Цанговые патроны для станков и микродрелей: чертежи, видео
Цанговый патрон – специальное приспособление, используемое для зажима инструмента при выполнении токарных, фрезерных, сверлильных и прочих операций связанных с обработкой металлических заготовок на основании технического задания (последовательности выполняемых операций, технологии обработки, прилагаемого эскиза изделия).
Храмов Григорий
Виды и принципы действия зажимных патронов
Цанговые патроны используют в основном при обработке холоднокатаного прутка или других металлических изделий имеющих уже обработанную поверхность. Конструктивно патроны можно классифицировать по функциональности:
- с неподвижным механизмом;
- с выдвижным механизмом;
- с втягиваемым механизмом.
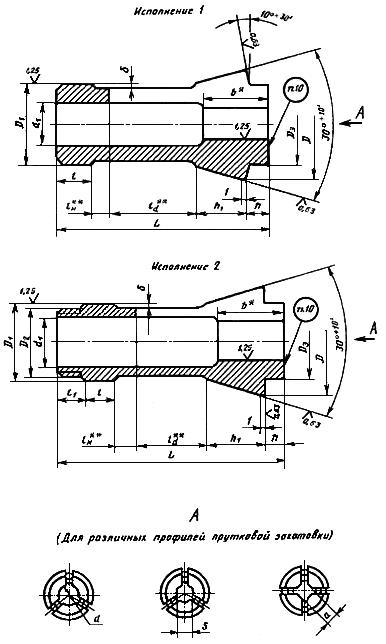
Каждая конструкция имеет свои особенности. Подающий тип выполнен в виде стальной втулки с 3-мя разрезами образующими лепестки, которые обладают пружинящим эффектом.
Чертеж № 1 цанги главного шпинделяЦанги типа F – зажимные главного шпинделя используются для закрепления обрабатываемого изделия.

Чертеж № 2 цанги противошпинделя Цанги типа LN – противошпинделя производятся удлиненными, размер Е зависит от типоразмера.
Чертеж № 3 цанги типа RТипа R – являются цангами тянущего типа.
Чертеж № 4 цанги типа Т Типа Т – зажимные.
Чертеж № 5 цанги BFЦанга, подающая типа BF – предназначена для подачи прутка. При установке на станке подающая цанга по резьбе крепится на трубу с помощью, которой подается в рабочую зону. Необходимо учитывать конструктивную особенность – размер и форму цанги, которая в обязательном порядке должна соответствовать профилю обрабатываемого прутка. В ходе подготовки к обработке пруток продвигается через лепестки, которые за счет конструктивных особенностей плотно удерживают заготовку. В ходе обработки при подаче заготовки за счет вращения увеличивается сила сцепления между лепестками и изделием. Принцип действия зажимных элементов основан на усилении сцепления лепестков с обрабатываемой заготовкой при вращении рабочего механизма.
 Втулки, имеющие 3 лепестка, используются для обработки изделий до 3 мм, четыре – до 80 мм, шесть – свыше 80 мм. Обычно цанги имеют угол в вершине конуса равным 30º.
Втулки, имеющие 3 лепестка, используются для обработки изделий до 3 мм, четыре – до 80 мм, шесть – свыше 80 мм. Обычно цанги имеют угол в вершине конуса равным 30º.При обработке тонкого прутка используются цанги оснащенные пружинами, увеличивающими прижимную силу кулачков. При увеличении диаметра обрабатываемой заготовки применяются конструкции, оснащенные специальными вкладышами подбираемые по габаритам изделия. Цанговый зажим также используются при обработке с помощью сверла, фрезы или метчика. Втулка фиксируется в патроне с помощью гайки, а режущий инструмент непосредственно в цанге. При фиксации гайкой производится уменьшение внутреннего объема отверстия, где устанавливается заготовка тем самым, увеличивается сила удерживающая пруток в неподвижном состоянии. Патроны данной конструкции имеют и свои недостатки. Прежде всего, должно выполняться требование совпадения хвостовиков используемого инструмента с характеристиками используемых цанг. На предприятиях наиболее широко используются цанги типа ER, составляющими наибольшее количество в общем объеме используемого инструмента.
 При выполнении сложных работ по изготовлению изделий, используются различные цанги с указанием всех размеров и технологии выполнения рабочих операций, но часто приходится комбинировать оснастку или изготавливать своими руками необходимый цанговый патрон с требуемыми характеристиками. Видео обзор токарного цангового патрона
При выполнении сложных работ по изготовлению изделий, используются различные цанги с указанием всех размеров и технологии выполнения рабочих операций, но часто приходится комбинировать оснастку или изготавливать своими руками необходимый цанговый патрон с требуемыми характеристиками. Видео обзор токарного цангового патрона Как самостоятельно сделать цанговый патрон
При изготовлении своими руками различных изделий возникают ситуации, когда имеющаяся в наличии оснастка не позволяет выполнить необходимые операции. Требуется изготовить цанговый патрон, отвечающий предъявляемым запросам с выполнением изделия согласно разработанному эскизу. Все работы необходимо начинать с подготовки эскиза с проработкой всех необходимых деталей. Эскиз патрона позволяет учесть все особенности при изготовлении своими руками необходимой оснастки и зажимного механизма.
- внутренний диаметр цанги равен или меньше минимального диаметра детали;
- в цанге увеличение внутреннего диаметра возможно за счет расширения лепестков;
- для увеличения изготовления разводных цанг после разводки и повышения качественных характеристик необходима дополнительная шлифовка конической и направляющей части цанги;
- необходимо учитывать, что в ходе длительной работы теряется упругость лепестков цанг вследствие чего может произойти поломка.
Поделитесь этой статьей:
Еще информация по теме
Запчасти
Шпиндель станка: определение, назначение, устройство
Производственное оборудование получило весьма широкое распространение, так как за счет механизации процесса существенно повышается каче. ..
..
Фрезерные станки
Вертикально-фрезерный станок 6Т13
В середине 80-х в Горьком освоили выпуск фрезерных станков новых марок: 6Т12, 6Т13, представляющих развитие поколения Р.Назначение и сф…
Приспособления
Патроны для токарного станка по дереву
Точение – специфическая отрасль деревообработки, её отличие заключается в работе с вращающейся заготовкой, приводимой в движение двигат…
Заточка фрез по металлу: концевых, червячных
Фреза – инструмент, используемый для обработки различных изделий. Применяются фрезы различного типа, которые позволяют производить изме…
Цанговые патроны и втулки – Двухугловые DA200 — стандартные — цанговые патроны
Предложения по продукции
Product Family suggestions
{{/each}}
{{#if this. showMore}}
showMore}}
{{/if}}
{{notificationDate}}
{{notificationTime}}
{{/each}}
Mobile Menu
EXIT SEARCH
Back to Solution
- Продукция
- /
- Двухугловые DA200 — стандартные — цанговые патроны
- /
- DA Collets
Загрузка чертежей САПР
Двухугловые DA200 — стандартные — цанговые патроны
Метрическая система
Дюймовая система
| SAP Material Number | 1014799 |
| ISO Catalog Number | 180DA0344 |
| ANSI Catalog Number | 180DA0344 |
| [D1] Clamping Diameter Maximum | 8. 7330 mm 7330 mm |
| [D1] Clamping Diameter Maximum | .3438 in |
| [CCCX] Collet Capacity Maximum | 8.7330 mm |
| [CCCX] Collet Capacity Maximum | .3438 in |
Использование и область применения
- Shank – Cylindrical Plain
- Shank – Cylindrical Weldon
- Drilling – No Coolant
- Drilling – Through Coolant
- Coolant – Through Coolant 70 bar (1000 psi) Maximum
Характеристики и преимущества
- Обеспечивает зажим 1:1 для большинства операций сверления, развертывания и нарезания резьбы метчиком.
- Двухугловая система цанговых патронов Erickson, стандартная для отрасли.

- 0,8 мм [0,031 дюйма (1
/32 дюйма)].
- Точность цангового патрона 0,025 мм (0,001 дюйма).
- Совместимые детали
Need Help?
- Contact Us
- Track Order
- Returns & Cancellations
- Safety Data Sheets
Popular Categories
- O. D. and I.D. Turning
- Modular Drills
- Solid Carbide Drills
- High-Performance Solid Carbide End Mills
- 0º/90º Shoulder Mills
- Indexable Milling
- Solid End Milling
- Grooving and Cut-Off
- Indexable Drilling
 D. and I.D. Turning
D. and I.D. TurningAbout Us
- About WIDIA
- Careers
- History
- Corporate News
- Join Our Mailing List
- 2023 Terms & Conditions of Use
- Data Privacy Policy
- Sitemap
WIDIA Product Group
Please adjust the following properties from
Номер по каталогу ISO
Номер по каталогу ANSI
to find similar products.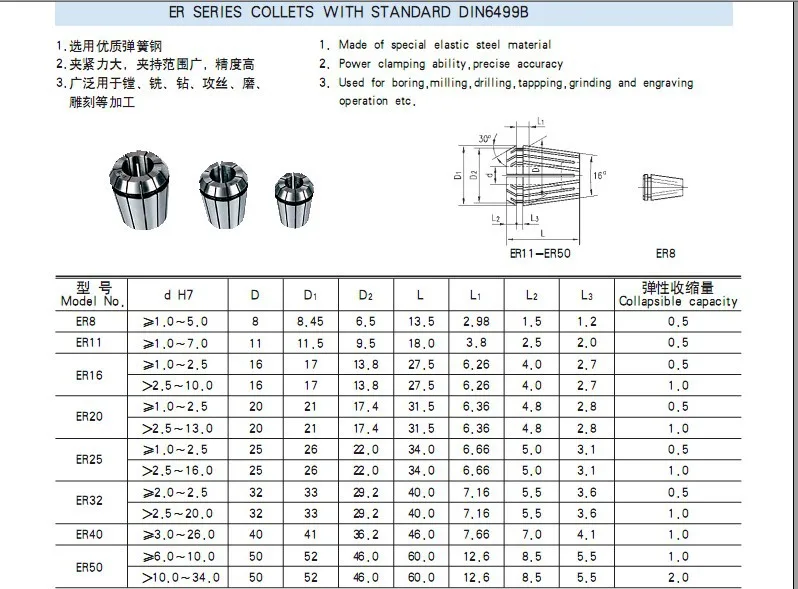
Совместимость решений
Вы собираетесь создать дубликат . Хотите продолжить?
Вы собираетесь удалить Хотите продолжить?
Как вы хотите переименовать ?
Фамилия
Введите действительное имя
Введите имя дубликата
Введите имя дубликата
Введите действительное имя
Вы собираетесь добавить на страницу «Мои решения». Хотите продолжить?
Create Name
Введите действительное имя
Отправить копию
Кому:
Введите действительный адрес электронной почты
Решение Фамилия:
Введите действительное имя
{{/each}}
Найдены следующие чертежи САПР
Выберите файлы, которые вы ищете, и загрузите их одновременно
Вы должны войти в систему, чтобы увидеть информацию на панели мониторинга
Session expired due to inactivity, please login again
Товары (), которые вы пытались добавить в корзину, недоступны,
обратитесь в центр обслуживания клиентов.
товар(-ы) успешно добавлен(-ы) в корзину
Показать корзину
DOWNLOAD TYPE:PDF
Excel
Include Notes
Thank you for your registration, pending approval & completion of the registration, your access is currently limited. Full utilization of product search capabilities & collaboration space is available and will remain. Please allow 2 business days for registration completion.
Корзина
Всего: {{subTotal.formattedValue}}
Позиция
Количество
Стоимость
Итого
{{#each entries}}
{{product.name}}
Номер изделия{{product.code}}
{{basePrice.formattedValue}} /{{#ifpkg packageQty}}упаковка {{else}}каждый {{/ifpkg}}
Номер по каталогу{{product. catalogISO}}
catalogISO}}
Количество: {{quantity}}
{{quantity}}
{{basePrice.formattedValue}} /{{#ifpkg packageQty}}упаковка {{else}}каждый {{/ifpkg}}
{{totalPrice.formattedValue}}
{{else}}
Ваша корзина пуста, Продолжить покупки
{{/each}}
Цанговые патроны с ЧПУ Royal – Royal Products
Широкий ассортимент цанговых патронов с ЧПУ Royal предлагает множество преимуществ по сравнению с традиционными трехкулачковыми токарными патронами, особенно для заготовок диаметром менее 4 дюймов. Вот некоторые из этих преимуществ:
- Увеличенный зазор инструмента
- Контакт с заготовкой на 360°
- Большее усилие захвата – особенно при высоких оборотах
- Молниеносная переналадка – без расточных кулачков
- Снижение образования тумана
Цанговые патроны с ЧПУ Royal доступны в двух основных типах: в нашей низкопрофильной серии используются традиционные пружинные цанговые патроны 5C, 3J и 16C, а в нашей революционной серии Quick-Grip™ замена цанг занимает десять секунд, что является лучшим в отрасли диапазон захвата и функция параллельного захвата для превосходного сцепления с заготовкой и ее жесткости.
Цанговые патроны с ЧПУ Royal с гордостью производятся в США и являются предпочтительным выбором всех основных производителей станков. Каждый цанговый патрон с ЧПУ Royal включает изготовленный на заказ соединитель тяговой трубы для беспроблемной установки, а сотни патронов, цанг и аксессуаров всегда есть на складе, поэтому практически все цанговые патроны с ЧПУ Royal доставляются в день заказа!
Лучший выбор в отрасли
- Замена цанги за 10 секунд значительно сокращает время настройки и обеспечивает максимальную производительность.
- Вместимость прутка диаметром до 4 дюймов (100 мм).
- Сверхпрецизионная точность 0,0002″ TIR или лучше — не нужно тратить время на расточку кулачков по размеру. Цанги с параллельным захватом
- обеспечивают превосходную точность и усилие захвата, сохраняя контакт с заготовкой по всей длине.
- Full 0,062″ (0,080″ на QG-100) лучший в отрасли диапазон захвата для удобной работы с прутком малого и большого размера — более чем в 12 раз больше, чем у пружинной цанги.
- Чрезвычайно компактные размеры — самая короткая общая длина в отрасли для оптимизации возможности обработки деталей по оси Z.

- В этих «старых» цанговых патронах с ЧПУ используются стандартные пружинные цанги 5C, 16C и 3J и принадлежности.
- Вместимость прутка диаметром до 1,75 дюйма.
- Низкопрофильная передняя часть обеспечивает отличный зазор для инструмента. Пружинные цанги
- не обеспечивают функции параллельного захвата, поэтому размеры всех стержней/заготовок должны быть в пределах 0,005 дюйма от номинального размера цанги, чтобы избежать проблем с зажимом пятки/носка.
Цанговый патрон почти всегда является лучшим выбором для станков, оснащенных устройством подачи прутка. Цанговые патроны помогают свести к минимуму вибрацию, открываются и закрываются быстрее, чем трехкулачковые патроны, и, что наиболее важно, обеспечивают полный контакт на 360°, гарантируя, что прутковый материал остается на центральной линии для точного повторного захвата после перемещения.
Цанговые патроны лучше всего подходят для деталей диаметром от 1/16″ до 4″, поскольку они обеспечивают гораздо лучший зазор инструмента, могут работать на более высоких скоростях, чем кулачковые патроны, и обеспечивают превосходное усилие захвата.
Низкопрофильная конструкция цангового патрона обеспечивает лучший зазор инструмента и позволяет выполнять обработку очень близко к поверхности патрона. Эта возможность работать ближе к патрону также может помочь предотвратить провисание или изгиб тонких деталей.
Цанговые патроны намного менее уязвимы к негативному воздействию центробежной силы, что позволяет им работать на более высоких скоростях, сохраняя постоянное усилие захвата.
Замена цанги выполняется намного быстрее, чем замена кулачков патрона, и при этом не требуется растачивания. Цанговые патроны позволяют вашим машинам производить стружку и приносить прибыль!
Контакт на 360°, обеспечиваемый цангой, равномерно распределяет усилие захвата по всей окружности детали, снижая риск сдавливания или деформации тонкостенных деталей.
Цанги можно легко настроить для удержания деталей неправильной формы или смещенных от центра. Доступен широкий выбор стандартных цанг для работы с круглыми, квадратными и шестигранными заготовками.
Форма лопастного патрона с 3 кулачками может отклонять СОЖ до того, как она достигнет режущей кромки, что сокращает срок службы инструмента, тогда как обтекаемая форма цангового патрона обеспечивает точную подачу СОЖ. Цанговые патроны также производят значительно меньше тумана, чем трехкулачковые патроны.
В чем разница между патроном Pullback и патроном Accu-Length™?В цанговом патроне с обратным ходом закрытие цангового патрона осуществляется путем втягивания его обратно в корпус патрона, в то время как в патроне Accu-Length™ цанга жестко фиксируется на корпусе патрона, а коническая втулка выдвигается вперед поверх патрона. цанга, чтобы сжать его.
Использование обратного патрона приведет к небольшому изменению положения заготовки по оси Z. Происходит это из-за того, что по мере того, как цанга оттягивается и смыкается, она начинает захватывать заготовку и тоже тянуть ее назад. Обычно перемещение составляет всего несколько тысячных дюйма и остается постоянным до тех пор, пока диаметр детали не меняется.
Происходит это из-за того, что по мере того, как цанга оттягивается и смыкается, она начинает захватывать заготовку и тоже тянуть ее назад. Обычно перемещение составляет всего несколько тысячных дюйма и остается постоянным до тех пор, пока диаметр детали не меняется.
Это небольшое смещение по оси Z часто приемлемо для первой операции и может быть легко устранено с помощью торцовки. Однако есть несколько ситуаций, когда движение по оси Z нежелательно. В этих случаях использование цангового патрона Royal Accu-Length™ с фиксацией длины защитит от смещения заготовки.
ВАЖНО – Для станков с двумя шпинделями всегда необходимо, чтобы вторичный шпиндель (правый) был оснащен цанговым патроном Accu-Length™, и настоятельно рекомендуется, чтобы главный шпиндель (левый- рукой) также используйте патрон Accu-Length™.
Что такое цанговый патрон? Типы цанговых патронов?
- Опубликовано:
- 4 января 2022 г.
- Автор:
- Цанги PG
- Категории: Цанга, типы цанг
Цанговые патроны Цанговые патроны или цанговые патроны в основном используются для удержания прутка, особенно небольших размеров. Цанга представляет собой круглую стальную оболочку, имеющую три одинаковых разреза, расширяющих большую часть ее длины. Несмотря на то, что планы могут меняться, все типы цанг работают, прижимаясь к удерживаемому компоненту, обеспечивая как точное расположение, так и статическое шлифование.
Цанга представляет собой круглую стальную оболочку, имеющую три одинаковых разреза, расширяющих большую часть ее длины. Несмотря на то, что планы могут меняться, все типы цанг работают, прижимаясь к удерживаемому компоненту, обеспечивая как точное расположение, так и статическое шлифование.
Эти прорези придают цанге пружинящую способность. Вот почему цанги иначе называют «пружинными цангами ». Носик цангового патрона сделан толще для придания формы губкам. Внешняя поверхность носа укладывается в фигурный проем капюшона.
Цанга изготавливается по состоянию предстоящей работы. Цанги гораздо более подходят для крупномасштабных производственных работ, чем самофокусирующийся бросок, из-за их быстроты в реальной жизни и точной настройки. Цанги могут быть тяжело обработаны.
Здесь мы описываем 3 типа цанговых патронов.
Цанговый патрон выталкивающего типа В этом типе форма цангового наконечника и кожуха сходятся вправо.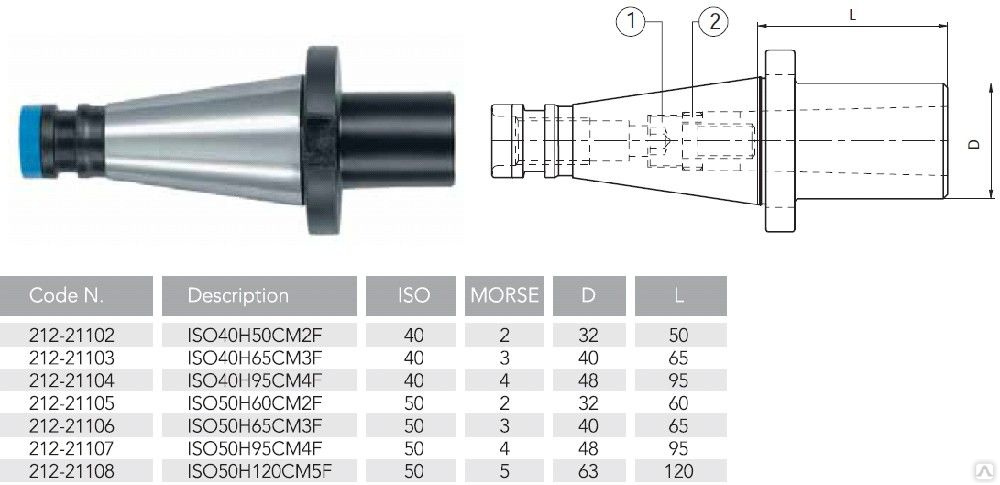 Чтобы захватить работу, затянутая часть пружинной цанги вставляется в ответную тягу кожуха – склонность стержня к некоторому выталкиванию наружу, когда цанга толкается для захвата. Если предположить, что стержень прилегает к стопорному стержню, установленному на револьверной головке, это небольшое отклонение стержня наружу гарантирует точную настройку длины для обработки.
Чтобы захватить работу, затянутая часть пружинной цанги вставляется в ответную тягу кожуха – склонность стержня к некоторому выталкиванию наружу, когда цанга толкается для захвата. Если предположить, что стержень прилегает к стопорному стержню, установленному на револьверной головке, это небольшое отклонение стержня наружу гарантирует точную настройку длины для обработки.
Втягивающий цанговый патрон
Формы носика цанги и кожуха сливаются влево. Чтобы схватить заготовку, натянутая часть пружинной цанги еще раз втягивается в ответную затяжку кожуха, в результате чего разъемная часть цанги смыкается и удерживает стержень. Длина обработки стержня в этом виде броска не может быть точно установлена как цанга, в то время как закрытие будет тянуть стержень несколько внутрь к оси.
Цанговый патрон глухого типа
Для точного позиционирования прутка как цанга выталкивающего, так и притягивающего типа допускают некоторые ошибки из-за развития прутка вдоль цангового патрона во время удерживания.