Пайка меди. Украшения из проволоки wire wrap.
Пайка меди газовой горелкой в домашних условиях для начинающих. Украшения из проволоки в технике wire wrap своими руками. Как паять медь газовой горелкой, какой припой использовать.Мы с вами уже крепили аммонит проволокой, закрепляли кабошон на пластине, даже делали Дерево из проволоки прямо на кабошоне.
А сегодня я вам расскажу еще об одном способе крепления кабошона. Даже не так! Я расскажу вам о том, как делать сложные украшения в технике wire wrap с применением пайки. Собирать украшение мы будем на каркасе, который предварительно нужно спаять. Используем газовую горелку и припой.
Чем хорош такой способ?
Удобно крепить отдельные элементы из проволоки. Каркас жесткий, а значит и все украшение получается прочным, ничего не болтается, все элементы надежно прикреплены. Кабошон без отверстия закрепляется деталями украшения в процессе сборки.
Многие мастера пользуются только этой техникой и делают свои украшения используя каркас. Кстати сказать – смотря на фотографии вы даже не заметите, что украшение собрано на каркасе, удивляясь его сложности. С обратной стороны каркас можно легко прикрыть симпатичной оплеткой.
Кстати сказать – смотря на фотографии вы даже не заметите, что украшение собрано на каркасе, удивляясь его сложности. С обратной стороны каркас можно легко прикрыть симпатичной оплеткой.
Пайка меди газовой горелкой.
Я не профессиональный ювелир. Паяю тоже так себе.. Не скажу, что часто, но приходится применять навыки пайки в своем ремесле. И вам рекомендую овладеть элементарными способами пайки газовой горелкой в домашних условиях.
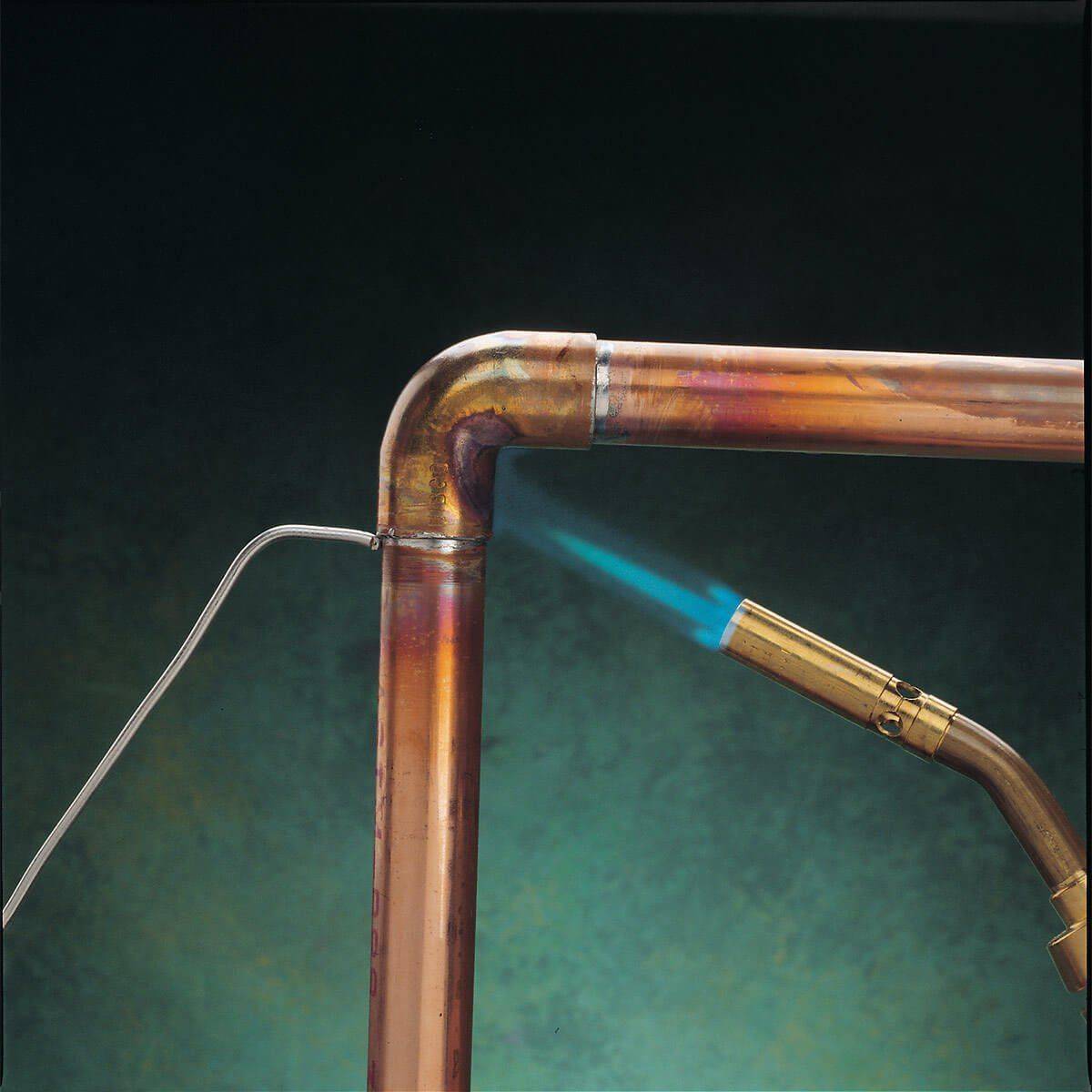
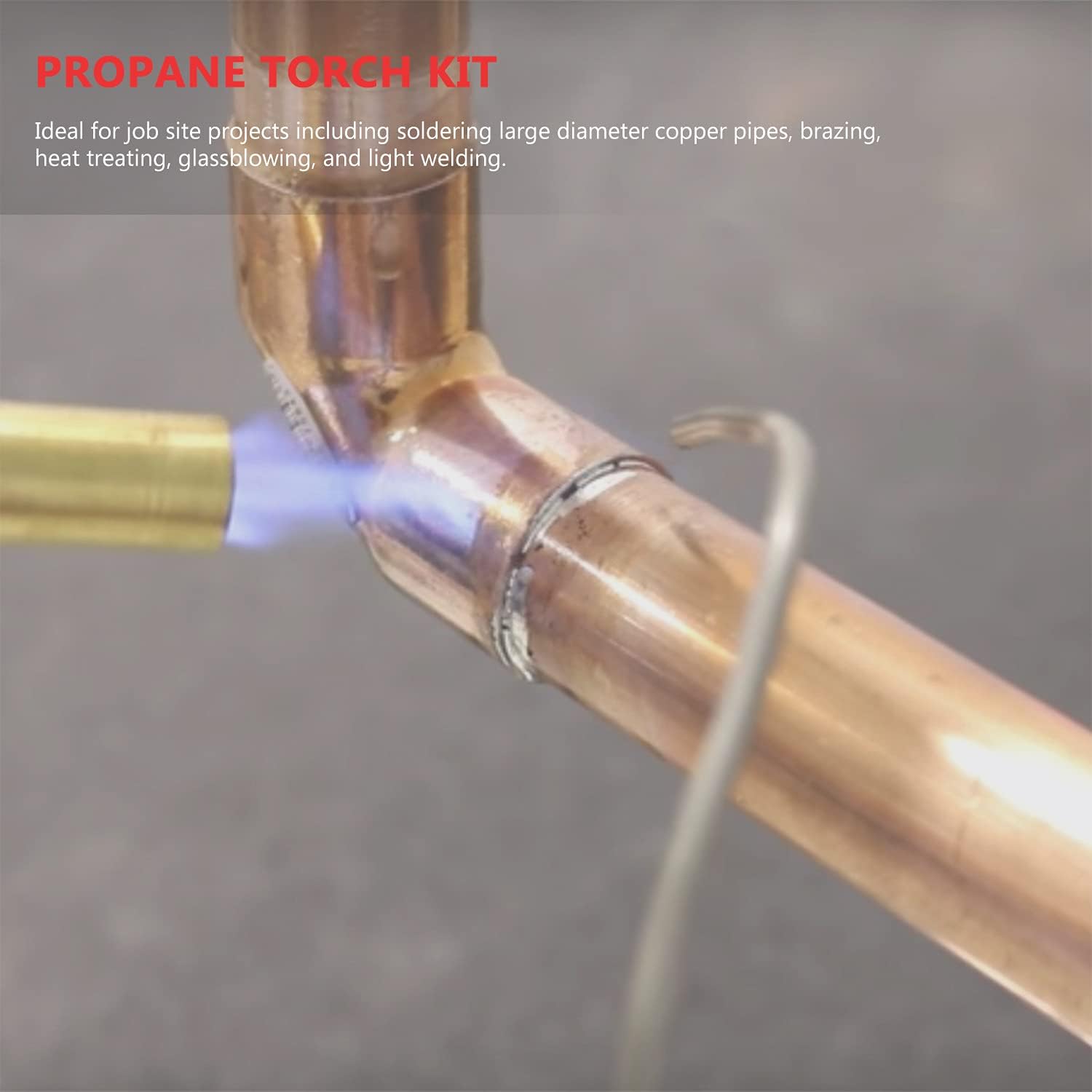
Для начала вполне подойдет горелка с газовым баллончиком, которая продается в хоз. магазинах. Лично я постоянно использую такую горелку, наравне с другими профессиональными горелками. Этой горелкой хорошо прогревать, паять большие детали.
Соединение разных металлов
Лазерная пайка подходит для соединения металлов и сплавов, различающихся по химическому составу. На станках для лазерной пайки мы ремонтируем изящную бижутерию, застежки часов, ожерелий и другие миниатюрные металлические предметы. Технология пайки лазером хороша тем, что упрощает процесс соединения разнородных металлов, формируется надежный сварной шов.
На станках для лазерной пайки мы ремонтируем изящную бижутерию, застежки часов, ожерелий и другие миниатюрные металлические предметы. Технология пайки лазером хороша тем, что упрощает процесс соединения разнородных металлов, формируется надежный сварной шов.
Наши станки для лазерной пайки постоянно в работе; кроме ремонта ювелирных изделий, мы выполняем многочисленные заказы по качественному ремонту оправы очков.
Пайка меди газовой горелкой – припой.
Для пайки меди можно использовать медно фосфорный припой. Температура плавления медно фосфорного припоя невысока. Припой медно-фосфорный обладает такой особенностью, что для его работы не нужен дополнительный флюс, так как в его составе имеется фосфор, который и выполняет все необходимые функции. Припой очень твердый, откусить кусочек для пайки практически невозможно. Я бокорезами отламываю кусочки от прутка. Процесс не простой – кусочки разлетаются в разные стороны.
Перед пайкой медь лучше всего отбелить в “лимонке”. Обычную лимонную кислоту разведите в теплой воде и киньте туда заготовки из меди.
Обычную лимонную кислоту разведите в теплой воде и киньте туда заготовки из меди.
Медь можно паять и серебряным припоем в тех местах где не видно место спайки. Так же существуют и специальные медные, серебряные пасты для пайки.
Пайка ювелирных изделий
Этот процесс не без основания считается древнейшим из способов, которым люди соединяли один металл с другим. Судя по находкам археологов, сделанным на территории нашей страны, к пайке древние умельцы прибегали еще около пяти тысяч лет назад, создавая ювелирные украшения. Сейчас в музеях России можно встретить множество предметов того времени, на которых заметны следы пайки. Правда, в те времена процессу пайки подвергались только золото, серебро и бронза. Пайкой принято называть процесс получения неразъемного соединения двух металлов посредством третьего, более легкоплавкого. Этот компонент называется припоем.
Неразъемное соединение (спай) получается при взаимодействии припоя с кромками основного металла. Припои представляют собой соединения, которые вводятся в зазор между соединяемыми металлами. Почти во всех случаях они имеют гораздо меньшую температуру плавления, чем соединяемые металлы. Между расплавленным припоем и основным металлом происходят процессы взаимного растворения и диффузии, в результате которых при застывании получается прочное соединение деталей.
Почти во всех случаях они имеют гораздо меньшую температуру плавления, чем соединяемые металлы. Между расплавленным припоем и основным металлом происходят процессы взаимного растворения и диффузии, в результате которых при застывании получается прочное соединение деталей.
Для получения прочного паянного соединения необходимо добиться такого взаимодействия припоя с паяемым материалом, при котором атомы жидкого припоя будут воздействовать на атомы паяемого металла. Этот процесс называется смачиванием твердого металла жидким. Расплавленный припой проникает в нагретый основной металл. Поверхности металлических поверхностей всегда имеют микронеровности, поэтому припой в расплавленном состоянии должен заполнить все эти неровности, растворив выступающие части.
Во время пайки необходимо следить за тем, чтобы припой плавился уже в тот момент, когда основной металл только разогревается и еще находится в твердом состоянии. Разница температур плавления металлов должна быть не менее 40 °С, а в отдельныхслучаях, когда идет работа с филигранными изделиями и существует опасность перегрева изделия, разница должна превышать 50 «С.
После того, как припой разогрет и расплавлен, он должен свободно растекаться по спаиваемым частям. Этому процессу способствует шероховатость поверхности спаиваемых изделий. По шероховатостям, которые остались от предшествующей пайки и обработки, припой движется как по неким капиллярам, заполняя все микропоры между плотно подогнанными и обязательно строго параллельно соединяемыми поверхностями изделия. Плотность и параллельность — необходимые условия, которые надо в обязательном порядке соблюдать для получения долговечного и качественного шва.
Непосредственно на механическую прочность соединения влияет не только выбранный тип соединения, количество припоя, но и то, как его расположили. Каждый кусочек накладываемого припоя надо соразмерять с величиной спаиваемой поверхности. Если припоя мало, то шов не будет заполнен, при большом количестве — его будет трудно удалить при очистке. Укладывать припой необходимо так, чтобы его было легко удалить и стараться располагать на внутренней стороне изделия.
Типы соединений.
При пайке ювелирных изделий используются два основных типа соединений: внахлестку и встык, при необходимости их можно сочетать. Соединение встык используют в тех случаях, когда от шва не требуется особой жесткости, герметичности и высокой прочности. Соединение внахлестку обеспечивают более надежный и прочный шов. Скошенные соединения, представляющие собой одну из разновидностей соединения в стык, увеличивают площадь соединения, но при этом способе в значительной степени усложняется подгонка концов деталей. Комбинированные соединения в основном можно встретить при пайке сложных, индивидуальных ювелирных украшений.
Подготовка паяемых поверхностей
Непосредственно процессу пайки предшествует еще ряд операций, которые необходимо выполнить для получения качественного и прочного соединения. Прежде всего надо самым тщательным образом очистить соединяемые поверхности от загрязнений и оксидов. Место пайки должно быть максимально чистым. В основном практикуются две формы очистки: химическая и механическая.
Наиболее эффективным способом удаления всевозможных жировых или масляных пятен на металле считается химический. При этом используются химические соединения четыреххлористого углерода, трихлорэтилена или тринатрийфосфата. Выбор требуемого очистителя зависит от индивидуальных особенностей очищаемого материала. Кроме того, надо, чтобы применяемый реактив легко смывался с поверхностей, так как его остатки могут повредить основному металлу или образовать на поверхности нежелательную пленку. После очистки поверхности пайку рекомендуется проводить немедленно, чтобы избежать появления новых окислов.
Механическая очистка производится с помощью инструментов: напильника, надфиля, шабера, наждачной шкурки, проволочной или стеклянной щетки. При этом необходимо следить, чтобы не оставалось заусенцев и остатков старого припоя. Этот способ требует большой осторожности, так как неаккуратное механическое воздействие на ювелирное изделие может легко привести к его порче. Желательно после поверхностной механической очистки проводить еще и химическую. Главное помнить, что чем чище соединяемые поверхности, тем выше качество пайки.
Главное помнить, что чем чище соединяемые поверхности, тем выше качество пайки.
Пригонка спаиваемых частей. Для того чтобы получить при пайке качественный шов, необходимо максимально тщательно и плотно подгонять друг к другу поверхности спаиваемых частей. Стыковка может быть обеспечена пружинистостью деталей, стяжкой с помощью вязальной проволоки, плотным наложением деталей, зажимными пинцетами и т. д. Зазор между стыками должен быть минимальным, только чтобы оставалось место для припоя. Обычно он делается в пределах от 0,025 до 0,1 мм, иначе не будет обеспечена прочность спая. Если ювелир паяет замкнутые пустотелые детали, то необходимо проделать в малозаметных местах несколько крошечных отверстий, чтобы обеспечить выход воздуха во время пайки. В противном случае воздух при нагревании будет расширяться в замкнутом пространстве, что в конце концов приведет к вспучиванию изделия, его деформации и даже разрыву. Для того чтобы снять внутреннее напряжение в соединяемых деталях, оставшееся после предшествовавшей обработки, и избежать, таким образом, возможных излишних дефектов, соединяемые части подвергают отжигу.
Если пайке подвергается прессованная деталь или изделие, то необходимо их тщательно проверить на наличие возможных трещин или дырочек. При пайке в них может затекать припой, что приведет к порче изделия и браку. При пайке слабоподвижных шарнирных соединений или пружинных замков браслетов можно избежать затекания припоя в щели, проложив их маленькими кусочками бумаги или картона. Перед пайкой при ремонте полых (дутых) цепочек или звеньев браслетов места поломки положено опиливать и между стыками перпендикулярно к ним вставлять серебряные пластинки. На обе стороны пластинки наносят припой, паяют, после чего выступающие концы пластинки отпиливают.
Фиксация деталей
Во время пайки все детали располагаются на специальном огнеупорном асбестовом листе, выполняющем роль огнеупорной прокладки. Прежде чем приступить непосредственно к пайке, все детали должны быть надежно зафиксированы в требуемом положении. Если ювелирное изделие изготовляется вручную, то традиционными методами фиксации служат: удерживание детали пинцетом, круглогубцами, укрепление детали при помощи проволоки, зажимов или просто булавок.
При массовом производстве ювелирных украшений традиционным способом фиксации служит прихватка. Припаиваемые детали изделий помещаются в соответствующие по форме матрицы, закрепляемые на опорной плите, после чего к деталям подводят электрод. Соединение деталей в определенных точках происходит за счет местной пластической деформации. Одновременно электроды, проводящие ток, являются и пуансонами, служащими для осадки металла в нагретой зоне. Подобный способ применим при изготовлении практически всех ювелирных украшений.
Точечный паянный шов между деталями достаточно прочен, чтобы в последующем выдержать нанесение флюса, припоя, транспортировку изделий к месту пайки, которая должна осуществляться немедленно после проведения механической или химической очистки соединяемых поверхностей. Особенно важен для качественной пайки правильно выбранный припой.
Припои
Припоями называют легкоплавкие металлические сплавы, которые служат для получения неразъемных соединений. Припои различают по их металлической основе (оловянные, кадмиевые, цинковые, магниевые, алюминиевые, медные, серебряные, золотые), а также по температуре плавления: мягкие (с температурой плавления до 450 °С) и твердые (с температурой плавления выше 450 °С).
Припои различают по их металлической основе (оловянные, кадмиевые, цинковые, магниевые, алюминиевые, медные, серебряные, золотые), а также по температуре плавления: мягкие (с температурой плавления до 450 °С) и твердые (с температурой плавления выше 450 °С).
Все припои, которые используются в ювелирной технике, содержат определенное количество драгоценных металлов и классифицируются по более высокой температурной шкале. Температура плавления ювелирных припоев колеблется между 650 и 1100 ‘С. В данном случае мягкими припоями называют те, у которых температура плавления намного ниже, чем у спаиваемого металла. Если их температура плавления приближается к температуре плавления спаиваемых металлов, то припои называются твердыми. Все остальные относятся к категории средних. Но у ювелирных припоев понятие твердости и мягкости весьма относительно, а поэтому эти показатели называются «плавающими». Объясняется это; тем, что для спаивания используется множество различных металлов с различной температурой плавления.
На предприятиях ювелирной промышленности используются золотые и серебряные припои, которые строго регламентированы по температуре плавления, пробе и цвету. Однако, вне зависимости от всех этих показателей, припой должен обладать следующими свойствами: текучестью, пластичностью и прочностью. Первое — способность затекать в щели, а также растекаться по поверхности металла. Пластичность определяется возможностью деформации паянного шва. Прочность — способность паянного шва выдерживать нагрузки на разрыв. Припой должен плавиться в тот момент, когда основной металл еще находится в твердом состоянии.
От того, насколько правильно был выбран припой, зависит качество изделия и трудоемкость дальнейшей работы с ним. Выбирая припой, ювелир должен учитывать не только температуру его плавления, цвет и текучесть, но и массу спаиваемых деталей, величину зазора.
Золотые припои (табл. 20—24) используются для пайки золотых и платиновых изделий. Они характеризуются высокой коррозионной стойкостью. Проба припоя должна соответствовать пробе изделия, при этом для каждой пробы существует несколько различных по цвету и температуре плавления припоев. Цвет припоев зависит от соотношения в них меди, серебра, цинка, кадмия. Преобладание серебра понижает температуру плавления, повышает текучесть и пластичность и ослабляет цвет. Медь повышает прочность припоя и придает ему красноватый оттенок. Прибавка цинка делает припой зеленоватого оттен-тса, а кадмий не меняет цвет припоя.
Проба припоя должна соответствовать пробе изделия, при этом для каждой пробы существует несколько различных по цвету и температуре плавления припоев. Цвет припоев зависит от соотношения в них меди, серебра, цинка, кадмия. Преобладание серебра понижает температуру плавления, повышает текучесть и пластичность и ослабляет цвет. Медь повышает прочность припоя и придает ему красноватый оттенок. Прибавка цинка делает припой зеленоватого оттен-тса, а кадмий не меняет цвет припоя.
Таблица 20 Золотые (желтого цвета) припои 585-й пробы | ||||||||
| Марка | Компоненты, % | Рабочая температура, ‘С | Цвет | |||||
| Аи | Ag | Си | Cd | Zn | Ga | |||
| ПЗл58,5Ср12,5М20,5Ц | 58,5 | 12,5 | 20,5 | — | 8,5 | — | 850 | Красноватый |
| ПЗл58,5Ср12,5М26Ц | 58,5 | 12,5 | 26,0 | — | 3,0 | — | 820 | « |
| ПЗл58,5Ср15М22Кд2Ц | 58,5 | 15,0 | 22,0 | 2,0 | 2,5 | — | 800 | Желтый |
| ПЗл58,5Ср16М20,5Кд2Ц | 58,5 | 16,0 | 20,5 | 2,0 | 3,0 | — | 780 | Красноватый |
| ПЗл58,5Ср22М14,5Г | 58,5 | 22,0 | 14,5 | — | — | 5,0 | 760 | Зеленоватый |
| Таблица 21 Золотые (белого цвета) припои 585-й пробы | ||||||||
| Марка | Компоненты, % | Рабочая температура, ‘С | ||||||
| Аи | Ag | Си | Pd | Ni | Zn | |||
| ПЗл58,5Ср26М7,4Пд6Ц | 58,5 | 26,0 | 7,4 | 6,0 | — | 2,1 | 860 | |
| ПЗл58,5Ср10М14,5М10Ц | 58,5 | 10,0 | 14,5 | — | 10,0 | 7,0 | 840 | |
| ПЗл58,5Ср11,5М14М8Ц | 58,5 | 11,5 | 14,0 | — ■ | 8,0 | 8,0 | 760 | |
| ПЗл58,5Ср14,5М11М8Ц | 58,5 | 14,5 | 11,0 | — | 8,0 | 8,0 | 740 | |
| Таблица 22 Золотые (желтого цвета) припои 750-й пробы | ||||||||
| Марка | Компоненты, % | Рабочая температура, ‘С | ||||||
| Аи | Ag | Си | Cd | Zn | Sn | |||
| ПЗл75Ср15М7,35Ц | 75,0 | 15,0 | 7,35 | — | 2,65 | — | 840-860 | |
| ПЗл75Ср13М9ЦЗКд | 75,0 | 13,0 | 9,0 | — | 3,0 | — | 840-860 « | |
| ПЗл75Ср14М8ЦЗКд | 75,0 | 14,0 | 8,0 | — | 3,0 | — | 820-840 | |
| ПЗл75Ср9,5М9,5Ц40 | 75,0 | 9,5 | 9,5 | — | 4,0 | 2,0 | 800-820 |
На практике цвет золотых припоев делится на белый и желтый. Первый используют при пайке изделий из платины и белого золота, второй — для изделий из желтого золота. В зависимости от содержания в припоях меди, цинка, олова, кадмия, их делят на мягкие (легкоплавкие) и твердые (средне — и тугоплавкие). При реставрации и ремонте золотых изделий используют припои 500-й и 375-й проб.
Первый используют при пайке изделий из платины и белого золота, второй — для изделий из желтого золота. В зависимости от содержания в припоях меди, цинка, олова, кадмия, их делят на мягкие (легкоплавкие) и твердые (средне — и тугоплавкие). При реставрации и ремонте золотых изделий используют припои 500-й и 375-й проб.
Цитаты и изречения о металлах
Любовь носит такие очки, сквозь которые медь кажется золотом, бедность — богатством, а капли огня — жемчужинами. Мигель де Сервантес (1547–1616) — испанский писатель
Еще информация о стоимости драгметаллов
Ажурный каст
Пайка филиграни
Металлические материалы
Пайка меди газовой горелкой.
Не обращайте внимание на то, что на фото горелка профессиональная. Медь я предпочитаю паять именно такой (с баллоном) газовой горелкой. Проволоку берем толщиной 1 мм или толще. Заранее готовим кусочки медно фосфорного припоя. Какие размеры нужны для каркаса вы поймете после того как просмотрите фотографии. Все зависит от объема дополнительных элементов, которые будете прикреплять к каркасу. Сначала спаяйте окружность каркаса, потом припаивайте перемычки. Можно спаивать сразу несколько стыков. Делаем все аккуратно – не “сожгите” саму проволоку. Припой должен равномерно растечься по проволоке заполнив стык.
Все зависит от объема дополнительных элементов, которые будете прикреплять к каркасу. Сначала спаяйте окружность каркаса, потом припаивайте перемычки. Можно спаивать сразу несколько стыков. Делаем все аккуратно – не “сожгите” саму проволоку. Припой должен равномерно растечься по проволоке заполнив стык.
После отжига медь становится мягкой. Чтобы придать меди жесткость немного сплющите весь каркас молотком на наковальне. Можно обработать каркас надфилем, отшлифовать медь.
Примеряемся.
Я заранее приготовил спиральки для этого украшения. Смотрите видео.
Далее действуем по плану (если он. конечно есть).
Спиралью мы ограничили кабошон по краям. Далее, оплеткой мы закрепляем кабошон, чтобы он не выпадал.
Смотри видео с примерами оплеток.
В итоге получаем вот такой кулон.
Не расслабляйтесь – мы еще не закончили. Рассмотрим еще один пример. Сначала – все как делали раньше.
Сразу крепим кабошон проволокой толщиной 1 мм к каркасу. Фиксируем кабошон в нужном месте.
Фиксируем кабошон в нужном месте.
Неожиданное решение. Да!?
Ну а дальше даем волю фантазии!!!
Я использовал “старые” обрезки спиралек.
Ну и оторвался по полной!!!
Круто, ДА!? Я не о кулонах, а о способе сборки с каркасом!
Посмотрите видео уроки по пайке
Кулоны (медь) я патинировал, полировал и потом покрыл лаком. Для патинирования (состаривания) меди можно использовать обычный аммиак, который продается в аптеках. Выливаем аммиак в банку и подвешиваем изделие НАД!!! раствором аммиака.
Можно использовать и специальные универсальные растворы для чернения.
Для полировки используем шлиф машинки (можно взять шуруповерт или дрель) с насадками. Применяем полировочные пасты.
Медь со временем будет темнеть. Чтобы избежать этого можно покрыть все изделие специальным лаком Цапон.
Изделия готовы!!! Можно носить, дарить или ПРОДАВАТЬ! Где и как продавать украшения ручной работы читай на моем сайте Заработок рукоделием!
ПОПУЛЯРНЫЕ МАСТЕР КЛАССЫ: Подвеска с кристаллом своими руками. Подвеска из проволоки своими руками. Кулон из проволоки своими руками. Мастер класс.
Подвеска из проволоки своими руками. Кулон из проволоки своими руками. Мастер класс.
Прикрепи Пин ниже как закладку на свою доску Пинтерест!!!
Как тебе мастер класс!? Понравился!? Не ленись, поделись с друзьями в соц. сетях!!! Буду благодарен.
Быстрое выполнение заказов на высокотехнологичном оборудовании
Обращение с лазерным станком требует мастерства и опыта, но зато работа по новой технологии выполняется быстрее, чем традиционными методами.
Большинство ремонтных работ с использованием лазерной пайки мы выполняем в присутствии заказчика. Это относится и к тем операциям, которые раньше представляли сложность, требовали подготовки и занимали много времени. Починка миниатюрного замка, закрепление камня, соединение разорванной золотой цепочки или сломанной оправы очков делаются быстро.
Хотите узнать о наших услугах подробнее? Звоните! Ювелирный Дом «Золото и Стиль» с удовольствием ответим на все ваши вопросы.
ПАЙКА, БЕЗ КОТОРОЙ НЕ ОБОЙТИСЬ
Паять можно оцинкованный металл, нержавеющий металл, свинец, медь, титанцинк. Говорится много о том, что можно паять алюминий (имеется в виду низкотемпературная пайка без применения инертных газов; на выставке в Германии, еще в 2000 г. видел выставочный образец), но в практике – на объекте – пока никто не паяет. Алюминий проще и легче проклеить. Львиная доля пайки кровельных материалов приходится все-таки на медь и титанцинк. В связи с появлением на рынке новых видов поверхностей меди и титан-цинка у кровельщиков по металлу часто возникают вопросы из-за неопределенности, связанные с тем, как, каким припоем, какой кислотой (флюсом) можно правильно паять тот или иной материал. На сегодня самой распространенной технологией соединения для кровельщиков по металлу является фальцевая техника (типичный пример). Она выступает, в зависимости от варианта выполнения, как безопасная при дожде, или даже как непроницаемая при дожде. Но фальцевое соединение не является водонепроницаемым.
По существующим с 2009 г. правилам Немецкого союза кровельщиков по металлу водонепроницаемыми обязаны выполнять следующие соединения:
1. При установке водосточных труб при наклоне кровли < 10 °.
2. При соединениях (подводках) и в разжелобках при наклоне разжелобков < 15°.
3. При поперечных соединениях кровельных картин при наклоне кровли < 7°.
В зависимости от того, какое давление воды предполагается, водонепроницаемые соединения выполняются с помощью пайки (низко- или высокотемпературной), сварки, клепочного соединения и пайки/уплотнительной ленты или двойного фальца с уплотнительной лентой/уплотнительным гелем. При пайке необходимо обращать внимание на ряд важных моментов. Это, прежде всего, добросовестная подготовка соединяемых деталей – не зависимо от того, медь ли это или цинк.
Только они обеспечивают постоянное и фиксированное соединение спаиваемых поверхностей. Перехлест шва для пайки должен иметь минимальную ширину – от 10 до 15 мм. Полностью пропаянный в перехлесте шов предоставляет наибольшую прочность и не позволяет попадать внутрь коррозионным остаткам. Перехлесты большой ширины усложняют возможность пропаять полностью данную зону. При пайке деталей, имеющих большую развертку, таких, например, как заглубленные желоба, или при толщине металла ≥ 0,8 мм необходимо предварительно пролудить места перехлеста/соединения. Эта операция облегчает правку капиллярного/паяльного шва, который не должен быть толще, чем 0,5 мм. В зависимости от области применения можно использовать для пайки «носик» молоточкового или шпицеобразного вида (далее – носик). Исходя из опыта, 500-граммовый носик для пайки обеспечивает высокое сохранение тепла, без того, чтобы быстро перегреться. В связи с тем, что медь при пайке очень хорошо отводит тепло, необходимо при пайке добавлять больше газа, а вот при пайке цинка, исходя из его низкой температуры плавления в 418°С, рабочую температуру при пайке необходимо удерживать в области 250°С.
Вы привели температуру плавления цинка, но есть ли такой же параметр для меди?
– Температура плавления меди – 1083,4°С, но в кровельной пайке это не имеет никакого значения. Указание на температуру плавления титан-цинка связано с тем, что она ниже, чем у других металлов, и, учитывая высокую температуру газового паяльника, существует опасность прожечь цинк. А медь – только с помощью кислорода. С нормальным газовым паяльником прожечь медь невозможно.
С нормальным газовым паяльником прожечь медь невозможно.
-Особо нет – основным требованием почти для всех видов пайки является наличие носика весом 500 г. Форма – к какой специалист привык. Но с помощью итальянского производителя A.F. di MARINI GIULIANO возможно производить пайку более легкими носиками за счет продуманных прорезей корпуса носика – носик получает больше тепла. За счет специального сплава покрытия медной оболочки носики данной конструкции НЕ ТРЕБУЮТ предварительной подготовки – их не надо ковать, зачищать, лудить. Надо помнить только несколько важных для жизни носика требований – не стучать им, не обрабатывать паяльником или корщеткой, НЕ ПЕРЕГРЕВАТЬ!! Обычные медные носики необходимо тщательно очищать корщеткой.
Как получить прочное паяное соединениеЧтобы получить прочное паяное соединение, необходимо убрать пленку окисла со спаиваемых поверхностей и защитить метал от дальнейшего окисления при пайке.
Пайка меди
Такой металл, как медь, предлагает огромное разнообразие поверхностей. Параллельно с классической медью предлагаются химически обработанные поверхности, а также сплавы с цинком, оловом, алюминием. Здесь необходимо отметить различие в процедурах пайки всех этих вариантов. Вот несколько рекомендаций от фирмы КМЕ.
Чистая медь – пайку чистой (не легированной) меди необходимо производить на основе DIN EN 29453:
• Припой L-Pb60 Sn40 – олово с добавкой 60% свинца, свободный от сурьмы, температура расплава 183–235°С. При этом перехлест места пайки должен быть не менее 30 мм и для противодействия поперечным силам – проклепан одним рядом заклепок.
Пайка с использование заклепок
Припой L-Sn97 Cu3 – олово с добавкой 3% меди, температура расплава 230–250°С. При этом перехлест должен быть максимум 10 мм шириной и не нуждается в заклепках. 94 No3 2012
Как флюс по DIN EN 29454-1 для меди необходимо использовать тип 3.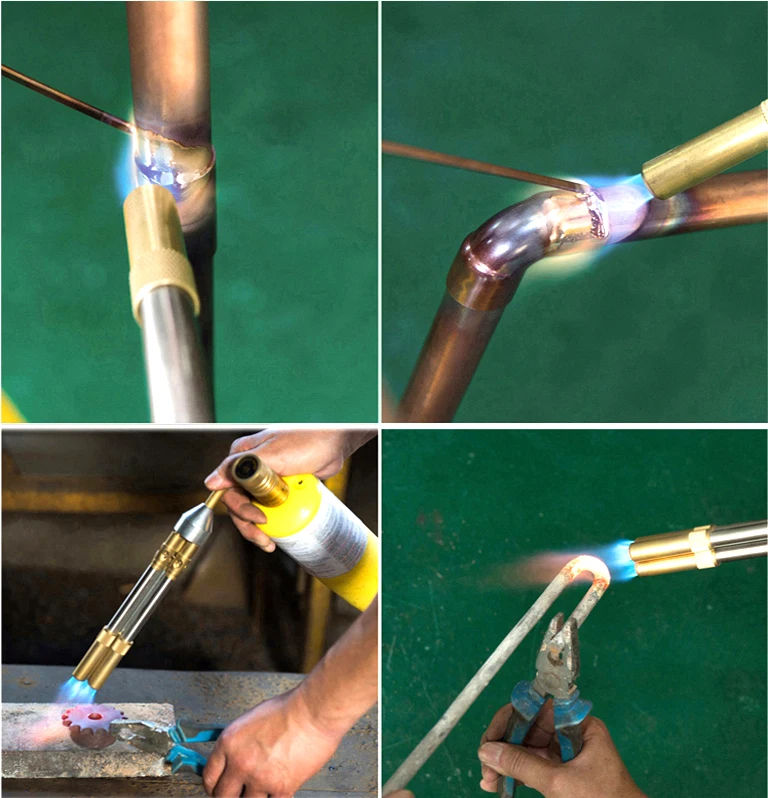 1.1., например – Chemet Flux Copper, Z-02, Braztec Solderflux 7000.Такие медные поверхности, как TECU Oxid® (оксидированная медь), TECU Patina® (патинированная медь), разрешено паять ТОЛЬКО в технике низкотемпературной пайки. Поверхности перехлестов шва перед пайкой необходимо механически зачистить до ярко металлического блеска. Луженая медь TECU Zinn® также паяется ТОЛЬКО в технике низкотемпературной пайки. Поскольку поверхность этого металла состоит из чистого олова, для пайки можно использовать припой L-Sn97 Cu-3.
1.1., например – Chemet Flux Copper, Z-02, Braztec Solderflux 7000.Такие медные поверхности, как TECU Oxid® (оксидированная медь), TECU Patina® (патинированная медь), разрешено паять ТОЛЬКО в технике низкотемпературной пайки. Поверхности перехлестов шва перед пайкой необходимо механически зачистить до ярко металлического блеска. Луженая медь TECU Zinn® также паяется ТОЛЬКО в технике низкотемпературной пайки. Поскольку поверхность этого металла состоит из чистого олова, для пайки можно использовать припой L-Sn97 Cu-3.
Работа со сплавами меди
Для низкотемпературной пайки сплавов меди TECU Brass® (латунь/медь-цинк), TECU Bronze® (бронза/медь-олово) применимы припои L-Pb60 Sn40 и L-Sn97 Cu3.
Как флюсы применимы типы 3.1.1; 3.1.2; 2.1.2. С помощью низкотемпературной пайки можно беспроблемно паять также медноалюминиевый сплав TECU Gold® . Для этого необходимы специальный припой L-Cd80 Zn20 (Кадмий – 80%, цинк – 20%, Solder Gold) и специальный флюс типа 2. 1.2.А (Flux Gold). При пайке сплавов необходимо учитывать, что при нагреве происходит цветовое изменение поверхности металла, в связи с этим швы для пайки необходимо выполнять в местах, которые невидимы. Для пайки меди и сплавов наиболее подходящим является носик молоточкового типа весом в 500 г, желательно, чтобы боек был шириной 6–10 мм. Перед работой носик необходимо зачистить и облудить.
1.2.А (Flux Gold). При пайке сплавов необходимо учитывать, что при нагреве происходит цветовое изменение поверхности металла, в связи с этим швы для пайки необходимо выполнять в местах, которые невидимы. Для пайки меди и сплавов наиболее подходящим является носик молоточкового типа весом в 500 г, желательно, чтобы боек был шириной 6–10 мм. Перед работой носик необходимо зачистить и облудить.
При работе спаиваемые детали предварительно необходимо точечно «прихватить», потом припой распределить и равномерно заполнить шов. Для этого боек носика необходимо вести плоско ко шву. После пайки остатки флюса необходимо с помощью мокрой ткани очень тщательно удалить. Важно! – Ткань необходимо регулярно промывать.
Пайка титан-цинка Производители цинка тоже не стоят на месте и с помощью химических процессов создают различные искусственно состаренные поверхности для разнообразной кровельной и фасадной архитектуры. Чтобы защитить материал от следов переработки, так же как и при хранении и транспортировке, на материал в последней фазе проката наносится специальный временный органический защитный слой. На это очень важно обращать внимание при пайке. Фирма RHEINZINK, например, рекомендует для поверхностей «vorbewittert pro blaugrau®» ( серо-голубая патина), «vorbewittert pro schiefergrau®» (шиферносерая патина) использовать флюс фирмы Felder ZD-pro. Для удаления временного защитного слоя на поверхностях «pro» фирма Felder предлагает специальный растворитель. Как часто применяемая альтернатива, возможно удаление защитного слоя с помощью чистящей губки для посуды (имеющей две стороны – мягкую и жесткую/абразивную). После чистки абразивной стороной губки металл обычно становится полностью готовым к пайке. Для пайки металла «walzblank®» фирмы RHEINZINK можно использовать флюс от фирмы Chemet – Z-04-S . Также производитель цинка Umicore Bausysteme предлагает кроме классического металлического титан-цинка (Blank-Zink) различные варианты предварительно состаренных поверхностей VM-Zink Anthra, VM-Zink Quartz, цветного (три цвета) VM-Zink Pigmento. Для пайки Blank-Zink предлагается флюс VMZ Zinn 7, для пайки предварительно состаренных вариантов – VMZ-Deka.
На это очень важно обращать внимание при пайке. Фирма RHEINZINK, например, рекомендует для поверхностей «vorbewittert pro blaugrau®» ( серо-голубая патина), «vorbewittert pro schiefergrau®» (шиферносерая патина) использовать флюс фирмы Felder ZD-pro. Для удаления временного защитного слоя на поверхностях «pro» фирма Felder предлагает специальный растворитель. Как часто применяемая альтернатива, возможно удаление защитного слоя с помощью чистящей губки для посуды (имеющей две стороны – мягкую и жесткую/абразивную). После чистки абразивной стороной губки металл обычно становится полностью готовым к пайке. Для пайки металла «walzblank®» фирмы RHEINZINK можно использовать флюс от фирмы Chemet – Z-04-S . Также производитель цинка Umicore Bausysteme предлагает кроме классического металлического титан-цинка (Blank-Zink) различные варианты предварительно состаренных поверхностей VM-Zink Anthra, VM-Zink Quartz, цветного (три цвета) VM-Zink Pigmento. Для пайки Blank-Zink предлагается флюс VMZ Zinn 7, для пайки предварительно состаренных вариантов – VMZ-Deka. Для всех вариантов пайки может быть использован свинцово-оловянный припой S-Pb60 Sn40 (DIN EN ISO 29453). Этот припой полностью идентичен традиционному в Германии припою L-PbSn40(Sb). Припой S-Pb50 Sn50 (L-Sn50Pb50) с большим содержанием олова предпочтительнее при работе в цеху или при работе по созданию орнаментальных изделий. Чтобы выполнить квалифицированный, технически правильный паяный стык, необходимо для титан-цинка, так же как и для меди, использовать надлежащий носик для пайки. Стороны и боек должны быть для минимизации возможности появления оксида на поверхности носика «выглажены» напильником и облужены. С определенной периодичностью носик необходимо проковывать для создания правильной формы, для лучшей передачи тепла.
Для всех вариантов пайки может быть использован свинцово-оловянный припой S-Pb60 Sn40 (DIN EN ISO 29453). Этот припой полностью идентичен традиционному в Германии припою L-PbSn40(Sb). Припой S-Pb50 Sn50 (L-Sn50Pb50) с большим содержанием олова предпочтительнее при работе в цеху или при работе по созданию орнаментальных изделий. Чтобы выполнить квалифицированный, технически правильный паяный стык, необходимо для титан-цинка, так же как и для меди, использовать надлежащий носик для пайки. Стороны и боек должны быть для минимизации возможности появления оксида на поверхности носика «выглажены» напильником и облужены. С определенной периодичностью носик необходимо проковывать для создания правильной формы, для лучшей передачи тепла.
Пайка нержавеющей стали
Работу с нержавеющей сталью разберем на примере материала UGINOX – UGITOP Стыки пайки необходимо выпол. нять с шириной перехлеста в 10–15 мм. Желательно пайку выполнять, заполняя полностью всю ширину стыка.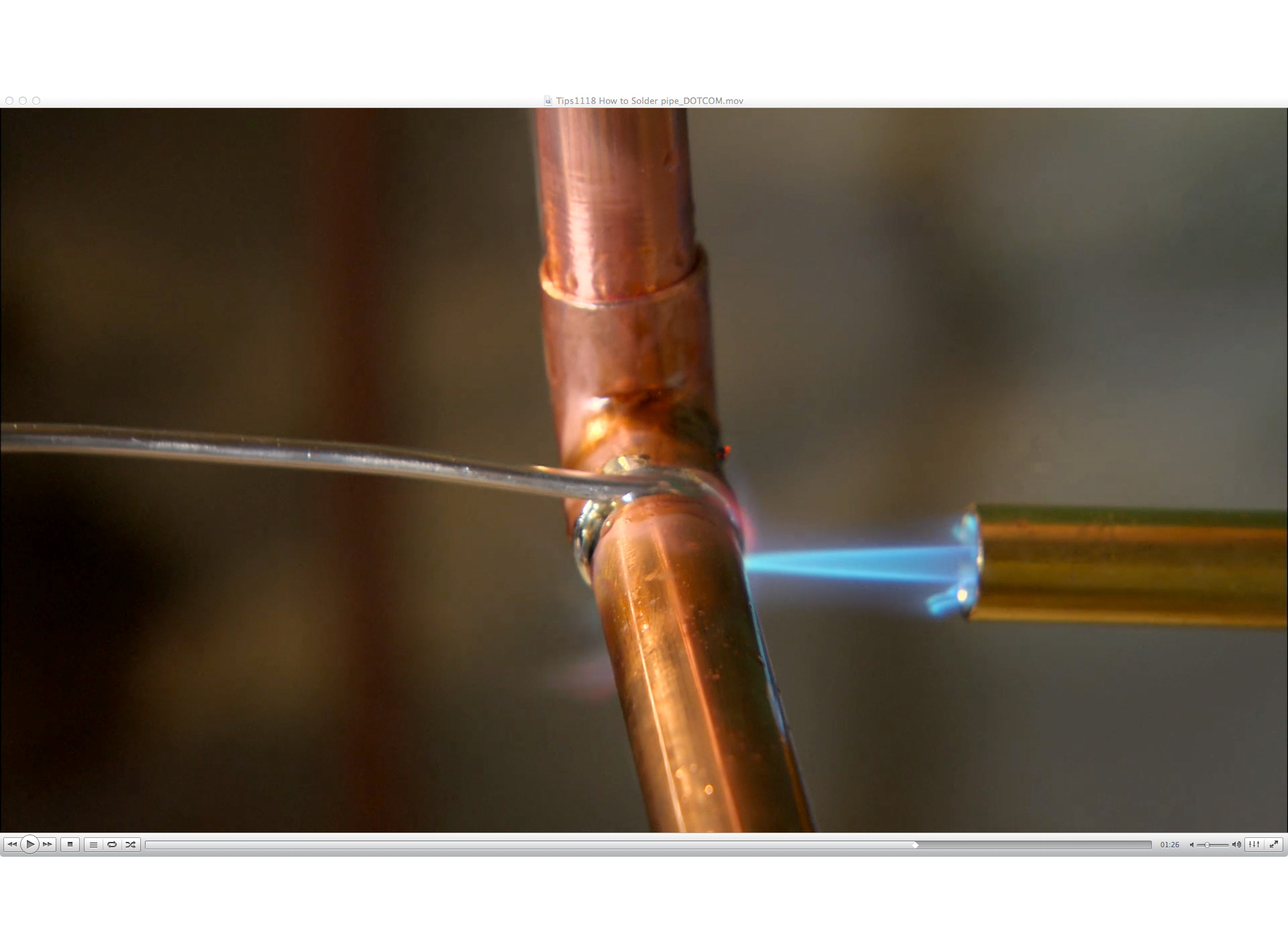 Для Uginox можно не использовать заклепки, если общая ширина пропаянного шва составляет 15 мм. В этом случае шов пайки может перенять на себя все появляющиеся силы. При пайке Ugitop применение заклепок настоятельно рекомендуется. На рынке присутствуют заклепки из нержавейки, луженые – с помощью которых можно на много легче пропаять заклепки. Если ширина перехлестов для пайки более чем 10–15 мм, появляется риск, что шов не сможет быть пропаян всплошную и в нем останутся остатки кислоты (флюса), которые при смеси с дождевой водой приведут к изменению цвета возле стыка (Uginox), к формированию коррозионной полосы на поверхности (Ugitop). Поскольку Uginox и Ugitop имеют низкую теплопроводность, они нуждаются в низкотемпературной пайке, и даже при этом работу необходимо проводить кусками, чтобы не перегревать место пайки. Uginox отличается от Ugitop тем, что изготавливается из нержавеющей стали, покрытой слоем олова, которое со временем покрывается патиной. Олово приглушает природный блеск нержавеющей стали и придает покрытию матовый атласный вид, однородный цвет которого позволяет использовать покрытие в любых местах.
Для Uginox можно не использовать заклепки, если общая ширина пропаянного шва составляет 15 мм. В этом случае шов пайки может перенять на себя все появляющиеся силы. При пайке Ugitop применение заклепок настоятельно рекомендуется. На рынке присутствуют заклепки из нержавейки, луженые – с помощью которых можно на много легче пропаять заклепки. Если ширина перехлестов для пайки более чем 10–15 мм, появляется риск, что шов не сможет быть пропаян всплошную и в нем останутся остатки кислоты (флюса), которые при смеси с дождевой водой приведут к изменению цвета возле стыка (Uginox), к формированию коррозионной полосы на поверхности (Ugitop). Поскольку Uginox и Ugitop имеют низкую теплопроводность, они нуждаются в низкотемпературной пайке, и даже при этом работу необходимо проводить кусками, чтобы не перегревать место пайки. Uginox отличается от Ugitop тем, что изготавливается из нержавеющей стали, покрытой слоем олова, которое со временем покрывается патиной. Олово приглушает природный блеск нержавеющей стали и придает покрытию матовый атласный вид, однородный цвет которого позволяет использовать покрытие в любых местах. Ugitop хорошо подходит для сварочных работ. При этом Uginox не рекомендуется паять из-за разрушения при пайке луженого слоя. Перегрев приводит к тому, что с поверхностью нержавейки олово «стекает». После выполнения пайки остатки кислоты (флюса) необходимо удалить ЧИСТОЙ тряпкой с БОЛЬШИМ количеством воды. Остатки кислоты (флюса) приводят к появлению следов – впоследствии не удаляемых. Для пайки Uginox и Ugitop применяется флюс на базе фосфорной кислоты. Как припой используется оловянно-свинцовый сплав с минимальным содержанием олова – 30% (S-Pb70 Sn30). При пайке (кровельных) нержавеющих металлов разрешено использовать только свободный от хлоридов флюс, так как при использовании флюсов, содержащих хлориды, происходят процессы, приводящие к коррозии нержавейки.
Ugitop хорошо подходит для сварочных работ. При этом Uginox не рекомендуется паять из-за разрушения при пайке луженого слоя. Перегрев приводит к тому, что с поверхностью нержавейки олово «стекает». После выполнения пайки остатки кислоты (флюса) необходимо удалить ЧИСТОЙ тряпкой с БОЛЬШИМ количеством воды. Остатки кислоты (флюса) приводят к появлению следов – впоследствии не удаляемых. Для пайки Uginox и Ugitop применяется флюс на базе фосфорной кислоты. Как припой используется оловянно-свинцовый сплав с минимальным содержанием олова – 30% (S-Pb70 Sn30). При пайке (кровельных) нержавеющих металлов разрешено использовать только свободный от хлоридов флюс, так как при использовании флюсов, содержащих хлориды, происходят процессы, приводящие к коррозии нержавейки.
Применима ли для всех вышеперечисленных случаев высокотемпературная пайка?
Практически для всех вариантов пайки вышеназванных металлов применяется вариант низкотемпературной пайки. Высокотемпературная пайка может применяться только для классической меди.
Влияет ли температура окружающей среды на процесс пайки?
Это не правильно поставленный вопрос. Когда мы говорим о температуре окружающей среды в момент пайки, необходимо думать о температуре газа – пропана. Существует большое многообразие газов, которые используют для пайки. При сильном ветре и низкой температуре происходит уменьшение парообразования газа в баллоне и, как следствие, газ в баллоне есть, но он не испаряется, а течет. Паять в такой ситуации нельзя. То есть – при низких температурах с ветром паять категорически запрещено.
Необходимо ли учитывать соседство с какими-либо еще материалами на кровле при пайке (например, основание, пленки, уплотняющие ленты и т.п.)?
Низкотемпературная пайка позволяет проводить все работы на кровле, не опасаясь проблем, связанных с пожаробезопасностью. Скорость отдачи тепла в атмосферу значительно выше, чем в обрешетку или пленки. Поэтому практически все пленки сохраняют свои качества. Обрешетка в какой-то дополнительной защите не нуждается. К тому же, многие узлы можно легко выполнить в стороне и только после охлаждения и очистки поставить их для монтажа на место.
Обрешетка в какой-то дополнительной защите не нуждается. К тому же, многие узлы можно легко выполнить в стороне и только после охлаждения и очистки поставить их для монтажа на место.
Какие основные правила техники безопасности при пайке?
Одним из самых опасных нарушений правил безопасности является переполнение баллонов сжиженным газом сверх установленных норм. Дело в том, что при увеличении температуры на одну и ту же величину пропан расширяется в 16 раз больше, чем вода, и в 3,2 раза больше, чем керосин (бутан, соответственно, в 11 и в 2,2 раза). Расчетные данные показывают, что давление в переполненном сжиженным газобаллоне увеличивается в среднем на 6,87 бар при нагревании газа на 1°С. Так, перепад температур от +20 до +35°С приводит к увеличению давления на 103 бара, что неминуемо вызовет раздутие, а затем и разрыв баллона, материал которого имеет сопротивление разрыву всего 38–40 кгс/см2 (то есть примерно рассчитан на 2,5-кратный запас по сравнению с рабочим давлением, не превышающим 15,7 бар). 96 No3 2012 Поэтому баллоны заполняются не полностью, а с оставлением некоторого объема для паров сжиженных газов. При наличии такой воздушной подушки (паровая фаза) расширение сжиженных газов (жидкая фаза) не вызовет опасных для стен баллона напряжений, а приведет только к уменьшению объема (сжатию) этой подушки. Степень заполнения баллонов зависит от плотности сжиженного газа и разности его температур во время заполнения и при последующем использовании (хранении). Существующие правила безопасности определяют предельное заполнение баллона в зависимости от разности указанных температур в пределах 80–90% от его емкости. При пайке газовой горелкой перед началом работы необходимо проверить герметичность шлангов и аппаратуры. Баллоны с газом должны храниться в вертикальном положении. Необходимо принимать тщательные меры предосторожности при использовании низкотемпературного медного припоя, содержащего кадмий, в связи с отравляющим воздействием паров кадмия. При пайке необходимо обеспечить соответствующую вентиляцию, так как может появиться вредный для здоровья дым фтористых соединений из флюса, в котором используется фтор.
96 No3 2012 Поэтому баллоны заполняются не полностью, а с оставлением некоторого объема для паров сжиженных газов. При наличии такой воздушной подушки (паровая фаза) расширение сжиженных газов (жидкая фаза) не вызовет опасных для стен баллона напряжений, а приведет только к уменьшению объема (сжатию) этой подушки. Степень заполнения баллонов зависит от плотности сжиженного газа и разности его температур во время заполнения и при последующем использовании (хранении). Существующие правила безопасности определяют предельное заполнение баллона в зависимости от разности указанных температур в пределах 80–90% от его емкости. При пайке газовой горелкой перед началом работы необходимо проверить герметичность шлангов и аппаратуры. Баллоны с газом должны храниться в вертикальном положении. Необходимо принимать тщательные меры предосторожности при использовании низкотемпературного медного припоя, содержащего кадмий, в связи с отравляющим воздействием паров кадмия. При пайке необходимо обеспечить соответствующую вентиляцию, так как может появиться вредный для здоровья дым фтористых соединений из флюса, в котором используется фтор. Чтобы избежать вреда, рекомендуется проводить все работы в хорошо проветриваемом помещении или на улице, убедиться в том, что данная продукция произведена в соответствии с действующими нормами, установленными в отношении токсичных веществ, внимательно изучить описание свойств, которое имеется на этикетке.
Чтобы избежать вреда, рекомендуется проводить все работы в хорошо проветриваемом помещении или на улице, убедиться в том, что данная продукция произведена в соответствии с действующими нормами, установленными в отношении токсичных веществ, внимательно изучить описание свойств, которое имеется на этикетке.
Как паять медные трубы. Инструменты в действии
Когда большинство людей слышат, что им нужно паять трубы, они немного пугаются. Что ж, это вполне естественно, ведь однозначно есть правильный и неправильный способ паять трубы. В этой статье будет рассказано, как паять медные трубы, чтобы вы могли чувствовать себя очень комфортно в следующий раз, когда вам понадобится использовать эту профессию. К тому времени, когда вы припаяете следующую медную трубу, вы будете гордиться тем, что сможете похвастаться своей работой.
Вы можете спросить себя, когда я каждый раз паял медную трубу? Ну, это не повседневное явление, если вы не сантехник. Для всех остальных вы бы припаяли трубу для водонагревателя, умягчителя воды или множества других приложений. Это одна из тех профессий, о которой полезно знать, когда она вам нужна.
Это одна из тех профессий, о которой полезно знать, когда она вам нужна.
Вы также можете посмотреть наше видео под этой статьей.
Для этой работы вам понадобятся:
- Рулетка
- Медные трубы
- Фитинги для медных труб
- Резак для меди
- Очиститель медных щеток или наждачная ткань
- Припой
- Flux, также кисть Flux
- Небольшая газовая горелка
- Защитное оборудование, такое как перчатки, защита для глаз
- Термостойкая прокладка
Один важный момент, о котором следует помнить, это всегда сухая подгонка, с которой вы работаете вместе, прежде чем что-либо паять. Поэтому перед пайкой убедитесь, что все подходит. Еще один ключ — делать один шаг за раз. Не измеряйте все, затем сделайте все свои разрезы. Вы хотите сделать первое измерение, а затем отрезать трубу. Сухая установка на место. Теперь сделайте следующее измерение, затем установите его на место и так далее.
**При пайке ваши трубы должны быть сухими, так как никакая вода не даст вам хорошего уплотнения. Иногда вы недостаточно плотно закрываете старые клапаны, и у вас все еще может течь крошечная струйка воды. Вам нужно остановить воду, прежде чем двигаться дальше. Я слышал, но никогда не пробовал один трюк. Если вы не можете остановить воду, возьмите небольшой кусочек хлеба и вставьте его в трубу, прежде чем припаивать. По словам человека, который мне это сказал, это работает. Он сказал, что вам не о чем беспокоиться, так как хлеб ломается и не попадет ни в одну из решеток вашего крана. Имеет смысл, но не уверен, что я бы попробовал это.
Как только вы убедитесь, что все встало на свои места, вы можете снять все и подготовиться к следующему шагу. Что вам нужно сделать, так это взять щетку и почистить концы каждой трубы или фитинга. Вы хотите очистить или надрезать области, которые будут касаться других медных частей. Это обеспечивает хорошее уплотнение в том месте, где припой соединит две детали. Как вы можете видеть по инструменту, щетка на концах царапает внутреннюю часть фитингов, а области ручки щетки царапают внешнюю часть трубы.
Как вы можете видеть по инструменту, щетка на концах царапает внутреннюю часть фитингов, а области ручки щетки царапают внешнюю часть трубы.
После того, как все трубы будут подготовлены, вы можете нанести флюс на все области, на которые вы нанесли кисть, убедитесь, что вы покрыли все области. Флюс — это то, что всасывает припой на место внутри трубы или фитинга. По мере того, как вы будете добавлять флюс, вы можете начать собирать трубы на место.
После того, как все ваши трубы снова собраны и подготовлены, возьмите горелку и припаяйте, теперь самое интересное. Как видно из видео, идея состоит не в том, чтобы расплавить припой на трубе, а в том, чтобы позволить трубе расплавить припой на месте. Итак, вам нужно нагреть саму трубу, а не разъемы. Соединители обычно надеваются на трубу и соединяют два куска трубы вместе. После того, как труба начнет немного нагреваться, подержите припой рядом с трубой и соединителем или фитингом, убедитесь, что он не находится в пламени. По мере того, как труба нагревается, вы увидите, как припой плавится и всасывается в трубу, вызывая плотную посадку. Убедитесь, что вы дошли до трубы со всех сторон, так что припой закрывает все отверстия, и вы видите припой по всем краям. Повторите для остальных фитингов.
Убедитесь, что вы дошли до трубы со всех сторон, так что припой закрывает все отверстия, и вы видите припой по всем краям. Повторите для остальных фитингов.
Как видите, паять медные трубы не так уж и много. На самом деле, это довольно весело.
Я создал короткое небольшое видео, в котором объясняется и показывается, как паять собственные трубы. Также, если у вас есть какие-либо вопросы, пожалуйста, оставьте отзыв, и мы будем рады помочь. Покажите свою работу. Давайте посмотрим, что вы сделали.
Как паять медные трубки и не сжечь дом!
Итак, у меня был прекрасный зритель YouTube стон видео о том, как паять медные трубки, было пруд пруди, и вместо того, чтобы показывать свои методы пайки, я должен показать, как не сжечь ваш дом при пайке в тесноте. Это отличная идея для видео, и я думаю, я должен поблагодарить его за идею, но люди просто несчастны!
Это отличная идея для видео, и я думаю, я должен поблагодарить его за идею, но люди просто несчастны!
Во всяком случае, при пайке медных трубок не всегда на открытом воздухе, вдали от легковоспламеняющихся материалов, и это представляет проблему. По крайней мере, у вас всегда должен быть огнетушитель наготове, не дай бог, что-то выйдет из-под контроля. Это случилось со мной однажды в моей карьере, и это напугало меня до чертиков.
Я заменял два медных аварийных запорных клапана под раковиной на пьедестале. За стеной торчало около 2 дюймов меди, и я начал с горячей воды с левой стороны. Старый клапан снялся без происшествий, и я быстро припаял новый. Время обеда!
Когда я убирал территорию к своему возвращению, я начал слышать что-то похожее на «треск» и не мог точно определить, что происходит. Что ж, мои инстинкты взяли верх, я приложил ухо к стене из гипсокартона над раковиной и сразу понял, что изоляция из стекловолокна начинает гореть.
Как Предотвратить Домашний Пожар Не долго думая, я позвал домовладельца и сказал ей вызвать пожарных, и тут же схватился за молоток, прибитый к стене над раковиной. Я потянулся и вытащил изоляционный слой, который начал сниматься, и бросил его в ванну, где смочил водой.
Я потянулся и вытащил изоляционный слой, который начал сниматься, и бросил его в ванну, где смочил водой.
Пожарная служба прибыла в рекордно короткие сроки, и они прибыли в полном составе, готовые уничтожить это место, но я умолял их подождать, я уверен, что решил проблему. Они продолжили изучать полость стены с помощью инфракрасного оборудования для обнаружения тепла и убедились, что нет необходимости открывать стены. Излишне говорить, что я был неудачником, и это, должно быть, было заметно.
Когда они уходили, ко мне подошел один из пожарных и сказал: «Вы спасли этот дамский домик». Конечно, добрые слова, но я был явно потрясен, потому что ничего подобного со мной раньше не случалось. Это один из тех случаев, когда вы благодарите Бога, что ваша страховка ответственности оплачена и у вас хорошая репутация. Хотя это было шесть присоединенных кондоминиумов, и мои лимиты на тот момент никогда бы не покрыли полную потерю!
Я взял долгий обеденный перерыв, вернулся и закончил пайку клапана холодной воды, после чего последовала тщательная уборка ванной комнаты. На следующий день я отправил своего плиточника в дом, чтобы заново изолировать и залатать стены, а затем покрасить всю ванную комнату. Опыт, который я никогда не забуду и не буду считать само собой разумеющимся при использовании открытого огня внутри или снаружи стены. Достаточно одной случайной искры, и ваша жизнь может измениться навсегда.
На следующий день я отправил своего плиточника в дом, чтобы заново изолировать и залатать стены, а затем покрасить всю ванную комнату. Опыт, который я никогда не забуду и не буду считать само собой разумеющимся при использовании открытого огня внутри или снаружи стены. Достаточно одной случайной искры, и ваша жизнь может измениться навсегда.
Я рассказываю эту историю, чтобы те из вас, кто собирается заняться своими руками. пайки знают, что на рынке есть некоторые продукты, которые значительно уменьшат (но не исключат) вероятность того, что с вами произойдет что-то подобное. Одним из них является охлаждающий барьерный спрей La-Co Heat Gel Cool Barrier Spray, который можно распылять на все окружающие области, чтобы избежать передачи тепла большинству поверхностей.
Следующим предметом является огнезащитный щиток Oatey 31400 Bagged 9″ X 12″, который вы можете использовать для покрытия любых легковоспламеняющихся материалов, которые вы хотите избежать горения или подгорания.