Фрезерный станок с ЧПУ Master 2111 PRO
Технические характеристики портала
| Портал | – конструкционный алюминиевый профиль – стальные пластины, |
|---|---|
| Стол | -цельносварная металлическая рама, лист МДФ 22 мм |
| Максимальная нагрузка на стол | – 100 кг |
| Привод | – шаговые двигатели |
| Передачи | – ременная передача по осям X, Y – шарико-винтовая пара по оси Z |
| Скорость перемещения | – по оси Х, Y 16000 мм/мин. – по оси Z 2400 мм/мин. |
| Электрическая часть | – буксируемые гибкие кабель-каналы – сигнальный кабель |
| Управление | – пульт ДУ |
| Питание | – 220 В/ 50 Гц |
| Точность позиционирования | +/- 0.2 мм |
| Повторяемость | +/- 0.05 мм |
| Формат совместимых файлов | G — код, nc, ncc, ngc, tap, txt |
Технические параметры шпинделя
| Шпиндель | B (Master 2111 PRO) |
|---|---|
| Тип охлаждения | жидкостное охлаждение |
| Частота вращения | 6000 — 24000 об. /мин. /мин. |
| Рабочий ход по оси Z, мм | 110 |
| Цанга | ER20, Ømax 16 |
| Мощность шпинделя | 2200 Вт |
| Питание | 220 В |
🔥 Трех осевой фрезерный станок с ЧПУ «Master 2111 PRO» 🔥 на 60% выше производительность относительно базовой модификации. Установлены шаговые двигатели увеличенной мощности по осям X, Y, Z и более мощный шпиндель. Станок c рабочим полем 2100х1100х110 мм., для работы с древесиной различных пород, фанерой, ДСПЛДСП, МДФ, пластиком, акрилом, орг. стеклом, ПВХ и другим схожим по твердости материалом. Возможно использовать как для двухмерной резки различных форм, так и для сложных трехмерных объемных изделий. Станок прост в работе, надёжен и универсален в своём классе. 👍
Фрезерный станок с ЧПУ линейки Master отлично подойдет как для начала бизнеса, так и для уже действующих производств. Это мощное и производительное оборудование готовое к работе под нагрузкой.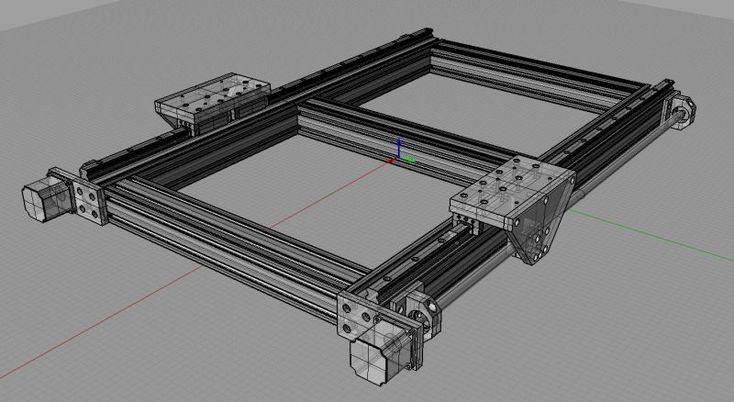 Станок новый, поставляется собранным, прошедшим все необходимые испытания и контроль качества. Собственное производство, гарантия 12 месяцев 🤝
Станок новый, поставляется собранным, прошедшим все необходимые испытания и контроль качества. Собственное производство, гарантия 12 месяцев 🤝
Срок изготовления от 7 до 30 рабочих дней.
🚚 Доставка в любой регион страны транспортными компаниями ПЭК, DPD, Деловые Линии, Энергия, и т.д.
Приобретая у нас фрезерный станок с ЧПУ вы получаете:
✅ Полностью готовый к работе станок!
✅ Программное обеспечение на русском языке!
✅ Обучение работе на станке!
✅ Собственную библиотеку готовых работ!
✅ Пожизненную техническую поддержку!
✅ Бизнес-план для уверенного продвижения!
✅ Готовые идеи и проекты для развития собственного производства!
👨🎓 Комплект Master позволяет каждому пользователю в кратчайшие сроки освоить безопасные методы и приемы работы на фрезерных станках с ЧПУ, получить основы программирования станков с ЧПУ и работы в CAD системах, уйти от монотонного ручного труда, увеличить количество и качество выпускаемой продукции.
Наша компания является Российским производителем фрезерных станков с ЧПУ для хобби и бизнеса.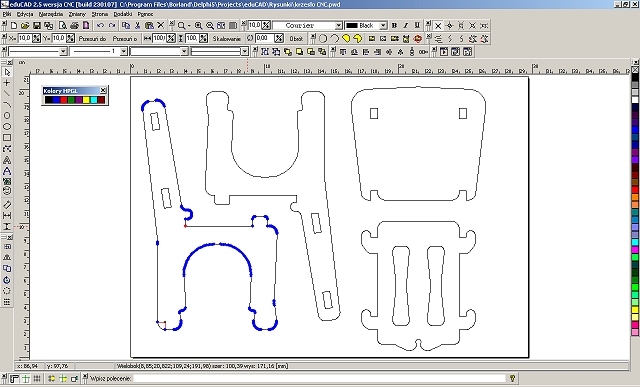 Уже более 5 лет мы производим фрезерные станки с ЧПУ и тысячи наших клиентов по всей стране запустили собственный бизнес с помощью нашего оборудования. Мы гарантируем поставку в срок, качественный продукт и профессиональный сервис. 🤝
Уже более 5 лет мы производим фрезерные станки с ЧПУ и тысячи наших клиентов по всей стране запустили собственный бизнес с помощью нашего оборудования. Мы гарантируем поставку в срок, качественный продукт и профессиональный сервис. 🤝
4. Требования к чертежам деталей, обрабатываемых на станках с чпу
При подготовке к проектированию технологического процесса производится детальный анализ чертежа для выявления недостающих размеров и конструктивно – технологических данных. Недостающие размеры и другие данные могут быть получены от конструктора, из сборочных чертежей, либо путем геометрических построений контура детали.
С целью облегчения подготовки УП простановка размеров в чертеже детали должна удовлетворять требованиям программирования.
Так как обработка
на станках с ЧПУ ведется по командам,
определяющим координаты точек траектории
в прямоугольной системе координат, то
размеры на чертежах должны задаваться
так же в прямоугольной системе координат
от единых конструкторских баз детали. Для этого необходимо выбрать начало
координат и направление осей. Желательно,
чтобы направление осей относительной
системы координат детали совпадало
после ее установки на станке с направлением
осей координат станка.
Для этого необходимо выбрать начало
координат и направление осей. Желательно,
чтобы направление осей относительной
системы координат детали совпадало
после ее установки на станке с направлением
осей координат станка.
При нанесении размеров на чертежах в некоторых случаях отверстия, группы отверстий или элементов деталей могут быть заданы в местной системе координат, как это показано для отверстия Б (рис.11.8,а). Переход от такой системы с началом в точке А к основной системе не вызывает трудностей.
Крепежные отверстия,
расположенные на том или ином радиусе
от центра основного отверстия, обычно
принято задавать центральным углом
дуги между их осями и радиусами. Для
станков с ЧПУ такая информация должна
заменяться координатами осей каждого
отверстия (рис.11.8,б). В рассматриваемом
примере за начало координат целесообразно
назначить ось большого отверстия, т.к.
она обеспечивает минимальное протяжение
холостых (позиционирующих) ходов при
обработке.
Рис. 11.8. Простановка размеров на чертежах деталей для станков с ЧПУ:
а) в местной системе координат; б) в системе координат основного отверстия
Часто детали имеют большое число мелких крепежных отверстий. Указывать координаты оси каждого из них нецелесообразно, т.к. это затрудняет чтение чертежа. В подобных случаях для указания размеров рационально использовать табличный метод, удобный и для программирования (рис.11.9,а).
При обработке криволинейных контуров плоских деталей на станке с ЧПУ в чертеже необходимо указывать размеры радиусов дуг координаты центров радиусов и координаты точек сопряжения дуг (рис.11.9,б).
Рис. 11.9. Простановка размеров на чертежах деталей табличным методом:
а) осей крепежных отверстий; б) криволинейных контуров
Согласно общему
правилу нанесения размеров на чертежах
деталей, обрабатываемых на токарных
станках могут быть выведены участки с
жесткими допусками (размеры а 11.10,а) и промежуточные участки с
широкими допусками (размеры в1,
в2,
в3,
в4).
Это вполне оправдано для станков с
ручным управлением, т.к. рабочему надо
выдержать точно только эти размеры. Для
станка с ЧПУ это не имеет значения, ибо
точность отсчета перемещений одна и та
же, а начало отсчета, как правило, не
совпадает с конструкторской базой и
находится вне детали. Поэтому размеры
для таких деталей следует наносить
цепочкой (рис.11.10,б).
11.10,а) и промежуточные участки с
широкими допусками (размеры в1,
в2,
в3,
в4).
Это вполне оправдано для станков с
ручным управлением, т.к. рабочему надо
выдержать точно только эти размеры. Для
станка с ЧПУ это не имеет значения, ибо
точность отсчета перемещений одна и та
же, а начало отсчета, как правило, не
совпадает с конструкторской базой и
находится вне детали. Поэтому размеры
для таких деталей следует наносить
цепочкой (рис.11.10,б).
Рис. 11.10. Простановка размеров на чертежах деталей для токарной обработки:
а) на станках с ручным управлением; б) на станках с ЧПУ
В общем случае нанесение размеров на чертежах деталей, обрабатываемых на станках с ЧПУ, должно быть таким, чтобы при подготовке управляющей программы не возникла необходимость их пересчета.ЧЕРТЕЖИ МАШИН
ОБЩИЕ ТЕРМИНОЛОГИИ И СИМВОЛЫ
При обучении чтению чертежей машин вы должны сначала ознакомиться с общими терминами, символами и соглашениями, определенными и обсуждаемыми в следующих параграфах.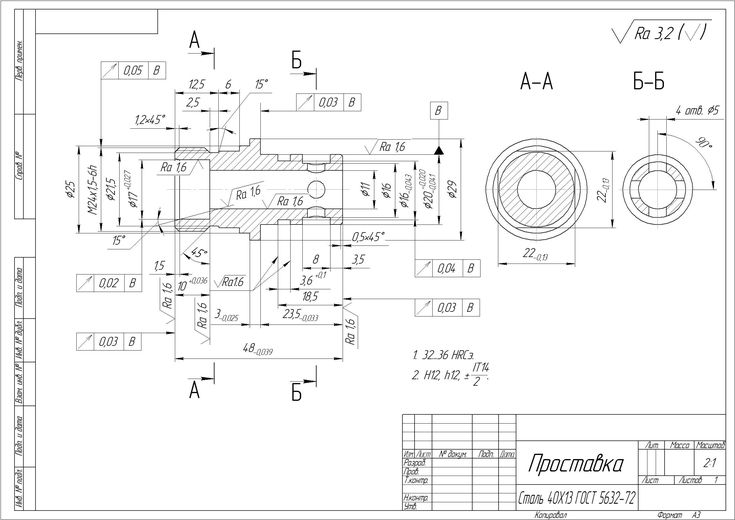
Общая терминология
Следующие параграфы охватывают общие термины, наиболее часто используемые во всех аспектах чертежей машин.
Допуски
Инженеры понимают, что абсолютная точность невозможна, поэтому они рассчитывают допустимые отклонения. Это изменение известно как толерантность. На чертеже указывается в виде плюса (+) или минуса (-) определенной суммы либо дробью, либо десятичной дробью. Пределы — это максимальные и/или минимальные значения, установленные для определенного размера, а допуск представляет собой общую сумму, на которую может варьироваться конкретный размер. Допуски могут быть показаны на чертежах несколькими различными способами; На рис. 4-1 показаны три примера. Односторонний метод (вид А) используется, когда отклонение от расчетного размера допустимо только в одном направлении. В двустороннем методе (вид B) размерная цифра показывает положительное или отрицательное отклонение, которое является приемлемым. В методе определения предельных размеров (вид C) указываются как максимальные, так и минимальные размеры.
Поверхности с допусками имеют геометрические характеристики, такие как округлость или перпендикулярность к другой поверхности. Типичные символы геометрических характеристик показаны на рис. 4-2. База — это поверхность, линия или точка, от которой должно быть определено геометрическое положение или от которой должно быть измерено расстояние. Любая буква алфавита, кроме I, O и Q, может использоваться в качестве символа, идентифицирующего датум. Символ управления функцией состоит из геометрических символов и допусков. Символ управления элементом может включать ссылки на датум (рис. 4-3).
Скругления и скругления
Скругления представляют собой вогнутые металлические угловые (внутренние) поверхности. В литье скругление обычно увеличивает прочность металлического уголка, потому что закругленный угол охлаждается более равномерно, чем острый угол, что снижает вероятность разрушения. Скругления или радиусы — это кромки или внешние углы, которые были закруглены для предотвращения сколов и острых режущих кромок.
Прорези и направляющие
Прорези и направляющие используются для соединения двух кусков материала особой формы и надежного удержания их вместе, но при этом позволяют им двигаться или скользить. Два типа, Т-образный паз и паз типа «ласточкин хвост», показаны на Рисунке 4-5. Например, Т-образный паз используется на столе фрезерного станка, а ласточкин хвост используется на узле поперечного суппорта токарного станка с двигателем.
Шпонки, шпоночные посадочные места и шпоночные канавки
Шпонка представляет собой небольшой клин или прямоугольный кусок металла, вставленный в паз или паз между валом и ступицей для предотвращения проскальзывания. На рис. 4-6 показаны три типа ключей.
На рис. 4-7 показаны шпоночное гнездо и шпоночный паз. Шпоночное гнездо (вид А) представляет собой прорезь или канавку на внешней стороне детали, в которую входит ключ. Шпоночный паз (вид B) представляет собой прорезь или канавку в цилиндре, трубе или трубе.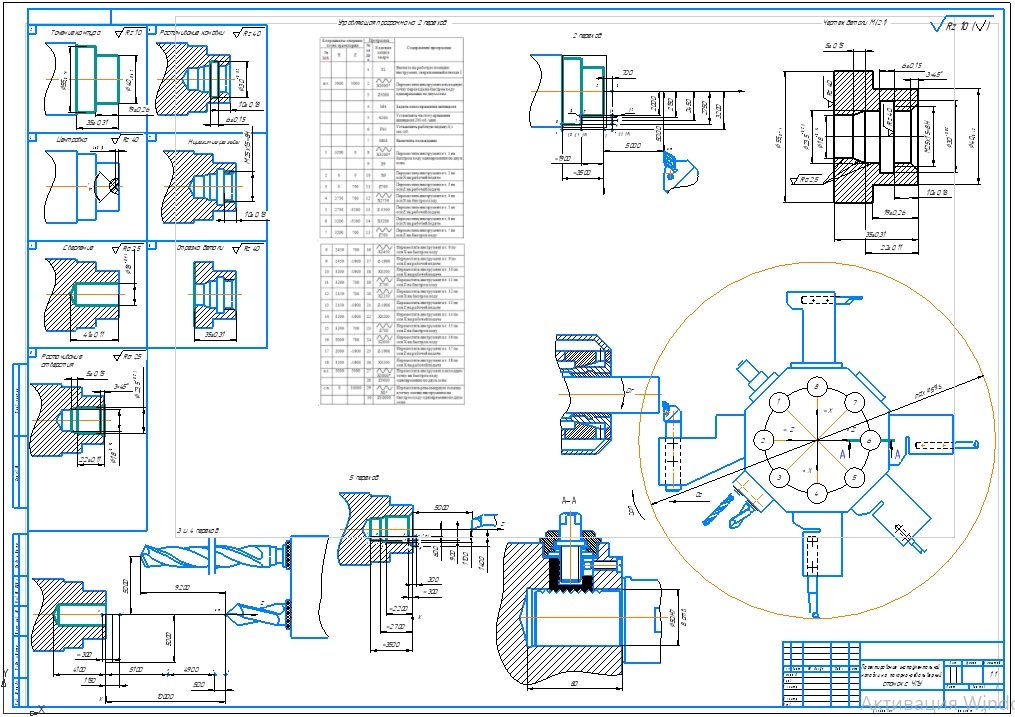
ВИНТОВАЯ РЕЗЬБА
Для изображения резьбы на чертежах используются различные методы. Упрощенный метод (рис. 4-8) использует видимые и скрытые линии для обозначения большого и малого диаметров резьбы. Схематический метод (Рисунок 4-9)) использует ступенчатые линии для представления корней и гребней видимой резьбы. Подробный метод (рис. 4-10) обеспечивает наиболее близкое представление о внешнем виде реальной винтовой резьбы. Упрощенный, схематический и подробный метод представления резьбы, используемый для конической трубной резьбы, показан на Рисунке 4-11.
На рисунке 4-12 слева показан профиль резьбы в разрезе, а справа показан распространенный метод рисования резьбы. Для экономии времени в разрезе используются символы, а резьба не вычерчивается в масштабе. На чертеже указаны размеры резьбовой части, но другая информация может быть помещена в «примечаниях» практически в любом месте чертежа, но чаще всего в левом верхнем углу.
Однако в этом примере примечание находится прямо над чертежом и показывает обозначение резьбы: 1/4-20 UNC-2. Первая цифра банкноты, 1/4, является номинальным размером, то есть внешним диаметром. Число после первого тире, 20, означает, что на дюйм приходится 20 витков резьбы. Серия нитей Unified National Coarse обозначается буквами UNC. Последняя цифра, 2, определяет класс резьбы и допуск, обычно называемый посадкой. Если это левая резьба, тире и буквы LH будут следовать за классом резьбы. Резьба без LH является правосторонней.
Спецификации, необходимые для изготовления винтов, включают диаметр резьбы, количество витков на дюйм, серию резьбы и класс резьбы. Двумя наиболее широко используемыми сериями резьбы являются резьба National Coarse (NC) и National Fine (NF), которые являются частью системы Unified или National Form Threads. Резьба NF имеет больше витков на дюйм длины винта, чем резьба NC.
Классы резьбы отличаются друг от друга установленным допуском и/или допуском.
 Класс резьбы ранее назывался классом посадки; оба термина взаимозаменяемы. Термин, класс резьбы, был установлен Национальным бюро стандартов в Стандартах на резьбу для федеральных служб, Справочник H-28.
Класс резьбы ранее назывался классом посадки; оба термина взаимозаменяемы. Термин, класс резьбы, был установлен Национальным бюро стандартов в Стандартах на резьбу для федеральных служб, Справочник H-28. Терминология резьбы
Терминология, используемая для описания резьбы, показана на рис. 4-13. Каждый термин объясняется в следующих параграфах.
Ось
Ось представляет собой центральную линию, проходящую вдоль винта.
Эти резьбы находятся снаружи цилиндра, например, болт или винт.
Внутренняя резьба
Эти резьбы находятся внутри объекта, например гайки.
Гребень
Гребень расположен на верхнем краю резьбы. Эта площадь соответствует большему диаметру наружной резьбы и меньшему диаметру внутренней резьбы.
Корень
Корень — это область в нижней части потока. Эта площадь резьбы соответствует меньшему диаметру наружной резьбы и большому диаметру внутренней резьбы.
Боковая часть
Боковая поверхность представляет собой плоскую поверхность резьбы между основанием и вершиной.

Основной диаметр
Этот диаметр является наибольшим размером внешней или внутренней резьбы. Наружный диаметр резьбы является наружным измерением гребня. Главный диаметр внутренней резьбы является наибольшим размером корня.
Второстепенный диаметр
Этот диаметр является наименьшим размером внешней или внутренней резьбы. Внешний внутренний диаметр резьбы является измерением корня. Внутренний внутренний диаметр резьбы является измерением гребня.
Шаг
Расстояние от точки на резьбе до соответствующей точки на следующей резьбе, измеренное параллельно оси.
Шаг
Расстояние, на которое резьба продвигается за один оборот, измеренное параллельно оси. У однозаходного винта ход и шаг одинаковы; у двухзаходного винта шаг равен удвоенному шагу; на винте с тройной резьбой ход в три раза больше шага.
Helix
Кривая, образованная на любом цилиндре прямой линией в плоскости, огибающей цилиндр с продвижением вперед.
Глубина
Расстояние от основания резьбы до гребня, измеренное перпендикулярно оси.
ШЕСТЕРНИ
При создании эскиза шестерни на чертеже машины обычно рисуется ровно столько зубьев, чтобы определить необходимые размеры.
Терминология зубчатых колес
Терминология, используемая для описания зубчатых колес, показана на рис. 4-14. Каждый термин объясняется в следующих параграфах.
Диаметр шага (PD)
PD шестерни равен количеству зубьев на шестерне, деленному на диаметральный шаг (DP).
Диаметральный шаг (DP)
DP — это отношение количества зубьев на дюйм PD или количества зубьев на шестерне к PD. DP обычно называют шагом.
Количество зубьев (N)
Умножьте DP на PD (DP x PD), чтобы найти количество зубьев.
Окружность делительной окружности
Окружность делительной окружности — это воображаемая окружность на шестерне, которая делит зубья на верхнюю и нижнюю кромки (аддендумы и нижние кромки).
Дополнение
Дополнение – это высота зуба над делительной окружностью до вершины зуба.
Дедендум
Дедендум — это длина части зуба от делительной окружности до основания зуба.
Дополнение Круг (AC)
AC представляет собой воображаемый круг над вершинами зубьев шестерни.
Внешний диаметр (OD)
OD — это диаметр AC, который содержит вершины зубьев.
Круговой шаг (CP)
Расстояние между центрами двух соседних зубьев, измеренное по делительной окружности.
Шаг хорды
Расстояние от центра до центра зубьев, измеренное по прямой линии или хорде делительной окружности.
Диаметр корня
Диаметр окружности, измеренный у корня зуба.
Зазор
Зазор – это расстояние между верхней частью зуба одной шестерни и нижней частью зуба сопрягаемой шестерни.
Полная глубина
Полная глубина – это общее расстояние от вершины зуба до низа, включая зазор.
Рабочая глубина
Рабочая глубина – это наибольшая глубина, на которую зуб одной шестерни заходит в зубчатую щель другой шестерни.
Торец
Торец зуба — это рабочая поверхность зуба над делительной линией.
Толщина
Толщина зуба – это ширина зуба, взятая за хорду делительной окружности.
Зубья реечной рейки
Зубчатые вырезы, выполненные в линейной или реечной передаче, которые при зацеплении с круговой шестерней или шестерней изменяют круговое движение на
ЦЕПНЫЕ ПРУЖИНЫ
Существует три классификации винтовых пружин: сжатия, растяжения и кручения. Рисунки редко показывают истинное изображение спиралевидной формы; вместо этого они обычно показывают пружины прямыми линиями. На рис. 4-15 проиллюстрировано несколько методов представления пружины, включая как спиральные, так и прямолинейные чертежи. Кроме того, пружины иногда изображают однолинейными чертежами, как на рис. 4-16.
МАРКИРОВКА ОТДЕЛКИ
Военные стандарты маркировки отделки изложены в Американском обществе инженеров-механиков (ASME) B46.1-2009, Текстура поверхности (шероховатость поверхности, волнистость и укладка). Многие металлические поверхности должны обрабатываться на станках по разным причинам. Приемлемая шероховатость поверхности зависит от того, как деталь будет использоваться. Иногда требуется отделка только определенных поверхностей детали, а других нет. Модифицированный символ (галочка) с числом или числами над ним используется для обозначения этих поверхностей и для указания степени отделки. Пропорции символа шероховатости поверхности показаны на Рисунке 4-17. На небольших рисунках символ пропорционально меньше.
Иногда требуется отделка только определенных поверхностей детали, а других нет. Модифицированный символ (галочка) с числом или числами над ним используется для обозначения этих поверхностей и для указания степени отделки. Пропорции символа шероховатости поверхности показаны на Рисунке 4-17. На небольших рисунках символ пропорционально меньше.
Число в углу галочки, в данном случае 02, говорит машинисту, какую степень отделки должна иметь поверхность. Это число представляет собой среднеквадратичное значение высоты шероховатости поверхности в миллионных долях дюйма. Другими словами, это измерение глубины царапин, сделанных в процессе механической обработки или истирания.
Везде, где это возможно, символ шероховатости поверхности наносится, касаясь линии, представляющей поверхность, к которой он относится. Если место ограничено, символ может быть размещен на выносной линии на этой поверхности или на хвосте выноски со стрелкой, касающейся этой поверхности, как показано на рис. 4-18.
Когда деталь должна быть обработана до одинаковой шероховатости по всей поверхности, примечание на чертеже будет включать направление «полная обработка» вдоль метки отделки и соответствующий номер. Например, FINISH ALL OVER 32. Когда деталь должна быть обработана со всех сторон, но несколько поверхностей различаются по шероховатости, к линиям, представляющим эти поверхности, применяется число или числа символа шероховатости поверхности, а примечание на чертеже будет включать поверхность. символ шероховатости для остальных поверхностей. Например, ВСЕ, КРОМЕ ПРИМЕЧАННОГО (Рисунок 4-19).).
СТАНДАРТЫ
Американская промышленность приняла стандарт Американского национального института стандартов (ANSI) Y14.5M-2009 «Размеры и допуски». Этот стандарт используется при производстве всех чертежей, независимо от того, рисуется ли отпечаток рукой человека или с помощью оборудования для автоматизированного рисования (САПР). Он стандартизирует производство отпечатков от самой простой ручной работы на месте до единичных или многосерийных изделий, производимых в механическом цехе с помощью автоматизированного производства (CAM). Для получения дополнительной информации см. ANSI Y14.5M-2009.и «Введение в определение геометрических размеров и допусков», Лоуэлл В. Фостер, Национальная ассоциация инструментальной и механической обработки, Форт Вашингтон, Мэриленд, 1986.
Для получения дополнительной информации см. ANSI Y14.5M-2009.и «Введение в определение геометрических размеров и допусков», Лоуэлл В. Фостер, Национальная ассоциация инструментальной и механической обработки, Форт Вашингтон, Мэриленд, 1986.
Стандарты, перечисленные в Табл. сокращения, используемые в заводских или рабочих чертежах:
Таблица 4-1 — Общие стандарты
Номер Название
ANSI Y14.5M-2009 Размеры и допуски
ANSI Y14.6-2001 Представление резьбы
ASME B46.1-2009Текстура поверхности (шероховатость, волнистость и укладка поверхности)
ASME Y14.38-2007 Сокращения и сокращения для использования на чертежах и сопутствующих документах
Машинный чертеж
Контрольные вопросы
A. Скругление
B. Большой диаметр 9000 Внутренний диаметр
D. Допуск
4-2. В каком методе определения размеров указаны минимальные и максимальные размеры?
A. Двусторонняя
B.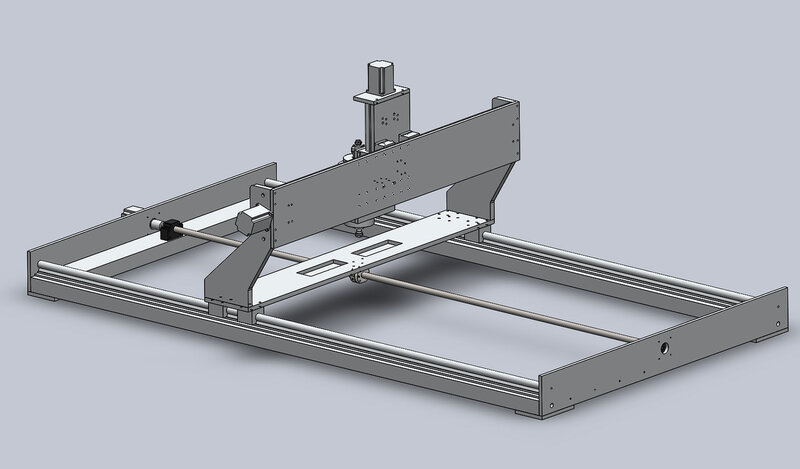 Концевая
Концевая
C. Метрическая галтель
D. Односторонняя
4-3. Какой из следующих терминов описывает поверхность, линию или точку, по которым должно быть определено геометрическое положение?
A. Datum
B. Слот
C. Переключатель
D. Tatum
4-4. Какая особенность в литье увеличивает прочность металлического уголка?
A. Скругление
B. Узел шпонки
C. Направляющая
D. Паз
4-5. Какой элемент описывает прорезь или канавку на внешней стороне детали, в которую входит шпонка?
A. Скругления
B. Прорези и направляющие
C. Шпонка
D. Гнездо шпонки
4-6. Какая часть номера обозначения резьбы определяет номинальный или наружный диаметр резьбы?
А. Первый
Б. Второй
C. Четвертый
D. Буквенное обозначение
4-7. Какие из следующих серий резьбы наиболее широко используются?
A. Европейская грубая и европейская тонкая
B. Европейская грубая и национальная стандартная
C. Национальная грубая и национальная тонкая
D.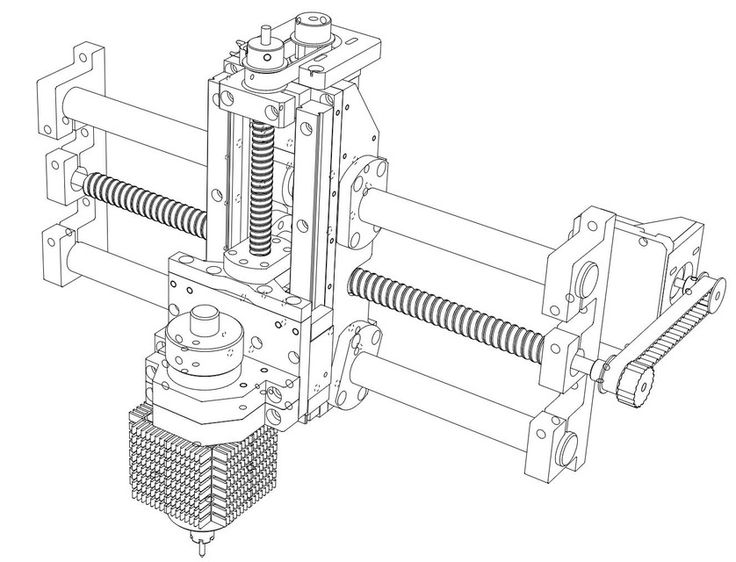 Национальная метрическая и национальная стандартная
Национальная метрическая и национальная стандартная
4-8. Какой из следующих терминов отличает резьбу друг от друга по величине указанного допуска и/или припуска?
A. Класс шага
B. Класс резьбы
C. Национальный стандарт
D. Шаг резьбы
4-9. Какой из следующих терминов описывает поверхность резьбы, которая соответствует меньшему диаметру наружной резьбы и большему диаметру внутренней резьбы?
A. Внешняя резьба
B. Ось
C. Гребень
D. Корень
4-10. Какой из следующих терминов описывает наибольший размер наружной или внутренней резьбы?
A. Гребень
B. Большой диаметр
C. Второстепенный диаметр
D. Шаг
4-11. Какое из следующих определений описывает термин лид?
A. Расстояние, на которое проходит резьба за один оборот, параллельно оси
B. Расстояние, на которое нарезается резьба от вершины до основания
C. Расстояние от шага резьбы до размера ее основания
D. Расстояние между наружной резьбой
4-12.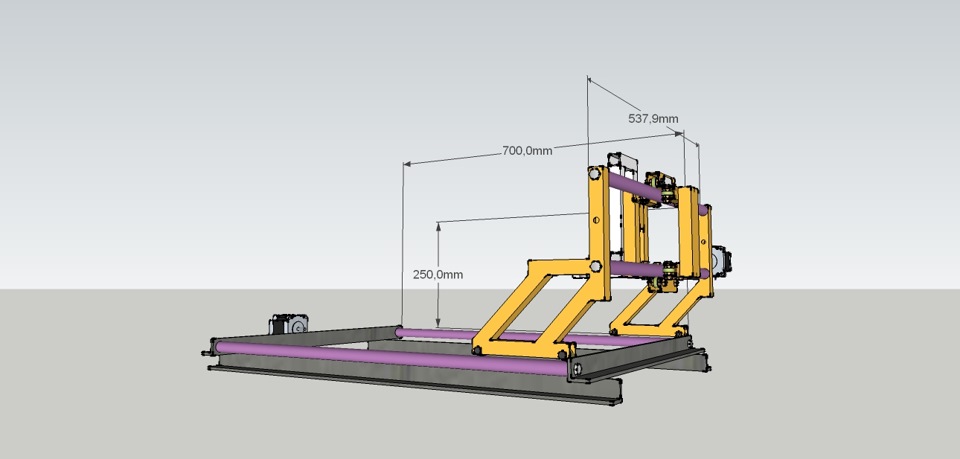 Какой из следующих терминов определяет расстояние от основания резьбы до гребня, измеренное перпендикулярно оси?
Какой из следующих терминов определяет расстояние от основания резьбы до гребня, измеренное перпендикулярно оси?
A. Глубина
B. Спираль
C. Ход
D. Шаг
12
4-13. При зарисовке шестерни на чертеже машины сколько рисуется зубьев?
A. Одна четверть
B. Половина
C. Достаточно определить необходимые размеры
D. Все
4-14. Какой из следующих терминов выражает число зубьев на шестерне, деленное на диаметральный шаг?
A. Делительный диаметр
B. Внешний диаметр
C. Количество зубьев
D. Окружность приложения
4-15. Какой из следующих терминов описывает воображаемый круг, разделяющий зубья на верхнюю и нижнюю части?
A. Окружность приложения
B. Шаг аккордов
C. Круговой шаг
D. Круг поля
4-16. Какой из следующих терминов описывает воображаемый круг над вершинами зубов?
A. Окружность приложения
B. Шаг хорды
C. Круговой шаг
D. Окружность шага
4-17. Клиренс – это маргинальное пространство между верхушкой одного зуба и каким другим компонентом?
A.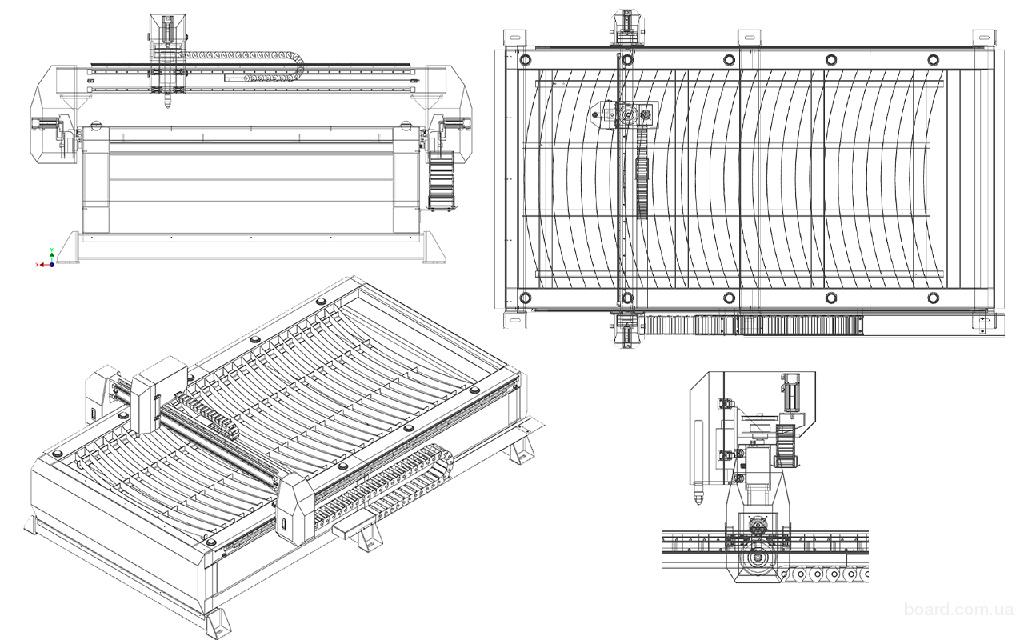 Соседний зуб
Соседний зуб
B. Ось шестерни
C. Нижняя часть зуба сопряженной шестерни
D. Верх зуба сопряженной шестерни
4-18. Какой термин обозначает рабочую поверхность зуба выше делительной линии?
A. Приложение
B. Нижняя часть
C. Лицо
D. Толщина
4-19. Какой термин описывает зубья, выполненные в линейной или реечной передаче?
A. Делительная окружность
B. Рабочая глубина
C. Поверхность зубчатой рейки
D. Зубья зубчатой рейки
4-20. Какие из следующих трех классификаций винтовых пружин?
A. Сжатие, растяжение и двойное
B. Сжатие, растяжение и кручение
C. Одинарное, двойное и тройное
D. Одинарное, растяжение и кручение
4-21. Какой тип линии используется для изображения пружин на чертеже?
A. Сломанный
B. Изогнутый
C. Спиральный
D. Прямой
4-22. Какой стандарт используется для финишной маркировки?
A. ANSI 32.9-2006
B. ASME 14.3M
C. ASME B46.1-2009
D.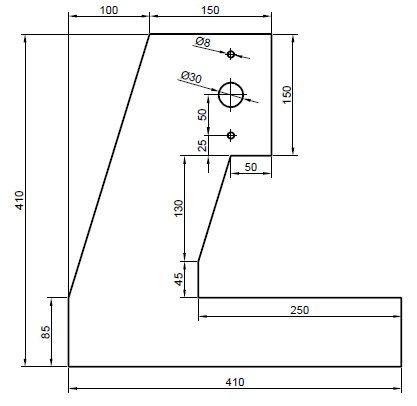 IEEE 3009
IEEE 3009
4-23. Какой из следующих символов используется для обозначения степени чистоты поверхности?
A. Флажок
B. Круглая скобка
C. Прямоугольник
D. Треугольник
4-24. На символе отделки число указывает степень отделки до какой высоты поверхности в дюймах?
А. Десятки
B. Сотые
C. Тысячные
D. Миллионные
4-25. Какой стандарт приняла американская промышленность для производства чертежей?
4-20. Какие из следующих трех классификаций винтовых пружин?
A. Сжатие, растяжение и двойное
B. Сжатие, растяжение и кручение
C. Одинарное, двойное и тройное
D. Одинарное, растяжение и кручение
4-21. Какой тип линии используется для изображения пружин на чертеже?
A. Сломанный
B. Изогнутый
C. Спиральный
D. Прямой
4-22. Какой стандарт используется для финишной маркировки?
A. ANSI 32.9-2006
B. ASME 14.3M
C. ASME B46.1-2009
D. IEEE 3009
4-23. Какой из следующих символов используется для обозначения степени чистоты поверхности?
A.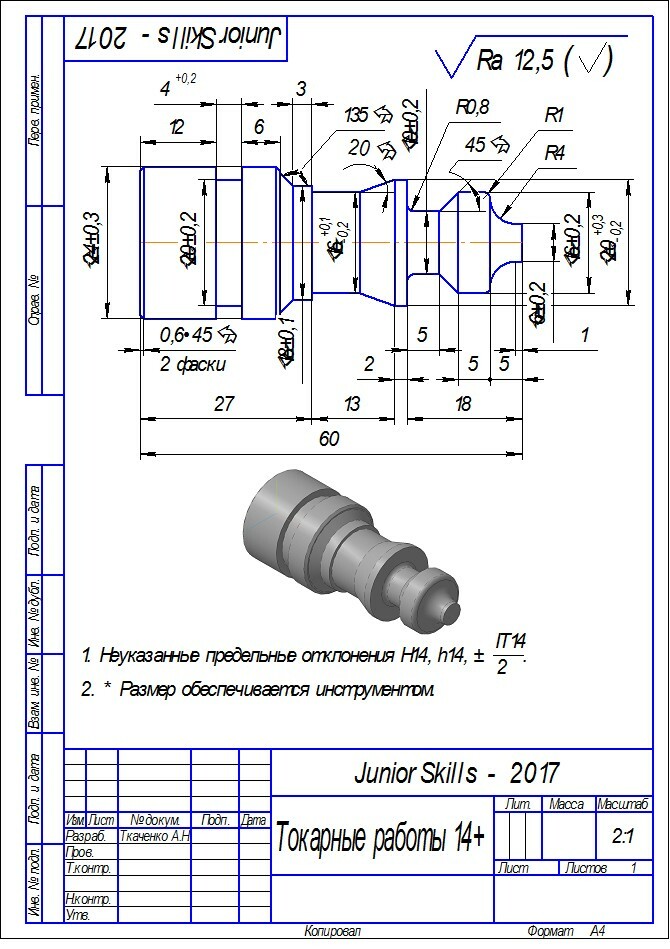 Флажок
Флажок
B. Круглая скобка
C. Прямоугольник
D. Треугольник
4-24. На символе отделки число указывает степень отделки до какой высоты поверхности в дюймах?
A. Десятые доли
B. Сотые доли
C. Тысячные доли
D. Миллионные доли
4-25. Какой стандарт приняла американская промышленность для производства чертежей?
A.
B.
C.
D. IEEE 3009 ANSI 32.9-2006 ANSI Y14.5M-2009 ASME 14.3M
Как создать технический чертеж для станков с ЧПУ
комплексные 2D чертежи. Эти важные чертежи позволяют полностью объяснить производителю технические характеристики вашей детали. Технические чертежи являются важными инструкциями, которые поясняют 3D-модели для производства с ЧПУ.
Что такое технический чертеж?
Сложная диаграмма или изображение с подробным описанием размеров, допусков и других деталей, необходимых для станка с ЧПУ для изготовления определенного предмета или продукта, называется техническим чертежом в ЧПУ.
Каковы аспекты технического рисования?
Это основные части любого технического чертежа:
- Основная надпись
Он включает основные детали деталей, которые должны быть изготовлены, такие как название детали, номер детали, название фирмы, спецификации для материалы и отделка, номер чертежа и многое другое. Он также включает технические детали детали, такие как размеры системы, угол проекции, характеристики обработки поверхности, масштаб и материал.
- Изометрический вид
Часто называемый графическим видом, он предлагает трехмерное представление компонента, который будет изготовлен. Это облегчает читателю быстрое понимание раздела. Изометрические перспективы сочетают в себе неискаженное отображение с видимостью глубины.
- Орфографический вид
Это двухмерное представление трехмерного объекта сверху, снизу, слева, справа и сзади. Его также называют основным видом. Эта перспектива подчеркивает характеристики и размеры.
Его также называют основным видом. Эта перспектива подчеркивает характеристики и размеры.
- Координаты
Они служат справочными символами в сложных технических чертежах. Они располагаются по краям чертежа, чтобы визуализировать части.
- Вид в разрезе
На этом 2D-изображении показана деталь после ее разрезания. В этом ракурсе очевидны внутренние особенности предметов, которых нельзя увидеть ни в ортогональном, ни в изометрическом виде. Поперечное сечение по заданной плоскости сечения служит определяющим признаком этих изображений.
- Детальный вид
Детальный вид можно использовать для выделения областей в ортогональных видах, которые трудно измерить. Расширенные представления могут быть включены в любое место диаграммы. Область ортогонального вида, выделенная для более детального просмотра, обозначается одной буквой.
Почему технические чертежи полезны для обработки с ЧПУ?
В области обработки с ЧПУ технические чертежи являются важными файлами, которые связаны с файлами 3D CAD. Судя по некоторым важным функциям, которые эти технические документы играют в производственном процессе, значение этих документов невозможно переоценить:
- Технические чертежи описывают характеристики, которые не может обеспечить 3D-модель CAD. Потоки, как внутренние, так и внешние, являются двумя примерами таких функций.
- Благодаря размерам, аннотациям и допускам производитель полностью понимает требования к конструкции продукта.
- Разработчики деталей и инженеры могут дать производителям инструкции по конкретным критериям, таким как шероховатость поверхности и отделка.
Как подготовить технический чертеж для обработки с ЧПУ?
Чтобы ваши технические чертежи были максимально качественными, необходимо соблюдать следующие основные процедуры.
- Ортогональные виды следует размещать в центре чертежа после определения того, какие виды наиболее важны для вашего компонента. Чтобы добавить размеры, убедитесь, что между ортогональными видами достаточно места.
- Есть ли с вашей стороны какие-либо сложные для измерения элементы или другие сложности? Если да, включите виды в разрезе или подробные виды.
- На этом этапе добавьте контуры построения к каждому виду. Он содержит осевые линии, метки центра и шаблоны меток центра для указания расположения центров отверстий или осей симметрии в круглых конструкциях.
- Теперь вы можете добавлять измерения на чертеж после добавления вспомогательных линий. Советуем начать с самых важных размеров.
- Далее опишите расположение, размер и длину каждой резьбы.
- Добавьте дополнительную информацию о допусках для любых элементов, требующих более высокого уровня точности, чем допуски по умолчанию.

