виды листогибов, как сделать своими руками
Стоимость фасонных деталей из металла бывает больше, чем основы конструкции, поэтому экономнее самостоятельно изготавливать углы, отливы, другие подобные изделия, причем необходимых размеров для конкретной задачи.
Заготовки сгибаются:
- радиусно,
- под определенным углом,
- по кривым фасонам.
Но производство изделий из алюминиевых, жестяных, латунных, стальных сплавов невозможно без специальных приспособлений. А для этого можно смастерить в свободное время своими руками простейший листогиб, используя минимальное количество инструментов.
Содержание
- 1 Что собой представляет листогибочный станок
- 2 Область применения
- 3 Виды листогибочных станков
- 3.1 Вальцовый
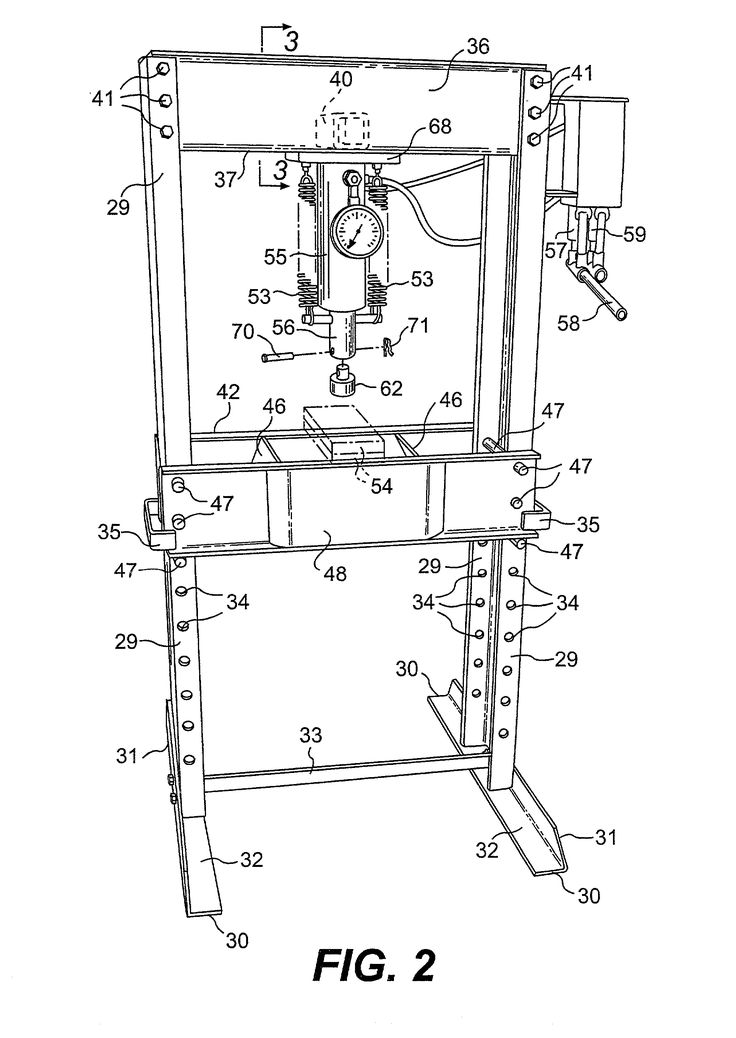
- 3.2 Листогибочный пресс
- 3.3 Траверсный
- 3.4 Роликовый
- 4 Рекомендации по выбору листогиба
- 5 Проще купить или сделать своими руками?
- 5.1 Временная конструкция по упрощенной схеме
- 5.
 2 Как сделать самодельный ручной листогиб
2 Как сделать самодельный ручной листогиб - 5.3 Пошаговое описание с чертежами
- 6 Ручной листогиб для толстых листов своими руками
- 6.1 Как сделать ручной листогиб своими руками — чертежи с пошаговым описанием и видео работы
- 6.2 Порядок изготовления листогибочного станка своими руками по чертежам
- 7 Что такое зиг машина и как ее сделать
- 8 Преимущества самодельного листогиба
- 9 Меры предосторожности при работе
 2 Как сделать самодельный ручной листогиб
2 Как сделать самодельный ручной листогибЧто собой представляет листогибочный станок
Простые модели — пассивное оборудование. Основа – траверса. Она выполняет функции матрицы и представляет собой прочную балку, на которую кладется лист металла.
После этого заготовка прижимается деталью, которая оказывает давление по линии изгиба. В результате происходит деформация под задаваемым углом.
Есть станочные конструкции, где изгиб получается путем сгибания при повороте траверсы или под давлением сверху. Работа листогибов таких моделей часто контролируется оператором или уровень сгибания соблюдается с помощью ограничительных элементов, которые предотвращают увеличение заданного угла.
Конструктивно станки состоят из:
- станины,
- привода,
- вертикально движущейся траверсы,
- ножа для горизонтальной резки листового материала.
- пуансона,
- матрицы,
- механизмов управления, контроля и измерения,
- зажимов для удерживания заготовок.
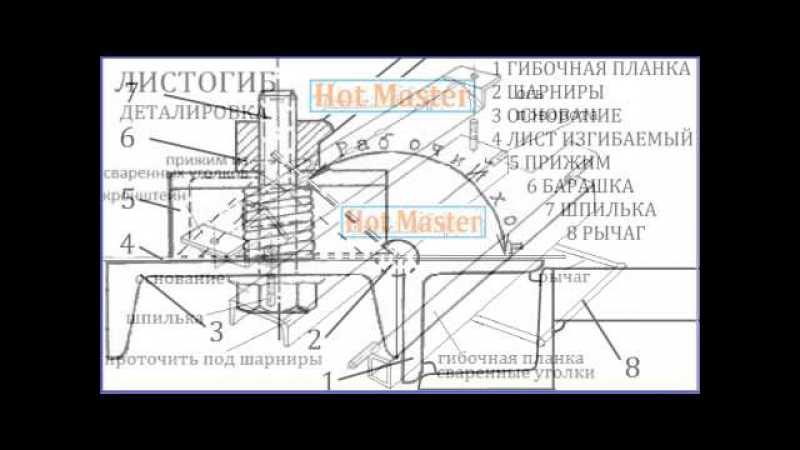
Самодельный листогиб способен обеспечить угол изгиба до 180 градусов у металлической заготовки длиной до 4 м, толщиной до 1,5-2 мм. Простейшая конструкция ручной модели включает:
- основание,
- прижимное устройство,
- обжимной пуансон с рычагом.
Область применения
Купленный листогибочный станок или сделанный по чертежам своими руками позволяет изготавливать строительные детали, металлические изделия, бытовую технику или решать хозяйственные задачи в быту.
Для получения необходимого результата используются операции:
- свободной гибки,
- гибки с калибрующим ударом или растяжением,
- гибки роликовым приспособлением, часто совмещаемой с профилированием листов и отрезкой.
Самодельный листогибочный станок или предлагаемый разными производителями широко используется для изготовления и ремонта:
- кровельных элементов,
- вентиляционных шахт,
- воздуховодов,
- переплетов окон и дверей,
- карнизов,
- профнастила,
- мебельных коробов, цилиндров, фурнитуры,
- автомобильных кузовов, крыльев, подножек,
- корпусов стиральных машин, микроволновых печей, холодильников,
- авиастроении.
Виды листогибочных станков
Самодельный листогибочный пресс или изготовленный профессиональными мастерами может отличаться:
- видом привода,
- степенью механизации основного процесса,
- точностью выполнения операций,
- способом фиксации обрабатываемой заготовки.
Поэтому изготовление безопасной модели самодельного листогиба необходимо начинать с составления схемы и чертежей оборудования.
Вальцовый
Такие модели довольно широко распространены при производстве водостоков, баков, воздуховодов, других изделий круглой или овальной формы.
При изготовлении производители оснащают вальцы 2- 4 гибочными валами, электромеханическим или ручным приводом вращения, ручным, электрическим или гидравлическим прижимом валов. Приводной механизм для всех валов обеспечивает защиту листов заготовок от царапин, предотвращая ее проскальзывание.
Изготовление ручных или гидравлических листогибов проще, чем роликовых моделей.
Листогибочный пресс
Листогибочные прессы с гидравлическим приводом используют многие производственные предприятия для обработки толстых заготовок методом холодной деформации. Заготовка располагается между двумя шаблонами, которые смыкаются под большим давлением.
В результате выдавливается необходимая форма. Такая технология позволяет производить изделия, чья геометрия точно отвечает требуемым параметрам. В домашних условиях своими руками можно сделать листогиб с ручным или механическим приводом, но не ждать от него слишком высокого качества.
Траверсный
Чтобы сделать козырек, отлив для крыши, можно оцинкованный лист загнуть о кромку верстака или при помощи уголка. Если же нужна деталь с разнонаправленными гранями, без специального приспособления не обойтись.
Если же нужна деталь с разнонаправленными гранями, без специального приспособления не обойтись.
Смастерив простейшую конструкцию самодельного листогиба для работ с жестью, можно с легкостью заготовку зажимать линейкой-фиксатором, а края под нужным углом до 180 градусов загибать подвижной траверсой. Ширину заготовок определяет длина траверсы, что необходимо учитывать при изготовлении приспособления.
Роликовый
Роликовые модели оборудования отличаются не только конструктивно, но методами работы. Они используются меньше, но при необходимости радиального изгиба или трубки, это лучший вариант использования приспособления.
С их помощью заготовка не сгибается, а закругляется, причем даже далеко от кромок. Изготовленный своими руками роликовый листогиб помогает мастерить полые круглые или овальные изделия.
Рекомендации по выбору листогиба
Многих интересует, как выбирается листогиб, на какие параметры надо обращать внимание при покупке. Профессионалы советуют учитывать:
- жесткость, другие характеристики материала для обработки,
- максимальную длину, толщину обрабатываемых заготовок,
- схему прижима листогиба,
- вес оборудования,
- вид привода,
- возможности загиба под максимальным углом,
- наличие регулировок для установки и проверки точности листогиба.
К оборудованию производители прилагают дополнительные приспособления, которые повышают производительность, безопасность, комфортность работы.
Проще купить или сделать своими руками?
Ответ зависит от цели использования. Даже мелкосерийное производство потребует больше физических усилий, времени при загибании руками. Точности параметров тоже не добиться. Даже самодельный листогиб позволит повысить эффективность работы.
Но стоимость заводского оборудования высока, расход электроэнергии большой. При одноразовом применении и изготовлении небольших деталей затраты не окупятся. Плюс к этому станки в основном рассчитаны на сгибание листов шириной до 3 м, гидравлика сложная. Более рационален вариант ручного привода. Такую модель листогиба можно изготовить своими руками. Он позволит повысить эффективность работы.
Временная конструкция по упрощенной схеме
При необходимости срочной работы с жестью подойдет простейшая конструкция ручного листогиба, чертеж которого широко представлен онлайн. Для нее достаточно использования стальных уголков и струбцин. При обработке заготовок:
Для нее достаточно использования стальных уголков и струбцин. При обработке заготовок:
- край листа зажимается между двумя уголками при помощи мощной струбцины,
- сгибание заготовки осуществляется руками.
Обычно таким способом создаются незамысловатые кровельные элементы. Главное – надевать защитные рукавицы.
По возможности надо прогревать металлическую поверхность в местах сгиба. Это значительно облегчает сгибание, уменьшает риск образования трещин и деформации.
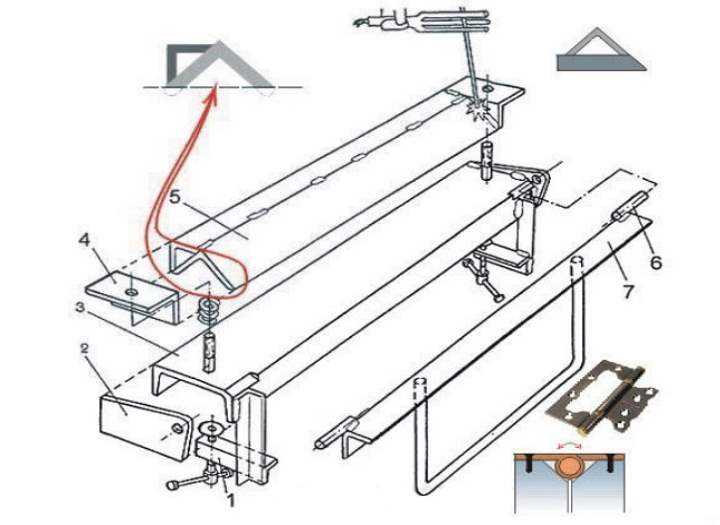
Как сделать самодельный ручной листогиб
Тем, кто интересуется, как сделать листогиб, пригодится простой, но эффективный вариант самодельного оборудования.
Для его изготовления достаточно:
- трех отрезков тавра длиной 2,5 м, толщиной 70 мм,
- двух болтов диаметром20 мм,
- небольшого куска металла толщиной 5 мм для укосин,
- пружины,
- сварочного аппарата.
Пошаговое описание с чертежами
- Сложить два отрезка тавра и по концам вырезать выемки под петли.
- Кромки выемок скосить под углом 45°.
- Обрезать третий отрезок кусок металлопроката, сделав выемки глубже. Он будет служить планкой для прижима листов заготовок, поэтому должен свободно перемещаться.
- Приварить петли с внешней и внутренней стороны.
- К каждой из сторон дальнего тавра приварить укосины для установки болтов-фиксаторов планки для прижима.
- Установить планку для прижима и вверху приварить пластины с отверстиями в центре, чей диаметр должен быть немного диаметра болтов.
- Провести центровку отверстий до одного уровня с приваренными гайками.
- Отрезать пружину с расчетом подъема прижимной планки на 5-7 мм.
- Продеть болт в «ухо» прижима листогиба, как предусмотрено схемой.
- После установки пружины закрепить гайку.
- Таким же способом установить вторую часть пружины с другой стороны.
- К шляпкам болтов приварить отрезки арматуры, которые будут выполнять функции ручек при закручивании.


На таком ручном листогибе из металлопроката, мощность которого легко рассчитать по чертежу, можно гнуть даже длинные и толстые заготовки.
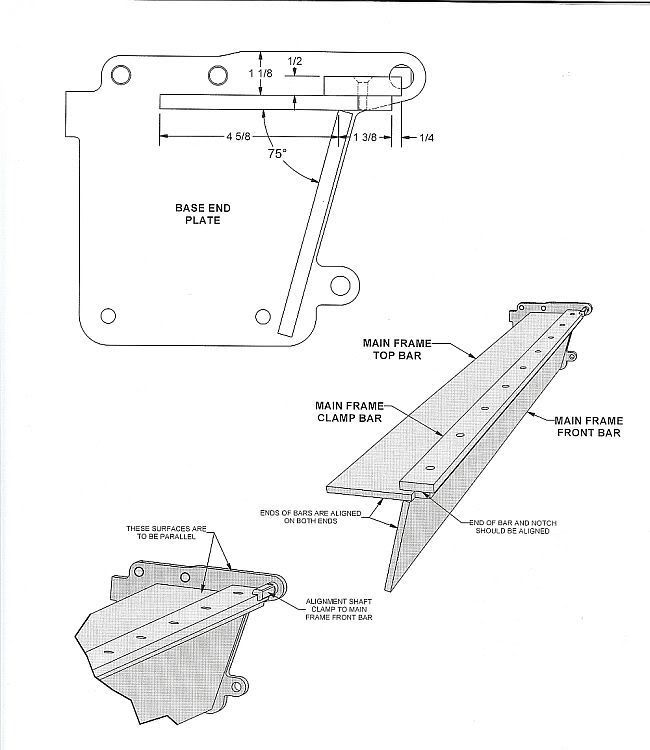
Ручной листогиб для толстых листов своими руками
Для изготовления такой модели оборудования лучше брать уголки и швеллеры, обязательно сны всю ржавчину. Не обойтись и без сварочного аппарата.
Стандартная конструкция состоит из:
- основания,
- прижима,
- обжимного пуансона.
В основании лучше использовать швеллер № 6,5 или № 8, для прижима — швеллер № 5, а пуансона — уголок № 5. Чем больше толщина стенок, тем лучше.
Размеры пуансона и прижима делаются на 55 мм короче основы. По описанию и чертежам легко сделать такой листогиб своими руками:
- В прижимной детали строго по оси на расстоянии 30 см от концов просверлить отверстия под болты.
- Согнуть арматуру диаметром 15 мм в виде рычага и приварить к уголкам.
- На концах пуансона и основания снять фаски размером 7*45° по ребрам.
- Добавить к основе щечки из листовой стали толщиной 5 мм.
- В основании просверлить отверстия диаметром 8,5 мм и нарезать резьбу для завинчивания зажимных болтов.
- Установить на головки болтов «барашки» или воротки.
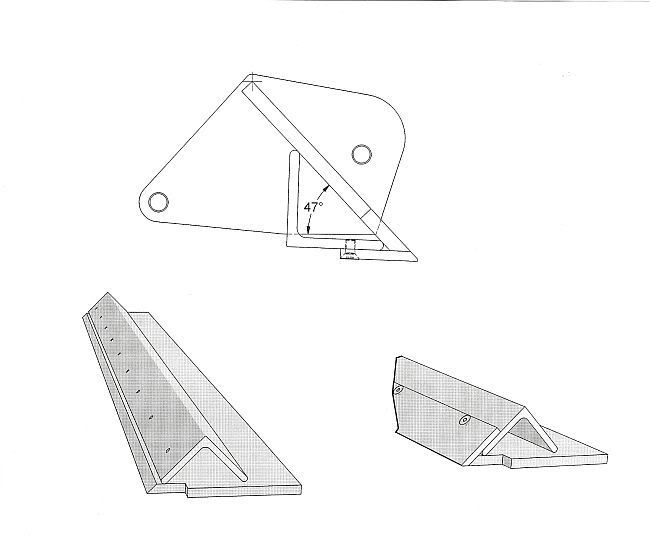
Как сделать ручной листогиб своими руками — чертежи с пошаговым описанием и видео работы
Каким бы не было мастерство и опыт, практически невозможно киянкой и оправкой загнуть часть листа без ее деформации. В интернете можно найти множество инструкций, чертежей, фото самодельных листогибов самых разных вариантов.
Для траверсного приспособления достаточно:
- 4 метров стального уголка с 50 миллиметровой стороной,
- шаровой опоры для автомашины, оснащенной кронштейном для крепежа,
- тяги стабилизатора диаметром 10 мм,
- болгарки,
- дрели,
- аппарата для электросварки.
В случае неровностей на кромке прижима, по которой будет проходить линия загиба, на заготовке будут образовываться складки или заломы.

Порядок изготовления листогибочного станка своими руками по чертежам
- Нарезать болгаркой куски стального уголка длиной 1 м каждый.
- Из кронштейна вырезать две петли для подвижной траверсы.
- Сделать из стойки стабилизатора ось, на которую будут опираться петли.
- Измерить и разметить на уголке места креплений оси.
- Точно совместить в центре оси разметку и вершину траверсы. При неправильной центровке качество изгиба будет хуже или же листогиб, сделанный своими руками окажется непригодным для работы с металлическими изделиями.
- Приставить отрезки уголков друг к другу.
- Сделать разметку на другом уголке точно напротив оси первого.
- Сложить траверсы и зафиксировать для сварки.
- Приварить петли ко второму уголку.
- Вырезать болгаркой выборку вокруг оси прижимного уголка.
- Просверлить отверстия под болты 10 мм напротив осей.
- Приварить к неподвижной траверсе болты резьбой вверх.
- Сделать отверстие в центре нижней траверсы, но болт не приваривать, потому что он будет съемным элементом. К нему приварить короткую ось.
- Нарезать из прута 15-20 мм две ручки длиной 30 см и приварить их с нижней части поворотной траверсы.
- Изготовить станину, приварив с обеих сторон четвертый уголок к неподвижной траверсе внизу.
- Просверлить в станине отверстия для закрепления к столу или верстаку.

Такой мощный листогиб, сделанный своими руками, позволяет работать с заготовками шириной до 1 м и толщиной 2 мм. Углы загиба можно выбирать любой величины. Загибать края заготовки можно ступенчато или в любом направлении, причем с разной величиной угла загиба.
Что такое зиг машина и как ее сделать
Зиговка часто применяется для обработки металлических листов. Эта технология позволяет добавить изделиям прочность, сделав на поверхности зиги – полукруглые углубления.
Кроме этого на таких станках можно наносить на металл рифление, резать или отбортовывать заготовки. Надежный зиговочный листогиб можно сделать своими руками, причем с электроприводом.
Надежный зиговочный листогиб можно сделать своими руками, причем с электроприводом.
Конструкция состоит из двух валов с горизонтальным, вертикальным или наклонным расположением. На них надеваются формирующие роликовые элементы. Заготовка зажимается между валами и вращается в разные стороны. На поверхности обрабатываемых деталей из-за пластической деформации формируются углубления нужной конфигурации и размеров.
Конструкция зиговочного ручного листогиба своими руками состоит из:
- корпуса,
- кронштейна,
- цилиндрического хвостовика,
- стопорного болта,
- винта с откидывающейся ручкой,
- двух валов,
- пружинного устройства,
- кожуха,
- зубчатой передачи,
- роликов.
Пошаговая сборка:
- определиться с типом привода,
- рассчитать основные параметры,
- составить чертеж самодельного листогиба,
- подготовить основные элементы,
- собирать все детали вместе.
Преимущества самодельного листогиба
Трудно поверить, но самодельный листогиб, изготовленный строго по чертежам, может быть удобнее заводского, потому что:
- агрегаты производителей рассчитаны ширину заготовок 3 м,
- цена готового оборудования «кусается»,
- для тонких работ неудобно использование механического привода,
- расходы на электроэнергию не оправдываются, если детали небольших размеров или требуется одноразовое использование.
С помощью ручного привода в самодельных листогибах легко регулируются физические усилия. Они просты в эксплуатации и не хуже механических или гидравлических могут сгибать заготовки. Такие листогибы для металла легко ремонтировать.
Меры предосторожности при работе
- Обязательно надевать рукавицы из плотных материалов.
- Защищать глаза очками или маской.
- Регулярно смазывать трущиеся части.
- В рабочей зоне или на вращающихся частях исключается нахождение посторонних предметов.
- Перед началом операции проверять исправность оборудования.
- Не разговаривать во время обработки заготовки.
- Не опираться на заводской или самодельный листогиб.
- Производить настройку после обязательного выключения оборудования.
Листогибочный станок своими руками: Чертежи
Листогибочный станок изготавливается в том случае, если есть необходимость в постоянной работе с металлическими листами различной толщины. Для единоразовых задач существуют специальные техники, как согнуть жесть или листовой металл с помощью подручных инструментов. Приступая к созданию собственного станка нужно хорошо рассчитать, какое количество времнени и сил есть в распоряжении для осуществления задуманного проекта.
Содержание:
- 1 Виды ручных листогибов
- 2 Пошаговая инструкция по изготовлению листогиба своими руками
Виды ручных листогибов
Для домашнего пользования наиболее часто используются поворотные листогибы. Они работают по такому принципу: металлический лист кладется между двумя фиксирующими плоскостями, одна из которых выступает за поверхность другой и имеет поворотный механизм.
Prev
1of1
Next
Как правило, этот поворотный механизм расположен на нижней плоскости и при её поднятии, находящийся под прижимом верхней плоскости металлический лист начинает изгибаться.
Prev
1of1
Next
Преимущество такой конструкции в относительной простоте изготовления и достаточно высокой производительности при использовании жести небольшой толщины. Главный недостаток такой конструкции в том, что она может выполнять изгибы металла ограниченной толщины и наиболее подходит для работы с угловыми изгибами. Согнуть материал по дуге с помощью такого станка будет очень проблематично.
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Если есть необходимость получить плавные изгибы толстого листового металла, то для такой работы портебуется ротационный листогиб. В его основе лежит система валков, которые расположены на определенных регулируемых расстояниях друг относительно друга и позволяют согнуть даже листы достаточно большой толщины.
Prev
1of1
Next
Валки могут быть установлены в различных положениях, чтобы достичь максимально эффективной работы при выполнении округлых изгибов определенного радиуса для металла той или иной толщины
Prev
1of1
Next
Так как при выполнении большинства работ с металлом достаточно простого поворотного листогиба, далее будет подробно рассмотрена технология изготовления такого ручного станка. В конце обзора можно будет также увидеть и скачать чертежи указанного выше ротационного листогиба.
Пошаговая инструкция по изготовлению листогиба своими руками
Prev
1of1
Next
Prev
1of1
Next
Для создания такого станка потребуются:
Швеллер шириной 25 см
2 прочных металлических уголка из стали потолще, две трубы диаметром ½ дюйма и 3/4 дюйма
2 3/4-дюймовые гайки
2 3/4-дюймовые резьбовые пробки
2 3/4-дюймовые муфты
2 3/4-дюймовые металлические шайбы
2 болта для фиксации стальных уголков (на фото их нет)
Prev
1of1
Next
Для начала с швеллера была снята вся ржавчина и сделаны замеры и вырезы в тех местах, где будут размещены петли.
Prev
1of1
Next
Prev
1of1
Next
Далее небольшие отрезки 3/4-дюймовой трубы были отрезаны для того, чтобы затем сделать из них петли.
Prev
1of1
Next
Prev
1of1
Next
Такие же запилы, как в швеллере, нужно выполнить и в металлических уголках
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Затем сверлятся отверстия под фиксирующие болты в швеллере и одном из уголков.
Prev
1of1
Next
Prev
1of1
Next
После чего уголок скрепляется со швеллером. Это соединение не должно быть очень тугим, так как между данными двумя деталями затем будет укладываться металлический лист, который нужно будет согнуть.
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Если нет возможности или времени выполнять прижим с помощью болтов, для этих целей можно использовать струбцины, как в этом примере:
Prev
1of1
Next
Далле следует изготовление петель. Для этого нужно правильно приварить метллические отрезки трубы 3/4 дюйма. От того, насколько ровно они будут установлены зависит точность работы станка в дальнейшем.
Prev
1of1
Next
Prev
1of1
Next
Боковые меньшие трубки крепятся к швеллеру, а центровой длинный отрезок — ко второму уголку.
Prev
1of1
Next
Prev
1of1
Next
Теперь нужно изготовить оси для работы петель. Они сделаны из трубы диаметром ½ дюйма, приваренной к 3/4-дюймовым гайкам.
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
В качестве ручек были взяты две трубы по 75 см, на концы которых были приварены 3/4-дюймовые резьбовые пробки, а 3/4-дюймовые муфты нужно приварить ко второму уголку снизу.
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Для установки листа нужно фиксирующие болты ослабить на необходимое расстояние. После закладки листа болты снова зажимаются и выполняются поворот второго швеллера вверх с помощью ручек.
Prev
1of1
Next
Prev
1of1
Next
А так выглядит результат работы станка:
Prev
1of1
Next
Prev
1of1
Next
Чтобы получить изгибы круговой формы можно попробовать сделать такую конструкцию.
Prev
1of1
Next
Prev
1of1
Next
Чертежи прилагаются.
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Достаточно сложная конструкция, требует большого опыта в работе с металлическими деталями.
Источник
Изгиб труб и труб 101
В настоящее время обновляется, чтобы добавить новые смещения для M601/605/625. Пожалуйста, дайте нам знать, если у вас есть какие-либо вопросы.
На этой странице вы можете узнать, как точно сгибать трубы с помощью вашей новой модели 600 или любого другого трубогиба и трубогиба. Как и в настоящем колледже, мы покажем вам старый школьный способ сделать это и немного теории, прежде чем рассказать вам о программном обеспечении, которое может помочь сделать все это за вас. Но вы можете сразу перейти к концу, если хотите, мы продаем лучшее программное обеспечение для гибки, и оно вполне доступно.
Гибка трубы с помощью Rogue Model 600 Bender, 101: основы
Изгибая 101, вы узнаете, как сделать изгиб там, где вы хотите, в зависимости от того, где начинается изгиб, и как согнуть нужную величину . Гибочный станок Rogue Fabrication имеет фиксированное смещение изгиба для каждого радиуса штампа. Смещение изгиба — это расстояние между началом изгиба и точкой выравнивания трубы в станке. См. изображение ниже.
Гибочный станок Rogue Fabrication имеет фиксированное смещение изгиба для каждого радиуса штампа. Смещение изгиба — это расстояние между началом изгиба и точкой выравнивания трубы в станке. См. изображение ниже.
Если вы хотите сделать изгиб на матрице радиусом 4,5, и вы хотите, чтобы этот изгиб был в 10 дюймах от конца куска трубы, отметьте линию на трубе в 10 дюймах от конца. ВАШ ИЗГИБ НАЧИНАЕТСЯ ЗДЕСЬ. Теперь нарисуйте линию на 5 1/4″ ближе к концу трубы от вашей первой линии (5 1/4 — это смещение изгиба из таблицы ниже). Эта линия, которую вы только что нарисовали, — это место, где вы выравниваете трубку с зажимным блоком в машине («ОТМЕТИТЬ ТРУБКУ ЗДЕСЬ» на изображении выше). Изгиб начнется ровно в 10 дюймах от конца трубы. Точное размещение изгибов там, где вы хотите, является основой точной работы с трубой.
Если вам не нравятся смещения изгиба (например, если вы привыкли к другому станку), просто купите один из наших измерителей местоположения изгиба (нажмите ЗДЕСЬ — новое окно), он позволит вам измерять рулеткой от начала изгиба до любого места на трубке, которую вы хотите. Без проблем.
Без проблем.
M600 Bend Spossets (2010-2014)
- 3,5 ″ CLR Dies -смещение 6 3/16 ″
- 4,5 ″ CLR Dies -Offset 5 ″
- 6.0.0.023-OFFSET 5 ″
- . 6.0.0.0.023-Offset 5 ″
- 1112. 6.0.0.0.023-Offset 5 ″
- 1112. 6.0.0.0.023-Offset 5 ″
- 1111. 6 5/8″
M600 Bend Moptseds (2015 г. до конца 2021 года)
- 2,5 ″ CLR Dies – смещение 7 1/8 ″
- 3,5 ″ Dies – Offset 6 1/4 ″
- 9002,5 4.5 4.5 ″ DIES DIES 7 1/4 ″
- 9002,5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5 4.5. – Offset 5 1/4 ″
- 6,0 ″ Clr Dies – смещение 6 ″
M601/605/625 Бенд. Матрицы CLR 3,5″
— со смещением 4 1/2″Что насчет пружинения?
Вот лучший способ измерить упругость. Поместите прямой материал в машину и вручную накачайте домкрат до тех пор, пока он не станет едва натянутым, но еще не прогнется. Обнуление индикатора градусов. Если вы хотите согнуть 90°, согните ТОЧНО 90°, а затем ослабьте давление цилиндра до тех пор, пока материал не станет свободным в машине. Затяните клапан и вручную прокачивайте поршень до тех пор, пока он не будет едва плотно прилегать к материалу. Прочитайте свои степени, скажем, например, что вы прочитали степени на уровне 86,5. Теперь перегните по разнице. Итак, вы наклоняетесь к 90, подтяните машину, прочтите 86,5, затем согните до 93,5 и вытащите трубку, и вы будете ТОЧНО 90 после пружинения. Теперь вы можете перегнуть каждые 90 градусов на этом материале на 3,5 градуса, и все они будут в точности! Пружинная отдача индивидуальна для каждого материала.
Поместите прямой материал в машину и вручную накачайте домкрат до тех пор, пока он не станет едва натянутым, но еще не прогнется. Обнуление индикатора градусов. Если вы хотите согнуть 90°, согните ТОЧНО 90°, а затем ослабьте давление цилиндра до тех пор, пока материал не станет свободным в машине. Затяните клапан и вручную прокачивайте поршень до тех пор, пока он не будет едва плотно прилегать к материалу. Прочитайте свои степени, скажем, например, что вы прочитали степени на уровне 86,5. Теперь перегните по разнице. Итак, вы наклоняетесь к 90, подтяните машину, прочтите 86,5, затем согните до 93,5 и вытащите трубку, и вы будете ТОЧНО 90 после пружинения. Теперь вы можете перегнуть каждые 90 градусов на этом материале на 3,5 градуса, и все они будут в точности! Пружинная отдача индивидуальна для каждого материала.
Изгиб 102
В разделе Изгиб 102 вы узнаете, как рассчитать длину трубы в изгибе, а также как сделать изгиб посередине трубы.
Сколько труб находится в изгибе?
Расчет трубы на изгиб очень прост. Мы уже сделали расчеты для вас. Просто умножьте градусы изгиба на приведенные ниже числа, и вы получите длину трубы в изгибе. Итак, если вы изгибаете 90 градусов на 6-дюймовом кристалле CLR, ваша трубка в изгибе составляет 90 * 0,104, что равно 9,36 дюйма. Теперь вы можете добавить длину изгиба к длине прямой трубы и узнать фактическую общую длину отрезка трубы!
Мы уже сделали расчеты для вас. Просто умножьте градусы изгиба на приведенные ниже числа, и вы получите длину трубы в изгибе. Итак, если вы изгибаете 90 градусов на 6-дюймовом кристалле CLR, ваша трубка в изгибе составляет 90 * 0,104, что равно 9,36 дюйма. Теперь вы можете добавить длину изгиба к длине прямой трубы и узнать фактическую общую длину отрезка трубы!
- 6,0 CLR = 0,105 дюйма трубы на градус изгиба
- 4,5 CLR = 0,078 дюйма трубы на градус изгиба
- 3,5 CLR = 0,061″ трубы на градус изгиба
- 2,5 CLR = 0,043 дюйма трубы на градус изгиба
Изгиб посередине трубы
Теперь, когда вы знаете, как рассчитать длину изгиба и где начинается изгиб в зависимости от того, где вы его зажимаете в машине, вы можете легко сделать изгиб в середине отрезка трубы. Допустим, у вас есть трубка длиной 45 дюймов, и вы хотите изгиб на 60 градусов (сделанный на штампе CLR 1,75 × 6) прямо посередине. Нарисуйте линию посередине трубы. Ваш изгиб будет иметь длину 0,104 дюйма на градус, то есть 0,104 * 60 = 6,24 дюйма. Итак, нарисуйте еще 2 линии, каждая на расстоянии 3,12 дюйма от центральной линии. На этом изгибы закончатся. Теперь мы просто добавляем смещение сгиба (5 7/8″ в таблице от сгиба 101) и проводим линию 5 7/8″ от одной из линий, которые вы нарисовали, чтобы отметить конец сгиба. Когда вы загружаете материал в машину, совместите последнюю линию, которую вы нарисовали, с поверхностью зажимного блока, ближайшей к вам, и сделайте изгиб. Если вы не видите метку центральной линии, значит, она правильно загружена в машину. Это так просто.
Ваш изгиб будет иметь длину 0,104 дюйма на градус, то есть 0,104 * 60 = 6,24 дюйма. Итак, нарисуйте еще 2 линии, каждая на расстоянии 3,12 дюйма от центральной линии. На этом изгибы закончатся. Теперь мы просто добавляем смещение сгиба (5 7/8″ в таблице от сгиба 101) и проводим линию 5 7/8″ от одной из линий, которые вы нарисовали, чтобы отметить конец сгиба. Когда вы загружаете материал в машину, совместите последнюю линию, которую вы нарисовали, с поверхностью зажимного блока, ближайшей к вам, и сделайте изгиб. Если вы не видите метку центральной линии, значит, она правильно загружена в машину. Это так просто.
Слишком много работы? Без проблем. У нас есть бесплатный калькулятор, чтобы помочь. Нажмите ЗДЕСЬ (откроется в новом окне/вкладке).
Посмотрите проект от начала до конца
У нас есть несколько видеороликов о том, как сгибать трубы для таких проектов, как каркас безопасности и поручни. Это рассказанные проекты от начала до конца, которые проходят измерения, избегая ошибок, изгибов, надрезов, сварки и многого другого!
 youtube.com/embed/8ISobLZ2RUw” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””>
youtube.com/embed/8ISobLZ2RUw” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””> Изгиб 103
В предыдущих уроках мы показали вам основы для определения расстояния между изгибами и длины. Теперь мы собираемся показать вам несколько более продвинутых советов по компоновке и интервалам сгибов. Понимание этого раздела значительно улучшит вашу способность планировать и проектировать гнутые детали, которые вы сможете изготовить на трубогибочном станке (а это, очевидно, то, чем вы хотите заниматься!).
Близко друг к другу Копланарные изгибы
Изгибы можно располагать намного ближе друг к другу, чем то, что вы узнали в изгибе 101. Мы покажем вам, как это сделать. Два изгиба, которые находятся на одной линии друг с другом, являются «компланарными». Еще один способ подумать об этом: если вы можете положить деталь на землю, когда закончите изгиб, все изгибы находятся в одной плоскости, поэтому они компланарны.
Три предела расстояния между изгибами
- Как объяснялось в разделе «Изгиб 101», вы всегда можете сделать изгиб, поместить зажимной блок после этого изгиба и расположить изгибы настолько близко друг к другу, насколько позволяет смещение изгиба. Это размер слева на изображении выше. Этот метод прост и не позволяет делать изгибы очень близко. Тем не менее, он очень легко допускает любое вращение между изгибами.
- Как показано на рисунке, вы можете делать изгибы ОЧЕНЬ близко, если у вас есть роликовый прижимной штамп в машине (маленькое колесо под трубой). Большие радиусы изгиба требуют большего расстояния.
- Вы также можете зажать прямо на изгибе. Для этого может потребоваться перевернуть зажимной блок (болты на блоке теперь будут обращены вниз). Вы можете использовать любое расположение прижимного штифта, чтобы зацепить зажимной блок. Обратите внимание, что после того, как вы зафиксируете изгиб или перевернете зажимной блок (или и то, и другое), смещение изгиба не будет соответствовать опубликованному. Именно тогда наш датчик изгиба становится очень полезным (ссылка ЗДЕСЬ — открывается в новом окне/вкладке). Это позволяет выполнять изгибы с нулевым шагом, то есть между двумя изгибами нет измеримой длины трубы. M600 — единственный известный нам трубогиб в мире, способный делать это без изготовления чрезвычайно дорогих зажимных плашек по индивидуальному заказу.
 Именно тогда наш датчик изгиба становится очень полезным (ссылка ЗДЕСЬ — открывается в новом окне/вкладке). Это позволяет выполнять изгибы с нулевым шагом, то есть между двумя изгибами нет измеримой длины трубы. M600 — единственный известный нам трубогиб в мире, способный делать это без изготовления чрезвычайно дорогих зажимных плашек по индивидуальному заказу.
Именно тогда наш датчик изгиба становится очень полезным (ссылка ЗДЕСЬ — открывается в новом окне/вкладке). Это позволяет выполнять изгибы с нулевым шагом, то есть между двумя изгибами нет измеримой длины трубы. M600 — единственный известный нам трубогиб в мире, способный делать это без изготовления чрезвычайно дорогих зажимных плашек по индивидуальному заказу.Пример применения изгибов с нулевым шагом см. далее. У нас есть примеры гибки 301, а также гибки 302.
Изгиб 201
До сих пор мы только показывали вам, как делать симметричные детали, построенные простым способом (от середины к краям). В 201 мы собираемся перейти к показу того, как соединить изгибы ближе друг к другу (путем изменения порядка, в котором вы делаете изгибы) и как согнуть несимметричную трубчатую конструкцию. Мы покажем вам, как сделать его от середины к краю, а также от одного конца к другому, включая все расчеты. Вам не нужно понимать это, чтобы успешно сгибать трубы, поэтому не волнуйтесь, если вы не возьмете это в руки, прежде чем купить свой первый трубогиб! Вам будет легче учиться, когда вы сделаете несколько простых проектов.
Несимметричные детали — немного сложнее
- Нарисуйте макет в натуральную величину с острыми углами и размерами (вы можете нарисовать его на бетоне, картоне, бумаге и т. д.).
- Аккуратно проследите изгибы до углов с правильным радиусом. Отметьте начало и конец (по желанию) изгибов.
- Поставьте отметку на макете в центре трубы. Отсюда мы и начнем изготовление.
- Переместитесь от центра макета вправо, проведите линию на расстоянии 5 дюймов от начала каждого сгиба (5 дюймов — это одно из смещений сгиба из таблицы в разделе 101, используйте смещение, соответствующее вашей матрице и станку) . Назовите эти линии «зажимным блоком». Повторите этот процесс слева. Теперь у вас будут места, где вы зажимаете материал в машине, чтобы разместить изгибы там, где они находятся на макете.
ПРИМЕЧАНИЕ. – Эта схема показана с некоторыми устаревшими смещениями изгиба. Процесс хорош, но цифры больше не верны только для смещений изгиба. Пожалуйста, будьте терпеливы, пока мы обновляем контент. Это в конечном итоге будет заменено.
Это в конечном итоге будет заменено.
5. Теперь отрежьте трубку по длине и поставьте отметку в самом центре трубки. Длина — это просто сумма всех прямых отрезков из макета плюс «подъем» A.K.A. длина изгиба, которую можно легко рассчитать, используя числа, указанные в разделе 102 выше.
6. Отмерьте расстояние от центра и начертите линии зажимного блока на трубе (7,75” и 10,75” в приведенном выше примере).
7. Возьмитесь за центральную линию трубы. Загрузите в трубогиб (спереди), пока линия зажимного блока не окажется на передней поверхности зажимного блока.
8. Сделайте изгиб в соответствии с инструкциями к машине.
9. Снимите трубку и положите ее поверх макета. Вы сможете увидеть любую ошибку. Настало время учесть любое растяжение, которое может иметь место. Если расположение второго зажимного блока кажется не таким близким к изгибу, как вы его нарисовали, вы можете нарисовать его ближе и сохранить максимальную точность.
10. Повторяйте этот процесс, пока не закончите сгибание макета. Если вы обрежете трубку до полной длины «острого угла», вам придется обрезать концы после того, как вы закончите. Это приведет к тому, что у вас будет более длинная длина среза. Это может быть хорошо, если вы хотите, чтобы все было просто и не возражало против небольшой траты.
Начиная с одного конца трубы, а не с середины
Следующий абзац представляет собой ОЧЕНЬ ПОДРОБНОЕ объяснение другого способа сгибания той же формы, что и нарисованная выше в разделе «Изгиб 103».
Мы собираемся сгибаться от одного конца к другому, начиная с изгиба 90 градусов (следуя той же схеме из секции 201). Нам нужна 10-дюймовая ножка с изгибом 4,5 дюйма, поэтому нам нужна 5,5-дюймовая прямая труба (труба 5,5 дюйма, 4,5 дюйма в изгибе, так как это матрица 4,5 CLR). Наше смещение составляет 5 дюймов (используйте правильное число для вашей машины из таблицы в разделе 101) для машины с 2015 года по текущую для матрицы CLR 4,5 дюйма, поэтому вывесьте 0,5 дюйма трубки из конца зажимного блока и согните. 90 градусов. Длина изгиба из таблицы составляет 0,078 на градус, поэтому для наших 90, то есть 0,078 * 90 = 7,02 дюйма. Это еще 28,5 дюймов от конца первого 90 до начала следующего изгиба (суммируйте размеры на чертеже). Мы можем поместить зажимной блок в 28,5-5 дюймов от конца нашего первого изгиба, или мы могли бы провести линию на трубе до того, как мы начали, которая была на расстоянии 5,5+7,02+28,5-5 дюймов от начального конца трубы и использовать это место зажимного блока для изгиба 2. Зажмите вторую линию и изогните, и все готово. Не забывайте про пружинку.
90 градусов. Длина изгиба из таблицы составляет 0,078 на градус, поэтому для наших 90, то есть 0,078 * 90 = 7,02 дюйма. Это еще 28,5 дюймов от конца первого 90 до начала следующего изгиба (суммируйте размеры на чертеже). Мы можем поместить зажимной блок в 28,5-5 дюймов от конца нашего первого изгиба, или мы могли бы провести линию на трубе до того, как мы начали, которая была на расстоянии 5,5+7,02+28,5-5 дюймов от начального конца трубы и использовать это место зажимного блока для изгиба 2. Зажмите вторую линию и изогните, и все готово. Не забывайте про пружинку.
Посмотрите несимметричный проект от начала до конца
Владелец снял это видео, делая самые первые поручни, которые он когда-либо построил. Небольшое знание того, как работает этот простой в использовании трубогиб и как укладываются трубы, — это все, что требовалось для проектирования и сборки всего проекта без каких-либо отходов. Посмотрите, как сделать многотысячные поручни из нержавеющей стали за несколько сотен долларов материала практически НУЛЕВЫМИ РАСЧЕТАМИ или математическими расчетами!
 youtube.com/embed/65_y_7cENT8″ frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””>
youtube.com/embed/65_y_7cENT8″ frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””> Гибка 202
Как и в колледже, вы должны изучить теорию, прежде чем получите настоящие инструменты и обнаружите, что «вы никогда не будете использовать математику». Хотя эта цитата не всегда верна, мы собираемся показать вам инструменты, которые профессионалы используют при проектировании каркасов безопасности, гибке выхлопных труб и других деталей для проектов своих клиентов.
Усовершенствованные инструменты для повышения точности — Программное обеспечение
Компания Bend Tech производит несколько уровней программного обеспечения, которое поможет вам управлять проектированием и производством в вашем бизнесе или завершить проект. Мы продаем все это в нашем магазине, просто нажмите на значок любого программного обеспечения, и вы попадете в список для этого программного обеспечения.
Цена: $599
Наше коммерческое программное обеспечение SE (стандартная версия) для проектирования/производства труб. Если гибка труб является частью бизнеса вашей компании или вы серьезно относитесь к гибке труб, то Bend-Tech SE — это то, с чего вы хотите начать. Большое дело : Экспорт в САПР!
Если гибка труб является частью бизнеса вашей компании или вы серьезно относитесь к гибке труб, то Bend-Tech SE — это то, с чего вы хотите начать. Большое дело : Экспорт в САПР!
Цена: 295 долларов США
Если вы проектируете шасси, каркасы безопасности, качающиеся ползуны, рамы или что-то еще, от отдельных деталей до сборки из нескольких труб, то Bend-Tech PRO — это то, с чего вы хотите начать. Большое дело – полная сборка и надрезы.
Цена: $149
Если вам нужно несколько отдельных деталей, согнутых с вращением, EZ3D — это начало. EZ3D также удобен, если вы не собираетесь изготавливать многотрубные сборки, такие как каркасы безопасности, бамперы и т. д. Большое дело — точные 3D-детали
Цена: $69
Если вы планируете сгибать всего несколько деталей в год, и эти детали представляют собой 2D отдельные детали, то EZ может помочь.
Вы можете нарисовать трубу вручную или в SolidWorks или другом программном обеспечении САПР, но ни одно из них не будет генерировать производственные инструкции. Компания Bend Tech напечатает вам лист бумаги для каждой детали с информацией о том, как долго ее нужно резать, какой материал использовать, куда поместить зажимной блок, чтобы получить правильные места изгиба, и на сколько градусов нужно согнуть (включая компенсацию пружинения). Кроме того, PRO и SE будут печатать обертки для резки, чтобы помочь вам сделать надрезы на трубах, и будут создавать панели из листового металла, просто нажав на трубы, которые вы хотите сделать панелями. Слишком много полезных функций, чтобы описать их в одном маленьком абзаце. Можно настроить порядок изгиба деталей, масштабировать детали, масштабировать сборки и т. д.
Компания Bend Tech напечатает вам лист бумаги для каждой детали с информацией о том, как долго ее нужно резать, какой материал использовать, куда поместить зажимной блок, чтобы получить правильные места изгиба, и на сколько градусов нужно согнуть (включая компенсацию пружинения). Кроме того, PRO и SE будут печатать обертки для резки, чтобы помочь вам сделать надрезы на трубах, и будут создавать панели из листового металла, просто нажав на трубы, которые вы хотите сделать панелями. Слишком много полезных функций, чтобы описать их в одном маленьком абзаце. Можно настроить порядок изгиба деталей, масштабировать детали, масштабировать сборки и т. д.
Если вы можете использовать большинство компьютерных программ после обучения, у вас не должно возникнуть проблем с запуском этого программного обеспечения. Это не «интуитивный MS-Paint»… Так что не думайте, что вы научитесь проектировать свое шасси за 5 минут. Это больше похоже на MS Excel. Зайдите в Интернет и посмотрите видео или прочитайте о функции, и она расскажет вам, где находится эта кнопка и что она делает. Посмотрите 30- или 40-минутные видеоролики о Bend Tech 7.x PRO, и вы сможете легко научиться проектировать 3D-детали, помещать их в сборку, перемещать их, редактировать, распечатывать инструкции, изготавливать дополнительные детали из исходной детали и использовать части, чтобы разрезать друг друга, чтобы сделать идеальные соединения труб.
Посмотрите 30- или 40-минутные видеоролики о Bend Tech 7.x PRO, и вы сможете легко научиться проектировать 3D-детали, помещать их в сборку, перемещать их, редактировать, распечатывать инструкции, изготавливать дополнительные детали из исходной детали и использовать части, чтобы разрезать друг друга, чтобы сделать идеальные соединения труб.
Интеграция программного обеспечения с M600
Запустите Bend Tech и выберите M600 и штампы в библиотеке штампов, они поставляются предварительно загруженными. Добавьте свой материал в базу данных (например, трубу со стенкой диаметром 1,75 дюйма и стенкой 0,120 дюйма) и нажмите «откалибровать штамп». Bend Tech предложит вам отрезать кусок трубы и указать точную длину. Затем согните изгиб на 90 градусов в любом месте трубки. Сообщите специалисту по изгибу, где зажимной блок с одного конца. Затем поставьте свою «Г» на стол и измерьте высоту рулеткой. Переверните его и измерьте длину нижней части буквы «L». Поместите эти две длины в Bend Tech, и он рассчитает степень растяжения на градус этой трубки, эффективный CLR (матрица с радиусом 6 дюймов изгибается больше, чем радиус 6 дюймов с эластичностью материала), и использовать эти значения КАЖДЫЙ раз, когда вы выберите этот материал и умрите. Теперь технология гибки будет фактически использовать откалиброванные значения для определения более точного местоположения изгиба и точной длины изгиба, чтобы сделать ваши конструкции точными до долей дюймов, на которые растягивается ваша трубка при изгибе.
Поместите эти две длины в Bend Tech, и он рассчитает степень растяжения на градус этой трубки, эффективный CLR (матрица с радиусом 6 дюймов изгибается больше, чем радиус 6 дюймов с эластичностью материала), и использовать эти значения КАЖДЫЙ раз, когда вы выберите этот материал и умрите. Теперь технология гибки будет фактически использовать откалиброванные значения для определения более точного местоположения изгиба и точной длины изгиба, чтобы сделать ваши конструкции точными до долей дюймов, на которые растягивается ваша трубка при изгибе.
И вернуться назад? Легкий! Согните любые 2 величины и сообщите Bend tech величину пружинения, и он интерполирует весь диапазон изгиба до крошечных долей градуса. Таким образом, вы сгибаете 35-градусный изгиб (на индикаторе градусов), отводите машину назад и продвигаете ее до тех пор, пока штифты не встанут плотно, чтобы прочитать пружинение (см. выше в изгибе 102 для получения дополнительной информации об пружинении), и вы получите 32-градусную сетку, так что 35-32 это 3 градуса пружинения.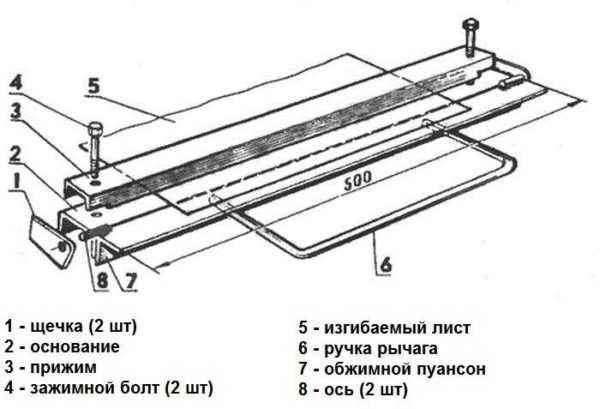 Скажите специалисту по изгибам, что вы потеряли 3 градуса на 35-градусном повороте. Теперь сделайте это снова с большим числом, например, 100. Сообщите технику по изгибу упругость, например, 5 градусов. Специалисты по изгибу будут использовать эти две точки для расчета всего диапазона возможных значений пружинения, и вы сообщаете программе, чтобы они учитывались (установив флажок), когда вы печатаете инструкции по изготовлению детали. Так что будет написано «угол изгиба 38 градусов», когда ваш дизайн рассчитан на 35, так что получится правильно. Больше не нужно сгибать дважды, чтобы компенсировать/измерить пружинение!
Скажите специалисту по изгибам, что вы потеряли 3 градуса на 35-градусном повороте. Теперь сделайте это снова с большим числом, например, 100. Сообщите технику по изгибу упругость, например, 5 градусов. Специалисты по изгибу будут использовать эти две точки для расчета всего диапазона возможных значений пружинения, и вы сообщаете программе, чтобы они учитывались (установив флажок), когда вы печатаете инструкции по изготовлению детали. Так что будет написано «угол изгиба 38 градусов», когда ваш дизайн рассчитан на 35, так что получится правильно. Больше не нужно сгибать дважды, чтобы компенсировать/измерить пружинение!
Изгиб 301
Изгиб с 101 по 202 предназначены для того, чтобы вооружить вас ноу-хау для выполнения самых простых проектов с некоторой практикой. В нашем 300-уровневом контенте наша цель — помочь вам научиться делать сложные beand-функции, которые вы можете интегрировать в уже прочную базу знаний.
Как делать S-изгибы, метод 1
1. Если картинка стоит 1000 слов, то сколько стоит видео? Не отвечай.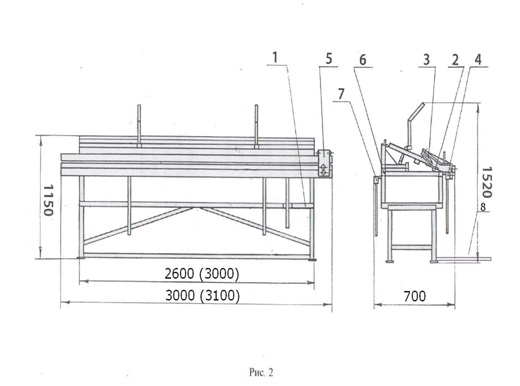 Просто посмотрите видео.
Просто посмотрите видео.
Как сделать S – изгибы, метод 2
В методе 1 первый изгиб помещается внутрь машины, пока вы делаете второй изгиб. Метод 2 является противоположным: первый изгиб делается сразу за гибочной матрицей (но перед зажимом), в то время как изгиб 2 формируется. Преимуществами этого метода являются более высокие углы изгиба и доступная совместимость с гибочным станком.
1. Сделайте изгиб, как обычно на вашей машине, и согните под углом 45 градусов.
2. Снимите зажим, переместите его вправо к началу изгиба из шага 1. Плотно зажмите. Теперь переверните зажим и материал вверх дном (используйте наши датчики вращения или второй зажим, чтобы при желании сделать их идеально копланарными — ссылка ЗДЕСЬ откроется в новом окне/вкладке).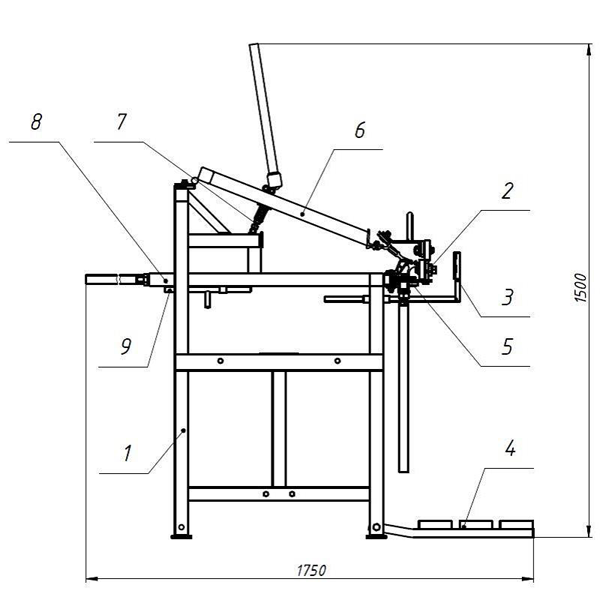 Ваш изгиб будет обращен вниз к передней части машины.
Ваш изгиб будет обращен вниз к передней части машины.
3. Осторожно продвигайте машину, пока штифты не будут затянуты. Повторно обнулите индикатор степени (если только вы не хотите сгибаться до «сколько угодно» градусов).
4. Снова согните на 45 градусов. Удалите материал. У вас получится изгиб под углом 45 градусов.
Вы можете отрегулировать расположение зажимов для того же угла и большего расстояния смещения. Также можно регулировать углы изгиба.
Совет. Прежде чем начать, нарисуйте кольца на трубке маркером через каждый дюйм и отметьте места, где вы поместите зажимные блоки, пока будете экспериментировать. Это простой способ измерить, где заканчиваются зажимы (сосчитайте кольца и измерьте до ближайшего), чтобы вы могли точно воспроизвести свою работу.
Научитесь делать свои собственные рецепты изгибов
Следуя нашим инструкциям, вы далеко не продвинетесь. Когда-нибудь вы создадите что-то сложное и захотите снова сделать то же самое, может быть, даже его зеркальное отражение.
Подготовка к точному документированию того, как повторить процесс гибки, невероятно проста. Для этого нужны только маркер, рулетка и план.
Прежде чем начать, нарисуйте кольца на трубке с помощью маркера через каждый дюйм. Наши зажимные блоки – отличные трафареты для рисования этих колец. Отметьте, где вы поместите зажимные блоки для каждого изгиба, пока вы экспериментируете. Это простой способ измерить, где заканчиваются зажимы (сосчитайте кольца и измерьте до ближайшего), чтобы вы могли точно воспроизвести свою работу. Бесполезно измерять изогнутую трубу до зажима, чтобы выяснить, где поставить этот зажим на прямой кусок, чтобы сделать это снова. Это позволяет проводить измерения «прямой трубы» прямо через все изгибы, которые вы можете придумать. Больше не нужно гадать о растяжении трубы. И никакого программного обеспечения не требуется.
Изгиб 302
Достаточно просто сделать точные изгибы там, где вы хотите. Вы хотите знать, как сделать гнутую трубу, о которой большинство производителей даже не подозревают, что это возможно из цельного куска? Продолжим ваше обучение.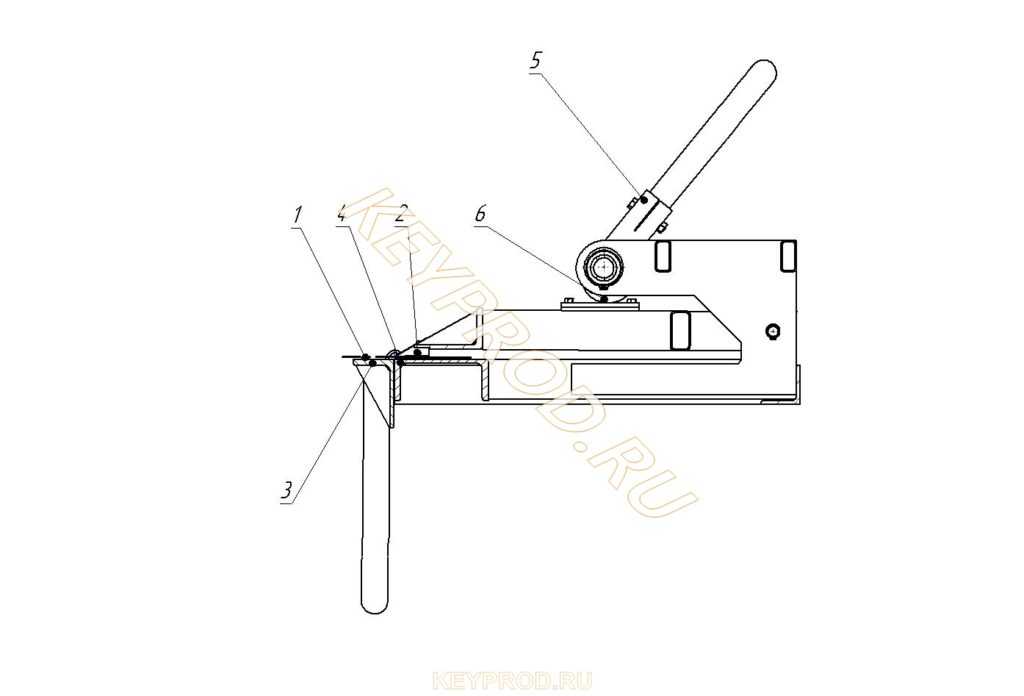 Это следующий шаг на пути к успеху в производстве.
Это следующий шаг на пути к успеху в производстве.
Как согнуть БЫЧИЙ ОШЕЙНИК!
Это не для сельского хозяйства. Обычно они применяются на заднем полу NHRA / SFI или других гоночных шасси и каркасах безопасности, где перекладина пола должна быть непрерывной, но может быть непрямой. Это разрешают многие контролирующие органы, и это позволяет опустить весь пол автомобиля, давая возможность рослым водителям чувствовать себя комфортно. Приводной вал проходит под (или над) центральным смещением.
ЭТО БЫЛО СДЕЛАНО НА МАТРИЦЕ 4,5 CLR. ЦИФРЫ БУДУТ ОТЛИЧАТЬСЯ ДЛЯ CLR 6.0.
1. Сделайте изгиб, как обычно на вашей машине, и согните под углом 45 градусов. Этот изгиб находится на уровне 0 дюймов. (на конец трубки ставим наш хомут).
СОВЕТ. Прочтите все шаги и СЕЙЧАС поставьте метки на трубке для всех 3 мест зажима. Их гораздо легче измерить на прямой трубе.
2. Снимите зажим, переместите его вправо на 3 3/8 дюйма от положения зажима для изгиба 1. Плотно зажмите.
Плотно зажмите.
3. Теперь переверните зажим и материал вверх ногами ровно на 180 градусов. Обнулите индикатор степени. Не будь хакером.
4. Согните на 90 градусов.
5. Снимите зажим, переместите его на 12 1/4 дюйма (от того места, где вы зажали в шаге 1, конец трубки в нашем случае) и крепко зажмите. Это будет прямо посередине изгиба 90 градусов. Мы рекомендуем вам сохранить зажим, которым вы злоупотребляете, и по крайней мере один зажим, который вы держите в первозданном виде, они очень доступны ЗДЕСЬ (ссылка, новое окно/вкладка).
6. Снова переверните, как в шаге 3, обнулите индикатор и согните на 45 градусов. Оставьте зажимной блок включенным. Продолжай читать.
Доведение до совершенства (угол) – убедитесь, что ваш материал не подвергается сгибающему усилию в машине. Обнулите куб угла слева от всех трех изгибов. Проверьте справа от всех 3 изгибов. Если вы не сгибаетесь на какую-либо величину, перегните сгиб на шаге 6 на эту величину (вот почему вы оставили зажимной блок включенным!).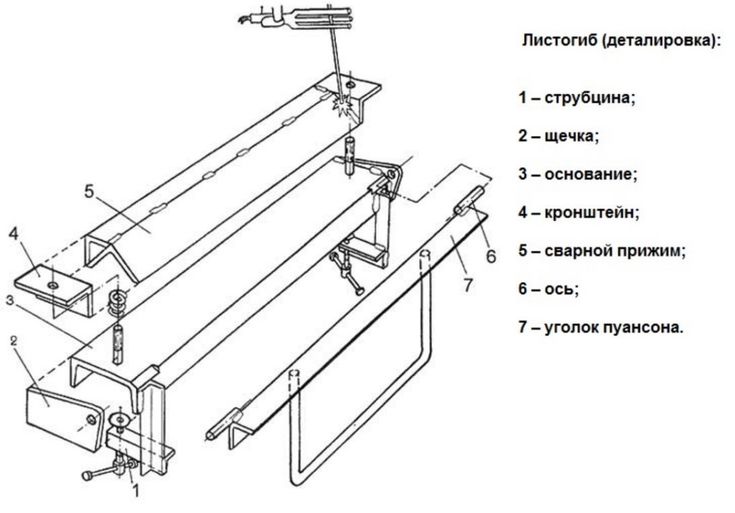
Доведение до совершенства (офсет) – Закрепите трубку на плоском технологическом столе. Другой конец болтается? Если начальная сторона высокая, вам нужно прибавить к размерам в шагах 2 и 6 поровну. Ожидайте коррекции смещения примерно на 3/4″ на каждый дюйм, который вы перемещаете в этих двух точках сгиба. Поэтому, если вы считаете, что «высота пола» отличается на 1/4″, добавьте 1/3″ к обоим смещениям. Если у вас есть противоположная проблема (ниже перед набором изгибов), добавьте с той же теорией ТОЛЬКО место изгиба в шаге 6.
Вы можете отрегулировать расположение зажимов для того же угла и большего расстояния смещения. Также можно регулировать углы изгиба.
Совет. Прежде чем начать, нарисуйте кольца на трубке маркером через каждый дюйм и отметьте места, где вы поместите зажимные блоки, пока будете экспериментировать. Это простой способ измерить, где заканчиваются зажимы (сосчитайте кольца и измерьте до ближайшего), чтобы вы могли точно воспроизвести свою работу.
Гибка 303
Мы на 100 % готовы предоставить вам бесплатное образование в области металлообработки и гибки труб. Хотя этот раздел (303) ничему не учит вас в отношении гибки, пусть это будет нашим письменным обязательством перед вами, нашим клиентом, что ваш успех — это наш успех. Мы будем продолжать разрабатывать методы и рекомендации, которые помогут вам сгибать трубы, трубы DOM, трубы HREW, медь (твердую и мягкую), титан, инконель, дуплексную нержавеющую сталь Sandvik 2507, архитектурную нержавеющую сталь, санитарную нержавеющую сталь и хроммолибден (а также Docol Р8). Вы звезда этого шоу, и мы здесь, чтобы помочь вам добиться успеха. Вернитесь позже, и мы закончим этот раздел. Большое спасибо за прочтение/просмотр.
Гибка листового металла: основы, допуски и советы
Рост спроса на продукцию, изготавливаемую на заказ, привел к исследованиям, которые доказали, что листовой металл является универсальным материалом, который можно трансформировать в различные формы.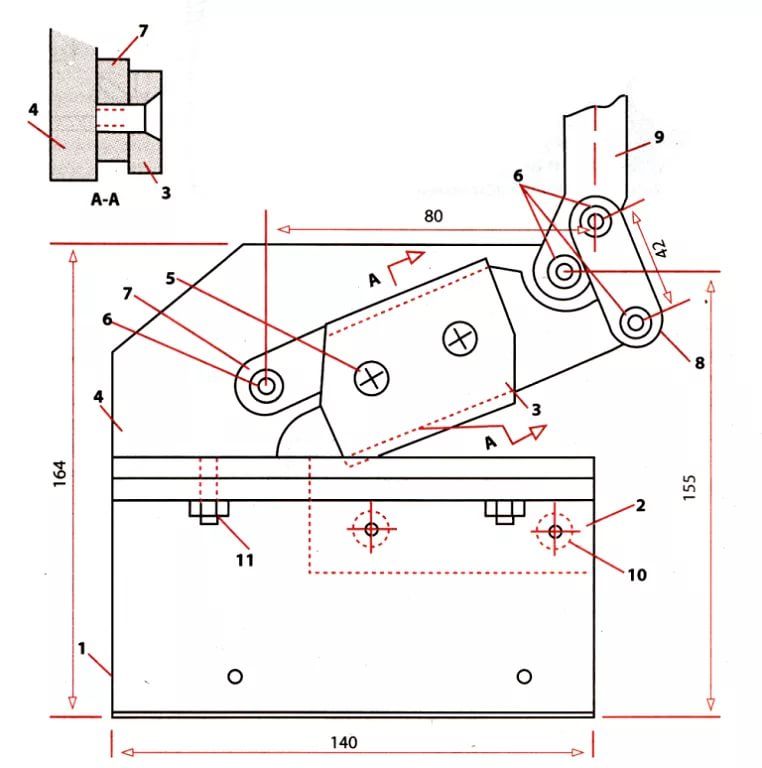 Преобразование происходит за счет использования простых процессов формирования листа, таких как гибка металла, для придания листовому металлу желаемой формы, необходимой для различных производственных целей. Есть много процессов, связанных с этим, и знание того, как согнуть листовой металл, требует хорошего знания о них.
Преобразование происходит за счет использования простых процессов формирования листа, таких как гибка металла, для придания листовому металлу желаемой формы, необходимой для различных производственных целей. Есть много процессов, связанных с этим, и знание того, как согнуть листовой металл, требует хорошего знания о них.
В этой статье будет рассмотрена важность гибки листового металла, его важность в процессах изготовления листового металла и способы гибки листового металла. Он также включает в себя несколько полезных советов по гибке, которые могут помочь при гибке стальных пластин.
Гибка листового металлаГибка листового металла является эффективным способом изготовления изделий различной формы, используемых для различных процессов. Это гарантирует простоту и является эффективным способом формирования новых продуктов. Здесь вы узнаете о гибке листового металла, ее важности и методах, необходимых для этого процесса.
Гибка листового металла — это операция, при которой используется сила для изменения формы листа. Это делается для достижения желаемой формы или формы, необходимой для производственного процесса. Используемая внешняя сила изменяет только внешние характеристики листа. Однако параметры одного типа листового металла, такие как длина и толщина, остаются прежними. Ковкость листового металла также позволяет ему подвергаться различным процессам формообразования.
Это делается для достижения желаемой формы или формы, необходимой для производственного процесса. Используемая внешняя сила изменяет только внешние характеристики листа. Однако параметры одного типа листового металла, такие как длина и толщина, остаются прежними. Ковкость листового металла также позволяет ему подвергаться различным процессам формообразования.
Применение гнутого листового металла
Гибка листового металла является одной из основных операций в металлообрабатывающей промышленности. Например, это важный этап для автомобильных компаний, поскольку они работают с различными формами, чтобы получить идеальную автомобильную деталь, соответствующую их дизайну. Процесс может быть на промышленном уровне, где он идеально подходит для создания больших деталей двигателя. Тем не менее, его также можно использовать для изготовления мелких деталей для замены изношенных деталей двигателя. Несмотря на то, что в операции задействовано множество процессов, все методы гибки листового металла основаны на стандартных методах, обеспечивающих точность при его производстве.
Методы гибки листового металла аналогичны тем, что их конечной целью является преобразование конструкций из листового металла в желаемую форму. Однако они различаются по действию. Знание того, как сгибать листовой металл, приходит с пониманием того, что такие факторы, как толщина материала, размер изгиба, радиус изгиба листового металла и предполагаемая цель, определяют методы.
Перечисленные ниже методы не только покажут вам, как сгибать листовой металл. Они также покажут вам, что использовать для достижения наилучшего результата. Наиболее распространенные методы гибки листового металла:
V-образная гибка Это наиболее распространенный метод гибки листов, поскольку он используется для большинства проектов по гибке. Он использует инструмент, известный как пуансон и V-образный штамп, для гибки листового металла под нужными углами. Во время процесса гибочный пуансон давит на листовой металл, расположенный над V-образной матрицей.
Угол, образуемый листовым металлом, зависит от точки давления пуансона. Это делает этот метод простым и эффективным, поскольку его можно использовать для гибки стальных листов без изменения их положения.
Метод V-образной гибки можно разделить на три вида:
·
ДноКак следует из названия, дно или дно гибки включает в себя сжатие листового металла до заданного дна штампа для формирования определенного угла и формы. В нижней части положение и форма угла матрицы определяют результат изгиба. Кроме того, пружинение сжатого листового металла невозможно. Это связано с тем, что усилие пуансона и угол наклона штампа превращают листовой металл в постоянную структуру.
·
Чеканка Чеканка – это метод гибки, который широко используется благодаря своей точности и уникальной способности создавать отличительные листы. В процессе нет пружинения листов. Это связано с тем, что монета проникает в листовой металл с небольшим радиусом, создавая вмятину на монете, позволяющую отличить один лист от другого.
·
Воздушная гибкаВоздушная гибка или частичная гибка является менее точным методом по сравнению с методом дна и чеканки. Тем не менее, он обычно используется из-за его простоты и легкости манипулирования, поскольку он не требует инструментов.
Есть и недостаток. Воздушная гибка – единственный метод, который приводит к пружинению листового металла.
При воздушной гибке пуансон воздействует на листовой металл, опираясь на обе точки отверстия штампа. Листогибочный пресс обычно используется во время V-образной гибки, поскольку листовой металл не соприкасается с нижней частью штампа.
(Гибочный пресс представляет собой простую машину, используемую в процессах гибки листового металла, он формирует желаемые изгибы на листе, зажимая лист в положении для прессования между пуансоном и матрицей)
Гибка в рулонах Гибка в рулонах — это метод, используемый для гибки листового металла в рулоны или изогнутые формы. В процессе используется гидравлический пресс, листогибочный пресс и три комплекта роликов для выполнения различных изгибов или большого круглого изгиба. Он полезен при формировании конусов, труб и полых форм, поскольку он использует расстояние между роликами для создания изгибов и кривых.
В процессе используется гидравлический пресс, листогибочный пресс и три комплекта роликов для выполнения различных изгибов или большого круглого изгиба. Он полезен при формировании конусов, труб и полых форм, поскольку он использует расстояние между роликами для создания изгибов и кривых.
Принципиально U-образный изгиб аналогичен V-образному изгибу. Он использует тот же инструмент (за исключением U-образного штампа) и тот же процесс, хотя единственное отличие состоит в том, что формируемая форма является U-образной. U-образный изгиб очень популярен. Однако другие методы создают форму гибко.
Гибка с затираниемГибка с затиранием — это еще один метод, используемый для гибки листов с металлическими кромками. Процесс зависит от стержня. Например, листовой металл должен быть правильно надвинут на зачистной штамп. Стирание также отвечает за определение внутреннего радиуса изгиба листового металла.
Вращательная гибка Этот метод гибки имеет преимущество перед гибкой с затиранием или V-образной гибкой, поскольку он не приводит к царапанию поверхности материала. Он также идеален, потому что может сгибать материалы в острые углы. Например, он используется при изгибе углов больше 90 0 .
Он также идеален, потому что может сгибать материалы в острые углы. Например, он используется при изгибе углов больше 90 0 .
Если вы ищете онлайн-услугу по гибке металла, вам следует выбрать RapidDirect. Просто загрузите свои файлы, и мы свяжемся с вами в течение 24 часов.
Припуск на изгиб листового металлаПрипуск на изгиб — это производственный термин, который относится к распределению, которое дается для компенсации растяжения и изгиба листового металла. Когда листовой металл изгибается из своей первоначальной плоской формы, его физические размеры также изменяются. Сила, применяемая для изгиба материала, заставляет материал сжиматься и растягиваться внутри и снаружи.
Эта деформация вызывает изменение общей длины листового металла из-за прилагаемой силы сжатия и растяжения на изгибе. Однако длина, рассчитанная по толщине изгиба между внутренней сжатой поверхностью и внешней, находящейся под напряжением, остается неизменной. На это указывает линия, называемая «нейтральной осью».
На это указывает линия, называемая «нейтральной осью».
Допуск на изгиб учитывает толщину листового металла, угол изгиба, используемый метод и К-фактор (постоянная, используемая при расчете изгиба листового металла, которая позволяет оценить величину растяжения материала). Это мера отношения сжатия на внутренней линии изгиба к натяжению на внешней стороне изгиба.
В то время как внутренняя поверхность листового металла сжимается, внешняя расширяется. Следовательно, коэффициент К остается постоянным. К-фактор (обычно от 0,25 до 0,5 макс.) служит в качестве контрольной цифры при расчете гибки листового металла. Он помогает определить точные материалы, необходимые перед обрезкой частей листового металла, а также полезен в таблице радиусов изгиба листового металла.
5 Наконечники для гибки стальных пластин Гибка стальных листов может показаться сложной задачей. Однако с некоторыми советами это может быть легко. Ниже приведены несколько советов, которые могут помочь вам в этом процессе.
Однако с некоторыми советами это может быть легко. Ниже приведены несколько советов, которые могут помочь вам в этом процессе.
·
Следите за упругостьюПри сгибании листа материал должен быть изогнут под требуемым углом. Это связано с тем, что листовой металл обладает высокой способностью к изгибу, что позволяет ему возвращаться в исходное положение. Следовательно, для такого случая должно быть сделано распределение, согнув материал немного выше желаемого положения.
·
Достаточно ли пластичен листовой металл?Изгиб под острым углом может привести к растрескиванию листового металла. Поэтому вы должны избегать этого, насколько это возможно. Было бы лучше, если бы вы рассмотрели стальной металлический калибр, так как не каждый материал будет достаточно податливым, чтобы выдерживать изгибы в острые углы.
·
Всегда используйте листогибочный пресс Всегда используйте листогибочный пресс, где это применимо, поскольку он обеспечивает поддержку и гарантирует более чистую гибку листового металла и непрерывный рисунок на согнутых листах.
·
Не забудьте про отверстия для позиционирования процессаОтверстия для позиционирования процесса должны быть созданы на гибочных деталях, чтобы гарантировать точное позиционирование листового металла в матрице. Это устранило бы перемещение листового металла во время процесса гибки и обеспечило бы точные результаты при обработке нескольких листов металла.
·
Припуск на изгибУчет припуска на изгиб важен для понимания того, как сгибать листовой металл. Это гарантировало бы более точные цифры, обеспечивающие точность готовой продукции.
ЗаключениеСпрос на изделия, изготовленные по индивидуальному заказу, никогда не уменьшится, а для изготовления металлических изделий на заказ требуются знания в области гибки листового металла. Поэтому в этой статье был представлен листовой металл, его важность и то, что вам нужно знать о том, как согнуть листовой металл до нужной формы.
Ознакомления с процессом недостаточно. Процесс не такой сложный, так как вы не можете попробовать его самостоятельно. Однако для тех, кто ценит качество и время выполнения заказов, RapidDirect может стать вашим золотым руном. С нашей инженерной поддержкой вы сможете воплотить свои проекты в жизнь и быстро превзойти своих конкурентов.
Процесс не такой сложный, так как вы не можете попробовать его самостоятельно. Однако для тех, кто ценит качество и время выполнения заказов, RapidDirect может стать вашим золотым руном. С нашей инженерной поддержкой вы сможете воплотить свои проекты в жизнь и быстро превзойти своих конкурентов.
Получить мгновенное предложение
Часто задаваемые вопросыКакой метод гибки листового металла лучше всего?
Лучший метод гибки листового металла кажется надуманным, поскольку каждый метод служит разным целям и позволяет получить разные формы. Следовательно, лучший метод гибки листового металла будет зависеть от цели материала, которому нужно придать форму.
Легко ли гнуть листовой металл?
Сгибание стальных листов может быть непростым делом. Однако при чистом понимании процесса это очень легко. Вы должны понимать используемые методы и доступные инструменты.