Листогиб для гибки листового металла
05Дек
Содержание статьи
- Виды и их конструкция
- Как сделать гибочный станок для листового металла своими руками по чертежам из того, что под рукой
- Для понимания процесса рассмотрим виды листогибов
- Как выполнить загибочный станок своими руками
- Как и зачем делать станок для гибки листового металла своими руками
- С чего начать изготовление
- Листогиб: сложно ли сделать самому
- Пошаговая инструкция: как самому сделать листогибочный станок своими руками с чертежами
- Самая популярная конструкция и ее улучшение
- Как сделать самодельный станок для гибки листового металла
- Листогиб для толстых листов
- Виды с фото
- Конструкция с чертежом
- Изготовление: этапы
- Техника безопасности
- Машина для зигзага
- Рекомендации по выбору
- Преимущества домашнего изготовления
Часто требуется изгиб на жести. Выполнить его ровным практически невозможно, если не обладать специализированной техникой. В статье мы объясним, как изготовить ручной листогиб своими руками, дадим чертежи и их описание.
Выполнить его ровным практически невозможно, если не обладать специализированной техникой. В статье мы объясним, как изготовить ручной листогиб своими руками, дадим чертежи и их описание.
Виды и их конструкция
Основное разграничение всего станочного оборудования идет по типу привода:
- Ручной. Он приводится в движение обычной силой человека. Это примитивные, но, достаточно, эффективные аппараты с минимальной точностью и отсутствием затрат.
- Механический. Он подразумевает наличие рычага с последующим преобразованием усилия нажатия.
- Электромеханический – имеет в качестве приводящей силы электрический двигатель. Особенно актуально применение при наличии пресса на заводе, так происходит штамповка массового производства деталей.
Простые ручные
Самые тонкие листы можно ровно сгибать под любым углом при наличии металлических (деревянных) ограничителей (прижимов) и траверсы. Это значит, что крышка, которая закрывает верхний участок, производя изгиб, прикладывается исключительно силой рук без дополнительного усилителя. Посмотрим конструкцию самодельного листогиба на схеме:
Посмотрим конструкцию самодельного листогиба на схеме:
Мощный станок из тавров
Это аппарат с прижимной балкой, которая может зажимать и даже отрезать сталь. Обычно на оборудовании стоит угломер – это диск, который позволяет выставить любой угол прижима. На столе подачи закрепляется стальной лист, а затем он при необходимости продвигается далее. Нажатие рукоятки приводит в движение тавр прижима, в то время как, гибочная балка остается на месте. Посмотрим на такой листогиб:
Вальцы для стали
Есть устройство с тремя валами, когда заготовка проходит между ними и гнется. Если их регулировать (снимать и устанавливать с другими диаметрами, располагать на большем или меньшем расстоянии), то можно добиться различного радиуса изгиба. Получается не острый угол, а плавная волна. Так он выглядит:
Как сделать гибочный станок для листового металла своими руками по чертежам из того, что под рукой
Изготовление конструкции может быть предельно простым и дешевым, если использовать запчасти из хлама, валяющиеся в гараже.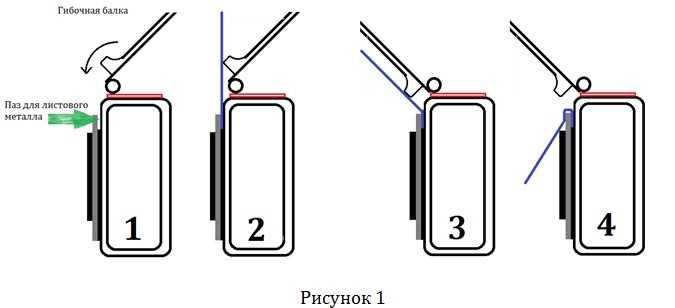 Нам может понадобится:
Нам может понадобится:
- Любые крепкие стальные балки или часть металлопрофиля для станины.
- Цепь от велосипеда/мотоцикла, если будет установлен электропривод.
- Валы от автомобиля, которые понадобится обточить.
Конечно, чтобы работать с тонкой жестью, иногда не стоит даже делать оборудование, можно просто применить «дедовский» способ, а именно взять киянку и, прислоняя сталь к острому и твердому углу, отбивать ее.
Для понимания процесса рассмотрим виды листогибов
Их не так много, как кажется.
Вальцовый
Дополнительно его называют трехвалковый. В результате металлообработки получаются плавные изгибы на поверхности. Таким образом, можно создать трубы и половинчатые цилиндры, которые могут приспосабливаться под водосборники, уличную ливневую канализацию и во многом другом. Металлопрокат осуществляется между вальцами, которые имеют разный радиус. Один вал приводит все в движение, а два остальных остаются опорными.
Гибочный пресс
Есть шаблон. Он создается из крепкого металла и является двойным – то есть матрица и пуансон, которые имеют зеркально противоположные, дополняющие друг дружку изгибы. Между двумя формами кладется заготовка. Нижняя часть неподвижна, а вторая ходит вверх и вниз, при нажатии – опускается с большой скоростью и силой нажатия. Лист сгибается.
Он создается из крепкого металла и является двойным – то есть матрица и пуансон, которые имеют зеркально противоположные, дополняющие друг дружку изгибы. Между двумя формами кладется заготовка. Нижняя часть неподвижна, а вторая ходит вверх и вниз, при нажатии – опускается с большой скоростью и силой нажатия. Лист сгибается.
Самодельный листогибочный станок: механизм из траверсов
Если в прессе есть точечное воздействие, то здесь – на всю ширину участка. Элемент фиксируется в зажиме, а его край сгибается под воздействием подвижного траверса. Достоинство в том, что можно изготавливать детали с каким угодно углом – от 0 до 180 градусов. Часто аппарат оснащается встроенным ножом и делает станину многофункциональной.
Роликовый
Второе название – торцевой ручной. Предназначен для обработки торцов, небольших участков жести. Используется исключительно физическая сила, поэтому не очень распространен и считается дополнительным.
Как выполнить загибочный станок своими руками
Необходим уголок из стали, его требуется нарезать частями по 1 метру.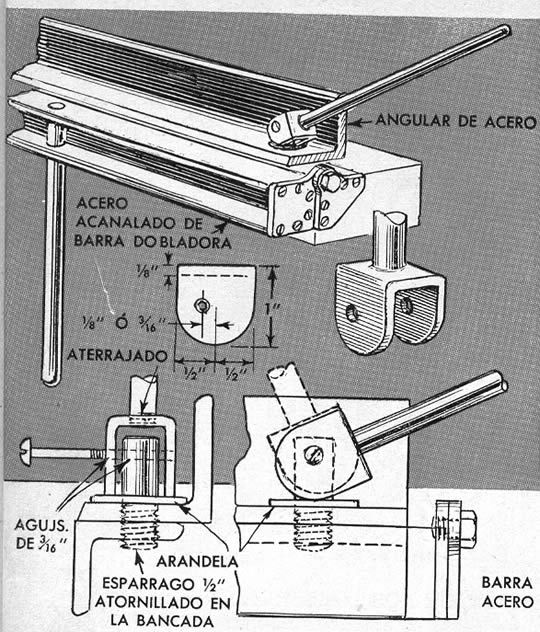 Берем держатель шаровой опоры и вырезаем отверстия под петли для подвижной траверсы. Далее необходимо сделать опору для открывания. Далее аналогичным способом делаем вторую, подвижную часть. Нужно воспроизвести так, чтобы между торцами был минимальный зазор и полная точность. Обратите особое внимание на кромку – она должна быть идеально ровной, поскольку на этом месте будет проходить изгиб стали. Далее прикручиваем рукоять на болты к поворотному уголку – сам механизм готов. Затем нужно установить его на неподвижную и надежную станину.
Берем держатель шаровой опоры и вырезаем отверстия под петли для подвижной траверсы. Далее необходимо сделать опору для открывания. Далее аналогичным способом делаем вторую, подвижную часть. Нужно воспроизвести так, чтобы между торцами был минимальный зазор и полная точность. Обратите особое внимание на кромку – она должна быть идеально ровной, поскольку на этом месте будет проходить изгиб стали. Далее прикручиваем рукоять на болты к поворотному уголку – сам механизм готов. Затем нужно установить его на неподвижную и надежную станину.
Дополнительные приспособления
Чтобы изготовить конструкцию удобнее, можно вместо обычных болтов использовать барашковые. Они придадут «пружинистость». Еще можно пользоваться роликовым ножом и резать вдоль верхнего прижимного траверса.
Временный аппарат по упрощенной схеме
Если представленный выше вариант стационарный, то данный – для временных работ. Можно взять три уголка, два из них скрепить между собой обычной дверной петлей, а третий, с привлечением струбцины следует прижать к верстаку, таким образом, обеспечивается статичность.
Как и зачем делать станок для гибки листового металла своими руками
Многие умельцы нуждаются в подобном агрегате. Его можно купить, но приобретенные модели отличаются большими габаритами, весом, а также высокой ценой. Дома же не обязательно применять устройства с электроприводом, достаточно ручной конструкции – она проста в использовании, применении и создании, а также достаточно эффективна. Если вы работаете с алюминием или тонкой сталью, можно применять не стальные части для оборудования, а деревянные, а сами пуансоны и уголки приготовить из металлического материала для прочности.
С чего начать изготовление
- Выберете один из предложенных видов.
- Подберите схему или сами изготовьте чертеж, основываясь на размерах, мощности аппарата.
- Подготовьте место – расчистите пространство, оборудуйте освещение и вентиляцию для сварочных работ.
- Соберите все запасные части, расходные материалы и инструменты.
- Можете приступать к сборке основания своими руками.

Листогиб: сложно ли сделать самому
Большинство умельцев утверждают, что на подготовку и реализацию уходит в целом менее дня, это при том, что материалы необходимо обрабатывать, ведь часто берутся ржавые и не совсем подходящие по параметрам элементы. Далее представим разновидности в зависимости от простоты сборки.
Виды для применения дома
- Поворотные (прижимные, с траверсами) – достаточно просты, но занимают значительное пространство. Их можно приготовить из подручных материалов. Наиболее эффективны, если их совместить с ножами для резки.
- Ротационный (с вальцами) – они намного сложнее, поскольку и сами элементы требуют предварительной металлообработки на токарном оборудовании, и электропривод – это дополнительные сложности.
Пошаговая инструкция: как самому сделать листогибочный станок своими руками с чертежами
Посмотрим на видео подробное объяснение:
Самая популярная конструкция и ее улучшение
Посмотрим на стандартную схему поворотного листогиба:
Дадим несколько рекомендаций, как можно выполнить конструктивные усовершенствования.
Усиливаем прижимную балку
Чтобы прижим был эффективнее, его необходимо утяжелить. Можно приварить сверху дополнительный вес – еще один уголок или полоску из тяжелого металлического материала.
Повышаем надежность креплений
Струбцины и сварные соединения – не самые лучшие способы для крепежа. Намного лучше и прочнее изготовить две балки с отверстиями, а между ними поместить затягивающий болт.
Как сделать самодельный станок для гибки листового металла
Посмотрим видео-инструкцию:
Не проще ли купить
К недостаткам покупного оборудования можно отнести:
- высокую стоимость;
- стандартные функции и размеры – нельзя усовершенствовать модель и подогнать ее под себя;
- большие габариты.
Простейший способ
Если даже данную установку делать некогда, а требуется срочно загнуть край (торец, тонкий слой), можно приложить заготовку к твердому углу и киянкой отбить концы. Это просто, но есть минусы:
Это просто, но есть минусы:
- изгиб получается неровный;
- надо прикладывать много физической силы.
Листогиб для толстых листов
Оптимальный вариант – вальцовый станок с электроприводом или пресс на гидравлике, поскольку вручную значительные объемы сгибать сложно, то воздействие должно оказываться быстрое и массивное.
Что собой представляет аппарат
Это стационарное оборудование, обладающее особенностями:
- выполнение из металла или твердого дерева;
- размеры превышают заготовку;
- есть подвижная и неподвижная части (валы, плашки, пуансон и матрица).
В остальном внешний вид зависит от конкретной модели.
Область применения
Аппараты используют на заводах, в автомастерских, а также в домашнем хозяйстве. Устанавливают на улице и в помещении.
Виды с фото
Представим изображения разновидностей. С траверсами:
Вальцовый:
Пресс:
Конструкция с чертежом
Предоставляем рабочую схему:
Изготовление: этапы
Рассмотрим несколько конкретных поэтапных задач.
Разработка ТУ и чертежа
Обычно план можно найти в сети, но следует подогнать его по размерам под мастера, чтобы напряжение распределялось по всем мышцам равномерно.
Подбор материалов
Понадобится деревянный брусок, несколько швеллеров по 10 см в ширину, уголки поуже для прижимной балки, крепежные инструменты, крепкий металл для станины и удобная ручка.
Деталировка конструкции и сборка
Посмотрим этапы на видео:
Техника безопасности
Необходимо:
- Работать в хорошо освещенном помещении.
- Носить закрытую обувь.
- Делать процедуру в защищающих очках и рукавицах.
- Иметь в доступности аптечку.
Машина для зигзага
Это ручной зиговочный аппарат для того, чтобы делать «волну» на тонком листовом металле. Это удобно для торцов и краев. Им можно выполнить небольшие углубления, так он выглядит:
Рекомендации по выбору
Узнаем советы профессионала:
 youtube.com/embed/8RiA-2BlA5g” frameborder=”0″ allowfullscreen=””/>
youtube.com/embed/8RiA-2BlA5g” frameborder=”0″ allowfullscreen=””/>Преимущества домашнего изготовления
Плюсы перед покупкой:
- Дешевизна – почти все детали есть среди подручных материалов.
- Возможность сделать нестандартные размеры.
- Понимание процесса, а значит, легкая наладка и починка.
В статье мы рассказали про самодельные гибочные станки для листового металла. Предлагаем ознакомиться с нашим ассортиментом ленточнопильных изделий. Компания «Рокта» уже 15 лет на российском рынке. За это время мы охватили практически все города страны. Для завершения темы посмотрим еще одно видео:
Листогиб своими руками: конструкции, чертежи, описания
Техника безопасности
Стандартной техникой безопасности предусматривается обязательное соблюдение инструкции по обслуживанию ручных листогибочных станков:
- установка требуемых углов сгиба на ограничителе;
- контроль установленных данных по угломеру;
- проверка правильности установки рабочего инструмента;
- аккуратная укладка на рамную часть устройства элемента для загибания;
- выполнение пробного загибания и, при необходимости, внесение корректив;
- повторная проверка правильности загибания.
Важно контролировать правильность хода всех операций по загибанию, а также своевременно проверять техническое состояние устройства, поддерживать листогиб в чистоте и порядке
Схемы и назначение
Листогиб – понятие довольно-таки общее. Устройство листогиба зависит то его назначения. Соответственно характеру работы и нужно выбрать схему самоделки, см. рис.
Схемы работы листогибочных станков различных типов
На поз. А – способ, знакомый каждому, кто хоть немного слесарничал. Так можно просто руками сгибать листы до 0,5 м шириной. Если длина гиба не более 200-250 мм, то основание можно не крепить к верстаку, а вместе с прижимной балкой и деталью зажать в тиски. Сгиб получается хорошим, если на траверсу налегать более внизу, как показано на эпюре усилий, и подавать чуть вперед, как бы выглаживая сгиб. На таком принципе основано большинство конструкций самодельных листогибов; мы туда еще доберемся.
Вследствие упругости металла согнуть лист точно под 90 градусов не получится, поэтому используют проставки из полоски металла, как показано на врезке. Почему на разрезе швеллеры, а не уголки? Далее рассмотрим и этот вопрос; элементарно простая на вид конструкция имеет существенные нюансы.
Почему на разрезе швеллеры, а не уголки? Далее рассмотрим и этот вопрос; элементарно простая на вид конструкция имеет существенные нюансы.
Поз. Б показывает, как работает листогибочный пресс. Пресс как пресс: станина-матрица-пуансон-гидравлика-удар-готово. Применяются такие только в промышленном производстве с развитой системой охраны труда: сложны, дороги, требуют квалифицированного ухода и чрезвычайно травмоопасны. Выскользнувший от неправильной заправки или неисправности оборудования лист способен отсечь человеку руку или голову.
На поз. В – протяжной (проходной) листогиб. Меняя взаимное расположение валков, можно задавать радиус изгиба листа. Проходной листогиб может быть как ручным, так и с электроприводом. Поступающие в широкую продажу, как правило, многофункциональны:
- Гладкие валки предназначены для жестяницких работ – выгибания заготовок обечаек кожухов, секций широких труб и т.п.
- Валки могут быть заменены на комплектные профилированные листогибочные вальцы, предназначенные для протяжки доборов кровли – коньков, ендов, водостоков и отбортовок.
- Также многие модели комплектуются опорой, прижимом и траверсой для ручной гибки листов.
Именно такие листогибы и продаются по $2000 или около того. Многие комплектуются, или потом можно докупить, фасонными вальцами для профнастила, но, как уже разобрано, «гнать вал» на продажу на них нельзя. Можно прокатать кусок, если вот сейчас нужно, а покупать целый лист смысла нет.
Прессы для гибки листового металла
Листогиб для толстого листа своими руками можно сделать, использовав автомобильный домкрат или винт большого диаметра. Для основания (матрицы) и пуансона (прижимной балки) понадобятся два отрезка уголка 5х5 или 7х7 см длиной до 1 м, швеллер для основания и боковых вертикальных направляющих, несколько регулировочных винтов и возвратные пружины.
Как работает гидравлический листогиб можно увидеть во всех подробностях в небольшом ролике и убедиться, что самодеятельному техническому творчеству нет предела.
Все описанные конструкции листогибов приведены не в качестве образца, а как стимул для самостоятельной разработки собственных вариантов листогибочного оборудования.
Возможно, Вам удастся создать свою оригинальную конструкцию или усовершенствовать уже существующие. Пишите нам на сайт — мы всегда рады популяризировать достижения наших читателей.
Предназначение и особенности листогиба
К сожалению, невозможно создавать качественные элементы из металла без использования специальных приспособлений. Чтобы повысить производительность и облегчить ручной труд, постоянно производят новые устройства. К ним относится и листогиб, который представляет собой металлопрокатный станок. Его применяют для сгибания такого металла, как: сталь, латунь и алюминий. На этом станке листы изгибают под определённым углом, не нарушая при этом их плоскостность.
Не стоит покупать дорогостоящее устройство, если собираетесь открыть небольшое производство либо выполнять работы на дачном участке. Для подобных целей лучше создать самодельный листогиб.
На станке, сделанным своими руками, получится обрабатывать листовой металл толщиною до 2 мм. Чаще всего такое ручное оборудование состоит из следующих частей:
прижима;
основания;
обжимного пуансона с рычагом.
Фабричные листогибочные станки имеют дополнительные возможности. Самой популярной функцией является резка металлических листов. Роликовый нож у такого оборудования выполнен из высоколегированного сплава стали, обработанного специальным лаком. Резец имеет большой срок службы, а вот нож придётся периодически подтачивать.
Устройство и принцип работы
Ручной листогиб обладает такими достоинствами, как практичность и простота в эксплуатации. Подобное оборудование можно использовать непосредственно на месте проведения строительных работ. По описанию от производителя для такого оборудования не нужно питание от электросети.
Станки для гибки металла ручного типа различаются по типоразмерам и техническим характеристикам. В каждой модели предусмотрен свой набор приспособлений, с помощью которых можно сгибать и резать листовой металл. Востребованность станков обусловлена дороговизной фасонных изделий. Проще использовать собственный станок, чтобы изготовить необходимое количество уголков, отливов и иных деталей.
По чертежам можно сделать станок и самостоятельно своими руками. Если хочется выполнить привлекательные детали, а не просто оцинкованные, тогда нужно только взять окрашенный листовой металл. Какая бы конструкция станка ни использовалась, лист плотно зажимается, поэтому в момент сгибания не сходит с позиции, а, соответственно, не царапается. Даже самостоятельно изготовленные детали выглядят привлекательно.
Вальцовый листогиб – самый распространены и недорогой вариант. В таком станке чаще всего используется три вальца. Для установки оборудования необходимо организовать подходящую площадку. Допускается использовать:
- стол;
- верстак;
- станину.
Все валки монтируются в конструкцию станка одного диаметра. Два стоят неподвижно, и только верхний двигается. Радиус кривизны меняется в зависимости от установленного расстояния между валами.
В ручной модели все приходит в действие благодаря усилию пользователя. Ему необходимо повернуть ручку, что стоит на одном из имеющихся вальцов. Крутящий момент передается другим элементам через установленные звездочки. Но если оборудование делают своими руками, то желательно подобрать их таким образом, чтобы скорость вращения оставалась одной.
Крутящий момент передается другим элементам через установленные звездочки. Но если оборудование делают своими руками, то желательно подобрать их таким образом, чтобы скорость вращения оставалась одной.
Небольшой ручной листогиб для самостоятельного изготовления
В данном самодельном станке для гибки листового металла есть много особенностей:
- Уголки расположены не полочками друг к другу, а направлены в одну сторону. Из-за этого крепление петли получается не самым удобным, но сделать можно.
- На изгибе дальнего (неподвижного) уголка приварены с двух сторон небольшие пластинки-упоры для прижимной планки.
- На той же планке приварена гайка от винта (с двух сторон).
Прижимная планка
Теперь перейдем к конструкции прижимной планки (на фото выше). Она тоже сделана из уголка, но укладывается на станок изгибом вверх. Для того чтобы при работе планка не изгибалась, наварено усиление — перемычки из металла. С обоих концов планки приварены небольшие металлические площадки, в которых просверлены отверстия под болты.
Еще один важный момент — та грань, которая обращена к месту сгиба срезана — для получения более острого угла изгиба.
Планка устанавливается так
Прижимная планка укладывается на станок, в место установки гайки подкладывается пружина. Ручка устанавливается на место. Если она не прижимает планку, та за счет силы упругости пружины приподнята над поверхностью. В таком положении под нее заправляют заготовку, выставляют, прижимают.
Под отверстие ставят пружину, затем — болт
Неплохой вариант для домашнего использования. Толстый металл гнуть не получится, но жесть, оцинковку — без труда.
Вальцы для листового металла или вальцовый листогиб
Этот тип листогиба может иметь три типа привода:
- ручной;
- гидравлический;
- электрический.

Своими руками делают вальцы для листового металла с ручным или электрическим приводом. В ручных ставят 3 вала, в электрических их может быть 3-4, но обычно тоже три.
Вальцевый листогиб
Для этого станка нужна хорошая надежная основа. Это может быть отдельная станина или какой-то верстак или стол. Основа конструкции — валки. Их делают одинакового размера. Два нижних устанавливаются стационарно, верхний — подвижно, так, чтобы в нижней позиции он располагался между вальцами. За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.
Приводят в движение станок при помощи ручки, которая приделана к одному из валов. Далее крутящий момент передается на другие катки через звездочки. Их подбирают так, чтобы скорость вращения была одинаковой.
Если предполагается на оборудовании изготавливать трубы, верхний каток с одной стороны делают съемным, с системой быстрой фиксации. Свернув лист в трубу, его по-другому не вытащить.
Гибка листового металла: основы, допуски и советы
Рост спроса на продукцию, изготавливаемую по индивидуальному заказу, привел к исследованиям, которые доказали, что листовой металл является универсальным материалом, который можно трансформировать в различные формы. Преобразование происходит за счет использования простых процессов формирования листа, таких как гибка металла, для придания листовому металлу желаемой формы, необходимой для различных производственных целей. Есть много процессов, связанных с этим, и знание того, как согнуть листовой металл, требует хорошего знания о них.
В этой статье будет рассмотрена важность гибки листового металла, его важность в процессах изготовления листового металла и способы гибки листового металла. Он также включает в себя несколько полезных советов по гибке, которые могут помочь при гибке стальных пластин.
Он также включает в себя несколько полезных советов по гибке, которые могут помочь при гибке стальных пластин.
Гибка листового металла является эффективным способом изготовления изделий различной формы, используемых для различных процессов. Это гарантирует простоту и является эффективным способом формирования новых продуктов. Здесь вы узнаете о гибке листового металла, ее важности и методах, необходимых для этого процесса.
Гибка листового металла — это операция, при которой используется сила для изменения формы листа. Это делается для достижения желаемой формы или формы, необходимой для производственного процесса. Используемая внешняя сила изменяет только внешние характеристики листа. Однако параметры одного типа листового металла, такие как длина и толщина, остаются прежними. Ковкость листового металла также позволяет ему подвергаться различным процессам формообразования.
Применение гнутого листового металла
Гибка листового металла является одной из основных операций в металлообрабатывающей промышленности. Например, это важный этап для автомобильных компаний, поскольку они работают с различными формами, чтобы получить идеальную автомобильную деталь, соответствующую их дизайну. Процесс может быть на промышленном уровне, где он идеально подходит для создания больших деталей двигателя. Тем не менее, его также можно использовать для изготовления мелких деталей для замены изношенных деталей двигателя. Несмотря на то, что в операции задействовано множество процессов, все методы гибки листового металла основаны на стандартных методах, обеспечивающих точность при его производстве.
Методы гибки листового металла схожи тем, что их конечной целью является преобразование конструкций из листового металла в желаемую форму. Однако они различаются по действию. Знание того, как сгибать листовой металл, приходит с пониманием того, что такие факторы, как толщина материала, размер изгиба, радиус изгиба листового металла и предполагаемая цель, определяют методы.
Перечисленные ниже методы не только покажут вам, как сгибать листовой металл. Они также покажут вам, что использовать для достижения наилучшего результата. Наиболее распространенные методы гибки листового металла:
V-образная гибкаЭто наиболее распространенный метод гибки листов, поскольку он используется для большинства проектов по гибке. Он использует инструмент, известный как пуансон и V-образный штамп, для гибки листового металла под нужными углами. Во время процесса гибочный пуансон давит на листовой металл, расположенный над V-образной матрицей.
Угол, образуемый листовым металлом, зависит от точки давления пуансона. Это делает этот метод простым и эффективным, поскольку его можно использовать для гибки стальных листов без изменения их положения.
Метод V-образной гибки можно разделить на три вида:
·
Дно Как следует из названия, дно или дно гибки включает в себя сжатие листового металла до заданного дна штампа для формирования определенного угла и формы. В нижней части положение и форма угла матрицы определяют результат изгиба. Кроме того, пружинение сжатого листового металла невозможно. Это связано с тем, что усилие пуансона и угол наклона штампа превращают листовой металл в постоянную структуру.
В нижней части положение и форма угла матрицы определяют результат изгиба. Кроме того, пружинение сжатого листового металла невозможно. Это связано с тем, что усилие пуансона и угол наклона штампа превращают листовой металл в постоянную структуру.
·
ЧеканкаЧеканка – это метод гибки, который широко используется благодаря своей точности и уникальной способности создавать отличительные листы. В процессе нет пружинения листов. Это связано с тем, что монета проникает в листовой металл с небольшим радиусом, создавая вмятину на монете, позволяющую отличить один лист от другого.
·
Воздушная гибкаВоздушная гибка или частичная гибка является менее точным методом по сравнению с методом дна и чеканки. Тем не менее, он обычно используется из-за его простоты и легкости манипулирования, поскольку он не требует инструментов.
Есть и недостаток. Воздушная гибка – единственный метод, который приводит к пружинению листового металла.
При воздушной гибке пуансон воздействует на листовой металл, опираясь на обе точки отверстия штампа. Листогибочный пресс обычно используется во время V-образной гибки, поскольку листовой металл не соприкасается с нижней частью штампа.
(Гибочный пресс представляет собой простую машину, используемую в процессах гибки листового металла, он формирует желаемые изгибы на листе, зажимая лист в положении для прессования между пуансоном и матрицей)
Гибка в рулонахГибка в рулонах — это метод, используемый для гибки листового металла в рулоны или изогнутые формы. В процессе используется гидравлический пресс, листогибочный пресс и три комплекта роликов для выполнения различных изгибов или большого круглого изгиба. Он полезен при формировании конусов, труб и полых форм, поскольку он использует расстояние между роликами для создания изгибов и кривых.
U-образный изгиб Принципиально U-образный изгиб аналогичен V-образному изгибу. Он использует тот же инструмент (за исключением U-образного штампа) и тот же процесс, хотя единственное отличие состоит в том, что формируемая форма является U-образной. U-образный изгиб очень популярен. Однако другие методы создают форму гибко.
Он использует тот же инструмент (за исключением U-образного штампа) и тот же процесс, хотя единственное отличие состоит в том, что формируемая форма является U-образной. U-образный изгиб очень популярен. Однако другие методы создают форму гибко.
Гибка с затиранием — это еще один метод, используемый для гибки листов с металлическими кромками. Процесс зависит от стержня. Например, листовой металл должен быть правильно надвинут на зачистной штамп. Стирание также отвечает за определение внутреннего радиуса изгиба листового металла.
Вращательная гибкаЭтот метод гибки имеет преимущество по сравнению с затиранием или V-образной гибкой, поскольку он не приводит к царапанию поверхности материала. Он также идеален, потому что может сгибать материалы в острые углы. Например, он используется при изгибе углов больше 90 0 .
Если вы ищете онлайн-услугу по гибке металла, вам следует выбрать RapidDirect. Просто загрузите свои файлы, и мы свяжемся с вами в течение 24 часов.
Просто загрузите свои файлы, и мы свяжемся с вами в течение 24 часов.
Попробуйте RapidDirect прямо сейчас!
Вся информация и загрузки защищены и конфиденциальны.
Припуск на изгиб листового металлаПрипуск на изгиб — это производственный термин, который относится к распределению, которое дается для компенсации растяжения и изгиба листового металла. Когда листовой металл изгибается из своей первоначальной плоской формы, его физические размеры также изменяются. Сила, применяемая для изгиба материала, заставляет материал сжиматься и растягиваться внутри и снаружи.
Эта деформация вызывает изменение общей длины листового металла из-за прилагаемой силы сжатия и растяжения на изгибе. Однако длина, рассчитанная по толщине изгиба между внутренней сжатой поверхностью и внешней, находящейся под напряжением, остается неизменной. На это указывает линия, называемая «нейтральной осью».
Допуск на изгиб учитывает толщину листового металла, угол изгиба, используемый метод и К-фактор (постоянная, используемая при расчете изгиба листового металла, которая позволяет оценить величину растяжения материала).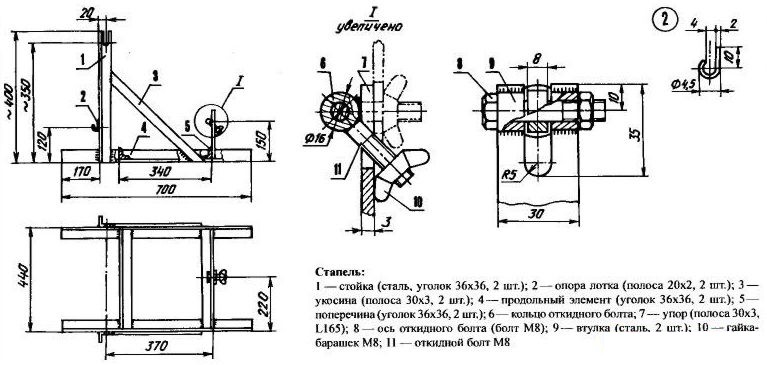 Это мера отношения сжатия на внутренней линии изгиба к натяжению на внешней стороне изгиба.
Это мера отношения сжатия на внутренней линии изгиба к натяжению на внешней стороне изгиба.
В то время как внутренняя поверхность листового металла сжимается, внешняя расширяется. Следовательно, коэффициент К остается постоянным. К-фактор (обычно от 0,25 до 0,5 макс.) служит в качестве контрольной цифры при расчете гибки листового металла. Он помогает определить точные материалы, необходимые перед обрезкой частей листового металла, а также полезен в таблице радиусов изгиба листового металла.
5 Наконечники для гибки стальных пластин Гибка стальных листов может показаться сложной задачей. Однако с некоторыми советами это может быть легко.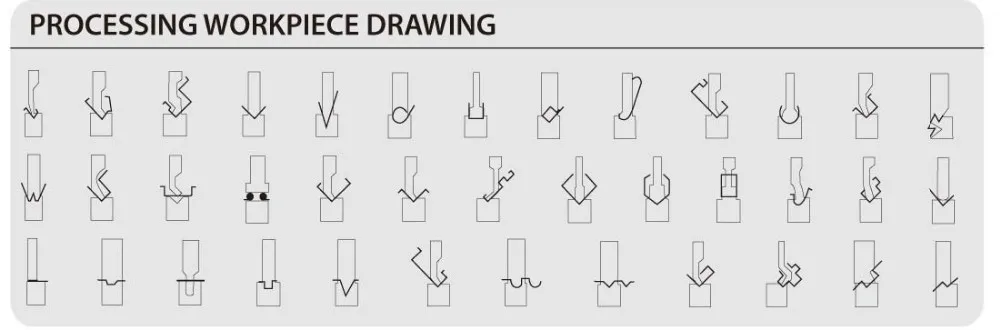 Ниже приведены несколько советов, которые могут помочь вам в этом процессе.
Ниже приведены несколько советов, которые могут помочь вам в этом процессе.
·
Следите за упругостьюПри сгибании листа материал должен быть изогнут под требуемым углом. Это связано с тем, что листовой металл обладает высокой способностью к изгибу, что позволяет ему возвращаться в исходное положение. Следовательно, для такого случая должно быть сделано распределение, согнув материал немного выше желаемого положения.
·
Достаточно ли пластичен листовой металл?Изгиб под острым углом может привести к растрескиванию листового металла. Поэтому вы должны избегать этого, насколько это возможно. Было бы лучше, если бы вы рассмотрели стальной металлический калибр, так как не каждый материал будет достаточно податливым, чтобы выдерживать изгибы в острые углы.
·
Всегда используйте листогибочный пресс Всегда используйте листогибочный пресс, где это применимо, поскольку он обеспечивает поддержку и гарантирует более чистую гибку листового металла и непрерывный рисунок на согнутых листах.
·
Не забудьте про отверстия для позиционирования процессаОтверстия для позиционирования процесса должны быть созданы на гибочных деталях, чтобы гарантировать точное позиционирование листового металла в штампе. Это устранило бы перемещение листового металла во время процесса гибки и обеспечило бы точные результаты при обработке нескольких листов металла.
·
Припуск на изгибУчет припуска на изгиб важен для понимания того, как сгибать листовой металл. Это гарантировало бы более точные цифры, обеспечивающие точность готовой продукции.
ЗаключениеСпрос на изделия, изготовленные по индивидуальному заказу, никогда не уменьшится, а для изготовления металлических изделий на заказ требуются знания в области гибки листового металла. Поэтому в этой статье был представлен листовой металл, его важность и то, что вам нужно знать о том, как согнуть листовой металл до нужной формы.
Ознакомления с процессом недостаточно. Процесс не такой сложный, так как вы не можете попробовать его самостоятельно. Однако для тех, кто ценит качество и время выполнения заказов, RapidDirect может стать вашим золотым руном. С нашей инженерной поддержкой вы сможете воплотить свои проекты в жизнь и быстро превзойти своих конкурентов.
Процесс не такой сложный, так как вы не можете попробовать его самостоятельно. Однако для тех, кто ценит качество и время выполнения заказов, RapidDirect может стать вашим золотым руном. С нашей инженерной поддержкой вы сможете воплотить свои проекты в жизнь и быстро превзойти своих конкурентов.
Получить мгновенное предложение
Часто задаваемые вопросыКакой метод гибки листового металла лучше всего?
Лучший метод гибки листового металла кажется надуманным, поскольку каждый метод служит разным целям и позволяет получить разные формы. Следовательно, лучший метод гибки листового металла будет зависеть от цели материала, которому нужно придать форму.
Легко ли гнуть листовой металл?
Сгибание стальных листов может быть непростым делом. Однако при чистом понимании процесса это очень легко. Вы должны понимать используемые методы и доступные инструменты.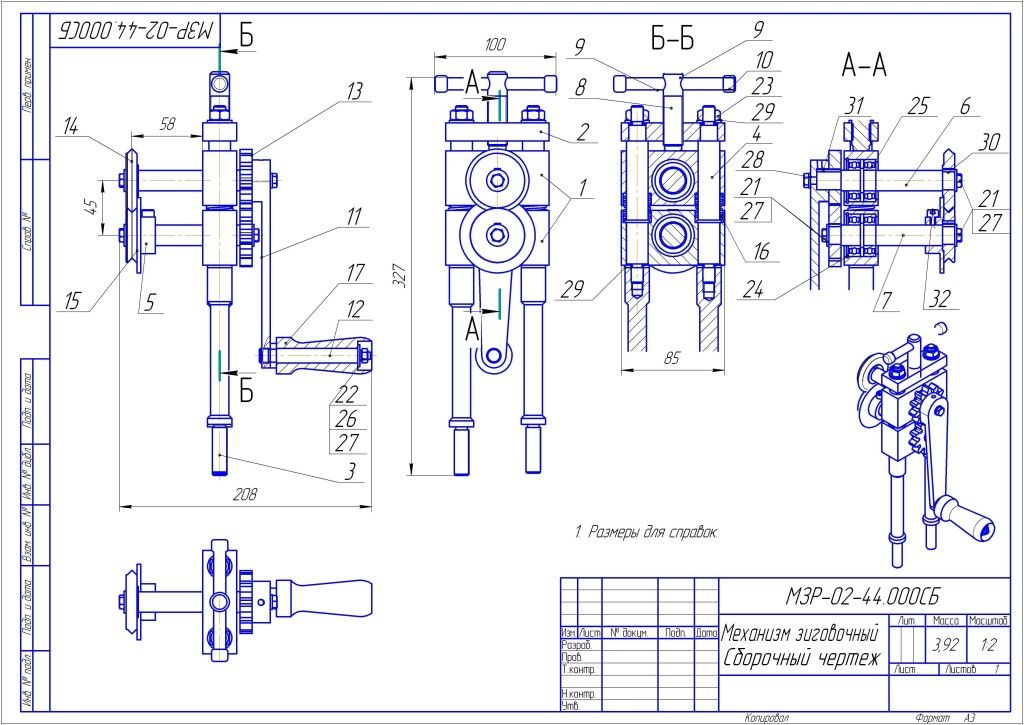 Вы можете просмотреть статью, чтобы ознакомиться с процессом.
Вы можете просмотреть статью, чтобы ознакомиться с процессом.
12 советов по гибке металла с помощью тормоза от давно работающего жестяного станка
Металлический тормоз — это инструмент для гибки нестандартных металлических планок и декоративной отделки. Он есть у каждого подрядчика по сайдингу и у большинства кровельщиков. Но тормоз может пригодиться для самых разных проектов. Это кажется внушительным инструментом, но на самом деле это просто большой зажим с подвижным шарниром. Качественный тормоз стоит от 1300 до 2500 долларов, но вы можете арендовать его примерно за 50 долларов в день или 200 долларов в неделю. Мы покажем вам, как работает тормоз, объясним, как создавать основные профили, и покажем несколько полезных советов, чтобы вы могли безопасно завершить свой проект, не тратя впустую много дорогого материала.
Каждый редакционный продукт выбирается независимо, хотя мы можем получать компенсацию или партнерскую комиссию, если вы покупаете что-то по нашим ссылкам. Рейтинги и цены точны, а товары есть в наличии на момент публикации.
Рейтинги и цены точны, а товары есть в наличии на момент публикации.
1 / 13
Сделайте прорезь для дозатора в коробке для рулонов
Если вам нужно согнуть много обшивки или обрезков, лучше всего покупать рулоны длиной 50 футов. х 24 дюйма. рулоны. Но не стоит просто вытаскивать катушку из коробки и резать ленту. Если вы это сделаете, катушка начнет разворачиваться и ее будет трудно контролировать. Дозирование катушки из коробки — лучший способ сохранить ее в чистоте и предотвратить появление вмятин и царапин.
Вырежьте отверстие вдоль одной стороны коробки и вытащите нужную длину. Возможно, вам придется открыть один конец коробки, чтобы разрезать ленту, которой крепится рулон, а затем снова заклеить ее лентой.
2 / 13
Надрез и изгиб для резки
Надрежьте рулон канцелярским ножом до нужной длины. После надрезов согните катушку вперед и назад, чтобы разделить части. Столярный угольник отлично работает в качестве ориентира, чтобы линия оставалась прямой.
3 / 13
Триммерная катушка острая!
Всегда надевайте перчатки. Кожаные перчатки и перчатки с покрытием обеспечивают большую защиту, чем тканевые. Установите тормоз в гараже или на стороне дома, защищенной от ветра. Вы же не хотите испортить дорогую катушку, и всегда лучше не допускать, чтобы острые как бритва металлы летали по ветру.
4 / 13
Удалите царапину с помощью ластика
Ластиком царапину на краске не исправить, а вот царапина — это совсем другое дело. Царапина на отделке чаще всего вызвана трением алюминиевой катушки об острую алюминиевую кромку тормоза. Марсы выглядят как царапины, но их можно убрать ластиком.
5 / 13
Если есть возможность, покупайте готовые
Тормоза идеально подходят для создания пользовательских профилей, но на выбор имеется множество готовых накладок и отделочных элементов.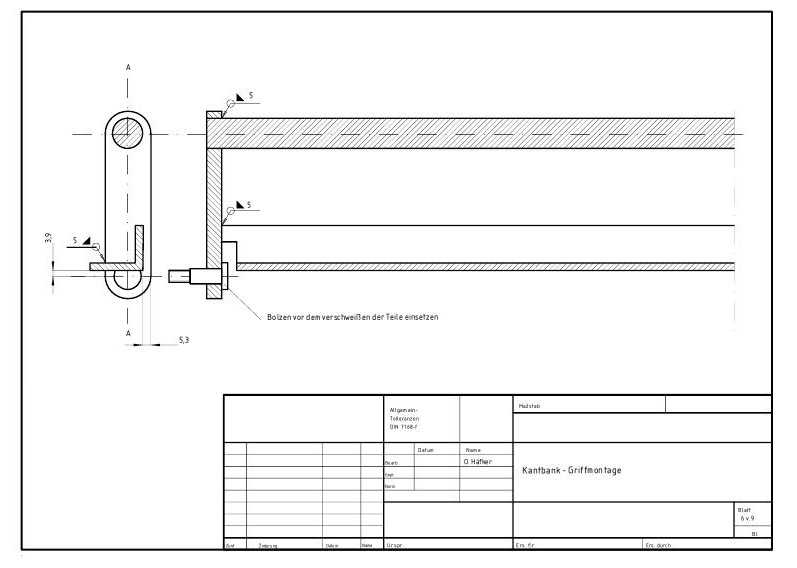 И то, что его нет на полке в домашнем центре, не означает, что его нет в наличии. Объясните, что вам нужно в пиломатериале вашего домашнего центра, и узнайте, можно ли это заказать для вас.
И то, что его нет на полке в домашнем центре, не означает, что его нет в наличии. Объясните, что вам нужно в пиломатериале вашего домашнего центра, и узнайте, можно ли это заказать для вас.
6 / 13
Трижды измерить отметки изгиба
После того, как ваша катушка была обрезана по размеру, быстрее измерить каждое место сгиба по отдельности, чем заранее отмечать их на концах катушки, как вы это делали, когда разрезали катушку по ширине. Установите катушку близко к тому месту, где, по вашему мнению, она должна быть, и потяните рукоятку подшивания вперед, но не до упора в положение блокировки. Просто потяните его достаточно далеко, чтобы стопорная наковальня плотно удержала катушку, но не зажала ее.
Измерьте и отрегулируйте один конец катушки, затем измерьте и отрегулируйте другой. Иногда, когда вы сдвигаете один конец внутрь или наружу, другой конец также имеет тенденцию немного двигаться, поэтому важно перепроверить свое первое измерение, чтобы убедиться, что катушка все еще находится там, где она должна быть.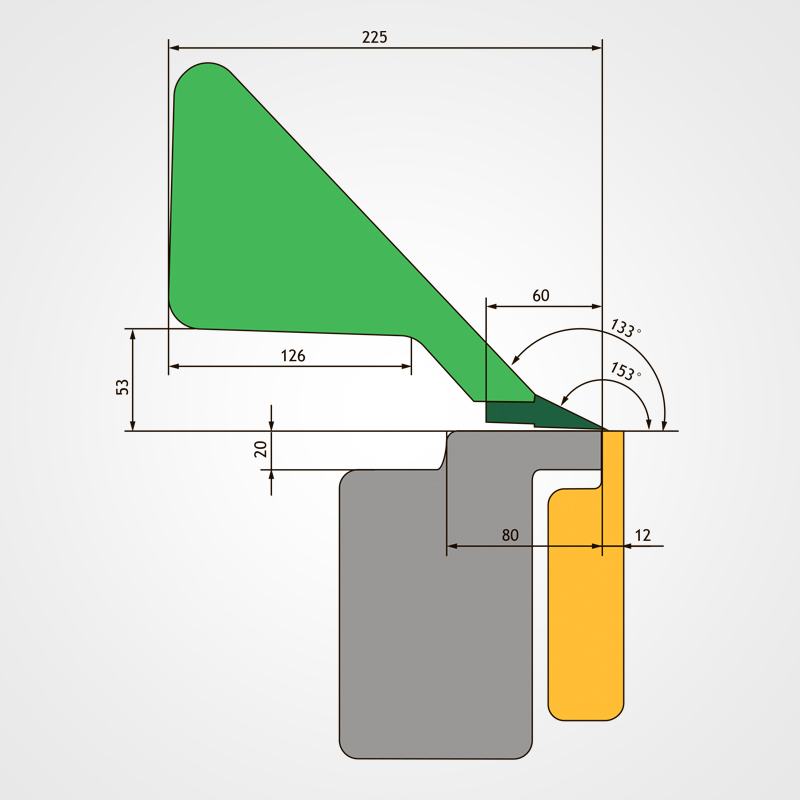 Держите рулетку сбоку, чтобы цифры совпали с краем металла.
Держите рулетку сбоку, чтобы цифры совпали с краем металла.
7 / 13
Обрезка по ширине на тормозе
Шаг 1: Зафиксируйте катушку на месте с помощью рукоятки, расположенной в верхней части тормоза. Надрежьте катушку канцелярским ножом вдоль края наковальни.
Шаг 2: После того, как вы сделали надрезы по всей длине, потяните вверх ручки, соединенные с подвижным шарниром, и согните металл примерно под углом 90 градусов.
Шаг 3: Руками согните его обратно и разделите два куска металла.
8 / 13
Не используйте обработанную древесину
Химически обработанная древесина чрезвычайно агрессивна по отношению к алюминию. Накройте обработанную древесину домашней пленкой или войлочной бумагой, прежде чем обернуть ее алюминием.
9 / 13
Добавление прочности с помощью подгибки
Подгибка представляет собой полностью загнутый край. Края добавляют прочности открытым краям на всех типах профилей. Вот как сделать лицевую панель с подшитой нижней кромкой:
Шаг 1: Совместите внешний край катушки с резиновой полосой на подвижном шарнире — нет необходимости измерять. Зафиксируйте катушку на месте и потяните ручки вверх до упора.
Зафиксируйте катушку на месте и потяните ручки вверх до упора.
Шаг 2: Поместите катушку поверх стопорной наковальни и плотно прижмите ее к подвижному шарниру. Потяните ручки петель вверх, чтобы полностью разрушить металл.
Шаг 3: Последний шаг — загнуть нижнюю губу.
10 / 13
Гвозди для скрытия с отделкой подоконника
Большинство креплений окон и дверей прячутся под сайдингом, но это не всегда так. Например, когда вы закрываете кирпичный молдинг и дверные косяки вместе, трудно закрепить накладку рядом с дверью, не оставив крепежных элементов видимыми. Вот где на помощь приходит отделка подоконника.
Прибейте накладку порога к уплотнителю, а затем вставьте накладку в накладку порога. Процесс изготовления отделки порога точно такой же, как и для отделки передней панели, за исключением того, что вы сгибаете нижнюю кромку, а затем складываете ее на себя. Вы в основном создаете двойную кромку.
11 / 13
Сначала сделайте небольшой шаблон
Нет ничего хуже, чем идеально выполнить сложный профиль только для того, чтобы понять, что правильный цвет находится не на той стороне. Избегайте этого, создав небольшой шаблон или прототип. Отрежьте небольшой кусок катушки и согните его так, как вы думаете. Отметьте соответствующие размеры на той стороне шаблона, которая должна быть обращена вверх, когда катушка находится в тормозе. Также укажите, в каком порядке следует выполнять изгибы.
Избегайте этого, создав небольшой шаблон или прототип. Отрежьте небольшой кусок катушки и согните его так, как вы думаете. Отметьте соответствующие размеры на той стороне шаблона, которая должна быть обращена вверх, когда катушка находится в тормозе. Также укажите, в каком порядке следует выполнять изгибы.
Перед тем, как согнуть «настоящие сделки», приложите шаблон к стене, чтобы проверить, подходит ли он правильно. Покрывая существующую древесину, вы хотите, чтобы детали отделки подходили немного свободно, когда это возможно, может быть, на 1/8 дюйма или около того. Это уменьшит вероятность того, что металл деформируется, если древесина деформируется или искривляется.
12 / 13
Создание резинки на широких деталях
Трудно уберечь широкие детали от коробления и волнистости. Если открытая поверхность на лицевой панели или другом профиле отделки превышает 8 дюймов, создайте ребро, чтобы придать ей жесткость. Изнаночной стороной вверх сделайте изгиб примерно на 30 градусов.