Как сварить алюминий алюминиевым электродом
Практически каждый сварщик. независимо от своего опыта, когда-нибудь сталкивался со свариванием алюминия. Для этого используются специальные электроды, которые имеют в своей основе алюминиевый стержень. У многих людей возникают трудности с тем, что им сложно правильно производить сваривание алюминия.
Для того, чтобы у Вас не возникало никаких трудностей, лучше всего использовать электроды Unitor ALUMIN-351N, которые предназначены специально для сварки алюминия. С его помощью можно сваривать алюминиевые листы, трубы, крышки, поршни и многое другое.
Главное условие сваривания алюминиевых изделий этими электродами является толщина металла не менее 2 миллиметров. Если Вы собираетесь производить сваривание алюминия толщиной более 3 миллиметров, то Вам нужно обязательно сделать V-образную канавку под углом 60 градусов. В этом случае воздушный зазор должен быть не менее 1 и не более 3 миллиметров.
При сваривании алюминиевого изделия используйте постоянный ток положительной полярности. Если же Вы собираетесь производить сваривание литых или крупных деталей, то обязательно разогрейте их до температуры около 300 градусов. Непосредственно в самом процессе сваривания, электрод должен находиться под небольшим углом наклона или вертикально. Конец электрода должен перемещаться по направлению сварочного шва.
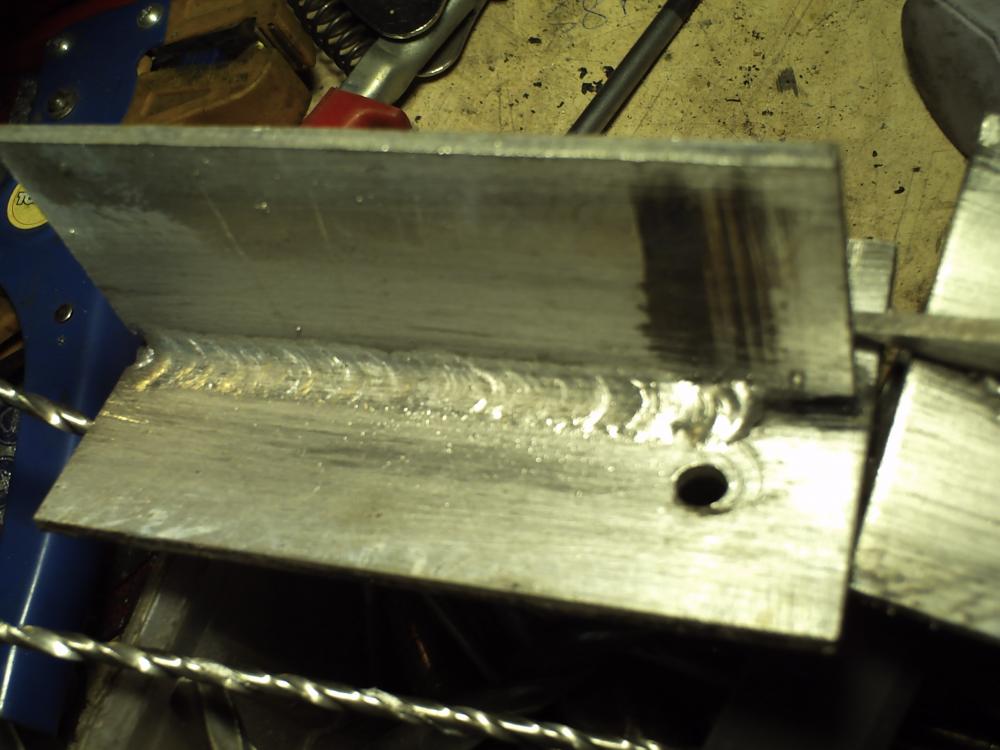
Самым предпочтительным положением сваривания электродами Unitor ALUMIN-351N является нижнее положение. Сварочная дуга должна быть короткой, а сварка как можно быстрее. Когда Вы оборвали сварочную дугу, то очистите поверхность металла от шлаковой корки и продолжайте сваривание. Следующий валик сварки должен перекрывать предыдущий примерно на 1 сантиметр./8ce4a8c4a69941b.s.siteapi.org/img/5366730683fbef3ece2a8433fe1d9b769cf9bdce.jpg)
Как видите, производить сваривание алюминия не очень сложно. В отличие от свари чугуна, алюминий – это мягкий металл, который не лопается при резком понижении температуры, но в то же время и очень легок как в работе, так в своем весу. Простота сваривания алюминия показывает, что для того, что бы правильно ее производить, Вам нужно использовать только электроды Unitor ALUMIN-351N, которые позволяют сварить нужное Вам изделие не только быстро, но и качественно.
Также для сваривания алюминия не требуется каких-то особенных навыков сваривания, потому что по сравнению со свариванием чугуна – алюминий сварить очень просто. Главное – это следовать рекомендациям профессиональных сварщиков. Помимо рекомендаций, которые Вам нужно применять, будьте аккуратны в обращении с металлом.
К примеру, алюминий можно быстро расплавить и испортить материал, а, например чугун, можно перегреть или слишком быстро остудить. Как в первом, так и во втором случае Вы можете испортить свое изделие. Итак, чтобы сварочный процесс происходил быстро, а главное качественно – будьте внимательными и слушайте советы профессионалов.
Как в первом, так и во втором случае Вы можете испортить свое изделие. Итак, чтобы сварочный процесс происходил быстро, а главное качественно – будьте внимательными и слушайте советы профессионалов.
Для наплавки и сварки чугуна
Электроды Unitor
Сварочные электроды уони 13/55а
Электроды для наплавки цн-12м
Сварка алюминия – как и чем сварить алюминий
Какой тип сварки используется для алюминия — как и чем сваривать алюминий?Алюминий можно сравнительно легко сваривать, но в первую очередь необходимо выбрать правильный процесс сварки.
Почему сложно сваривать алюминий?Сварка алюминия в КултаевоПрежде чем выделить различные процессы сварки, которые используются для соединения алюминия, важно понять некоторые трудности, присущие сварке алюминия.Для сварки алюминия требуются определенные методы и технологии сварочного процесса, свои защитные газы для изоляции зоны сварочной ванны, совершенно иные спецификации для работы, другая предсварочная и послесварочная обработка, чем при сварке сталей и прочих металлов и сплавов .
 Одной из проблем сварки алюминия является правильность выбора метода и режима сварки, а так же присадочных материалов, присадочных прутков, проволоки или электродов.Некоторые алюминиевые сплавы не получится качественно сварить без подходящих присадочных материалов.
Одной из проблем сварки алюминия является правильность выбора метода и режима сварки, а так же присадочных материалов, присадочных прутков, проволоки или электродов.Некоторые алюминиевые сплавы не получится качественно сварить без подходящих присадочных материалов.Сплавы и присадки для сварки алюминия — присадочные пруткиК примеру, такие алюминиевые сплавы, как 6061, будут подвергаться растрескиванию при затвердевании, если их сваривать без присадочного металла и поэтому следует подобрать правильный присадочный материал для подачи его в сварочную зону ручным или полуавтоматическим способом с применением ручного режима сварки TIG — Tungsten Inert Gas или полуавтоматического режима сварки (MIG-MAG).
Сварка алюминия в ПермиСкорость подачи присадочных материалов при сварке алюминия и его сплавовПример;
сварка алюминия сплав 6061 с присадочным прутком 6061 приведет к разрушению сварного шва, в этом случае, при сварке алюминиевого сплава марки 6061 следует использовать алюминиевый присадочный пруток 5356 или 4043.


Еще одна проблема с алюминиевым присадочным металлом, это его подача в зону сварки. Если используется механическая подача проволоки, скорее всего, потребуются специальные приводные системы.
Присадочные материалы — проволока для сварки алюминияАлюминий имеет меньшую прочность, чем сталь и поэтому достаточно часто при подаче алюминиевой проволоки на сварке полуавтоматом она изгибается.Для полуавтоматической сварки алюминия лучше всего использовать подходящие для этого системы подачи проволоки, такие, как двухтактный пистолет.
Это особенно верно для более тонких алюминиевых присадочных металлов (т.е. диаметром 0,8 мм или 1 мм).
Алюминий имеет большую теплопроводность, чем стальАлюминий также имеет большую теплопроводность, чем сталь. Тепло, возникающее при начале процесса сварки алюминия, рассеивается быстрее, чем при сварке сплава на основе железа. таблица коэффициента теплопроводности алюминия и других металлов:
Тепло, возникающее при начале процесса сварки алюминия, рассеивается быстрее, чем при сварке сплава на основе железа. таблица коэффициента теплопроводности алюминия и других металлов:Из за высокой теплопроводности алюминия, полное проплавление свариваемого и непрогретого алюминиевого сплава не произойдёт до тех пор, пока сварка не продвинется достаточно далеко от начала с постепенным прогревом алюминиевой детали вокруг сварочной ванны.
Подобное явление в сварке теплоемких сплавов и в том числе алюминия носит название — холодный пуск. Необходимо соблюдать осторожность, чтобы при сварке алюминия не произошло холодного пуска. Еще одним результатом повышенной теплопроводности при сварке алюминиевых сплавов являются более крупные кратеры.Аргоновая сварка в ПермиАлюминий требует проведения предварительной и послесварочной обработки.Сварка алюминия — подготовка поверхностиК тому времени, когда достигается конец сварного шва, присутствует больше тепла, чем в начале.
 Это тепло хорошо рассеивается в алюминии и может создать большой кратер. Алюминий очень восприимчив к растрескиванию кратеров, поэтому кратеры должны быть заполнены, чтобы не произошло разрушения в конце сварного шва.
Это тепло хорошо рассеивается в алюминии и может создать большой кратер. Алюминий очень восприимчив к растрескиванию кратеров, поэтому кратеры должны быть заполнены, чтобы не произошло разрушения в конце сварного шва.- травление в 5%-ном растворе каустической соды NOH при температуре 60—65° С в течение 2—3 мин;
- промывка в горячей (45—50° С) воде, а затем в холодной проточной воде;
- осветление в 15—30%-ном растворе азотной кислоты HN03 при температуре 60—65° С в течение 2—3 мин;
Искусственное состаривание алюминия для повышения прочностиНекоторые алюминиевые сплавы, такие как 6061-T6, искусственно состариваются для повышения их прочности.Алюминий образует оксидный слой, который имеет более высокую температуру плавления, чем сам алюминий. Чтобы избежать попадания нерасплавленных частиц оксида алюминия в сварной шов, перед сваркой следует использовать процесс удаления оксида, такой как проволочная щетка или химическая очистка.

Аргонодуговая сварка алюминияКакой тип сварки используется для алюминия?Ниже приведены процессы сварки, которые можно использовать для алюминия:Тепло от сварки разрушает преимущества искусственного старения и в зоне термического влияния будет обнаружено значительное снижение прочности . Следовательно, для таких алюминиевых сплавов может потребоваться искусственное старение после сварки.
- GTAW/TIG
- GMAW / МИГ
- Лазерная сварка и электронно-лучевая сварка
- Сварка сопротивлением

Тип сварки для алюминия — GMAW / МИГДуговая сварка металлическим газом (GMAW) или сварка в среде инертного газа (MIG) — еще один отличный выбор для сварки алюминия.GTAW — отличный процесс для алюминия, поскольку он не требует механической подачи проволоки, что может создать проблемы с подачей. Вместо этого присадочный материал подается в ванну сварщиком рукой. Кроме того, процесс GTAW является чрезвычайно чистым, что предотвращает загрязнение алюминия атмосферой.
Дуговая сварка металлическим газом обычно имеет более высокую скорость наплавки и более высокую скорость перемещения, чем GTAW. Однако в GMAW используется механическая система подачи проволоки.
Из-за этого может потребоваться двухтактный пистолет или пистолет для катушки, чтобы можно было подавать алюминиевую проволоку.
Кроме того, важно не использовать защитный газ, состоящий из 100 % CO2 или 75 % аргона/25 % CO2. Такой газ является приемлемым выбором для стали, но алюминий не может работать с химически активным газом CO2. Следуйте рекомендациям производителя присадочного металла для типа защитного газа.
Такой газ является приемлемым выбором для стали, но алюминий не может работать с химически активным газом CO2. Следуйте рекомендациям производителя присадочного металла для типа защитного газа.
Сварка алюминия сопротивлением — стыковая сварка алюминияПри лазерной сварке может возникнуть проблема со светоотражательной способностью материала. Кроме того, оптимизация защитного газа является ключом к предотвращению пористости. Электронно-лучевая сварка обычно не имеет этих проблем, поскольку она не использует свет в качестве энергоносителя и выполняется в вакууме.
Стыковая сварка алюминия позволяет сваривать его с другими металлами
Стыковая сварка возможна при сварке алюминия.
 Но при этом иногда возникают трудности из-за высокой электро-теплопроводности алюминия.
Но при этом иногда возникают трудности из-за высокой электро-теплопроводности алюминия.Время разработки параметров может быть значительным, и для решения этих проблем могут потребоваться специальные наконечники и оборудование для контактной сварки алюминия трением.
Процессы, которые не рекомендуются для сварки алюминияЕсть несколько процессов, которые плохо подходят для сварки алюминия.Любой процесс сварки, в котором используется флюс, такой как сварка электродом, дуговая сварка с флюсовой проволокой и дуговая сварка под флюсом, как правило, не является эффективным методом сварки алюминия. Часто сварные швы, созданные этими процессами, приводят к большой пористости.
- КОНТАКТЫ
- СВАРКА АЛЮМИНИЯ
- СВАРКА АВТОМОБИЛЬНЫХ ДИСКОВ
- СВАРКА НЕРЖАВЕЙКИ
- СВАРКА НЕРЖАВЕЙКИ
- СВАРКА ЧУГУНА
Мастерская аргонодуговой сварки
Мастерская аргонодуговой сварки – Сварка аргоном алюминия, нержавейки, чугуна и титана, изготовление конструкций, мангалов, печек, котлов.

Сварка аргоном и сварочный ремонт изделий из алюминия, нержавейки, чугуна, титана.
Сварка аргоном — Сварочный ремонт деталей из металлов и сплавов.
Сварка алюминиевых сплавов
СВАРКА АЛЮМИНИЕВЫХ СПЛАВОВ
Сварка алюминиевых сплавов относится к процессу сварки материалов из алюминиевых сплавов. Алюминиевый сплав имеет высокую прочность и малый вес. Основными сварочными процессами являются ручная сварка TIG (сварка в среде неплавящегося инертного газа), автоматическая сварка TIG и сварка MIG (сварка в среде плавящегося полярного инертного газа), основной материал, сварочная проволока, защитный газ и сварочное оборудование.
Обработка алюминиевого забора 1
Обработка алюминиевых заборов 2
Краткая инструкция
Алюминий и алюминиевые сплавы занимают центральное место в различных материалах, используемых в современном машиностроении. Его годовой объем производства в мире уступает только стали, а по цветным металлам занимает первое место.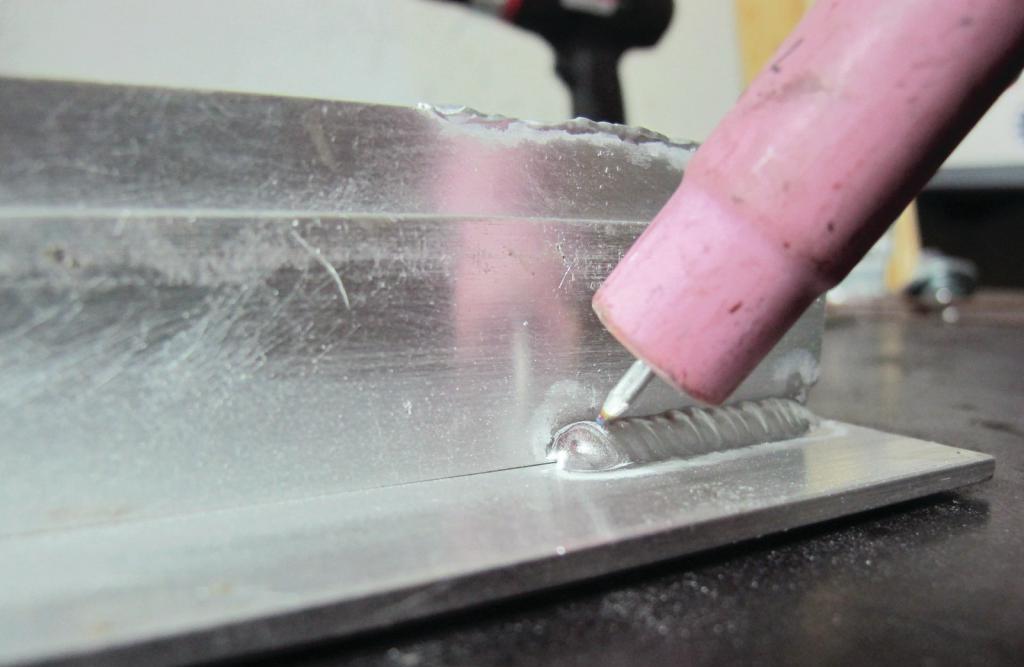 [1] Если алюминиевый сплав впервые появился в авиационной промышленности, то в последние десятилетия, помимо авиационной промышленности, алюминий и алюминий широко использовались в аэрокосмической, автомобильной, кораблевой, мостовой, машиностроительной, электротехнической, химической промышленности и криогенные устройства. Сплав для изготовления различных деталей, топливных баков, коррозионностойких емкостей и проводов. В настоящее время наиболее широко используемой сварочной конструкцией из алюминиевого сплава является нержавеющий алюминиевый сплав, а именно алюминиево-магниевый сплав и алюминиево-марганцевый сплав.
[1] Если алюминиевый сплав впервые появился в авиационной промышленности, то в последние десятилетия, помимо авиационной промышленности, алюминий и алюминий широко использовались в аэрокосмической, автомобильной, кораблевой, мостовой, машиностроительной, электротехнической, химической промышленности и криогенные устройства. Сплав для изготовления различных деталей, топливных баков, коррозионностойких емкостей и проводов. В настоящее время наиболее широко используемой сварочной конструкцией из алюминиевого сплава является нержавеющий алюминиевый сплав, а именно алюминиево-магниевый сплав и алюминиево-марганцевый сплав.
Готовое сварное алюминиевое ограждение
Сварка алюминиевого сплава относится к процессу сварки материалов из алюминиевого сплава. Алюминиевый сплав имеет высокую прочность и малый вес. Основным процессом сварки является ручная сварка MIG (сварка в среде плавящегося инертного газа) и автоматическая сварка MIG, основной материал, сварочная проволока, защитный газ и сварочное оборудование.
Основной химический состав основного металла и сварочной проволоки:
| Марка или спецификация | |
| Базовый материал | 6005A T6.6082 T6.5083 H211 |
| Сварка | 5087/ALMG4.5MNZR |
| /ALMG4.5MNZR | |
| /ALMG4.5MNZR | |
| 774.DAIN 40034.24.24.24.24.24.24.24.24.2434.24.24.24.24.24.24.24.24. | AR 100%AR+HE 70%/30% |
| Сварщик | TIG 315P AC/DC |
СВОЙДКА СВЕДЕНИЯ
1. TIG/GTAW WELDAW
52 1. TIG/GTAW WELDAW52 1. TIG/GTAW WELDAW52 1. TIG/GTAW WELDAW52 1. TIG/GTAW WELDID52 1. TIG/GTAW Weld.0002 Метод сварки GTAW в основном используется для алюминиевых сплавов и является лучшим методом сварки. Однако оборудование для аргонно-вольфрамовой дуговой сварки более сложное и не подходит для работы на открытом воздухе.
Однако оборудование для аргонно-вольфрамовой дуговой сварки более сложное и не подходит для работы на открытом воздухе.2. Сварка сопротивлением
Этот метод сварки можно использовать для сварки тонких пластин из алюминиевого сплава толщиной менее 5 мм. Однако оборудование, используемое при сварке, более сложное, сварочный ток большой, а производительность высокая, что особенно подходит для массового производства деталей и узлов.
3. Импульсная сварка ВИГ
Импульсная сварка ВИГ может улучшить стабильность процесса сварки. Параметры можно регулировать для управления мощностью дуги и формой сварного шва. Сварка имеет малую деформацию и небольшую зону термического влияния. Он особенно подходит для сварки тонких листов, сварки во всех положениях и других случаях, а также кованого алюминия, дюралюминия, сверхтвердого алюминия и т. д., которые очень чувствительны к теплу.
4. Сварка трением с перемешиванием
Сварка трением с перемешиванием в первую очередь и в основном используется в области конструкций из легких металлов, таких как алюминиевые сплавы и магниевые сплавы. Самая большая особенность этого метода заключается в том, что температура сварки ниже температуры плавления материала, что позволяет избежать трещин и пор, вызванных сваркой плавлением. дефект.
Самая большая особенность этого метода заключается в том, что температура сварки ниже температуры плавления материала, что позволяет избежать трещин и пор, вызванных сваркой плавлением. дефект.
Окружающая среда сварки
Требования к среде хранения и вспомогательным материалам, используемым в сварочном производстве алюминиевых сплавов
(1) Требования к температуре и влажности при производстве и хранении
Среда производства и хранения алюминиевого сплава должна быть пыленепроницаемой, водонепроницаемой и сухой. Температуру окружающей среды обычно контролируют выше 5 ℃, а влажность контролируют ниже 70%. Старайтесь следить за тем, чтобы влажность сварочной среды не была слишком высокой. Слишком высокая влажность значительно повысит вероятность образования пор в сварном шве, что скажется на качестве сварки. Сильный поток воздуха приведет к недостаточной газовой защите, что приведет к образованию пор сварки. Ветрозащитный экран может быть установлен, чтобы избежать влияния внутреннего ветра.
(2) Требования к использованию сварочной проволоки и газового шланга
Следует обратить внимание на использование сварочных материалов: алюминиевую сварочную проволоку следует хранить отдельно от стальных сварочных материалов, а срок службы не должен превышать 1а. После сварки выньте сварочную проволоку из сварочного аппарата для герметизации, чтобы предотвратить загрязнение. Шланги подачи воздуха из разных материалов имеют различную устойчивость к проникновению влаги, особенно при высоком давлении подачи воздуха эффект шланга подачи воздуха более очевиден. В качестве шланга подачи воздуха лучше всего использовать тефлоновый шланг (тефлон).
Выбор оснастки
Для сварки алюминиевых сплавов лучше использовать оснастку с точечным контактом, чтобы уменьшить площадь контакта между оснасткой и заготовкой. Если инструмент находится в поверхностном контакте с заготовкой, он быстро отводит тепло от заготовки и ускоряет затвердевание расплавленной ванны, что не способствует устранению пор сварки. Давление гидравлической системы инструмента лучше всего контролировать на уровне 9~9,5 МПа.
Давление гидравлической системы инструмента лучше всего контролировать на уровне 9~9,5 МПа.
Слишком слабое давление не может обеспечить защиту от деформации, но слишком сильное усилит жесткость конструкции из алюминиевого сплава. Из-за большого коэффициента линейного расширения алюминиевого сплава и плохой высокотемпературной пластичности во время сварки могут возникнуть большие термические напряжения, которые могут вызвать трещины в структуре алюминиевого сплава.
Выбор сварочной проволоки
Для основных металлов 6005A, 6082, 5083 выбрана марка сварочной проволоки 5087/AlMg4.5MnZr, сварочная проволока 5087 не только обладает хорошей трещиностойкостью, отличной устойчивостью к пористости и прочностными характеристиками. Для выбора характеристик сварочной проволоки предпочтение отдается сварочной проволоке большого диаметра. Одно и то же количество сварочной проволоки равно весу сварочной проволоки. Площадь поверхности сварочной проволоки большого сечения и сварочной проволоки меньшего сечения намного меньше. Следовательно, загрязнение поверхности сварочной проволоки большого размера и сварочной проволоки меньшего размера меньше, то есть площадь окисления меньше, а качество сварки легче соответствует требованиям. . Кроме того, процесс подачи сварочной проволоки большого диаметра проще в эксплуатации. Как правило, сварочная проволока диаметром 1,2 мм используется для основных материалов толщиной менее 8 мм, а сварочная проволока диаметром 1,6 мм используется для основных материалов толщиной 8 мм и выше. В сварочном автомате используется сварочная проволока диаметром 1,6 мм.
Следовательно, загрязнение поверхности сварочной проволоки большого размера и сварочной проволоки меньшего размера меньше, то есть площадь окисления меньше, а качество сварки легче соответствует требованиям. . Кроме того, процесс подачи сварочной проволоки большого диаметра проще в эксплуатации. Как правило, сварочная проволока диаметром 1,2 мм используется для основных материалов толщиной менее 8 мм, а сварочная проволока диаметром 1,6 мм используется для основных материалов толщиной 8 мм и выше. В сварочном автомате используется сварочная проволока диаметром 1,6 мм.
Выбор защитного газа
Ar100% характеризуется стабильной дугой и удобным зажиганием дуги. Как правило, Ar100% используется для сварки основных материалов с толщиной листа менее 8 мм. Для основного металла толщиной 8 мм и выше и сварных швов с высокими требованиями к пористости для сварки используется Ar70%+He30%. Характеристики газообразного гелия: теплопроводность в 9 раз выше, чем у аргона, более высокая скорость сварки, меньшая пористость и повышенное проникновение. При сварке толстых листов глубина проплавления Ar100% и Ar70% + He30%. Скорость потока газа не настолько велика, насколько это возможно. Чрезмерный поток вызовет турбулентность, что приведет к недостаточной защите расплавленной ванны. Воздух вступает в реакцию с наплавленным металлом, что меняет структуру сварного шва, снижает производительность и увеличивает склонность к образованию пор сварки.
При сварке толстых листов глубина проплавления Ar100% и Ar70% + He30%. Скорость потока газа не настолько велика, насколько это возможно. Чрезмерный поток вызовет турбулентность, что приведет к недостаточной защите расплавленной ванны. Воздух вступает в реакцию с наплавленным металлом, что меняет структуру сварного шва, снижает производительность и увеличивает склонность к образованию пор сварки.
Подготовка перед сваркой
Обработка кромок
Для стыковых сварных швов с толщиной листа менее 3 мм нет необходимости делать фаску, а требуется только угол -0,5~1 мм на обратной стороне сварного шва, что выгодно для газовыделения и позволяет избежать обратных канавок. То, скошена ли задняя сторона или нет, влияет на сварной шов. Угол скоса толстого листа из алюминиевого сплава больше, чем у стального листа. Односторонние фаски обычно используют фаски 55°, а двусторонние фаски используют фаски 35° с каждой стороны. Таким образом можно улучшить доступность сварки и уменьшить вероятность возникновения непроплавленных дефектов.
Для соединений HV или HY в тавровых соединениях толстых листов необходимо заполнить канавку и добавить угловой шов, чтобы общий размер сварного шва S был не меньше толщины листа T. Требования к сварке тавровых соединений толстых листов.
Очистка перед сваркой
Сварка алюминиевого сплава требует чистейшей подготовительной работы, иначе снизится его коррозионная стойкость и легко возникнет пористость. Сварку алюминиевого сплава следует тщательно отличать от сварки стали. Инструменты, которые использовались для сварки стали, категорически запрещены для сварки алюминиевых сплавов. Очистите оксидную пленку и другие загрязнения в зоне сварки и используйте щетку из нержавеющей стали или ацетон, чтобы максимально очистить. Шлифовку шлифовальным кругом использовать нельзя, так как шлифовка шлифовальным кругом только расплавит оксидную пленку на поверхности свариваемого материала, но фактически не удалит. Более того, если используется жесткий шлифовальный круг, содержащиеся в нем примеси попадут в сварной шов и вызовут термические трещины. Кроме того, поскольку пленка Al2O3 будет регенерироваться и накапливаться за очень короткое время, чтобы оксидная пленка как можно меньше влияла на сварной шов, сварку следует выполнять сразу после очистки.
Кроме того, поскольку пленка Al2O3 будет регенерироваться и накапливаться за очень короткое время, чтобы оксидная пленка как можно меньше влияла на сварной шов, сварку следует выполнять сразу после очистки.
Контроль температуры предварительного нагрева и межслойной температуры
При сварке толстых листов с толщиной стального листа более 8 мм перед сваркой необходимо проводить предварительный подогрев. Температура предварительного нагрева регулируется в пределах от 80 ℃ до 120 ℃, а межслойная температура регулируется в пределах от 60 ℃ до 100 ℃. Температура предварительного нагрева слишком высока, в дополнение к суровым условиям работы это также может повлиять на свойства сплава алюминиевого сплава, такие как размягчение соединения и плохой внешний вид сварных швов. Слишком высокая межслойная температура увеличивает вероятность образования тепловых трещин при сварке алюминия.
Разумный выбор стандартных параметров
Физические и химические свойства алюминиевого сплава и стали сильно различаются, и параметры сварки алюминиевого сплава должны быть проверены и определены в соответствии со сварочными характеристиками алюминиевого сплава.
(1) Большой сварочный ток
Теплопроводность самого алюминиевого сплава велика (примерно в 4 раза больше, чем у стали) и быстрый отвод тепла. Поэтому при одной и той же скорости сварки погонная энергия при сварке алюминиевого сплава в 2-4 раза больше, чем при сварке стали. Если подвода тепла недостаточно, легко может возникнуть проблема недостаточного проплавления или даже непровара, особенно в начале сварного шва.
(2) Скорость подачи проволоки должна быть соответствующим образом увеличена.
Скорость подачи проволоки тесно связана с параметрами спецификации, такими как ток и напряжение, и соответствует друг другу. При увеличении сварочного тока скорость подачи проволоки также должна увеличиваться соответственно.
(3) Выбор скорости сварки
Для сварки тонких листов во избежание перегрева сварных швов обычно используются меньшие сварочные токи и более высокие скорости сварки; для сварки толстых листов, чтобы полностью сварить сварные швы и полностью удалить сварочный газ, используйте больший сварочный электрический ток и более низкую скорость сварки.
(4) Выбор угла наклона сварочной горелки
В направлении сварки угол наклона сварочной горелки обычно регулируется примерно на 90°, слишком большой или слишком маленький приведет к дефектам сварки. Угол горелки слишком большой, что приводит к недостаточной газовой защите и отверстиям для воздуха; слишком маленький угол может также привести к тому, что жидкий алюминий достигнет передней части дуги, так что дуга не сможет непосредственно воздействовать на сварной шов и вызвать несплавление.
Очистка после сварки
1. Тщательно промойте сварные швы горячей водой жесткой щеткой.
2. Погрузить сварной шов в водный раствор хромового ангидрида или раствор бихромата калия с температурой 60-80℃ и массовой долей 2%-3% примерно на 5-10 минут и тщательно почистить жесткой щеткой. Или поместить сварку в раствор азотной кислоты массовой долей 10% при 15-20℃ на 10-20мин.
3. Очистите и промойте сварные детали в горячей воде.
4. Просушите сварку горячим воздухом или высушите в сушильном шкафу при 100℃.
Просушите сварку горячим воздухом или высушите в сушильном шкафу при 100℃.
Меры безопасности
1. Использовать механические или химические методы для удаления окислов на канавке и окружающих частях заготовки и поверхности сварочной проволоки перед сваркой;
2. Используйте сертифицированный защитный газ для защиты во время сварки;
3. При газовой сварке используется флюс, а оксидная пленка на поверхности расплавленной ванны постоянно захватывается сварочной проволокой в процессе сварки.
Область применения
1. Муфтовое соединение медных и алюминиевых труб в холодильной промышленности, разнородная сварка медных и оцинкованных труб центрального кондиционирования, труб из нержавеющей стали и алюминиевых труб.
2. Сварка медно-алюминиевых наконечников, медно-алюминиевых выводов и медно-алюминиевых токопроводящих стержней на подстанциях.
3. Сварка труб радиаторов, двигателей и сборных шин в электронной и электротехнической промышленности.
4. Он также используется в производстве и сроке срока службы Taps, соединителей соединителей, соответствующих гайков и т. Д.
Equipemnt- TIG TIG 315p 315p/DC
.0133
T echnical | Parameters | T echnical | Parameters |
Входная мощность | 380 В (±15 %)/3 фазы/50 Гц/60 Гц | Время нарастания (с) | 0-10 |
Входной ток. | 10-315A/22,6 В/60% | Базовый ток (A) | 10-315 |
MMA (A) | MMA (A) | 9||
(A) | |||
Start current (A) | 10-315 | ||
No-load loss (W) | 100 | Crater current (A) | 10-315 |
Arc Ignition | HF | Post flow time (S) | 1-10 |
Efficiency (%) | 85 | Duty ratio (%) | 40-80 |
Power factor | 0. | Pulse duty ratio (%) | 10-90 |
Insulation grade | F | Housing protection grade | IP21 |
Pulse frequency (low )Hz | 0.5-15 | Вес (кг) | 39 |
Частота импульсов (середина) HZ | 15-450 | . Дименты H × WSE). ×326×620 |
 Напряжение/рабочее цикл
Напряжение/рабочее цикл 93
93Основные характеристики
Диапазон сильного тока 315 А идеально подходит для точной сварки
Диапазон тока MMA 250 А обеспечивает возможность сварки электродом 4.0
/ACМногофункциональность: DC TIG, MMA процесс
Подходит для многих материалов, таких как алюминиевый сплав, титановый сплав, нержавеющая сталь, углеродистая сталь
Удобный цифровой операционный интерфейс. Автоматическое согласование параметров сварки
Автоматическое согласование параметров сварки
Функции обнаружения перегрева, перегрузки по току и перенапряжения, защиты от ударов и прилипания
Классификация IP21S для обеспечения надежности в суровых и сложных условиях окружающей среды
Международный отдел продаж Punair
Will-2020- 08-14
Дюралюминий ? [Архив] – Форум PPRuNe
Форум PPRuNe > Форум наземных и других операций > Вопросы > Дюралюминий ?PDA
Просмотр полной версии : Дюралюминий ?
LGL737
18 мая 2001, 12:41
Эй!!!
кто-нибудь может подтвердить или ответить на этот вопрос
дюралюминий
1) алюминиево-медная основа
2) алюминиево-магниевая основа
3) трудно сваривается
4) легко сваривается
5) хорошая теплопроводность
6) плохая стойкость к воздушной коррозии
Я бы сказал, что ответ должен быть 1, 2, 3, а затем, может быть, 5, но в этом я не очень уверен. Может ли кто-нибудь ответить на это, и я прав насчет 1,2,3 ??
Может ли кто-нибудь ответить на это, и я прав насчет 1,2,3 ??
Спасибо за ответ.
Дюралюминий
прочный, твердый, легкий сплав алюминия, широко применяемый в авиастроении, открытый и запатентованный в 1910 Альфреда Вильма, немецкого металлурга; Первоначально он производился только в Дрене в Германии. Первоначальный состав был изменен для конкретных применений; он может содержать от 3 до 4 процентов меди, от 1/2 до 1 процента марганца, от 1/2 до 1 1/2 процента магния и, в некоторых составах, немного кремния. После термической обработки и старения эти сплавы по прочности и твердости сравнимы с мягкой сталью.
Сплавы дюралюминия относительно мягкие, пластичные, в нормальном состоянии работоспособны; они могут быть прокатаны, выкованы, экструдированы или вытянуты в различные формы и изделия. Их легкий вес и, как следствие, высокая прочность на единицу веса по сравнению со сталью подходят для авиастроения. Поскольку дюралюминий теряет прочность при сварке, в самолетостроении используется специальная форма ламинированного листа, называемая альпладом; он имеет тонкие поверхностные слои из чистого алюминия или коррозионно-стойкого алюминиевого сплава, покрывающие прочный дюралюминиевый сердечник.
Troley
туманный гудок
18 мая 2001, 17:23
Я узнаю этот вопрос – это вопрос о планерах JAR ATPL.
Ответ 1,3,5.
LGL737
18 мая 2001, 18:05
Большое спасибо!!!
rgds
LGL
critcaact
18 мая 2001, 20:26
Я думал, что ответ был – материал, используемый Boeing, а не Airbus.
LGL737
19 мая 2001, 12:26
Вчера разговаривал с парнем, который много лет работает с металлами, и он говорит, что алюминий/медь очень легко сваривается, а алюминий/магний очень трудно. Таким образом, это сделало бы ответ 1, 4, 5, не так ли??
Foghorn, ваш ответ получен от кого-то, кто знает это на 100%??
rgds
LGL
Инженер Чингис
Дюралюминий сейчас почти невозможно найти вне музея.
В 1970-х годах он был окончательно заменен сплавами серии 2000, разработанными для Concorde, а в 1980-х годах ученые, работающие на базе Concorde, разработали сплавы серии 6000. Наиболее распространенным сейчас является 6061, который в значительной степени заменил менее доступный 6082 для трубной арматуры, хотя панели все еще в основном 2024. экзамены слишком долго!
Чингис
Сертифицированный инженер и частный пилот.
туманный рог
19 мая 2001, 17:09
737 – так мне сказали в школе. Не знаю больше этого.
Как указывает Чингисхан, JAA получает еще одну оценку за релевантность экзаменационного вопроса…
rock_the_tower
19 мая 2001 г., 18:22 содержат магний:
Серия 5XXX:
При добавлении магния к алюминию сплав обладает отличной свариваемостью с минимальной потерей прочности и практически не подвержен горячему растрескиванию. Фактически, серия 5XXX обладает самой высокой прочностью среди нетермообрабатываемых алюминиевых сплавов. Он используется для резервуаров для хранения химикатов и сосудов под давлением при повышенных температурах, а также в конструкциях, железнодорожных вагонах, самосвалах и мостах из-за его коррозионной стойкости. При сварке с присадками серии 4ХХХ теряет пластичность за счет образования Mg2Si.
Он используется для резервуаров для хранения химикатов и сосудов под давлением при повышенных температурах, а также в конструкциях, железнодорожных вагонах, самосвалах и мостах из-за его коррозионной стойкости. При сварке с присадками серии 4ХХХ теряет пластичность за счет образования Mg2Si.
Серия 6XXX:
Содержит кремний и магний для средней прочности и возможной термообработки. Он в основном используется в автомобильной, электрической, трубной, перильной, конструкционной и экструзионной промышленности. Серия 6XXX несколько склонна к горячему растрескиванию, но эту проблему можно решить правильным выбором шва и присадочного металла. Эта серия может быть сварена с серией 5XXX или 4XXX без образования трещин – необходимо достаточное разбавление основных сплавов выбранным присадочным сплавом. Электрод 4043 является наиболее распространенным для использования с этой серией.
Cheers
rtt
Sensible
19 мая 2001, 18:47
Это от не ученого (меня).