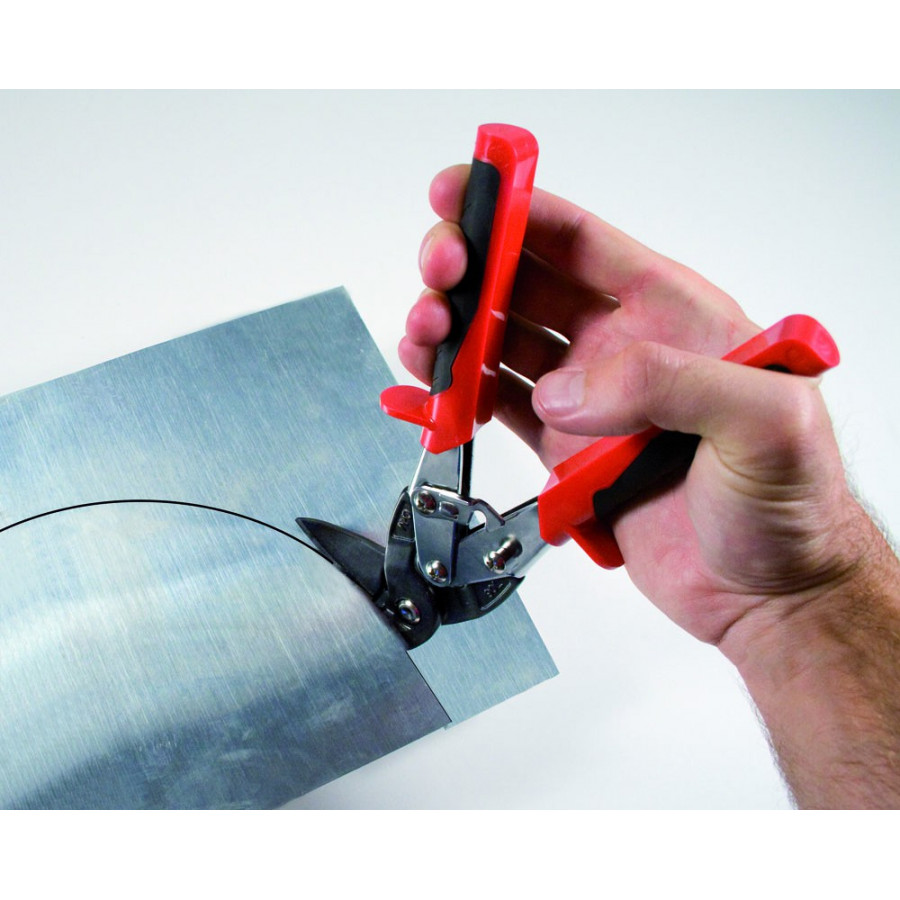
3 способа отрезать профильную трубу ровно
Большинство мастеров любителей не имеют торцовочной пилы, поэтому режут профильную трубу с помощью болгарки. Это неточный инструмент, срезы от которого часто получаются неровными, особенно если нет в наличии уголка, чтобы отметить линию спила. Однако и болгаркой можно пилить ровно, если применять один из трех предложенных способов.
Способ 1: Чертить под бумагу
Начертить прямую линию для отрезки профильной и любой трубы можно с помощью листа бумаги. Главное чтобы он имел хотя бы одну ровную сторону. Бумага прикладывается ровной кромкой к отметке для среза на профиле и оборачивается вокруг. При наматывании лист выравнивается так, чтобы его прямая сторона сошлась по всей трубе. После этого под бумагой как по линейке наводится линия маркером, по которой и делается срез.
Этот способ удобно применять для резки больших труб от 100 мм. На мелком профиле он тоже работает, но при множественных разметках нарезка занимает много времени.

Способ 2: Отмечать по рулетке
Второй метод разметки трубы подходит, если один из ее торцов ровный. Для разметки берется рулетка, цепляется за прямой торец и по ней отмеряется необходимая длина профиля. По ее шкале делается отметка на трубе сначала у одной грани, потом у второй. Намеченные точки соединяются маркером в линию. Таким же способом отмечается противоположная сторона трубы.
Далее болгаркой режется труба по одной линии, потом профиль переворачивается и делается надрез по противоположной. После она укладывается набок, и обрезается уже на глаз, ориентируясь по выступающим срезам на гранях трубы. Если профиль широкий, то можно сразу очертить все 4 стороны и соединить точки под линейку, чтобы не перекосить надрез, особенно на последних двух боковинах.
Способ 3: Торцевать на глаз за один проход
Самым быстрым способом является обрезка на глаз за один проход. При этом с опытом можно получить достаточные навыки, чтобы качество торца вполне подходило для дальнейших сварочных работ.

Отрезной диск болгарки прикладывается к трубе сверху максимально перпендикулярно. При развитом глазомере это получится с первого раза. После разреза верхней стороны профиля нужно перевести диск на ближнюю боковину. Инструмент также должен идти перпендикулярно трубе. Имея два пересекающихся надреза остается углубить диск, и он дорежет профиль до конца уже без перекоса на оставшихся стенках.
Смотрите видео
Как разрезать профильную трубу вдоль и поперек, технология резки
Автор Монтажник На чтение 8 мин. Просмотров 8.8k. Обновлено
В бытовом домашнем хозяйстве профильные трубы находят широкое применение при изготовлении парников, теплиц, навесов для защиты автомобильной техники от атмосферных осадков и прочих конструкциях. При работе с данным материалом полезно знать, как разрезать профильную трубу вдоль по линии или поперек с максимально точным углом.
При работе с данным материалом полезно знать, как разрезать профильную трубу вдоль по линии или поперек с максимально точным углом.
Среди большого количества строительного режущего инструмента по металлу лидером по скорости, простоте выполнения реза и экономичности является углошлифовальная машинка (болгарка), которая часто присутствует в инструментальном комплекте любого домашнего мастера. Для разреза профильной стальной трубы с помощью болгарки потребуется обычный диск по металлу и строгое соблюдение правил техники безопасности — разрушение диска на сегменты при большой скорости вращения может привести к серьезным травмам.
Рис.1 Профильные трубы в домашнем хозяйстве
Как ровно отрезать профильную трубу поперек
Наиболее часто в домашнем хозяйстве используют прямоугольный или квадратный трубный металлопрофиль с толщиной стенки не более 3 мм, а нарезка на отдельные отрезки необходима при проведении работ по сборке сварных каркасов.
Чтобы правильно порезать трубу, используют дополнительные приспособления для обозначения и разметки линии реза, некоторые из устройств выполняют функции опорной грани для режущего диска.
Нюансы работы с прямоугольным сечением
Заготовки прямоугольного сечения намного проще резать вдоль и поперек с любыми углами, чем цилиндрические элементы, которые сложно удержать в неподвижном состоянии на ровной поверхности. Поперечное обрезание заготовок под любым углом не представляет особых сложностей – линия нужного углового уклона проводится на боковой грани и всегда совпадает с расчетной (круглые элементы требуют использования специальных лекал, просчитываемых на компьютере, для совмещения их граней под углом, отличным от прямого).
Толщина стенок металлопрофиля при использовании в бытовом хозяйстве редко превышает 5 мм — его легко резать при помощи углошлифовальной машинки любым диском по металлу.
Рис. 2 Виды способов поперечной разметки
Какой используется инструмент
Как отмечалось выше, основным инструментом для резки металлических деталей в бытовых условиях является углошлифовальная машинка, при ее отсутствии можно воспользоваться ручной ножовкой по металлу или электролобзиком, который также может резать материалы из металла специальным полотном с алмазным покрытием.
Для резки болгаркой используют отрезные электрокорундовые диски, не предназначенные для проведения шлифовальных операций. В качестве вспомогательного инструмента пригодится рулетка, металлическая линейка, различные виды струбцин, карандаши и маркеры для нанесения разметки.
Бумажное лекало для трубы
Применение бумажного листа является простым методом разметки прямоугольного или квадратного профиля для точного обрезания под углом 90 или 45 градусов по направлению к его оси.
Чтобы сделать разметку для поперечной резки под углом 90 градусов, берут лист бумаги и оборачивают им трубу до точного совмещения краев, после чего их склеивают. При данном способе линия реза очень хорошо видна в отличие от нанесения ее карандашом или маркером по краю шаблона.
После этого режут профиль вдоль шаблонной кромки поочередно со всех сторон, стараясь не допускать полного прорезания финишных участков — это может привести к ударам диска об острые углы и его разрушению.
Листом бумаги можно нанести разметку и на боковые стенки труб прямоугольного или квадратного сечения. Для этого бумажный лист складывают по диагонали, а полученный угол в 45 градусов прикладывают к боковым стенкам и делают соответствующую разметку. Чтобы боковые линии находились на одинаковом уровне, острый угол прикладывают к поперечной линии, размещенной под углом 90 градусов к оси, которую предварительно наносят приведенным выше способом.
Для этого бумажный лист складывают по диагонали, а полученный угол в 45 градусов прикладывают к боковым стенкам и делают соответствующую разметку. Чтобы боковые линии находились на одинаковом уровне, острый угол прикладывают к поперечной линии, размещенной под углом 90 градусов к оси, которую предварительно наносят приведенным выше способом.
Рис. 3 Использование стального шаблона
Стусло для резки труб
Очень удобно резать профильную трубу с помощью специального шаблона, который является аналогом строительного стусла для резки стройматериалов под разными углами.
Для этого приведенным выше или другим способом делают металлический шаблон из разрезанного вдоль куска профильной трубы, он может быть рассчитан на получение прямого или угла в 45 градусов.
Чтобы разрезать металлопрофиль, к нему прикладывают шаблон и проводят чертилкой линию, по которой затем делают прорезание. В других случаях шаблон удерживают и болгаркой проводят линию по поверхности заготовки, стараясь избегать сильного прижима боковой поверхности диска к приложенному металлическому шаблону. Затем шаблон убирают и прорезание продолжают по хорошо заметному углублению на гранях заготовки.
Затем шаблон убирают и прорезание продолжают по хорошо заметному углублению на гранях заготовки.
С помощью шаблона можно получить очень ровную линию среза, если не держать его вручную, а закрепить на заготовке с помощью струбцин или крепежных болтов. Для самостоятельного изготовления крепежа в боковой поверхности П-образной пластины шаблона сверлят отверстие и приваривают в этой точке снаружи накидную гайку, в которую вкручивают болт. Для закрепления шаблона приставляют его к обрезаемой детали и вкручивают болт, прижимая шаблонную поверхность к заготовке, после болгаркой с диском по металлу производят разрез, слегка касаясь направляющей кромки.
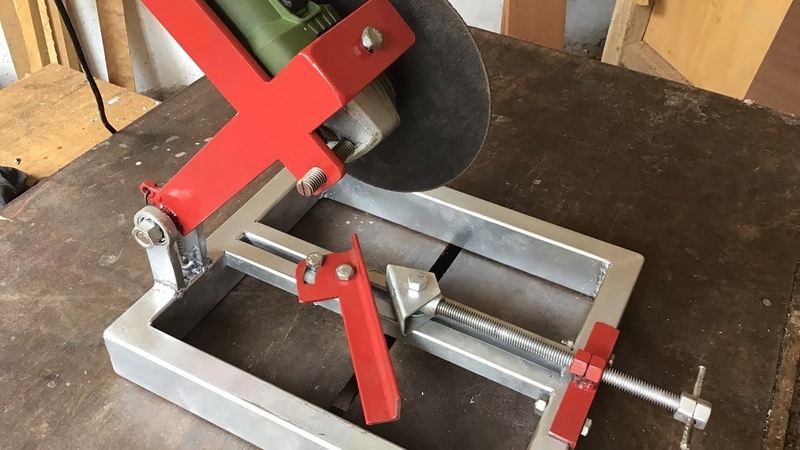
Рис. 4 Как порезать заготовку самодельным станком
Другие варианты
Неплохой вариант изготовления шаблона — использование для разметки короткого отрезка трубы большего диаметра, направляющая кромка которого предварительно обрезана под нужными углами. При разметке деталь одевают на обрезаемую трубу, после чего размечают ее поверхность маркером или чертилкой. Второй способ — жесткая фиксация шаблона на заготовке с помощью клиньев или струбцин с дальнейшей резкой диском по металлу с легким прижимом к боковой поверхности шаблонной детали.
Второй способ — жесткая фиксация шаблона на заготовке с помощью клиньев или струбцин с дальнейшей резкой диском по металлу с легким прижимом к боковой поверхности шаблонной детали.
Чтобы не резать металлические трубы или лист железа на глазок, некоторые домашние умельцы используют самодельные крепежные приспособления к болгарке, жестко закрепляя ее на вертикально установленном шпинделе. При перемещении инструмента сверху вниз происходит стабильный ровный разрез расположенной под диском детали, если на станине станка закрепить металлические направляющие, то при прикладывании к ним заготовки можно получить любой нужный угол разреза.
Рис.5 Работа с толстостенным прокатом
Резка профильной трубы большого диаметра
Металлопрофиль большого диаметра имеет толстые стенки и большой вес, если для резки тонкостенных деталей (толщина стенки до 2 мм.) можно было использовать тонкие диски размером около 1 мм., то для прорезания толстостенного металла берут 2 мм. дисковые круги. Соответственно резать толстые стены удобнее диском большого диаметра при помощи мощной крупногабаритной строительной болгарки — бытовые устройства не обладают достаточной мощностью для быстрого проведения работ, а их маленькие диски быстро стачиваются.
Соответственно резать толстые стены удобнее диском большого диаметра при помощи мощной крупногабаритной строительной болгарки — бытовые устройства не обладают достаточной мощностью для быстрого проведения работ, а их маленькие диски быстро стачиваются.
При выполнении работ руководствуются следующими правилами:
- При прорезании тяжелых труб следует располагать их на ровной поверхности или низких опорах с таким расчетом, чтобы при резке последнего участка он не изменял своего положения или опускался вниз, препятствуя сжиманию режущего инструмента своими стенками.
- Если поверхность ровная, полностью производят разрез каждой грани, переворачивая деталь, при неровный опоре последние перемычки немного не дорезают, давая возможность заготовке отделиться под собственным весом, после чего выступающий участок зашлифовывают.
- При работе с болгаркой для резки тяжелых металлических элементов необходимо обязательное использование защитного кожуха — вероятность расслоения диска на отдельные элементы слишком высока.

Многие работают с неправильно выбранным направлением вращения на себя — это приводит к тому, что острая кромка металла постоянно задирается, инструмент труднее удержать в фиксированном положении, а отрезной диск быстрее стачивается. К тому же обратное направление вращения отрезного круга опасно с точки зрения техники безопасности.
Как разрезать профильную трубу вдоль — технология резки
Если поперечная резка профиля не вызывает особых сложностей, то продольный разрез, который необходим для проведения некоторых работ в домашнем хозяйстве, более сложен в силу своей протяженности.
Одна из проблем при его проведении — точность разметки, для ее нанесения по центру или в другой точке разрезаемой грани ставят отметки по всей длине на одинаковом расстоянии от боковой стенки и затем соединяют их карандашом, маркером или чертилкой, используя в качестве направляющей ровный уголок, строительное правило, уровень, профиль от гипсокартона.
Рис. 6 Резка трубы вдоль по направляющему уголку
Для того, чтобы распилить металлопрофиль в продольном направлении, ведут углошлифовальную машинку по линии, постепенно прорезая сквозное отверстие — метод не слишком точен, инструмент приходится держать на весу без опоры.
Более удобный способ качественно продольно отрезать заготовку — использование вспомогательных опор в виде металлического уголка или ровных прямых пластин. Для этого уголок крепят на поверхности заготовки с помощью струбцин и ведут болгарку по его боковой грани, если длина шаблонного уголка невелика, его откручивают и переставляют дальше на новое место, после чего прорезание возобновляют.
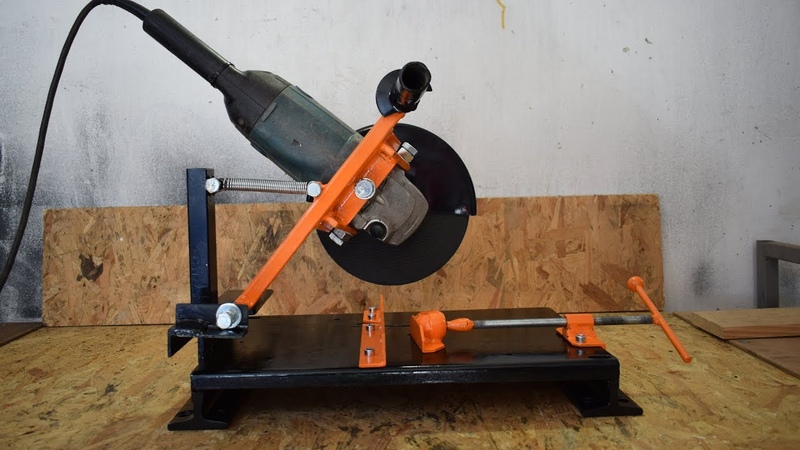
Второй способ получения ровной продольной линии среза — жестко закрепленная болгарка на станке или столе в боковом положении. Прорезаемую заготовку при этом двигают по направляющим, подводя к вращающемуся диску углошлифовальной машинки (принцип работы напоминает электрический плиткорез), прямолинейность получаемой линии определяется жесткостью и длиной опорных элементов.
Рис. 7 Закрепление углошлифовальной машинки для продольной резки
Для получения заданных размеров и конфигураций профильных труб в домашнем хозяйстве используют обрезание при помощи углошлифовальной машинки и недорогих отрезных корундовых дисков. Чтобы получить ровную и точную линию среза, лучше использовать опорные направляющие или самодельные стальные шаблоны, задающие нужный угол.
Самодельный очень точный отрезной станок из болгарки –
Здравствуйте. Сегодня я хочу рассказать о том, как я сделал из не нужной мне болгарки отрезной станок. Мне часто приходится резать трубы. Особенно, профильные. Кто это делал, знает, что отрезать ровно профильную трубу болгаркой достаточно сложно. Это занимает много времени — приходится при помощи угольника отчерчивать под прямой угол каждую сторону, потом аккуратно прорезать по одной грани. И всё равно, бывает, что одна сторона получается на полмиллиметра короче, и потом, при сваривании тонкий металл стенки в этом месте начинает гореть из за неплотного прилегания. В идеале ровно можно отрезать только за один рез. А для этого нужен отрезной станок.
Сегодня я хочу рассказать о том, как я сделал из не нужной мне болгарки отрезной станок. Мне часто приходится резать трубы. Особенно, профильные. Кто это делал, знает, что отрезать ровно профильную трубу болгаркой достаточно сложно. Это занимает много времени — приходится при помощи угольника отчерчивать под прямой угол каждую сторону, потом аккуратно прорезать по одной грани. И всё равно, бывает, что одна сторона получается на полмиллиметра короче, и потом, при сваривании тонкий металл стенки в этом месте начинает гореть из за неплотного прилегания. В идеале ровно можно отрезать только за один рез. А для этого нужен отрезной станок.
У меня была не нужная мне УШМ «DWT ws-180s». Её мне отдали бесплатно по причине неисправности — оторвалась крыльчатка ротора и болгарка заклинила. Хозяин хотел её выбрасывать и предложил отдать мне её на запчасти бесплатно. Я отремонтировал ротор, заменил щётки и подшипники.
..Но оказалось, что такая болгарка мне не нужна. Она очень тяжёлая и массивная для 180-го круга. Мощности там хватает и для 230-го (2200 Вт), но, почему-то, производитель оборудовал её защитой именно под 180-й круг. Поэтому она у меня несколько лет висела в мастерской невостребованная — у меня есть более лёгкая «180-ка». Я собирался переделать защиту под 230-й круг (тогда она пригодится для работ по бетону, например), но так и не собрался! )))). Ведь 230-я у меня тоже есть…
Мощности там хватает и для 230-го (2200 Вт), но, почему-то, производитель оборудовал её защитой именно под 180-й круг. Поэтому она у меня несколько лет висела в мастерской невостребованная — у меня есть более лёгкая «180-ка». Я собирался переделать защиту под 230-й круг (тогда она пригодится для работ по бетону, например), но так и не собрался! )))). Ведь 230-я у меня тоже есть…
И вот мне пришла в голову мысль купить для неё станину и сделать отрезной стационарный станок. Но рассмотрев покупные варианты, я обнаружил, что они, в большинстве своём, не обладают достаточной жёсткостью, а значит, и точностью! Поэтому, я пришёл к выводу,что нужно сделать самому.
Что мне понадобилось:
1. Собственно УШМ.
2. Уголок стальной 50 на 50 и 40 на 40.
3. Обрезок водопроводной трубы ДУ32-3,5
4. Обрезок водопроводной трубы ДУ-25
5. Подшипник 6202 (2 шт)
6. Подшипник опорный.
7. Шпилька М14.
8. Профильные трубы 15 на 15, 20 на 20, 25 на 25
9. Болты и гайки М6, М8, М14.
10. Обрезки жести.
Итак, для начала я решил собрать крепление болгарки. В покупных вариантах, рассчитанных на различные болгарки, крепление осуществляется тремя длинными болтами с контргайками, что сказывается на жёсткости. К тому же, закрепив УШМ в трёх точках, её приходится располагать вертикально, что немного «ворует» глубину реза — как правило, впереди корпус редуктора чуть вытянут. А посему я решил закрепить её горизонтально, в двух точках, с плотным прилеганием рамы к редуктору.. Минус такого крепления — оно подходит только к одной модели УШМ. Но я решил этим пренебречь, посчитав, что если мне и придётся заменить болгарку, то я просто сварю новое крепление.))))
Я вырезал два куска уголка 50 :
Просверлил в них отверстия диаметром 14 мм:
И прикрутил к редуктору, используя места крепления ручки:
При этом у меня не нашлось болтов М14, и я временно заменил их обрезками шпильки с гайками. Для того, чтобы их закрутить и придерживать, пришлось прорезать шлицы под отвёртку:
После этого я прямо на болгарке прихватил уголки друг к другу сваркой, потом снял и накрепко проварил:
Далее я приступил к изготовлению каретки.
 Для этого мне понадобился отрезок толстостенной трубы 32-ки. Так как отрезать нужно было ровно, а под рукой пока не было отрезного станка, я использовал в качестве разметки широкую малярную ленту:
Для этого мне понадобился отрезок толстостенной трубы 32-ки. Так как отрезать нужно было ровно, а под рукой пока не было отрезного станка, я использовал в качестве разметки широкую малярную ленту:После этого я вырезал кусок трубы ДУ-25, на 20 мм короче 32-ки:
Вложил одну в другую:
Забил с двух сторон по 202-му подшипнику:
И стянул шпилькой М14, используя шайбы и гайки:
Потом вырезал кусок уголка и прихватил его к трубе. При этом прожёг электродом наружную трубу так, чтобы сварить её с внутренней:
Сейчас надо сделать стойки для крепления каретки. Их я делал из того-же уголка 50. Чтобы они получились одинаковыми, я стянул их струбциной, и в таком положении обрезал и просверлил отверстия:
Далее я собрал и сварил всю крепёжную конструкцию каретки:
Тяги на которых будет крепиться к каретке УШМ, я изготовил из толстостенной профильной трубы 20 на 20. Оптимальную длину их вычислил опытным путём, выложив из труб и брусков схему будущего станка:
Осталось вырезать и сварить всё воедино:
На этом этапе я «примерил» болгарку:
Теперь подошла очередь стола. Его я изготовил из листа стали, толщиной 4мм, размером 60 на 60 см:
Его я изготовил из листа стали, толщиной 4мм, размером 60 на 60 см:
Закрепил на этом листе всю конструкцию:
Из профильной трубы 15 на 15 сделал две квадратных рамки, размером 50 на 50 см. При этом в трубе, в местах сгиба прорезал только по три стенки, четвёртую оставил.
После этого вварил в углах вертикальные стойки из той-же трубы, и на получившийся параллелепипед закрепил мою конструкцию.
На данном этапе возникла необходимость выставить прямой угол между отрезным кругом и столом. Как я уже говорил, я исключил все регулировки в угоду жёсткости (читай: точности) конструкции. В моих планах было просто подогнуть тяги, а потом укрепить их в нужном положении, приварив к ним в качестве усиления уголки. Но, когда я попробовал их подогнуть сперва двумя монтажками… (У-у-у! Какой я оптимист! )))). Потом ломом! (Результат тот же)….. Я понял, что усиливать конструкцию не придётся!! Две толстостенные профильные трубы небольшой длины, к тому-же, проваренные на концах к уголкам швами по 5 см длиной с каждой стороны, дают неимоверную жёсткость! …
…Подогнуть я смог, лишь вставив между ними двухметровую (!) трубу, сечением 60 на 20. (Благо, между тягами как раз 60 мм.
(Благо, между тягами как раз 60 мм.
После этого расширил и удлинил прорезь малой болгаркой. (На случай установки, к примеру, круга по дереву.)
..Кстати…Изначально у меня возникла мысль сделать «2 в 1». Т.е., предусмотреть возможность переворачивания стола болгаркой вниз, с целью получения циркулярки! И я даже начал это воплощать. К примеру, шляпки всех крепёжных болтов с обратной стороны я проварил, расплавил и зачистил, чтобы получить ровный циркулярочный стол:
По той же причине сделал симметрично отверстия для крепёжных болтов, которыми стол крепится к «параллелепипеду»… Но эйфория от того, что «классно я придумал» прошла, и я понял, что я просто «повёлся», и погнался не за практичностью, а за «классно получилось».))))))
…А на деле я НЕ БУДУ ЭТИМ ПОЛЬЗОВАТЬСЯ!!! Ведь у меня циркулярка есть. И она, в любом случае, лучше, чем сделанная из болгарки! К тому-же, работая циркуляркой с деревом, хорошо поставить рядом этот станок с кругом по дереву, чтобы торцевать.
В общем, отбросил я эту глупую затею….
..
Дальше я приступил к сооружению упора для заготовки. Я приложил угольник к кругу, отчертил линию под прямым углом, и закрепил по ней упорный уголок 40 на 40.
После этого я открутил уголок и по его отверстиям, приложив на этот раз угольник 45 градусов, просверлил отверстие в столе.
Забыл сфотографировать, но тут, думаю, понятно….Теперь, чтобы отрезать под 45, нужно извлечь один болт, повернуть уголок и закрепить в другое отверстие.
Следующий этап. Я приступил к сборке инструментальных тисков. Ведь точно отрезать можно только хорошо закреплённую заготовку.Вырезал кусок трубы 20 на 20.
Вставил внутрь обрезок шпильки М14 и стянул гайками. При этом, одну гайку взял длинную, соединительную:
Приварил её.
И обработал болгаркой, придав ей наружные размеры трубы: Далее я ещё понаваривал, там где не хватило и ещё обработал. (не фотографировал).
 Это будет направляющая: На краю шпильки я сделал выборку и изготовил туда маховичок.
Это будет направляющая: На краю шпильки я сделал выборку и изготовил туда маховичок.Далее, на краю стола закрепил уголок с отверстием, и собрал тиски. шпильку вкрутил в трубу с приваренной гайкой, одел на неё направляющую, и всё это пропустил через упорный уголок, подложив опорный подшипник, который зафиксирован зашплинтованной гайкой: Короче, поймёте по фото:
Рукоятку маховичка сделал из мебельного болта, одев на него металлическую трубку.
На конце сделал широкий упор. И получились вот такие инструментальные тиски:
При вращении маховичка, труба с приваренной гайкой вылезает из направляющей и плотно прижимает заготовку к упору. Единственное неудобство — вращать нужно влево.))). Зато надёжней, чем эксцентриковый зажим.
Далее, я приступил к изготовлению защитного кожуха. Как я уже говорил, кожух на болгарке был под 180-й круг, а я решил использовать 230-й. (Мощности хватает. Обороты тоже подходящие.). К тому-же, так как мне нужна точность, то резать я буду толстыми кругами (2,6, или 3 мм). Потому как более тонкие немного болтаются при нажиме. А посему количество искр будет неимоверным!!! Поэтому я решил сделать наиболее закрытый кожух, и закрепить его непосредственно к станине.
Потому как более тонкие немного болтаются при нажиме. А посему количество искр будет неимоверным!!! Поэтому я решил сделать наиболее закрытый кожух, и закрепить его непосредственно к станине.
Сперва я сделал шаблон из картона:
Потом по нему вырезал из жести две зеркальных развёртки. (При этом использовал обрезки — один из оцинковки, другой — из корпуса микроволновки! Не пропадать же добру! )))))):
На этом этапе я закрепил крепёжный уголок, т.к., приклёпывать его нужно изнутри — иначе, торчащие заклёпки будут мешать кругу. Сделал я его из обрезка алюминиевого уголка:
После чего сложил половинки, склепал и закрепил на тяге, просверлив отверстия и нарезав резьбу М6:
Ещё расскажу, как я реализовал подпружинивание. Пружина у меня была (не знаю, от чего), я отрезал от неё кусок, и, как временное решение сделал вот так:
Трубка просто вставлена! Так я хотел найти идеальный вылет рычага и жёсткость пружины. Да так и оставил!!! Это очень удобно! Во первых, я могу регулировать жёсткость и угол подъёма, просто заглубляя, или вытягивая трубку.
 Во вторых, можно легко, чуть приподняв болгарку одной рукой, второй вытащить трубку полностью. И тогда станок переводится в «транспортное положение» — болгарка ложится кожухом на стол, ничего не вихляется, не растягивается пружина.
Во вторых, можно легко, чуть приподняв болгарку одной рукой, второй вытащить трубку полностью. И тогда станок переводится в «транспортное положение» — болгарка ложится кожухом на стол, ничего не вихляется, не растягивается пружина.И ещё, оказывается, очень удобно, отбросив болгарку на каретке назад, просто пользоваться станиной, как маленьким слесарным верстачком. Тут и инструментальные тиски, и ровная металлическая поверхность… Я даже маленькие тисочки закрепил.
Вот, собственно, и всё… Вот такой агрегат получился:
Планирую ещё продлить на правую сторону упор. Так будет удобно что-то к примеру, подторцевать. И закрепить на нём металлическую слесарную линейку — так удобно будет отрезать небольшие куски, не отмеряя каждый раз. Поддвинул трубу до нужного размера по линейке, зажал, отрезал.Только линейка должна иметь регулировку, чтобы компенсировать разность толщины отрезных кругов. И разные мелочи, вроде крепления кабеля и отдельностоящую подставку-упор с регулируемой высотой, если надо резать длинные трубы.
…А пока я экстренно «ввёл его в эксплуатацию», потому что делаю сейчас трубогиб, и там очень много чего резать нужно.
Угол держит идеально!!!! Разрезал им даже валы к трубогибу (круг 40 мм), и потом на станке биение было настолько мизерным, что от торцовки отказался. Трубы профильные вообще идеально режутся — потом угольник на свет никакой, даже мизерной щёлочки не даёт.
Вот небольшой видеообзор. Простите за шмурыганье носом! )))). Было довольно холодно….))))
скачать dle 11.1смотреть фильмы бесплатно
обзор лучших способов и хитростей
Трубы – широко распространенный строительный материал. Их применяют в монтаже разных систем. В процессе монтажа случают ситуации ситуация, когда трубы необходимо стыковать под углом. Технология производства таких работ не является стандартной, но знать о ней нужно.
Чтобы создать сложную конфигурацию соединения, требуется резка труб под углом. Мы расскажем, как выполняются такие операции и какие существуют методы резки.
Содержание статьи:
Приёмы резки труб под углом
Рассматривая приёмы работы – реза прямо или под углом – следует учитывать разный материал изделий, подвергаемых обработке. Так, рукава, изготовленные из полипропилена или тонкой меди, резать легче и проще, чем толстостенные стальные трубы.
Пластиковые изделия малых диаметров обрезаются под нужным углом с помощью . При этом контролировать угол можно обычным транспортиром. Резка полимерных труб также производится обычной ножовкой с мелкозубчатым полотном.
Разрезать трубы в процессе работы с этими элементами монтажа приходится очень часто. Популярный инструмент для таких случаев – так называемая болгарка. С помощью этого инструмента режут прямо и под углом
Наиболее частой потребностью в монтаже становится резка водопроводных, канализационных и вентиляционных труб под углом 45º.
Галерея изображений
Фото из
Резку труб для сборки трубопроводов выполняют, если в продаже нет фитинга, способного решить проблему, или требуется именно фигурный завершающий срез
Соединительный узел путем резки труб изготавливают, если между соседними патрубками меньше 45º. К примеру, если к одной коллекторной трубе подсоединяют три
Для того чтобы выполнить резку с максимальной точностью делают лекала. С их помощью производят разметку трубы
Резку металлических труб под углом в промышленных масштабах выполняют станки с ЧПУ. Частники режут болгаркой, закрепив трубу в тисках, или электропилой с фиксацией трубы в стусле
Отличным подспорьем в пространственной резке металлической трубы станет электролобзик по металлу. Однако перед работой желательно “набить руку” на бросовых обрезках
Резать профильную трубу легче и проще всего болгаркой. Фиксировать профиль можно как в тисках, так и в стусле
Если в сборке трубопровода планируется один или два раза сделать рез под углом, достаточно применить электропилу с полотном по металлу
Полимерную трубу под углом допустимо резать обычной ручной пилой, но очень важно зафиксировать ее в стусле, чтобы не испортить материал
Варианты резки трубы под различными углами
Угол между патрубками меньше 45 градусов
Нарезанные из трубы заготовки
Использование болгарки в разрезании труб
Использование электролобзика по металлу
Применение болгарки в резке профиля
Разрезание трубы электропилой
Резка полимерной трубы обычной пилой
Выясним, какие приспособления можно использовать для реза под различными углами.
Бумажное лекало для трубы
Для исполнения относительно точного реза можно применить несложную методику, где в качестве своеобразного лекала выступает обычный лист бумаги. Например, удачно подходит для создания лекала бумага принтерная формата А4.
Предварительно лист размечается под квадрат с помощью линейки. Размер диагонали квадрата должен быть равен длине окружности трубы, которую нужно отрезать. Лишние части листа обрезаются.
Простейший способ получения линии разметки на трубе для производства реза под углом 45 градусов. Используется обычный лист бумаги, который накладывается на корпус трубы в области отреза
Далее следующие действия:
- Согнуть лист по диагонали, совместив противоположные углы.
- Полученный треугольник повернуть так, чтобы линия гипотенузы была перпендикулярна оси трубы.
- В таком положении обернуть бумагой трубную поверхность, совместив вместе крайние точки гипотенузы.
- Нанести маркером метку реза по линии любого из катетов треугольника.
- Обрезать трубу по намеченной линии.

Этим способом вполне удобно размечать и резать трубы под углом 45º в диапазоне диаметров от 32 до 63 мм. Для большего удобства разметки рекомендуется брать толстую, но мягкую бумагу. Также можно использовать паронит и похожие материалы.
Как грамотно подобрать и как его применять на деле, подробно описано в предложенной нами статье.
Грамотно сделанные лекала для фигурного раскроя трубы позволяют с предельно высокой точностью выполнить срезы. При этом зазор между подготовленными заготовками все же не исключен. В соединении металлических труб он “закрывается” сварным швом, при соединении пластиковых деталей используется специализированный шнур для пайки.
Галерея изображений
Фото из
Совмещение разрезанных под углом деталей
Подгонка деталей для точного совмещения
Сварка металлических деталей узла
Варианты разрезания трубы для разветвлений
Программы расчёта углов реза
Технология резки по лекалам позволяет получать разные углы среза. Но для формирования лекала на углы, отличные от 45º, уже потребуется выполнять математические расчёты и по расчётным данным вырезать шаблон из бумаги или подобных материалов.
Но для формирования лекала на углы, отличные от 45º, уже потребуется выполнять математические расчёты и по расчётным данным вырезать шаблон из бумаги или подобных материалов.
Правда существуют компьютерные программы, призванные избавить мастера от производства расчётов. Лекала под резку труб такие программы распечатывают на принтере.
Так выглядит окно компьютерной программы, выполняющей расчет угла среза для трубы круглого сечения. По результатам расчета вырисовывается лекало, которое распечатывается принтером. Лекало используют в изготовлении шаблонов
Простая программа расчета, созданная на базе приложения MS Excel, позволяет рассчитать и составить лекало практически для любых значений диаметров труб и требуемых углов реза.
Всё, что необходимо сделать пользователю, – это завести в ячейки «Наружного диаметра» и «Угла среза» соответствующие значения. По этим параметрам сформируется лекало, которое можно отправить на печать.
Пример лекала, полученного методом вычислений в популярной программе Excel. Вычисление точек прохождения кривой осуществляется на основе всего двух заданных параметров – диаметра трубы и требуемого угла среза
Вычисление точек прохождения кривой осуществляется на основе всего двух заданных параметров – диаметра трубы и требуемого угла среза
Недостаток программы – она не учитывает толщину листа лекала, что приводит к незначительным неточностям.
Стусло для резки труб
Есть несложный инструмент, часто используемый в быту, в основном для работ с деревом. Называется – стусло. Так вот, это же приспособление подходит для резки труб, причём под разными углами.
Стусло имеется в продаже, но при желании его всегда можно сделать своими руками и подогнать конструкцию под нужный диаметр трубы:
- Взять деревянную доску шириной, равной диаметру трубы, длиной 400-500 мм.
- Взять ещё две доски тех же размеров, но по ширине увеличенных на толщину первой доски.
- Из трёх досок собрать конструкцию в виде перевёрнутой буквы «П», где в качестве основания установлена первая доска.
- В центральной части конструкции разметить прямоугольник, две стороны которого проходят по внутренним границам боковых досок.
- Разделить прямоугольник диагоналями и по линиям, полученным на верхних гранях боковых досок, сделать пропилы вниз до основания.

Таким способом изготавливается шаблон для резки под углом 45º. Но с помощью транспортира можно разметить практически любой угол и сделать пропилы под рез трубы для конкретного угла.
Преимущество стусла – инструмент пригоден для неоднократного применения. Работа с инструментом допустима до такой степени износа стенок прорезей, пока они смогут обеспечивать высокую точность реза. Рекомендуется изготавливать стенки инструмента из материала более высокой прочности, чем дерево.
Такой выглядит возможная конструкция стусла – приспособления, благодаря которому также можно резать трубы под разными углами. Однако стусло, как правило, удобно применять для реза труб малых
Преимущества способа очевидны – простота, лёгкость изготовления инструмента (стусла), экономичность, универсальность. Недостатки работы с таким вариантом оснастки – необходимость подгонки размеров стусла под трубный диаметр при условии выполнения точного реза. То есть для каждой трубы придётся делать свой инструмент.
То есть для каждой трубы придётся делать свой инструмент.
Также с помощью стусла резать трубу можно только ножовкой по металлу или секатором (для пластиковых изделий). Для работы с толстостенными металлическими трубами под рез болгаркой этот инструмент не подойдёт.
Простая оснастка под резку
Металлические изделия круглой и прямоугольной форм, имеющие достаточно толстые стенки, удобно резать под углом при помощи незамысловатой оснастки электромеханического действия.
Режущим элементом такого инструмента выступает отрезной диск или дисковая пила, закреплённые на валу электродвигателя. В свою очередь, электродвигатель с резаком является частью всей оснастки, куда входят рабочий стол, маятниковая опора, струбцина.
Электромеханическое приспособление для реза трубных элементов, в том числе под разными углами. Используется дисковый резак и несложная механическая система крепления трубы в разных положениях
Для установки трубы под нужным углом с последующим её креплением используются обычная струбцина и два металлических уголка. Один уголок (короткий) прикреплён к основанию поворотного механизма – маятника. Второй уголок (длинный) находится в свободном состоянии.
Один уголок (короткий) прикреплён к основанию поворотного механизма – маятника. Второй уголок (длинный) находится в свободном состоянии.
Процедура закладки трубы и резки:
- Поворотным механизмом устанавливается требуемый угол реза (например, с помощью линейки и транспортира).
- Найденное положение фиксируется прижимными винтами.
- Между коротким и длинным уголками закладывается труба и прижимается винтом струбцины.
- Подаётся напряжение на электродвигатель.
- Прилагая слабое усилие нажима к диску резака, трубу режут в нужном месте.
Преимущества такой методики – быстрая работа, аккуратный срез, возможность обработки большого количества труб за короткий промежуток времени.
Недостатки: ограничения к применению в бытовых условиях, повышенный шум, работа с трубами только малых и средних диаметров. К тому же процесс резки оснасткой выполняется стационарно на удалении от места монтажа, что не всегда приемлемо.
Если вы собираетесь сделать дома медный трубопровод, то потребуются , с правилами подбора которых советуем ознакомиться.
Нюансы работы с прямоугольным сечением
Для выполнения резки изделий прямоугольного сечения рекомендуется заблаговременно подготовить шаблонные отрезы уголков. Их легко сделать из металлического уголка, предварительно разметив тем же транспортиром.
Резка прямоугольных труб (профильных элементов) под нужными углами обычно выполняется по шаблонам. Такие шаблоны изготавливаются из металлических уголков разных размеров
Разметку можно выполнить под разные значения углов. Для использования в деле шаблона, его достаточно приложить к прямоугольной трубе в нужном месте и отметить линию реза. Затем любым подходящим инструментом выполнить рез по намеченной линии.
Аппараты точной резки
Среди фирменных аппаратов, которые могли бы использоваться в быту для выполнения реза под углом, можно обратить внимание на технику итальянского производства.
Ленточнопильный станок Mini Cut от компании «MASS» – малогабаритное устройство с ручным прижимом, для работы не только с трубами, но также уголками, прутками, профильными элементами.
Удобный и продуктивный аппарат для резки труб малого и среднего диаметров. Резак сделан на базе ленточного стального полотна, который может устанавливаться для выполнения реза под углом
На станке поддерживается установка угла среза от 0 до 45º. Процедура осуществляется при помощи ленточного полотна со скоростью 45 возвратно-поступательных движений в минуту. Аппарат оснащается электродвигателем мощностью 370 Вт, который питается от бытовой сети. Максимально допустимый диаметр обрезаемой круглой трубы – 65 мм.
В промышленных масштабах для резки трубы разработаны многочисленные установки с электромеханическим и электрическим приводом. Технически сложные аппараты позволяют с высокой точностью производить термическую, кислородную и плазменную резку:
Галерея изображений
Фото из
Установка для резки трубы на объекте
Станок для пространственной резки в семи направлениях
Механизированный ручной газовый прибор
Мобильное устройство для больших труб
Промышленные модели (на примере BSM)
Существуют специальные станки промышленного назначения для выполнения точных операций резки под углом. Хороший пример: аппараты, выпускаемые под брендом «BSM». Производителем станков является немецкая компания Rexinger.
Хороший пример: аппараты, выпускаемые под брендом «BSM». Производителем станков является немецкая компания Rexinger.
Правда станки серии «BSM» предназначены исключительно для работы с полипропиленовыми трубами достаточно больших диаметров. Поддерживается обработка изделий типа ПП, ПВХ, ПЭ, ПВДФ.
Промышленный станок под резку трубных изделий из полимеров. Предназначен для работы с изделиями больших диаметров, но имеет оснастку под обработку труб от 50 мм. Машина обеспечивает рез в широком диапазоне углов
Режущим инструментом станка является ленточная пила, благодаря которой и выполняется рез под углами от 0 до 67,5º. Точность процесса обеспечивает лазерный распознаватель резки.
Несмотря на конфигурацию устройства под изделия больших диаметров, можно применять специальный стол, при помощи которого также успешно режутся трубы малых диаметров (50 – 200 мм), которые проще раскроить с . Выпускается широкий модельный ряд устройств «BSM».
Применение термических способов
Кроме механических способов, нередко используются термические способы, где в качестве инструмента работают сварочные или резательные аппараты. Например, автогенный газовый резак или обычный сварочный аппарат (постоянного/переменного тока).
Например, автогенный газовый резак или обычный сварочный аппарат (постоянного/переменного тока).
При помощи таких аппаратов резке доступны толстостенные металлические трубы. Однако крайне сложно методом электросварки или газового автогена получить идеально ровный качественный срез.
Технология резки с помощью электросварки и автогена распространена повсеместно. Методика не обеспечивает высокую точность реза, но при монтаже труб этот фактор зачастую не является определяющим
Технология резки с помощью электросварки и автогена распространена повсеместно. Методика не обеспечивает высокую точность реза, но при монтаже труб этот фактор зачастую не является определяющим
Обычно после резки термическим способом изделия подвергаются дополнительной обработке. Выравнивается линия среза, подгоняются значения требуемого угла. Такой подход экономически невыгоден, так как сопровождается дополнительными расходами на механическую обработку.
Как правило, применяется термическая методика реза в условиях промышленно-производственной сферы. Правда службы ЖКХ тоже часто прибегают к такой методике.
Правда службы ЖКХ тоже часто прибегают к такой методике.
Термический рез используется и для работы с пластиковым материалом. Существуют устройства – термические гильотины. Острое тонкое лезвие таких аппаратов нагревается до высокой температуры, после чего выполняют рез.
Термические гильотины поддерживают резку под углом, и в этом их преимущество. Однако для работы с более жёсткими материалами, чем поливинилхлорид, дерево, древесно-стружечные плиты, эти устройства применять нельзя.
Для резки способные равномерно разделить на части изделия с многослойной структурой. Их разновидностям и способам применения посвящена рекомендуемая нами статья.
Выводы и полезное видео по теме
В видеоролике представлены расчеты и показан практикум по выполнению реза трубы под углами 45º и 90º:
 youtube.com/embed/R5uTxdbNrrI” allowfullscreen=”allowfullscreen”/>
youtube.com/embed/R5uTxdbNrrI” allowfullscreen=”allowfullscreen”/>Для каждого отдельного случая монтажа можно подобрать наиболее удобный и менее затратный способ резки. Конкретный выбор зависит от материала трубы, её диаметра, толщины стенки.
Применяя простые способы разметки, можно получить достаточно точный угол, под которым требуется обрезать заготовку. Вместе с тем, обращаясь к сложной методике вычисления, есть возможность резать под нестандартными углами с высокой точностью.
У вас есть полезная информация по теме статьи? Возникли вопросы в процессе ознакомления с материалом или обнаружили спорные моменты? Пишите, пожалуйста, комментарии в расположенном ниже блоке.
Как варить трубы под любым углом, а не только 45 и 90 градусов
Как варить трубы под разным углом в 45 и 90 градусов
Сварка труб дело непростое, да ещё, если нужно сделать так, чтобы они не текли в процессе эксплуатации. Но даже если это и не нужно, то нередко возникают определенные сложности, если требуется вварить одну трубу в другую под некоторым углом.
Сделать это неподготовленному сварщику достаточно сложно. Для этого сначала нужно произвести разметку трубы, после чего ровно отрезать её болгаркой и вварить в другую трубу. Какие хитрости при этом существуют? Как быстро и правильно отрезать трубу под углом?
Резка под 45 градусов
Обычно, если вы поставили цель повернуть трубу на 45 градусов употребляют фитинги, отводы с углом поворота 45 градусов, выполненных из такого же материала, что сами трубы, если трубы железные, то и повороты привариваются из стали. Для ПНД труб есть электросварные либо литые отводы под 45 градусов (практически, что компрессионных фитингов с таким углом поворота у нас отыскать почти невозможно).
Если все таки необходимо отрезать трубу круглого сечения из стали либо различного вида пластмасс, то для этой цели пригодится лекало для резки труб под углом, форма которого рассчитывается ручным либо машинным методом. Задачка значительно упрощается, если под углом 40 5 градусов нужно отрезать железный профиль квадратного сечения.
Для обрезки по-быстрому воспользуйтесь обыденным листом бумаги, сложенным на искосок, что бы размечают поверхность для грядущего реза. Применяя сложенную бумагу, поступают последующим:
- проводят на прямой поверхности профиля в месте, где производится рез, строго перпендикулярную линию;
- прикладывают сложенный на искосок лист бумаги к боковой поверхности острым концом к полосы таким макаром, чтоб верхний край картонного треугольника находился заподлицо с верхней стороной железного профиля.
Рис. 4 Самодельный шаблон для резки трубы под 45 градусов
- проводят карандашом линию по боковой части листа под углом 45 градусов, после этого картонный угол прикладывают к другой боковой стороне и обводят его карандашом (лучше пользоваться узким маркером).
Для отпиливания применяют болгарку с диском по металлу, проводя сначала узкую линию по разметке, после завершения равномерно ее углубляя до полного отделения кромок.
Во время работы с болгаркой нужно учесть последующий фактор — при полном обрезании кромок диск а возможно поврежден об острый угол
, что приведет к его износу, а в случае отсутствия защиты на болгарке даже к травмам работника. Потому угловые кромки лучше не обрезать до конца, а оставлять неширокую канавку и потом обламывать, зашлифовывая потом выступ.
Потому угловые кромки лучше не обрезать до конца, а оставлять неширокую канавку и потом обламывать, зашлифовывая потом выступ.
Особенности процесса
Видео 2
Сразу следует заметить, что профильные трубы для сваривания очень удобные:
- Они изготовлены со стандартными размерами, поэтому их легко совмещать.
- Разновидности сечений дают возможности выбрать деталь для всякого строения.
- Равномерность толщины металла.
- Сварка профильных трубопроводов своими руками проводится с ровненькой кромкой и гладкою поверхностью.
Трудности, которые возникают
- При нагревании заготовки меняют конфигурацию.
- При соединении торцов появляются места высокого напряжения в местах углов углах.
- Частично может перекрываться просвет трубопрокатного изделия застывшим после раскаливания металлом.
ВАЖНО! Если внимательно изучить все сложности технологии, то выполнять варку профиля своими руками можно без затруднений.

Видео 3
Изготовка шаблона для обрезки металлопрофиля
Если нужна вырезка массы труб, выполняют шаблон из металлопрофиля большего поперечника по картонному листу приведенным выше методом. Угол наклона инспектируют транспортиром либо строительным угольником — и тогда две кромки купированных деталей шаблона соединяют.
Во время работы на разрезаемую деталь там где удобно одевается шаблон и плотно прижимается, разметка наносится остро заточенной чертилкой при обводке шаблонного контура. Деталь обрезается в несколько заходов с постепенным углублением канавки.
Рис. 3 Отрезание металлопрофиля при помощи стусла
Устройство подачи шпули безынерционной катушки
Движения устройства подачи шпули возвратно-поступательные. Существует 2 вида такого механизма:
- с винтовой передачей;
- с шестерней-кулисой.
Кулисное устройство включает в себя малую шестеренку, шестеренку-паразитку, каретку и направляющие для нее, шток для подачи шпули и ее крепления. Вращается ручка, малая шестеренка начинает тоже вращаться и передает усилие на шестерню-паразитку, которая, в свою очередь, приводит в движение каретку.
Вращается ручка, малая шестеренка начинает тоже вращаться и передает усилие на шестерню-паразитку, которая, в свою очередь, приводит в движение каретку.
Шпуля на штоке движется аналогично каретке. Так леска укладывается на шпулю равномерно.
Для спиннинга лучше использовать БК с винтовым устройством подачи шпули.
Винтовое устройство подачи
Вращение от главной пары передается на каретку через кулачковый вал шестеренки привода. Большинство моделей БК оборудованы бесконечными винтами. Нарезка у таких винтов перекрестная, шаг канавок разный.
Из-за разного шага движение шпули вперед происходит с одной скоростью, назад — с другой.
Так обеспечивается качественная укладка даже очень тонкой лески: верхний слой ее не утопляется в нижний, и леска не запутывается.
Резка под 90 градусов
Чтоб поперек ровно отрезать круглый трубопровод либо металлопрофиль прямоугольного сечения, употребляют лист обыкновенной бумаги. Им оборачивают заготовку таким макаром, чтоб кромки картонного листа совпали, потом его фиксируют на детали с применением скотча либо клея. Болгаркой проводят рядом с кромкой картонного листа узкую линию, после этого ее равномерно углубляют до полного вырезания.
Болгаркой проводят рядом с кромкой картонного листа узкую линию, после этого ее равномерно углубляют до полного вырезания.
Металлопрофиль либо круглую трубу есть вариант распилить с помощью шаблона, надев у них ровно купированный элемент с огромным внутренним поперечником.
Рукоять
Рукоять задает вращательное движение механизму. У многих БК есть система складывания ручки, срабатывающая после нажатия на кнопку, а также винтовое приспособление для смены расположения рукояти.
Есть модели с отсутствием кнопочной системы. Складывать и переставлять рукоятку в них можно при помощи винтового механизма.
Для этого винт ослабляется, рукоять устанавливается в нужном положении, и винт снова затягивается, фиксируя это положение.
Чтобы переставить рукоять в таком случае винт выкручивается, снимается, рукоять переставляется на противоположную сторону катушечного корпуса, винт вкручивается в отверстие до упора.
Скоростные катушки оборудуются двойной рукоятью. У них может быть и одна ручка, но дополненная компенсатором, который предотвращает вибрации из-за несбалансированности рукояти.
Как разрезать трубу под углом 45 как еще его называют 90 градусов
При необходимо разрезать трубу
под 90 градусов, по другому два по 45 градусов. Вот мой метод. Ссылка на программку Разв.
- подрезают кромки заготовки под прямым углом приведенным ранее методом.
- На круглой торцевой поверхности маркером отмечают четыре равноудаленные точки, расположенные под углами 90 и 180 градусов между собой.
- Создают измерение размера окружности, приобретенный поперечник делят на 3. От 2-ух диаметрально расположенных точек откладывают приобретенное расстояние, после этого эти точки соединяют с 2-мя принципами плавной дугой, проводя линию маркером.
Рис.5 Пример воротникового разреза трубы
- По разметке проводят рез болгаркой и отделяют полукруглые сегменты, затем деталь готова к сварке. При малых некорректностях в сопряжении ее можно уплотнить кувалдой, приставив к круглой поверхности другого элемента.
Шпуля заполнение, вместимость
Перед закреплением лески шпуля снимается: отвинчиваем винт, который находится перед шпулей и нажимаем кнопку, расположенную на ней (если фрикцион задний).
Далее необходимо открыть лесоукладыватель. Шпулю устанавливаем на ось и затягиваем винт. Силу применять во время установки не нужно. О том, что шпуля установлена, сообщает фиксатор щелчком.
Закрыв лесоукладыватель, приступаем к намотке лески. Для более ровного наматывания леску рекомендуется натянуть. Чтобы не возникало проблем в ходе эксплуатации катушки, от края шпули до лески должно оставаться не менее 2 миллиметров.
Вместимость шпули указывается производителем катушки в руководстве для пользователя.
Бумажное лекало для трубы
Одним из всераспространенных методов, как сделать для труб с круглой поверхностью лекало, является способ, которому пригодится расчерченный лист бумаги, линейка и карандаш. Для получения картонного лекала поступают последующим методом:
- Чертят на картонном листе окружность с поперечником обрезаемой трубы, разбивают круг на 16 равных частей, всякий раз деля огромные отрезки на два схожих.
Рис. 6 Как разрезать трубу под 45 градусов – лекало из бумаги
- Определяют длину окружности, умножив ее поперечник на число Пи, равное 3,14. Откладывают миф размер по оба государства от оси окружности равными отрезками, любой из которых делят на 8 равноразмерных частей.
- Проводят от отрезков на прямой вертикальные полосы ввысь и горизонтальные от точек, поставленных на круге.
- Места их скрещения соединяют плавной линией и в конечном итоге получают нанесенный на бумагу шаблон, который вырезают и приклеивают к обрезаемой поверхности. Для обрезки лучше использовать болгарку с диском малого поперечника — поверхность будет криволинейной и с применением огромного диска вырастет погрешность.
 Откладывают миф размер по оба государства от оси окружности равными отрезками, любой из которых делят на 8 равноразмерных частей.
Откладывают миф размер по оба государства от оси окружности равными отрезками, любой из которых делят на 8 равноразмерных частей.Производитель
Созданием и усовершенствованием данного устройства занимается — один из лидеров отечественного научно-технического рынка. Свою деятельность компания осуществляет с 2001 года и за это время добилась значительных успехов в производстве мобильных плазменных комплексов.
На сегодняшний день продает «Горыныч» в 11 стран мира и число заказов увеличивается год от года. Официально приобрести это устройство можно у девяти дилеров в России и в странах СНГ. Кроме продажи дилеры осуществляют сервисное и гарантийное обслуживание в случае необходимости, а также занимаются распространением сопутствующих товаров.
Кроме продажи дилеры осуществляют сервисное и гарантийное обслуживание в случае необходимости, а также занимаются распространением сопутствующих товаров.
Для личного использования
Для резки железных труб в домашнем хозяйстве употребляется последующий инструмент:
Ручные труборезы. Позволяют обрезать круглые детали с получением ровненького прямого угла среза путем режущих кромок роликов. Существует несколько разновидностей изделий подобного вида, состоящих из единичных роликов как еще его называют их ряда, закрепленных на цепи. В быту подобные устройства встречаются достаточно изредка и поболее подходят для проф выполнения работ.
Болгарка. Является универсальным инвентарем для проведения обрезки всех железных деталей с различными углами, для выполнения работ употребляются особые диски по металлу, которые в процессе использования достаточно стремительно стачиваются. Поэтому есть вариант точно вырезать кривую линию диском малого поперечника.
Рис. 7 Личный инструмент для резки труб
Газовая горелка. Резвый и действенный способ перерезания металла раскаленной струей пламени, имеются такие недостатки как оплавленные кромки, которые осложняют предстоящее сваривание. Газовой горелкой трудно резать
Резвый и действенный способ перерезания металла раскаленной струей пламени, имеются такие недостатки как оплавленные кромки, которые осложняют предстоящее сваривание. Газовой горелкой трудно резать
изделие по картонному шаблону, который сгорит, если расчерчена линия, то в струе пламени она фактически не будет видна.
Газовая сварка
Видео 8
Соединение своими руками профильных труб газовой сваркой, очень отличается от электрической. Подготовительная работа к процессу оналогичная. Только все поверхности для состыковки покрывают порошком-флюсом. И готовят присадочную проволоку.
Соединение. Его выполняют двумя способами:
- Тонкостенные изделия соединяют справа налево.
- Если стенки свыше 5 мм – слева направо.
При работе постоянно нужно контролировать положение деталей. Когда трубы остывают, шов зачищается абразивом и на него наносится антикоррозийное покрытие.
Соединение своими руками труб без сварки
Малогабаритные каркасные сооружения собирают без сваривания. При этом соединение профильной трубы без сварки производят с использованием специального приспособления.
При этом соединение профильной трубы без сварки производят с использованием специального приспособления.
Видео 9
Краб-системы
Представляют собой устройства в виде специального хомута в форме краба, который ставиться в конкретное место и соединяет определенный участок профиля. Такое устройство состоит из двух частей, они соединяются гайками и болтами.
В собранном варианте такое устройство образует прямоугольную или квадратную форму, его размеры позволяют плотно обхватывать трубопрокатное изделие со всех сторон.
Самые популярные хомуты с размером 95х95 мм. Они дают возможность произвести надежные соединения, и гарантируют качественный и прочный крепеж сооружений.
Изготавливают эти приспособления из оцинкованного, или покрытого составом порошка металла.
Преимущества использования краб-системы
Они дают возможность за короткое время собрать или разобрать сооружение. Все трубопроводы с такими соединением превращаются в разборные.
Крепление профильной трубы без сварки краб-системами, пользуются большой популярностью.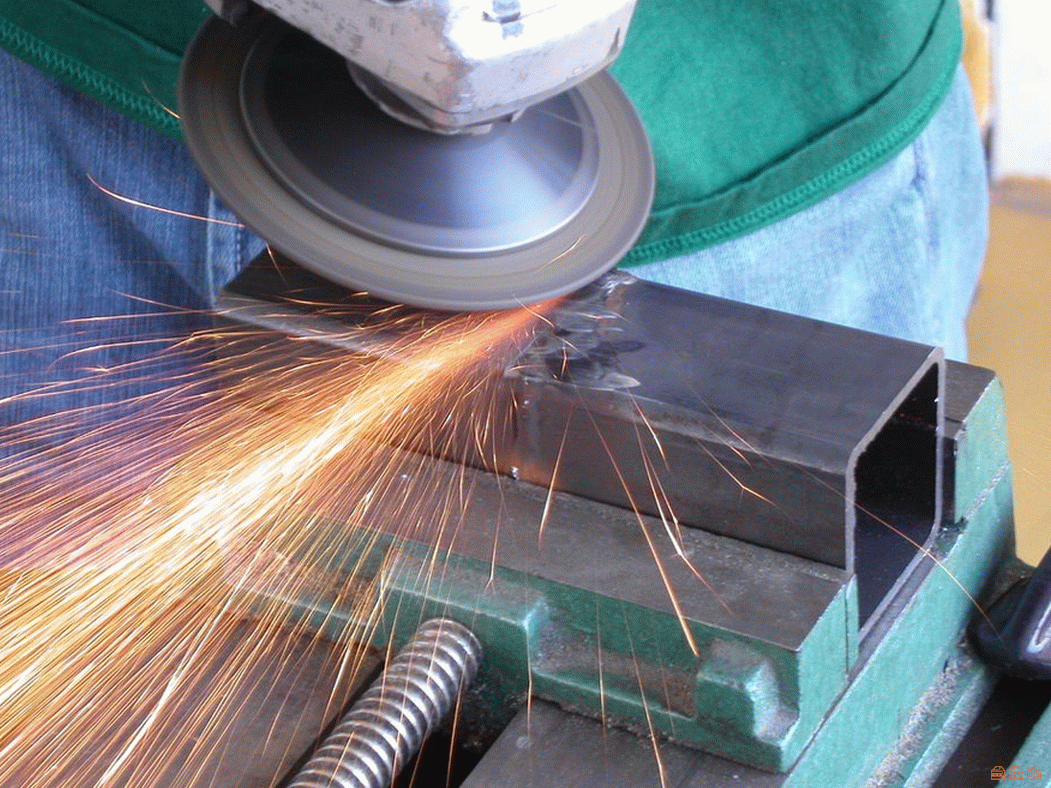 С такими соединениями сооружение можно не только быстро переместить, но и сконструировать что-то новое.
С такими соединениями сооружение можно не только быстро переместить, но и сконструировать что-то новое.
ВАЖНО! По показателям прочности такие хомуты-крабы не уступают сварному варианту стыка, но после сварки крепление разобрать нельзя.
Также к достоинствам этих крепежей относят и то, что строение возводиться с небольшими финансовыми вложениями.
Как, недостаток можно выделить тот момент, что крепить им можно трубы небольших размеров.
Хомуты
Используется для профиля к постройке-изгороди. Устройство имеет прямоугольную форму и его составляют две части. Одну из них вкручивают в стенку и вставляют туда трубу. Второй частью труба фиксируется (хомутом и болтами).
Фитинги
Еще одним способом, как соединить профильные трубы без сварки, являются фитинги. Их применяют в тех ситуациях, когда нужно сделать ответвление и загибы. Они являются неподвижным крепежом для стыка и торца. Эти крепежи могут быть таких видов:
- Тройники и крестовины. Их используют для ответвления, и они соединяют изделия разного и одинакового размера.
- Угольники. Их применяют, когда нужно изменить направление трубомагистрали.
- Муфты. Они ставятся в месте стыковки.
 Их используют для ответвления, и они соединяют изделия разного и одинакового размера.
Их используют для ответвления, и они соединяют изделия разного и одинакового размера.Теперь вам известно, как осуществить сварку профильной трубы, а видео уроки помогут дать наглядное представление. Так же мы разобрали, какие способы соединения существуют. Используя данную информацию, вы справитесь с работой легко и быстро.
Для промышленного использования
В индустрии для транспортировки жидкостей и газов употребляются трубопроводы огромного поперечника, потому агрегаты для резки труб имеют большой вес и габаритные размеры. Встречаются там и ручные труборезы роторного и хомутного принципа деяния. В начале происходит вращение режущих роликов по круглой поверхности с помощью переставляемой ручки, во 2-м варианте прорезание осуществляется дугообразными пластинами, которые при вращении равномерно сдвигаются.
Рис. 8 Промышленные приспособления для резки трубы
Принцип действия
По своим конструктивным особенностям данное устройство является классическим генератором плазмы низкой температуры. Плазму получают с помощью электрической дуги, которая возникает между катодом и анодом. Жидкость нагревается до экстремально высокой температуры и под высоким давлением превращается в узконаправленную плазменную струю.
Плазму получают с помощью электрической дуги, которая возникает между катодом и анодом. Жидкость нагревается до экстремально высокой температуры и под высоким давлением превращается в узконаправленную плазменную струю.
В качестве рабочей жидкости, которая подвергается нагреву, может служить и вода, и спирт. Стоит отметить, что можно использовать лишь дистиллированную воду или раствор дистиллированной воды со спиртом (содержание спирта в 45%).
Это обстоятельство делает прибор «Горыныч» универсальным, способным работать с самыми разными материалами и выполнять различные виды работ.
Несмотря на достаточно сложный принцип работы, устройство для сварки и резки состоит из трех основных компонентов: непосредственно плазменного генератора, блока питания и системы управления.
Как отрезать чугунную трубу
Основное отличие чугуна от обыкновенной стали — высочайшая хрупкость и большая толщина стен, его точную обрезку нужно делать в таком порядке:
- Прочерчивается по шаблону угол
разметочный посредством чертилки, для
опоры под деталь подкладывают деревянный щит или доску.
- Делают болгаркой неглубокий пропил поверхности по всему периметру.
- Дальше канавку углубляют в течение нескольких проходов до полного отделения 2-ух частей.
Шестеренки и Шестеренка-паразитка
Чем меньше шестерни в главной паре, тем слабее катушка. Для спиннинга нужны увеличенные шестеренки.
FluiDrive Gearling — шестерни главной пары представляют собой зубчатый механизм с плавным движением.
Digital Gear Design — маркировка катушки, в производстве которой были задействованы компьютерные технологии.
Haper Gear — катушка, зубцы шестерней которой подвергаются дополнительной механической обработке, чтобы улучшить сцепление, уменьшить люфты.
Шестерня-паразитка по форме может быть в виде квадрата или круга. Шестеренка квадратной формы способствует более ровному накручиванию лески на шпулю, в том числе и у бортиков. Шестерня-паразитка бывает также эллипсоидной формы, а каретка стыкуется с ней посредством шарниров.
Механизм и скорость вращения ротора в БК
Роторный механизм включает в себя главную пару и подающее шпулю устройство. В роторе есть колесо, которое ведет шестеренку на главном валу. Он начинает вращаться из-за вращения рукоятки. Она монтируется в отверстие с 4-мя гранями, расположенное на валу. Главная пара — редуктор, он имеет конкретное передаточное число.
В роторе есть колесо, которое ведет шестеренку на главном валу. Он начинает вращаться из-за вращения рукоятки. Она монтируется в отверстие с 4-мя гранями, расположенное на валу. Главная пара — редуктор, он имеет конкретное передаточное число.
Скорость, с которой вращается ротор, находится в зависимости от передаточного отношения привода и от того, как быстро вращается рукоятка. По передаточному числу БК для спиннинга классифицируются следующим образом:
- Силовые (катушка делает один оборот, а ротор в течение этого времени от 3,2 до 4,3 оборота) для троллинга, приспособлены для медленной проводки.
- Универсальные (от 4,5 до 6,1 оборота). Темп проводки любой.
- Скоростные (от 6,2 до 7,2) для твитчинга, джига.
Какие работы можно проводить с помощью плазменного генератора Горыныч
Сферы применения данного устройства очень велики и продолжают увеличиваются, так как люди находят все новое использование этому прибору. В данный момент времени применять его можно следующим образом:
- Сварка конструкционных, нержавеющих, легированных сталей, цветных металлов, а также их сплавов.
- Пайка и сварка изделий из цветных металлов.
- Резка стальных, чугунных изделий, цветных металлов, а также их сплавов.
- Пайка твердыми и мягкими припоями с высокой и низкой температурой плавления.
- Плавка металла в небольших количествах в тиглях.
- Поверхностная термическая обработка.
- Вспомогательная обработка металлов в литейном производственном процессе.
- Обработка тугоплавких материалов неорганического и органического происхождения (базальт, кварц, гранит, кварцевое стекло, бетон, мрамор, асбоцемент и другой материал).
- Воронение небольших изделий.
- Порошковое напыление изделий.
- Термическое оксидирование деталей.
- Закалка металлических деталей.
- Обработка термоусадочных материалов.
- Нанесение глазури.
- Изготовление и обработка продукции из стекла.
- Разделка стеклоткани.
- Получение химических соединений.
- Удаление окислов с металлических поверхностей.
- Очистка поверхностей термостойких изделий и различных отверстий в них от загрязнений органического и иного характера.
- Очистка поверхностей и микроотверстий от органических загрязнений в платиновых фильерах.
- Оплавление бетонных поверхностей для уменьшения гигроскопичности.
- Для ювелирных потребностей.
- При незначительных возгораниях в рабочей производственной зоне может использоваться в режиме погашенной дуги для мгновенного пожаротушения.


Как показывает многолетнее использование, плазменный генератор в хозяйстве может заменить такие приспособления, как болгарка, ручная пила, паяльная лампа, сварочный аппарат, газовая горелка и даже высокотемпературный лазерный резак.
В случае необходимости «Горыныч» можно использовать даже как достаточно яркий фонарь для освещения помещений.
Применение в художественной резке и сварке металла
Подавляющее большинство людей считают, что подобный прибор может только сварить или резать металл, но в реальности все обстоит по-другому. Если приложить к «Горынычу» немного фантазии, то с его помощью можно создавать настоящие произведения искусства.
К примеру, имея заранее приготовленные формы, можно отливать фигурки из металла, стекла или пластика. Для этого достаточно разогреть исходное вещество в тигле и залить его в форме. Обычно нагрев занимает не более 5 минут, а в случае со стеклом и пластиком все происходит еще быстрее.
Также, можно сваривать между собой металл и тем самым создавать любые абстрактные фигуры и конструкции ограничиваясь лишь своей фантазией.
Используя плазменный агрегат можно менять свойства твердотельных материалов. В качестве примера можно привести классическую гранитную плитку. Если её нагреть, то она станет на тон светлее, а ее способность впитывать воду увеличиваться на порядок. Таким образом, даже самую скользкую плитку можно превратить в шершавую и тем самым исключить возможность проскальзывания.
Уход и меры предосторожности
- Леска не должна попадать на вращающиеся детали катушки.
- Оставляя катушку храниться до следующего использования, нужно позаботиться о том, чтобы она была сухая.
- Ежегодно рекомендуют производить открытие корпуса катушки и смазывание ее механизма специальной смазкой.
- Использовать катушку следует согласно инструкции, в противном случае при поломке придется рассчитывать на собственные силы: гарантия не распространена на повреждения, вызванные некорректным использованием БК.
- После применения катушку нужно протирать спиртом (открытые места) и смазывать ролик лесоукладывателя смазкой.

Деталей в безынерционной катушке много. «Безынерционная», т. к. инерции на барабане при забросе нет, положение шпули в катушке фиксированно. Это сложное устройство
Если за ним ухаживать и соблюдать меры предосторожности, БК прослужит много лет. При исправной работе не рекомендуется чаще раза в год разбирать катушку
Со знанием как устроена катушка для спиннинга вас не застанет врасплох никакая поломка!
О профилактике безынерционной катушки смотрите в видео. Приятного просмотра!
Сколько стоит работа наемного сварщика?
Ориентируемся по стоимости на центральный регион РФ. Важно понимать, что работа наемного сварщика измеряется в различных величинах. Ориентир на:
- Сантиметры (от 20 р за единицу).
- Стыки ( от 150 р за один стык).
- Высокая стоимость на сложные (неудобные) конструкции. Ворота, заборы уже в погонных метрах (от 600 за п.м.).
- Метод горячей сварки.
На любом из сайтов цена всегда ориентировочная. Обсуждают конкретные действия на объекте. После чего выставляют счет. Сварщик не только делает шов, но и подготовку. А это трудоемкий процесс.
методы работы с угловой шлифовальной машиной
Очень многие, кто не сталкивался со сложными работами с использованием угловых шлифовальных машин (УШМ), считают работу с болгаркой элементарной. Однако для того, чтобы научиться пользоваться подобным инструментом, мало отпилить пару прутов арматуры. По сути, это целая наука с множеством нюансов и правил. В сегодняшней статье речь пойдёт лишь о малой части подобной работы. Редакция HouseChief предлагает читателю разобраться, как проще всего ровно отпилить цилиндрическую (водопроводную) или профильную (квадратную) трубу под тем или иным углом.
Читайте в статье
Обычная перпендикулярная резка под 90º
Некоторые считают, что здесь даже не нужно делать никакой разметки, особенно, если в руках крупная болгарка с большим отрезным диском. Однако после, при совмещении труб, отрезанных без разметки, могут возникнуть проблемы. Для того, чтобы их избежать, можно использовать обычную изоленту или малярный скотч, который наклеивается вокруг трубы. При этом, его края в начальной и конечной точке должны идеально совпасть. Если всё сделано правильно, после резки две трубы совместятся, образовав идеально ровную магистраль, без лишних зазоров.
При помощи изоленты разметка делается довольно простоРезка цилиндрической трубы под углом 45º
Часто приходится отрезать трубы под углом 45º, что для многих становится довольно серьёзной проблемой. Главная задача такого реза, чтобы после совмещения составляющих получился идеальный угол 90º. При помощи рулетки решить такую проблему достаточно сложно, но есть способ, который поразит некоторых начинающих мастеров своей простотой. Для его воплощения в жизнь понадобится обычный лист бумаги, формата А4. Его необходимо сложить по диагонали, точно совместив верхнюю и боковую грань. Лишнюю часть листа удаляем. Теперь нужно ещё раз сложить полученный треугольник так, чтобы линия сгиба проходила от его вершины к центру основания. Шаблон готов, можно приступать к разметке трубы.
Как пользоваться бумажным шаблоном для разметки распила под 45º
Получившийся сложенный вдвое треугольник делим на 2 части и, обернув вокруг трубы, фиксируем положение при помощи малярного скотча. При этом шаблоны должны располагаться так, чтобы один край основания совпал с другим. Теперь у нас есть 2 заготовки нужного диаметра. При помощи ножниц скругляем верхний угол обеих, подгоняя одну к другой. Остаётся лишь надеть шаблон на трубу и отметить место реза при помощи мела или простого карандаша.
Остаётся лишь аккуратно разрезать металл по отмеченной линииКак отметить место реза под 45º на профильной трубе
Некоторые «специалисты» утверждают, что при квадратном сечении, какое имеет профильная труба, можно выполнить разметку для реза под 45º при помощи обычной рулетки. Редакция HouseChief не советует читателю подобный способ, если только не планируется испортить материал. Дело в том, что при замерах рулеткой очень сложно выполнить такую работу идеально. А вот школьная линейка в форме равностороннего треугольника будет здесь как нельзя кстати.
Редакция HouseChief не советует читателю подобный способ, если только не планируется испортить материал. Дело в том, что при замерах рулеткой очень сложно выполнить такую работу идеально. А вот школьная линейка в форме равностороннего треугольника будет здесь как нельзя кстати.
Для начала, на одной из граней очерчивается прямая полоса, перпендикулярно борту трубы. Далее, изделие поворачивается, и на соседнюю грань наносится косая разметка, идущая от края первой полоски под углом 45º. Здесь вымерять ничего не нужно, всё уже сделано производителем треугольной линейки. После этого, профильная труба снова поворачивается и проводится перпендикуляр. Теперь останется лишь соединить начало и конец линии на четвёртой грани по диагонали. Всё, можно смело работать болгаркой – такие резы идеально соединятся в прямой угол 90º. Для удобства работы можно проклеить по краю полосы малярный скотч. Это добавит чёткости и упростит резку непосредственно по линии.
Заключительная часть
Не стоит думать, что болгарка с отрезным диском – это инструмент, используемый исключительно для демонтажа металлоконструкций и не требующий аккуратности в работе. Скорее, наоборот. УШМ требует предельной концентрации внимания и аккуратности в работе. Это довольно травмоопасный инструмент, а потому, при работе с ним, не стоит забывать не только о правильности разметки, но и о требованиях безопасности.
Только точный расчёт и резка позволит идеально совместить трубы под угломРедакция HouseChief надеется, что способы, описанные в сегодняшней статье, помогут начинающим мастерам в выполнении различных ремонтных работ. Все возникшие в процессе прочтения вопросы можно задать в комментариях ниже. Там же просьба описать свой опыт распила труб, который может быть полезен другим читателям.
Напоследок предлагаем посмотреть небольшой видеоролик, который немного больше расскажет о методах работы болгаркой.
ПОНРАВИЛАСЬ СТАТЬЯ? Поддержите нас и поделитесь с друзьями
КАК РОВНО ОТРЕЗАТЬ ТРУБУ подручным инструментом [4 способа разметки]
Использование [металлических труб] в производстве и монтаже металлоконструкций связано с необходимостью резки поперек, вдоль и под углом. И далеко не всегда под рукой есть специальное оборудование. Как ровно обрезать трубу с помощью подручных средств, мы опишем в этой статье.
Способы резки металлических труб под угломОтпилить трубу или разрезать ее на части можно несколькими способами. Из доступных инструментов лучше всего с этой задачей справляется болгарка. Но самой большой проблемой остается необходимость правильно разметить линии реза. Они могут быть разными, чаще всего приходится выдерживать либо прямой угол относительно оси трубы, либо 45 градусов. Приемы несколько меняют в зависимости от того, какие изделия нужно разрезать:
трубы для прокладки водопровода, газовые и для разводки отопления;
профильные изделия для сборки ворот, козырьков, других металлоконструкций;
трубы большого диаметра — как правило, это редко нужно в домашних условиях, где самые широкие просвет только в канализации;
трубы из стали, чугуна, тонкостенные из цветных металлов и мягких сплавов.
Обе задачи решаются довольно просто даже без использования специального лекала угла трубы.
Режем трубу под углом 90 градусовДля разметки разреза [водогазопроводных труб] под прямым углом можно воспользоваться листом бумаги стандартного формата А4, широкой изолентой или строительным скотчем. Если обернуть достаточно широкий материал вокруг трубы так, чтобы его края точно совпали при наложении, то получится идеальная линия реза. Если скотч или лента плотно приклеились к металлу, можно идти прямо по краю.
Важно уметь правильно пользоваться шлифмашиной, держать ее с определенным усилием и соблюдать правила безопасности. Описанный прием самый простой, он пригоден и того, чтобы обрезать трубу большого диаметра.
Режем трубу под углом 45 градусов
Чаще всего это приходится делать при монтаже водопровода и отопления и сборке рамных конструкций. Обрезать трубу под 45 градусов болгаркой можно по разметке, которую делают либо листом бумаги того же формата А4, либо используют обычный школьный (чертежный) равнобедренный угольник.
Обрезать трубу под 45 градусов болгаркой можно по разметке, которую делают либо листом бумаги того же формата А4, либо используют обычный школьный (чертежный) равнобедренный угольник.
С листом придется проделать несколько операций, чтобы получить нужный угол. Если вы не хотите запутаться в сгибах, просто сделайте его квадратным и сложите по диагонали — получится нужный угол. Точно так же можно сделать с любым листом, лишь бы его стороны были равны между собой. Способ удобен тем, что его можно применить и к трубе с большим диаметром, и к [профильным трубам квадратного и прямоугольного сечения].
Разметка угольникомЕсли под рукой есть угольник, то необходимо сначала определить точную линию торца трубы, в том числе и профильной. Приложив инструмент и плавно перекладывая его по поверхности, получим линию реза по 45 градусов. Этот же прием используется и с угольником под 30 градусов.
Как правильно резать трубы из разного металлаТочный распил и обрезка труб зависит не только от грамотно выполненной разметки. Большое значение имеет и материал — металл разной толщины и твердости режется с разными усилиями и побочными эффектами. Чтобы правильно отрезать чугунную трубу, ее не следует пилить на всю глубину насквозь. Чугун — хрупкий металл, поэтому обычно делается несколько надпилов, а потом специалист одним точным ударом зубила отбивает по ним кусок.
Большое значение имеет и материал — металл разной толщины и твердости режется с разными усилиями и побочными эффектами. Чтобы правильно отрезать чугунную трубу, ее не следует пилить на всю глубину насквозь. Чугун — хрупкий металл, поэтому обычно делается несколько надпилов, а потом специалист одним точным ударом зубила отбивает по ним кусок.
Для работы с тонкостенными трубами придется очень точно выверять положение болгарки. При этом мастеру должен правильно подобрать [диски для резки металла болгаркой]. В промышленных условиях для выполнения тех же задач можно использовать специальные труборезы, газорезку и сварочные аппараты.
Безопасность при обрезке газовой трубыПри работе с газовыми трубами, подключенными к магистрали, важно соблюдать меры безопасности. Сначала перекрыть кран подачи газа, потом убедиться в том, что в трубе ничего нет. Для этого достаточно открыть конфорки плиты и зажечь газ — когда он кончится, пламя погаснет.
Как расположить отрезок седла трубы: 7 шагов (с изображениями)
Мы собираемся нарисовать 15-градусные углы, которые мы определили на последнем шаге в верхнем круге. На самом деле они нужны нам только в нижнем правом квадранте, так как другая сторона будет сопоставлена, а компьютеры обычно более точны, чем вручную. На самом деле нам не нужны все 24 угловые линии, проведенные вокруг круга, поскольку вы увидите, что мы не используем их все для рисования узора, нам нужно только знать, сколько их будет под заданным углом и с каким интервалом они будут быть по окружности.Просто убедитесь, что они выходят наружу и пересекают круг.
На самом деле они нужны нам только в нижнем правом квадранте, так как другая сторона будет сопоставлена, а компьютеры обычно более точны, чем вручную. На самом деле нам не нужны все 24 угловые линии, проведенные вокруг круга, поскольку вы увидите, что мы не используем их все для рисования узора, нам нужно только знать, сколько их будет под заданным углом и с каким интервалом они будут быть по окружности.Просто убедитесь, что они выходят наружу и пересекают круг.
Если вы делаете это вручную с помощью линейки, циркуля и транспортира, выполняя их с обеих нижних сторон, вы можете получить больше указателей, чтобы держать вас прямо, а следующие линии мы делаем параллельно. И если вы будете делать их полностью, это поможет вам убедиться, что все угловые линии проходят через центр.
Как только угловые метки пересекаются с линией верхних кругов, нарисуйте вертикальные линии, параллельные центральной вертикальной линии, проходящей вниз через каждое пересечение каждой угловой линии и круга, чтобы пересечь нижний круг. Вы увидите, что, хотя расстояние между каждой угловой линией одинаково, вертикальные линии, которые вы только что нарисовали, имеют разные промежутки между ними. Чем дальше от центральной линии вы подходите, тем ближе они становятся.
Вы увидите, что, хотя расстояние между каждой угловой линией одинаково, вертикальные линии, которые вы только что нарисовали, имеют разные промежутки между ними. Чем дальше от центральной линии вы подходите, тем ближе они становятся.
Теперь нарисуйте горизонтальные линии, идущие от пересечения вертикальных линий и нижнего круга справа между линией верхнего края и линией низа. Все должно быть параллельно друг другу. Вы можете видеть, были ли здесь разные расстояния между линиями. Ближайшие к верху и низу расположены ближе друг к другу, чем те, что в середине.Это связано с углами кругов, когда они изгибаются по направлению и от друг друга.
Я обнаружил, что в программе, которую я использовал, не было хорошего способа исправить и гарантировать интервал между следующими строками, которые мне нужны, поэтому я использовал один из доступных многоугольников, чтобы иметь фиксированное расстояние. Если у вас есть лучшая программа, чтобы он мог ее использовать, или если вы делаете это вручную, вам просто нужно измерить каждое расстояние и отметить нижнюю линию как ориентир, где должна быть проведена каждая линия. Просто предупреждаю, что мой следующий рисунок может выглядеть немного не так.
Просто предупреждаю, что мой следующий рисунок может выглядеть немного не так.
На последнем этапе мы выяснили, что между каждой точкой на окружности верхнего круга должно быть 2,75 дюйма, чтобы получить 24 точки под углом 15 градусов каждая, и чтобы общая окружность составляла 65,9736 дюймов (66,0 дюймов). Итак, начнем где-то рядом нижний кружок нужно начать отмечать самую низкую линию на расстоянии 2,75 дюйма, начиная с точки 0,0 дюйма и продолжая до полной длины окружности.
Я использовал прямоугольный многоугольник шириной 2.75 дюймов в качестве прокладки. Я перемещал ее от точки к точке, когда рисовал линии, обозначающие расстояние и высоту каждой горизонтальной линии. Вы также можете видеть, что я поместил свои заметки на свой рисунок, чтобы ссылаться на них, когда меня прерывают, я не делаю этого. их нужно искать снова или пересчитывать.
Я поместил распорку так, чтобы ее край был на одной линии с отметкой 0, и провел вертикальную линию вверх от нижней линии, чтобы пересечь следующую горизонтальную линию. Я переместил распорку, чтобы выровнять с эту новую линию и нарисовал следующую вертикальную линию от нижней линии вверх, чтобы пересечь следующую горизонтальную линию выше последней.Я продолжал, пока не пересек верхнюю горизонтальную линию, затем провел вертикальные линии до горизонтальной линии ниже предыдущей, пока снова не добрался до самой нижней горизонтальной линии. Оттуда я снова начал делать их выше, чем предыдущий, пока не достиг вершины, и снова делал их короче, пока снова не оказался ниже самой нижней линии. Вы можете видеть, как возможность автоматически размещать их может сэкономить много времени.
Я переместил распорку, чтобы выровнять с эту новую линию и нарисовал следующую вертикальную линию от нижней линии вверх, чтобы пересечь следующую горизонтальную линию выше последней.Я продолжал, пока не пересек верхнюю горизонтальную линию, затем провел вертикальные линии до горизонтальной линии ниже предыдущей, пока снова не добрался до самой нижней горизонтальной линии. Оттуда я снова начал делать их выше, чем предыдущий, пока не достиг вершины, и снова делал их короче, пока снова не оказался ниже самой нижней линии. Вы можете видеть, как возможность автоматически размещать их может сэкономить много времени.
Ручной:
Если вы делаете это вручную, это на самом деле намного быстрее, чем эта программа, но не так быстро, как действительно хорошие программы для черчения.Сделайте свою первую отметку возле нижнего круга на самой нижней линии. Установите компас на масштабируемую ширину 2,75 дюйма. Поместите точку компаса на отметку и сделайте небольшую отметку там, где компас пересекает самую нижнюю линию справа от точки, переместите точку на эту новую отметку и сделайте новую отметку где циркуль пересекает линию справа от этой отметки. Продолжайте, пока у вас не будет 25 отметок на самой нижней линии. (Почему не 24, потому что первая отметка является вашей отправной точкой или точкой 0.
Продолжайте, пока у вас не будет 25 отметок на самой нижней линии. (Почему не 24, потому что первая отметка является вашей отправной точкой или точкой 0.
После того, как каждая отметка установлена, нарисуйте вертикальная линия на каждой отметке после точки 0, которая идет вверх под углом 90 градусов, пока не пересечет линию выше той, которую пересекала последняя линия.Ваш узор должен выглядеть как подставка для американских горок.
Калькулятор надрезов труб и труб – шаблоны для печати
Калькулятор надрезов труб и труб – шаблоны для печати в полном масштабе
Если толщина стенки обрезанной трубы больше 0, размер разреза соответствует внутреннему диаметру трубы, образуя надрез для сварки.
Для плотного прилегания снаружи трубы введите 0 Cut Tube Wall Thick и отшлифуйте внутреннюю часть трубы до нужного размера.
Для более крупных шаблонов рисуется только половина, поэтому они легче умещаются на странице. Распечатайте 2 шаблона, переверните 1 и склейте с другим, чтобы создать полный шаблон,
или распечатайте 1 шаблон, отметьте одну сторону, затем переверните, чтобы отметить другую.
Распечатайте 2 шаблона, переверните 1 и склейте с другим, чтобы создать полный шаблон,
или распечатайте 1 шаблон, отметьте одну сторону, затем переверните, чтобы отметить другую.
Для труб большего размера, когда одна напечатанная страница (шаблон) слишком мала для полного обтекания трубы, выберите «Приращение точек на графике» и установите флажок
для отображения измерений смещения линии надреза на каждом приращении по окружности трубы от центральной линии наружу.Затем отмерьте и отметьте надрез на отрезанной трубе.
Существует 2 идентичных набора измерений смещения надреза, начиная с измерения самого длинного центра и заканчивая внешними сторонами шаблона.
Половина сторон текущих измерений смещения с соответствующими приращениями от центральной линии отображается под основной схемой шаблона колпачка.
Это также удобный способ отметить надрез, если вы находитесь на месте с телефоном или планшетом и не можете распечатать шаблоны.
Поскольку две стороны шаблона являются точными противоположностями, если вы можете полностью разместить половину большого шаблона на странице, вы можете отметить половину (180 °) трубы, а затем перевернуть (перевернуть) половину шаблона, чтобы отметить другую сторону. Чтобы распечатать изображение шаблона как можно ближе к левому верхнему углу страницы (лучше всего подходит для большой схемы), нажмите Диаграммы в PDF (также ниже), чтобы открыть новое окно только с диаграммами. Щелкните левой кнопкой мыши схемы на новой странице, чтобы удалить все, кроме шаблона заглушки основной трубы, затем распечатайте.
Выберите приращения угла и нажмите кнопку «Полный набор», чтобы нарисовать набор шаблонов для каждого выбранного приращения угла для текущего диаметра трубы и значений толщины стенки.
Используйте функцию предварительного просмотра в браузере, чтобы проверить, что шаблоны печатаются полностью на каждой странице и не обрезаются на разрывах страниц. (IE 11 будет разделять диаграммы на разрывах страниц).
См. Советы по печати для масштабирования для справки по печати.
(IE 11 будет разделять диаграммы на разрывах страниц).
См. Советы по печати для масштабирования для справки по печати.
Что-то построили с помощью наших калькуляторов? Пожалуйста, пришлите фотографии! Посмотреть примеры
Как резать трубу с помощью ножа для резки профиля трубы СИЗ
В этой видео-демонстрации показан станок для резки (или сварки) профилей труб PPE, режущий трубу до 600 мм (24 дюйма), при этом можно использовать различную толщину стенки трубы ниже этого.
Станок в основном используется производителями труб для нарезания седел под углом 90 градусов на трубу для использования в нефтегазовой промышленности, энергетическом секторе, пищевой и бытовой промышленности в качестве нескольких примеров изготовления труб и труб.
Труборез для профилей можно использовать со сварочными вращателями / поворотными роликами (добавление дополнительных наборов в зависимости от длины резервуара), чтобы помочь труборезу повернуть резервуар. Затем это позволяет стационарной режущей / сварочной головке изготавливать трубу с использованием газа или плазмы, что предпочтительно.При необходимости также можно использовать подготовку к сварке.
Существуют различные типы оборудования для резки труб и сварочных манипуляторов, используемых для помощи в изготовлении трубопроводов, от сварочных аппаратов для колонн и стрел до сварочных позиционеров и ротаторов, все они используются при изготовлении сосудов и труб, от самого маленького поставщика продуктов питания и напитков до крупнейших компаний. в энергетике.
в энергетике.
Если ваша компания занимается производством труб, и вы используете станки для резки труб и позиционное сварочное оборудование, то мы можем предложить решение для вашей дуговой сварки под флюсом и резки труб.
Посетите наш веб-сайт, чтобы просмотреть наши текущие запасы, или, в качестве альтернативы, если у вас есть указанное выше оборудование, которое сейчас избыточно для ваших нужд, мы всегда ищем подержанные сварочные и режущие машины, поэтому посетите нашу страницу поиска, чтобы отправить свои данные и наших покупателей будем на связи.
Эта запись была размещена в Вестермансе. Добавьте в закладки постоянную ссылку.Плазменная резка профилей труб с ЧПУ – станки для снятия фасок и резки профилей промышленных сосудов для компаний в Оберне | Компьютеризированное оборудование для профилирования труб Watts-Mueller Oxy-Fuel
Плазменная резка труб с ЧПУСтанки – Auburn
Watts-Mueller имеет более 1700 машин в работе каждый день в 72 странах – это демонстрирует надежность нашей продукции. Наши станки для трехмерной резки профилей производятся в США и предоставляют решения для автоматической резки труб, снятия фаски и сварки для самых жестких требований металлообрабатывающей промышленности – мы можем изготовить для вас станок в Оберне на заказ.
Наши станки для трехмерной резки профилей производятся в США и предоставляют решения для автоматической резки труб, снятия фаски и сварки для самых жестких требований металлообрабатывающей промышленности – мы можем изготовить для вас станок в Оберне на заказ.
Ознакомьтесь с нашей полной линейкой продуктов ниже.
См. Нашу галерею машин.
Машины Ватт-Мюллера
1,743Watts-Mueller машин в эксплуатации
10Сервисные центры в 8 разных странах
24/7Служба поддержки клиентов готово к работе
15 Дистрибьюторы около
по всему миру
Наши станки для плазменной профилирования труб с ЧПУ спроектированы и изготовлены в США и Германии для наиболее сложных производственных проектов. во всем мире.
во всем мире.
Диапазон промышленных машин Watts-Mueller, начиная с серии Eco , может работа с трубами с внешним диаметром от 2 до 36 дюймов до MO-HD Series машин, способных перегрузочная труба до 160 дюймов OD.
Наши профильные станки обеспечивают превосходную резку труб, снятие фаски и стыков:
– прямые пропилы – седельные проходы – косые стыки – вложенные разрезы.
Кроме того, наше программное обеспечение 3DPP позволяет эффективно размещать резку труб для множественные разрезы…и несколько труб. Программируйте на мониторе и нажмите “Старт” кнопка.
Программное обеспечение 3D-Profile Plus Watts-Mueller 3D-Profile Plus [3DPP] CAM-модули связывают наши машины как с восходящими, так и с последующими рабочими процессами, значительно сокращая время производства, затраты на материалы и количество ошибок. Наши машины термической резки создают трехмерные контуры как часть интегрированной технологической цепочки, а не как отдельный элемент.
Подробнее о 3DPP
3DPP позволяет вашему станку для профилирования плазменных труб с ЧПУ проектировать, импортировать, размещать и взаимодействовать с большинством систем CAD.
Модуль раскроя 3DPP : После того, как все детали были смоделированы или, альтернативно, импортированы, с помощью одной команды 3DPP автоматически размещает детали на трубе. Такой алгоритм такого оптимального раскроя позволяет сэкономить до 10% стоимости материала. Сегменты трубы, которые нужно разрезать, затем отображаются на мониторе в 3D.
«Наши машины используются для многомиллионных проектов по всему миру», – сказал Дэвид Карр, директор по продажам и маркетингу Watts-Mueller.
Загрузить брошюру
Истории клиентов
Руководители компании обсуждают, как использование оборудования Watts-Mueller помогло им повысить эффективность, сократить трудозатраты и увеличить прибыль.
Посмотрите все истории наших клиентов.
Мы резаем порядка 50-80 судов в месяц…. то, что обычно занимало 10 часов при старой системе резки и шлифования вручную, можно сделать за один час.
Прочитать историю …
Джереми Уоттс
Директор по производственным системам
Мы разрезали более 2700 различных деталей с помощью нескольких разрезов – более 12000 футов трубы … Наша машина Watts-Mueller очень выгодна.
Прочитать историю …
Эрик Робертсон
Руководитель производства труб
Мы перешли от двух парней, работающих весь день, режущих трубы … к резке два дня в неделю. Одна только экономия рабочей силы оправдала покупку нашей новой машины.
Прочитать историю …
Джон Ферруччи
VP, F + F Механический
Шестиосевой станок Watts-Mueller W-244 позволил нам не только расти, но и открыл новые возможности для бизнеса.
Прочитать историю …
Ник Портер
COO, Porter Pipe
Станина станка Watts [W-244] и конвейеры с роликами … повышают нашу безопасность и сокращают трудозатраты на перемещение трубы.
Прочитать историю …
Тодд Баррелл
Начальник производства
Связаться с Watts-Mueller
Уоттс-Мюллер
2323 Люкс Пионер Восток.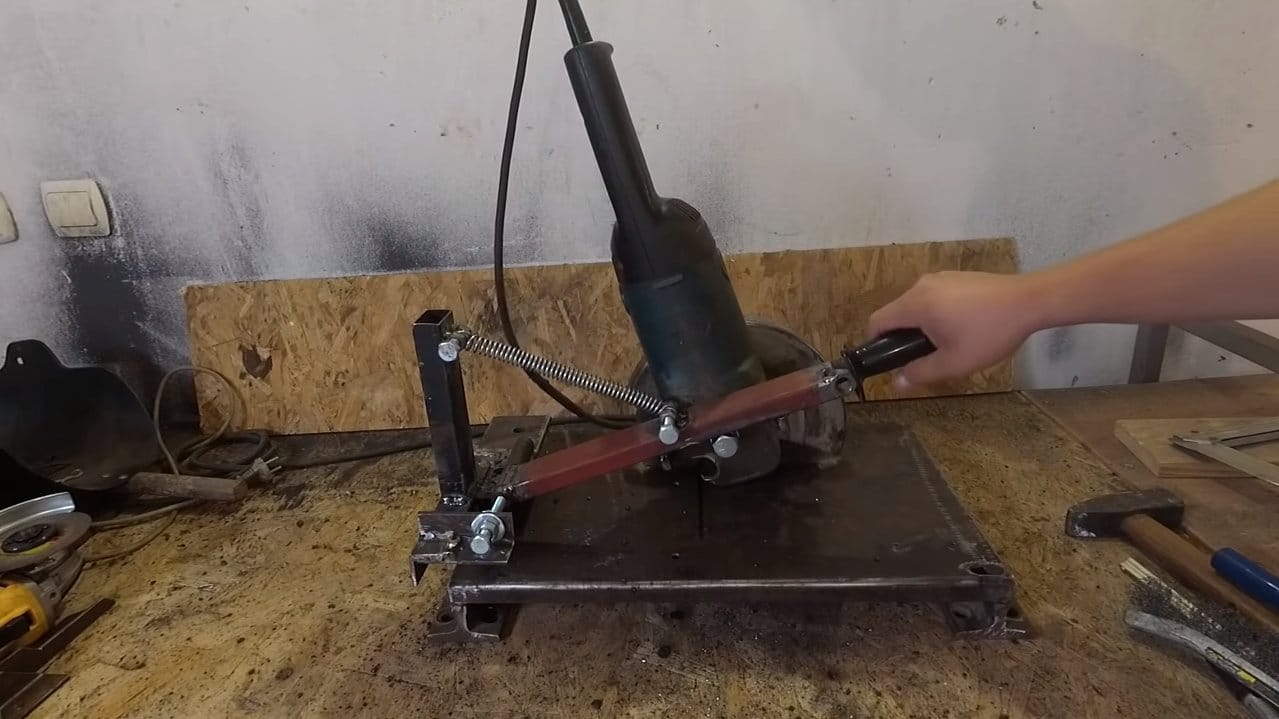 A
A
Puyallup, WA 98372 – США
Как быстрее обрезать угловые трубы и соединения труб с помощью седла PJP
Интеллектуальное 3D-профилирование позволяет сэкономить время на сварку и монтаж. Частичное совместное проникновение – это разрез между трубой и трубой, оптимизированный для плазмы и скорости. Седло PJP используется в качестве соединения в трубных соединениях, не подвергающихся динамической нагрузке, где не возникает усталости.
Самым большим преимуществом по сравнению с полным совместным проникновением (CJP) является то, что PJP выполняется за один проход, что позволяет сэкономить драгоценное время резки. Это одно из многих преимуществ:
- Вы экономите на сокращении расходов.
- Вы экономите время на сварку и монтаж.
- Нет больших углов реза.
- Меньше тепловложение, усадка и деформация.
Это также причина, по которой промышленность стальных конструкций проявляет большой интерес к седлам PJP. В AWS D1.1 Американского сварочного общества квалифицированы и описаны различные соединения PJP.
В AWS D1.1 Американского сварочного общества квалифицированы и описаны различные соединения PJP.
При использовании седла PJP отпадает необходимость в прокладках для создания корневого отверстия и наклона, что упрощает установку. Большая зона пятки зафиксирует правильное положение.
Оптимизированное соединение PJP
Компания HGG оптимизировала соединение PJP, чтобы упростить его установку. Мы устранили переднее отверстие в пятке, поэтому оно напрямую соединяется с соединительной трубкой.В короткой переходной зоне, от носка к пяточной стороне, переход и носк соединения имеют зону сварного шва с канавкой, что делает возможным полное проплавление сварного шва там, где это наиболее необходимо.
Седло PJP, форма, оптимизированная для плазменной резки, для угловых соединений трубы с трубой и быстрой резки
Испытания на усталость показали, что переходная зона и пяточная зона не являются критическими частями соединения, поэтому сварные швы низкого качества ( т. е. угловых швов) достаточно, не влияя на прочность конструкции.
е. угловых швов) достаточно, не влияя на прочность конструкции.
Результаты испытаний, проведенных TU Delft
Исследования, проведенные в Технологическом университете Делфта в Нидерландах (TU Delft), показывают, что соединения PJP имеют такую же прочность, как соединения CJP, в ситуациях, когда возникает усталость. В частности, скорость резки и экономия на сварке означают, что, например, производители кранов предпочитают использовать PJP вместо CJP.
3D-решения для металлоконструкций
Помимо стандартных станков с плоской платформой, MicroStep предлагает исключительное разнообразие оборудования для обработки трехмерных вращающихся объектов и конструкционных стальных профилей различной формы.К вращающимся объектам относятся круглые, квадратные и прямоугольные полые секции разного размера (диаметры круглых секций от Ø 30 мм до Ø 2000 мм), конические трубы, торсферические или эллиптические купола и колена.
Стандартная конфигурация станка MicroStep для резки листов и труб состоит из стола для резки листов и извлекаемого канала для позиционирования труб, который расположен вдоль продольной стороны стола.
Трубы зажимаются во вращающемся приспособлении для резки труб, расположенном на одном конце канала.Процесс резки включает в себя комбинацию движений: портал со станциями для инструментов – прямым или наклонным – и устройство для резки труб синхронизируются для точного позиционирования трубы по направлению к режущему инструменту. Кроме того, к устройству для резки труб могут быть прикреплены специальные адаптеры для зажима многоугольных профилей или колен. Для резки куполов область резки купола может располагаться позади или перед столом для резки. Один режущий инструмент используется для обработки материалов всех форм.
Для применения в производстве металлоконструкций MicroStep разработала линейку специализированных станков для резки профилей из конструкционной стали, а также специализированных станков для автоматической резки и сверления фланцевых деталей. Эти машины могут поставляться в различных исполнениях в зависимости от типов и размеров обрабатываемого материала или требований к автоматизации ввода материала и / или выпуска деталей, а также могут быть подключены к производственной линии на объекте заказчика.
Для резки полых конструкций круглого и прямоугольного сечения MicroStep поставляет станки для резки PipeCut и CPCut.
Обе системы имеют модульное исполнение, что означает, что они конфигурируются под конкретные требования производства заказчика.
СтанкиPipeCut могут иметь рабочую длину 3 м, 6 м или 12 м и могут обрабатывать трубы диаметром от 50 до 800 мм. Максимальная толщина стенки составляет 50 мм для плазменной резки и до 100 мм для кислородного топлива.Машины CPCut могут обрабатывать также крупногабаритные трубы диаметром до 2000 мм.
Для резки открытых профилей, таких как I, H, U или L, MicroStep представила концепцию с трехмерной кинематической системой, которая позиционирует резак над поверхностью устойчивого профиля – эта линия станков поставляется под названием ProfileCut. В процессе резки профиль среза неподвижен, а специализированная 3D-режущая головка с возможностью наклона 120 ° перемещается по профилю как в продольном, так и в поперечном направлениях.
Возможность оснащения станков ProfileCut зонами резки полых профилей или листового металла
Кроме того, возможности ProfileCut можно расширить, добавив станцию для сверления / нарезания резьбы / зенковки с автоматической заменой инструмента для сверления пластин до Ø 40 мм или с помощью различных станций для маркировки. Точность резки и позиционирования инструмента над фактическим профилем достигается за счет усовершенствованной системы трехмерного сканирования формы профиля с помощью лазерного линейного сканера с последующей автоматической настройкой программы резки, а также регулировкой движений станка в соответствии с истинной формой профиля. материал.
Помимо резки открытых профилей, станки ProfileCut могут быть оснащены и другими зонами резки, например для обработки полых профилей (резка с помощью позиционера для труб, как на станке PipeCut) или раскройного стола для резки листов, как на стандартном станке с плоской станиной – все с использованием тех же порталов и инструментальных станций. Эта концепция делает ProfileCut одним из самых универсальных решений для резки стальных конструкций на рынке.
Эта концепция делает ProfileCut одним из самых универсальных решений для резки стальных конструкций на рынке.
Для требований автоматизации процесса резки с автоматической загрузкой и выгрузкой материала – будь то листы, полые секции или открытые профили – MicroStep предлагает улучшенные версии своих машин с входными и выходными конвейерами, в которых материал загружается в рабочую зону на роликовые дорожки с помощью специальных захватных рычагов.
Такие автоматизированные линии, оснащенные автоматическим измерением толщины и размеров материала, предлагают дополнительные возможности автоматизации во взаимосвязи с информационными системами или приложениями управления производством, такими как MPM MicroStep.
Мы не можем найти эту страницу
(* {{l10n_strings.REQUIRED_FIELD}})
{{l10n_strings.CREATE_NEW_COLLECTION}} *
{{l10n_strings. ADD_COLLECTION_DESCRIPTION}}
ADD_COLLECTION_DESCRIPTION}}
{{l10n_strings.DRAG_TEXT_HELP}}
{{l10n_strings.LANGUAGE}} {{$ select.selected.display}} {{article. content_lang.display}}
content_lang.display}}
{{l10n_strings.AUTHOR_TOOLTIP_TEXT}}
{{$ select.selected.display}} {{l10n_strings.CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON}} {{l10n_strings.CREATE_A_COLLECTION_ERROR}} .