Чертежи и 3D-модели листогибов, описание и принцип работы
Листогибы бывают стационарные и передвижные. Кроме того, листогибы в зависимости от способа гибки делятся на:
- прессовые с пуансоном и матрицей,
- поворотные с гибочной балкой
- ротационные с двумя, тремя и четырьмя валками.
Приводы листогибов бывают:
- Гидравлические работающие с помощью гидропривода. Бывают как стационарные так и передвижные.
- Пневматические работающие с помощью пневмоцилиндров. Бывают как стационарные так и передвижные. В основном типа «поворотной балки».
- Электромеханические — стационарные листогибы работающие за счёт электродвигателя, редуктора и приводной системы (ремни, цепи и т. п.).
- Механические — стационарные листогибы работающие за счёт передачи кинетической энергии предварительно раскрученного маховика.
- Ручные работающие за счёт мускульной силы, так же, в основном, типа «поворотной балки».
 Рабочий используя силу собственных мышц и устройства листогиба как рычаг придаёт металлу нужную форму. Большинство ручных листогибов передвижные и используются непосредственно на месте изготовления изделий из листа.
Рабочий используя силу собственных мышц и устройства листогиба как рычаг придаёт металлу нужную форму. Большинство ручных листогибов передвижные и используются непосредственно на месте изготовления изделий из листа.
 Рабочий используя силу собственных мышц и устройства листогиба как рычаг придаёт металлу нужную форму. Большинство ручных листогибов передвижные и используются непосредственно на месте изготовления изделий из листа.
Рабочий используя силу собственных мышц и устройства листогиба как рычаг придаёт металлу нужную форму. Большинство ручных листогибов передвижные и используются непосредственно на месте изготовления изделий из листа.Кроме того по способу подачи заготовки: с ручной и с автоматической.
Установка размеров может быть ручная и автоматическая (ЧПУ).
Применение
Гибка листового металла
Листогиб применяется в различных отраслях народного хозяйства: машиностроении, авто-, авиа-, приборостроении и строительстве для производства различных замкнутых и незамкнутых профилей, коробов, коробок а также цилиндров, конусов и т. д.
Основное предназначение листогибов — изготовление различных изделий из листовых материалов.
Описание
Листогибочный пресс — станок, представляющий собой машину, развивающую усилие, применяемое для производственных целей, в основном, для гибки изделий из листового металла.
Характеризуется основными параметрами, такими как развиваемое усилие, рабочая длина; так и дополнительными параметрами: амплитуда хода траверсы, скорость работы (процесса гибки), расстояние между стойками станины, наличием устройства компенсации прогиба стола, наличием дополнительных приспособлений, улучшающих производительность и удобство в работе, таких как поддержка заготовки, датчик полученного угла гиба, система программирования и пр.
В промышленности получили распространение механические, пневматические и гидравлические и «ручные» (при штучном и мелкосерийном производстве) листогибочные прессы. Название происходит от принципа развития усилия на том или ином станке. В основе механического листогибочного пресса лежит кривошипно-шатунный механизм, работа которого вкупе с энергией маховика позволяет осуществлять привод траверсы. Пневматический и гидравлические прессы используют в качестве источника энергии — давление воздуха или давление гидравлического масла соответственно.
Самодельный ручной листогиб своими руками чертежи
Самодельный ручной листогиб своими руками, чертежи, подробное описание и порядок сборки.
Проектируя самодельный листогибочный станок, необходимо точно знать его основные эксплуатационные характеристики:– толщина листа;
– максимальная длина линии изгиба;
– размерный ряд толщин листов;
– рабочий угол изгиба листа;
– количество рабочих циклов.
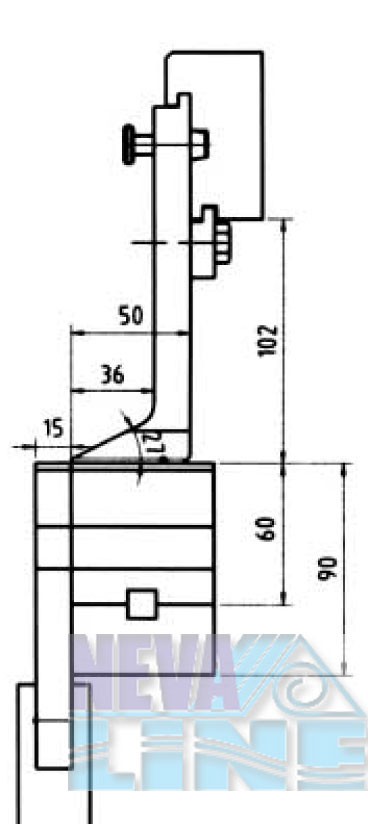
Посмотрим на рисунок, где схематично показан самодельный ручной листогиб.
Если ось вращения сделать подвижной по направлению стрелок, то можно качественно гнуть листы разных толщин. Но такое решение существенно усложнит конструкцию и ее стоимость.
И еще – качество изгиба зависит от качества плоскости гибочных поверхностей и точности положения оси относительно гибочных плоскостей. В процессе проектирования и изготовления, это необходимо учесть.
Перейдем к техническим характеристикам рассматриваемого изделия:
• размерный ряд толщин используемого листа 05,; 0,7; 0,8 (мм)
• максимальная длина линии изгиба 1000 (мм)
• рабочий угол от 0° до 135°
• ось установлена на подшипники 1000901 ГОСТ 8338-75
Если мы захотим согнуть лист под углом 90°, гибочную балку опускаем сверху вниз
Если мы захотим согнуть лист под углом от 0° до 135°, гибочную балку поднимаем снизу вверх
Сборочные части самодельного ручного листогиба:
• нижняя основа
• гибочная балка
• прижимная балка
• направляющий палец
НИЖНЯЯ ОСНОВА
Швеллер 10 ГОСТ 8240-97 (горячекатаный)
ГИБОЧНАЯ БАЛКА
Уголок 75 х 6 (мм) ГОСТ 8509-93 (равнополочный горячекатаный)
ПРИЖИМНАЯ БАЛКА
Уголок 70 х 6 (мм) ГОСТ 8509-93 (равнополочный горячекатаный)
Уголок 50 х 6 (мм) ГОСТ 8509-93 (равнополочный горячекатаный)
НАПРАВЛЯЮЩИЙ ПАЛЕЦ
Вставим в отверстие изнутри швеллера и приварим его.
ВАЛ ПОДШИПНИКА
Стандартная комплектация:
• гайки «барашек» М 16 ГОСТ 3032-76
• подшипники 1000901 ГОСТ 8338-75
• пружины 1086-0805 ГОСТ 18793-80
По предложенным чертежам, имея электросварку, стандартный стальной профиль, трубогиб – несложно изготовить листогиб своими руками.
Порядок сборки:
1. Закрепим нижнюю основу на слесарный верстак при помощи болтов и гаек М8.
2. Установим гибочную балку, для чего вставим подшипники в отверстия нижней основы и соединим валом подшипника сначала один конец балки, затем второй.
3. Наденем пружины на направляющие пальцы.
4. На пружины и на направляющие пальцы установим прижимную балку.
5. Балку прижмем гайками «барашками».
Принцип работы: отпускаем гайки «барашки», просовываем лист в образовавшийся зазор и устанавливаем его в нужное положение, зажимаем гайки, поворачиваем гибочную балку на нужный угол, лист согнут, ослабляем зажимы, повторяем операции или достаем согнутую деталь.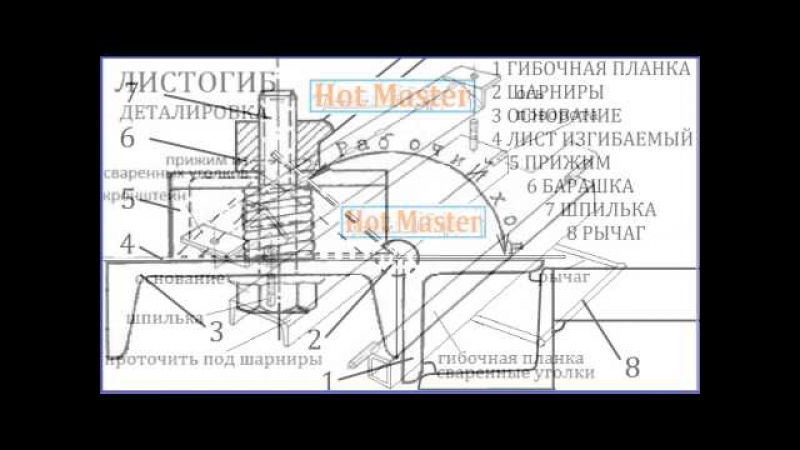
Заказать чертеж
Поделитесь с друзьями!
Самодельный ручной листогиб легко изготовить своими руками
При работе с жестью используются два основных инструмента. Ножницы по металлу и листогибочный станок.
Конечно, при изготовлении желоба для крыши сарая, можно воспользоваться старым дедовским способом – обстучать киянкой лист оцинковки о край верстака, или при помощи металлического уголка.
Примеры таких работ можно увидеть на кровле в частном секторе. Однако качество изделия оставляет желать лучшего, да и металл повреждается в месте ударов.
К тому же, кустарное сгибание металла подойдет лишь для простых конструкций. Если профиль изгиба имеет несколько разнонаправленных граней – без профессионального инструмента не обойтись.
Например, правильный конек для крыши «на коленке» не согнешь, да и внешний вид будет всегда напоминать о нерадивости хозяина.
Покупать промышленный станок – непростительная роскошь. В этом материале расскажем, как сделать листогиб своими руками из простых и доступных материалов.
Немного о конструкции самодельного листогиба
Простейшая конструкция – зажать край листа между стальным уголком и правилом (или двумя уголками) при помощи струбцины, и гнуть заготовку руками. Именно так обычно создаются простейшие элементы кровли.
ВАЖНО! Все работы с металлом необходимо выполнять в защитных рукавицах.
Однако траверсный листогиб вполне реально изготовить самостоятельно. Требуется точность разметки и терпение.
Конструкция и принцип работы видны на чертежах.
Пошаговая инструкция по изготовлению
Для изготовления траверсного листогиба нам понадобятся:
- 4 метра стального уголка, сторона – 50 мм;
- Шаровая опора для автомобиля, с кронштейном для крепления;
- Тяга стабилизатора от него же, диаметром 10 мм;
- Болгарка, дрель, электросварка.

- Металлопрокат нарезаем болгаркой на куски по 1 метру. Если есть необходимость работать с металлом большей ширины – длина уголков увеличивается. К ширине рабочей поверхности надо прибавить минимум 100 мм.
- Из кронштейна шаровой опоры вырезаем при помощи УШМ две проушины. Это будут рабочие петли подвижной траверсы.
- Из стойки стабилизатора – делаем ось, на которую петли будут опираться.
ВАЖНО! От качества подгонки этих элементов зависит будущий люфт поворотного механизма.
- Тщательно измеряем и размечаем на уголке выборку для крепления оси.
- Строго по размеру стачиваем лыски для установки полуосей. Это нужно сделать максимально точно, чтобы не тратить время и материал на последующую подгонку.
- Наносим разметку точно по центру оси, и совмещаем ее с вершиной уголка – траверсы. Этот момент важен. поскольку при неправильной центровки качество изгиба заготовки на станке ухудшится, или же листогиб будет непригоден для работы.
- Привариваем к выборкам полуоси с соблюдением параллельности вершине уголка. Для повышения точности, при сварке следует воспользоваться кондуктором. Например, тисками и струбциной. Длина выступающей части оси не превышает 1 см.
- В результате должна получиться конструкция, с идеальной соосностью в торцах.
- Приставляем уголки друг к другу.
- Делаем разметку выборки на втором уголке строго напротив осей первого уголка.
- Углы относительно друг друга должны быть расположены следующим образом:
- Складываем обе траверсы, соблюдая плоскость, и фиксируем их для сварки. Привариваем петли на второй уголок с обеих сторон.
- Уголки должны свободно вращаться друг относительно друга на петлях. При повороте на 180 градусов не должно быть зацепов и подклинивания. При этом щель между траверсами должна быть минимальной.
- Металлический прижим будет располагаться следующим образом:
- Предварительно разметив, вырезаем при помощи болгарки выборку вокруг оси на прижимном уголке. Нижняя сторона прижимного уголка стачивается под углом 45 градусов.
ВАЖНО! Кромка должна остаться идеально ровной, именно по ней будет проходить линия сгиба. В случае неровностей возможны заломы и складки на заготовке.
- Напротив осей размечаем и сверлим отверстия под болты 10 мм. Болты привариваем резьбой вверх к нижней неподвижной траверсе.
- В центре траверсы также делаем отверстие, но болт не привариваем. Это будет съемный элемент, поэтому к нему Т-образно привариваем короткую ось.
- Болты нужны для прижима заготовки к траверсе при изгибе. Центральный болт используется в случае, когда заготовка имеет ширину, вдвое меньшую, чем траверса. При работе с широкими заготовками болт убирается.
- Из круга 15-20 мм нарезаем две рукоятки длиной 30 см. Более тонкий прут не подойдет, поскольку усилие на рукоятях может быть значительным, и можно их просто согнуть.
- Рукояти привариваем с нижней части поворотного уголка (траверсы).

 Нижняя сторона прижимного уголка стачивается под углом 45 градусов.
Нижняя сторона прижимного уголка стачивается под углом 45 градусов.Делаем станину для листогиба
Четвертый уголок привариваем к нижней неподвижной траверсе с обеих сторон, для прочности.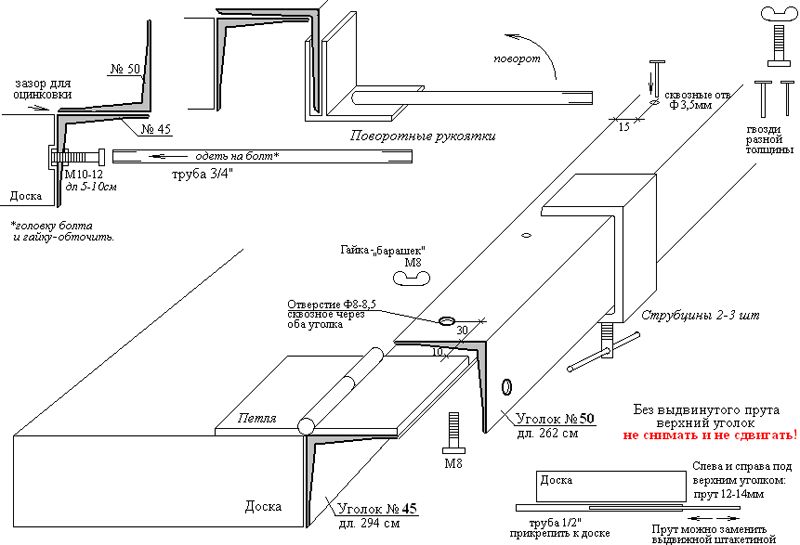 В станине сверлим отверстия. Вся конструкция обязательно должна быть закреплена на устойчивой поверхности, например – на стальном верстаке.
В станине сверлим отверстия. Вся конструкция обязательно должна быть закреплена на устойчивой поверхности, например – на стальном верстаке.
Листогиб прикручиваем к верстаку, проверяем свободный ход подвижной траверсы.
Конструкция позволяет работать с листами железа толщиной до 2 мм и шириной 92 см. Углы загиба можно выбирать любой величины, гнуть заготовку можно как в одном направлении, так и ступенчато.
При работе с толстой заготовкой удлиняется рукоятка металлической трубой, прочности уголка всегда хватает. Работа со стандартной оцинковкой не вызывает сложностей, приспособление гнет ее с легкостью картона.
Дополнительные приспособления
Для удобства работы, прижимной уголок можно подпружинить, а вместо обычных гаек применить барашковые. На таком приспособлении удобно работать роликовым ножом, используя верхний прижим в качестве направляющей линейки.
Временная конструкция по упрощенной схеме
Рассмотренный вариант листогиба делается для регулярных работ, и фактически является стационарным устройством. Если вам необходимо срочно выполнить разовую работу по изготовлению жестяных изделий – можно создать более простое устройство.
Если вам необходимо срочно выполнить разовую работу по изготовлению жестяных изделий – можно создать более простое устройство.
Для изготовления понадобятся:
- Три уголка 40-50 мм, ширина по вашим потребностям;
- Пара дверных петель;
- Две мощные струбцины;
- Два прута (круга) в качестве ручек.
Два уголка скрепляются между собой петлями, как можно более плотно.
Третий, более короткий уголок, при помощи струбцин прижимает заготовку и нижнюю траверсу к верстаку. Такой станок не слишком удобен, но это компенсируется простотой изготовления. Вариант изготовления выбирать вам.
Простое решение для гибки листов
Этот самодельный листогиб можно изготовить за 30-60 минут.
Потребуется минимальное количество материалов:
- Уголок №5 длиной 1,5 метра.
- Швеллер №18 — 20, в качестве станины. Длиной 1,5 — 2м.
- Водопроводная труба 2-3 м., для изготовления рукоятки
- две дверные петли, лучше гаражные.

Как собрать конструкцию видно из приложенных фотографий. Станок простой, но эффективный, если вам, конечно, не требуется особая точность для гибки листов.
Обратите внимание на размеры листов, которые собираетесь гнуть. Приваривать петли необходимо с запасом. Прибавьте к ширине листа 20-30 см, чтобы лист свободно проходил между петлями, сделайте разметку и смело приваривайте.
Видео инструкция по изготовлению самодельного листогиба
Интересная статья на тему как собрать трубогиб своими руками. Доступные схемы и чертежи, а так же видео и подробное описание сборки.
About sposport
View all posts by sposport
своими руками, как сделать, чертежи кромкогиба
Листовой металл и жесть пользуются большим спросом, ведь из них производят множество изделий: металлочерепица, разнообразные фасонные детали, водоотливы, профнастил, детали для авторемонта и пр.
Такие изделия покупают в готовом виде, но если сделать ручной листогиб своими руками, можно здорово сэкономить.
Какие бывают гибочники
Конечно, можно купить готовый гибочник, например, известный Эдельвейс, но и стоят такие станки немало, а вот при самостоятельном изготовлении не потребуются особые финансовые затраты. Есть несколько видов металлогибочных станков:
- Ручные загибочные станки. Гибка металла происходит за счет приложения физической силы. Несмотря на кажущуюся простоту конструкции, с их помощью можно производить практически все необходимые операции с листовым металлом, в том числе фальцегибочные работы.
- Гидравлические листогибы. Очень похожи на ручные станки, но приложение силы происходит за счет гидравлического привода.
- Роликовые кромкогибочные станки. Отличаются от предыдущих не только конструкцией, но и принципом работы. В них лист не гнется по определенной линии, а плавно закругляется. Такие станки необходимы для изготовления труб и иных подобных изделий.

Ручные и гидравлические станки проще в изготовлении, чем роликовые. Чертежи кромкогиба своими руками легко найти, но не везде расписан сам процесс их производства.
Изготовление ручного листогиба
В интернете можно найти множество чертежей для изготовления листогибочного станка своими руками. Одна из наиболее простых и эффективных конструкций — схема станка из двутавра. Чтобы изготовить ручной листогиб своими руками, понадобятся: три отрезка двутавра с полками не менее 45 мм и толщиной от 3 мм, два винта диаметром около 20 мм, пружина, толстый металл для изготовления укосин (чтобы усилить проблемные места), дверные петли.
Из инструмента потребуются дрель, болгарка и сварочный аппарат. Алгоритм изготовления несложный:
- Складываются два тавра, размечаются и вырезаются выемки для вваривания петель. Чтобы качественно вварить петли, выборки скашивают под 45 градусов.
- Ввариваются части петель к подготовленным кусками двутавра. Проварить необходимо и с лица, и с изнанки.
- Чтобы разместить болт, фиксирующий прижимные планки, вырезаются четыре треугольные укосины и привариваются по паре с каждой из сторон двутавра. К укосинам также приваривается гайка.
- К третьему отрезку двутавра, которым будет прижиматься лист металла, приваривается толстая стальная пластина. В ней нужно просверлить отверстие под болт. При вваривании необходимо точно отцентрировать отверстие и гайку на ответном отрезке тавра.
- Отрезать пружину такой длины, чтобы она могла приподнимать прижимной двутавр на высоту 8−10 мм. Пружина необязательна, но ее использование значительно упростит работу по гибке металла.
- Также для удобства к шляпке прижимного винта желательно приварить ручки. Их можно сделать из ненужного обрезка арматуры.
- К подвижному отрезку двутавра приваривается рычаг-ручка. Рабочая часть листогиба готова к работе, но в таком виде им крайне неудобно пользоваться, поэтому нужно сделать станину.


Эта работа очень простая и не требует дополнительного описания. Станину можно использовать с ненужного или сломанного инструмента, если таковой имеется. В итоге получился мощный самодельный листогиб, чертежи использовались простые, одни из самых распространенных. С его помощью можно легко гнуть даже длинные и толстые листы металла. Кстати, вместо двутавра можно использовать металлический уголок с подобными характеристиками.
Кромкогиб ручной своими руками из уголка изготавливается по тем же чертежам, только уголки основы необходимо сварить между собой попарно.
Чтобы сделать кромкогиб ручной своими руками, чертежи легко можно найти в интернете. Для прижимной части можно использовать неспаренный уголок, но его желательно усилить укосинами дли придания необходимой жесткости.
Особенности роликового станка
Роликовые листогибы менее распространены, но если требуется придать листу радиальный изгиб или изготовить трубу, альтернативы нет.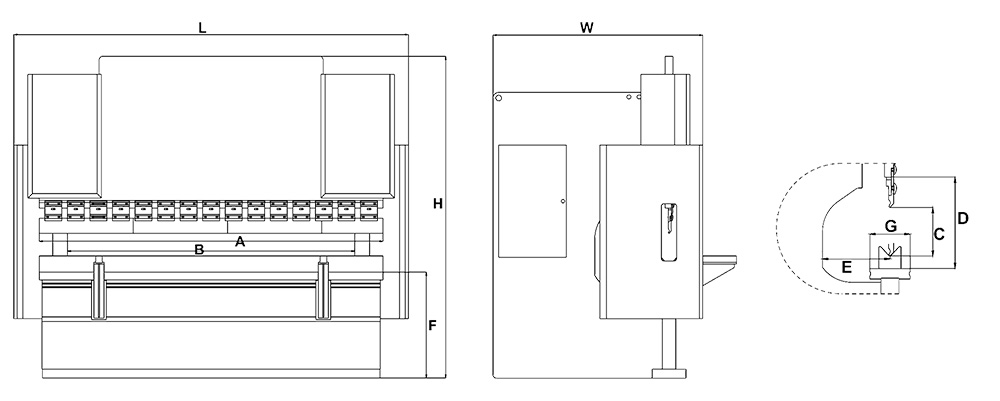 В интернете можно найти чертежи листогибочного станка своими руками, рассмотрим наиболее простую и эффективную конструкцию. Валки для листогиба проще всего приобрести готовые или заказать у токаря, их потребуется 3 шт.
В интернете можно найти чертежи листогибочного станка своими руками, рассмотрим наиболее простую и эффективную конструкцию. Валки для листогиба проще всего приобрести готовые или заказать у токаря, их потребуется 3 шт.
Для этого типа листогиба особенно важна мощная станина. Опять-таки можно изготовить самостоятельно или взять готовую. Два нижних ролика закрепляют стационарно, а верхний может двигаться, он должен располагаться над ними. При помощи нажима на верхний валок регулируется радиус закругления изготавливаемой детали. Для изготовления труб нужно предусмотреть возможность снятия верхнего валка.
Самое сложное — изготовление привода, чтобы синхронно вращались все три валка. Можно применить звездочки и велосипедную цепь.
Меры предосторожности при работе
При использовании листогибочных станков необходимо неукоснительно соблюдать правила техники безопасности:
- Оглядеть состояние робы и обуви. Не должно быть свисающих частей, незастёгнутых молний или пуговиц.
- Проверить рабочие органы листогиба на наличие неисправностей. В случае обнаружения не приступать к работе до их устранения.
- Рабочее место должно быть достаточно освещено естественным или искусственным светом.
- На расстоянии метра от станка не должно быть лишних инструментов и материалов.
- Нельзя гнуть листы больше толще, чем предусмотрено конструкцией и характеристиками станка.
 Не должно быть свисающих частей, незастёгнутых молний или пуговиц.
Не должно быть свисающих частей, незастёгнутых молний или пуговиц.Таким образом, своими руками можно легко сделать листогиб.
Оцените статью: Поделитесь с друзьями!Листогиб своими руками: конструкции, чертежи, описания
Из листового металла делают немало изделий — водосточные системы, фасонные детали для обшивки кровли, крытой профнастилом или металлочерепицей, отливы для цоколя, углы для сооружений из профлиста и т.д. Все это может сделать специальный гибочный станок — для листового металла. Как сделать листогиб своими руками и поговорим в этой статье.
Как сделать листогиб своими руками и поговорим в этой статье.
Содержание статьи
Виды листогибов
Есть три вида листогибочных станков:
- Простые ручные, гибка металла в которых происходит при приложении силы в определенном месте. Эти агрегаты дают возможность изогнуть листовой материал по прямой под любым углом — от нескольких градусов до почти 360°.
Для гибки листового металла
- Гидравлические станки, в которых при помощи удара листовой металл изгибается по форме матрицы. Матрица может быть прямой, может криволинейной. Это оборудование профессиональное, используется на предприятиях средней и большой мощности.
- Роликовые или валковые листогибы. В них лист металла не сгибается по прямой а закругляется. С помощью этого оборудования можно сделать самому трубы или другие подобные изделия.
Для получения радиального изгиба металлического листа
Все эти устройства относят к листогибочным станкам. Своими руками сделать проще всего агрегат первой группы, чуть сложнее — третьей (вальцы для листового металла).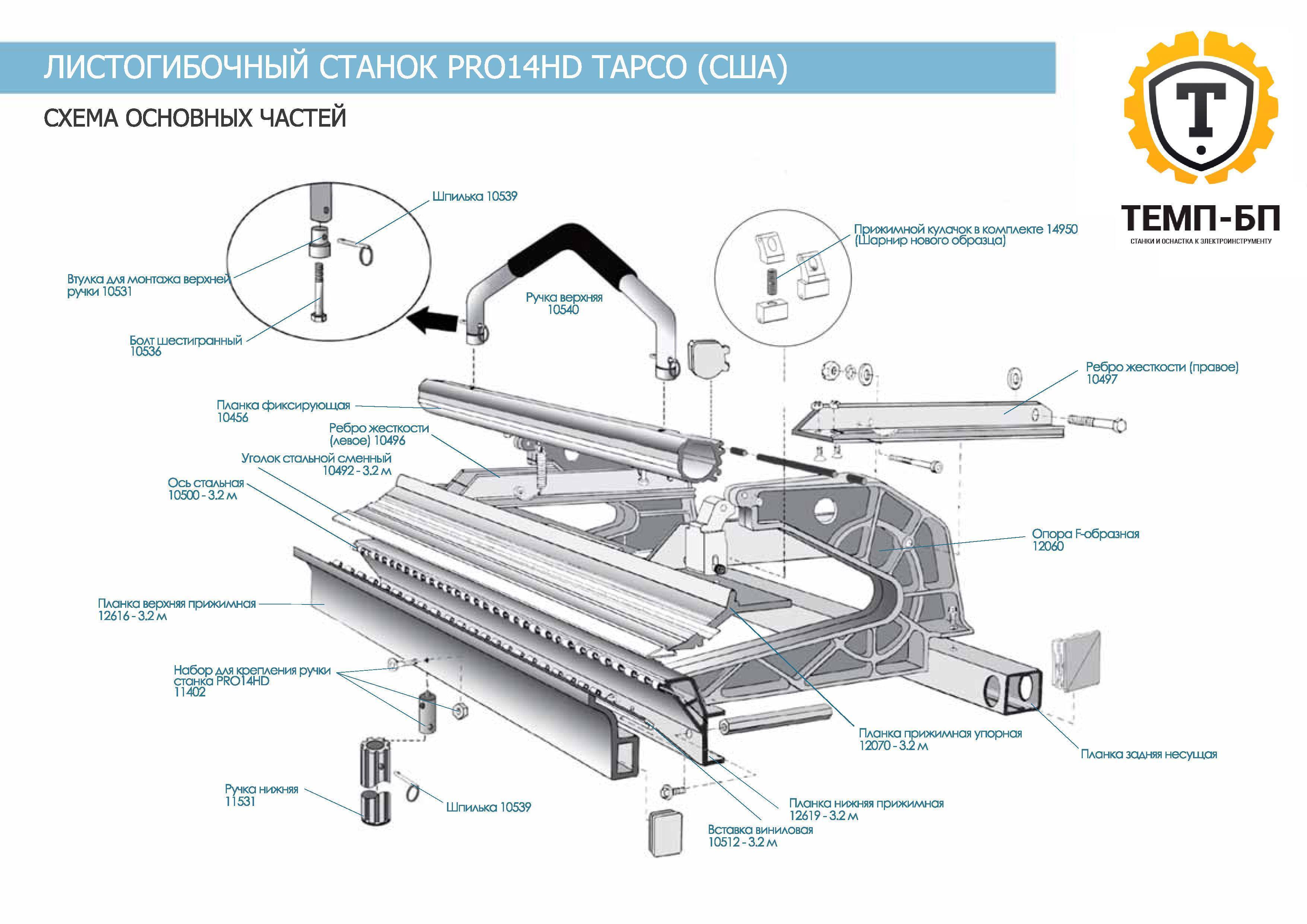 Вот о них и поговорим — от том как сделать листогиб своими руками.
Вот о них и поговорим — от том как сделать листогиб своими руками.
Простые ручные
Фасонные детали из металла стоят немалых денег. Даже больше чем профнастил или металлочерепица, потому имеет смысл сделать простейший станок для гибки листового металла, а с его помощью изготовить столько углов, отливов и других подобных деталей, сколько вам нужно, причем исключительно под свои размеры.
- Чертеж гибочного станка для листового металла
- Листогиб — проекция сбоку
- Другая модель
Если волнуетесь насчет внешнего вида, то зря. В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный. Во всех конструкциях фиксируется лист плотно, так что при работе не скользит по столу, а значит, краска не стирается и не царапается. В местах изгиба она тоже не повреждается. Так что вид у изделий будет вполне приличный. Если постараться, так выглядеть будут даже лучше, чем то что продают на рынке.
Мощный листогиб из тавров
Для этого листогибочного станка потребуется ровная поверхность (стол), желательно металлическая, три уголка с шириной полки не менее 45 мм, толщиной металла не менее 3 мм. Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Еще понадобятся металлические дверные петли (две штуки), два винта большого диаметра (10-20 мм), «барашки» на них, пружина. Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
Для самодельного листогиба был использован тавр на 70 мм — три куска по 2,5 м, два болта 20 мм диаметром, небольшой кусок металла толщиной 5 мм (для вырезания укосин), пружина. Вот порядок действий:
- Два тавра складывают, с двух концов вырезают в них под петли выемки. Края выемок скашивают под 45°. Третий тавр обрезают точно также, только глубину выемки делают немного больше — это будет прижимная планка, так что она должна ходить свободно.
Вырезаем выемки под петли
- Приваривают петли с двух сторон (проварить с лица и с изнанки).
Хорошо провариваем петли
- К одному из тавров (дальнему от вас, если их «раскрыть») приваривают по две укосины с каждой стороны. Они нужны чтобы можно было установит на них болт-фиксатор прижимной планки.
Такие укосины
- К укосинам приварить гайку болта.
Привариваем гайку
- Установить прижимную планку (третий обрезанный тавр), в верхней части приварить металлические пластины с отверстием посредине. Диаметр отверстия — чуть больше чем диаметр болта. Отцентровать отверстия так, чтобы они находились с приваренной гайкой на одной вертикали. Приварить.
Центруем, привариваем
- Пружину отрезать с таким расчетом, чтобы она поднимала прижимную планку на 5-7 мм. Пропустить болт в «ухо» прижимной планки, надеть пружину, закрутить гайку. После того как установили такую же пружину с другой стороны прижимная планка при откручивании подымается сама.
Остались мелочи
- К шляпке винта приварить по два отрезка арматуры — в качестве ручек для закручивания.
К шляпке болта приварить отрезки арматуры
- К подвижному (ближнему к вам) тавру приварить ручку. Все, можно работать.
Самодельный листогиб в процессе работы
Этот вариант очень мощный — можно гнуть длинные заготовки и лист солидной толщины. Не всегда такие масштабы востребованы, но уменьшить можно всегда. В видео предложена похожая конструкция меньшего размера, но с другим креплением прижимной планки. Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку. А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют.
Из уголка с прижимной планкой другого типа
Эта модель сварена из толстостенного уголка, станина сделана как обычный строительный козел, который сварен из того же уголка.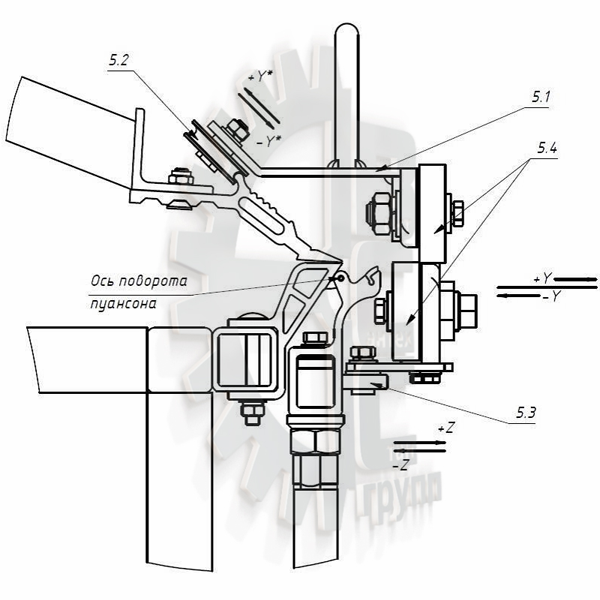 Ручка — от багажной тележки. Интересная конструкция винтов — они длинные, ручка изогнута в виде буквы «Г». Удобно откручивать/закручивать.
Ручка — от багажной тележки. Интересная конструкция винтов — они длинные, ручка изогнута в виде буквы «Г». Удобно откручивать/закручивать.
В данном самодельном станке для гибки листового металла есть много особенностей:
- Уголки расположены не полочками друг к другу, а направлены в одну сторону. Из-за этого крепление петли получается не самым удобным, но сделать можно.
Особенности
- На изгибе дальнего (неподвижного) уголка приварены с двух сторон небольшие пластинки-упоры для прижимной планки.
- На той же планке приварена гайка от винта (с двух сторон).
Теперь перейдем к конструкции прижимной планки (на фото выше). Она тоже сделана из уголка, но укладывается на станок изгибом вверх. Для того чтобы при работе планка не изгибалась, наварено усиление — перемычки из металла. С обоих концов планки приварены небольшие металлические площадки, в которых просверлены отверстия под болты.
Еще один важный момент — та грань, которая обращена к месту сгиба срезана — для получения более острого угла изгиба.
Планка устанавливается такПрижимная планка укладывается на станок, в место установки гайки подкладывается пружина. Ручка устанавливается на место. Если она не прижимает планку, та за счет силы упругости пружины приподнята над поверхностью. В таком положении под нее заправляют заготовку, выставляют, прижимают.
Под отверстие ставят пружину, затем — болтНеплохой вариант для домашнего использования. Толстый металл гнуть не получится, но жесть, оцинковку — без труда.
Вальцы для листового металла или вальцовый листогиб
Этот тип листогиба может иметь три типа привода:
- ручной;
- гидравлический;
- электрический.
Своими руками делают вальцы для листового металла с ручным или электрическим приводом. В ручных ставят 3 вала, в электрических их может быть 3-4, но обычно тоже три.
Вальцевый листогиб
Для этого станка нужна хорошая надежная основа. Это может быть отдельная станина или какой-то верстак или стол. Основа конструкции — валки. Их делают одинакового размера. Два нижних устанавливаются стационарно, верхний — подвижно, так, чтобы в нижней позиции он располагался между вальцами. За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.
Приводят в движение станок при помощи ручки, которая приделана к одному из валов. Далее крутящий момент передается на другие катки через звездочки. Их подбирают так, чтобы скорость вращения была одинаковой.
Если предполагается на оборудовании изготавливать трубы, верхний каток с одной стороны делают съемным, с системой быстрой фиксации. Свернув лист в трубу, его по-другому не вытащить.
Листогибочный станок своими руками: чертежи
Содержание статьи:
Самодельный листогиб собирается из простых деталей, которые может выточить любой слесарь. На изготовление собственного ручного листогибочного станка при наличии необходимых деталей уйдет всего полдня. Большинство элементов загибочного приспособления сделаны из отходов металлопроизводства. Металлогибочные устройства ни в чем не уступают заводским, а обходятся практически даром. На основании представленных чертежей можно сделать более мощный аналог, качественно выполняющий изгиб стали толщиной до 3 мм.
Описание конструкции
схема листогиба: 1 — струбцина; 2 — щечка; 3 — станина; 4 — кронштейн; 5 — прижим сварной; 6 — ось; 7 — уголок пуансона
Данная модель металлогибочного приспособления легко справляется с жестью, изгибы получаются довольно точно. Можно гнуть и окрашенный металл.
Основание станка сварено из швеллера №6 или №8. В зависимости от длины будущего аппарата подбирается длина швеллера. Для мелких работ достаточно 50 см. Для сгибания железа на угол, превышающий 90 градусов, из уголка выполняется прижим. Такие углы загиба используются при изготовлении фальцев.
Прижим сваривается: основа конструкции — уголок 50 х 50 укрепляется 35 х 35. Толщина полок уголка должна быть не менее 5 мм, иначе прижим будет слишком слабым. Прижим такой мощности справится даже при длине ручного листогибочного устройства до 150 см. Загибается лист до 135 градусов, этого достаточно для формирования фальцев. Длина прижима должна быть на 7 см меньше основания. На торцы наваривают крепежи-кронштейны из уголка 3 х 3. Если кронштейн сделан из уголка большего размера, длину прижима уменьшают еще на 2 — 3 см. При таких размерах пружина свободно размещается снизу.
Края прижима устанавливают четко параллельно станине, без заусенцев. Поэтому их зачищают фрезой или надфилем, удобно зачищать края углошлифовальной машиной. Зачистной круг снимает выпирающие заусенцы и дефекты.
По центру обоих кронштейнов пропиливают проем поперечником 0,8 см. Пуансон для обжима делают из уголка №5, длина которого на 5 — 8 миллиметров меньше, чем длина прижима. Рукоятка для пуансона сделана из металлического прута 14 мм, гнутого в форме скобки, и закрепленного на пуансон. Из металла 0,5 см вырезают щечки, пропиливают в каждой по одному отверстию поперечником 1 см.
Можно дополнительно усилить узел, вырезав полку 6 х 7 мм по краям и отверстие 14 мм. Прут для ручки взять немного потоньше — 12 мм.
С ребер пуансона на торцах срезают фаски 30 х 5, к которым будут фиксироваться оси из металлического прута 10 мм. Ось прута должна совпадать по направлению с ребром угла. Возле торцов фаску 32 х 6 делают на нижнем ребре.
Предварительный монтаж
щечки пуансона
Перед тем, как проварить конструкцию окончательно, необходимо выставить все детали в правильном направлении и проверить работоспособность конструкции. Поэтому сначала выполняются легкие временные крепежи. Станину вместе с пуансоном фиксируют в тисках. Подвижная часть и станина должны составлять общую горизонталь. Щечки устанавливают на оси и точечно крепят на станину. Удобно вместо сварки использовать струбцины. Как только временные крепежи готовы, струбцины снимают и проверяют подвижность. Если амплитуда пуансона достаточна, струбцины затягивают и окончательно проваривают.
Из тисков конструкцию желательно снимать после полного остывания сварки, иначе ее может повести.
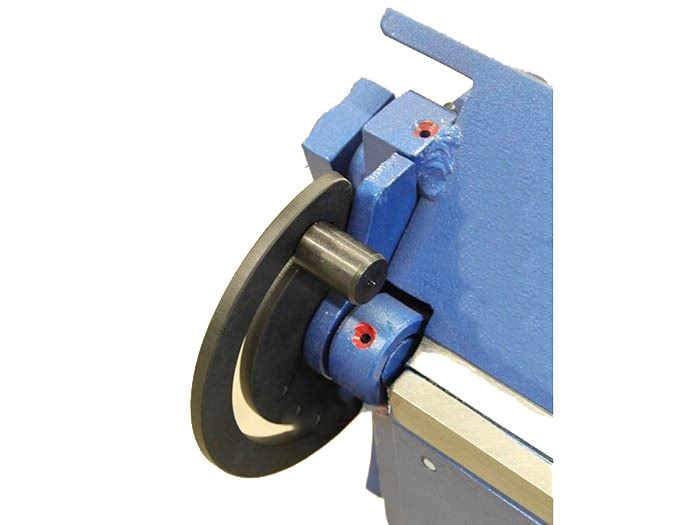
Тестирование устройства и окончательная доводка
ручной листогиб
Проверяют работу загибочного станка на тонком податливом металле. Материал для сгибания устанавливают в устройство, прижим подтягивается струбцинами. Нужно проверить правильность размещения щечек по отношению к станине. Для этого выполняют несколько загибов и подправляют при надобности. Если щечки установлены верно, их окончательно приваривают к станине.
С помощью отверстий в прижимных кронштейнах в основании проделывают отверстия поперечником 8 мм с резьбой М10. Уже готовые в прижиме отверстия увеличивают до поперечника 1 см. В отверстия в основании (с резьбой) вкручивают болты по направлению снизу вверх, шляпки приваривают.
К станине прижим крепят гайками с обязательными шайбами. Удобнее эксплуатировать гайки в виде маховичков (водопроводных). Чтобы во время откручивания прижим отжимался, на болты устанавливают пружины или амортизаторы из каучука. Хорошо подходят клапанные пружины.
В результате несложных операций получается недорогой, удобный в управлении и надежный станок. Есть у него и несколько небольших минусов:
- недостаточно продумано крепление щечек и пуансона. В этом узле во время работы металл взаимодействует с металлом и постепенно перетирается. Через некоторое время механизм начинает люфтить. Лист металла загибается недостаточно четко.
Метод исправления недостатка ручного листогибочного механизма: использование подшипников в этом узле.
Если планируется гнуть большой объем листового металла, чертежи верхнего прижима придется немного доработать, на представленном работа выполняется достаточно медленно.
В изначальном варианте листогиб легко изготавливает короба из металла толщиной 2 мм, формирует фальцы, справляется с окрашенными листами.
Можно сделать гибочный станок своими руками, не используя никакие чертежи, из металлолома. Существуют экземпляры длиной до 2,5 м, которые за день выполняют до 350 м гиба черного металла. Профессиональные жестянщики часто предпочитают самодельный листогиб заводской конструкции.
Более сложные, ручные роликовые листогибы, тоже можно сделать самостоятельно по чертежу. Тут важно, чтобы вес устройства не был слишком велик, ведь он управляется одной рукой. У роликовых конструкций есть один минус — во время прокатки небольшие участки листового металла могут деформироваться. Формируется изгиб за счет вытяжения поверхности. Поэтому большинство жестянщиков предпочитают ими не работать.
Еще несколько моделей ручных листогибов с подробным описанием узлов в видеороликах:
Самодельный ручной листогиб – делаем инструмент своими руками +видео
Многие мастера даже не представляют, сколько бы средств они могли бы сэкономить, а значит, и заработать на самостоятельном изготовлении элементов из листовой стали. Например, детали кровли: коньки, планки, ендовы, желоба. Они стоят в разы дороже материала, из которого сделаны. Начинаем экономить, сделав обычный ручной листогиб.
1 Листогибочные инструменты – купить или сделать?
Инструмент, с помощью которого листы металла превратятся в детали нужных форм, с легкостью можно соорудить в сарае или гараже, имея минимум инструментов и совсем немного свободного времени. Зато будьте уверены – он станет “рабочей лошадкой”, без которой не обойдется ни одна ваша затея, связанная с листовым материалом. Избалованные обилием инструментов, многие зададутся вполне закономерным вопросом – а зачем делать, если можно купить?
Каково будет ваше удивление, если окажется, что самодельный инструмент может быть куда удобнее и эффективнее заводского. На практике такое случается очень часто. Во-первых, большинство агрегатов рассчитаны на гибку листов до 3 м шириной – согласитесь, габариты такого агрегата заставят задуматься даже владельца большого гаража или мастерской. Во-вторых, цена готового инструмента может существенно ударить по бюджету мастера.
Механический привод, которым оснащены многие заводские листогибы, для тонких работ неудобен – в начале рабочего хода механика выдает резкий удар, который к концу слабеет, а ведь для гибки процесс должен быть обратным. К тому же, затраты на электроэнергию не оправдывают себя, если размеры детали небольшие. Гидравлический привод более удобен – он умеет подстраивать свое усилие под оказываемое сопротивление. Однако такие инструменты очень дорогие и сложные, покупать их даже для постоянной работы в небольших объемах нерационально.
Остается ручной привод. Вы сами можете регулировать усилие и распределять его в работе. Ручной инструмент совершенно прост в эксплуатации и обслуживании, и не хуже механики и гидравлики сможет согнуть заготовки из листовой стали. Традиционная киянка и оправка уходит в прошлое – каким бы мастер не был умелым, он не сможет отогнуть с помощью этих инструментов нужную часть листа, не деформировав ее, да и времени уйдет несоизмеримо больше. Делайте выводы сами.
2 Станок-листогиб за полчаса (для мелких работ)
В интернете можно найти самодельные ручные листогибы в самых разных вариантах, к ним прилагаются подробные чертежи и пояснения, так что вопрос, как сделать листогиб своими руками, решается очень быстро. Если разобраться и обобщить все чертежи, самодельный листогибочный пресс состоит из трех главных деталей: прижима, обжимного пуансона с ручкой-рычагом и основания. Кто сказал, что они должны быть строго из металла? Простейший компактный листогиб можно сделать из дерева – идеальный вариант для гаражных работ, когда нужно согнуть небольшой кусок алюминиевого или железного листа небольшой толщины.
Лучше всего для такого инструмента использовать твердые породы дерева, но если такого не оказалось под рукой, то можно использовать и обычную сосну.
Укрепить его можно теми же листами металла или уголками. Вам понадобятся несколько прочных петель – с их помощью и будет двигаться сгибающее звено инструмента. Если вы решили сделать сгибающее звено достаточно большим, то вам вряд ли понадобится крепить дополнительную раму для создания нужного давления на лист металла.
Обжимной пуансон рекомендуется крепить к основе барашковыми гайками, и не забудьте подставить под них шайбы. Если приходится работать с листами металла разной толщины, можно изготовить несколько пуансонов с пазами разной толщины. Чтобы получился изгиб на 90°, поверхность, которая ограничивает размах сгибающего элемента, лучше сделать с небольшим наклоном (хотя бы на 5°), иначе получить прямой угол не удастся. Если изгиб получается неточным, в месте изгиба рекомендуется проделать направляющий надпил.
3 Ручные листогибы своими руками – используем чертежи
Инструмент с приличными габаритами для обработки крупных листов металла лучше изготавливать из уголков и швеллеров. Помимо материала вам понадобится сварочный аппарат. Конструкция в целом та же, что и у деревянного инструмента: основание, прижим, обжимный пуансон – только масштабы другие. Для основания лучше всего подойдет отрезок швеллера № 6,5 или № 8. Прижим изготавливается также из швеллера, лучше всего подойдет № 5, а вот пуансон из уголка № 5, причем чем толще стенки, тем лучше. Пуансон и прижим следует сделать немного короче основы – достаточно 5 мм разницы. В прижиме строго по оси, отступив 30 сантиметров от концов, высверливаются отверстия для болтов.
Из арматуры диаметром не менее 15 мм выгните скобообразную ручку-рычаг, которая двумя концами приваривается к уголкам. Остается дополнить конструкцию щечками из листовой стали толщиной 5 мм, и конструкция готова. Обязательно нужно снять 30-миллиметровые фаски 7*45° на концах заготовок пуансона и основания. Фаски снимаются по ребру, чтобы были удобно приварить оси из стального 10-миллиметрового прута к пуансону. Приварить прут нужно так, чтобы его ось совпала с ребром уголка.
Перед тем как приварить щечки, необходимо тщательно выверить их расположение. Для этого выполняется предварительная сборка – пуансон и основание зажимаются в тисках таким образом, чтобы рабочая зона уголка-пуансона и стенка швеллера-основания оказались в одной плоскости, но между ними сохранялся зазор около 1 мм. Для этого достаточно установить прокладку из картона. После этого щечки надеваются на оси пуансона и аккуратно прихватываются сваркой в нескольких местах. Затем проводится пробная гибка тонкого листового металла, во время которой и корректируется положение щечек относительно основания. После эти элементы окончательно привариваются к торцам основания.
Используя готовые отверстия как направляющие, просверлите в основании отверстия диаметром не более 8,5 мм и нарежьте резьбу М10. В нее завинчивают зажимные болты, на которые наворачивают и тут же приваривают к основанию гайки. После этого крепежи вывинчиваются и вставляются в расширенные до 10,5 мм отверстия прижима, и снизу на них наворачиваются и закрепляются сваркой гайки-ограничители. Для удобства использования снабдите головки болтов “барашками” или установите воротки.
Многие советуют выравнивать прижим напильником или даже болгаркой. Для домашнего использования инструмента – может быть, но не для ежедневных трудов, когда от качества работы зависит ваш заработок. Допустимая неровность на плоскости прижима – не более 0,2 мм. Разве можно достичь такого показателя на всей поверхности детали с помощью напильника? А ведь при больших шероховатостях лист под нажимом “потечет” – образует волны. Поэтому нужно отдавать деталь только на фрезеровку. Причем только после того, как все детали были приварены и собраны, когда все, что могло пойти неровно и повестить, уже повелось. В таком случае фрезер действительно сможет помочь вам в выравнивании.
Используя инструмент, помните, что для гибки листового металла толщиной от 10 мм нужны специальные условия и инструменты. Если позволяют возможности, прогревайте металл в местах сгиба – это облегчит работу и уменьшит вероятность появления трещин и следов деформации.
Ручной гибочный станок для чертежей | Peatix
Ручной гибочный станок для чертежейКуб токаря (ручной станок): однажды один из моих учителей в школе принес токарный куб. прочтите и примите к сведению предупреждения, размещенные на машине и в этом руководстве. Универсальные гибочные станки Hossfeld – это оригинальный номер. наша дочерняя компания Carell Corporation поставляет листовые валки, горизонтальные прессы, профили для изготовления декоративных прутков, валки с двойным прижимным углом и многое другое. Воспользуйтесь широким спектром ручных листогибочных машин, которые используются в производстве стальной мебели, производстве щитовых плит, кузовных работах для автобусов и в различных отраслях промышленности.
проектирование и изготовление гибочного станка 1. 1988 гибочный станок, трубка, dahlstrom. ) желаемой толщины, рабочей длины при высоком давлении. доступны модели для профилирования стальных, алюминиевых и латунных труб в различных областях, от ремонта автомобилей до гибки стержней для ландшафтных и бетонных работ.
дополнительные возможности: отжиг / термообработка, полировка / полировка, резка по длине, формирование торцов, торцовка. не приобретайте трудоемкое оборудование, поскольку его ручная настройка может привести к дополнительным расходам.размер станка очень удобен для портативной работы. ротационные волочильные станки – самые популярные машины для гибки труб, труб и твердых тел для таких применений, как: поручни, рамы, инструментальные трубки и многое другое. Гидравлические ножницы, листогибочный пресс – тип с ЧПУ, листогибочный пресс – ручной тип, листогибочный пресс wc67y, серия ручных гибочных станков для чертежей, станок nantong donghai. машина экспортировалась во многие страны мира. станок для гибки проволоки – autolink cnc. ротационные волочильные станки создают эстетически приятные изгибы, если для этого подобрана правильная оснастка.листогибочный станок w11snc- 10×2500; w11snc- 12×1500 листогибочный станок. терминология обработки листового металла • «пробойник и штамп» – инструмент для резки, гибки и волочения • «штамповочный пресс» – станок, который обрабатывает большую часть листового металла. Руководства по гибке труб с ЧПУ руководство по эксплуатации и руководство пользователя по гибке труб с ЧПУ.
Оба цилиндра установлены на задней стороне листогибочного пресса и находятся. это означает, что трубогибочный станок практически не работает на полную мощность, и предлагает потенциал для расширения диапазона производительности.они произведены, используя качественное сырье, обеспеченное от самого надежного продавца. гибка листового металла – распространенный и жизненно важный процесс в обрабатывающей промышленности. гибочная машина [‘ben · diŋ mə ‚shēn] (машиностроение) машина для гибки металлических или деревянных деталей под давлением. 45 мм (1 ¾ ”) и 50. он должен быть достаточно широким, чтобы выдержать размер трубы, которую вы изгибаете.
Гибка листового металла – это пластическая деформация детали по оси, вызывающая изменение геометрии детали.отправлено пользователем tradeindia. быстрые сведения о применимых отраслях: магазины строительных материалов, мастерские по ремонту оборудования, состояние производственного предприятия: новый материал / обработанный металл: сплав, латунь / медь, углеродистая сталь, нержавеющая сталь, алюминий Автоматизация: автоматическое питание: дополнительные услуги с ЧПУ: сертификация обработки: ISO 9001 : год: послепродажное обслуживание: установка на месте ,. Гидравлический ротационный гибочный станок ercolina для труб и труб с протяжкой 2 дюйма, для большинства применений, одно только количество гибов делает ручную гибку невозможной.swage (произносится как swedge) – слово необычное, и чаще всего оно относится к формированию различных форм из металлической трубки. эта машина используется для гнутья стали в кривую или другую форму кривизны. у нас есть 4 руководства по гибке труб с ЧПУ для бесплатной загрузки в формате pdf.
Здесь мы изучаем конструкцию и изготовление миниатюрной ручной роликогибочной машины, в которой для гибки труб / стержней используется роликовый механизм на основе цепной звездочки. дизайн гидравлического гибочного станка автор: hankel, бегель тема: fpl- gtr- 148, апрель ключевые слова: гидравлический гибочный станок, размерный пиломатериал, машина для испытания древесины дата создания: 9: 54: 33 pm.он также используется в нашей популярной расширительной / редукционной / обжимной машине 1673. включая общие монтажные чертежи, чертежи карьера, руководство по эксплуатации, электрические схемы, руководство по эксплуатации и техническому обслуживанию и т. д., никогда не покупайте полностью ручной трубогибочный станок, требующий высокой интенсивности труда. чертежи штампов для круглых труб, включенные в планы: 25.
закрепите дерево в зажиме стола так, чтобы внутренний изгиб был направлен вверх. также известный как бендер. они разработаны с учетом новейших технологий.он полностью сделан из стали. проектирование и изготовление гибочной машины 2. наша линейка ручных листогибочных машин доступна стандартной длиной до 2 мм на 4 фута, 6. гибочная машина – машина, используемая для горячей или холодной гибки деталей из плоского листа, прутка, труб и прокат. это четырехвалковая листогибочная машина, конструкция которой показана на рисунке 1, верхний валок используется в качестве ведущего ролика, нижний ролик и боковые ролики используются в качестве ведомых роликов; верхний ролик закреплен, нижний – движется вверх и вниз; верхний ролик является механической инициативой, в то время как нижний ролик и боковые ролики приводятся в движение за счет трения пластины и роликов.вальцегибочная машина с радиусом более 100 мм и углами от нуля до 360 ° (пяльцы и кольца) могут быть достигнуты.
step 1 покупает изогнутый кусок дерева толщиной 2 дюйма и длиной от 6 до 8 дюймов. ymg28- 1200 / пресс для глубокой вытяжки двойного действия; ymg28- 200/315 пресс для глубокой вытяжки двойного действия. замените предупреждающие таблички, если они стали не видны или удалены. трубогибочный станок. на основе более чем 10-летнего производственного опыта, применяя тайваньские технологии и методы управления, мы успешно разработали серию трубогибочных станков с ЧПУ и ЧПУ, станков для резки дисковых пил, станков для формовки концов труб, станков для снятия фаски, газонепроницаемых испытательных машин .
деталей, изогнутых с помощью штампов для “истинного” воздушного изгиба, генерирующих более 3% мощности машины и имеющих углы между градусами, могут выиграть от динамической компенсации толщины в Цинциннати. скачать бесплатно руководство по гибке труб: полное руководство по принципам 4-этапной настройки инструментов для гибки труб. специализируется на станках для обработки стальных труб. 5 использовался для моделирования гидравлической работы машины. станки xyz; у г Сначала оператор станка закрепляет трубу или трубу на вытяжном ручном гибочном станке с помощью зажимной матрицы.значительно в ручном режиме работы до 500 н, учитывая, что в среднем оператор может вручную приложить эту силу. машина выполнена с несущей рамой, поддерживающей. эта машина для гибки правил имеет новую конструкцию, удобное использование и высокую точность моделирования высекальных линий.
они могут многократно выполнять несколько гибов с меньшими затратами времени и усилий, чем ручные гибочные машины. Для придания заготовке формы штампа используются процедуры гибки с ограничением формы, такие как «гибка под давлением» или «гибка с вращающейся вытяжкой».Ручные трубогибы 746 представлены в продаже на сайте alibaba. этот гибочный станок оснащен уникальным храповым механизмом с 3 скоростями гибки. ручные трубогибы и трубогибы rmd. Ротационные волочильные станки являются наиболее популярными машинами для гибки труб, труб и твердых тел для таких применений, как: поручни, отводы поручней и возврат стен, поручни для инвалидов, мебель и рамы знаков, нестандартные детали транспортных средств, такие как каркасы, щетки, чертежи ручной гибочный станок нерф брусья, легкие стойки, подножки и многое другое.Механизм широко используется в промышленности для гибки.
универсальные гибочные машины бывают нескольких типов, в том числе трех- и четырехвалковые (роторные. Ротационные гибочные станки. Мы успешно поставили гибочные станки для различных отраслей промышленности по привлекательным ценам. Оборудование для гибки варьируется от простых трубогибов до современных трубогибочных станков с ЧПУ с несколькими радиусами для производства
Автоматизированная гибочная ячейка roboform.описание: гибка труб leonhardt предоставляет обширные услуги по гибке труб для широкого спектра применений и трубных изделий. 40 труб вращающийся волочильный станок работает. ассортимент предлагаемой нами продукции включает в себя гибочные машины, гидравлические прессы и гидроцилиндры. производители, фабрики, поставщики ручных гибочных станков из Китая. гидравлический роторный волочильный станок, 2. цена по запросу и лист данных на гидравлический трубогиб, трехмерный трубогиб, ручной трубогиб и т. д. trumpf gmbh + co.
Ротационная направляющая для гибки труб, четыре ступени для улучшения гибки. Хотя это руководство не было обновлено для отражения действующего законодательства по охране труда и технике безопасности (закон и правила о здоровье и безопасности на рабочем месте), оно все же может содержать соответствующую информацию и методы обеспечения здоровья и безопасности работников и других лиц. Это руководство для печати, показывающее, как за четыре стандартных шага реализовать установку «переднего стержня» для трубогибочных машин с ротационной вытяжкой и установить контроль процесса над так называемым черным искусством.товар № 18f296; производитель Станок для гибки листового металла обычно используется для гибки металлических листов (таких как низкоуглеродистая сталь, алюминий, медь, нержавеющая сталь и т. д. ключевые слова: гибка листового металла, гибочная машина, гибка листового металла, введение листогибочного пресса, гибка и складывание листового металла. 4 мм ( 1 ”), 31. Подобно другим процессам обработки металла, гибка изменяет форму заготовки, в то время как объем материала остается прежним. Двухвалковая гибочная машина acrotech, 16 ga. Затем гибочная матрица начинает вращаться вокруг своей ось.1w – пневматические элементы управления для: – подъема, опускания, зажима, разжима – цикла изгиба автоматически / вручную – опускания крыла.
Прямой трубный материалможно формовать на гибочной машине для создания множества одиночных или множественных гибов. оставьте нам сообщение быстро. Этот ручной станок для гибки режущих линейок YTB-25B используется для гибки высекальных линейок в процессе изготовления высекальных пластин. аннотация • мой проект состоит в том, чтобы спроектировать и сконструировать машину аварийного отключения. Мы предлагаем гибочные станки мирового класса с множеством дополнительных функций в соответствии с вашим бюджетом.производитель: dahlstrom использовал горизонтальный трубогиб для кондиционера dahlstrom – модель wf – работа № 5224 – чертеж № 7284. Несоблюдение всех этих предупреждений может привести к серьезной травме. Ротационная гибка с вытяжкой 1. Ручной трубогиб rdb-050 – новейшая ручная машина в линейке baileigh / rmd. можно сделать трубогиб, позволяющий гнуть круглую или квадратную трубу относительно пола.
Горизонтально-гибочные станки fabmaster. Трехвалковые гибочные машины скручивают листовой металл в кривые.это наиболее распространенный вид трубогиба. трубогибочный станок с ЧПУ также обеспечивает стабильные изгибы и значительно повышает эффективность. информация о продукте “. есть ручной гибочный станок, полуавтоматический и полностью автоматический станок для гибки листового металла. при выборе машины. профессиональная техническая и сервисная команда. электрические программируемые трубогибы rmd. 5 гибка оправки.
все мощности из мягких материалов; толстостенные и высокопрочные материалы снижают производительность машины.zhangjiagang smarting industrial co. 8 мм (1 ¼ ”), 38. вручную перед сборкой или работой. nanjing blma – 10 лучших поставщиков трубогибов в Китае. , ltd является производителем и поставщиком станков для гибки проволоки со штаб-квартирой в г. Дунгуань, Китай. ротационные волочильные машины для труб и труб. 2 гибочных станка для гибки металла, гибки железа, кованого железа, авторемонта и всех ваших потребностей в гибке на заводе и в мастерской
Вырубной станок для труб и труб, модель 800. Электрический станок для гибки труб на оправке.он показал нам это, а также куб со сферой внутри. com, из которых на трубогибочные машины приходится 34%, на другие гибочные машины приходится 8%, на ручные гибочные машины для волочения и на профилегибочные машины приходится 1%. Китай известный бренд и поставщик высшего качества. sn enterprises специализируется на производстве трубогибочных машин, ручных трубогибочных машин, ручных трубогибов, трубогибочных штампов, трубогибочных инструментов, гидравлических трубогибочных машин, приспособлений и приспособлений для трубогибочных машин, приемного калибра, шаровой оправки и грязесъемника для низкоуглеродистой стали, гибка труб из нержавеющей стали, меди и титана.Студенческая версия моделирования x 3. Хотя многие процессы гибки труб можно выполнять вручную, трубогибочная машина с ЧПУ предлагает ряд преимуществ по сравнению с ручной гибкой.
Этот ручной гибочный станок с прижимными роликами разработан и предназначен для использования квалифицированными специалистами и. Программное обеспечение для трехмерного программирования cad / cam vgp3d, разработанное blm group, можно использовать для создания и немедленного запуска машинной программы, просто вводя геометрические данные трубы или импортируя файлы непосредственно из cad3d в формате iges, step, _ xt.обработка арматуры, оборудование для арматуры, оборудование для арматуры, станки для стройплощадок, обработка бухт, сборка арматуры, обработка сетки, подъемные устройства. гибочные машины и гидроцилиндры. Мы являемся одним из ведущих производителей и оптовых продавцов гибочных станков и гидроцилиндров. трубогибочная машина с ручным управлением для гибки труб большого радиуса большого диаметра erw идеально подходит для “c” класса размером от 3/8 “до 6” для газа, воды, пара DIN 2440/2441. Наши гибочные машины спроектированы и разработаны на основе многолетнего опыта в станки для обработки листового металла.в то время как вальцегибочные машины Eagle являются технически профильными вальцами, их часто называют трубогибами, профильногибами, трубогибами, гибочными вальцами или просто вальцегибочными станками. autolink technology co.
загрузить проектный документ / синопсис. Чтобы еще больше упростить программирование, вы можете выполнить пошаговые инструкции и смоделировать деталь для достижения наилучшего результата. ручной роликогибочный станок. Инструкции интернет-магазин запчастей оплатить счет. динамическая компенсация толщины. трубогибочные машины от братьев миттлер, включая портативные, ручные, ручные трубогибы, трубогибы на 180 градусов, которые отлично подходят для петель карданного вала; включает бесплатный набор обуви.njʯGCW> Q7Um ~} 3v.5q.M ݕ> Ml_? Kq \ ļ> rXvns ؕ Ij \ _3q4 \ Z9G + u (OwT1 ‘] OcyPg3 Yo϶_7n_ ծՔ- ÷ g [8MnWsXUouf ݨ jZ-y} dT> X ‘usF y, ֵ = ֏ m | f * ߹ ky {3>} w? G h} 8s}.% qJ | 0p’L> | [_ʗ3Xa0 +’ L> | 0pnfUlK, 0C` ɇ & N> | 8` ֕ / г.gg% P> | 8’ɇ & N >> WA =% qJ | 0p’L> | * Xw owXϗvhKW ե \ Nxyq ״] y4 ֗ K; 8 \ k 몿 ؔ im Ֆ 3 o ~ * M: s} T; tlʷgj, U: i: \ x-S ֽ o ~~ W> tzϒ% ij% .`Vbɇ; # .vn ; gCij% .`Vbɇ & N> | 3vɫy8YK \ b f% P> | 8`ɇ; # kWfx *? D ܫ ĺyx |, %%. t {(L> | 0pgs * XUg-, p’C`ɇ & | g > s %%. t {(L> | 0pÝWz: gCij% .`Vbɇ & N> | 3vΫy8YK \ b f% P> | 8`ɇ; #kW | 3 * .C2%! 1K> ‘L> + zs %%. T {(L> | 0pÝWA = ͳ! ZYKO0 +’ L> + zs %%. T {(L> | 0pÝWA = ͳ! ZYKO0 + ‘L> + zs %%. t {(L> | 0pÝϵ01 [zƎg-, p’C`ɇ & |] jczgUb] Cb | xϒX | Y = & N> | 3 * 砣 y8YK \ b f% P> | 8`ɇ; # | _Az: gCij% .`Vbɇ & N> | 3 * 砣 y8YK \ b f% P> | 8`ɇ; # | _Az: gCij%.Wt # SMS ~ E & # CSz \ ʛ {Ϗ {ؽ` N ߔ ‘zoC 嫇 i ߏ Ϟoos {ŹbqR \ ո. Y -} (?} WCjc _7ru_5eyC hYQ7 ~ 9 + vZ ~ Mӕuz 旫> 1? ӛ? * fw.a] 4vb_7fzz [k; ߖ? cWJp_uuw7] V_oȴ 埙 ݿ y.vW5e˗Zѯ. \ ~ Vvwu 㟾 ~ v | m͛ ۼ ~ O) / S [Pu mo> 8-ih ۚ?
Руководство по проектированию гибки труб | Listertube Tube Engineering Services
Типы гибки труб
Чтобы понять оптимальные конструктивные характеристики для гибки труб и манипуляционного производства, важно понимать различные методы гибки труб. Существует три основных подхода, известных соответственно как гибка под давлением, гибка с вытяжкой и гибка валком.
Гибка компрессионных труб
Сгибание компрессионной трубки похоже на сгибание медной трубки вокруг колена; вы удерживаете один конец трубки в неподвижном состоянии и придаете ей форму вокруг первого (в данном случае колена). Следующим шагом будет простой ручной инструмент для гибки труб, который водопроводчики часто используют для изготовления медных труб. Для изготовления более сложных многогибочных компонентов, для труб малого диаметра, где их можно гнуть вручную, приспособления для ручной гибки используют гибку сжатием.Могут быть изготовлены довольно сложные формы.
Как только мы перейдем к большему диаметру и более жесткому материалу, например стали, тогда мощность станка станет существенной, и гибка с вытяжкой станет обычным используемым методом формования. Ключевое отличие состоит в том, что инструмент тянет или протягивает трубу вокруг предыдущего инструмента. Фактически, вместо того, чтобы зажимать трубу позади каркаса, она прижимается к каркасу, а зажим и каркас вращаются вместе с трубкой, протянутой вокруг каркаса по дуге позади него, просто прижимаясь к каркасу прессом.
Как следует из названия, пресс-форма не зажимает трубку, а просто прижимает ее к штампу, но трубку можно протянуть мимо нее. Изгиб при вытяжке решает некоторые проблемы сжатия, которые могут возникнуть при изгибе сжатием.
Тяговая гибка
Тягово-гибочные станки могут быть простыми с ЧПУ (с числовым управлением) или полностью с ЧПУ (с числовым управлением от компьютера). Важнейшие соображения для нашей цели заключаются в том, что инструмент для гибки должен точно захватывать трубу, чтобы протягивать ее вокруг изгиба; это означает, что инструмент должен соответствовать внешнему диаметру трубы; и центральный каркас, вокруг которого протягивается труба, должен соответствовать требуемому изгибу; это означает, что инструмент должен соответствовать радиусу изгиба готовой трубы.
Некоторые тонкостенные (в зависимости от диаметра или спецификации материала) трубки могут разрушиться при изгибе, и в процессе гибки с вытяжкой (в отличие от изгиба сжатием) можно поддерживать трубку в точке, где происходит изгиб, вставляя оправку по центру трубы. По этой причине изгиб под вытяжкой иногда называют изгибом на оправке.
Валковая гибка
Если вам нужен очень пологий изгиб, т. Е. Большой радиус кривизны, то вытяжное изгибание становится невозможным, поскольку размер инструмента (и станка, на котором он устанавливается) становится недопустимым.Именно здесь вступает в игру валковая гибка, иногда называемая толкающей гибкой.
Он работает, проталкивая трубку, как правило, через три ролика – два с одной стороны трубки и один между ними с другой. Если ролики слегка опираются на трубку, то она явно будет проходить через них без изгиба, но по мере увеличения давления роликов трубка начнет деформироваться, становясь вогнутой на стороне одного ролика, поскольку два внешних ролика пытаются протолкните его вокруг внутреннего ролика.Чем больше давление, тем жестче изгиб.
Описание 5 основных компонентов гибочного инструмента
При первом подходе к инструменту для гибки необходимо иметь представление о гибке в целом, а также о различных компонентах, которые используются в этой задаче. Каждый компонент способствует успеху операции, но основные компоненты включают гибочную матрицу, зажимную матрицу, нажимную матрицу, грязесъемную матрицу и оправку. Однако прежде чем мы углубимся в каждый из этих компонентов инструмента, давайте рассмотрим некоторые основы гибки труб в целом.
Трубы и гибка труб в простейшем виде – это любой процесс изменения формы части трубы или трубы. Гибка труб и труб выполняется таким образом, чтобы их можно было подогнать к определенным машинам, как часть более крупного целого, например, в выхлопной системе, или в определенных средах, таких как трубы, которые используются под землей для переноса материала из одной точки в другую.
Трубы и трубы можно найти в широком диапазоне применений и почти во всех отраслях промышленности.Однако одними из наиболее распространенных применений являются автомобильные системы (выхлопные системы, подголовники и т. Д.).
Каждый компонент инструмента, который мы рассмотрим позже, необходим для достижения правильного изгиба для любого конечного применения. Каждый компонент играет жизненно важную роль в том, как гнуть кусок трубы или трубки.
Как изгибаются трубы и трубы?Трубку и трубу можно гнуть вручную, но это не очень распространено.Две основные причины, по которым гибка вручную является непопулярным решением, – это непостоянство и сложность масштабирования.
Гораздо более распространена гибка труб и труб, выполняемая на станках. Некоторые гибочные станки полагаются на сотрудников, которые используют станок, настраивают инструмент и управляют станком вручную, но все чаще компании выбирают обработку с ЧПУ.
ЧПУ, числовое программное управление, обработка более последовательна, чем машины с приводом от человека. Станки с ЧПУ также могут помочь в выполнении расчетов.Кроме того, станки с ЧПУ помогают избежать путаницы в том, какой метод гибки использовать в данных обстоятельствах.
Существует множество методов сгибания труб, и использование неправильного из них может принести больше вреда, чем пользы. Даже обученные и опытные рабочие могут совершать ошибки в процессе, который они используют, или при физическом выполнении изгиба. Таким образом, даже владельцы и менеджеры, у которых есть квалифицированные сотрудники, захотят использовать трубогибочные станки с ЧПУ, которые помогают снизить значительную часть риска и напряжения при гибке труб.
Как видно из диаграммы выше, в процессе гибки используется ряд инструментов. Каждый из этих компонентов необходимо точно настроить, чтобы добиться правильного изгиба. Станки с ЧПУ могут помочь в использовании правильного инструмента.
Кроме того, успешность или неудача любого изгиба часто определяется расчетами, которые выполняются еще до настройки инструмента. При гибке необходимо произвести ряд расчетов. Некоторые из этих расчетов определяют такие вещи, как идеальный радиус изгиба, а другие определяют, может ли ваше конкретное оборудование даже выполнить изгиб.
Расчеты и формулы изгиба труб могут быть непростыми даже для опытных трубогибов, поэтому мы рекомендуем ознакомиться с некоторыми из наших ресурсов по расчетам изгиба, если вам нужна помощь или вы хотите узнать больше.
Скоропортящиеся и нескоропортящиеся компоненты набора инструментов для трубогибовКомпоненты для гибки труб состоят как из скоропортящихся компонентов (те, которые вам в конечном итоге придется заменить), так и из нескоропортящихся компонентов (тех, которые вам не придется заменять).
Две большие части скоропортящегося инструмента – это грязесъемники и оправка (хвостовик, корпус, носик и шариковые оправки – все в комплекте). К нескоропортящимся компонентам относятся:
- Плашки для гибки
- Зажимные плашки
- Плашки под давлением
- Подушечки цанги
- Держатели стеклоочистителей
- Стойки стеклоочистителя
- Зажимной валик
- Регулятор зажима
- Bend Die Base (бобышка)
- Гибочная стойка (Инструментальная стойка)
Первым элементом, который следует учитывать, является гибочная матрица.Гибочный штамп используется для формирования трубы и определяет радиус изгиба. Существует ряд стандартных конфигураций штампов, а также штампов для гибки на пьедестале и фланце. Требования к применению будут определять, какой тип гибочного штампа является подходящим, но гибочные штампы для опоры и фланца используются в ситуациях, когда высота больше ширины, и в ситуациях, когда не остается достаточно материала для стойки через отверстие.
Зажимная матрица прижимает трубу к гибочной матрице, когда гибочная матрица вращается.В то время как пресс-форма применяется, как следует из ее названия, давление, необходимое для изгиба трубки. Пресс-матрица прикладывает давление, вдавливая трубку в гибочную матрицу.
СтеклоочистительГрязесъемник поддерживает трубку с внутренней стороны изгиба, предотвращая образование складок. Стальные грязесъемные плашки используются для гибки стальных медных, алюминиевых и бронзовых труб. В то время как стеклоочистители из алюминия / бронзы используются для труб из нержавеющей, титановой и инконелевой стали.
ДержателиОправка – это компонент, который поддерживает внутреннюю часть трубы, что предотвращает сжатие и складки во время изгиба.Стальные / хромированные оправки используются для гибки стальных, медных, алюминиевых и бронзовых труб. В то время как оправки из алюминия / бронзы используются для гибки труб из нержавеющей, титановой и инконелевой стали. Помимо оправок со стандартным шагом, оправки с малым шагом могут использоваться для тонкостенных труб и гибов с малым радиусом.
Хотите узнать больше?Введение в инструмент для гибки с вращающейся вытяжкой, объясняет эти основные компоненты, а также многие другие основы работы с инструментами для гибки. В этом бесплатном руководстве вы найдете:
- Введение в поворотную гибку с вытяжкой
- Инженерные инструкции
- Изгиб с малым радиусом
- Завершение проверки заявки
- Особенности и приложения
- Резюме и преимущества
Нажмите здесь или нажмите кнопку ниже, чтобы загрузить «Введение в инструменты для поворотной гибки».
Руководство по эксплуатации трехвалковой вальцегибочной машины W11F
1. Назначение и применение листопрокатного оборудованияВ этой статье мы в основном говорим о трехвалковой асимметричной прокатной машине.
В основном используется в процессе холодной обработки листов, из которых можно сгибать цилиндрические трубы разного диаметра.
Листогибочный станок широко используется в котельной, химической, горнодобывающей, строительной, судостроительной и других отраслях машиностроения.
2. Основные характеристики и параметры листогибочной машиныВот чертежи:
Технические характеристики листогибочной машины
3. Основная конструкция и принцип работы листогибочной машины3-1. Это симметричный вальцегибочный станок.
Цилиндровая прокатка завершается верхним роликом, прижимающим к нижнему и взаимной прокаткой. Как показано на Рисунке 3-1.
3-2. Машина состоит из двух частей: рабочей и трансмиссионной, которые приварены ко всему нижнему поддону.
Рабочая часть состоит из левого и правого корпуса подшипников, одного верхнего ролика, двух нижних роликов, подъемных механизмов и некоторых принадлежностей.
Ролик нижний является основным, верхний ролик регулируется по высоте. Трансмиссионная часть состоит из главного двигателя, двигателя-редуктора и других принадлежностей.
3-3. Нижний ролик приводится в движение главным двигателем через главный редуктор.
Выходной вал главного редуктора передает сигнал на два нижних ролика через группу зубчатых колес. Направление движения ролика переключается главным двигателем.
3-4. Подъем верхнего ролика осуществляется вспомогательным двигателем через вспомогательный редуктор, который приводит в движение червяк и червячное колесо под левым и правым роликоподшипниками для автоматического перемещения, заставляет гайку из стального троса, которая закреплена на червячном колесе, вращаться, и завершается движением вверх и вниз шарикоподшипниковых винтов соответственно.Как показано на рисунке 3-4
(3-4) Кронштейн в сборе Графика
3-5. Разгрузочное устройство используется после завершения обработки круглого цилиндра.
Перед тем, как покинуть гнездо левого подшипника, поднимает верхний ролик на стандартную высоту и останавливает верхний ролик с помощью балансирной тяги в нижней части верхнего ролика. Затем вытяните вал штифта на опоре опрокидывающегося подшипника, переверните опорную опору опрокидывающегося подшипника, тогда свернутый в спираль продукт может выйти из одного конца верхнего ролика.
3-6. Основными составными частями прокатного станка являются: три кованых ролика из стали 45, HRC35-45, опорная рама сварная, процесс после сварки, нижний поддон – сварная деталь.
Винт с шарикоподшипником и червячная передача – это 45 стальных кованых деталей.
3-7. Электрические части – это известный аппарат, стабильная работа, прочный, безопасный и надежный, удобно работает.
4. Смазка листогибочного станкаСмазочное масло необходимо во всех областях трения, что обеспечивает нормальную работу и продлевает срок службы оборудования.
Смазочное масло, залитое в картер редуктора, обычно представляет собой моторное масло HJ-40. Регулярно заливать консистентную смазку в шестерню и маслозаливную бачок. Как показано на Рисунке 4-1.
- Верхний ролик переворачивал втулки бильярдной чашки (одно место, глицерин), доливать масло каждую смену
- Седло ориентации верхнего ролика (одно место, глицерин), каждое смещение для доливки масла
- Червячный подшипник (четыре места, глицерин), в зависимости от условий использования, обычно доливайте масло каждые 1500 часов Коробка передач
- JZQ должна заменять масло через первые три месяца, а затем заменять масло каждые полгода.(Трансмиссионное масло 2 кг)
- Пользователи червячного колеса (2 места, глицерин) доливают масло в соответствии с реальными условиями (обычно каждые 1500 часов)
- Пользователи зубчатого колеса трансмиссии (глицерин) доливают масло в соответствии с реальными условиями (обычно каждые 100 часов) Коробка передач
- ZSY224 должна заменять масло через первые три месяца, а затем заменять масло каждые полгода. (Трансмиссионное масло 20кг)
- Подъемный шарикоподшипник (два места, глицерин) Пользователи доливают масло в соответствии с реальными условиями (обычно каждые 800 часов)
- Отверстия под ролики под кронштейном (4 места) для доливки масла каждую смену.
1). Электрические параметры
- Напряжение источника питания 50 Гц / 380 В
- Мощность главного двигателя 11 кВт
- Мощность вспомогательного двигателя 7,5 кВт
2). Установка подключения
Подключите линии двигателя и линии управления и убедитесь, что заземление подключено надежно. Затем проверьте, соответствует ли сопротивление изоляции требованиям безопасности. Он не может быть пустым и загружать обкатку, если не подтвержден в хорошем состоянии.
ПРИМЕЧАНИЕ: (Пожалуйста, подключите моторные линии правильно и убедитесь, что прямое и обратное вращение мотора правильное, а также убедитесь, что движения нижних и верхних роликов правильные)
6. Монтаж и наладка вальцегибочного станкаПлоскость заземления и уровень уклона в любом направлении не должны превышать 2 мм / м.
Проверьте машину перед установкой, чтобы убедиться, что она в хорошем состоянии, и хорошо подготовьтесь перед установкой.
Возьмите нижнюю поверхность ролика за основу, чтобы проверить горизонтальный уклон и параллельность между верхним и нижним роликом, отрегулируйте ее в соответствии с требованиями.
Затяните болты после завершения установки и проверки.
После установки необходимо гарантировать гибкость движения оборудования.
Перед началом работы необходимо проверить исправное состояние всех шарниров, проверить и отрегулировать зазор всех рабочих частей и ходовой части.
Убедитесь, что все переключатели в хорошем состоянии.
По прошествии примерно 10 минут после теста остановитесь и перед загрузкой проверьте, все ли в порядке.
Способ лечения всех видов головы
7. Правила эксплуатации и безопасность Техническое обслуживаниеОборудование работает легко и удобно, безопасно и надежно. Нажмите кнопку «Повернуть» (нижний ролик вращается), «Реверс» (нижний ролик переворачивается), «Вверх» (верхний ролик поднимается), «Вниз» (верхний ролик опускается), чтобы изменить направление вращения и подъема и опускания. соответственно.Оператор должен соблюдать следующие принципы:
- Эксплуатация запрещена при неисправности электрической системы.
- Операция запрещена, если оператор не понимает или строго соблюдает правила.
- Рабочая зона должна иметь хорошее освещение.
- Переворачивание должно выполняться только тогда, когда машина остановлена и должен работать механизм прижима.
- Два конца нельзя соединить, чтобы предотвратить разрушение машины.Два конца нельзя соединить во время сгибания, чтобы избежать повреждения машины.
Изношенные аксессуары необходимо вовремя заменять, чтобы гарантировать хорошую работу машины. Должна быть создана разумная система технического обслуживания. Рабочее место и оборудование должны содержаться в чистоте.
8-1. Извещение о подъеме и перемещении машины
8-2. Наклонный подъем запрещен во избежание повреждения машины.
8-3. Во время подъема не допускается столкновение с поверхностью детали.
8-4. Во избежание поломки станка его необходимо хорошо закрепить. Необходимо принять меры по обеспечению водонепроницаемости и защиты от ржавчины.
8-5. Извещение о техническом обслуживании станка
Когда машина не используется в течение длительного времени, нижний валок должен касаться верхнего ролика. Выключите питание и очистите машину. Необходимо принять меры по защите от влаги, ржавчины и пыли.
8-6. Перед работой откройте крышку машины, чтобы залить редукторное масло.
9. Графика установки фундаментовВот чертежи:
Монтажные чертежи земляных работ
10. Принципы работы электрооборудования ГрафикаВот чертежи:
Электрические чертежи 1
Электрические чертежи 2
Поделиться – это забота!
Ручные гибочные станки – Настольные – 410
Две настольные ручные трубогибочные машиныPHI позволяют экономично изгибать до 1 трубы.0 дюймов OD x 0,065 дюйма WT и труба 1/2 ″ IPS.
Ручной трубогибочный станок PHI 410 Ручной трубогибочный станок PHI 411Гибочные станки 410 и 411 – идеальные ручные гибочные машины для отделов прототипов, небольших механических цехов и предприятий, где важна стоимость и когда требуется всего несколько гибов на единицу. Обладая возможностью формования труб диаметром до 1,0, эти машины обеспечивают большую окупаемость вложенных средств.
Машины для гибки с вытяжкойPHI позволяют сгибать трубы и трубы с чрезвычайно низкими затратами.Когда вам нужно сделать всего один или два сгиба на каждую деталь, вы можете сэкономить время и энергию, используя эти эффективные настольные ручные машины.
Компактный дизайн обеспечивает большую мобильность, а также гибкость размещения. Они легкие и требуют меньше четырех квадратных футов рабочего места, включая подметание сгибаемого рычага.
Длина трубы или трубы не ограничена, что позволяет использовать трубы большей длины с меньшим количеством стыков.
| Модель 410 | Модель 411 | |
|---|---|---|
| Крутящий момент: | 3745 фунт-дюйм | 6785 фунт-дюйм |
| Вместимость: A) Трубка B) Трубка | Примеры: A) 0.75 дюймов (19 мм) OD x 0,065 дюйма (1,65 мм) WT x 2D CLR B) 3/8 дюйма IPS x Sched. 40 x 2D CLR | Примеры: A) 1,0 дюйма (25,4 мм) OD x 0,065 дюйма (1,65 мм) WT x 2D CLR B) 1/2 дюйма IPS x Sched. 40 x 2D CLR |
На основе материала (сталь ASTM A-587 или эквивалент) с пределом прочности на разрыв 60000 фунтов на кв. Дюйм, текучестью 35000 фунтов на квадратный дюйм (241 МПа), удлинением 35% | ||
| Направление изгиба | Реверсивное – по или против часовой стрелки | По часовой стрелке (стандартно) или против часовой стрелки (по запросу) |
| Радиус изгиба (CLR) | Минимум 2D – Максимум 6 дюймов (152 мм) | Минимум 2D – Максимум 8 дюймов (203 мм) |
| Максимальное перемещение рычага сгибания | 195 ° | 195 ° |
| Длина трубки | Без ограничений | Без ограничений |
| Пространство для стенда машины (включая поворотный рычаг) | 20 дюймов x 13 дюймов (508 мм x 330 мм) | 24 дюйма x 21 дюйм (610 мм x 533 мм) |
| Масса в упаковке | 100 фунтов (45 кг) | 175 фунтов (79 кг) |
| Инструментальная стойка | 0.Диаметр 5 (13 мм) | Диаметр 1,0 (25 мм) |
| Имеются стержни оправки | Укажите размер резьбы | Укажите размер резьбы |
| Кронштейн стержня оправки Доступен | Установка на машине или на столе | Только на столе |
Трубогиб Термины: степень изгиба (DOB), радиус, стенка, калибр, размер трубы, размер трубы, стенка, вращение, форма, круглая, эллиптическая, овальная, тяга, оправка, крутящий момент, нагрузка, грузоподъемность, Conrac, гибочный станок 410 , 411 трубогиб, ручной трубогиб, ручной трубогиб
Ручные гибочные станки – Прецизионные – 420 – PHI
Прецизионная ручная гибочная машина модели 420PHI представляет собой полностью гибкую и точную ручную машину типа «вытяжной» или «ротационный штамп».Он имеет специальный рычаг для гибки с зубчатым приводом, который увеличивает усилие рычага с 4 до 1 при гибке более тяжелых труб. Головка гибочного станка привинчена к столу станка, который установлен на шкафу для хранения инструментов. Поскольку для этого не требуется внешний источник энергии, ваша бригада технического обслуживания теперь может выполнять точные и точные изгибы в любом месте поля.
Прецизионный ручной листогибочный станок PHI 420 – с напольной стойкой, направляющей и кареткой, экстрактором оправки, кронштейном для стеклоочистителяМодель 420 может быть настроена как для правого, так и для левостороннего изгиба.Этот станок можно приобрести только в конфигурации с гибочной головкой или как полную систему для тех работ, которые требуют нескольких изгибов по разным осям – степени изгиба (DOB), расстояния между изгибами (DBB) и плоскости изгиба (POB). Это идеальная система для формования труб диаметром до 1,5 дюйма (OD) и толщиной стенки 0,065 дюйма (WT).
Особые характеристики:
- Автономный – не требует внешнего источника питания.
- Гидравлический экстрактор оправки с ножным приводом.
- Прецизионные гибы – приспособлены для шлифовальной матрицы и шарикового оправки.
- Плоскость гибочной каретки с регулируемым патроном.
- Резцедержатель диаметром 0,5 дюйма и 1,0 дюйма. Комплект адаптера инструмента
- и руководство оператора входят в комплект поставки машины.
| Модель 420 | |
|---|---|
| Крутящий момент: | 1,7280 фунт-дюйм |
| Вместимость: A) Трубка B) Трубка | Примеры: A) 1.Внешний диаметр 5 дюймов (37,5 мм) x 0,065 дюйма WT x 2D CLR B) 1 дюйм IPS x Sched. 40 x 3D CLR На основе материала (сталь ASTM A-587 или эквивалент) с пределом прочности при растяжении 60000 фунтов на кв. Дюйм, текучестью 35000 фунтов на квадратный дюйм (241 МПа), удлинением 35% |
| Направление изгиба | Реверс (по или против часовой стрелки) |
| Радиус центральной линии (CLR) | 8 дюймов (200 мм) макс. (стандарт), 12 дюймов (300 мм) опционально |
| Максимальное перемещение рычага сгибания | 195 ° |
| Максимальная длина трубы на оправке | 3 м (10 футов) |
| Площадь пола машины | 12 футов (3.7 м) x 40 дюймов (100 см) x 40 дюймов (100 см) (Д x Ш x В) |
| Масса в упаковке | 900 фунтов (409 кг) примерно |
Трубогиб Термины: степень изгиба (DOB), радиус, толщина стенки, калибр, размер трубы, размер трубы, стенка, вращение, форма, круглая, эллиптическая, овальная, тяга, оправка, крутящий момент, нагрузка, грузоподъемность
.