Чем сверлить закаленную сталь: сверла по металлу
Чем сверлить закаленную сталь
Содержание статьи:
- 1 Чем сверлить закаленную сталь
- 1.1 Универсальное сверло Bosch Multi Construction
Обычные сверла по металлу практически не берут закаленную сталь. Они очень быстро перегреваются и могут запросто лопнуть. Связано это с большей твердостью закаленной стали, даже выше чем у самого сверла по металлу. При этом возникает вопрос, чем сверлить закаленную сталь, и как правильно это делать. Многие нагревают металлическое изделие перед сверлением, чтобы хоть как-то снизить твердость металла.
В данном обзоре строительного журнала https://samastroyka.ru/ вы сможете узнать, чем сверлить закаленную сталь, и какие сверла для этих целей использовать.
Итак, если обычное сверло по металлу не берет сталь, то значит перед вами так называемая термообработанная сталь повышенной твердости. Сверлить закаленную сталь нужно другими сверлами, в частности для этих целей подойдёт.
Чем сверлить закаленную сталь
Сверлом по керамике и стеклу — наверняка многие будут удивлены этому, ведь сверло по стеклу не предназначено для того, чтобы сверлить сталь. Однако при определённом подходе оно может существенно выручить. Сверлить сталь сверлом по стеклу лучше всего на специальном сверлильном станке. Однако если такого нет, то можно использовать и обычную электрическую дрель. Главные условия сверления заключаются в постоянном охлаждении сверла, не слишком сильном нажиме и небольших оборотах дрели.
Универсальное сверло Bosch Multi Construction
Сверло по стеклу и керамике имеет особый вольфрамовый наконечник, который выдерживает колоссальные нагрузки. Твердость карбида-вольфрамового наконечника составляет 90 HRC, поэтому он способен легко просверлить любую, даже закаленную сталь, которая имеет твердость не более 70 HRC. О том, как просверлить стекло, читайте в другой статье сайта.
При этом для успешного сверления закаленной стали сверлом по стеклу рекомендуется придерживаться всех вышеперечисленных правил сверления. Связанно это с тем, что сверло обладает хрупкостью и, оно легко может лопнуть при сильном надавливании либо же при сверлении на больших оборотах электрической дрели.
Универсальное сверло Bosch Multi Construction
Просверлить отверстие в закаленной стали можно и при помощи универсального сверла Bosch Multi Construction. Данное сверло подходит для сверления различных материалов, а основной его особенностью является весьма твердый сплав, из которого изготовлен наконечник. Поэтому сверло Bosch Multi Construction подходит и для работы с закаленной сталью. И если вы задаётесь вопросом о том, чем сверлить закаленную сталь, то рекомендуется присмотреться к этому универсальному сверлу.
Поэтому сверло Bosch Multi Construction подходит и для работы с закаленной сталью. И если вы задаётесь вопросом о том, чем сверлить закаленную сталь, то рекомендуется присмотреться к этому универсальному сверлу.
Чем сверлить закаленную сталь: сверла по металлу
Алмазная коронка, также подойдёт для сверления термообработанной стали. Правда у данного способа есть некоторые ограничения, связанные с диаметром отверстий и толщиной металлических заготовок. Что же касается недостатков, то основной из них, это медленный съём металла при сверлении алмазной коронкой.
Поэтому если сверлить толстый металл, то понадобится много времени. Однако данный способ, вполне рабочий и его нельзя сбрасывать со счетов.
Сверло СССР марка стали Р18
Ну и последний способ просверлить закаленную сталь, это использовать старые сверла СССР из прочной инструментальной стали, марки Р9 или Р18. Данные сверла были разработаны специально для того, чтобы обрабатывать танковую броню. В народе такие сверла называют «быстрорезами», и, к сожалению, найти их в продаже можно только на «блошиных рынках».
Оценить статью и поделиться ссылкой:
Таблица для сверл по металлу
РаспечататьГлавная / Продукция / Оснастка для сверления / Таблица для сверл по металлу
Материал | Тип сверла/ режущий материал | Угол заточки острия | Охлаж- дение | Скорость вращения м/мин | Среднее число оборотов в мин. (об/мин) Подача на оборот S (мм/об) | ||||||
Ø 2 мм | Ø 5 мм | Ø 8 мм | Ø 12 мм | Ø 16 мм | Ø 25 мм | Ø 40 мм | |||||
Инструментальная сталь | N / SN / Tip-W | 118° 130° | E | 30-50 | 5100 0.  05 05 | 2200 0.12 | 1400 0.20 | 900 0.25 | 650 0.30 | 420 0.40 | 260 0.40 |
Нелегированная конструкционная сталь | N / SN / Tip-W | 118° 130° | E | 30-40 | 5600 0.05 | 2200 0.12 | 1400 0.20 | 900 0.25 | 650 0.30 | 420 0.40 | 260 0.40 |
Нелегированная конструкционная сталь | N / SN / Tip-W | 118° 130° | E | 25-35 | 4750 0.05 | 1580 0.12 | 1150 0.20 | 750 0.25 | 550 0.30 | 400 0.40 | 220 0.40 |
Нелегированная конструкционная сталь | N / SN / S / N-HD / UF-L | 118° | E | 20-40 | 2100 0. | 850 0.07 | 550 0.10 | 350 0.16 | 250 0.20 | 160 0.25 | 100 0.25 |
Нелегированное стальное литье | N / SN / Tip-W / UF-L | 118° 130°/135° | E | 20-30 | 3980 0.03 | 1550 0.07 | 1000 0.10 | 650 0.16 | 500 0.20 | 300 0.25 | 180 0.32 |
Легированное стальное литье | N / SN / UF-L | 118° 130°/135° | E | 15-35 | 2350 0.02 | 1000 0.10 | 600 0.08 | 400 0.12 | 270 0.14 | 200 0.  18 18 | 110 0.23 |
Легированная сталь | N / SN / S / UF-L /N-HD | 118° 130°/135° | E | 15-35 | 2050 0.02 | 850 0.05 | 550 0.08 | 350 0.12 | 270 0.14 | 160 0.18 | 100 0.23 |
Легированная хромоникелевая сталь | N / SN / S / N-HD / UF-L | 130° 135° | E, O | 6-28 | 0.02 | 500 0.05 | 400 0.08 | 250 0.12 | 200 0.14 | 130 0.18 | 80 0.23 |
Легированная хромоникелемолибденовая | (N) / S / N-HD / UF-L ATN | 130° | E, O | 6-10 | 1300 0. 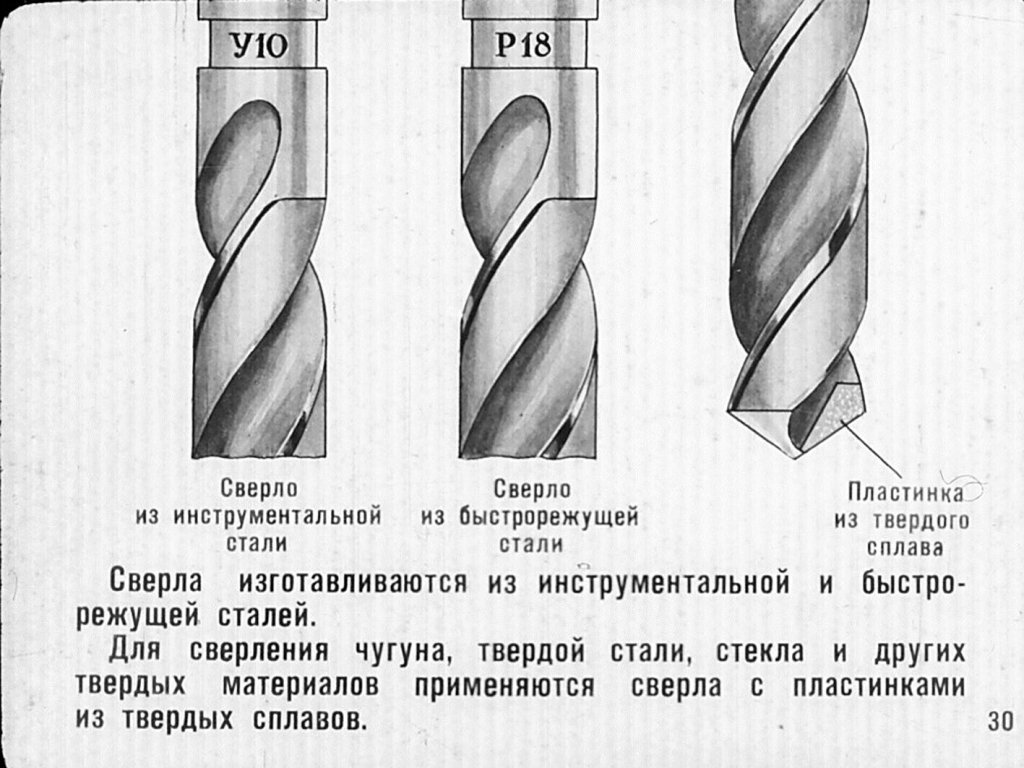 02 02 | 500 0.05 | 300 0.08 | 200 0.12 | 150 0.14 | 100 0.18 | 60 0.23 |
Нержавеющая и | N / S / UF-L | 130° | E, O | 10-30 | 1300 0.02 | 500 0.05 | 300 0.08 | 200 0.12 | 150 0.14 | 100 0.18 | 60 0.23 |
Жаростойкая сталь | N / S / N-HD / UF-L | 130° 135° | O | 6-10 | 1300 0.02 | 500 0.05 | 300 0.08 | 200 0.12 | 150 0.14 | 100 0.18 | 60 0.23 |
Марганцевая сталь | N+HD | 130° 135° | E, O | 3-5 | 620 0.  02 02 | 250 0.05 | 150 0.08 | 100 0.12 | 80 0.14 | 40 0.16 | 30 0.23 |
Пружинная сталь | (N) / S / N-HD / UF-L | 130° 135° | 5-15 | 1600 0.02 | 600 0.05 | 400 0.08 | 250 0.12 | 200 0.14 | 120 0.18 | 70 0.23 | |
Титан и | S / UF-L (ATN) | 130° | O | 5-15 | 700 0.02 | 250 0.05 | 160 0.08 | 120 0.12 | 80 0.14 | 60 0.18 | 40 0.23 |
Серый чугун | N / SN / UF-L (ATN) / N-HD | 118° 130°/135° | E, DL | 20-35 | 3150 0.  05 05 | 1250 0.12 | 800 0.20 | 500 0.25 | 400 0.30 | 250 0.40 | 150 0.40 |
Серый чугун | (N) / SN / UF-L / N-HD | 118° 130°/135° | E, DL | 20-40 | 1600 0.03 | 600 0.07 | 400 0.10 | 250 0.16 | 200 0.20 | 150 0.25 | 80 0.32 |
Латунь хрупкая | (SN) / UF-L ATN | 118° 130°/135° | E, O | 60-80 | 12700 0.08 | 5050 0.16 | 3200 0.24 | 2100 0.25 | 1600 0.35 | 1000 0.32 | 650 0.50 |
Латунь вязкая | (N) / S / UF-L (ATN) / (SN) | 118° 130°/135° | E, O | 30-50 | 4800 0.  05 05 | 1900 0.12 | 1150 0.20 | 900 0.20 | 800 0.25 | 400 0.40 | 260 0.50 |
Алюминий-бронза | N / SN / Tip-W / S / UF-L (ATN) | 118° 130° | E, O | 15-35 | 2400 0.05 | 1550 0.08 | 1000 0.14 | 650 0.20 | 500 0.25 | 320 0.30 | 200 0.40 |
Медь-никель-цинк | N / SN / UF-L (ATN) | 118° 130° | E, O | 25-50 | 5800 0.05 | 1600 0.12 | 1400 0.14 | 800 0.25 | 500 0.30 | 320 0.40 | 280 0.40 |
Электролитическая медь | (SN) / UF-L | 130° | E, O | 25-40 | 4350 0.  05 05 | 1700 0.14 | 1050 0.16 | 700 0.25 | 550 0.30 | 380 0.40 | 240 0.40 |
Чистый алюминий | (Tip-W) / (SN) / UF-L ATN | 118° 130° | E | 40-80 | 6300 0.06 | 4900 0.16 | 1800 0.18 | 1600 0.30 | 1250 0.36 | 800 0.50 | 500 0.63 |
Алюминиевый литейный | (Tip-W) / (SN) / UF-L | 118° 130° | E | 30-60 | 5100 0.05 | 2000 0.16 | 1300 0.20 | 850 0.30 | 700 0.36 | 400 0.50 | 250 0.63 |
Алюминиевый сплав, | (N) / (SN) / (Tip-W) / UF-L | 118° 130°/135° | E | 30-60 | 4700 0.  05 05 | 2900 0.14 | 1200 0.16 | 1200 0.22 | 900 0.30 | 550 0.40 | 350 0.45 |
Цинк | (SN) / (N) / UF-L (ATN) | 118° 130° | E | 30-60 | 6400 0.06 | 2550 0.14 | 2300 0.20 | 1700 0.18 | 1250 0.30 | 800 0.40 | 500 0.50 |
Твердая пластмасса | SN / UF-L (ATN) / (Tip-W) | 118° 130° | DL | 15-35 | 2400 0.05 | 1000 0.12 | 600 0.16 | 400 0.20 | 300 0.25 | 250 0.31 | 160 0.40 |
Мягкая пластмасса | SN / UF-L (ATN)/ (Tip-W) | 118° 130° | W, DL | 25-40 | 3900 0.  06 06 | 1600 0.12 | 1000 0.20 | 650 0.22 | 500 0.30 | 320 0.50 | 200 0.50 |
Оргстекло | SN / UF-L (ATN)/ (Tip-W) | 118° 130° | W | 20-40 | 3900 0.06 | 1600 0.12 | 1000 0.20 | 650 0.22 | 500 0.30 | 320 0.50 | 200 0.50 |
 03
03E = Эмульсия / O = Масло для смазки и охлаждения режущего инструмента / DL = Сжатый воздух / W = вода
Как просверлить большое отверстие в металле?
Сверление металла может быть сложной задачей и в лучшие времена, но попытка создать отверстие большого диаметра может представлять еще большую дилемму, особенно в массивной стальной балке или пластине.
Как же это сделать?
Традиционные методы делятся на три категории.
Но как лучше всего просверлить большие отверстия в толстом металле быстро и без прожигания сверл?
Ответ: с помощью VersaDrive HoleCutter.
VersaDrive HoleCutter представляет собой нечто среднее между протяжной фрезой и традиционной кольцевой пилой и предлагает лучшее из обоих инструментов в гибком и портативном решении.
Сходная по конструкции с протяжной фрезой, VersaDrive HoleCutter оснащена высококачественными индивидуально припаянными зубьями из карбида вольфрама Sandvik, которые обеспечивают невероятную прочность, высочайшую производительность и срок службы в 10 раз больше, чем у традиционных биметаллических коронок.
Работая как протяжка, удаляя металл на краю отверстия, а не по всей его площади, они обеспечивают быструю резку и минимальный износ инструмента, опять же продлевая срок службы намного по сравнению с традиционной кольцевой пилой.
В отличие от протяжного резака, VersaDrive HoleCutter позволяет использовать его с легкими переносными инструментами, такими как аккумуляторные пистолетные дрели.
Это заменяет необходимость в тяжелых, громоздких магнитных сверлах и предлагает решение для сверления отверстий в тяжелых условиях, которое идеально подходит для использования на месте, в удаленных местах или в местах с ограниченным доступом, где заготовку нельзя снять и вернуть в мастерскую. .
.
Доступный в двух вариантах длины резания, 55 мм и 100 мм, VersaDrive HoleCutter позволяет создавать отверстия в толстом листе, коробчатом сечении и других областях глубокого сверления.
Непревзойденная гибкость
Являясь частью уникальной системы VersaDrive, VersaDrive HoleCutter обладает рядом дополнительных функций, не имеющих себе равных среди традиционных решений для обработки больших отверстий.
Во-первых, его запатентованный шестигранный хвостовик подходит ко всем сверлильным патронам 1/2 дюйма и обеспечивает плотную посадку и отсутствие проскальзывания при использовании. более 300 мм для сверления в труднодоступных местах или для быстрой замены нескольких приводных инструментов.0003
Благодаря эксклюзивному дизайну HMT, VersaDrive HoleCutter можно использовать с ручными сверлильными станками, сверлами SDS+ (только в режиме вращения), сверлильными станками или даже адаптировать для использования в магнитных дрелях в качестве фрезы для протяжки или многопоточной обработки. Таким образом обеспечивается максимальная гибкость любого доступного решения для резки больших отверстий.
Таким образом обеспечивается максимальная гибкость любого доступного решения для резки больших отверстий.
Цельное, сменное, подпружиненное пилотное сверло также служит для центрирования инструмента во время использования, чтобы предотвратить «блуждание» во время резания, а также для выброса полученной металлической заготовки после завершения отверстия.
В результате VersaDrive HoleCutter обеспечивает быструю, эффективную и экономичную обработку отверстий, которая превосходит другие варианты на рынке.
Для получения дополнительной информации и ответов на часто задаваемые вопросы нажмите здесь
Старое сообщение Новый пост
Как сверлить мягкую сталь? Полное руководство
31 января 2023 г. 31 января 2023 г.
| 18:35
31 января 2023 г.
| 18:35
Сверление низкоуглеродистой стали является обычной практикой для многих самодельных проектов, но это может быть сложно. Если все сделано неправильно, просверленные отверстия могут оказаться слишком большими или слишком маленькими, а края отверстий не будут гладкими. К счастью, с правильными инструментами и методами вы можете легко и без проблем просверлить идеальные отверстия в низкоуглеродистой стали. Давайте посмотрим, как это сделать правильно.
Что вам нужно
Для начала вам потребуется несколько основных принадлежностей: электрическая дрель, высококачественное сверло, смазочное масло или воск, а также защитное оборудование, такое как защитные очки и перчатки. Убедитесь, что ваше сверло предназначено для работы со сталью; в противном случае он не будет правильно прорезать материал. Для достижения наилучших результатов выберите сверло с твердосплавным наконечником, а не сверло из быстрорежущей стали, поскольку твердосплавные сверла более долговечны и служат дольше.
Подготовка к сверлению
Когда все припасы готовы к работе, пора начинать готовиться! Начните с разметки маркером или карандашом места, где должно быть отверстие на стальной детали. Затем поместите деталь в тиски, чтобы она не двигалась во время сверления. Это особенно важно, если у вас нет доступа к сверлильному станку; сверление от руки может затруднить отклонение сверла от курса. Наконец, нанесите немного смазочного масла или воска на область, где вы планируете сверлить — это поможет уменьшить трение и накопление тепла во время сверления, чтобы сверло дольше оставалось острым.
Сверление отверстия
Теперь самое интересное! Установите электрическую дрель на максимальную скорость (но не на молот) перед тем, как начать сверлить отмеченную область мягкой стали. Сначала работайте медленно, пока не почувствуете, что хорошо контролируете инструмент — вы же не хотите, чтобы он выскальзывал из рук во время работы! Когда вы начнете сверлить глубже в материал, продолжайте оказывать легкое давление вниз и сохраняйте постоянную скорость на всем протяжении; это поможет гарантировать, что каждое отверстие будет аккуратным и одинаковым по размеру.