Готовим файл DWG для передачи на станок с ЧПУ
Рассмотрим как из AutoCAD передать данные на станок с ЧПУ для плоской обработки детали или заготовки – 2D-фрезерование, лазерная резка и лазерная гравировка и пр.
Управляющие программы для станков создаются в специальных CAM-программах, которые могут быть отдельными приложениями или встраиваться прямо в среду CAD-системы. При этом большинство CAM-программ поддерживают импорт векторной графики в формате DXF.
Наша задача – подготовить чертеж AutoCAD таким образом, чтобы при его интерпретации в CAM-системе не возникло проблем. За последние несколько лет приходится делать это практически каждый день, поэтому решил поделиться своим опытом.
Последовательность подготовки файла необязательна должна быть такая, как представлена здесь. Но будьте внимательны – если вы сначала удалите все ненужные слои и прочие объекты, а потом займетесь расчленением блоков, то можете получить лишние объекты в чертеже. Также всегда следует учитывать требования и технологические возможности/ограничения станка.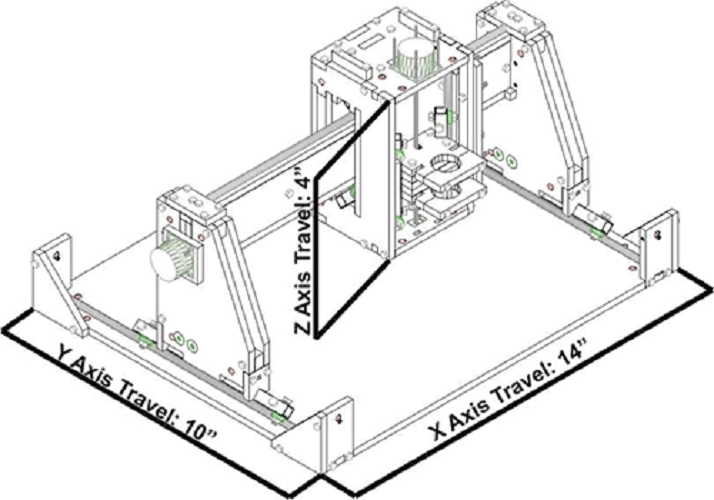
1. Почистите файл
Как очистить файл подробно описано мной в посте Как почистить пришедший к вам файл DWG?
2. Перенесите все из пространства листа в пространство модели
Описание:
Практически все CAM-системы воспринимают данные только из пространства модели. Если изображение вашей развертки создано в пространстве листа, то перенесите его в модель.
Решение:
Для изображения, созданного изначально в пространстве листа используйте буфер обмена для переноса в модель. Также можно использовать команду СМЕНАПРОСТ (_CHSPACE), которая перемещает выбранные объекты между пространством модели и пространством листа. Находясь в пространстве листа создайте хотя бы один видовой экран с масштабом 1:1. Запустите команду СМЕНАПРОСТ, выделите объекты для переноса, объекты перенесутся в пространство модели с масштабом, который установлен для текущего видового экрана.
3. Удалите из чертежа неподходящие элементы
Описание:
CAM-программы и станки НЕ МОГУТ работать с точками, блоками, областями, OLE-объектами, 3D-полилиниями, формами и пр.
 Избавьтесь от них.
Избавьтесь от них.Решение:
- Для нахождения в чертеже объектов используйте команду Быстрый выбор (БВЫБОР или _QSELECT)
- Если в чертеже не видно точек, то смените их вид командой ДИАЛТТОЧ (_DDPTYPE), теперь можно их легко найти и удалить
- Блоки и области разбейте командой Расчленить (РАСЧЛЕНИТЬ или _EXPLODE)
- OLE-объекты, по возможности, преобразуйте в нативные объекты AutoCAD, используя команды Преобразовать (ОЛЕПРЕОБР или _OLECONVERT). При невозможности конвертации откройте OLE-объект в “родном” для него приложении (ОЛЕОТКРЫТЬ
- 3D-полилинию преобразовать в плоскую полилинию не так просто. Несмотря на то, что CAM-системы очень “любят” полилинии, в случае с 3D-полилинией ее лучше разбить на отрезки с помощью команды Расчленить (см.
 выше). Полученные отрезки сделать плоскими (см. пункт 4). Подробнее о преобразовании полилиний здесь.
выше). Полученные отрезки сделать плоскими (см. пункт 4). Подробнее о преобразовании полилиний здесь. - Для избавления от форм используйте команду ОЧИСТИТЬ (_PURGE)
 выше). Полученные отрезки сделать плоскими (см. пункт 4). Подробнее о преобразовании полилиний здесь.
выше). Полученные отрезки сделать плоскими (см. пункт 4). Подробнее о преобразовании полилиний здесь.4. Сделайте чертеж плоским
Описание:
Используйте команду FLATTEN из состава пакета Express Tools. При использовании инструмента FLATTEN создается 2D-представление выбранных объектов, которые проецируются на текущую плоскость вида.
Кроме того, можно выбрать все геометрические объекты и с помощью окна Свойства задать значение координаты Z равным 0.
ВАЖНО! Если в чертеже присутствуют 3D-полилинии, то команда FLATTEN сделает их плоскими, но тип объекта не изменит. Именно поэтому 3D-полилинии нужно разбивать на отрезки, а отрезкам уже задавать значение координаты Z=0.
Именно поэтому 3D-полилинии нужно разбивать на отрезки, а отрезкам уже задавать значение координаты Z=0.
5. Избавьтесь от двойных и наложенных линий
Описание:
Если при черчении или конвертации в чертеже образуются двойные или наложенные друг на друга линии и дуги, то нужно избавиться от них. При обработке такой геометрии CAM-система воспримет все наложенные объекты и по каждому создаст траекторию обработки. Иными словами, если в чертеже будут два наложенных друг на друга отрезка, то станок прорежет лазером это место два раза, что неправильно и приведет к удорожанию изготовления.
Решение:
Используйте команду ПОДЧИСТИТЬ (_OVERKILL) для удаления дублирующихся или перекрывающихся линий, дуг и полилиний. Кроме того, команда объединяет частично перекрывающиеся или смежные элементы. ВАЖНО! Будьте внимательны с тем, как команда объединяет смежные объекты. С одной стороны, если объединить два касающихся коллинеарных отрезка, то станок сделает один рез, а не два с двумя стартами и остановками. С другой – если вы планируете резку на фрезерном станке, то, возможно, планируется фрезеровка коллинеарных отрезков с помощью разного инструмента или в разное время. В этом случае объединение объектов сделает геометрию непригодной для обработки.
С другой – если вы планируете резку на фрезерном станке, то, возможно, планируется фрезеровка коллинеарных отрезков с помощью разного инструмента или в разное время. В этом случае объединение объектов сделает геометрию непригодной для обработки.
6. Преобразуйте сплайны и эллипсы в полилинии
Описание:
Ни один станок не может корректно работать со сплайнами и эллипсами. CAM-программы превосходно работают с полилиниями, которые могут состоять из отрезков и дуг.
Решение:
Обратите внимание, что разные способы конвертации дают разную точность, выбирайте подходящий в каждом конкретном случае инструмент и способ.
7. Преобразуйте все текстовые надписи в кривые
Описание:
CAM-модули воспринимают каждый символ текста как единое целое, поэтому обработка таких объектов невозможна в принципе. Выход один – преобразовать текст в кривые (полилинии)
Решение:
Для преобразования текста в кривые используйте команду Explode Text Результат выполнения операции – надписи в виде 2D-полилиний Обратите внимание на особенность преобразования текстов, выполненных шрифтам TrueType – при преобразовании могут образовываться лишние элементы (артефакты), удалите их вручную
Результат выполнения операции – надписи в виде 2D-полилиний Обратите внимание на особенность преобразования текстов, выполненных шрифтам TrueType – при преобразовании могут образовываться лишние элементы (артефакты), удалите их вручную 8. Чертеж должен быть в реальном масштабе 1:1
Описание:
CAM-программа воспринимает геометрию в масштабе 1:1, поэтому если не хотите получить заготовки размером в несколько раз большим или меньшим, чем необходимо, то приведите изображение к реальному масштабу 1:1.
Решение:
Чтобы узнать масштаб изображения, замерьте длину одного объекта командой ИЗМЕРИТЬГЕОМ (_MEASUREGEOM) и сравните с той длиной, которая должна быть у объекта. Для масштабирования используйте команду МАСШТАБ (_SCALE). Внимание! НЕ замеряйте длину объекта командой нанесения размера РЗМЛИНЕЙНЫЙ, поскольку в размерном стиле может быть установлен масштаб измерений, отличный от 1.
9. Перенесите все в один слой
Описание:
Все распространенные CAM-системы способны работать только с одним слоем чертежа, другие слои просто игнорируются программой. Перенесите все изображение в один слой, пусть это будет “стандартный” слой с именем 0. Если по каким-то соображением использование 0-слоя невозможно, создайте слой с английским названием, например, CNC или flat_pattern.
Перенесите все изображение в один слой, пусть это будет “стандартный” слой с именем 0. Если по каким-то соображением использование 0-слоя невозможно, создайте слой с английским названием, например, CNC или flat_pattern.
Решение:
Для переноса объектов с одного слоя на другой выделите их и выберите целевой слой в списке доступных. Также можно объединить слои командой СЛОЙОБЪЕД (_LAYMRG). После переноса объектов не забудьте удалить лишние неиспользуемые слои.
10. Никаких других типов линий, кроме сплошной
Описание:
Все объекты должны быть созданы сплошной линией (CONTINIOUS). Если вы создадите отрезок пунктирной линией, то станок и вырежет ее с зазорами.
Решение:
Установите тип линий для всех объектов СПЛОШНАЯ (CONTINIOUS) или По Слою (By Layer).
11. Все примитивы должны быть нулевой толщиной линии
Графические примитивы, из которых построен ваш чертеж не должны быть разной толщины, они все должны иметь одинаковый вес линий, равный 0. Однако, большинство CAM-модулей способны работать с геометрией, имеющий вес линий По Слою. Также установите цвет линий Белый или Черный (зависит от фона чертежа) или По Слою.
Однако, большинство CAM-модулей способны работать с геометрией, имеющий вес линий По Слою. Также установите цвет линий Белый или Черный (зависит от фона чертежа) или По Слою.
12. Все контуры должны быть замкнуты
Описание:
Если вы передаете файл на гравировальный станок, то все контуры должны быть обязательно замкнуты, не допускается наличие разрывов и выступающих “хвостов”. Для резки это требование необязательно.
Решение:
Замкнуть отрезки в единую замкнутую полилинию можно с помощью команды редактирования полилиний ПОЛРЕД (_PEDIT). Для этого запустите команду, выберите опцию Несколько, укажите объекты, которые нужно объединить в единый контур, подтвердите, что их нужно преобразовать в полилинии, выберите опцию Добавить и введите значение допуска (допуск должен быть больше, чем максимальный размер разрыва или хвоста в контуре).
Для замыкания или подрезки единичных пар отрезков удобно использовать команду Сопряжение (_Fillet). Запустите команду, зажмите клавишу Shift и укажите два объекта – система их замкнет. При этом не важно, какое значение радиуса сопряжения установлено в команде – зажатая клавиша Shift временно переопределяет радиус на нулевое значение.
Запустите команду, зажмите клавишу Shift и укажите два объекта – система их замкнет. При этом не важно, какое значение радиуса сопряжения установлено в команде – зажатая клавиша Shift временно переопределяет радиус на нулевое значение.
13. Избегайте острых углов
Описание:Процесс лазерной резки определяется тремя параметрами (в грубом приближении) – мощность лазера, плотность потока излучения и скорость резки. В процессе резки при резкой смене траектории движения (например, два отрезка под острым углом) режущей головке приходится замедляться и останавливаться, только затем менять траекторию движения и снова ускоряться. Если в этот момент мощность и плотность потока останутся неизменными, то качестве реза ухудшится, материал “пережигается”, возникают зарезы, оплавления материала и пр.
Все это относится к станкам, в которых лазер работает в постоянном режиме. Если станок работает с импульсным режимом резки, то технолог при создании стратегии обработки может уменьшать мощность лазера на “проблемных” участках, в этом случае избавляться от острых углов в траектории резки необязательно.
Решение:
Необходимо избегать острых углов. Скруглите все острые углы дугой малого радиуса, в этом случае режущей головке станка не придется останавливаться для смены направления движения, и в результате получится одинаковый по качеству рез на протяжении всей траектории. Радиус дуги должен быть не менее ширины реза, который для станков лазерной резки составляет 0,2…0,3 мм, но не слишком большим, чтобы не нарушить функциональные и геометрические характеристики детали.
14. Избегайте слишком мелких объектов
При разработке детали всегда учитывайте технологические требования и параметры, которые есть у каждого станка. Так, например, если вы планируете сделать гравировку, то помните, что минимальный размер символа текста – 1х1 мм. Толщина реза лазером составляет от 0,2…0,3 мм, это также нужно учитывать при построении разверток и контуров с мелкими элементами.15. Экспортируйте файл в формат DXF
Для экспорта используйте команду Сохранить как.
 При выборе версии формата DXF необходимо руководствоваться требованиями, которые есть у CAM-модуля – какую версию он сможет импортировать
При выборе версии формата DXF необходимо руководствоваться требованиями, которые есть у CAM-модуля – какую версию он сможет импортировать Обратите внимание, что файл DXF можно экспортировать в двоичном или ASCII формате (по умолчанию включен ASCII). Переключить формат можно в окне Параметры сохранения
Также для экспорта можно использовать команду ЭКСПОРТА (_DXFOUT)
Заключение
Хотел бы еще раз подчеркнуть, что выполнение всех пунктов совсем не является обязательным, в каждом случае нужно руководствоваться требованиями CAM-программы, в которой будет готовиться программа, технологическими возможностями станка и стойки его управления.
Чертежи деталей для обработки на станках с ЧПУ
При проектировании деталей, получаемых давлением, необходимо предусматривать обработку по всем поверхностям, избегая в конструкции детали штамповочных уклонов и односторонней обработки поверхности (рис. 6.8, а).
Необходимо задавать рациональную геометрическую форму детали, обеспечивающую возможность минимального числа чистовых переходов, обработку одним инструментом, а также удобство при базировании и креплении заготовки (рис. 6.8, б).
6.8, б).
При сопряжении ребра с ребром, полкой или другими элементами детали, образующими наклонную плоскость, необходимо в месте сопряжения предусмотреть площадку для прохода инструмента (рис. 6.8, в).
При наличии на полотне, стенке или полке детали бонок, бобышек и других выступающих элементов необходимо предусмотреть проход торца инструмента путем выбора расстояния а > 2R при изменении конструкции элемента (рис. 6.8. г).
Особое внимание следует уделять унификации однотипных элементов конструкции детали: колодцев, карманов, подсечек, полок, проемов обеспечения и т.п.
При проектировании детали для обработки на станке с ЧПУ наиболее полно должна быть отражена симметрия относительно вертикальной и горизонтальной осей симметрии, а также местная симметрия отдельных элементов детали, что дает сокращение трудоемкости программирования в 2–4 раза за счет неоднократного использования УП и ее составных частей (рис. 6.9. а).
Ребра усиления следует выполнять, по возможности, параллельными осям детали (рис. 6.9, б).
Конструкция детали должна обеспечить ее обработку с наименьшим количеством переустановов на станке. Наиболее технологичной является деталь с базовой плоскостью и двумя базовыми отверстиями (рис. 6.9, в). Менее технологичной является двусторонняя симметричная конструкция. Вследствие симметричности относительно оси деталь обрабатывается с двух сторон по одной и той же УП одним инструментом (рис. 6.9, г). Наименее технологичной является двусторонняя несимметричная конструкция детали (рис. 6.9, д).
С целью обеспечения полной обработки наклонной поверхности нормализованным инструментом необходимо предусматривать возможность образования площадки, нормальной к оси инструмента (рис. 6.9, е).
Чертежи авиамодели НИМБУС для ЧПУ станка
Если вы решили сделать авиамодель из бальзы своими руками и это ваше первое общение с этим материалом, то лучше всего начать с тренера.
Все таки тренер-верхнеплан многое прощает при изготовлении и полетах, а в сборке бальзовой модели и обтяжке ее пленкой много разных нюансов. Начиная от аккуратности клеевых соединений (что бы не набрать лишнего веса и при этом модель не рассыпалась при резких маневрах), до ровного натяжения пленки, так что бы самодельную авиамодель не перекосило.
Чертежи авиамодели НИМБУС разработаны пользователем нашего сайта denisnov. Скачать чертежи авиамодели можно по ссылке в конце статьи.
Чертежи модели самолета НИМБУС оптимизированы под изготовление на ЧПУ станке, припуски и перемычки позволяют заказать сразу нарезку на лазере, останется только собрать.
Стоит отметить еще и то, что бальза прекрасно режется и просто ножом. Так что вы можете сделать авиамодель своими руками и без применения различных станков. Кстати, как работать с бальзой с помощью ножа есть в статье Чертежи авиамодели Telemaster.
В архиве c чертежами есть раскладка по доскам и общие чертежи деталей в Солиде.
Для изготовления авиамодели вам понадобится:
Бальза 1 мм – 7 шт
Бальза 1.5 мм – 2 шт
Бальза 2 мм – 5 шт
Бальза 5 мм – 2 шт
Фанера 2 мм – 1 шт
Изначально планировалось изготовление авиамодели Toledo Special, но, так как чертежи были изготовлены по фотографиям готовых моделей из интернета, то получился авторский вариант под названием НИМБУС.
Технические характеристики авиамодели НИМБУС:
Размах крыла авиамодели 1250 мм
Площадь крыла – 24 дм.кв.
Вес с аккумулятором 1800 мА 950 грамм.
При таком размахе вес очень маленький! Так что модель летает очень хорошо. Вполне подходит как вторая модель после Цессны или в качестве первой (если не страшно разбить такую красоту).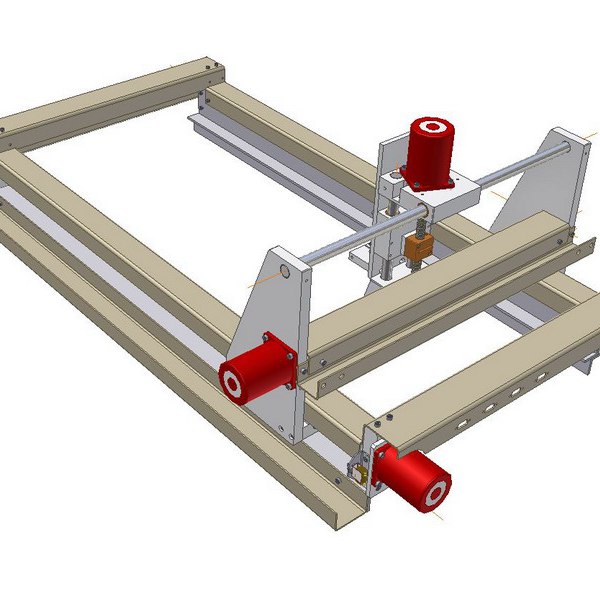
Оборудование авиамодели НИМБУС:
Мотор установлен следующий: 2830, 1400KV, SUNNYSKY X2212-9. 56 грамм.
Его аналогами являются:
Бесколлекторный Turnigy Park450 Brushless Outrunner 1050kv: Паркфлаер, HobbyKing.
Turnigy 2213 20turn 1050kv 19A Outrunner: Паркфлаер, HobbyKing.
NTM 28-26 1350KV / 302 Вт: Паркфлаер, HobbyKing.
NTM 28-26 1350KV / 302 Вт: Паркфлаер, HobbyKing.
Оптимальным двигателем, на мой взгляд, является HobbyKing Donkey ST3007-1100kv : Паркфлаер, HobbyKing. Он не дорогой, тянет до 1.5 кг – самое то для тренера.
Регулятор для мотора берем любой на 35-40А.
Воздушный винт 11х6 или 12х6, я бы порекомендовал Turnigy тип C лёгкий деревянный пропеллер 12×6: Паркфлаер, HobbyKing.
Сервомашинки на элероны и РН – 9ти граммовые, лучше ставить HXT900. На руль высоты лучше поставить 16-18 граммовую, при резком выходе из пикирования нагрузка на него идет большая.
На руль высоты лучше поставить 16-18 граммовую, при резком выходе из пикирования нагрузка на него идет большая.
Капот для авиамодели можно изготовить различными способами. Можно сделать Капот авиамодели из бутылки, можно использовать Чулочную технологию, можно изготовить из салфеток и Титана, ну и конечно же старый добрый способ – стеклоткань и эпоксидка.
Во всех случаях придется изготавливать болванку. Ее можно сделать из дерева (долговечная) или пенопласта (быстрое изготовление). Правда с пенопластом не получится использовать бутылочную технологию – слишком высока температура при осаждении бутылки.
Автор чертежей предполагает изготовить из стеклоткани и обтянуть пленкой.
Скачать чертежи бальзовой авиамодели тренера НИМБУС для ЧПУ станка можно тут.
Если вам нужны файлы для Солида + раскладка для ЧПУ – то качаем здесь.
Обсудить авиамодель НИМБУС и задать вопрос автору можно в нашем авиамодельном форуме, тема Бальзовый тренер.
Радиоуправляемые Модели
Чертеж лазерного станка чпу – Яхт клуб Ост-Вест
Разделы сайта
Интересное предложение
Лучшее
Статистика
Designed by:
Эту статью написал Andrew Loshak, тут публикуется с его разрешения.
Итак ЧПУ станок. Производство мелкостанков для обучения и хобби в течении 4 лет заставило подумать о станочке с более крупным рабочим полем. Тому способствовало желание диверсификации производства, а также частые вопросы клиентов о станке “по-больше”. Давно хотелось, но как всегда руки за мыслями не угонялись. Пока на Иверсе вещей добрый человек не выложил чертежи заманчивого такого станочка с весьма интересными идеями.
Сегодня разговор пойдет про изготовление самодельных ЧПУ станков из старых принтеров в которых используются шаговые двигатели.
Характеристики ЧПУ станка собранного своими руками.
Рабочее поле: 160х240х70 мм.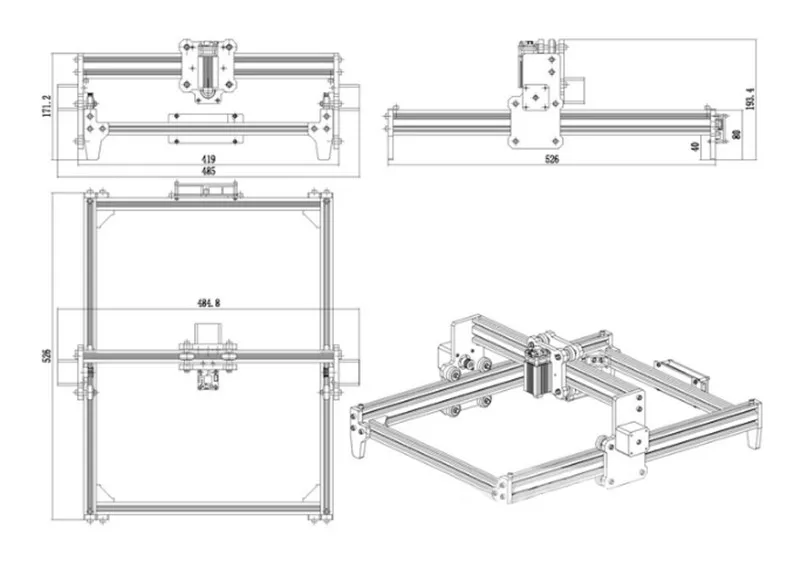
Резка : фанера до 15 мм, стеклотекстолит до 3 мм, пластики, дерево и так далее.
Гравировка: включая цветные металлы.
Скорость обработки: 2 мм/сек.
Как видите – не смотря на скромные размеры и использование маломощных шаговых двигателей самодельный ЧПУ станок вполне работоспособен не только для модельных дел, но для вполне серьезной работы.
До нового года осталось совсем чуть-чуть и значит пора наряжать елку!
А для того, что бы елка была оригинальной, на нее надо повесить оригинальные елочные игрушки.
Изготавливать елочные игрушки мы не будем, а вот сделать ЧПУ станок для раскраски шаров для елки – вполне уместно.
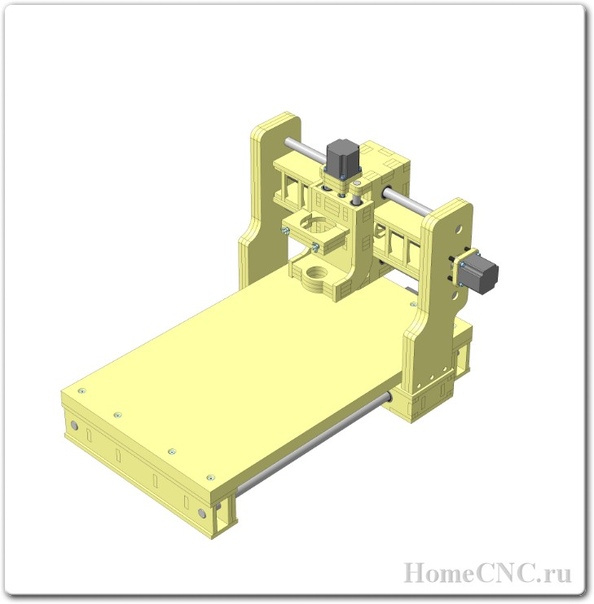
Сегодня представляю вашему вниманию разработку ЧПУ станка из фанеры.
Этот самодельный ЧПУ станок легко сделать своими руками. Чертежи ЧПУ станка можно скачать по ссылке в конце статьи.
Как и самодельный ЧПУ станок Графа , данный станок является фрезером с ЧПУ управлением.
Это все детали для сборки самодельного ЧПУ станка своими руками. Пилить с помощью лобзика их придется долго. Лучше заказать нарезку через объявление в газете или у знакомого, кто уже имеет ЧПУ станок.
Пилить с помощью лобзика их придется долго. Лучше заказать нарезку через объявление в газете или у знакомого, кто уже имеет ЧПУ станок.
Разработка чертежей Diylilcnc 2 специально делалась так, что бы было легко сделать ЧПУ станок своими руками.
Посмотрите на фотографию самодельного станка собранного по этим чертежам.
Как видите – ничего сверхсложного! Это еще одна вариация самодельного ЧПУ из МДФ. И стоит отметить – удачная модификация!
Скачать чертежи ЧПУ станка можно в конце статьи.
Хочу поделиться опытом с сообществом по созданию чпу станка.
Определимся с будущими возможностями станка. В мои цели входит следующее — гравировка оргстекла шпинделем и лазером и возможно работа с печатными платами (т.е гравировка, для создания печатной платы) и сверление.
Корпус станка сделан из фанеры толщиной 10 мм. Прежде всего была создана 3d модель в программе Sketchup, по ее размерам были вырезаны части чпу.
 youtube.com/embed/sOUph4Aie40?wmode=” opaque=””/>
youtube.com/embed/sOUph4Aie40?wmode=” opaque=””/>
Последовательность” сборки такая — ось Z, Y, X, сборка драйверов, контроллера, настройка всего станка.
Покажу на примере Z, то что потребуется:
1. Шпиндель с готовым креплением.
2. Две направляющие со старых принтеров (диаметр 8мм).
3. Линейные подшипники lm8uu (4 шт.).
4. Крепление для подшипников (4 шт.) и гайки (1 шт.).
5. Фанера (10 мм.).
6. Шаговый мотор Nema 17.
7. Муфта (5мм — резьба М5).
8. Удлиненная гайка М5.
9. Шпилька резьбовая М5.
10. Уголки.
11. Болты, гайки, шайбы, шурупы.
12. Подшипник с внутренним диаметром 5 мм.
13. Шпилька резьбовая М8.
14. Уголки.
Но лучше одни раз увидеть, чем раз сто прочитать, 3D модель оси Z и Y:
Мозговой начинкой станет ардуино с прошивкой grbl 0.9, плюс три драйвера шаговых двигателей на основе микросхем l297 и l298. Еще понадобится блок питания — взял от старого системного блока. В результате получаем не сложную схему с соединением двумя сигналами управления с ардуино к шаговым двигателям (DIR, STEP) и возможностью управления станком с ноутбука или компьютера через usb.
Еще понадобится блок питания — взял от старого системного блока. В результате получаем не сложную схему с соединением двумя сигналами управления с ардуино к шаговым двигателям (DIR, STEP) и возможностью управления станком с ноутбука или компьютера через usb.
Начнем с простого, старый блок питания разбираем, выпаиваем все ненужные провода, оставляя две массы и два провода +12В. Одни из которых пустим на питание драйверов, другие на питание шпинделя. Для запуска блока еще нужно зеленый провод припаять на массу (имитация кнопки включения системного блока) — цвет может отличаться, нужно смотреть конкретно по марке. Еще я прикрутил болтами М3 корпус блока питания к корпусу чпу и в месте где раньше выходила охапка проводов вставил тумблер для включения шпинделя.
Проба станка производилась на оргстекле, пока нормальных наборов фрез нет взял из набора гравера насадку и попытался что-то “нацарапать”, получается примерно следующее (на оргстекле так-же имеются следы от прошлых неудачных работ!):
Видео работы станка:
 youtube.com/embed/aV4mIK5n4Qk?wmode=opaque&rel=0″/>
youtube.com/embed/aV4mIK5n4Qk?wmode=opaque&rel=0″/>
Прошу не считать за рекламу или пиар, но все таки данный ресурс не является форумом чпу-шников и абсолютно все я здесь привести не могу, не всем это будет интересно, да и много получится! Поэтому укажу лишь, что более подробно описывается это на моем сайте (сборка и настройка драйверов, софта, подготовка файлов к гравировке) кому необходимо тот пусть смотрит.
Лазерный резак 900х600 своими руками
Лазерный резак 900х600 своими руками
Vladimir 2011 » 12 май 2014, 08:04
Собрал резак. Вот решил показать из чего и как:
Станина собрана из алюм трубы 40х60. Соединения саморезами большими и еще сверху уголками.
На левой и правой трубе направляющие Y
К каретке прикручена труба Х тоже с направляющей и кареткой под голову
Для лимитов поставил микрики. Заказал индуктивные датчики, прочитал, что микрики точнее будут.
Это режущая головка на каретке, фольга – герметизация
Каретки двигаются шаговыми двигателями через редуктор и ремни.
Редуктор оси У. Привод идет на ось во всю ширину станка. Т.е.
левая и правая каретки перемещаются ремнями, синхронно (решил, что так исключу возможность перекоса)
На дальней горизонтальной трубе видны крепления и дальше уходят вертикальные трубы
Это основания для лазерной трубы. тут же видно отверстия для вытяжки.
Станок был собран на станине, когда все запустил, заказал корпус у знакомых из отходов. Отдал чертеж, они нарезали, я собрал.
Потому как после 30 сек испытаний, дышать уже было нечем.
Это уже в корпусе. (ДСП ламинированный 18 мм) Крышка получилась тяжелой. Мебельные лифты закрутил до упора. Удерживают только когда крышку полностью откроешь. Стекло оконное вклеено на толстый слой прозрачное герметика. Когда крышка прогибается, стекло может двигаться в герметике и остается целым.
(пока да. )
Справа отсек под электронику. После тестов на голой раме разобрал и собрал уже в корпусе.
В открытом состоянии.
Контроллер DSP выбрал такой. Причины: не самый дорогой, софт бесплатный (без ключей) и он на самом деле не китайский, а Америкосской разработки. Недавно здесь где то видел на форуме, что прошивки выходят под него новые. Сам не прошивал. Пока не знаю как.
Причины: не самый дорогой, софт бесплатный (без ключей) и он на самом деле не китайский, а Америкосской разработки. Недавно здесь где то видел на форуме, что прошивки выходят под него новые. Сам не прошивал. Пока не знаю как.
Да, чуть не забыл, еще читал, что “Литро” очень чувствительный к броскам, надо обязательно заземлять. Мой вроде пока без вылетов. Ну т.е. не так критично к заземлению и броскам. Хотя фильтр я на вход поставил по питанию.
Драйверы шаговых для NEMA 23 такие.
Третье отделение для трубы. Установлена на пластиковые специальные крепления с регулировкой положения.
Водяное охлаждение. Через медные трубки в корпусе. Прочитал, что антифриз разрушает оцинкованные трубки. Вспомнил про автомобильный радиатор.
Решил, что будет медь. между трубой и трубкой выходной стоял датчик потока. Напор был маленький. Подумал из-за сопротивления датчика. Убрал датчик. Все равно показалось мало – поменял помпу: разницы никакой, пока оставил так. Датчик хочу вернуть, DSP позволяет следить за потоком.
Еще хочу поставить контроллер с датчиком температуры на выходной поток. Пока не решил как это реализовать. Снаружи не очень будет – провода надо тянуть в корпус. В корпусе сделаешь – не хочу протечку допустить. Антифриз такая штука – прошлой осенью капнул, капля до сих пор не высохла! (серьезно!)
Первое зеркало. Понимаю, что по колхозному получилось. Но встало сразу очень хорошо. Решил таким способом закрепить.
Воздуховод для вытяжки
идет прямо к трубе. Прочитал, что надо ставить именно в это место. Теперь, если у воздуховода будет повреждение, то низкое давление в нем не даст попасть в помещение газообразных продуктов резки.
50 литров антифриза для пассивного охлаждения лазерной трубы.
насос воздушный для выдувания продуктов резки.
Вот пожалуй, пока и весь фото отчет. Остальное буду добавлять по мере появления. У самого появилось много вопросов к опытным лазерорезчикам.
Re: Лазерный резак 900х600 своими руками
Nick » 12 май 2014, 11:19
Почти можно медальку выписывать! Остальись стандартные вопросы:
1. Что в станке нравится?
Что в станке нравится?
2. Что в станке не нравится?
3. Что в следующий раз сделал бы по другому?
ЗЫ на боишься, что такой корпус может загореться?
Use the Console, Luke.
Re: Лазерный резак 900х600 своими руками
Vladimir 2011 » 12 май 2014, 13:08
Re: Лазерный резак 900х600 своими руками
Nick » 12 май 2014, 13:14
Use the Console, Luke.
Re: Лазерный резак 900х600 своими руками
UAVpilot » 12 май 2014, 14:50
Re: Лазерный резак 900х600 своими руками
Vladimir 2011 » 12 май 2014, 15:20
Re: Лазерный резак 900х600 своими руками
Vladimir 2011 » 13 май 2014, 08:45
Днище блестело и к нему прилипали пальцы (на фото след от прилипших пальцев)
Очень похоже что все покрыто сосновой смолой.
Никаких следов горения я не нашел (пока не знаю как объяснить это)
Да в общем не это главное!
– выходит, что сосновую фанеру нельзя так резать? (все покроется гарью и смолой)
– надо брать другую фанеру?
– или надо как то изменить отвод дыма, вытяжку?
Поделитесь опытом! Научите резать фанеру лазером! Расскажите какие “фанеры” используете Вы, в каких режимах режете, гравируете?
Re: Лазерный резак 900х600 своими руками
Nick » 13 май 2014, 09:17
Use the Console, Luke.
Re: Лазерный резак 900х600 своими руками
sr480 » 13 май 2014, 11:08
Re: Лазерный резак 900х600 своими руками
master_70 » 14 май 2014, 01:14
Re: Лазерный резак 900х600 своими руками
Vladimir 2011 » 14 май 2014, 12:46
Re: Лазерный резак 900х600 своими руками
megagad » 14 май 2014, 14:01
Re: Лазерный резак 900х600 своими руками
megagad » 14 май 2014, 15:47
Re: Лазерный резак 900х600 своими руками
Vladimir 2011 » 20 май 2014, 11:15
Прошла некоторая модернизация:
Купил с рук вытяжку кухонную 400 м3 новую (моторы для вытяжек нашел только дороже самих вытяжек)
снял канальный вентилятор:
И установил решетку от вытяжки на стенку противоположную стороне с отверстием для вытяжки:
Вырезал шкатулку – уже лучше.
Как именно надо расположить вентиляторы относительно зеркал и куда именно должно дуть? Подойдут ли компьютерные кулеры?
Re: Лазерный резак 900х600 своими руками
Vladimir 2011 » 20 май 2014, 11:31
Re: Лазерный резак 900х600 своими руками
megagad » 20 май 2014, 14:01
Re: Лазерный резак 900х600 своими руками
Fisher » 20 май 2014, 15:56
Re: Лазерный резак 900х600 своими руками
megagad » 20 май 2014, 18:52
Re: Лазерный резак 900х600 своими руками
Fisher » 21 май 2014, 07:44
Re: Лазерный резак 900х600 своими руками
Vladimir 2011 » 26 май 2014, 06:57
>
Самодельный фрезерный станок с ЧПУ — libixur — Мой блог
Здравствуйте! В этой статье я расскажу про этапы создания своего станка с ЧПУ. Идеей станка я загорелся года два назад, когда в интернете наткнулся на видео таких станков.
Идеей станка я загорелся года два назад, когда в интернете наткнулся на видео таких станков.
Первые пробы сделать станок из металла вышли неудачными, и я как то забросил это дело. Но желание построить станок не оставляло меня, и в этом году просмотрев много сайтов и проектов станков я решил сделать его из фанеры. На этот выбор подтолкнул меня станок «АЙТО», автор Авилкин Дмитрий:
За основу я взял фанеру толщиной 10мм. Купил мебельные направляющие, и прикинув в голове размеры вырезал первые детали: боковые стенки и рабочий стол (ось X) .
Далее собрал уже вот такой вот «ящик», промежуточных фото к сожалению нет, но думаю из фото и так все понятно:
Ну можно сказать основа готова. Идем далее: я решил не делать никаких проставок под мотор, так как усилия небольшие и у него есть свой подшипник. Делаю отверстия под шаговый мотор и подшипник напротив для оси X. Подшипники использовал 627Z, моторы подобные тем что стоят в 5 дюймовых дисководах. Отверстия сверлил фрезой по дереву, вроде 22мм. Фото фрез и отверстий + установленный двигатель:
Отверстия сверлил фрезой по дереву, вроде 22мм. Фото фрез и отверстий + установленный двигатель:
Аналогичные действия для оси Y. Упор для подшипника — это часть держащая лампочку в стоп-сигнале мотоцикла:
Установка направляющих и шпильки для оси Y:
Далее самое сложное — изготовление оси Z. Так как мебельные направляющие слишком большие, пришлось делать вручную. Тоже прикинув все в голове, приступил к изготовлению. Начал с «бочонков» которые бы ездили по направляющим. В бочонке есть 2 отверстия: одно с резьбой для закрепления, другое сквозное через которое будет проходить направляющая. В роли направляющих использовал тягу от какого-то грузового автомобиля (прочная штука, резьбу с трудом нарезал).
Изготовил 4 штуки. Кстати бочонки сделаны из старого болта на 10 или 12 (точно не помню). Далее все это закрепил на платформу которая будет ездить, сделал направляющие:
Теперь делаю подобный бочонок, но только в обоих отверстиях резьба. Т.е. так выглядит у меня винтовая гайка. Ну и потихоньку продолжаю делать ось Z:
Т.е. так выглядит у меня винтовая гайка. Ну и потихоньку продолжаю делать ось Z:
На этом этапе фото оси Z заканчиваются, переходим к оси Y. Поскольку мебельные направляющие неидеальны, пришлось с обратной стороны сделать упор. Ну и тут же сделал гайку и поставил все это на станок:
Гайку для оси X изготовил из какого-то прочного ролика:
Как видно из фото я использовал строительные шпильки диаметром 6 мм. Но мне кажется нужно использовать хотя бы 8… Двигателя со шпильками я соединил кусочками твердой шлангочки:
Перейдем к электронике. Начну с драйвера шаговых двигателй, описывать тут его не буду, просто выложу пару фото. Описание можете почитать в статье: Драйвер шагового двигателя для станка с ЧПУ
Еще с самого начала я задумал для станка использовать отдельный компьютер, а точнее материнскую плату которая была куплена в интернете за 200грн (~25$). Так же еще перед тем как начать строить станок я задумал всю электронику поместить внутрь станка. Для этого и был сделан такой «ящик». Блок питания использовался естественно компьютерный который был изъят из корпуса и которому были укорочены провода. Купил жесткий диск на 3Гб, больше и не требуется, лишь бы винда влезла (которая у меня урезанная и весит ~300мБ). Все это дело было размещено на дне станка:
Для этого и был сделан такой «ящик». Блок питания использовался естественно компьютерный который был изъят из корпуса и которому были укорочены провода. Купил жесткий диск на 3Гб, больше и не требуется, лишь бы винда влезла (которая у меня урезанная и весит ~300мБ). Все это дело было размещено на дне станка:
Материнка без видеокарты, она тут и не нужна. Станок управляется по сети через Radmin. Она также настроена на авто включение после того как появится питание. IDE шлейф был укорочен.
В самом корпусе станка была сделана прорезь под разъемы материнки:
Так же на боковую стенку я вывел разъемы питания (3.3, 5, 12в) для питания различных инструментов. И еще тумблер который принудительно отключает питание шаговых двигателей, так как при простое они очень сильно греются:
Фото уже готового и рабочего станка. На заднюю стенку выведен разъем питания, шлейф для двигателя по оси Z взят от DVD плеера. Двигателя осей Z,Y соединены в один кабель и соединения закрыты коробочкой:
Ну и немного разных фото.
Двигателя которые применял для осей Y,Z:
Фото подшипников по осям X,Y:
Пара дополнительных фото оси Z:
Ну и на самый конец процесс роботы и первые результаты:
Выжигать пробовал точками и линиями. Поскольку фанера неровная, есть разница в оттенке.
Так же советую к прочтению новую статью с видеороликом: Проба гравера на самодельном станке с ЧПУ
На данный момент все! Надеюсь Вам было интересно!
Добавление: 31.03.2013
Уже не первый раз у меня спрашивают чертежи и размеры станка. Чертежей нет, так как делал все из головы. Вот только могу дать размеры боковины, из них должно быть все понятно. Ширина станка равна длине мебельных направляющих.
VN:F [1.9.20_1166]
Rating: 9.7/10 (118 votes cast)
Самодельный фрезерный станок с ЧПУ, 9.7 out of 10 based on 118 ratingsПоделиться ссылкой с друзьями:
Чертежи токарно-винторезного станка 1К62
Сведения о производителе токарно-винторезного станка 1К62
Производитель токарно-винторезного станка модели 1К62 – Московский станкостроительный завод “Красный пролетарий” им. А.И. Ефремова, основанный в 1857 году.
А.И. Ефремова, основанный в 1857 году.
Станки, выпускаемые Московским станкостроительным заводом Красный пролетарий, КП
Спецификация основных узлов и органов управления токарным станком
Основные узлы и органы управления токарным станком 1к62
Основные узлы и органы управления токарным станком 1К62. Смотреть в увеличенном масштабе
Перечень органов управления токарного станка 1К62
- Рукоятка включения на подачу, резьбу, ходовой винт и архимедову спираль;
- Рукоятки установки чисел оборотов шпинделя;
- Рукоятка установки увеличенного, нормального шага резьбы и положения при делении на многоэаходные резьбы;
- Рукоятка установки правой и левой резьбы и подачи;
- Рукоятки установки чисел оборотов шпинделя;
- Кнопка включения реечной шестерни при нарезании резьбы;
- Рукоятка индексации и закрепления резцовой головки
- Рукоятка поперечной подачи суппорта;
- Кнопочная станция пуска и останова электродвигателя главного привода;
- Рукоятка подачи верхней части суппорта;
- Рукоятка управления быстрыми перемещениями каретки и суппорта;
- Рукоятка крепления пиноли задней бабки;
- Выключатель насоса охлаждения;
- Линейный выключатель;
- Рукоятка крепления задней бабки;
- Выключатель местного освещения;
- Маховичок перемещения пиноли задней бабки;
- Рукоятки включения, выключения и реверсирования шпинделя;
- Рукоятка включения маточной гайки;
- Маховичок ручного перемещения суппорта и каретки;
- Рукоятки включения, выключения и реверсирования шпинделя;
- Рукоятка установки величины подачи и шага резьбы.

Спецификация составных частей токарного станка 1К62
- Бабка передняя (коробка скоростей) – 1К62.02.01
- Станина – 1К62.01.01
- Фартук – 1К62.06.01
- Каретка – 1К62.05.01; Суппорт – 1К62.04.01
- Охлаждение – 1К62.14.01
- Бабка задняя – 1К62.03.01
- Моторная установка – 1К62.15.01
- Коробка подач – 1К62.07.01
- Электрооборудование – 1К62.18.01
- Приклон – 1К62.78.01; Шестерни сменные – 1К62.78.02
- Ограждение – 1К62.50.01
- Переключение – 1К62.11.01
Кинематика токарно-винторезного станка 1К62
Кинематическая схема токарно-винторезного 1к62
Кинематика токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Читайте также: Расчет кинематической настройки токарно-винторезного станка 1К62
Схема установки подшипников на токарно-винторезном станке 1К62
Схема установки подшипников на токарно-винторезном станке 1к62
Схема установки подшипников на токарно-винторезном станке 1К62. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Читайте также: Описание конструкции токарно-винторезного станка 1К62
1К62.02.01. Передняя бабка (коробка скоростей) токарно-винторезного станка 1К62
Передняя бабка (коробка скоростей) токарно-винторезного станка 1к62
Передняя бабка (коробка скоростей шпинделя) токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Развертка передней бабки токарно-винторезного станка 1к62
1. Развертка передней бабки токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
2. Развертка передней бабки токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
3. Развертка передней бабки токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Передняя бабка (коробка скоростей) токарно-винторезного станка 1к62
Передняя бабка (коробка скоростей шпинделя) токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Передняя бабка (коробка скоростей) токарно-винторезного станка 1к62
Передняя бабка (коробка скоростей шпинделя) токарно-винторезного станка 1К62.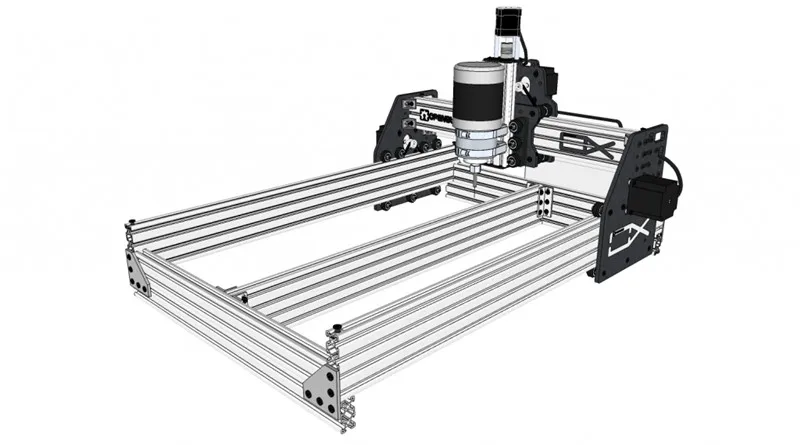 Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Передняя бабка (коробка скоростей) токарно-винторезного станка 1к62
Передняя бабка (коробка скоростей шпинделя) токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Передняя бабка (коробка скоростей) токарно-винторезного станка 1к62
Передняя бабка (коробка скоростей шпинделя) токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Передняя бабка (коробка скоростей) токарно-винторезного станка 1к62
Передняя бабка (коробка скоростей шпинделя) токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Передняя бабка (коробка скоростей) токарно-винторезного станка 1к62
Передняя бабка (коробка скоростей шпинделя) токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Передняя бабка (коробка скоростей) токарно-винторезного станка 1к62
Передняя бабка (коробка скоростей шпинделя) токарно-винторезного станка 1К62.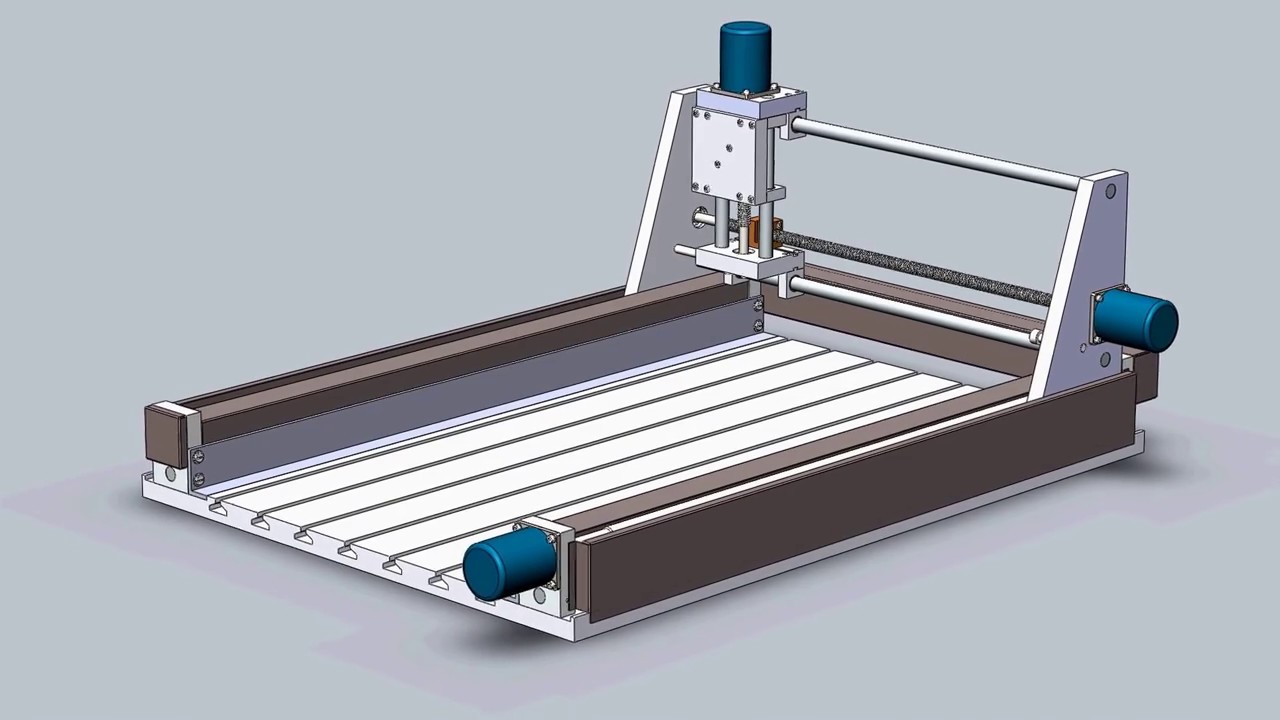 Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Передняя бабка (коробка скоростей) токарно-винторезного станка 1к62
Передняя бабка (коробка скоростей шпинделя) токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Передняя бабка (коробка скоростей) токарно-винторезного станка 1к62
Передняя бабка (коробка скоростей шпинделя) токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Передняя бабка (коробка скоростей) токарно-винторезного станка 1к62
Передняя бабка (коробка скоростей шпинделя) токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Приклон и гитара токарно-винторезного станка 1к62
Приклон и гитара токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Приклон и гитара токарно-винторезного станка 1к62
Приклон и гитара токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Передняя бабка (коробка скоростей) токарно-винторезного станка 1к62
Передняя бабка (коробка скоростей шпинделя) токарно-винторезного станка 1К62.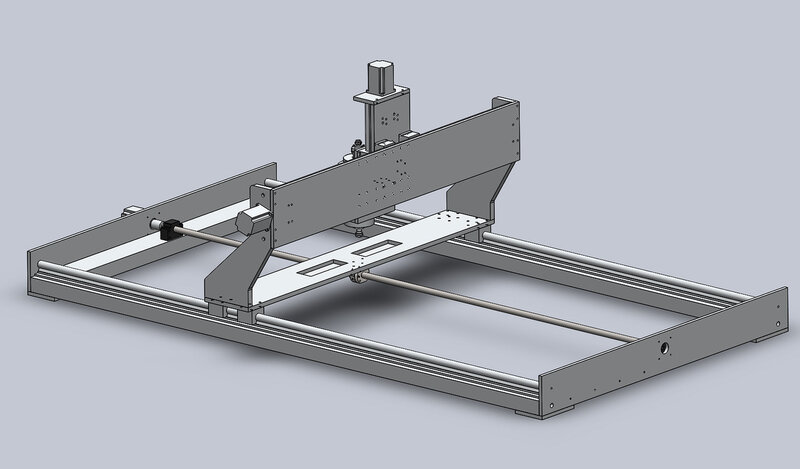 Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Передняя бабка (коробка скоростей) токарно-винторезного станка 1к62
Передняя бабка (коробка скоростей шпинделя) токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Шпиндель токарно-винторезного станка 1к62
Чертеж шпинделя токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Читайте также: Описание конструкции шпиндельной бабки токарно-винторезного станка 1К62
1К62.03.01. Задняя бабка токарно-винторезного станка 1К62
Задняя бабка токарно-винторезного станка 1к62
Задняя бабка токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
1К62.04.01. Суппорт токарно-винторезного станка 1К62
Суппорт токарно-винторезного станка 1к62
Суппорт токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Суппорт токарно-винторезного станка 1к62
Суппорт токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Суппорт токарно-винторезного станка 1к62
Суппорт токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Суппорт токарно-винторезного станка 1к62
Суппорт токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Суппорт токарно-винторезного станка 1к62
Суппорт токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
1К62.06.01. Фартук токарно-винторезного станка 1К62
Фартук токарно-винторезного станка 1к62
Фартук токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Фартук токарно-винторезного станка 1к62
Фартук токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Фартук токарно-винторезного станка 1к62
Фартук токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Фартук токарно-винторезного станка 1к62
Фартук токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Фартук токарно-винторезного станка 1к62
Фартук токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Фартук токарно-винторезного станка 1к62
Фартук токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Фартук токарно-винторезного станка 1к62
Фартук токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Фартук токарно-винторезного станка 1к62
Фартук токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Фартук токарно-винторезного станка 1к62
Фартук токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Фартук токарно-винторезного станка 1к62
Фартук токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Фартук токарно-винторезного станка 1к62
Фартук токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Фартук токарно-винторезного станка 1к62
Фартук токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Читайте также: Описание конструкции фартука токарно-винторезного станка 1К62
1К62.06.01. Коробка подач токарно-винторезного станка 1К62
Коробка подач токарно-винторезного станка 1к62
Коробка подач токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Коробка подач токарно-винторезного станка 1к62
Коробка подач токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Коробка подач токарно-винторезного станка 1к62
Коробка подач токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Коробка подач токарно-винторезного станка 1к62
Коробка подач токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Коробка подач токарно-винторезного станка 1к62
Коробка подач токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Коробка подач токарно-винторезного станка 1к62
Коробка подач токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Коробка подач токарно-винторезного станка 1к62
Коробка подач токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Коробка подач токарно-винторезного станка 1к62
Коробка подач токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Коробка подач токарно-винторезного станка 1к62
Коробка подач токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Коробка подач токарно-винторезного станка 1к62
Коробка подач токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Коробка подач токарно-винторезного станка 1к62
Коробка подач токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Коробка подач токарно-винторезного станка 1к62
Коробка подач токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Коробка подач токарно-винторезного станка 1к62
Коробка подач токарно-винторезного станка 1К62. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Читайте также: Описание конструкции коробки подач токарно-винторезного станка 1К62
Ремонт токарно-винторезного станка 1к62. Видеоролик
Технические данные и характеристики токарно-винторезного станка 1К62
| Наименование параметра | ДИП-200 (1д62м) | 1А62 | 1К62 | 16К20 |
|---|---|---|---|---|
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | Н | Н | Н | Н |
| Наибольший диаметр заготовки, обрабатываемой над станиной, мм | 410 | 400 | 400 | 400 |
| Наибольший диаметр заготовки, обрабатываемой над суппортом, мм | 210 | 210 | 220 | 220 |
| Наибольшая длина заготовки, обрабатываемой в центрах (РМЦ), мм | 750, 1000, 1500 | 750, 1000, 1500 | 710, 1000, 1400 | 710, 1000, 1400, 2000 |
| Наибольшая длина обточки, мм | 650, 900, 1400 | 650, 900, 1400 | 640, 930, 1330 | 645, 935, 1335, 1935 |
| Высота оси центров над плоскими направляющими станины, мм | 202 | 215 | 215 | |
| Наибольшее расстояние от оси центров до до кромки резцедержателя, мм | 228 | 228 | 240 | |
| Высота от опорной поверхности резца до оси центров (высота резца), мм | 23 | 25 | 25 | 25 |
| Наибольшее сечение державки резца, мм | 25 х 25 | 25 х 25 | 25 х 25 | 25 х 25 |
| Наибольшая масса заготовки, обрабатываемой в патроне, кг | 500 | 200 | ||
| Наибольшая масса заготовки, обрабатываемой в центрах, кг | 1500 | 460, 650, 900, 1300 | ||
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 38 | 36 | 38/ 47 | 52 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 37 | 34 | 36/ 45 | 50 |
| Число ступеней частот прямого вращения шпинделя | 18 | 21 | 24 | 24 |
| Частота вращения шпинделя в прямом направлении, об/мин | 11,5. .600 .600 | 11,5..1200 | 12,5..2000 | 12,5..1600 |
| Число ступеней частот обратного вращения шпинделя | 9 | 12 | 12 | 12 |
| Частота вращения шпинделя в обратном направлении, об/мин | 18..760 | 18..1520 | 19..2420 | 19..1900 |
| Размер внутреннего конуса в шпинделе, М | Морзе 5 | Морзе 5 | Морзе 5/ 6 | Морзе 6 |
| Конец шпинделя фланцевого | М90х6 | М90х6 | М90х6/ 6 | 6К по ГОСТ 12593-72 |
| Торможение шпинделя | есть | есть | есть | |
| Материал шпинделя | Ст.45 | Ст.45 | ||
| Суппорт. Подачи | ||||
| Наибольшее перемещение продольной каретки суппорта от руки, мм | 650, 900, 1400 | 650, 900, 1400 | 640, 930, 1330 | |
| Наибольшее перемещение продольной каретки суппорта по валику и по винту, мм | 650, 900, 1400 | 650, 900, 1400 | 640, 930, 1330 | 645, 935, 1335, 1935 |
| Наибольшее перемещение поперечной каретки суппорта от руки, мм | 280 | 280 | 250 | 300 |
| Наибольшее перемещение поперечной каретки суппорта по валику и по винту, мм | 280 | 280 | 250 | |
| Продольное перемещение на одно деление лимба, мм | нет | 1 | 1 | 1 |
| Поперечное перемещение на одно деление лимба, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Поперечное перемещение на один оборот лимба (шаг винта поперечного суппорта), мм | 5 | 5 | ||
| Число ступеней продольных подач | 35 | 35 | 49 | |
| Пределы рабочих подач продольных, мм/об | 0,082. .1,59 .1,59 | 0,082..1,59 | 0,07..4,16 | 0,05..2,8 |
| Число ступеней поперечных подач | 35 | 35 | 49 | |
| Пределы рабочих подач поперечных, мм/об | 0,027..0,522 | 0,027..0,522 | 0,035..2,08 | 0,025..1,4 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет | 3,4 | 3,8 |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | нет | 1,7 | 1,9 |
| Максимально допустимая скорость при работе по упорам, м/мин | 0,25 | |||
| Количество нарезаемых резьб метрических | 25 | 19 | 44 | |
| Пределы шагов метрических резьб, мм | 1..12 | 1..12 | 1..192 | 0,5..112 |
| Количество нарезаемых резьб дюймовых | 30 | 20 | 38 | |
| Пределы шагов дюймовых резьб, ниток/дюйм | 24. .2 .2 | 24..2 | 24..2 | 56..0,5 |
| Количество нарезаемых резьб модульных | 12 | 10 | 20 | |
| Пределы шагов модульных резьб, модуль | 0,25..3 | 0,5..3 | 0,5..48 | 0,5..112 |
| Количество нарезаемых резьб питчевых | 24 | 24 | 37 | |
| Пределы шагов нарезаемых резьб питчевых | 96..7 | 95..7 | 96..1 | 56..0,5 |
| Выключающие упоры продольные | есть | есть | есть | есть |
| Выключающие упоры поперечные | нет | нет | нет | |
| Предохранение от перегрузки | есть | есть | есть | есть |
| Блокировка одновременного включения продольного и поперечного движения суппорта | есть | есть | есть | есть |
| Резьбоуказатель | нет | |||
| Наружный диаметр ходового винта, мм | 40 | 40 | ||
| Шаг ходового винта, мм | 12 | 12 | ||
| Диаметр ходового вала, мм | 30 | 30 | ||
| Резцовые салазки | ||||
| Наибольшее перемещение резцовых салазок, мм | 100 | 113 | 140 | 150 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Перемещение резцовых салазок на один оборот лимба (шаг винта резцовых салазок), мм | 5 | 5 | ||
| Наибольший угол поворота резцовых салазок, град | ±45° | ±90° | ±90° | ±90° |
| Цена деления шкалы поворота резцовых салазок, град | 1° | 1° | 1° | 1° |
| Число резцов в резцовой головке | 4 | 4 | 4 | 4 |
| Задняя бабка | ||||
| Диаметр пиноли задней бабки, мм | 65 | 70 | ||
| Конус отверстия в пиноли задней бабки по ГОСТ 2847-67 | Морзе 4 | Морзе 4 | Морзе 5 | Морзе 5 |
| Наибольшее перемещение пиноли, мм | 150 | 150 | 150 | 150 |
| Перемещение пиноли на одно деление лимба, мм | нет | нет | 0,05 | 0,1 |
| Величина поперечного смещения корпуса бабки, мм | ±15 | ±15 | ±15 | ±15 |
| Электрооборудование | ||||
| Количество электродвигателей на станке | 1 | 2 | 4 | 4 |
| Электродвигатель главного привода, кВт | 4,3 | 7 | 10 | 11 |
| Электродвигатель быстрых перемещений, кВт | нет | нет | 0,8 | 0,75 |
| Электродвигатель гидростанции, кВт | нет | нет | 1,1 | 1,1 |
| Электродвигатель насоса охлаждения, кВт | нет | 0,125 | 0,125 | 0,12 |
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | ПА-22 | |
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота) (РМЦ = 1000), мм | 2650 х 1315 х 1220 | 2650 х 1580 х 1210 | 2812 х 1166 х 1324 | 2795 х 1190 х 1500 |
| Масса станка (РМЦ = 1000), кг | 1750 | 2105 | 2140 | 3005 |
- Токарно-винторезный станок 1К62. Руководство по уходу и обслуживанию, КП, 1962, 1966
- Токарно-винторезный станок 1К62. Рабочие чертежи, КП, 1970
- Универсальный токарно-винторезный станок 1К62. Каталог запасных частей, Станкоимпорт,
- Ремонт токарно-винторезных станков моделей 1К62, 1К625 часть 1, часть 2, часть 3, Тула, 1974
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки., 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Оглоблин А.Н. Основы токарного дела, 1967
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А. Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы:
 Руководство по уходу и обслуживанию, КП, 1962, 1966
Руководство по уходу и обслуживанию, КП, 1962, 1966 Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980Связанные ссылки
Каталог справочник токарных станков
Паспорта и руководства токарных станков
Прайс-лист информационных изданий
1К62 Паспорт токарно-винторезного станка, (djvu) 1,8 Мб, Скачать
1К62 Руководство по ремонту токарно-винторезных станков. Часть 1. Общее описание станков и чертежи узлов
1К62 Руководство по ремонту токарно-винторезных станков 1К62, 1К625. Часть 2. Сменяемые детали
1К62 Руководство по ремонту токарно-винторезных станков 1К62, 1К625. Часть 3. Маршрутная технология сборки-разборки
Чертеж станка чпу. Фрезерный станок с ЧПУ. Критерии перевода обработки детали на станки с ЧПУ
Числовое программное управление станком (ЧПУ) — управление обработкой заготовки на станке по управляющей программе, в которой данные заданы в цифровой форме.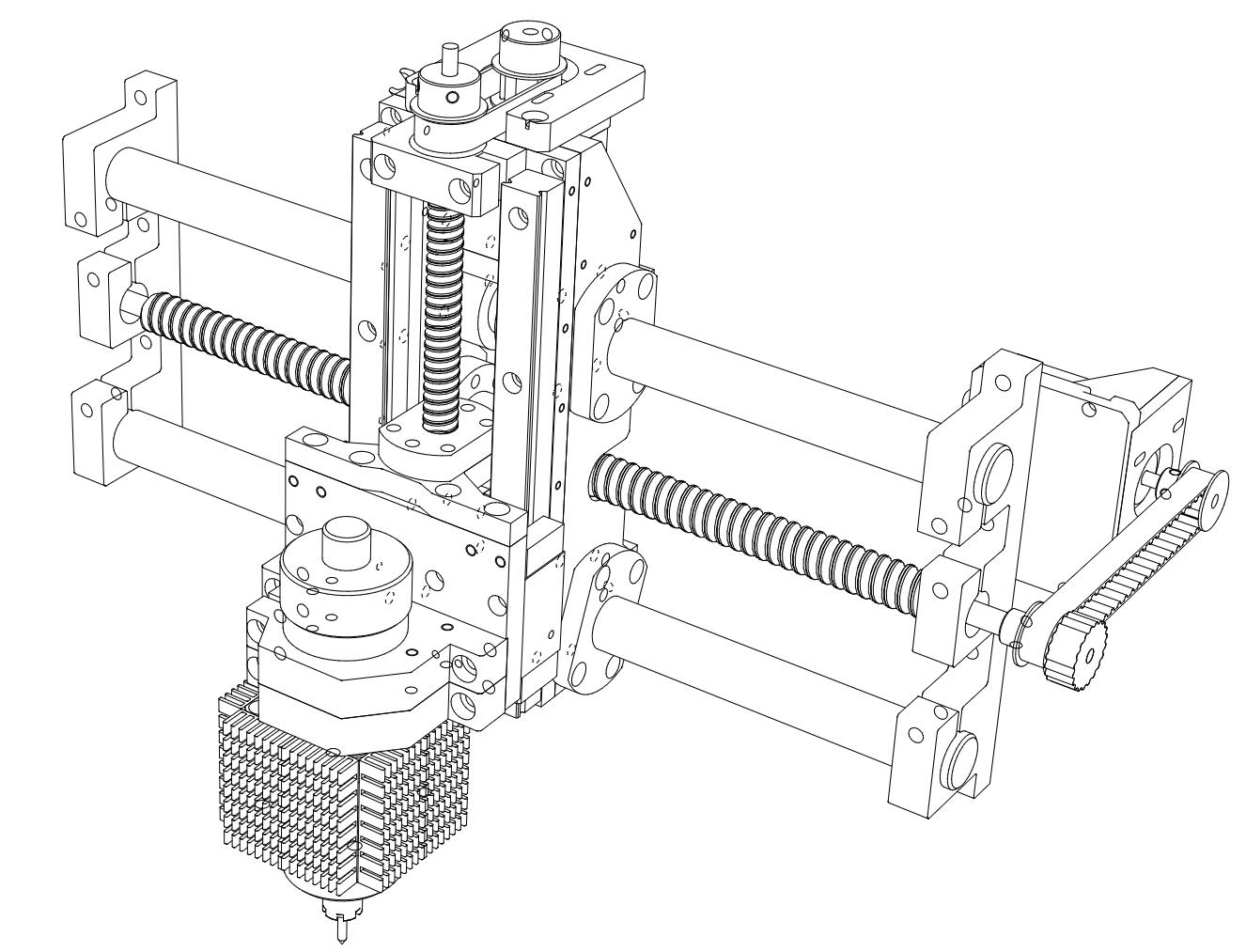
Применение подобного типа оборудования очень широко и современно в различных сферах.
На рынке Российской Федерации станки с ЧПУ изображены в достаточным разнообразии производителей. Обычно своей массе это дешевые фрезерные станки с ЧПУ тайваньского производства, но иногда можно увидеть и немецкие или австрийские фрезерные станки. Самыми главными отличительными особенностями европейских производителей – это гибкость подхода к задаче заказчика по техническим критериям и программным вопросам, отличное качество, и, прекрасная стоимость.
Когда дело доходит до выбора фрезерного станка с программным управлением, то конечно нужно учитывать немного факторов, таких как производство определенной продукции, общий объем и на сколько процесс мог бы быть автоматизированным.
После всего, как ответы на вопросы будут получены, наши специалисты подготовят предложение на фрезерный деревообрабатывающий станок с ЧПУ, полностью удовлетворяющий потребности Вашего производства. Также почти всегда из наличия можно подобрать гравировальный станок с ЧПУ для производства рекламы, сувениров, и еще много чего.
Выбирая фрезерный станок по дереву с ЧПУ или настольный фрезерный станок с ЧПУ мы даем возможность Вам принять решение по комплектации станка, а не навязываем стандартные фрезера. Например, Вам нужен фрезер с 3кВт шпинделем (одним или четырьмя), вакуумной фиксацией заготовки и сервоприводами.
Деревооборабатывающие станки
На многих мебельных фабриках до сих пор используют старые способы обработки древесины – циркулярные пилы, фрезерные станки, а мелкие работы выполняют вручную. Точности, экономии, а также большого количества выпуска ожидать при таком производстве, конечно же, не приходится.
Именно из-за высокой конкуренции мебельного производства, при которой всеми способами необходимо добиться снижения себестоимости, стали активно внедряться деревообрабатывающие станки с ЧПУ. Все прекрасно помнят еще советских сварочных роботов на крупных предприятиях, которые сваривали прочные сейфы для дома, кузова автомобилей и фюзеляжи самолетов.
Деревообрабатывающий станок с ЧПУ – это такой же робот, выполняющий значительную часть производственных работ в полностью автоматическом порядке. Как правило, такой станок требует только оператора, который будет вводить нужную программу и закреплять древесину на рабочем столе. Встречаются также и полностью автоматизированные линии, соединенные с конвейером.
Как правило, такой станок требует только оператора, который будет вводить нужную программу и закреплять древесину на рабочем столе. Встречаются также и полностью автоматизированные линии, соединенные с конвейером.
Деревообрабатывающие станки с ЧПУ бывают разные. Наиболее популярные фрезерные станки, их используют для создания формы и фасада мебельного щита. Есть также фрезерные станки, выполняющие резьбу по дереву и сложные рисунки. Существуют установки для раскройки древесины и распилки, также снабженные блоком электронного управления.
Встречаются и мембранно-вакуумные прессы, которые служат для оклейки шпоном и других операций. Есть и интегрированные системы, где производится не только деревообработка, но и сварка металла – на таких линиях, например, производятся мебельные сейфы Valberg и другие похожие изделия. Все эти машины позволяют существенно сэкономить на эксплуатации электрооборудования, избавиться от больших затрат на заработную плату и уменьшить в разы уровень брака.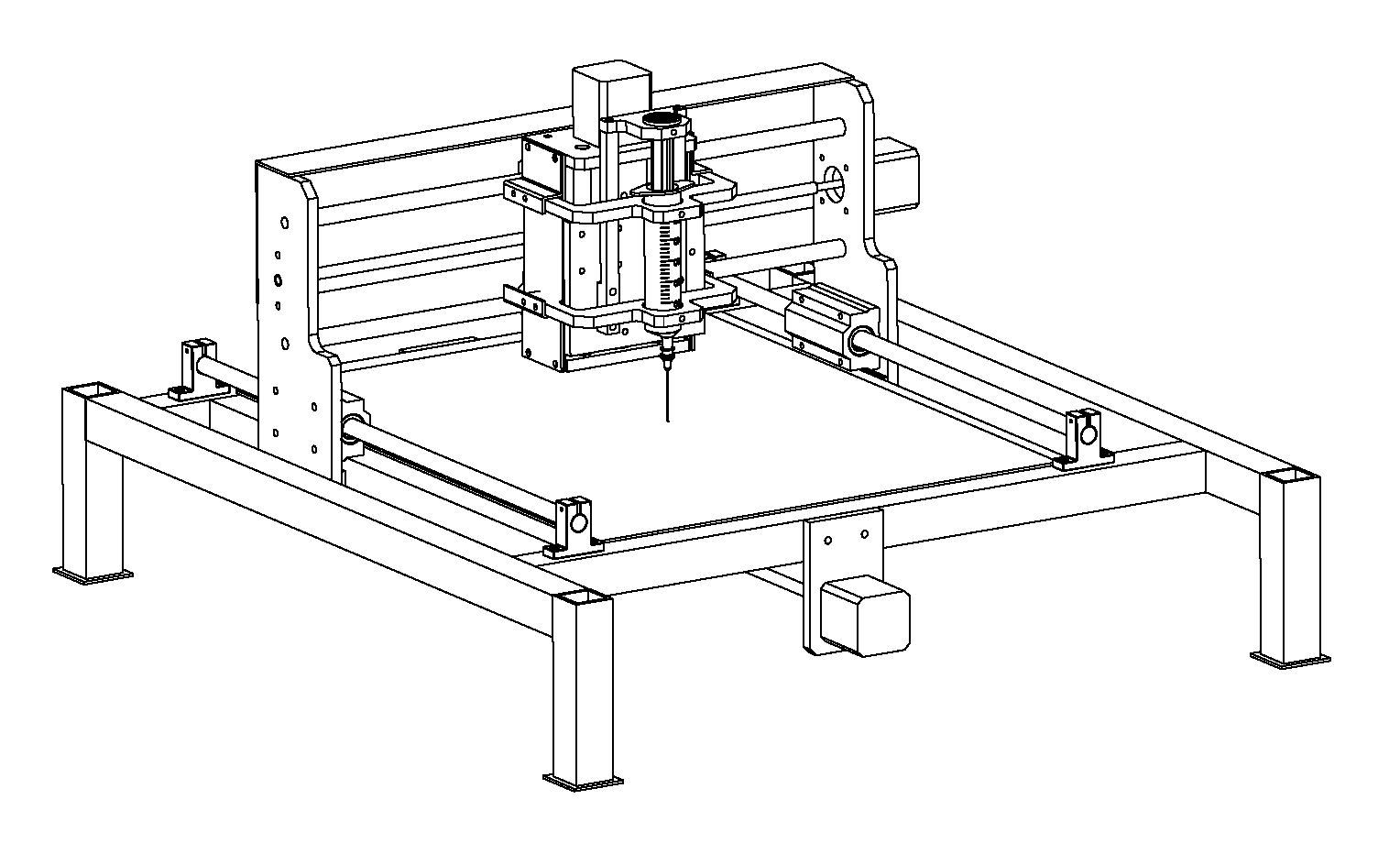
При выборе станка с ЧПУ одним из главных критериев, является его функциональность. Чем большее количество операций он может выполнять и гибче программироваться, тем лучше. Также важен диапазон перемещения инструмента, его указывают в миллиметрах по осям X, Y, Z. Кроме того, необходимо обращать внимание на мощность двигателя и производительность. Лучше всего брать с запасом по мощности и количеству циклов, поскольку при непрерывном производстве, станок изнашивается быстрее. Все это, конечно, влияет на стоимость самого станка, но, например, цены на сейфы для оружия также бывают разными, а сильно дешевые варианты еще никогда не бывали качественными.
Станок с ЧПУ на любом деревянном производстве позволит легко обойти конкурентов, быстрее выпускать продукцию и даже за год эксплуатации увеличит доходы предприятия.
Выбираем тип привода
Во-первых, определимся с терминологией. Под “приводом” понимается устройство, предназначенное для приведения в действие рабочих органов машин или механизмов.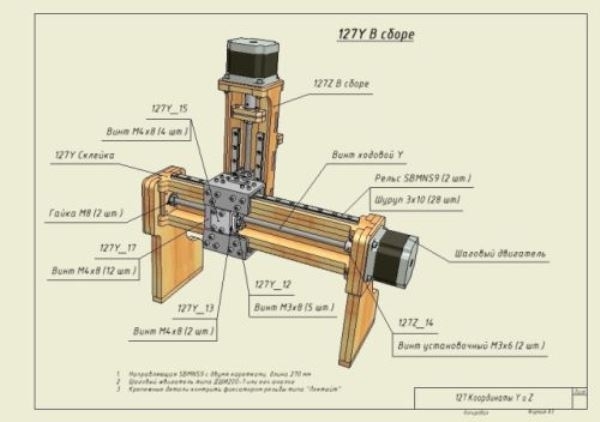 Привод в общем случае состоит из источника энергии (механика, электрика, пневматика, гидравлика), механизма передачи энергии и аппаратуры управления. Не вдаваясь в науку, достаточно лишь сказать, что у трубогибочного станка очень важное значение имеет привод гибочной консоли, а именно источник энергии, который создаёт усилие для гибки трубы на заданный угол. Механический привод мы не будем рассматривать, т.к. он не подпадает под определение “полуавтоматический или автоматический станок”. Остаётся 3 типа приводов, т.е.: пневматический, гидравлический и электрический. О них мы поговорим чуть подробнее:
Привод в общем случае состоит из источника энергии (механика, электрика, пневматика, гидравлика), механизма передачи энергии и аппаратуры управления. Не вдаваясь в науку, достаточно лишь сказать, что у трубогибочного станка очень важное значение имеет привод гибочной консоли, а именно источник энергии, который создаёт усилие для гибки трубы на заданный угол. Механический привод мы не будем рассматривать, т.к. он не подпадает под определение “полуавтоматический или автоматический станок”. Остаётся 3 типа приводов, т.е.: пневматический, гидравлический и электрический. О них мы поговорим чуть подробнее:
Пневматический привод. Дешёвый по себестоимости, он обладает рядом существенных недостатков, из-за чего практически никто из Европейских производителей не устанавливает данный привод на гибочную консоль своих трубогибочных станков. Среди основных недостатков пневмопривода:
невозможность регулировки скорости (дросселирование), из-за чего точность и равномерность (плавность) гибки крайне неудовлетворительны. Чтобы как-то обеспечить точность, вместо ЧПУ применяется механические упоры для задания углов гибки.
Чтобы как-то обеспечить точность, вместо ЧПУ применяется механические упоры для задания углов гибки.
С другой стороны, данный тип привода достаточно популярен для второстепенных задач, где не требуется какая-либо точность, а требуется простое автоматическое перемещение узлов станка (например: зажим-разжим, подъём/опускание и т.д.).
Гидравлический привод. Самый популярный и недорогой тип привода гибочной консоли на трубогибочных станках. По точности, скорости и надёжности гидравлический привод хоть и уступает сервоприводу (см далее), однако его вполне достаточно для большинства задач. Среди основных преимуществ гидравлических приводов:
Регулировка скорости (дросселем), что позволяет эффективно работать с различными материалами (сталь, медь, нержавейка и т.д.).
Хорошая равномерность (плавность) гибки.
Точность позиционирования привода при использовании обычных э/м клапанов (не серво-регулируемых) напрямую зависит от скорости гибки. Для обеспечения высоких показателей производительности и точности, станки должны иметь функцию принудительного понижения скорости перед завершением гиба. Станки фирмы Soco Machinery, а также многие другие Европейские станки с ЧПУ позволяют задавать угол снижения скорости перед завершением гиба в самой программе ЧПУ, и обеспечивают точность гибки +/-0,15°.
Станки фирмы Soco Machinery, а также многие другие Европейские станки с ЧПУ позволяют задавать угол снижения скорости перед завершением гиба в самой программе ЧПУ, и обеспечивают точность гибки +/-0,15°.
Сервопривод. Самый точный, быстрый, надёжный тип привода. Практически все производители автоматических трубогибов (в том числе и Soco Machinery) устанавливают сервоприводы на координаты “подача трубы” и “поворот в пространстве”.
На гибочную консоль, сервоприводы ставят не всегда (т.к. дорого), но в тех случаях, когда требуется максимальная скорость, точность (в т.ч. на станки для гибки намоткой и проталкиванием – см. серию SB-4A-3SV), минимальный уровень шума или же по причине индивидуальной непереносимости клиентом “гидравлики”. Для качественной и надёжной работы оборудования, сервомотор (как элемент сервопривода) следует выбирать среди известных Европейских или Японских производителей (например MITSUBISHI, YASKAWA). Среди основных преимуществ сервоприводов:
Высокая скорость и точность позиционирования привода (менее +/-0,1°).
Хорошая равномерность (плавность) гибки с ЧПУ-управлением как скоростью так и ускорением / торможением привода.
Возможность использования редуктора (вместо цепной передачи) для передачи крутящего момента на гибочную консоль, что имеет ряд преимуществ.
Критерии выбора оборудования
Оборудование характеризуется не только техническими характеристиками, большое значение имеют технико-экономические характеристики оборудования, определяющие издержки производства. Это в конечном счете, характеризует внутреннее конкурентное преимущество предприятия. К подобным показателям относятся:
производительность;
качество изделий или продуктов, получаемых на данном оборудовании;
стоимость оборудования и срок службы, определяющие размер амортизационных отчислений;
энергоемкость производства, цена необходимых видов энергии и энергоносителей;
КПД сырья (величина отходов)
расходы на оплату труда основного и вспомогательного персонала;
стоимость текущего обслуживания и ремонта (запасных частей, расходных материалов и др. )
)
и другие.
Мощность производства часто считают самым слабым звеном, или узким местом. Каким образом можно добиться увеличения эффективности? Мощность системы в целом определяется не часами простоя, и повышение эффективности каждой единицы оборудования или каждого участника производственного процесса не даст желаемого эффекта. Важно понимать, что производственные возможности ограничены мощностью слабейшего (или наименее производительного) звена.
Гибкость влияет и на расходы, и на доходы. Отличительной чертой гибких производственных процессов является незначительность расходов (или затрат времени) на переналадку в случае изменения состава исходных материалов или готовой продукции. Способность дешево или быстро осуществить переналадку позволяет обслуживать дополнительных потребителей либо качественнее обслуживать имеющихся, что повышает доходы компании. Но здесь нужно учитывать, что более гибкие системы требуют больших капиталовложений или дороже в эксплуатации, а иногда присутствует и то и другое. Легко сообразить, что чем больше гибкость производства, тем лучше, но при этом не следует забывать, во что обходится дополнительная гибкость и как эти дополнительные расходы могут повлиять на прибыльность производства.
Легко сообразить, что чем больше гибкость производства, тем лучше, но при этом не следует забывать, во что обходится дополнительная гибкость и как эти дополнительные расходы могут повлиять на прибыльность производства.
Понятно, что такое гибкость, но количественно оценить ее трудно. Обычно для оценки гибкости используют качественные характеристики или приблизительные измерения.
С позиций производственной стратегии гибкость характеризует производственные перспективы компании, опирающиеся на ее текущие возможности. При наличии достаточной гибкости у компании могут появиться возможности, отсутствующие у конкурентов или доступные им только после значительных капиталовложений. Так что, принимая решения об инвестициях или о совершенствовании производственных процессов и технологий, менеджерам следует учитывать будущие возможности, гибкость и перспективы развития. Эти качества сложно измерить, но понятно, что все это очень ценные достоинства, которые могут существенно сказаться на будущей прибыльности предприятия.
Благодаря высокой степени автоматизации производственных процессов достигается производительность, намного превышающая производительность технологических комплексов родственных предприятий, чем создаются предпосылки для формирования внутреннего конкурентного преимущества. Но ввиду сложности и высокой стоимости оборудования амортизационные отчисления и затраты на его эксплуатацию высоки и занимают в структуре себестоимости продукции около 30%. Коэффициент использования оборудования составляет порядка 70%, следовательно, дополнительное внутреннее конкурентное преимущество может быть получено консервацией или продажей неиспользуемого оборудования. Однако, учитывая динамичность рынка продукции, следует идти на сокращение парка оборудования с большой осторожностью, так как избыточное оборудование создает возможность оперативного маневра – быстрого наращивания производства в случае внезапного изменения конъюнктуры рынка.
Выбор: шаговые или серводвигатели?
Очень часто встает проблема выбора: что использовать в станке – привод на шаговых двигателях или серводвигателях? Основными факторами, влияющими на выбор, являются:
Бюджет.
Если Вы жестко ограничены в бюджете, возможно, выбора как такового и нет. Шаговые двигатели значительно дешевле серводвигателей. Однако, такая закономерность действует только до определенного момента. Начиная с двигателей с размером фланца 110мм, стоимость приводов на шаговых моторах и сервоприводов Darxton серии DXS уже сопоставима.
Размер станка.
Чем больше станок, тем более крупные шаговые двигатели ему требуются. Резонанс больших шаговых двигателей может привести к пропуску шагов и снижению чистоты обработки.
Рекомендация : Если рабочее поле станка превышает 1.2 м2, или масса портала превышает 50 кг, мы настоятельно рекомендуем использовать серводвигатели.
Сложность настройки.
Сервосистемы имеют десятки настраиваемых параметров, требуют больше внимания и более высокую квалификацию оператора. Если Вы ищете простое решение “включил и работай” – возможно, вам лучше использовать шаговые двигатели.
Наличие нагрузки на передачу в момент остановки.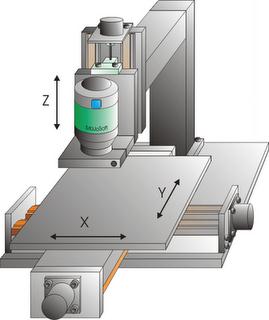
Так, на ось Z для удержания шпинделя обычно лучше подходят шаговые двигатели – для них удержание самый эффективный режим, вал фиксируется в положении удержания совершенно неподвижно, а высоких скоростей и ускорений по Z как правило не требуется. Сервопривод в таких условиях будет совершать микроколебания, что нежелательно.Аналогично, если двигатель планируется к установке на поворотную ось, где требуется медленное вращение, и после каждого углового шага следует серия движений шпинделя вдоль заготовки – шаговый двигатель лучше справится с удержанием.
Необходимость достигать высоких ускорений.
Если есть такая необходимость – альтернативы серводвигателям нет. Шаговые двигатели весьма инертны, и попытка быстро разогнать его приведет к т.н. “срыву” – пропуску шагов или остановке вала. Тогда как сервоприводы способны кратковременно увеличить ток обмоток в 3-4 раза от номинального значения, чтобы развить больший момент и, соответственно, большее ускорение.
Вероятность заклинивания механики.
Если вероятность заклинивания механической системы велика(например, в случае приводных актуаторов систем открывания ворот), серводвигатели использовать нежелательно – шаговые двигатели просто будут пропускать шаги, в то время как сервопривод в случае неправильной настройки может повредить передачу или обмотки собственного двигателя.
Звук.
Шаговые двигатели при работе издают весьма сильный гул. Если для Вас низкий уровень шума критичен – следует использовать сервоприводы.
В общем же случае построения фрезерного или иного станка с ЧПУ, сервоприводы предпочтительней шаговых, за счет своих многочисленных преимуществ. Если Вы не смогли определиться с выбором, изучите таблицу отличий серводвигателей и шаговых двигателей.
Критерии перевода обработки детали на станки с ЧПУ
Сравнительно простые детали, входящие в кинематические цепи и стыкующиеся с деталями, подлежащими обработке на станках с ЧПУ, также целесообразно обрабатывать на станках с ЧПУ, так как при этом обеспечивается сокращение подгоночных операций при сборке и взаимозаменяемость деталей.
Во многих случаях экономически эффективна, несмотря на относительную простоту, обработка на станках с ЧПУ деталей, изготавливаемых из профиля. Этому способствуют повышенная серийность, преемственность при переходе к выпуску новых изделий, возможность применения типовых технологических процессов, групповых методов обработки с использованием универсальной переналаживаемой оснастки (УПТО) и групповых методов подготовки программ.
На ряде передовых предприятий критерием целесообразности перевода обработки детали на станки с ЧПУ считается ожидаемое повышение производительности труда не менее чем на 50% при окупаемости всех затрат на партии запуска.
Подобранная с учетом изложенных соображений номенклатура деталей может быть сгруппирована по конструктивно-технологическим признакам с целью определения моделей станков, наиболее приемлемых для обработки рассматриваемых типов деталей. На рисунке показана схема группирования деталей, обрабатываемых на фрезерных станках, по числу потребных координат, габаритным размерам обработки и типам станков.
Схема группирования деталей фрезерной обработки по числу потребных координат, габаритам обработки и типам станков
Окончательное формирование номенклатуры рекомендуется проводить в три этапа. Вначале путем просмотра чертежей и технологической документации составляется предварительный перечень деталей, подлежащих обработке на станках с ЧПУ. После группирования по конструктивно-технологическим признакам и типам станков производится детальный технико-экономический анализ, выбор оптимального варианта обработки и составляется уточненный перечень. По результатам уточненного перечня составляется годовой график внедрения обработки деталей с оценкой трудоемкости подготовки программ и с указанием сроков выполнения работ по этапам.
Необходимость определения трудоемкости подготовки программ для обработки деталей может возникнуть как при оценке эффективности обработки деталей на станках с ЧПУ, так и при планировании работ по подготовке программ для этого оборудования.
Для определения трудоемкости подготовки программ для деталей фрезерной группы деталь следует расчленить на элементы двух типов: контуры (внешние и внутренние) и колодцы.
Для определения трудоемкости изготовления деталей токарной группы рассматриваются только контуры сечения детали, расположенные по одну сторону оси детали. Для деталей сверлильной и расточной группы аналогично рассматривается траектория перемещений инструмента между рабочими позициями (прямые линии). Полученные значения умножаются на коэффициенты 1,8 (сверлильная обработка) или 2,5 (расточка, резьбонарезание), учитывающие трудоемкость программирования технологических команд.
Термины и определения основных понятий в области числового программного управления металлорежущим оборудованием устанавливает ГОСТ 20523—80.
Числовое программное управление станком (ЧПУ) — управление обработкой заготовки на станке по управляющей программе, в которой данные заданы в цифровой форме.
Устройство, выдающее управляющие воздействия на исполнительные органы станка в соответствии с управляющей программой и информацией о состоянии управляемого объекта, называют устройством числового программного управления (УЧПУ).
Различают аппаратное и программируемое УЧПУ. В аппаратном (NC) устройстве алгоритмы работы реализуются схемным путем и не могут быть изменены после изготовления устройства. Эти устройства выпускают для различных групп станков: токарных («Кон-тур-2ПТ», Н22), фрезерных («Контур-ЗП», НЗЗ), координатно-расточных («Размер-2М», ПЗЗ) и т. д. Такие УЧПУ изготовляют с вводом управляющей программы на перфоленте. В программируемых устройствах (CNC) алгоритмы реализуются с помощью программ, вводимых в память устройства и могут быть изменены после изготовления устройства. Устройства УЧПУ типа CNC включает малую ЭВМ, оперативную память и внешний интерфейс.
Система числового программного управления (СЧПУ) представляет собой совокупность функционально взаимосвязанных и взаимодействующих технических и программных средств, обеспечивающих ЧПУ станком.
Основной функцией СЧПУ является управление приводами подач станков в соответствии с заданной программой, а дополнительными — смена инструмента и т. д. Чертеж станка чпу представлена обобщенная структурная схема СЧПУ и его работа. Схема работает следующим образом: устройство 1 ввода программы преобразовывает ее в электрические сигналы и направляет в устройство 7 отработки программы, которое через устройство 8 управления приводом воздействует на объект регулирования — привод 4 подач. Подвижную часть станка, связанную с приводом 4 подач, контролирует датчик 5, включенный в цепь главной обратной связи.
д. Чертеж станка чпу представлена обобщенная структурная схема СЧПУ и его работа. Схема работает следующим образом: устройство 1 ввода программы преобразовывает ее в электрические сигналы и направляет в устройство 7 отработки программы, которое через устройство 8 управления приводом воздействует на объект регулирования — привод 4 подач. Подвижную часть станка, связанную с приводом 4 подач, контролирует датчик 5, включенный в цепь главной обратной связи.
С датчика 5 через устройство 6 обратной связи информация поступает в устройство 7 отработки программы. Здесь происходит сравнение фактического перемещения с заданным по программе для внесения соответствующих коррективов в производимые перемещения. С устройства 1 электрические сигналы также поступают в устройство 2 для реализации дополнительных функций. Устройство 2 воздействует на исполнительные элементы 3 технологических команд (двигатели, электромагниты, электромагнитные муфты и др.), при этом исполнительные элементы включаются или выключаются.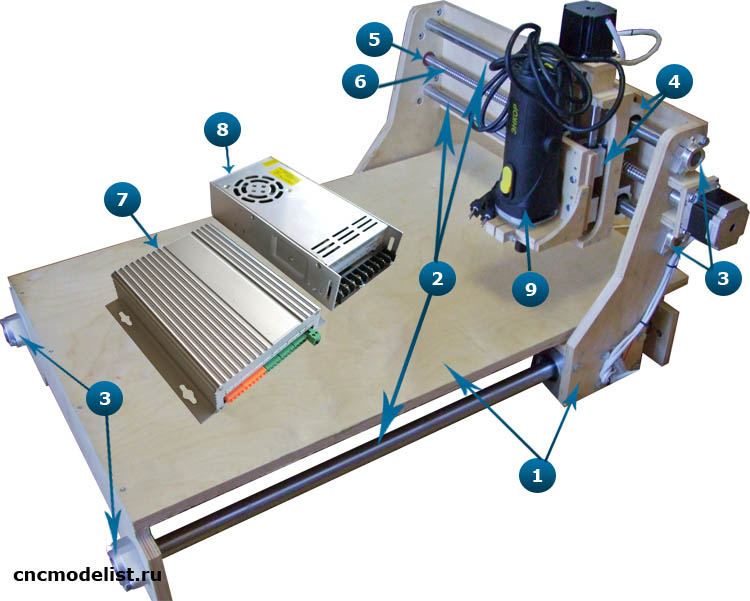 Достоинство станков с ЧПУ — быстрое переналаживание без смены или перестановки механических элементов.Чертежи станков (бесплатно получить которые достаточно проблематично, даже чертеж шлакоблочного станка) в данном случае не потребуются. Нужно только изменить вводимую в станок информацию и он начнет работать по другой программе, т. е. обрабатывать другую заготовку (деталь). Высокая универсальность станков с ЧПУ удобна в тех случаях, когда нужен быстрый переход на изготовление другой детали, обработка которой на обычных станках требует использования специальной оснастки.
Достоинство станков с ЧПУ — быстрое переналаживание без смены или перестановки механических элементов.Чертежи станков (бесплатно получить которые достаточно проблематично, даже чертеж шлакоблочного станка) в данном случае не потребуются. Нужно только изменить вводимую в станок информацию и он начнет работать по другой программе, т. е. обрабатывать другую заготовку (деталь). Высокая универсальность станков с ЧПУ удобна в тех случаях, когда нужен быстрый переход на изготовление другой детали, обработка которой на обычных станках требует использования специальной оснастки.
Точность размеров и формы обрабатываемой детали, а также требуемый параметр шероховатости поверхности обеспечиваются жесткостью и точностью станка, дискретностью и стабильностью позиционирования и ввода коррекции, а также качеством СЧПУ.
Конструктивно системы ЧПУ бывают разомкнутыми, замкнутыми и самонастраивающимися; по виду управления движением — позиционными, прямоугольными, непрерывными (контурными).
Системы ЧПУ разомкнутого вида используют один поток информации. Программу считывает устройство, в результате чего на выходе последнего появляются командные сигналы, которые после преобразования направляют к механизму осуществляющему перемещение исполнительных органов станка (например, суппортов). Контроль соответствия действительного перемещения заданному отсутствует.
В замкнутых СЧПУ для обратной связи используются два потока информации. Один поток поступает от считывающего устройства, а второй — от устройства, измеряющего действительные перемещения суппортов, кареток или других исполнительных органов станка.
У самонастраивающихся систем (CNC) информация, поступающая от считывающего устройства корректируется с учетом поступающих из блока памяти сведений о результатах обработки предыдущей заготовки. За счет этого повышается точность обработки, так как изменения условий работы запоминаются и обобщаются в устройствах самонастройки памяти станка, а затем преобразуются в управляющий сигнал. От простых СЧПУ CNC отличается автоматической приспособляемостью процесса обработки заготовки к изменяющимся условиям обработки (по определенным критериям) для лучшего использования возможностей станка и инструмента. Станки с простой СЧПУ отрабатывают программу без учета действия случайных факторов, например припуска, твердости обрабатываемого материала и состояния режущих кромок инструмента. CNC, в зависимости от поставленной задачи и методов ее решения разделяют на системы регулирования какого-либо параметра (например, скорости резания и т. д.) и системы, обеспечивающие поддержание наибольшего значения одного или нескольких параметров.
От простых СЧПУ CNC отличается автоматической приспособляемостью процесса обработки заготовки к изменяющимся условиям обработки (по определенным критериям) для лучшего использования возможностей станка и инструмента. Станки с простой СЧПУ отрабатывают программу без учета действия случайных факторов, например припуска, твердости обрабатываемого материала и состояния режущих кромок инструмента. CNC, в зависимости от поставленной задачи и методов ее решения разделяют на системы регулирования какого-либо параметра (например, скорости резания и т. д.) и системы, обеспечивающие поддержание наибольшего значения одного или нескольких параметров.
Системы ЧПУ, обеспечивающие точную установку исполнительного механизма в заданное положение, называют позиционными. Исполнительный орган в этом случае в определенной последовательности обходит заданные координаты по осям X и Y (рис. 8). При этом сначала выполняется установка (позиционирование) исполнительного органа в точке с заданными координатами, а затем — обработка. Разновидностью позиционных СЧПУ являются прямоугольные СЧПУ, в которых программируются не точки, а отдельные отрезки, но при этом продольная и поперечная подачи разделены во времени.
Разновидностью позиционных СЧПУ являются прямоугольные СЧПУ, в которых программируются не точки, а отдельные отрезки, но при этом продольная и поперечная подачи разделены во времени.
Системы ЧПУ (рис. 8, 6 чертежа станка) обеспечивающие последовательное включение продольной и поперечной подач станка при обработке поверхности ступенчатой формы, называют прямоугольными. Эти СЧПУ используют в токарных, карусельных, револьверных, фрезерных и других станках. Обработку ступенчатых валов и других деталей с прямоугольными контурами выполняют только по траекториям, параллельным направлению перемещений рабочих органов.
Системы ЧПУ (рис. 8, в), обеспечивающие непрерывное управление рабочими органами в соответствии с заданными законами изменения их пути и скорости перемещения для получения необходимого контура обработки, называют контурными. При этом инструмент движется относительно заготовки по криволинейной траектории, которая получается в результате сложения движений по двум (плоская криволинейная траектория) или трем (пространственная криволинейная траектория) прямолинейным координатам.
Такие СЧПУ применяют в токарных и фрезерных станках при изготовлении деталей с фасонными поверхностями. Подача S инструмента в каждый момент обработки складывается из поперечной snon и продольной Sпр подач. Следовательно, перемещения инструмента по различным координатным осям функционально связаны друг с другом.
Как сделать отличный инженерный чертеж, производители поймут
До появления ЧПУ машинисты изготавливали детали исключительно на основе 2D-чертежей. С тех пор мы прошли долгий путь, и теперь рисунок гораздо менее важен для процесса резки материала благодаря точному 3D-моделированию и программам CAM. Тем не менее, чертежи по-прежнему являются отличным способом обозначить особые требования, такие как жесткие допуски на критически важные элементы.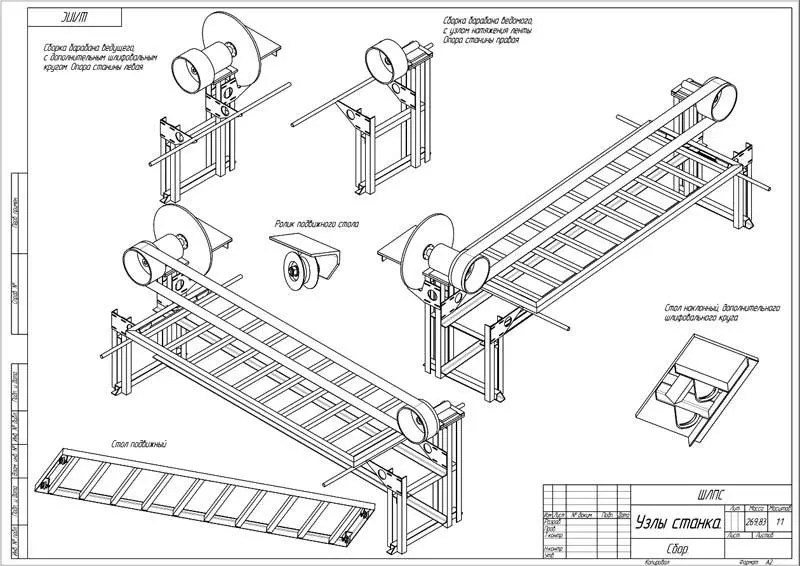
Из этого туториала Вы узнаете, как создать отличный инженерный чертеж, который будет понятен Fictiv и любому машинисту, с которым вы работаете.Для целей данного руководства мы используем Solidworks, но этот процесс можно легко воспроизвести в других программах для инженерного рисования.
1. Откройте файл чертежа Fictiv
Мы предоставили чертеж Solidworks, который вы можете использовать в качестве основы для создания чертежа с ЧПУ.
2. Виды компоновки чертежей
Во-первых, нам нужно разложить виды чертежа. Простые части могут быть полностью представлены двумя или тремя видами, в то время как более сложные части, как правило, требуют большего. Демонстрационная часть корпуса для этого руководства потребует трех видов и вида в разрезе, который представляет собой вид детали, как если бы она была вырезана, чтобы показать ее внутренние особенности.Добавьте эти виды чертежа к базовому чертежу, щелкнув «Вид модели» на вкладке «Макет вида» и выбрав свою модель.
Важно правильно масштабировать виды, чтобы вокруг них было достаточно места для заметок и размеров; изменение размеров видов позже, после того, как размеры были размещены, может быть трудным и неприятным.
Solidworks автоматически добавляет метки центра к отверстиям, поэтому, если в вашем программном обеспечении их нет, вам следует добавить их. Это просто условное обозначение, показывающее производителю или любому, кто читает чертеж, где находятся отверстия.
Справочные представления – хороший элемент, который можно добавить в пользу производителя; один или два изометрических изображения могут помочь им по-настоящему увидеть, что они придумывают.
3. Определение позиционных размеров
Теперь этот процесс значительно упростился, поскольку большая часть геометрической информации содержится в твердотельной модели. Здесь мы хотим уловить важнейшие аспекты.
Это размеры, которые должны быть правильными, обычно потому, что здесь деталь взаимодействует с другой деталью.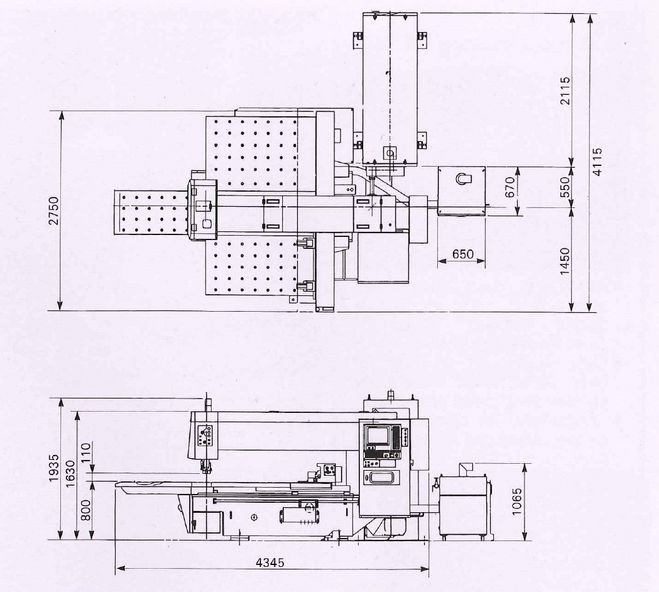 Образцы отверстий – хороший тому пример; например, на внешних четырех углах демонстрационной части корпуса. Этот шаблон отверстий показывает, как деталь будет крепиться к основанию, и поэтому должен совпадать с отверстиями в соединительной детали.
Образцы отверстий – хороший тому пример; например, на внешних четырех углах демонстрационной части корпуса. Этот шаблон отверстий показывает, как деталь будет крепиться к основанию, и поэтому должен совпадать с отверстиями в соединительной детали.
Здесь вам нужно обращать внимание как на желаемую терпимость, так и на терпимость, которую вы на самом деле вызываете. Мы включили общие инструкции по допускам в основную надпись.
Допуск определяется значащими цифрами основного размера.
Например, расстояние между внешними отверстиями было спроектировано 114,3 мм. Если вы назовете размер как «114», общий допуск будет означать, что отсутствие десятичных разрядов (X) составляет ± 2,5 мм.
Это означает, что допустимое расстояние между отверстиями составляет от 116,5 до 111,5 мм, что, вероятно, не сработает, если мы взаимодействуем с другой деталью! Нам нужен жесткий допуск на этот размер, поэтому мы будем использовать размер с одним десятичным знаком (. X), который составляет ± 0,25 мм.Точно так же мы будем использовать размер с одним десятичным знаком для шаблона внутренних отверстий.
X), который составляет ± 0,25 мм.Точно так же мы будем использовать размер с одним десятичным знаком для шаблона внутренних отверстий.
Pro Подсказка: Обратите внимание, что идентичные размеры не нужно называть, а просто ставить «2X» перед вызываемым размером.
Для этой конкретной детали имеется более низкий допуск по высоте, поскольку нет требований к ее размеру. Мы добавляем размер к центральному виду без десятичных знаков, что дает нам допуск ± 2,5 мм.
На виде снизу я назвал толщину стенки равной 6.35, за которым следует «TYP», что означает типичный. По сути, это означает, что все одинаковые толщины стенок могут быть вызваны только одним размером, что делает чертеж намного чище.
Pro Tip: Использование заглавных букв на чертеже упрощает чтение и понимание.
4. Выноски отверстий
После определения положения отверстий и других критических размеров нам необходимо определить диаметры отверстий, глубину и соответствующие допуски.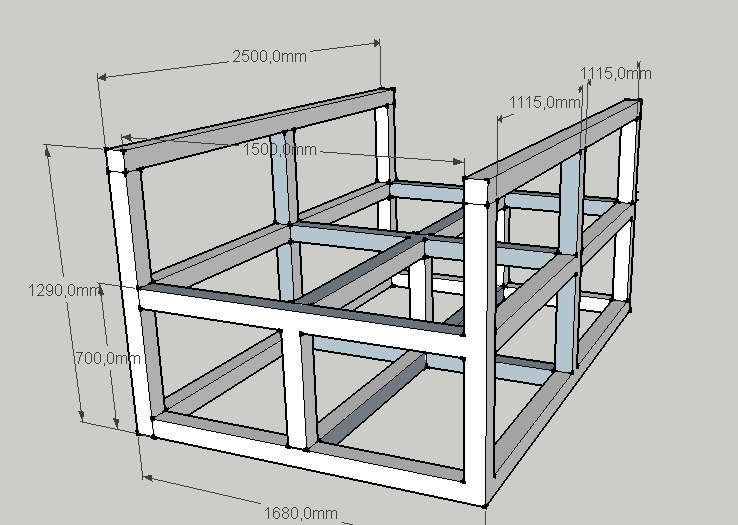 Также сюда может быть включено нарезание резьбы, которое производитель должен сделать, например, в верхней части демонстрационного корпуса есть четыре резьбовых отверстия № 6-32.
Также сюда может быть включено нарезание резьбы, которое производитель должен сделать, например, в верхней части демонстрационного корпуса есть четыре резьбовых отверстия № 6-32.
Обратите внимание, что если у вас есть только отверстия с резьбой для обозначения, вы можете пропустить чертеж с помощью Fictiv и просто использовать наш инструмент автоматического определения резьбы.
Идентичные отверстия не нужно называть, но их можно исправить, поместив «4X» перед обозначенным размером. Здесь мы используем резьбу UNC, потому что краны и оборудование обычно более доступны в США
. Сквозные отверстия – это отверстия, которые полностью проходят сквозь деталь, в то время как глухие отверстия имеют заданную глубину, обозначенную символом ↧.Аналогичным образом обозначается глубина отверстий с потайной головкой, которой предшествует символ. Четыре внешних отверстия на демонстрационном корпусе – хорошие примеры того, как следует обозначать потайное отверстие.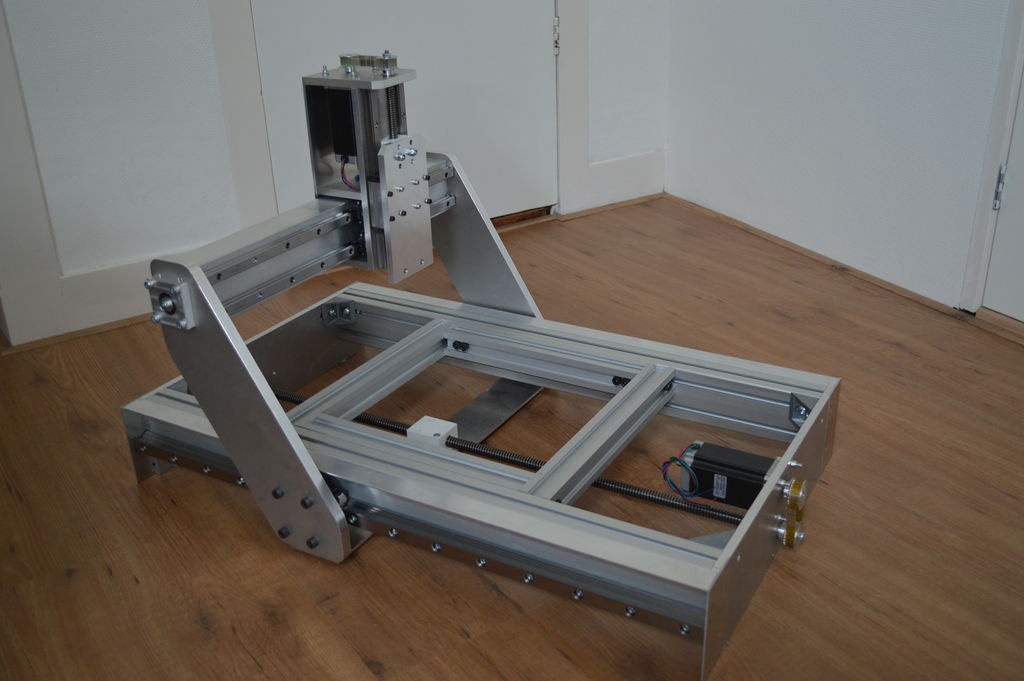 Четыре внутренних отверстия являются отверстиями с резьбой, и их конкретная резьба должна быть обозначена здесь, # 6-32.
Четыре внутренних отверстия являются отверстиями с резьбой, и их конкретная резьба должна быть обозначена здесь, # 6-32.
5. Примечания к поверхности
Вы также можете использовать чертеж, чтобы проинструктировать вашего производителя о любых конкретных инструкциях по поверхности. Это соответствует скорости, которую оператор ЧПУ будет использовать для резки определенной поверхности, а также типу концевой фрезы.
В общем, 64RMS – хорошее число для гладкой обработки, но вы можете немного почувствовать траектории инструмента. Я бы порекомендовал 32RMS или ниже для любых поверхностей сопряжения с уплотнительным кольцом или любой поверхности, которая должна быть действительно гладкой.
Ниже приведен пример компаратора шероховатости поверхности, показывающий разницу в нескольких вариантах качества поверхности.
Как и в случае с другими допусками, чем жестче допуск (более гладкая поверхность), тем больше вам придется заплатить за это. Я добавил покрытие 64RMS к основной надписи, но нам нужно более гладкое покрытие на верхней поверхности демонстрационного корпуса, поэтому мы добавим примечание.
Я добавил покрытие 64RMS к основной надписи, но нам нужно более гладкое покрытие на верхней поверхности демонстрационного корпуса, поэтому мы добавим примечание.
6. Информация о производстве
Верхний левый угол чертежа используется для дополнительных примечаний для производителя, которые могут включать инструкции по нанесению покрытия или маркировку деталей. В этом руководстве мы добавим примечание о разрыве всех краев, а также несколько других полезных основных примечаний.
7. Экспорт в PDF
Поздравляем! Вы закончили чертеж детали с ЧПУ.Последний шаг – экспорт чертежа в формате PDF. В Solidworks это так же просто, как перейти в «Файл» → «Сохранить как» и выбрать PDF в качестве «Тип файла».
Готовы заказать детали с ЧПУ с жесткими допусками? Fictiv с радостью примет ваши технические чертежи и требования к допускам для конкретных элементов. Мы можем обрабатывать изделия с допусками до +/- 0,0002 и можем предоставить услуги по отделке, установке оборудования и контролю качества. Узнайте больше о наших комплексных услугах по обработке с ЧПУ или создайте бесплатную учетную запись, чтобы мгновенно получить расценки!
Узнайте больше о наших комплексных услугах по обработке с ЧПУ или создайте бесплатную учетную запись, чтобы мгновенно получить расценки!
Лучшее программное обеспечение CAD / CAM для начинающих станков с ЧПУ [2020]
Давайте посмотрим правде в глаза – вам предстоит многому научиться, когда вы только начинаете работать с ЧПУ.И, учитывая, что ЧПУ – это станки с компьютерным управлением, большая часть этого обучения связана с программным обеспечением. Любой новичок в области ЧПУ должен будет получить представление о базовом программном пакете, который лежит в основе всей работы с ЧПУ.
Существует множество различных программ для ЧПУ, которые я называю «Цифровой инструмент». Вам не нужно знать обо всем этом, но если вам интересно, у нас есть Полное руководство по программному обеспечению ЧПУ, в котором подробно описывается, что все это делает.
Из этой статьи вы узнаете:
- Минимальный набор программного обеспечения ЧПУ для начинающих.
- Как выбрать каждый компонент в Minimum CNC Suite, чтобы убедиться, что вы получите лучший вариант для себя.
- Некоторые специальные предложения, которые помогут вам сэкономить деньги на некоторых комбинациях.
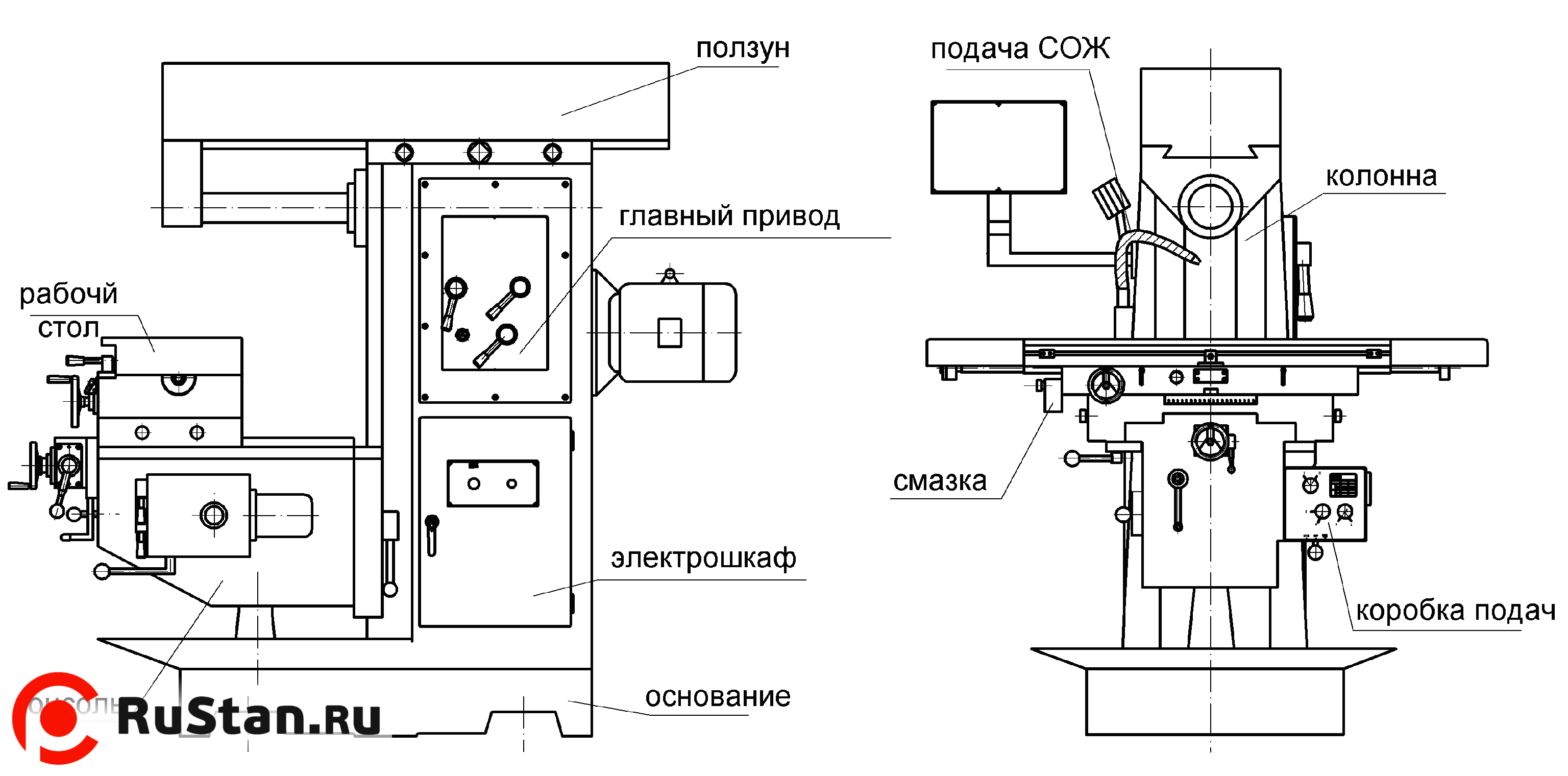
Минимальный набор программного обеспечения ЧПУ для начинающих
Что вам нужно, так это минимальный набор программного обеспечения для поддержки базового рабочего процесса CAD / CAM:
Для этого вам понадобятся следующие типы программного обеспечения:
- Программное обеспечение САПР: CAD расшифровывается как Computer Aided Design.В основном это рисунок на компьютере, но с нанесенными на чертежи размерами. Используйте его, чтобы создавать и корректировать свои проекты. Программное обеспечение CAD – это способ создания «чертежей» деталей в мире ЧПУ.
- Программное обеспечение CAM: CAM означает автоматизированное производство. Он принимает файл чертежа САПР и с множеством подсказок от вас использует информацию для создания g-кода. G-код – это то, чем запрограммирован ваш станок с ЧПУ.
- Калькулятор каналов и скоростей. Хотя многие пакеты CAM имеют некоторое представление о каналах и скоростях, это действительно ужасно.Плохие каналы и скорость были одной из главных жалоб на программное обеспечение CAM в наших ежегодных опросах. Как новичку, вам понадобится вся доступная помощь, чтобы избежать поломки инструментов, а калькулятор каналов и скоростей поможет вам с этим. Управляющее программное обеспечение
- : обычно оно встроено в ваш станок с ЧПУ, поэтому просто дайте краткий обзор этого здесь.
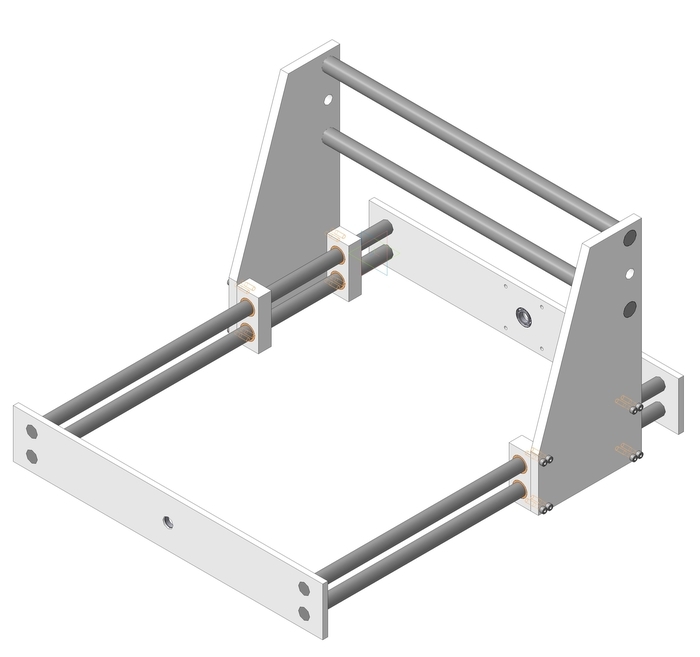 Хотя многие пакеты CAM имеют некоторое представление о каналах и скоростях, это действительно ужасно.Плохие каналы и скорость были одной из главных жалоб на программное обеспечение CAM в наших ежегодных опросах. Как новичку, вам понадобится вся доступная помощь, чтобы избежать поломки инструментов, а калькулятор каналов и скоростей поможет вам с этим.
Хотя многие пакеты CAM имеют некоторое представление о каналах и скоростях, это действительно ужасно.Плохие каналы и скорость были одной из главных жалоб на программное обеспечение CAM в наших ежегодных опросах. Как новичку, вам понадобится вся доступная помощь, чтобы избежать поломки инструментов, а калькулятор каналов и скоростей поможет вам с этим. Мы рассмотрим каждый из них и посмотрим, на что вам следует обратить внимание перед покупкой программного обеспечения ЧПУ, и какие варианты вам следует рассмотреть лучше всего.Прежде чем мы это сделаем, я хочу затронуть еще пару общих тем. Во-первых, я хочу выяснить, подходят ли вам свободные программы. Во-вторых, я хочу поговорить о том, как профессионалы и новички / любители по-разному подходят к своему программному обеспечению ЧПУ, и как это должно повлиять на то, как вы выбираете программное обеспечение.
Бесплатное программное обеспечение: подходит ли оно вам?
Мы предлагаем исчерпывающее руководство по бесплатному программному обеспечению для ЧПУ, но прежде чем вы поспешите в этом направлении, остановитесь и спросите себя:
Подходит ли мне бесплатное программное обеспечение?
Ответ неочевиден, несмотря на то, что вам говорит ваш кошелек.Проблема в том, что бесплатное программное обеспечение редко бывает лучшим по цене .
Как я уже упоминал, нужно многому научиться, чтобы регулярно и успешно изготавливать детали с помощью ЧПУ. Вы действительно хотите вести тяжелую битву с неинтуитивным и часто глючным программным обеспечением, просто чтобы сэкономить пару долларов? Поверьте мне на слово, нет. Большая часть доступного бесплатного программного обеспечения (но не все!) Значительно уступает платному, и есть много платных пакетов, которые в любом случае не так уж дороги.
CAD / CAM будет самым сложным программным обеспечением, которое вы будете использовать для программирования с ЧПУ. И это будет программное обеспечение, на изучение и использование которого вы тратите больше всего времени. На поиск подходящего решения стоит потратить время и, возможно, деньги.
И это будет программное обеспечение, на изучение и использование которого вы тратите больше всего времени. На поиск подходящего решения стоит потратить время и, возможно, деньги.
Вам нужно придумать только три пакета программного обеспечения – CAD, CAM и Feeds / Speeds Calculator. Есть даже предложения, которые объединяют пару из них. Прочтите, чтобы проверить их. Они сэкономят вам массу времени и избавят от лишних хлопот за несколько долларов.Хороший старт в ЧПУ того стоит!
Pro против программного обеспечения для начинающих / любителей
Во многих сферах деятельности возникает соблазн начать с самого лучшего. Получите то же самое, что и программное обеспечение Pro, как можно об этом пожалеть?
Причина, по которой это может быть не лучший подход, заключается в том, что профессионалы и новички должны решать разные проблемы.
Подумайте: многие магазины используют лидирующие на рынке программные пакеты, потому что им нужно обмениваться файлами с клиентами, и им нужно иметь возможность нанимать талантов, которые знакомы с программным обеспечением День 1, не требуя большого дорогостоящего обучения, чтобы быстро освоиться.
В любом случае, выбор лидера рынка или отраслевого стандартного программного обеспечения для их рынка может иметь смысл. Это гарантирует, что у них с большей вероятностью будет то же программное обеспечение, что и у клиентов, чтобы они могли делиться файлами. Кроме того, это гарантирует, что новые сотрудники с большей вероятностью будут знать популярное программное обеспечение, которое они выбрали, поэтому меньше обучения.
Новичкам и любителям не должно волновать ни одна из этих проблем.
Кстати, ведущим программным обеспечением САПР для профессионалов является SolidWorks, а ведущим программным обеспечением САПР – Mastercam, хотя Fusion 360 быстро набирает обороты.
Pros необходимо программное обеспечение, которое лучше всего подходит для тех, кто является экспертом в использовании программного обеспечения. Им нужен САПР, который позволяет экспертам быстрее создавать точные чертежи. Им нужно программное обеспечение CAM, которое генерирует g-код, который выполняется с максимально возможной скоростью на их станке с ЧПУ, даже если это означает, что только эксперты могут заставить программу делать что угодно. Это потому, что они потенциально производят тысячи деталей из одной программы G-кода.
Это потому, что они потенциально производят тысячи деталей из одной программы G-кода.
Хотя более быстрое рисование и более быстрый g-код могут показаться отличными, новички и любители часто просто хотят как можно скорее приступить к созданию своих деталей.Кто захочет потратить сотни часов на то, чтобы сделать что-нибудь простое?
В моей статье о том, как профессионалы и новички выбирают программное обеспечение, я могу еще многое сказать, но давайте все упростим:
Вам нужно программное обеспечение, простое в освоении и доступное по цене, даже если оно не является самым мощным.
У любителей и новичков разные потребности, чем у представителей индустрии. Если вы примете это и будете придерживаться этого правила, вы будете намного быстрее запускать собственные детали с ЧПУ.
Программное обеспечение САПР для начинающих и любителей
Шаг первый – найти программное обеспечение САПР, которое вы сможете полюбить. Это программное обеспечение, которое вы будете использовать чаще, чем любой другой из трех базовых пакетов, и на его освоение уйдет больше всего времени. Самое первое, что вам нужно знать, это то, что не существует единственного лучшего пакета САПР для всех. Нет даже лучшего для начинающих.
Самое первое, что вам нужно знать, это то, что не существует единственного лучшего пакета САПР для всех. Нет даже лучшего для начинающих.
Это потому, что разные люди найдут разные пакеты более или менее интуитивно понятными (т.е. в соответствии с тем, как они думают о рисовании на компьютере), и поэтому их легче учить. Также разные пакеты имеют разные дизайнерские возможности. Если вы хотите разрабатывать прецизионные детали машин, это один набор возможностей. Если вы хотите создавать художественные изделия, например вывески, которые можно сделать на фрезерных станках с ЧПУ, это другой набор возможностей.
Вам нужно будет потратить около двух недель на опробование каждого пакета, который вы включили в свой короткий список, и я советую вам попробовать включить в этот список 3 пакета.Если вы собираете станок с ЧПУ или ждете его прибытия, потратьте это время с умом на опробование пакетов САПР, чтобы найти то, что вам подходит.
Я расскажу вам больше о том, как опробовать их, когда вы составите свой короткий список, но сначала вот несколько вещей, о которых следует подумать при составлении краткого списка пакетов САПР для рассмотрения.
Как новичок / любитель, вам не нужен непонятный пакет, которым пользуются очень немногие. Вам нужно что-то, чем многие пользуются, чтобы оно существовало долгое время и чтобы вы могли найти людей, которые помогут вам с этим.Хорошие новости: мы тщательно опросили специалистов с ЧПУ о CAD и CAM и можем сказать вам, какова их доля на рынке.
Интегрированные пакеты CAD / CAMВот еще одна заманчивая возможность. Интеграция всегда звучит хорошо, правда? И большинство пакетов CAM имеют встроенный CAD. Так что, может быть, нам не стоит беспокоиться о CAD. Может быть, мы просто выберем правильный CAM, и он решит проблему с помощью встроенного CAD.
Я хочу, чтобы вы вынесли две вещи о перспективах интеграции.Во-первых, гораздо важнее иметь отличный пакет САПР, чем интегрированный пакет САПР. Большинство универсальных пакетов с двумя исключениями (Fusion360 и Aspire) пронизаны компромиссом, когда мы говорим о программном обеспечении CAM, которое имеет встроенную функцию CAD. По этой причине я настоятельно рекомендую, если вам нужна интеграция, искать CAM, который интегрируется с пакетом успешного поставщика САПР. Так уж получилось, что Fusion 360 является таким пакетом, вероятно, поэтому он является единственным исключением.
По этой причине я настоятельно рекомендую, если вам нужна интеграция, искать CAM, который интегрируется с пакетом успешного поставщика САПР. Так уж получилось, что Fusion 360 является таким пакетом, вероятно, поэтому он является единственным исключением.
Во-вторых, для профессионалов интеграция гораздо важнее, чем для любителей и новичков. В принципе, возьмите его, если выбранные вами CAD и CAM совместимы и являются правильным выбором сами по себе, но не беспокойтесь об интеграции в противном случае.
СообществоЯ твердо убежден, что при выборе программного обеспечения САПР вам в первую очередь следует учитывать сообщество. Как новичку или любителю, вам понадобится помощь в изучении программного обеспечения. У вас будут вопросы.И вы не знаете того, чего не знаете. Во всем этом может помочь процветающее онлайн-сообщество.
Возьмите свой список потенциального программного обеспечения САПР и поищите отличные онлайн-сообщества, которые поддерживают это программное обеспечение.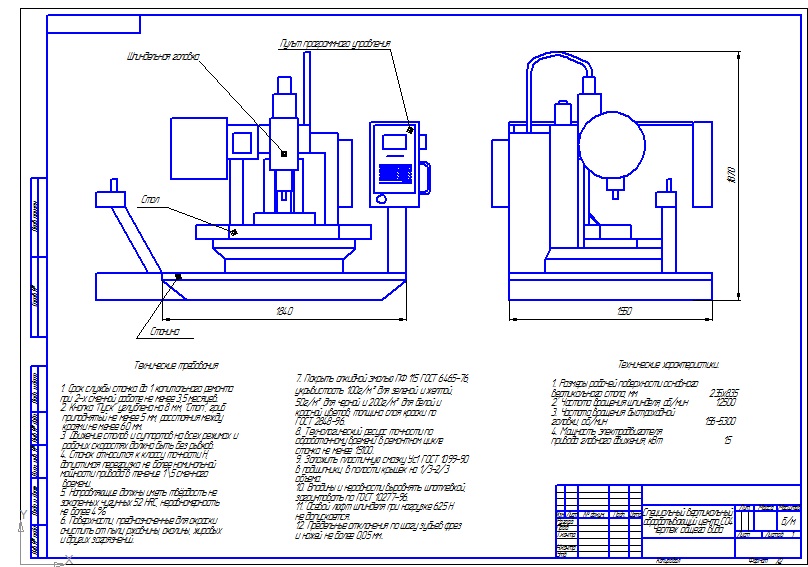 Я могу сказать вам прямо сейчас, что у Autodesk, включая Fusion 360, есть отличные онлайн-сообщества. Solidworks имеет отличное онлайн-сообщество. Rhino3D, который в противном случае был бы одним из моих любимых, использует очень старомодный (почти еще до ПК) подход к онлайн-сообществу, который не очень удобен для пользователя.Я не уверен, что могу рекомендовать его по этой причине.
Я могу сказать вам прямо сейчас, что у Autodesk, включая Fusion 360, есть отличные онлайн-сообщества. Solidworks имеет отличное онлайн-сообщество. Rhino3D, который в противном случае был бы одним из моих любимых, использует очень старомодный (почти еще до ПК) подход к онлайн-сообществу, который не очень удобен для пользователя.Я не уверен, что могу рекомендовать его по этой причине.
Обязательно посетите YouTube, так как доступ к обучающим видео очень полезен. Вот некоторые данные о доле рынка и видео на YouTube для различных пакетов САПР, которые могут вам помочь:
Любой пакет, содержащий от сотен тысяч до более миллиона доступных видео на YouTube, будет легко найти бесплатное онлайн-обучение. И, кстати, это шесть лучших пакетов по доле рынка из нашего обзора.
Доступность Большинство новичков и любителей не могут потратить 4000 долларов на пакет CAD больше, чем на новый ультрасовременный VMC.Им нужно что-то доступное, а это означает сотни долларов, а не тысячи долларов.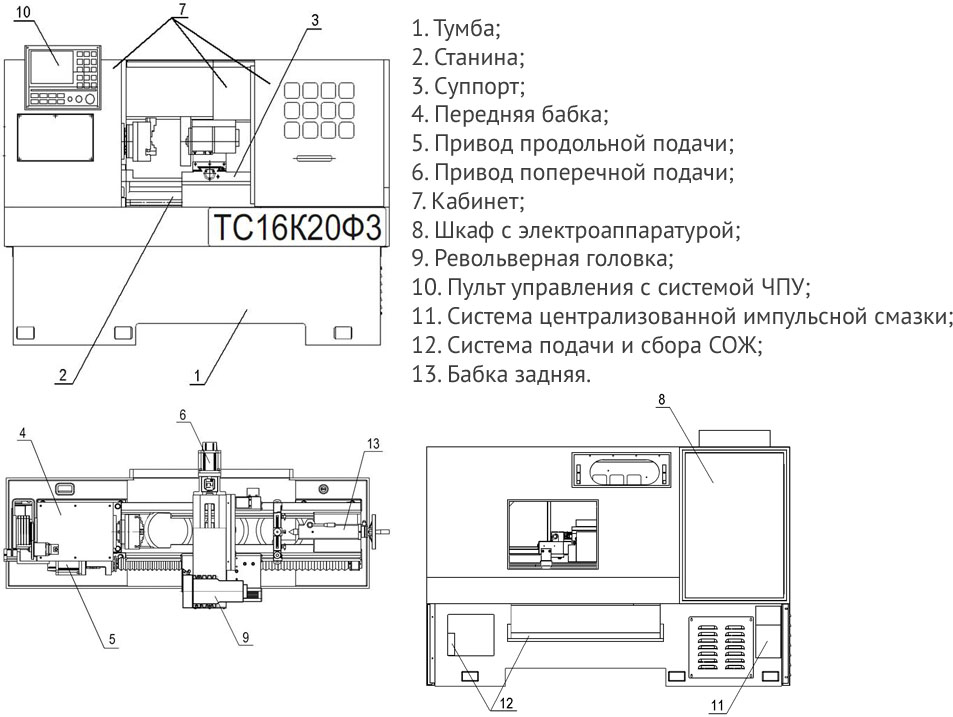
Хорошая новость заключается в том, что рынки в большей или меньшей степени признают это. Фактически, вы можете получить каждый из вышеперечисленных пакетов в ценовом диапазоне, доступном для начинающих и любителей. Я не хочу публиковать здесь все подробности, потому что боюсь, что специальные предложения исчезнут, но если вы хотите подписаться на бесплатную услугу ниже, я могу отправить вам подробные сведения по электронной почте:
2D и 3D / твердотельное моделированиеВ наши дни, зачем рассматривать чистую 2D-систему CAD? Все известные 3D-системы могут читать и записывать DXF (самый популярный формат 2D-файлов), а также создавать 2D-модели.
Как оценить и выбрать программное обеспечение САПР Хорошо, мы зашли так далеко, и у нас есть несколько практических правил, которые нужно использовать, чтобы добраться до нашего короткого списка. Теперь, когда у вас осталось всего 2 или 3 варианта, пора их оценить. На это нужно потратить серьезное время. Я рекомендую вам потратить 2 недели на каждый пакет. Это потому, что потребуется много времени, чтобы преодолеть первоначальное разочарование и кривую обучения, чтобы вы могли начать понимать, подходит ли вам пакет или нет.
На это нужно потратить серьезное время. Я рекомендую вам потратить 2 недели на каждый пакет. Это потому, что потребуется много времени, чтобы преодолеть первоначальное разочарование и кривую обучения, чтобы вы могли начать понимать, подходит ли вам пакет или нет.
Кроме того, я рекомендую вам попытаться нарисовать как минимум 3 или 4 одинаковых детали в каждом пакете, который вы оцениваете. Это может помочь сделать сравнения больше яблок с яблоками. Для начала выберите что-нибудь простое. Вот первая часть, которую я нарисовал в пакете САПР:
Сложно сказать, но это опора для токарного патрона. Он достаточно сложен, чтобы служить реальным примером, но на чертеже не так много различных деталей, чтобы научиться их делать целую вечность.Еще более простой деталью будет эта распорная пластина карбюратора с 4 цилиндрами:
Это взято из моей статьи «Секреты перехода от CAD, Image, DXF или STL к GCode для ЧПУ и 3D-печати».
Вам также следует нарисовать что-то, для чего требуется несколько компонентов. Это то, что в мире САПР называется «сборкой», и вам придется много этим заниматься. Вот несколько простых сборок, которые я нарисовал:
Это то, что в мире САПР называется «сборкой», и вам придется много этим заниматься. Вот несколько простых сборок, которые я нарисовал:
YoYo – это потрясающие проекты с ЧПУ!
Больше в инструменты? Вот тиски, которые я сделал, которые очень помогли мне в магазине…
Если вы можете нарисовать все из них в каждом оцениваемом пакете САПР (или что-то подобное, которое вы хотите нарисовать), вы сделали домашнее задание.
Вот иллюстрированное руководство, если вам нужен подробный и глубокий процесс выбора программного обеспечения САПР:
Шаг 1. Составьте список кандидатов…
Шаг 2. Проведите исследование в Интернете…
Шаг 3: Практическое тестирование. Нарисуйте по 3 части в каждом пакете САПР, чтобы определить, какая из них лучше всего подходит для вас…
Теперь спросите себя: «Какой из них было легче всего выучить?» А также: “Какой из них кажется более естественным, чтобы я продолжал его использовать?”
По всей видимости, одна из упаковок будет выделяться среди других.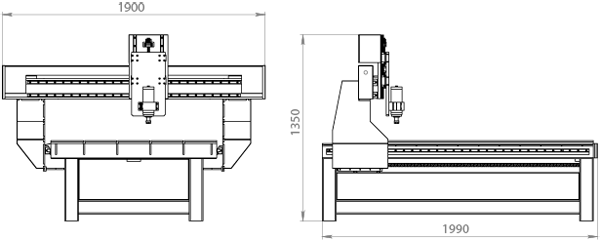 Ваш выбор, вероятно, не будет таким же, как выбор вашего приятеля или выбор банды на онлайн-доске машиниста, говорящей о CAD. Отлично. У всех разные стили. Важно выбрать программное обеспечение, которое лучше всего подходит для вас!
Ваш выбор, вероятно, не будет таким же, как выбор вашего приятеля или выбор банды на онлайн-доске машиниста, говорящей о CAD. Отлично. У всех разные стили. Важно выбрать программное обеспечение, которое лучше всего подходит для вас!
Программное обеспечение CAM для начинающих и любителей
После того, как ваше программное обеспечение CAD выбрано и более или менее под контролем, следующим шагом будет программное обеспечение CAM. Напомним, что роль CAM заключается в том, чтобы принять модель CAD и сгенерировать из нее g-код, который может запустить ваш станок с ЧПУ.Программное обеспечение CAM в основном предназначено для создания траекторий инструмента, которые направляют режущие части через материал для получения желаемой формы.
Каждый новичок слышит эту информацию о роли программного обеспечения CAM, и у них складывается неправильное представление о 90% программ CAM. Они думают, что просто загрузят САПР в пакет CAM, нажмут кнопку, и их g-код будет готов к работе. Какое разочарование узнать, что все НАМНОГО сложнее! По крайней мере, в большинстве случаев они сложнее, в ближайшее время я упомяну одно исключение.
Какое разочарование узнать, что все НАМНОГО сложнее! По крайней мере, в большинстве случаев они сложнее, в ближайшее время я упомяну одно исключение.
На самом деле, использование пакета CAM означает понимание того, какие траектории инструмента он может создать, а затем сопоставление этих траекторий с различными элементами готовой детали для вырезания каждого элемента. Наша статья «Полное руководство по путям инструментов CAM» проведет вас через все это и включает примеры.
Кстати, для 3D-печати их эквивалентом CAM является программное обеспечение «Slicing», и оно действительно намного проще, чем CAM. Думаю, это одна из причин, по которой многие рекомендуют новичкам начинать с 3D-печати.Но вот в чем дело:
Если вы готовы выбрать правильное упрощенное программное обеспечение CAM вместо того, чтобы настаивать на самом мощном CAM за все время, вы можете значительно сократить время обучения.
Спросите себя: «Хотите ли вы значительно расширить свою кривую обучения в поисках максимальной мощности или вы хотите начать производство деталей прямо сейчас?»
Ответ определит для вас лучшие решения.
Если вы готовы на некоторое время принять менее мощную программу CAM, вы можете почти сразу приступить к изготовлению деталей.И вы максимально приблизитесь к идеалу «Нажмите кнопку и автоматически преобразуйте модель САПР в G-код».
Менее мощная программа CAM в данном случае – это MeshCAM. Когда я обнаружил, насколько легко получить результаты с помощью MeshCAM, я пошел прямо к разработчикам и попросил их разрешить мне стать дилером MeshCAM. Я хотел поделиться этой невероятной находкой с другими, особенно с новичками. Лично я думаю, что каждый новичок должен начать с MeshCAM и перейти к чему-то более мощному, когда вы будете готовы.Это позволит вам изготавливать настоящие детали быстрее, чем что-либо еще.
Но от чего откажетесь?
MeshCAM идет на компромиссы, чтобы упростить работу. Эти компромиссы имеют следующие последствия:
- Программы G-кода MeshCAM не являются программами с оптимальной производственной скоростью, которые могут быть созданы другими CAM. Кстати, они тоже не ужасно медленные, они просто не попадут в топ-10-20% демонов скорости. Для многих механиков-любителей это вообще не имеет значения.Но если вы пытаетесь вести бизнес с ЧПУ, вы не сможете долго позволять себе неэффективное производство. Программы G-кода
- MeshCAM могут быть длиннее, чем другие программы CAM. Это часть общей эффективности, но на нее смотрят несколько иначе. Если ваш станок с ЧПУ не старый и у него очень мало памяти, это не имеет для вас никакого значения.
- Вы можете отказаться от некоторой точности. Многие новички слишком рано увлекаются точностью. Дайте конкурентоспособному человеку число, которое он может измерить, и внезапно ему придется побить его.Для большинства работ с ЧПУ подойдет MeshCAM. Если вам нужна точность до последней тысячной доли, не говоря уже о последних десятитысячных дюйма, MeshCAM не даст вам достаточного контроля, чтобы сделать это легко. Для большинства новичков и любителей это вообще не имеет значения.
 Кстати, они тоже не ужасно медленные, они просто не попадут в топ-10-20% демонов скорости. Для многих механиков-любителей это вообще не имеет значения.Но если вы пытаетесь вести бизнес с ЧПУ, вы не сможете долго позволять себе неэффективное производство.
Кстати, они тоже не ужасно медленные, они просто не попадут в топ-10-20% демонов скорости. Для многих механиков-любителей это вообще не имеет значения.Но если вы пытаетесь вести бизнес с ЧПУ, вы не сможете долго позволять себе неэффективное производство.С другой стороны, есть буквально ТОННА концепций и навыков, которые вам не понадобятся с MeshCAM:
- Вам не нужно понимать, когда и как использовать миллионы различных типов траекторий. На нашей странице обзора траекторий буквально перечислено множество различных типов, и лучшие пакеты CAM могут справиться со всеми ними.Проблема в том, что многому нужно научиться только для того, чтобы понять, когда использовать каждый из них, не говоря уже о том, как настраивать каждый из них. MeshCAM ограничивает это несколькими и помогает вам определить, какие из них использовать.
- Сообщает САПР, где на чертеже САПР разместить траекторию. Это сложный и зачастую утомительный процесс для начинающих. Установка систем координат, начала координат и обозначение различных функций для вашего программного обеспечения CAM – это хлопот. Да, это дает вам полный контроль над тем, что происходит, но для новичков нет золотой середины.С MeshCAM он воспринимает чертеж САПР как дыру и решает, как с этим бороться. Вы отвечаете на минимум вопросов, чтобы все заработало.
- Библиотеки инструментов, таблицы стилей и многое другое. Fancy CAM имеет необычные функции для опытных пользователей. Во многих случаях они заставляют вас использовать их независимо от того, нужны они вам или нет. MeshCAM отбросил большую часть этого в интересах простоты. Это означает, что вы получаете G-код для простых работ, выполняемых НАМНОГО быстрее.
 На нашей странице обзора траекторий буквально перечислено множество различных типов, и лучшие пакеты CAM могут справиться со всеми ними.Проблема в том, что многому нужно научиться только для того, чтобы понять, когда использовать каждый из них, не говоря уже о том, как настраивать каждый из них. MeshCAM ограничивает это несколькими и помогает вам определить, какие из них использовать.
На нашей странице обзора траекторий буквально перечислено множество различных типов, и лучшие пакеты CAM могут справиться со всеми ними.Проблема в том, что многому нужно научиться только для того, чтобы понять, когда использовать каждый из них, не говоря уже о том, как настраивать каждый из них. MeshCAM ограничивает это несколькими и помогает вам определить, какие из них использовать.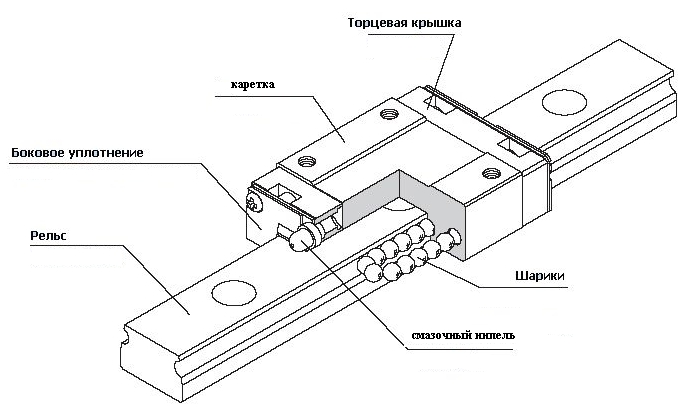 Во многих случаях они заставляют вас использовать их независимо от того, нужны они вам или нет. MeshCAM отбросил большую часть этого в интересах простоты. Это означает, что вы получаете G-код для простых работ, выполняемых НАМНОГО быстрее.
Во многих случаях они заставляют вас использовать их независимо от того, нужны они вам или нет. MeshCAM отбросил большую часть этого в интересах простоты. Это означает, что вы получаете G-код для простых работ, выполняемых НАМНОГО быстрее.MeshCAM имеет бесплатную пробную версию, поэтому я серьезно рекомендую вам попробовать, прежде чем вы даже посмотрите на конкурентов.
Мне нужна СИЛА!Да, я понял. Все ребята из Совета машиниста довели вас до сведения, насколько крута программа Acme Terminator Super Whiz Bang CAM. Они выучили это, они говорят, что это было легко, так почему ты тоже не можешь этому научиться?
Конечно, вы МОЖЕТЕ научиться этому. Вопрос только в том, сколько времени это займет. Так что давайте позаимствуем как можно больше страниц из нашей оценки САПР. Ищем:
- Сообщество.Обратите особое внимание на видео
- доля на рынке и множество видео на YouTube: я дам вам список ниже. Посмотрите тонну этих видео и узнайте, за какими из них легче следить. Это может быть потому, что за этим программным обеспечением CAM легче следить!
- Доступность: вам не нужен пакет CAM за 10 000 долларов. Скорее всего, вам даже не понадобится пакет за 1000 долларов.
- Планирую попробовать 2 или 3 пакета. Уделите каждому до 2 недель.
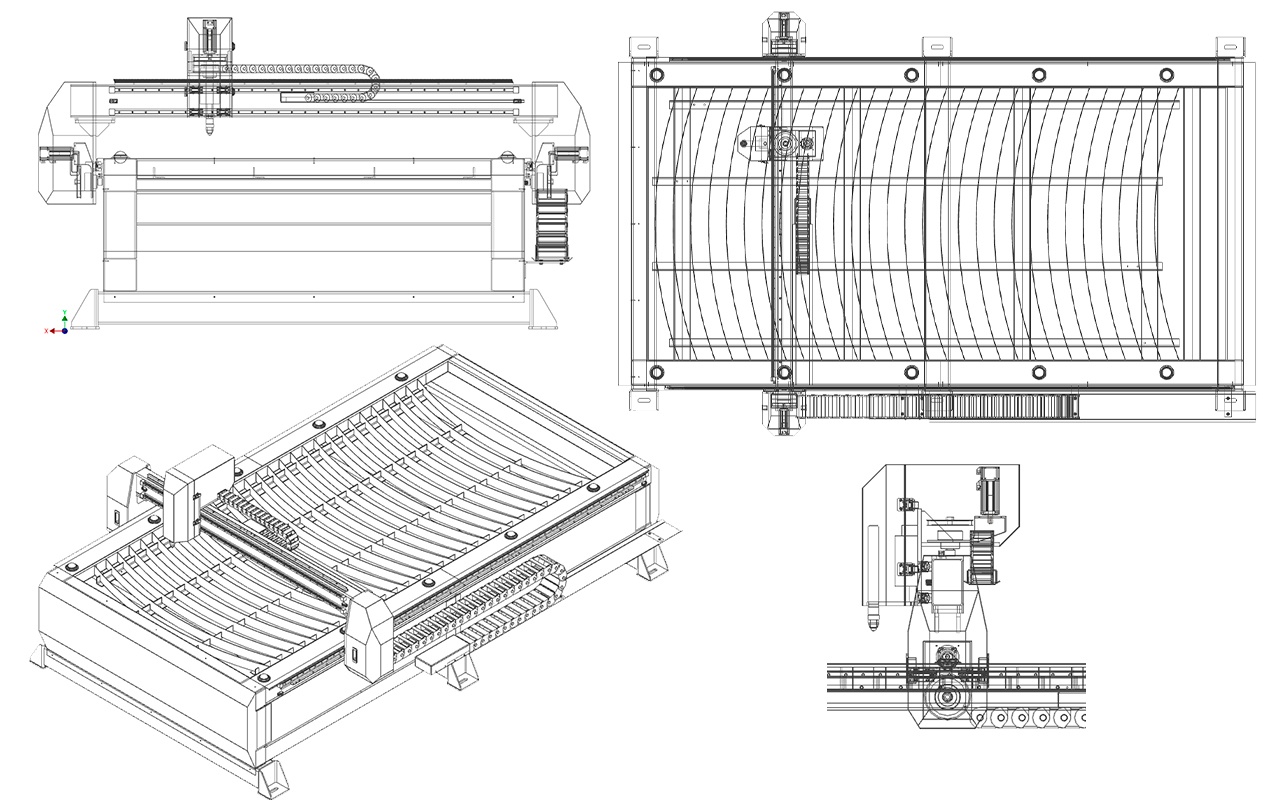 Это может быть потому, что за этим программным обеспечением CAM легче следить!
Это может быть потому, что за этим программным обеспечением CAM легче следить!Хорошо, давайте посмотрим на долю рынка этих продуктов.Эти графики взяты из нашего обзора CAM 2017.
Вы могли бы сделать похуже, чем взять пятерку лучших из этой таблицы в качестве отправной точки. Я также хочу включить так называемые «многоуровневые» продукты. Они предлагаются в нескольких ценовых диапазонах:
Переход к делу с кратким списком пакетов CAM Боба
Позвольте мне перейти к делу. Я подробно рассмотрел большую часть этого программного обеспечения. Я разговариваю со МНОЖЕСТВОМ людей и провела множество опросов. Мой вывод: вы хотите учитывать следующее:
- MeshCAM: Просто потому, что это действительно самый простой с большим отрывом.
- CamBam: дешево и сердито. Это то, что вы получите, если возьмете обычный CAM, значительно упростите его и опустите множество функций для опытных пользователей. Думайте об этом как о Мустанге среди Корветов и Порше. Не самая лучшая, но довольно приятная поездка. Моя единственная проблема с ним заключается в том, что мне интересно, не сидит ли он слишком близко к MeshCAM без простоты и слишком далеко от двух других без мощности. Я думаю, что это так, но это не значит, что вы не должны тратить на это время и принимать собственные решения.
- Vectric / Aspire: это программное обеспечение очень популярно среди фрезеровщиков с ЧПУ, потому что оно делает так много интересных вещей для создания причудливых вывесок и художественного дизайна. Мне он очень нравится, и если бы я хотел сделать кучу вычурных вещей, я бы наверняка выбрал его, а не Fusion 360.
- Fusion 360: это текущий фаворит на низком уровне. По крайней мере, он сочетает в себе довольно мощный пакет CAM (HSM Works) с довольно хорошим CAD по невероятно низкой цене. Что не нравится? Что ж, позвольте мне быть честным.Я использую Fusion 360 чаще, чем любой другой CAM, но мне не нравится, насколько он содержит ошибки, и я считаю, что его пользовательский интерфейс – худшее из всех программ, о которых я здесь говорю. Это довольно неприятный утомительный труд, чтобы стать профессиональным, и если вы не будете использовать его постоянно, вы отступите и вам придется заново учиться тому, что должно быть очевидным. Но как только вы станете профессионалом, вы будете радоваться этому. Кроме случаев, когда клопы кусаются.

 Что не нравится? Что ж, позвольте мне быть честным.Я использую Fusion 360 чаще, чем любой другой CAM, но мне не нравится, насколько он содержит ошибки, и я считаю, что его пользовательский интерфейс – худшее из всех программ, о которых я здесь говорю. Это довольно неприятный утомительный труд, чтобы стать профессиональным, и если вы не будете использовать его постоянно, вы отступите и вам придется заново учиться тому, что должно быть очевидным. Но как только вы станете профессионалом, вы будете радоваться этому. Кроме случаев, когда клопы кусаются.
Что не нравится? Что ж, позвольте мне быть честным.Я использую Fusion 360 чаще, чем любой другой CAM, но мне не нравится, насколько он содержит ошибки, и я считаю, что его пользовательский интерфейс – худшее из всех программ, о которых я здесь говорю. Это довольно неприятный утомительный труд, чтобы стать профессиональным, и если вы не будете использовать его постоянно, вы отступите и вам придется заново учиться тому, что должно быть очевидным. Но как только вы станете профессионалом, вы будете радоваться этому. Кроме случаев, когда клопы кусаются.Вот статистика видеороликов YouTube, доступных для каждого:
Честно говоря, MeshCam все настолько просто, что я не могу представить, о чем вы бы сняли более 2500 видео.Но вы можете ясно видеть, что у Fusion 360 и Vectric Aspire есть масса видео, на которых вы можете учиться.
Лично я рекомендую вам оценить все четыре программных пакета. Получите бесплатные пробные версии. Но покупайте их по одному. И обязательно сначала сделайте пробную версию MeshCAM. Так вы увидите, насколько это просто. Имея это в виду, вы вместе с другими оцениваете, считаете ли вы, что сможете достаточно быстро овладеть навыками, чтобы удовлетвориться пропуском MeshCAM и переходом к чему-то еще более мощному.Если можете – отлично! Но если не можете, не беспокойтесь. MeshCAM поддерживает вас, пока у вас не будет достаточно опыта, чтобы снова захотеть попробовать что-то еще.
И обязательно сначала сделайте пробную версию MeshCAM. Так вы увидите, насколько это просто. Имея это в виду, вы вместе с другими оцениваете, считаете ли вы, что сможете достаточно быстро овладеть навыками, чтобы удовлетвориться пропуском MeshCAM и переходом к чему-то еще более мощному.Если можете – отлично! Но если не можете, не беспокойтесь. MeshCAM поддерживает вас, пока у вас не будет достаточно опыта, чтобы снова захотеть попробовать что-то еще.
Калькуляторы подачи и скорости
У вас есть CAD и CAM, вы готовы изготавливать детали, верно?
Держись! Друзья не позволяют им делать детали с помощью программных каналов и скоростей CAM. Проще говоря, программное обеспечение CAM плохо справляется с этой задачей, о чем из года в год говорили нам наши респонденты. Кроме того, когда мы опросили людей и спросили их, что было трудно узнать о ЧПУ, угадайте, что они сказали?
Ой!
Feeds and Speeds – самая сложная вещь для изучения.Намного сложнее, чем CAD или CAM. Вот почему вам нужен хороший калькулятор подачи и скорости. И мальчик у меня есть для тебя.
Вот почему вам нужен хороший калькулятор подачи и скорости. И мальчик у меня есть для тебя.
Первый в мире калькулятор подачи и скорости для начинающих и любителей
Не буду лгать – наш калькулятор подачи и скорости G-Wizard УДИВИТЕЛЬНЫЙ для профессиональных ЧПУ. Вот почему его используют тысячи лучших производителей мира.
Но в то же время я поговорил буквально с тысячами новичков в ЧПУ и помог им справиться со всеми типичными проблемами.И каждый раз, когда я обнаруживал случай, когда многие люди сталкивались с одной и той же проблемой, я пытался встроить решение в G-Wizard Calculator. Я хотел, чтобы это помогло новичкам помочь себе, прежде чем они попадут в беду. Этот процесс продолжается по сей день.
Вот лишь некоторые из вещей, которые G-Wizard делает специально для начинающих:
- Он создан для работы с ограничениями легких станков с ЧПУ. Он отрегулирует ваши подачи и скорости в соответствии с возможностями вашей машины.
- Он дает вам множество письменных советов, которые профессионалы считают само собой разумеющимся, но новички не смогут учиться, если им не посчастливится получить наставничество у профессиональных специалистов по ЧПУ.
- У него есть мощная «Шпаргалка», которая позволяет вам адаптировать свои сокращения по вашему желанию. Хотите ехать быстрее? Помедленнее? Получить лучше закончить? Более длительный срок службы инструмента? Шпаргалка встроена и адаптирует каналы и скорости для ваших целей.
- База данных гигантских материалов. Но особенно часто режут многие мягкие материалы новички и фрезерные станки с ЧПУ.Подробно описаны дерево и пластик.
- Универсальные резаки. G-Wizard имеет больше различных видов фрез, чем любой другой калькулятор подачи и скорости, включая специальные фрезы, необходимые для фрезерных станков с ЧПУ. Опытные профессионалы могут найти способ получить потоки и скорости для странных инструментов, но новичкам нужно, чтобы это было легко объяснено.
- Обзорные экскурсии и глоссарий. Мы предлагаем лучшее обучение в бизнесе с видео-экскурсиями, рабочими примерами и даже встроенным глоссарием терминологии.Это все то, что многим пришлось раскопать по крупицам, и G-Wizard дает вам легкие в употреблении лакомые кусочки.
Чтобы узнать больше о том, почему G-Wizard идеально подходит для начинающих и любителей, посетите нашу страницу G-Wizard для начинающих и любителей:
[Расскажите мне больше о G-Wizard для начинающих и любителей]
Секретный совет: как ручные механики могут обойти CADCAM
У вас есть почти вся история о том, как новичок может заставить свое программное обеспечение ЧПУ работать вместе по дешевке и получить лучшее решение для своих нужд.Мне нужно рассказать еще об одной или двух вещах.
Если вы опытный механик-машинист, этот раздел для вас. Если нет, пропустите это.
Машинисты с ручным управлениеммогут изготавливать детали без использования программного обеспечения CAD или CAM. Вы знаете это, если вы ручной машинист. Но вот в чем дело – вы можете сделать то же самое, только лучше на станке с ЧПУ!
Верно, вы можете использовать свои навыки, чтобы сразу же изготавливать детали. Да, вам тоже захочется изучить CAD / CAM, но пока вы можете работать как минимум так же продуктивно, как на ручном станке с минимальной кривой обучения.
MDI превращает ваш ЧПУ в ручной станок с механической подачей и УЦИПервое, что нужно понять, это то, что вы можете управлять своим ЧПУ во многом как ручным станком, используя что-то под названием «MDI». Это означает «Ввод данных вручную». Обычно вы вводите простую команду, и машина сразу ее выполняет. Эти команды представляют собой g-код, но все, что вам нужно, это простое подмножество, состоящее всего из 10 g-кодов. Мы даем вам все необходимое для овладения этим в нашем курсе G-Code. Идите и проверьте это.Вы можете изготавливать чипы на ЧПУ за считанные часы.
Ручной станочник, разбирающийся в MDI, может рассматривать станок с ЧПУ как ручной станок с УЦИ и Power Feed на каждой оси. Но вы быстро увидите, что это даже лучше. Например, «УЦИ» привязаны к источникам питания, и вы можете настроить их так, чтобы они прекращали подачу в точных координатах. Кроме того, вы можете двигаться в любом направлении, а не только по оси X или Y. Таким образом, вы можете вырезать диагонали. Кроме того, круги и дуги просты – нет необходимости настраивать Rotab.Это довольно мило, если вы поймете, как легко приготовить чипсы таким способом.
Диалоговое программирование делает вас на шаг дальше, чем MDIВы когда-нибудь слышали о «разговорном программировании»?
Это следующий шаг после MDI. С помощью программного обеспечения для разговорного программирования вы отвечаете на вопросы в простом мастере, который выдает g-код, который затем можно запустить. Вопросы просты, и на них легко может ответить любой механик. Например. Предположим, вы хотите превратить несколько наружных диаметров на токарном станке с ЧПУ.Вот для этого мастер диалогового программирования:
С помощью диалогового программирования вы можете создать программу G-кода, чтобы очень быстро сократить кучу OD на детали. Узнай больше об этом здесь.
Управляющее программное обеспечение для начинающих
Я хочу кратко поговорить о Control Software, потому что не все равно одинаково. Некоторые из них мощные, но трудные в использовании, некоторые не такие мощные, но все же не такие простые в использовании, а некоторые подходят для хорошего баланса.
Я хочу особо упомянуть PathPilot Тормаха.Я считаю, что он один из лучших с точки зрения мощности и простоты использования. Он даже включает диалоговое программирование.
Что касается управляющего программного обеспечения для станков профессионального класса, Fanuc является наиболее распространенным, но Haas проще в использовании и немного мощнее. Но, если вы привыкли к управляющему программному обеспечению на машинах хобби-класса, приготовьтесь к тому, чтобы научиться на машинах профессионального класса. Я разговаривал с опытными пользователями управляющего программного обеспечения, такого как PathPilot и Mach 3, и они сказали, что им потребовалось 2-4 недели, чтобы освоиться с их Pro Control Software.
Если вы собираете собственный станок или используете один из более легких фрезерных станков с ЧПУ, вы столкнетесь с управляющим программным обеспечением, таким как Mach 3 и GRBL. Крупные производители фрезерных станков с ЧПУ потратили время на то, чтобы их управляющее программное обеспечение было интуитивно понятным для новичков, поэтому рассматривайте это как определенную причину, чтобы взглянуть на такие машины, как Shapeoko.
OTOH, китайские машины без названия часто имеют очень плохо документированное управляющее программное обеспечение, так что будьте осторожны.
Mach 3 был стандартом де-факто в течение многих лет для самодельных машин, но он давно заработал и довольно глючит.Я бы посмотрел на новые альтернативы, такие как LinuxCNC (PathPilot построен на LinuxCNC) или Centroid’s Acorn Control.
Специальные предложенияSmokin!
Эй, вы помогли нам прочитать очень подробную, но длинную статью – я ценю это! Я знаю, что это важно, поэтому я так много работаю, чтобы собрать эти статьи воедино. Но я хотел бы наградить вас Smokin ’Deal.
Как насчет копии MeshCAM и годовой лицензии на наш калькулятор каналов и скорости G-Wizard?
Если вы покупаете MeshCAM у разработчиков, обычно это 250 долларов.Если вы покупаете у нас калькулятор G-Wizard на 1 год, он обычно стоит 79 долларов. Вместе они обошлись вам в 329 долларов. Я могу позволить вам собрать их обоих вместе за 259 долларов, чтобы вы сэкономили 70 долларов. Другими словами, Я даю вам калькулятор GW всего за 9 долларов вместо 79 долларов.
Ого! Вы не видите предложения такого рода программного обеспечения каждый день, но это поможет вам быстро начать производство деталей.
Если вы заинтересованы, вы можете оформить сделку, просто нажав здесь:
Кстати, если вас беспокоит, что GW Calculator продлится всего 1 год, не беспокойтесь.В конце года, когда он истекает, все функции продолжают работать. Единственное, что изменится, так это ограничение мощности шпинделя в 1 л.с. Это все, что нужно многим любителям, и они есть у них на всю жизнь. Если вы хотите большего, его тоже очень легко продлить.
Присоединяйтесь к 100 000+ ЧПУ! Получайте наши последние сообщения в блоге, которые доставляются прямо на ваш почтовый ящик один раз в неделю бесплатно. Кроме того, мы предоставим вам доступ к некоторым отличным справочным материалам по ЧПУ, в том числе:
Онлайн-услуги по проектированию ЧПУ – Профессиональный дизайн продукции, чертежи и производство
Онлайн-услуги по проектированию с ЧПУ – промышленный дизайн и чертежи изделий для ваших индивидуальных деталей
CNClathing.com – Junying Metal Manufacturing Co., Ltd – китайская обрабатывающая компания с ЧПУ с более чем 15-летним опытом в разработке продуктов и производстве промышленных деталей. Благодаря высококвалифицированной команде дизайнеров и инженеров наши онлайн-услуги по проектированию с ЧПУ могут воплотить вашу идею в жизнь, начиная от механических компонентов и заканчивая деталями, используемыми в аэрокосмической, автомобильной, замковой, электронной, военной, медицинской, пищевой и других отраслях промышленности. Даже если у вас есть только представление о конечном продукте, сообщите нам свои подробные требования или отправьте образец, мы предоставим профессиональный чертеж продукта, основанный на ваших настройках.Дизайн продукта также может быть преобразован в точные объекты, если это требуется на нашем заводе. Быстрое прототипирование и крупномасштабное производство прецизионных деталей высочайшего качества возможно реализовать с помощью услуг обработки с ЧПУ и технологий изготовления. Наши опытные дизайнеры полностью знакомы с многочисленными программными пакетами ЧПУ, способными поддерживать скорость и качество продукции. Усовершенствованный и подробный дизайн продукции с ЧПУ обеспечит быстрое онлайн-предложение по обработке.
Возможности Junying Online CNC Design Services
| Услуги по дизайну продукции | группа экспертов по дизайну может разработать индивидуальную деталь или продукт на основе заданных требований и функций |
| Услуги по промышленному дизайну | предоставляет чертежи промышленных деталей простой или сложной геометрии. |
| Услуги по проектированию CAD | преобразовать бумажный черновик в подробные и точные чертежи САПР для последующего производства |
| Услуги по 3D-моделированию | преобразование идей, 2D-чертежей и эскизов в подробные 3D-модели для разработки прототипов продуктов |
| Техническая поддержка | помощь в области проектирования, проектирования, разработки, производства, обработки и отделки. |
Почему выбирают наши онлайн-услуги по проектированию с ЧПУ
- Опытная и обученная команда разработчиков продуктов использует новейшие технологии и инструменты
- Способен легко обнаруживать и решать большинство проблем в процессе проектирования
- Надежные конструкции с ЧПУ для удовлетворения ваших требований к изготовлению нестандартных деталей для различных отраслей промышленности
- Поможет вам завершить чертеж САПР и план проекта, также доступны обзор и анализ
- Обеспечьте выполнение каждого шага в соответствии с графиком и достижение желаемого качества
- Высокая эффективность и короткие сроки выполнения работ, доступные цены в рамках вашего бюджета
Что такое проектирование с ЧПУ?
Проектирование с ЧПУ– это компьютеризированный процесс управления воображением, созданием и повторением продуктов, который решает проблемы пользователей и удовлетворяет конкретные потребности с использованием специального программного обеспечения для проектирования, такого как CAD.Обычное программное обеспечение САПР, включая AutoCAD, SolidWorks, Fusion 360, Rhino3D, SketchList3D и т. Д. Чертеж, созданный с помощью программного обеспечения САПР, показывает внешний вид, особенности и детали продукта или детали, он обычно используется в качестве руководства и основы процесса обработки с ЧПУ. , рассказывая станку с ЧПУ и режущим инструментам, что и как делать. Файл проекта будет преобразован в язык программирования ЧПУ с программным обеспечением CAM и использован для управления перемещением режущего инструмента с помощью компьютеров. Также работает в обычном производстве.Вся необходимая информация должна быть включена в механический чертеж или проект САПР, например, форма, размер, допуск, отверстия, глубина, диаметр, качество поверхности и другие сведения.
Если вам нужны только конструкторские чертежи продукта или готовая твердотельная деталь с точными спецификациями, CNCLATHING может удовлетворить ваши потребности с помощью конкурентоспособных цен, выдающейся эффективности и лучшего обслуживания клиентов.
Как нарисовать деталь в САПР и вырезать ее с помощью фрезерного станка с ЧПУ «Хаки, модификации и схемы :: Гаджеты»
Фрезерный станок с ЧПУ, вероятно, самый полезный инструмент, который может иметь любитель, но цена станка с ЧПУ на рынке это намного больше, чем средний любитель готов потратить.Вы можете создать свой собственный ЧПУ с очень простыми инструментами, с небольшим знанием оборудования, механики или электроники, но имейте в виду, что эти станки по своей сути опасны, поэтому используйте надлежащую защиту и руководствуйтесь здравым смыслом. По крайней мере, прочтите инструкции и меры предосторожности для каждого используемого инструмента.
ЧПУ означает компьютерное числовое управление, но это чушь. Это действительно намекает вам на то, что что-то контролируется, и, вероятно, компьютером. Это действительно механизм, который взаимодействует с компьютером для управления его движениями, как у робота, но у этой машины есть особая функция.Он режет или формирует предметы с помощью этого элемента управления. По сути, компьютер точно управляет режущим инструментом, таким как, например, маршрутизатор, чтобы вырезать такие материалы, как дерево, пластик или металл, в формы, ограниченные только вашим воображением.
В этом видеоруководстве из трех частей показано, как нарисовать деталь в САПР и вырезать ее с помощью фрезерного станка с ЧПУ.
Это весь процесс от чертежа детали в САПР (автоматизированное / автоматизированное проектирование) до конечного продукта, который вырезается на станке с ЧПУ.В этой серии статей вы узнаете, как создать очень простой объект с использованием сверл и профилей. Сверла – это просто отверстия, созданные концевой фрезой (фрезой) в материале, а профили – это горизонтальные вырезы, обычно геометрической формы, которые создают различные формы.
После создания дизайна используйте функции обработки. Ограничьте функции обработки сверлением и профилированием. Используя технику спирального сверла, будут проделаны три отверстия, при этом сверло будет меньше отверстия.Я также покажу, как проделать подобные отверстия с помощью профилирования; однако вы увидите, что метод сверления более чистый и образует идеальный круг. Кроме того, профилирование будет использовано для вырезания финального объекта.
(1) Часть 1 из 3 – Как нарисовать деталь в CAD и вырезать ее с помощью фрезерного станка с ЧПУ, (2) Часть 2 из 3 – Как нарисовать деталь в CAD и вырезать ее с помощью фрезерного станка с ЧПУ, ( 3) Часть 3 из 3 – Как нарисовать деталь в САПР и вырезать ее с помощью фрезерного станка с ЧПУОбеспечьте безопасность соединения без ежемесячного счета .Получите пожизненную подписку на VPN Unlimited для всех своих устройств, сделав разовую покупку в новом магазине Gadget Hacks Shop, и смотрите Hulu или Netflix без региональных ограничений, повышайте безопасность при просмотре в общедоступных сетях и многое другое.
Купить сейчас (80% скидка)>
Другие выгодные предложения, которые стоит проверить:
Исторический чертежный станок с ЧПУ
слева: «Машины для рисования чертежей» фронтиспис книги справа: «Очень простой способ описать город или замок находится в пределах видимости », Джон Бейт, 1634
, в проекте под названием« Машины для рисования и рисования », художник-пространственный художник и профессор архитектуры Пабло Гарсиа запрограммировал промышленный блок ЧПУ на копирование 12 исторических изображений, выполненных путем прикрепления чернильной ручкой к машине и укладкой бумаги художника Стоунхенджа внизу.
изображения были выбраны специально для представления моментов технического прогресса и перспектив из прошлого, включая отпечатки камеры-обскуры Роберта Хука 1694 года и машины для рисования профиля, а также «очень простой способ описать город или замок, находящийся внутри. полный вид его ».
Мэдлин Ганнон (руководитель студии вычислительной архитектуры Madlab) оказала техническую помощь проекту, который финансировался архитектурной премией им. Фергюсона Якобса университета Карнеги-Меллона.гравюры серии выпущены ограниченным тиражом из 4 экземпляров.
видео о «волочильном станке с ЧПУ» в действии
, о котором размышляют дизайнеры:
‘Хотя черчение с ЧПУ хорошо проторено, этот проект несет в себе поэтический подтекст в ироническом использовании узкоспециализированного и мощного производственного оборудования для достижения уровень детализации и точности, к которому последние пять веков могли только стремиться волочильные машины ».
фотография« Волочильного станка с ЧПУ »в работе
Раннее тестирование с использованием« каркаса »чаши 15 века Паоло Уччелло
слева: «машина для анаморфоза», Джейкоб Лейпольд, 1713 справа: «пантограф», Кристоф Шайнер, 1608
«Портативный« ящик с картинками »(камера-обскура)», Роберт Хук, 1694 (полный и подробный вид)
слева : ‘машина для орфографической проекции’, Ханс Ленкер, 1571 справа: ‘перспективный прибор (перспективное устройство)’, baldassare lanci, 1583
‘дверь Дюрера’, Альбрехт Дюрер, 1525
‘проекция d evice ’, ludovico cigoli, 1600-13
via geek
jenny filippetti I designboom
апр 12, 2012
От CAD до ЧПУ за 3 шага
В наши дни американское производство, кажется, идет очень хорошо.С 2009 года создано 1,2 миллиона новых рабочих мест на производстве. В индустрии гидроразрыва значительно снизились затраты на энергию. Безработица достигла минимума в 3,8%, и в 2018 году было восстановлено 145 000 рабочих мест. После Великой рецессии у нас был 10-летний рост, и многие статьи за последний год предполагают, что США переживают возрождение производства.
Так действительно ли мы переживаем долгожданный ренессанс производства? Агентство с наиболее точными прогнозами относительно будущего занятости – это Бюро статистики труда.Их прогноз на 2026 год показывает, что производственный сектор США потеряет 736 000 рабочих мест. Я разговаривал с экономистами BLS Джеймсом Франклином и Кэтлин Грин, которые сделали прогнозы, и они были непоколебимы в своем заключении о сокращении рабочих мест в обрабатывающей промышленности.
Это побудило меня глубже изучить идею возрождения, поэтому я исследовал изменения в занятости и заведениях в 38 отраслях обрабатывающей промышленности Североамериканской отраслевой классификации (NAICS) с 2002 по 2018 год.Я очень надеялся, что оптимисты были правы в отношении возрождения производства, но данные, которые я собрал в таблице 1 (см. Ссылку), показывают некоторую неудобную истину – что 37 из 38 отраслей обрабатывающей промышленности сокращаются как по количеству заводов, так и по количеству сотрудников.
Некоторые отрасли, такие как текстильная, швейная, мебель, оборудование, магнитные носители, компьютеры, столовые приборы, ручные инструменты и электрическое оборудование, находятся в упадке в течение многих десятилетий и, вероятно, не подлежат восстановлению.И я был удивлен, увидев, что отрасли, в которых сырьевая продукция находится в Соединенных Штатах, например дерево и бумага, также находятся в упадке.
Но больше всего озадачивают из этих падающих отраслей промышленности, которые имеют фундаментальное значение для производства других промышленных товаров. Это такие отрасли, как механическая обработка, станки, изготовление пресс-форм, инструментов и штампов, полупроводники, ковка и литейное производство. Трудно представить, как мы можем достичь возрождения производства, пока эти важнейшие отрасли продолжают сокращаться:
Станки. Это основные машины, которые производят другие машины и продукты. Макс Холланд написал в своей книге «, когда машины остановились» ,
.«Таким образом, в основе промышленного здоровья любой нации лежит ее станкостроение. Не случайно, что эрозия станкостроительной промышленности идет параллельно спаду отечественного производства».
В 1965 году американские производители станков занимали 28% мирового рынка станков, а сегодня у нас 5% мирового рынка.По данным Бюро переписи населения США, в 2018 году производители станков из США экспортировали 4,2 млрд долларов и импортировали 8,6 млрд долларов. Возникает очевидный вопрос: может ли произойти возрождение производства, если большинство станков, используемых в промышленности, будут импортными?
Машинные цеха. Обработка – это процесс удаления материала, который используется для обработки металла, пластика, дерева, керамики и композитов. Механическая обработка имеет важное значение для сотен отраслей и тысяч изделий из таких крошечных, как машинный винт, и таких больших, как подшипник турбины для плотины.Обработка абсолютно необходима для всех промышленных продуктов, но также используется в потребительских товарах для изготовления деталей для всего, от посудомоечных машин и смесителей до мобильных телефонов и игрушек. Но, согласно статистике BLS, представленной в таблице 1, с 2002 года количество механических цехов уменьшилось на 4874 цеха (19,7%), а занятость уменьшилась на 34 444 человека (10,9%).
Механическая обработка. Два класса машинистов, которые имеют решающее значение для производства, – это изготовители инструментов, штампов и пресс-форм.Это высококвалифицированные мастера, которые делают приспособления, приспособления, штампы, пресс-формы, режущие инструменты и калибры, используемые в производственном процессе. Чтобы стать подмастерьем в любой категории, требуется от четырех до пяти лет и от 8 000 до 10 000 часов обучения. С начала глобализации в 1980-х годах азиатские страны приложили все усилия, чтобы разработать больше инструментов и штампов, производителей пресс-форм и передовых станков. Однако в США количество производителей инструментов и штампов сократилось с 162 032 в 1998 году до 89 661 в 2010 году. Таблица 1 показывает дальнейшее снижение: компании по производству пресс-форм потеряли 1241 цех (42.7%) и 5968 рабочих (12%) в период с 2002 по 2018 год. Большой вопрос заключается в том, что, поскольку значительная часть механической обработки сейчас выполняется за рубежом, возможно ли поддержать все отрасли и компании, которым нужна механическая продукция в США, за счет только с иностранными поставщиками?
Литейные цеха. Процесс изготовления деталей путем заливки металла в отливку широко распространен и используется в машиностроении, автомобилестроении, производстве труб, арматуры, железнодорожном оборудовании, арматуре и насосной промышленности. Отливки также используются во всем: от сердечных клапанов до гребных винтов авианосцев, а также в каждом доме для ванн, раковин, светильников и печей.В 1984 г. в Литве черной и цветной металлургии работало 3 400 человек, на которых работало 444 827 человек. По состоянию на 2018 год в настоящее время насчитывается 1811 литейных предприятий черной и цветной металлургии и 120 919 рабочих, что составляет 73% от рабочей силы 1984 года. Основной причиной этого спада является то, что большинство американских корпораций теперь покупают отливки в странах с низкими ценами, где нет экологических норм и дешевая рабочая сила. Численность литейных цехов, механических цехов, станков и станков продолжает снижаться, и возникает вопрос: «Как мы можем добиться возрождения производства, если потеряем эти важнейшие отрасли?»
Ковка и штамповка. Спад в кузнечно-штамповочной промышленности начался в 1980-х годах из-за проникновения импорта. С 1979 по 1990 год 25% кузнечных компаний в США прекратили свою деятельность. Сокращение этой отрасли продолжается и сегодня. С 2002 года эта отрасль потеряла 416 предприятий и 11 290 сотрудников. Спрос на поковку и штамповку снижается на основных рынках сбыта продукции, включая аэрокосмическую, сельскохозяйственную и нефтегазовую. Кроме того, мировые цены на сталь и цветные металлы были нестабильными, что затрудняло для отрасли обеспечение стабильных контрактов на закупку.Большинство прогнозов показывают, что ожидается, что выручка отрасли штамповки и штамповки будет продолжать снижаться.
Полупроводники. Полупроводники обычно представляют собой кремниевые пластины, которые используются в качестве платформы для изготовления микропроцессоров. Они используются в электронной, компьютерной и коммуникационной отраслях. Полупроводники используются для изготовления микросхем, которые используются в мобильных телефонах, iPod, GPS, солнечных элементах, светодиодах и сотнях других потребительских товаров. Полупроводники абсолютно необходимы в электронной и компьютерной промышленности.
Несмотря на то, что полупроводник и микропроцессор были изобретены в Соединенных Штатах, полупроводниковая промышленность десятилетиями уходила за границу. Таблица 1 показывает, что Америка потеряла 792 предприятия (11,9%) и 148 499 рабочих (28,4%) с 2002 года. Одна из больших проблем заключается в том, что, когда производство полупроводников перемещается за границу, исследования и разработки идут вместе с ним. Если спад продолжится, США могут потерять свои инновационные преимущества в области электроники и компьютеров.
Сильная часть нового оптимизма в отношении возрождения производства в США обусловлена цифровой революцией, которая включает в себя прогресс в робототехнике, искусственном интеллекте, 3D-печати, аналитике данных и других цифровых достижениях. Цифровая революция имеет большой потенциал, но экономические данные показывают, что это еще не реальность. Фактически, экономические данные BLS показывают, что с 2007 года рост производительности составил в среднем только 1,3%. Кроме того, импорт продолжает расти, торговый дефицит товаров и услуг в 2018 году достиг 891 миллиарда долларов, а американские корпорации продолжают передавать рабочие места и производство на аутсорсинг.Но самая большая проблема, как показано в данных BLS, показывает, что 38 отраслей обрабатывающей промышленности продолжают сокращаться, и девять из 10 этих отраслей являются критически важными отраслями, которые имеют фундаментальное значение для производственного процесса. Цифровая революция не поможет, если мы в конечном итоге потеряем отрасль.
Некоторые экономисты рассматривают упадок в этих отраслях как естественное движение к постиндустриальной экономике и не являются поводом для беспокойства. Но если мы хотим когда-нибудь настоящего возрождения производства, нам придется решать долгосрочные экономические проблемы, вызывающие спад в нашей обрабатывающей промышленности.Реальные решения потребуют сокращения торгового дефицита, решения проблемы сильного доллара, прекращения валютных манипуляций, прекращения меркантилистского мошенничества со стороны Китая, финансирования инициативы США по развитию инфраструктуры, создания квалифицированной рабочей силы и каким-то образом убедить американские корпорации в том, что им следует сократить аутсорсинг. Президент Трамп теперь привлекает внимание всего мира к этим вопросам своим последним раундом тарифов. Возможно, мы могли бы развить эту динамику и найти политическую волю для решения реальных проблем.
Майкл Коллинз – автор книги «Рост неравенства и упадок среднего класса».
Чертежи машиниста – Строительные нормы
Машинисты обычно используют прецизионные станки, такие как токарные, расточные, фрезерные станки, а также цилиндрические или плоскошлифовальные станки для формования таких материалов, как сталь, латунь, железо, бронза, алюминий, титан и пластмассы, а также для производства компонентов в соответствии со спецификациями клиентов. .
Детальный чертеж обработки содержит всю информацию, необходимую для изготовления конкретной детали, и используется для обработки отливки в готовый компонент.Обычно на каждом чертеже подробно описывается только одна часть. Детали обработки обычно используются при обработке черновой детали в готовую деталь; на чертеже детали обработки будут указаны обрабатываемые поверхности, отверстия для болтов и их расположение, контрольные точки, геометрические размеры и допуски (GD & T) и другие обрабатываемые области. Чертежи обработки содержат важную информацию для традиционного станка или машиниста с ЧПУ (с числовым программным управлением), которая может включать углы, контрольные точки, качество поверхности и т. Д.По завершении эта обработанная деталь должна совпадать и соответствовать другим обработанным деталям, как определено на сборочном / подробном чертеже. Детали, которые обычно не нужно вытягивать, являются стандартными деталями – теми, которые можно купить у внешнего источника с меньшими затратами, чем затраты на производство. Такие детали могут включать винты, гайки, болты, ключи и штифты. Хотя их не нужно рисовать, они, тем не менее, должны быть включены как часть информации на каждом листе. Считыватель чертежей должен четко понимать форму, размер, материал и отделку поверхности детали, необходимые производственные операции и пределы точности, которые должны соблюдаться на чертеже детали.На рис. 7.12 показан пример типичного чертежа детали.
Обычно чертежи деталей содержат информацию, которую можно разделить на три группы:
1. Описание формы: описывает и объясняет или изображает форму компонента
2. Изображение размера: показывает размер и расположение элементов компонента
3. Технические характеристики: относится к таким позициям как материал и отделка
Детальные чертежи машин должны включать всю или большую часть следующей информации:
• Виды компонента, необходимые для визуализации
• Материал, из которого изготовлен компонент
• Размеры
• Общие примечания и особая информация о производстве
• Определение названия проекта, детали и номера детали
• Имя или инициалы тех, кто работал над рисунком или с ним
• Любые технические изменения и соответствующая информация
- Рисунок 7.12 Типичный чертеж детали машины (источник: Ближневосточный технический университет).
Полный сборочный чертеж – это представление продукта или конструкции, собранных вместе, с изображением различных компонентов в их рабочих положениях. Отдельные компоненты поступают в сборочный цех после завершения процесса изготовления, где собираются вместе по сборочным чертежам.
Многие продукты состоят из более чем одной части или компонента. Список материалов (BOM) или список компонентов часто включается в сборочный чертеж, чтобы облегчить сборку, а также необходимые размеры и маркировку компонентов (Рисунок 7.13). Трехмерное изображение полностью собранной единицы поможет читателю понять окончательную форму сборки. Виды спереди, сбоку и сверху могут иметь решающее значение для передачи информации о размерах или форме читателю. Если сборочный чертеж на самом деле является одним из нескольких узлов сборки, это должно быть указано на печати в основной надписи или спецификации. Движения компонентов на чертеже сборочной детали следует обозначать пунктирными линиями.
- Рисунок 7.13 Сборочный чертеж в разрезе с таблицей спецификации (источник: Инженерный колледж, Университет штата Огайо).
Сборочные чертежи бывают различных типов и версий, в том числе:
• Макетные сборочные чертежи, которые первоначально использовались при разработке нового продукта.
• Сборочные чертежи в разобранном виде, наглядно показывающие детали, расположенные в правильном порядке сборки, которые можно найти в каталогах оборудования, предназначенных для домовладельцев или поставщиков для заказа деталей (Рисунок 7.14).
• На схемах сборочных чертежей используются условные обозначения, которые показывают приблизительное расположение и / или последовательность компонентов, которые необходимо собрать или разобрать.
• Рабочие сборочные чертежи имеют размеры и отмечены. Применительно к очень простым продуктам они могут выступать в качестве альтернативы детальным чертежам.
• Монтажные сборочные чертежи используются, чтобы показать, как устанавливать крупные компоненты оборудования.
Как упоминалось ранее, сборочный чертеж – это чертеж различных частей машины или конструкции в их относительных рабочих положениях.Сборочный чертеж по существу передает законченную форму продукта, а также его общие размеры, взаимное расположение различных частей и функциональную взаимосвязь его компонентов. Когда все детали изготовлены с использованием соответствующих чертежей обрабатываемых деталей –
- Рис. 7.14A Сборочный чертеж в разобранном виде, типичный для чертежей в каталогах машинного оборудования, показывающий различные компоненты, расположенные в их правильном порядке сборки (источник: StoneAge, Inc. .).
ings, сборочный чертеж предоставляет информацию, необходимую устройству считывания печати для сборки компонентов. Спецификация материалов (BOM), которая в основном представляет собой список в виде таблиц, может быть размещена либо на сборочном чертеже, либо на отдельном листе. В списке содержится важная информация, такая как номера деталей, названия, количества, номера чертежей деталей материалов, а иногда и размеры запасов сырья и т. Д. Термин «спецификация материалов» обычно используется в структурных и архитектурных чертежах, тогда как термин « перечень деталей »применяется в машиностроительной практике.
Трехмерное изображение полностью собранной единицы помогает читателю визуализировать окончательную форму сборки (рис. 7.15). Виды спереди, сбоку и сверху могут потребоваться, чтобы сообщить читателю размеры или форму. Если этот сборочный чертеж на самом деле является одним из нескольких чертежей подсборки, на распечатке это должно быть указано в основной надписи или спецификации.
Аналогичным образом, специалисту по техническому обслуживанию обычно требуются сборочные чертежи на рабочем месте, чтобы оценить наилучшую последовательность демонтажа конкретного оборудования, чтобы найти детали, которые должны соответствовать требованиям.
- Рисунок 7.14B Сборочный чертеж в разобранном виде и фотография компенсатора Flexmaster (источник: Snyder Industries, Inc.).
болтов или крепежных болтов из тех, которые должны быть сняты, а также предоставить подробную информацию о компонентах, разобранных для ремонта. Наконец, специалисту необходимо точно определить правильное расположение компонентов при повторной сборке.
Клиенты, которые имеют дело с потребительскими товарами, такими как электронные товары, также обычно требуют использования чертежей САПР с разнесением деталей, чтобы помочь понять взаимосвязь между собранными деталями.Детализированные чертежи незаменимы для ряда производственных отраслей. При создании сборочных чертежей включаются проверки критических пересечений, чтобы гарантировать, что вся сборка интегрирована, что позволяет сэкономить огромное количество времени и средств на этапе создания прототипа.
Компьютерное черчение значительно экономит время при создании сборочного чертежа. Сегодня существует большое количество сложных программ CAD и оборудования, и подавляющее большинство производителей теперь используют эти программы для возмещения высоких начальных производственных затрат.Хотя многие сборочные чертежи не требуют размеров, могут быть включены общие размеры и расстояния между центрами или от части к части различных деталей, чтобы прояснить взаимосвязь частей друг с другом. Однако самое главное, чтобы сборочный чертеж был легко читаемым и не перегружен деталями.
Использование программ САПР также позволяет объединить детали отдельных компонентов, чтобы создать сборочный или рабочий чертеж компонента (ов). С помощью CAD-систем можно создавать трехмерные (3-D) модели, которые позволяют накладывать изображения и графически измерять зазоры.Когда детали были спроектированы или нарисованы неправильно, ошибки часто будут выделяться, чтобы можно было внести соответствующие исправления. Это повышает эффективность составителя чертежей и помогает сделать детали окончательной печати точными, а полученные детали будут работать должным образом.
Информация, обычно необходимая для чертежей общей сборки, включает:
• Детали вытягиваются в рабочем положении
• Перечень деталей (или ведомость материалов), включая номер позиции, описательное название, материал и количество, необходимое на единицу машины
• Выноски с выносками, нарисованными вокруг номеров деталей
• Механические и сборочные операции и критические размеры, связанные с работой станка
Этапы создания сборочного чертежа включают следующее:
1.Проанализируйте геометрию и размеры различных деталей, чтобы понять этапы сборки и общую форму объекта.
2. Выберите соответствующий вид объекта.
3. Выберите основные компоненты – компоненты, которые требуют сборки из нескольких частей.
4. Нарисуйте вид основных компонентов в соответствии с выбранным направлением обзора.
5. Добавьте подробные виды остальных компонентов в их рабочих положениях.
6. Добавьте позиции, примечания и размеры по мере необходимости.
7. Создайте спецификацию материалов (BOM).
Сборочные чертежи могут потребовать одного, двух, трех или более видов, хотя они должны быть сведены к необходимому минимуму. Следует выбрать хорошее направление обзора, которое представляет все (или большинство) деталей, собранных в их рабочем положении.
Рис. 7.15. Диаграмма, показывающая, как несколько частей сочетаются друг с другом, а также перечень материалов и графическое изображение собранного объекта (источник: Инженерный колледж, Университет штата Огайо).
1. ФОТОГРАФИЯ 2. В РАЗОБРАННОМ СОСТОЯНИИ 3. СФЕРА МАТЕРИАЛОВ
Рис. 7.15. Диаграмма, показывающая, как несколько частей сочетаются друг с другом, а также перечень материалов и графическое изображение собранного объекта (источник: Инженерный колледж, Университет штата Огайо).
При сопрягаемых деталях необходимо учитывать два основных фактора: чистовая обработка поверхности и допуски (особенно размер и геометрия). Под отделкой поверхности понимается степень шероховатости поверхности. Его основное назначение – контролировать точность позиционирования и плотность стыковки деталей.Другая цель – уменьшить трение, особенно для частей, которые движутся относительно других частей.
Читать здесь: Темы
Была ли эта статья полезной?
.